Subtractive Processes: Machining
|
|
|
- Norah Matthews
- 5 years ago
- Views:
Transcription
1 Subtractive Processes: Machining T. Gutowski Primitive tools to cut and scrape go back at least 150,000 yrs Machining tutorial: 5 axis machining of aluminum 1



2 Ancient Tools & Structures Stone work in Cuzco Peru - Sacsayhuaman 2


3 Modern Machining Practice 5 axis High speed Complex parts New Configurations 3




4 4
5 Why machining is still important Kalpakjian & Schmid 5
6 Why machining is still important machining Kalpakjian & Schmid 6

7 Compared to Additive Ref Lienke et al, U. Paderborn, Germany (DIN German Standard for part tolerance) 7

8 What prevents machining from being a fully digital technology? 1. Large cutting forces require Secure fixturing Robust tools & tool holders Limiting geometrical access Requiring repeated fixturing 8
9 Basic Mechanics Issues Shear strain Power, plastic work Friction, forces Temperature rise Heat, Tool materials, Rate limits 9


10 Basic Machining Mechanism Eugene Merchant s model for orthogonal cutting Video on plastic deformation in machining10

 g becomes large for small f small or negative")
11 Basic Machining Mechanism Shear takes place in a narrow zone near the tool tip at angle f, the tool has rake angle a, the resulting shears is g From geometry, g= cot(f) + tan (f - a) g becomes large for small f small or negative a 11

12 Observation for Video 12
13 Basic Machining Mechanism Kalpakjian & Schmid 13


14 Basic Machining Mechanism Chip - t c Rake angle + a Tool V F c t 0 f Shear plane Shear angle Workpiece Friction? 14
15 Basic Machining Mechanism t 0 t c Chip Rake angle - + a Tool f Shear plane Shear angle Workpiece V If friction work u f is about 0.25 to 0.5 of u p (Ref Cook) Then specific cutting work (the total) u s is about 9/16 x Hardness H F c Approximate scaling: u s ~ H (Hardness) We will use tabulated values for specific energy See tables 21.2 for cutting and Table 26.2 for grinding 15
16 Cutting forces F c = cutting force N = normal force F = friction force R = resultant force F t = thrust force µ= friction coef b = friction angle 16

17 The Merchant Equation Ref. Groover 17

18 The Merchant Equation Ref. Groover 18

19 The Thrust Force Ref. Kalpakjian & Schmid 19
20 Specific energy, u S For comparison see Table 26.2 for grinding 20
21 Specific energy, u S Cutting Grinding For comparison see Table 26.2 for grinding 21


22 See Kalpakjian & Schmid Chapter 26: Abrasive Machining Surface Grinding 22
23 Approximations: Hence we have the approximation; Power u s X MRR MRR is the Material Removal Rate or d(vol)/dt Since Power is P = F c * V and MRR can be written as, d(vol)/dt = A * V Where A is the cross-sectional area of the undeformed chip, we can get an estimate for the cutting force as, F c u s A Note that this approximation is the cutting force in the cutting direction. 23
24 Basic Machining Processes Turning * Grinding V Grinding wheel D Grains v Workpiece Milling * Cutter Arbor Spindle Spindle End mill Shank Arbor Horizontal Slab milling Face milling End milling * Source: Kalpakjian, Manufacturing Engineering and Technology 24



25 Cutter Geometries End Mills Form Tool Face Mill 25
26 Cutting Force Directions in Milling F cn F p F c F p F cn F c F p F cn F c ~ H A c F c F p (Tangential Cutting Force ~ Chip Cross-section Hardness) F cn F c 26

27 Face Milling 27
28 Feed per Tooth and MRR W = rotational rate (rpm) Top view of face milling With 4 tooth cutter v (m/s) d w = width of cut (m) f = feed per tooth (m) Side view Consider the workpiece moving into the cutter at rate v. In travel time t the feed is v t. The time for one rotation is t = 1/W. The travel for one tooth is 1/4W. Hence the feed per tooth is f = v/4w. In general, a cutter may have N teeth, so the feed per tooth is The material removal rate (MRR) is, f = v / NW MRR = v w d = f d x wnw where d is the depth of the tool into the workpiece. Force f d u s 28
29 Ex) Face milling of Al Alloy v w N = 4 (number of teeth) D = 2 (cutter diameter) d w f=d Let w = 1 (width of cut), d=0.1 (depth of cut) f = (feed per tooth), v s = 2500 ft/min (surface speed; depends on cutting tool material; here, we must have a coated tool such as TiN or PCD) The rotational rate for the spindle is W = v s / pd = 4775 rpm Now, we can calculate v w, workpiece velocity, f = v w / N W => v w = 134 [in/min] Material removal rate, MRR = v w *w*d = 13.4 [in 3 /min] Power requirement, P = u s *MRR = 5.36 [hp] Cutting force / tooth, F ~ u s *d*f = 111 [lbf] u s from Table 21.2 (20.2 ed 4); Note 1 [hp min/in 3 ] = 3.96*10 5 [psi] 29
30 30
31 Ex) Turning a stainless steel bar D=1 f d Recommended feed = (Table 23.4 (22.4)) Recommended surface speed = 1000 ft/min W = 1000 ft/min = 3820 rpm p*1 * 1ft/12 Tool Let d = 0.1 Material removal rate, MRR = 0.1*0.006*(p*1*3820) = 7.2 [in 3 /min] Power requirement, P = u s *MRR = 1.9*7.2 = 13.7 [hp] Cutting force / tooth, F ~ u s *d*f = (1.9*3.96*10 5 )*(0.1*0.006) = 450 [lbf] u s from Table 21.2 (20.2 ed 4); Note 1 [hp min/in 3 ] = 3.96*10 5 [psi] 31
32 Consequences of large forces Secure fixturing Robust tools & tool holders Limiting geometrical access Requiring repeated fixturing Heat Rise, Cutting tool requirements 32

