MANUFACTURING TECHNOLOGY
|
|
|
- Liliana Matthews
- 6 years ago
- Views:
Transcription
1 MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS

2 Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting elements are grains of abrasive material known as grit. These grits are characterized by sharp cutting points, high hot hardness, chemical stability and wear resistance. The grits are held together by a suitable bonding material to give shape of an abrasive tool. Fig. illustrates the cutting action of abrasive grits of disc type grinding wheel similar to cutting action of teeth of the cutter in slab milling.
3 Major advantages and applications of grinding Advantages A grinding wheel requires two types of specification Dimensional accuracy Good surface finish Good form and locational accuracy applicable to both hardened and unhardened material Applications Surface finishing Slitting and parting De-scaling, De-burring Stock removal (abrasive milling) finishing of flat as well as cylindrical surface Grinding of tools and cutters and re-sharpening of the same.
4 Grinding Machines Grinding Machines are also regarded as machine tools. A distinguishing feature of grinding machines is the rotating abrasive tool. Grinding machine is employed to obtain high accuracy along with very high class of surface finish on the work piece. However, advent of new generation of grinding wheels and grinding machines, characterized by their rigidity, power and speed enables one to go for high efficiency deep grinding (often called as abrasive milling) of not only hardened material but also ductile materials. Conventional grinding machines can be broadly classified as: Surface grinding machine Cylindrical grinding machine Internal grinding machine Tool and cutter grinding machine

5 Surface grinding In surface grinding, the spindle position is either horizontal or vertical, and the relative motion of the work piece is achieved either by reciprocating the work piece past the wheel or by rotating it. The possible combinations of spindle orientations and work piece motions yield four types of surface grinding processes illustrated in the figure

6 Surface grinding machine Schematic illustration surface grinding Machine


7 Surface grinding machine This machine may be similar to a milling machine used mainly to grind flat surface. However, some types of surface grinders are also capable of producing contour surface with formed grinding wheel. A: rotation of grinding wheel B: reciprocation of worktable C: transverse feed D: down feed Horizontal Grinding Machine Vertical Grinding Machine
 the work piece rotates and reciprocates along its axis, although for large and long work parts the grinding wheel reciprocates.")
8 Cylindrical grinding In this operation, the external or internal cylindrical surface of a work piece are ground. In external cylindrical grinding (also center-type grinding) the work piece rotates and reciprocates along its axis, although for large and long work parts the grinding wheel reciprocates. In internal cylindrical grinding, a small wheel grinds the inside diameter of the part. The work piece is held in a rotating chuck in the headstock and the wheel rotates at very high rotational speed. In this operation, the work piece rotates and the grinding wheel reciprocates.

9 Cylindrical grinding machine This machine is used to produce external cylindrical surface. The surfaces may be straight, tapered, steps or profiled. A: rotation of grinding wheel B: work table rotation C: reciprocation of worktable D: infeed

10 Internal grinding machine This machine is used to produce internal cylindrical surface. The surface may be straight, tapered, grooved or profiled.
11 Center less grinding Center less grinding is a process for continuously grinding cylindrical surfaces in which the work piece is supported not by centers or chucks but by a rest blade. The work piece is ground between two wheels. The larger grinding wheel does grinding, while the smaller regulating wheel, which is tilted at an angle i, regulates the velocity Vf of the axial movement of the work piece. Center less grinding can also be external or internal, traverse feed or plunge grinding. The most common type of center less grinding is the external traverse feed grinding.