33 Temperature Rise in Cutting * Adiabatic Temperature Rise: r c DT = u S Note : u S ~ H, Hardness DT adiabatic ½ T melt (Al & Steel) Interface Temperature: DT = 0.4 (H / r c)(v f / a) 0.33 Typical temperature distribution in the cutting zone * Source: Kalpakjian, and Schmidt 5 th ed v = cutting speed f = feed a = thermal diffusivity of workpiece Note v f / a = Pé = convection/conduction * Reference: N. Cook, Material Removal Processes 33

34 Effect of temperature on Hardness 34


35 Tool Life Frederick Winslow Taylor to 1915 Tool life Scientific management Note C = V for T = 1 min. range for n is 0.08 to 0.7 See text Ch 21 35
36 Optimum cutting speed range 36
37 New Tooling Materials and their effect on Productivity 100 to 0.5 in 110 years ~ 5%/yr 37
38 Limits to MRR in Machining w w w w w Spindle Power for rigid, well supported parts Cutting Force may distort part, break delicate tools Vibration and Chatter lack of sufficient rigidity in the machine, workpiece and cutting tool may result in self-excited vibration Heat heat build-up may produce poor surface finish, excessive work hardening, welding ; can be reduced with cutting fluid Economics - tool changes See Video on Rate Limits In Machining 38
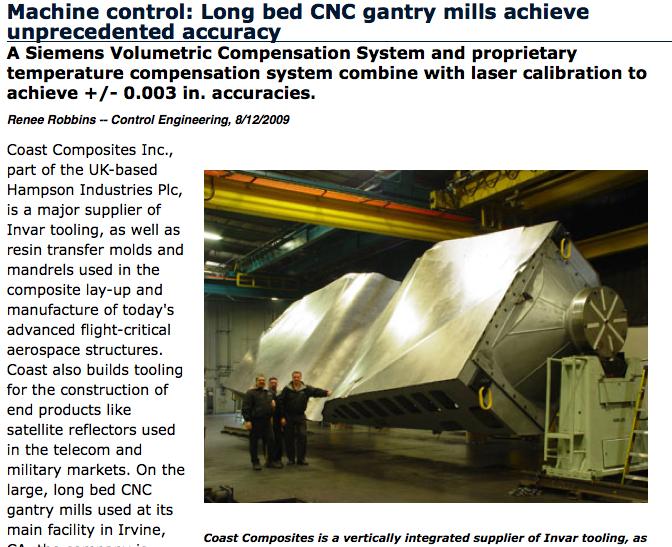
 at Boeing using a 8-15k rpm spindle speed, and a feed of 240 ipm vs 60 ipm conventional machining. This part replaces a build up of 25 parts.")
39 High speed Machining and Assembly High Speed Machined aluminum parts are replacing built-up parts made by forming and assembly (riveting) in the aerospace industry. The part below was machined on a 5-axis Makino (A77) at Boeing using a 8-15k rpm spindle speed, and a feed of 240 ipm vs 60 ipm conventional machining. This part replaces a build up of 25 parts. A similar example exists for the F/A-18 bulkhead (Boeing, St. Louis) going from 90 pieces (sheetmetal build-up) to 1 piece. High speed machining is able to cut walls to (0.51mm) without distortion. Part can be fixtured using window frame type fixture. MRR = f d * N W w 39

40 High Speed Machining 40
41 Machine tool configurations Machine tool number of axes, spindles, serial and parallel configurations Cutter geometry Form tool, cutter radius, inserts, tool changers Software flexibility, geometrical compensation, look ahead dynamics compensation 41

42 Various Machine Tool Configurations * Head Column Table Saddle Knee Base 42 * Source: Kalpakjian, Manufacturing Engineering and Technology

43 Various Machine Tool Configurations 43 * Source: Kalpakjian, Manufacturing Engineering and Technology


44 44
45 Some Machining Developments 5 Axis machining Diamond turning Micro-machining Fast tool server Cryogenic cooling 45




46 5 Axis Machining David Kim 46


47 5 axis machining demos _RHiHudag&feature=related 2xC60-oMI&NR=1 47
 surface finish ~1nm,")
48 Diamond Turning Bob Donaldson? LLNL Optical surfaces ( nm) surface finish ~1nm, temp control ±0.01 F 48


49 Diamond Turning Empire Precision Davies et al 49


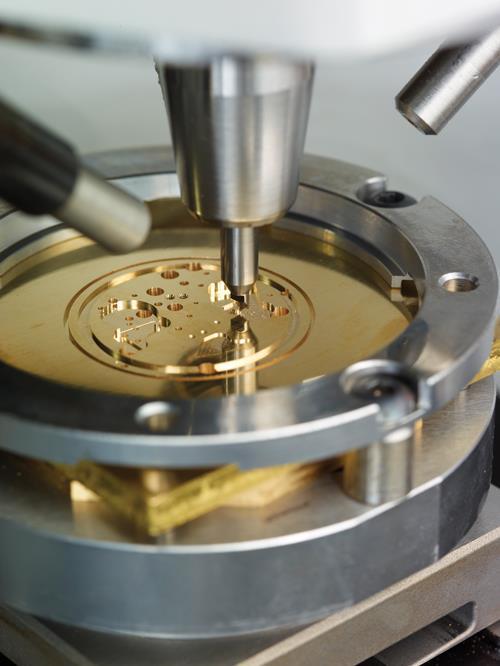
50 Micro machining Diamond turning & micro-milling 50



51 Micro machining 51


52 Micro Machines & Factories Micro machines Micro Factory developed at Mech Eng Lab AIST Japan 52



53 MS Thesis Thilo Grove Part available on Alibaba 53
 Schematics 54 * Source: http://macea.snu.ac.kr/eclipse/background/background.")
54 Hexapod Milling Machines * Stewart Platform Linear actuator Tool Hexapod machining center (Ingersoll, USA) Schematics 54 * Source:
55 Institut für Werkzeugmaschinen und Fertigung Hexaglide from Zurich (ETH) 55


56 Fast Tool Servo Ref D. Trumper 56

57 Rotary Fast Tool Servo Machine for Eyeglass Lenses D. Trumper & students 57

58 Tool at end of arm rotates about vertical axis 58
59 Asymmetric Turning Operation Spectacle lenses Contact lenses Human lens implants Elements for laser vision correction surgery Camera lenses Image train elements in semiconductor processing Camshafts Not-round pistons 59