12 Center less grinding Machine

13 Tool and cutter grinder machine Tool grinding may be divided into two subgroups: tool manufacturing and tool re sharpening. There are many types of tool and cutter grinding machine to meet these requirements. Simple single point tools are occasionally sharpened by hand on bench or pedestal grinder. However, tools and cutters with complex geometry like milling cutter, drills, reamers and hobs require sophisticated grinding machine commonly known as universal tool and cutter grinder. Present trend is to use tool and cutter grinder equipped with CNC to grind tool angles, concentricity, cutting edges and dimensional size with high precision.
14 Grinding wheel Grinding wheel consists of hard abrasive grains called grits, which perform the cutting or material removal, held in the weak bonding matrix. A grinding wheel commonly identified by the type of the abrasive material used. The conventional wheels include aluminium oxide and silicon carbide wheels while diamond and CBN (cubic boron nitride) wheels fall in the category of super abrasive wheel. Specification of grinding wheel A grinding wheel requires two types of specification Geometrical specification Compositional specification
15 Geometrical specification This is decided by the type of grinding machine and the grinding operation to be performed in the workpiece. This specification mainly includes wheel diameter, width and depth of rim and the bore diameter. Compositional specifications Specification of a grinding wheel ordinarily means compositional specification. Conventional abrasive grinding wheels are specified encompassing the following parameters. The type of grit material The grit size The bond strength of the wheel, commonly known as wheel hardness The structure of the wheel denoting the porosity i.e. the amount of inter grit spacing The type of bond material other than these parameters, the wheel manufacturer may add their own identification code prefixing or suffixing (or both) the standard code.

16 Types Conventional abrasive grinding wheels
, and (e) resinoid, metal, or vitrified, (b) metal, (c) vitrified, and (f) resinoid.")
17 Super abrasive grinding wheels The bonding materials for the super abrasives are (a), (d), and (e) resinoid, metal, or vitrified, (b) metal, (c) vitrified, and (f) resinoid.
18 Examples of Bonded Abrasives Conventional abrasives Al 2 O 3 SiC Super abrasives Cubic boron nitride (CBN) Diamond
19 Selection of Cutting speed and Working speed is based on Material to be ground and its hardness. Amount of stock removal and finish required. Whether the grinding is done wet or dry. Wheel speed. Area of grinding contact. Severity of the grinding operation.
20 Truing and dressing of grinding wheel Truing Truing is the act of regenerating the required geometry on the grinding wheel, whether the geometry is a special form or flat profile. Therefore, truing produces the macro-geometry of the grinding wheel. Truing is also required on a new conventional wheel to ensure concentricity with specific mounting system. In practice the effective macro-geometry of a grinding wheel is of vital importance and accuracy of the finished work piece is directly related to effective wheel geometry.
21 Dressing Dressing is the conditioning of the wheel surface which ensures that grit cutting edges are exposed from the bond and thus able to penetrate into the work piece material. Also, in dressing attempts are made to splinter the abrasive grains to make them sharp and free cutting and also to remove any residue left by material being ground. Dressing therefore produces micro-geometry. The structure of microgeometry of grinding wheel determine its cutting ability with a wheel of given composition. Dressing can substantially influence the condition of the grinding tool. Truing and dressing are commonly combined into one operation for conventional abrasive grinding wheels, but are usually two distinctly separate operation for super abrasive wheel.
22 Finishing Operation To ensure reliable performance and prolonged service life of modern machinery, its components require to be manufactured not only with high dimensional and geometrical accuracy but also with high surface finish. The surface finish has a vital role in influencing functional characteristics like wear resistance, fatigue strength, corrosion resistance and power loss due to friction. The finishing operations are assigned as the last operations in the single part production cycle usually after the conventional or abrasive machining operations, but also after net shape processes such as powder metallurgy, cold flash less forging, etc.
23 Finishing Operations Lapping Buffing Honing Super finishing Wire brushing Polishing Electro polishing Magnetic-field-assisted polishing
24 Lapping In lapping, instead of a bonded abrasive tool, oil-based fluid suspension of very small free abrasive grains (aluminum oxide and silicon carbide, with typical grit sizes between 300 and 600) called a lapping compound is applied between the work piece and the lapping tool. The lapping tool is called a lap, which is made of soft materials like copper, lead or wood. The lap has the reverse of the desired shape of the work part. To accomplish the process, the lap is pressed against the work and moved back and forth over the surface. Lapping is sometimes performed by hand, but lapping machines accomplish the process with greater consistency and efficiency.
25 Lapping Lapping is regarded as the oldest method of obtaining a fine finish. Lapping is basically an abrasive process in which loose abrasives function as cutting points finding momentary support from the laps. Material removal in lapping usually ranges from.003 to.03 mm but many reach 0.08 to 0.1mm in certain cases. The cutting mechanism in lapping is that the abrasives become embedded in the lap surface, and the cutting action is very similar to grinding, but a concurrent cutting action of the free abrasive particles in the fluid cannot be excluded. Lapping is used lo produce optical lenses, metallic bearing surfaces, gages, and other parts requiring very good finishes and extreme accuracy.
26 Characteristics of lapping process: Use of loose abrasive between lap and the work piece Usually lap and work piece are not positively driven but are guided in contact with each other Relative motion between the lap and the work should change continuously so that path of the abrasive grains of the lap is not repeated on the work piece.

27 Lapping Schematics of lapping process showing the lap and the cutting action of suspended abrasive particles.
 Production lapping on flat surfaces.")
28 Lapping Figure (a) Schematic illustration of the lapping process. (b) Production lapping on flat surfaces.(c) Production lapping on cylindrical surfaces.
29 Abrasives of lapping Al2O3 and SiC, grain size 5~100μm Cr2O3, grain size 1~2 μm B4C3, grain size 5-60 μm Diamond, grain size 0.5~5 V Lubricating materials of lapping Machine oil Rape oil grease Technical parameters affecting lapping processes are unit pressure the grain size of abrasive concentration of abrasive in the vehicle lapping speed
30 Polishing Polishing is a finishing operation to improve the surface finish by means of a polishing wheel made of fabrics or leather and rotating at high speed. The abrasive grains are glued to the outside periphery of the polishing wheel. Polishing operations are often accomplished manually. Buffing Buffing is a finishing operation similar to polishing, in which abrasive grains are not glued to the wheel but are contained in a buffing compound that is pressed into the outside surface of the buffing wheel while it rotates. As in polishing, the abrasive particles must be periodically replenished. As in polishing, buffing is usually done manually, although machines have been designed to perform the process automatically. Buffing wheels are made of discs of linen, cotton, broad cloth and canvas
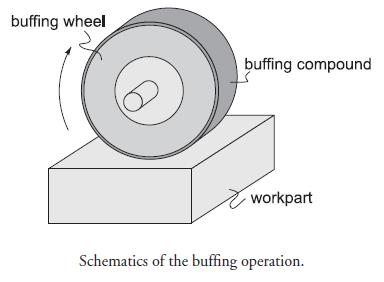
31 Buffing
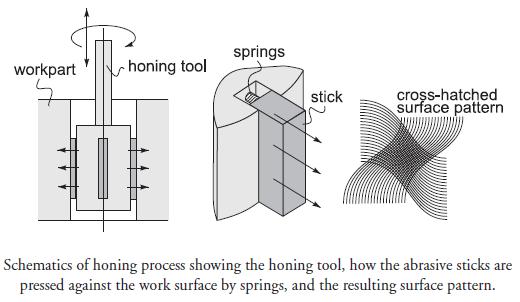
32 Honing Honing is a finishing process, in which a tool called hone carries out a combined rotary and reciprocating motion while the work piece does not perform any working motion. Most honing is done on internal cylindrical surface, such as automobile cylindrical walls. The honing stones are held against the work piece with controlled light pressure. The honing head is not guided externally but, instead, floats in the hole, being guided by the work surface It is desired that honing stones should not leave the work surface stroke length must cover the entire work length.