60 Fast Tool Servo State of the Art Lu/Trumper Bandwidth 23 khz Stroke 30 µm RMS tracking error: 1.7 nm Peak acceleration: 500g 60

61 Diamond Turning Machine Cross Section 61

62 Satisloh 62

63 Cryogenic Machining 63



64 Cryogenic Cutting Tools CYCLO CUT Brand Cryogen to the cutting edge Solid carbide end mills and drills Index end mills, face mills, turning and boring tools CHIP FLOW MAG Cryogenic Vented, Heat-sink application -321 F 64 64
65 Cryogenic Cutting Tools CYCLO CUT Brand Cryogen to the cutting edge Solid carbide end mills and drills Index end mills, face mills, turning and boring tools CHIP FLOW LN 2 through tool 77K (-321 F) $0.06/liter Claims: 30% - 50% higher feed rate (up to 2X) 60% tool life No cleaning of part Easy disposal 65 65


66 Historical Development of Machine Tools Henry Maudslay, and screw cutting lathe circa



67 Early paper on cutting mechanics Prof Milt Shaw Prof Nate Cook M.I.T., LMP 67

68 NC machine tool developed at MIT mid 1950 s 68 * Source: Reintjes, Numerical Control 1991

69 69
70 Readings w w w Kalpakjian & Schmid Machining chapters are extensive: Ch Design for Machining handout AM tolerances paper available but not required (i.e. Lienke et al U. Paderborn) 70
CHAPTER 23 Machining Processes Used to Produce Various Shapes Kalpakjian Schmid Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1
 CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Metal Cutting - 5. Content. Milling Characteristics. Parts made by milling Example of Part Produced on a CNC Milling Machine 7.
 Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Machining Processes Used to Produce Various Shapes. Dr. Mohammad Abuhaiba
 Machining Processes Used to Produce Various Shapes 1 Homework Assignment Due Wensday 28/4/2010 1. Show that the distance lc in slab milling is approximately equal to for situations where D>>d. (see Figure
Machining Processes Used to Produce Various Shapes 1 Homework Assignment Due Wensday 28/4/2010 1. Show that the distance lc in slab milling is approximately equal to for situations where D>>d. (see Figure
Typical Parts Made with These Processes
 Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
THEORY OF METAL CUTTING
 THEORY OF METAL CUTTING INTRODUCTION Overview of Machining Technology Mechanism of chip formation Orthogonal and Oblique cutting Single Point and Multipoint Cutting Tools Machining forces - Merchant s
THEORY OF METAL CUTTING INTRODUCTION Overview of Machining Technology Mechanism of chip formation Orthogonal and Oblique cutting Single Point and Multipoint Cutting Tools Machining forces - Merchant s
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Unit-I: Theory of Metal Cutting
 Unit-I: Theory of Metal Cutting Type-I (Cutting Forces Analysis) 1. In orthogonal cutting of a 60mm diameter MS bar on lathe, the following data was obtained, Rake angle = 15 0, Cutting Speed = 100 m/min,
Unit-I: Theory of Metal Cutting Type-I (Cutting Forces Analysis) 1. In orthogonal cutting of a 60mm diameter MS bar on lathe, the following data was obtained, Rake angle = 15 0, Cutting Speed = 100 m/min,
Metal Cutting (Machining)
") Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Materials & Processes in Manufacturing
 2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 21 Fundamentals of Chip Type Machining Processes 1 Materials Processing 2003 Bill Young 2 Introduction Machining is the process of
2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 21 Fundamentals of Chip Type Machining Processes 1 Materials Processing 2003 Bill Young 2 Introduction Machining is the process of
The new generation with system accessories. Made in Germany!
 1 The new generation with system accessories. Made in Germany! For face, longitudinal and taper turning, thread-cutting. For machining steel, brass, aluminium and plastic. Mounting flange for fastening
1 The new generation with system accessories. Made in Germany! For face, longitudinal and taper turning, thread-cutting. For machining steel, brass, aluminium and plastic. Mounting flange for fastening
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT III THEORY OF METAL CUTTING Broad classification of Engineering Manufacturing Processes. It is extremely difficult to tell the exact number of various manufacturing processes
MANUFACTURING TECHNOLOGY UNIT III THEORY OF METAL CUTTING Broad classification of Engineering Manufacturing Processes. It is extremely difficult to tell the exact number of various manufacturing processes
Roll No. :.. Invigilator s Signature :.. CS/B.Tech (ME)/SEM-5/ME-504/ TECHNOLOGY OF MACHINING. Time Allotted : 3 Hours Full Marks : 70
/SEM-5/ME-504/ TECHNOLOGY OF MACHINING. Time Allotted : 3 Hours Full Marks : 70") Name : Roll No. :.. Invigilator s Signature :.. CS/B.Tech (ME)/SEM-5/ME-504/2009-10 2009 TECHNOLOGY OF MACHINING Time Allotted : 3 Hours Full Marks : 70 The figures in the margin indicate full marks. Candidates
Name : Roll No. :.. Invigilator s Signature :.. CS/B.Tech (ME)/SEM-5/ME-504/2009-10 2009 TECHNOLOGY OF MACHINING Time Allotted : 3 Hours Full Marks : 70 The figures in the margin indicate full marks. Candidates
Chapter 25. Other Machining Processes. Materials Processing. MET Manufacturing Processes. Shaping Planing Broaching Sawing Filing
 MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
TURNING BORING TURNING:
 TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
Module 4 General Purpose Machine Tools. Version 2 ME, IIT Kharagpur
 Module 4 General urpose Machine Tools Lesson 24 Forces developing and acting in machine tools Instructional objectives At the end of this lesson, the students will be able to; (i) Identify the sources
Module 4 General urpose Machine Tools Lesson 24 Forces developing and acting in machine tools Instructional objectives At the end of this lesson, the students will be able to; (i) Identify the sources
Chapter 24. Machining Processes Used to Produce Various Shapes: Milling
 Chapter 24 Machining Processes Used to Produce Various Shapes: Milling Parts Made with Machining Processes of Chapter 24 Figure 24.1 Typical parts and shapes that can be produced with the machining processes