33 Honing Honing is a finishing process performed by a honing tool, which contains a set of three to a dozen and more bonded abrasive sticks. The sticks are equally spaced about the periphery of the honing tool. They are held against the work surface with controlled light pressure, usually exercised by small springs. The honing tool is given a complex rotational and oscillatory axial motion, which combine to produce a crosshatched lay pattern of very low surface roughness Honing tool
34 Honing
35 Stone Al2O3 or SiC bonded abrasives The critical process parameters are: Rotation speed Oscillation speed Length and position of the stroke Honing stick pressure Parameters that affect material removal rate (MRR) and surface roughness (R) are: Unit pressure, p Peripheral honing speed, Vc Honing time, T
36 Super finishing Super finishing is a micro finishing process that produces a controlled surface condition on parts which is not obtainable by any other method. The operation which is also called micro stoning consist of scrubbing a stone against a surface to produce a fine quality metal finish. The process consists of removing chatter marks and fragmented or smear metal from the surface of dimensionally finished parts. As much as 0.03 to 0.05 mm of stock can be efficiently removed with some production applications, the process becomes most economical if the metal removal is limited to mm
 Cylindrical mircohoning, (b) Centerless microhoning.")
37 Figure Schematic illustrations of the super finishing process for a cylindrical part. (a) Cylindrical mircohoning, (b) Centerless microhoning. Manufacturing Technology Super finishing
Grinding. Vipin K Sharma
 Grinding Grinding It is a material cutting process which engages an abrasive tool(in the form of a wheel) whose cutting elements are grains of abrasive material known as grit. These grits are characterized
Grinding Grinding It is a material cutting process which engages an abrasive tool(in the form of a wheel) whose cutting elements are grains of abrasive material known as grit. These grits are characterized
INTRODUCTION TO GRINDING PROCESS
 GRINDING PART 2 Grinding Grinding is a material removal process accomplished by abrasive particles that are contained in a bonded grinding wheel rotating at very high surface speeds. The rotating grinding
GRINDING PART 2 Grinding Grinding is a material removal process accomplished by abrasive particles that are contained in a bonded grinding wheel rotating at very high surface speeds. The rotating grinding
Chapter 26 Abrasive Machining Processes. Materials Processing ABRASIVE MACHINING 10/11/2014. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
Abrasive Machining and Finishing Operations
 Abrasive Machining and Finishing Operations Bonded Abrasives Used in Abrasive-Machining Processes Figure 25.1 A variety of bonded abrasives used in abrasivemachining processes. Source: Courtesy of Norton
Abrasive Machining and Finishing Operations Bonded Abrasives Used in Abrasive-Machining Processes Figure 25.1 A variety of bonded abrasives used in abrasivemachining processes. Source: Courtesy of Norton
SURFACE FINISHING GRINDING MACHINES
 SURFACE FINISHING GRINDING MACHINES Introduction :- Grinding is a metal cutting operation which is performed by means of a rotating abrasive wheel acts as a cutting tool. Material removal is in the form
SURFACE FINISHING GRINDING MACHINES Introduction :- Grinding is a metal cutting operation which is performed by means of a rotating abrasive wheel acts as a cutting tool. Material removal is in the form
Chapter 28: Abrasive Machining Processes. DeGarmo s Materials and Processes in Manufacturing
 Chapter 28: Abrasive Machining Processes DeGarmo s Materials and Processes in Manufacturing 28.1 Introduction Abrasive machining is the process of using abrasive grit to remove material at high cutting
Chapter 28: Abrasive Machining Processes DeGarmo s Materials and Processes in Manufacturing 28.1 Introduction Abrasive machining is the process of using abrasive grit to remove material at high cutting
ABRASIVE PROCESSES AND BROACHING
 UNIT 4 www.studentsfocus.com ABRASIVE PROCESSES AND BROACHING 1. What are the types of surfaces that could de produced using plain cylindrical grinders? Plain cylindrical parts, cylindrical parts, cylinders,