Chapter 24 Machining Processes Used to Produce Various Shapes: Milling Parts Made with Machining Processes of Chapter 24 Figure 24.1 Typical parts and shapes that can be produced with the machining processes
Precision machining and measurement of micro aspheric molds
 Precision machining and measurement of micro aspheric molds H. Suzuki 1,3, T. Moriwaki 2,. amagata 3, and T. Higuchi 4 1 Chubu University, Kasugai, Aichi, Japan 2 Setsunan University, Neyagawa, Osaka,
Precision machining and measurement of micro aspheric molds H. Suzuki 1,3, T. Moriwaki 2,. amagata 3, and T. Higuchi 4 1 Chubu University, Kasugai, Aichi, Japan 2 Setsunan University, Neyagawa, Osaka,
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS
 Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
ROOP LAL Unit-6 (Milling) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Milling Basic Mechanical Engineering (Part B, Unit - I) 1 Introduction: Milling is a machining process which is performed with a rotary cutter with several cutting edges arranged on the periphery
Notes: Milling Basic Mechanical Engineering (Part B, Unit - I) 1 Introduction: Milling is a machining process which is performed with a rotary cutter with several cutting edges arranged on the periphery
 VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
Fundamentals of Machining/Orthogonal Machining
 Fundamentals of Machining/Orthogonal Machining Chapter 20 20.1 Introduction FIGURE 20-1 The fundamental inputs and outputs to machining processes. 20.2 Fundementals FIGURE 20-2 The seven basic machining
Fundamentals of Machining/Orthogonal Machining Chapter 20 20.1 Introduction FIGURE 20-1 The fundamental inputs and outputs to machining processes. 20.2 Fundementals FIGURE 20-2 The seven basic machining
Machining vs. Grinding
 University of Connecticut Machining vs. Grinding -- Towards High Efficiency Machining Bi Zhang Mechanical Engineering zhang@engr.uconn.edu Presentation Sequence Introduction High Speed Machining High Speed
University of Connecticut Machining vs. Grinding -- Towards High Efficiency Machining Bi Zhang Mechanical Engineering zhang@engr.uconn.edu Presentation Sequence Introduction High Speed Machining High Speed
Milling. Chapter 24. Veljko Samardzic. ME-215 Engineering Materials and Processes
 Milling Chapter 24 24.1 Introduction Milling is the basic process of progressive chip removal to produce a surface. Mill cutters have single or multiple teeth that rotate about an axis, removing material.
Milling Chapter 24 24.1 Introduction Milling is the basic process of progressive chip removal to produce a surface. Mill cutters have single or multiple teeth that rotate about an axis, removing material.
TUR 6MN WITH LOADING CRANES. TUR 4MN 3000 x
 TUR 4MN 3000 x 22 000 TUR 6MN WITH LOADING CRANES This lathe, produced for American client, has a unique bed configuration. It consists of two independent beds mounted on a special foundation. This solution
TUR 4MN 3000 x 22 000 TUR 6MN WITH LOADING CRANES This lathe, produced for American client, has a unique bed configuration. It consists of two independent beds mounted on a special foundation. This solution
Wear Analysis of Multi Point Milling Cutter using FEA
 Wear Analysis of Multi Point Milling Cutter using FEA Vikas Patidar 1, Prof. Kamlesh Gangrade 2, Dr. Suman Sharma 3 1 M. E Production Engineering and Engineering Design, Sagar Institute of Research & Technology,
Wear Analysis of Multi Point Milling Cutter using FEA Vikas Patidar 1, Prof. Kamlesh Gangrade 2, Dr. Suman Sharma 3 1 M. E Production Engineering and Engineering Design, Sagar Institute of Research & Technology,
Machining Processes IME 240
 Machining Processes IME 240 Material Removal Processes Machining is the broad term used to describe removal of material from a workpiece Includes Cutting, Abrasive Processes (grinding), Advanced Machining
Machining Processes IME 240 Material Removal Processes Machining is the broad term used to describe removal of material from a workpiece Includes Cutting, Abrasive Processes (grinding), Advanced Machining
Various other types of drilling machines are available for specialized jobs. These may be portable, bench type, multiple spindle, gang, multiple
 Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
The new generation with system accessories. Made in Europe!
 1 The new generation with system accessories. Made in Europe! Of cast iron, wide-legged prismatic guide. For vibration-free work even at high loads. Rear flange for mounting the mill/drill head PF 230.
1 The new generation with system accessories. Made in Europe! Of cast iron, wide-legged prismatic guide. For vibration-free work even at high loads. Rear flange for mounting the mill/drill head PF 230.
Manufacturing Science-II (EME-503)
") Time: 1 Hour B.Tech. [SEM V (ME-5 All Groups)] QUIZ TEST-1 Manufacturing Science-II ` Max. Marks: 30 Note: Attempt all the questions Q1) How metal is removed in metal cutting? Explain by giving any simple
Time: 1 Hour B.Tech. [SEM V (ME-5 All Groups)] QUIZ TEST-1 Manufacturing Science-II ` Max. Marks: 30 Note: Attempt all the questions Q1) How metal is removed in metal cutting? Explain by giving any simple
MACHINING PROCESSES: TURNING AND HOLE MAKING. Dr. Mohammad Abuhaiba 1
 MACHINING PROCESSES: TURNING AND HOLE MAKING Dr. Mohammad Abuhaiba 1 HoweWork Assignment Due Wensday 7/7/2010 1. Estimate the machining time required to rough cut a 0.5 m long annealed copper alloy round
MACHINING PROCESSES: TURNING AND HOLE MAKING Dr. Mohammad Abuhaiba 1 HoweWork Assignment Due Wensday 7/7/2010 1. Estimate the machining time required to rough cut a 0.5 m long annealed copper alloy round
Chapter 23 Drilling and Hole Making Processes. Materials Processing. Hole Making Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
March weeks. surcharge for
 March weeks valid until 31.03.2012 all quoted prices are incl. 19% VAT for deliveries in the EU countries to customers with a valid VAT-no. and for deliveries in not EU member countries the VAT is not
March weeks valid until 31.03.2012 all quoted prices are incl. 19% VAT for deliveries in the EU countries to customers with a valid VAT-no. and for deliveries in not EU member countries the VAT is not
Common Machining Processes
 Common Machining Processes FIGURE 8.1 Some examples of common machining processes. Orthogonal Cutting FIGURE 8.2 Schematic illustration of a two-dimensional cutting process, or orthogonal cutting. (a)
Common Machining Processes FIGURE 8.1 Some examples of common machining processes. Orthogonal Cutting FIGURE 8.2 Schematic illustration of a two-dimensional cutting process, or orthogonal cutting. (a)
Materials Removal Processes (Machining)
") Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
11/15/2009. There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate
 s Geometry & Milling Processes There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate All three of these will be discussed in later lessons What is a cutting
s Geometry & Milling Processes There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate All three of these will be discussed in later lessons What is a cutting
Development of Grinding Simulation based on Grinding Process
 TECHNICAL PAPER Development of Simulation based on Process T. ONOZAKI A. SAITO This paper describes grinding simulation technology to establish the generating mechanism of chatter and grinding burn. This
TECHNICAL PAPER Development of Simulation based on Process T. ONOZAKI A. SAITO This paper describes grinding simulation technology to establish the generating mechanism of chatter and grinding burn. This
 DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
Modeling and Analysis of a Surface Milling Cutter Using Finite Element Analysis
 International Journal of Engineering Research and Development e-issn: 2278-067X, p-issn : 2278-800X, www.ijerd.com Volume 4, Issue 10 (November 2012), PP. 49-54 Modeling and Analysis of a Surface Milling
International Journal of Engineering Research and Development e-issn: 2278-067X, p-issn : 2278-800X, www.ijerd.com Volume 4, Issue 10 (November 2012), PP. 49-54 Modeling and Analysis of a Surface Milling
Roughing vs. finishing
 Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
Machine Tools MILLING PROCESS. BY LAKSHMIPATHI YERRA Asst.professor Dept.of Mechanical Engg.
 Machine Tools MILLING PROCESS BY LAKSHMIPATHI YERRA Asst.professor Dept.of Mechanical Engg. FIG. 1 Typical parts and shapes produced by various cutting processes Fig. 2 Schematic illustration of milling
Machine Tools MILLING PROCESS BY LAKSHMIPATHI YERRA Asst.professor Dept.of Mechanical Engg. FIG. 1 Typical parts and shapes produced by various cutting processes Fig. 2 Schematic illustration of milling
Servomill. Multipurpose Milling Machine Servomill. Conventional Multipurpose Milling Machine.
 Multipurpose Milling Machine Conventional Multipurpose Milling Machine for workshop applications, single parts production and training purposes Servo motors and preloaded ball screws on all axes infinitely
Multipurpose Milling Machine Conventional Multipurpose Milling Machine for workshop applications, single parts production and training purposes Servo motors and preloaded ball screws on all axes infinitely
FABRICATION OF MINIATURE COMPONENTS USING MICROTURNING
 Proceedings of the International Conference on Mechanical Engineering (ICME) 6-8 December, Dhaka, Bangladesh ICME-AM-5 FABRICATION OF MINIATURE COMPONENTS USING MICROTURNING M.A.Rahman, M.Rahman, A.Senthil
Proceedings of the International Conference on Mechanical Engineering (ICME) 6-8 December, Dhaka, Bangladesh ICME-AM-5 FABRICATION OF MINIATURE COMPONENTS USING MICROTURNING M.A.Rahman, M.Rahman, A.Senthil
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
Application and Technical Information Thread Milling System (TMS) Minimum Bore Diameters for Thread Milling
 Minimum Bore Diameters for Thread Milling") Inserts Application and Technical Information Minimum Bore iameters for Thread Milling UN-ISO-BSW tpi 48 3 4 0 16 1 10 8 7 6 5 4.5 4 Technical ata Accessories Vintage Cutters Widia Cutters Thread Milling
Inserts Application and Technical Information Minimum Bore iameters for Thread Milling UN-ISO-BSW tpi 48 3 4 0 16 1 10 8 7 6 5 4.5 4 Technical ata Accessories Vintage Cutters Widia Cutters Thread Milling
A H M 531 The Civil Engineering Center
 Title Page Introduction 2 Objectives 2 Theory 2 Fitting 3 Turning 5 Shaping and Grinding 7 Milling 8 Conclusion 11 Reference 11 1 Introduction Machining Machining is a manufacturing process in which a
Title Page Introduction 2 Objectives 2 Theory 2 Fitting 3 Turning 5 Shaping and Grinding 7 Milling 8 Conclusion 11 Reference 11 1 Introduction Machining Machining is a manufacturing process in which a
Features. High Positive Rake Angle. Multi-Side Grinding. High Speed, High Feed Rate. Economical
 Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
APRIL 2009 / NEW-100 / PAGE 1 OF 13
 APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
The new generation with system accessories. Made in Germany!
 1 The new generation with system accessories. Made in Germany! For face, longitudinal and taper turning, thread-cutting. For machining steel, brass, aluminium and plastic. Mounting flange for fastening
1 The new generation with system accessories. Made in Germany! For face, longitudinal and taper turning, thread-cutting. For machining steel, brass, aluminium and plastic. Mounting flange for fastening
Multipurpose Milling Machine Servomill 700. Conventional Multipurpose Milling Machine.
 Multipurpose Milling Machine Conventional Multipurpose Milling Machine For workshop application, single parts production and training purposes Servo motors and preloaded ball screws on all axes Infinitely
Multipurpose Milling Machine Conventional Multipurpose Milling Machine For workshop application, single parts production and training purposes Servo motors and preloaded ball screws on all axes Infinitely
Abrasive Machining Processes. N. Sinha, Mechanical Engineering Department, IIT Kanpur
 Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Advantages, Function and Characteristics of the DMwriter MX.
 DMwriter MX All-in One Overview Advantages, Function and Characteristics of the DMwriter MX. The DMwriter MX Marking Head was designed as an easy to use, economical, spindle actuated permanent marking
DMwriter MX All-in One Overview Advantages, Function and Characteristics of the DMwriter MX. The DMwriter MX Marking Head was designed as an easy to use, economical, spindle actuated permanent marking
Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting Action and Phenomena during Cutting
 Basics of End Mills Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting Action and Phenomena during Cutting Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting
Basics of End Mills Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting Action and Phenomena during Cutting Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting
Ch 2: Manufacturing Operations
 Ch 2: Manufacturing Operations Learning Objectives: By the end of the lecture the student should be able to: Explain the difference between technological and economical definition of manufacturing. Properly
Ch 2: Manufacturing Operations Learning Objectives: By the end of the lecture the student should be able to: Explain the difference between technological and economical definition of manufacturing. Properly
Ch. 1 Theory of Metal Cutting
 Ch. 1 Theory of Metal Cutting May 1 Nov - 1 1. Explain types of chips that occur in metal cutting. Why a built up edge on a tool is undesirable and also explain reason behind various chip formation. 4
Ch. 1 Theory of Metal Cutting May 1 Nov - 1 1. Explain types of chips that occur in metal cutting. Why a built up edge on a tool is undesirable and also explain reason behind various chip formation. 4
Virtual Manufacturing Laboratory:
 Virtual Manufacturing Laboratory: Desktop PC (Core i5)-3 nos. Software: 1. IGRIP Interactive Graphics Robot Instruction Programme. (Stratasys, Model-Objet. 30) 2. QUEST- Queuing vent Simulation (Deneb
Virtual Manufacturing Laboratory: Desktop PC (Core i5)-3 nos. Software: 1. IGRIP Interactive Graphics Robot Instruction Programme. (Stratasys, Model-Objet. 30) 2. QUEST- Queuing vent Simulation (Deneb
Milling operations TA 102 Workshop Practice. By Prof.A.chANDRASHEKHAR
 Milling operations TA 102 Workshop Practice By Prof.A.chANDRASHEKHAR Introduction Milling machines are used to produce parts having flat as well as curved shapes. Milling machines are capable of performing
Milling operations TA 102 Workshop Practice By Prof.A.chANDRASHEKHAR Introduction Milling machines are used to produce parts having flat as well as curved shapes. Milling machines are capable of performing
TIMTOS 2017 EXHIBITS PROFILE
 TIMTOS 2017 EXHIBITS PROFILE Product Code Product Name METAL CUTTING MACHINE TOOL Lathes and Turning Machines 160101 Lathes, Swiss Type 160502 Bench Lathes 160503 High Speed Lathes 160504 Automatic Lathes
TIMTOS 2017 EXHIBITS PROFILE Product Code Product Name METAL CUTTING MACHINE TOOL Lathes and Turning Machines 160101 Lathes, Swiss Type 160502 Bench Lathes 160503 High Speed Lathes 160504 Automatic Lathes
Effect of Ultrasonic Vibration on Micro Grooving
 Memoirs of the Faculty of Engineering, Kyushu University, Vol.68, No.1, March 2008 Effect of Ultrasonic Vibration on Micro Grooving by Osamu OHNISHI *, Hiromichi ONIKURA **, Seung-Ki MIN *** Muhammad Aziz
Memoirs of the Faculty of Engineering, Kyushu University, Vol.68, No.1, March 2008 Effect of Ultrasonic Vibration on Micro Grooving by Osamu OHNISHI *, Hiromichi ONIKURA **, Seung-Ki MIN *** Muhammad Aziz
 Indexable Engraving 45 / 60 A Revolutionary New Concept Engraving Tools with Indexable Carbide Inserts THE ACCURATE & ADVANTAGED SOLUTION www.jic-tools.com.tw 2011-06 1 indexable engraving Tool Our innovative
Indexable Engraving 45 / 60 A Revolutionary New Concept Engraving Tools with Indexable Carbide Inserts THE ACCURATE & ADVANTAGED SOLUTION www.jic-tools.com.tw 2011-06 1 indexable engraving Tool Our innovative
HM-50 - Turret Milling Machine (X) 600mm (Y) 200mm (Z) 340mm Includes Digital Readout, Vice & Collet Chuck System
 600mm (Y) 200mm (Z) 340mm Includes Digital Readout, Vice & Collet Chuck System") HM-50 - Turret Milling Machine (X) 600mm (Y) 200mm (Z) 340mm Includes Digital Readout, Vice & Collet Chuck System Ex GST Inc GST $5,500.00 $6,325.00 ORDER CODE: MODEL: Digital Readout: Type: Table Size
HM-50 - Turret Milling Machine (X) 600mm (Y) 200mm (Z) 340mm Includes Digital Readout, Vice & Collet Chuck System Ex GST Inc GST $5,500.00 $6,325.00 ORDER CODE: MODEL: Digital Readout: Type: Table Size
PREVIEW COPY. Table of Contents. Using the Horizontal Milling Machine...3. Lesson Two Slab Milling Procedures...19
 Table of Contents Lesson One Using the Horizontal Milling Machine...3 Lesson Two Slab Milling Procedures...19 Lesson Three Milling Slots and Angles...35 Lesson Four Straddle, Side, and Face Milling...51
Table of Contents Lesson One Using the Horizontal Milling Machine...3 Lesson Two Slab Milling Procedures...19 Lesson Three Milling Slots and Angles...35 Lesson Four Straddle, Side, and Face Milling...51
Review of Various Machining Processes
 Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
Metal Cutting Processes 1 - Turning
 You are here: Home > Handout > Metal Cutting Processes 1 - Turning Metal Cutting Processes 1 - Turning Contents 1. Introduction 2. Center Lathe 3. Cutting Tools 4. Basic Matel Cutting Theory 5. Tool Angles
You are here: Home > Handout > Metal Cutting Processes 1 - Turning Metal Cutting Processes 1 - Turning Contents 1. Introduction 2. Center Lathe 3. Cutting Tools 4. Basic Matel Cutting Theory 5. Tool Angles
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting. By Prof.A.Chandrashekhar
 Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Precision made in Germany. As per DIN The heart of a system, versatile and expandable.
 1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
PERFORMANCE RACING AND ENGINE BUILDING MACHINERY AND EQUIPMENT
 PERFORMANCE RACING AND ENGINE BUILDING MACHINERY AND EQUIPMENT F68A Programmable Automatic Machining Center AC Servo Motors and Power Drawbar Hardened Box Way Column Touch Screen Control INDUSTRY EXCLUSIVE
PERFORMANCE RACING AND ENGINE BUILDING MACHINERY AND EQUIPMENT F68A Programmable Automatic Machining Center AC Servo Motors and Power Drawbar Hardened Box Way Column Touch Screen Control INDUSTRY EXCLUSIVE
NO NEED TO CHOOSE NINE9 DOES IT ALL!
 NO NEED TO CHOOSE NINE9 DOES IT ALL! Cat. No. 11.a NC Spot Drills Corner Rounding Cutters & Engraving Tools Various applications of NC Spot Drill We Focus: Higher efficiency Position accuracy Long tool
NO NEED TO CHOOSE NINE9 DOES IT ALL! Cat. No. 11.a NC Spot Drills Corner Rounding Cutters & Engraving Tools Various applications of NC Spot Drill We Focus: Higher efficiency Position accuracy Long tool
Features. High Positive Rake Angle. Multi-Side Grinding. High Speed, High Feed Rate. Economical
 Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
SHAPING AND PLANING Shaping and planing
 SHAPING AND PLANING Shaping and planing the simplest of all machine operations Straight line cutting motion with single-point cutting tool creates smooth flat surfaces. Mainly plain surfaces are machined
SHAPING AND PLANING Shaping and planing the simplest of all machine operations Straight line cutting motion with single-point cutting tool creates smooth flat surfaces. Mainly plain surfaces are machined
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems
-11/08 High Performance Indexable Insert Systems") and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems Allied Maxcut Engineering Co. Limited AMEC Indexable Drill Range The AMEC range of adjustable indexable carbide drills provides the
and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems Allied Maxcut Engineering Co. Limited AMEC Indexable Drill Range The AMEC range of adjustable indexable carbide drills provides the
Useful accessories for lathe and milling systems.
 1 Useful accessories for lathe and milling systems. Nearly all accessories are supplied in wooden boxes. For proper and value preserving storage! Dividing attachment TA 250 For precision lathe PD 250/E,
1 Useful accessories for lathe and milling systems. Nearly all accessories are supplied in wooden boxes. For proper and value preserving storage! Dividing attachment TA 250 For precision lathe PD 250/E,
Metal Cutting. Content. Content. 1.0 Introduction. 5. Bendalir pemotongan 6. Proses Melarik 7. Proses Mengisar
 Metal Cutting Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia Content 1.0 Pengenalan 1.1 Pengkelasan proses
Metal Cutting Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia Content 1.0 Pengenalan 1.1 Pengkelasan proses
Chapter 24. Machining Processes Used to Produce Various Shapes: Milling, Broaching, Sawing, and Filing; Gear Manufacturing
 Chapter 24 Machining Processes Used to Produce Various Shapes: Milling, Broaching, Sawing, and Filing; Gear Manufacturing Parts Made with Machining Processes of Chapter 24 Figure 24.1 Typical parts and
Chapter 24 Machining Processes Used to Produce Various Shapes: Milling, Broaching, Sawing, and Filing; Gear Manufacturing Parts Made with Machining Processes of Chapter 24 Figure 24.1 Typical parts and
External Turning. Outline Review of Turning. Cutters for Turning Centers
 Outline Review of Turning External Turning 3 External Turning Parameters Cutting Tools Inserts Toolholders Machining Operations Roughing Finishing General Recommendations Turning Calculations Machining
Outline Review of Turning External Turning 3 External Turning Parameters Cutting Tools Inserts Toolholders Machining Operations Roughing Finishing General Recommendations Turning Calculations Machining
Features. Special forms are possible
 Center Drill >> The is a trademark of Nine9, the developer of the first indexable center drill in the world.(patented) Offering an indexable insert system for the 1st time, Nine9 s design improves your
Center Drill >> The is a trademark of Nine9, the developer of the first indexable center drill in the world.(patented) Offering an indexable insert system for the 1st time, Nine9 s design improves your
TRAINING MANUAL. Part INTRODUCTION TO TWIST DRILLS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
Lecture 18. Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing
 Planing") Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering
 Department of Mechanical and Production Engineering") Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering LABORATORY MANUAL For the students of Department of Mechanical and Production Engineering 1 st
Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering LABORATORY MANUAL For the students of Department of Mechanical and Production Engineering 1 st
THE PROBLEM OF TOOL SELECTION FOR MILLING LARGE INTERNAL THREADS
 THE PROBLEM OF TOOL SELECTION FOR MILLING LARGE INTERNAL THREADS Mladen Bošnjaković Dragomir Moškun Marko Jerković M.Sc. Mladen Bošnjaković, Slavonski Brod University of Applied Science, Dr. M. Budaka
THE PROBLEM OF TOOL SELECTION FOR MILLING LARGE INTERNAL THREADS Mladen Bošnjaković Dragomir Moškun Marko Jerković M.Sc. Mladen Bošnjaković, Slavonski Brod University of Applied Science, Dr. M. Budaka
This just may be the Rotary Transfer machine you ve been waiting for.
 This just may be the Rotary Transfer machine you ve been waiting for. A Machine Like No Other T he new Eclipse 12-100 is a ground-up redesign of the famous Hydromat concept with all new components. It
This just may be the Rotary Transfer machine you ve been waiting for. A Machine Like No Other T he new Eclipse 12-100 is a ground-up redesign of the famous Hydromat concept with all new components. It
12. CNC Machine Tools and Control systems
 CAD/CAM Principles and Applications 12 CNC Machine Tools and Control systems 12-1/12-39 12. CNC Machine Tools and Control systems 12.1 CNC Machining centres Vertical axis machining centre, and Horizontal
CAD/CAM Principles and Applications 12 CNC Machine Tools and Control systems 12-1/12-39 12. CNC Machine Tools and Control systems 12.1 CNC Machining centres Vertical axis machining centre, and Horizontal
WF WF Tool Milling Machines. Milling Machines for Die Making with digital position indicator.
 Tool Milling Machines Milling Machines for Die Making with digital position indicator automatic feeds on all 3 axes vertical head quill for drilling quill stroke 3" versatile for many applications for
Tool Milling Machines Milling Machines for Die Making with digital position indicator automatic feeds on all 3 axes vertical head quill for drilling quill stroke 3" versatile for many applications for
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
NC Spot Drill with Patented indexable carbide insert.
 with Patented indexable carbide insert. High Efficiency! Low Cost! CNC Lathes, CNC Turning Centers and Machining Centers. One tool will perform multiple applications. Long tool life. Each insert has four
with Patented indexable carbide insert. High Efficiency! Low Cost! CNC Lathes, CNC Turning Centers and Machining Centers. One tool will perform multiple applications. Long tool life. Each insert has four
Vertical and horizontal Turning/Grinding Centers
 Vertical and horizontal Turning/Grinding Centers INDEX Turning/Grinding Centers Turning and grinding of course with INDEX The INDEX Turning/Grinding Centers combine the advantages of turning and grinding
Vertical and horizontal Turning/Grinding Centers INDEX Turning/Grinding Centers Turning and grinding of course with INDEX The INDEX Turning/Grinding Centers combine the advantages of turning and grinding
Thread Mills. Solid Carbide Thread Milling Cutters
 Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
Rotary Engraving Fact Sheet
 Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Module 2. Milling calculations, coordinates and program preparing. 1 Pepared By: Tareq Al Sawafta
 Module 2 Milling calculations, coordinates and program preparing 1 Module Objectives: 1. Calculate the cutting speed, feed rate and depth of cut 2. Recognize coordinate 3. Differentiate between Cartesian
Module 2 Milling calculations, coordinates and program preparing 1 Module Objectives: 1. Calculate the cutting speed, feed rate and depth of cut 2. Recognize coordinate 3. Differentiate between Cartesian
CHAPTER 1- INTRODUCTION TO MACHINING
 CHAPTER 1- INTRODUCTION TO MACHINING LEARNING OBJECTIVES Introduction to Manufacturing, Manufacturing processes Broad classification of Manufacturing processes Kinematics elements involved in metal cutting
CHAPTER 1- INTRODUCTION TO MACHINING LEARNING OBJECTIVES Introduction to Manufacturing, Manufacturing processes Broad classification of Manufacturing processes Kinematics elements involved in metal cutting
CM6200 MILLING MACHINE
 CM6200 MILLING MACHINE PORTABLE ON - SITE MACHINING SOLUTIONS FOR LARGE FLANGE MACHINING Quality Machine Design Provides Rigid, Power-Packed Performance Extraordinarily rigid design ensures consistent,
CM6200 MILLING MACHINE PORTABLE ON - SITE MACHINING SOLUTIONS FOR LARGE FLANGE MACHINING Quality Machine Design Provides Rigid, Power-Packed Performance Extraordinarily rigid design ensures consistent,
.com More than a machine. Power your life
 Heavy Duty Swivel Head Bed-Type Universal Milling Machine Ideal for Machining Large Work-pieces This kind of MM-KB2100 is the Heavy Duty Swivel Head Bed-Type Universal Milling Machine featuring large cross
Heavy Duty Swivel Head Bed-Type Universal Milling Machine Ideal for Machining Large Work-pieces This kind of MM-KB2100 is the Heavy Duty Swivel Head Bed-Type Universal Milling Machine featuring large cross
MACHINING CENTER EC43 5 Axes with Pallet Loader
 Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Other files available for additional information
Meccaniche Arrigo Pecchioli Via di Scandicci 221-50143 Firenze (Italy) - Tel. (+39) 055 70 07 1 - Fax (+39) 055 700 623 e-mail: pear@pear.it - www.pear.it Other files available for additional information
no mm no Dividers with scriber 150 mm NEW Square wedge-shaped knife edges on the length side
 Summer Promotion valid until 30.06.2013 all quoted prices are incl. VAT for deliveries to EU countries to customers with valid VAT-no. and for deliveries in non EU member countries the VAT is not applicable
Summer Promotion valid until 30.06.2013 all quoted prices are incl. VAT for deliveries to EU countries to customers with valid VAT-no. and for deliveries in non EU member countries the VAT is not applicable
Reproducibility of surface roughness in reaming
 Reproducibility of surface roughness in reaming P. Müller, L. De Chiffre Technical University of Denmark, Department of Mechanical Engineering, Kgs. Lyngby, Denmark pavm@mek.dtu.dk ABSTRACT An investigation
Reproducibility of surface roughness in reaming P. Müller, L. De Chiffre Technical University of Denmark, Department of Mechanical Engineering, Kgs. Lyngby, Denmark pavm@mek.dtu.dk ABSTRACT An investigation
Trade of Toolmaking. Module 3: Milling Unit 9: Precision Vee Block Assembly Phase 2. Published by. Trade of Toolmaking Phase 2 Module 3 Unit 9
 Trade of Toolmaking Module 3: Milling Unit 9: Precision Vee Block Assembly Phase 2 Published by SOLAS 2014 Unit 9 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
Trade of Toolmaking Module 3: Milling Unit 9: Precision Vee Block Assembly Phase 2 Published by SOLAS 2014 Unit 9 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
Machining Strenx and Hardox. Drilling, countersinking, tapping, turning and milling
 Machining and Drilling, countersinking, tapping, turning and milling and are registered trademarks. These steel grades are manufactured only by SSAB. high strength steel and wear plate are steel grades
Machining and Drilling, countersinking, tapping, turning and milling and are registered trademarks. These steel grades are manufactured only by SSAB. high strength steel and wear plate are steel grades