UNIT 4 www.studentsfocus.com ABRASIVE PROCESSES AND BROACHING 1. What are the types of surfaces that could de produced using plain cylindrical grinders? Plain cylindrical parts, cylindrical parts, cylinders,
Roughing vs. finishing
 Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
Materials Removal Processes (Machining)
") Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
A TRADITION OF QUALITY SINCE 1966 DIAMOND AND CBN WHEELS
 A TRADITION OF QUALITY SINCE 1966 DIAMOND AND CBN WHEELS POLTAVA DIAMOND TOOLS has been manufacturing top-quality diamond tools for the machine building, glass, electronic and woodworking industries since
A TRADITION OF QUALITY SINCE 1966 DIAMOND AND CBN WHEELS POLTAVA DIAMOND TOOLS has been manufacturing top-quality diamond tools for the machine building, glass, electronic and woodworking industries since
Copyright 2002 Society of Manufacturing Engineers. FUNDAMENTAL MANUFACTURING PROCESSES Gears & Gear Manufacturing NARRATION (VO):
:") FUNDAMENTAL MANUFACTURING PROCESSES Gears & Gear Manufacturing SCENE 1. CG: Gear Finishing Processes white text centered on black SCENE 2. tape 783, 01:12:24-01:17:06 peter carey narration tape 769, 05:14:02-05:14:30
FUNDAMENTAL MANUFACTURING PROCESSES Gears & Gear Manufacturing SCENE 1. CG: Gear Finishing Processes white text centered on black SCENE 2. tape 783, 01:12:24-01:17:06 peter carey narration tape 769, 05:14:02-05:14:30
Finishing Process. By Prof.A.Chandrashekhar
 Finishing Process By Prof.A.Chandrashekhar Introduction Finishing process are different from other manufacturing processes. The distinction between the finishing processes and other manufacturing processes
Finishing Process By Prof.A.Chandrashekhar Introduction Finishing process are different from other manufacturing processes. The distinction between the finishing processes and other manufacturing processes
MILLING and GRINDING MACHINES Machine Tools
 ELEMENTS OF MECHANICAL ENGINEERING PART B UNIT VI MILLING and GRINDING MACHINES Machine Tools 1 Objectives: 1.1 To understand the Principle of working of Milling, Horizontal & Vertical Milling. 1.2 Classification/Types
ELEMENTS OF MECHANICAL ENGINEERING PART B UNIT VI MILLING and GRINDING MACHINES Machine Tools 1 Objectives: 1.1 To understand the Principle of working of Milling, Horizontal & Vertical Milling. 1.2 Classification/Types
7 ABRASIVE AND NON-TRADITIONAL
 7 ABRASIVE AND NON-TRADITIONAL PROCESSES CHAPTER CONTENTS 7.1 Grinding Definitions Cutting conditions in grinding Wheel wear Surface finish and effects of cutting temperature Grinding wheel Grinding operations
7 ABRASIVE AND NON-TRADITIONAL PROCESSES CHAPTER CONTENTS 7.1 Grinding Definitions Cutting conditions in grinding Wheel wear Surface finish and effects of cutting temperature Grinding wheel Grinding operations
MACHINE TOOLS GRINDING MACHINE TOOLS
 MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5
 Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5 Assistant Professor, Dept. of Mechanical Engineering, Jay Shriram Group of
Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5 Assistant Professor, Dept. of Mechanical Engineering, Jay Shriram Group of
GRINDING. quakerchem.com
 OVERVIEW Metal removal fluids (MRF) are used for both machining and grinding applications. As was discussed in the basic training, both applications are similar in that there is an interface between the
OVERVIEW Metal removal fluids (MRF) are used for both machining and grinding applications. As was discussed in the basic training, both applications are similar in that there is an interface between the
SEMI MAGNETIC ABRASIVE MACHINING
 4 th International Conference on Mechanical Engineering, December 26-28, 21, Dhaka, Bangladesh/pp. V 81-85 SEMI MAGNETIC ABRASIVE MACHINING P. Jayakumar Priyadarshini Engineering College, Vaniyambadi 635751.
4 th International Conference on Mechanical Engineering, December 26-28, 21, Dhaka, Bangladesh/pp. V 81-85 SEMI MAGNETIC ABRASIVE MACHINING P. Jayakumar Priyadarshini Engineering College, Vaniyambadi 635751.
Abrasive Machining Processes. N. Sinha, Mechanical Engineering Department, IIT Kanpur
 Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Why Dressing. Pushing. Free penetrating
 Why Dressing Pushing Free penetrating Dressed Blades Versus Non Dressed Blades High loads Low diamond exposure Low machinability High diamond exposure High machinability Dressing Dressing = Exposing diamonds
Why Dressing Pushing Free penetrating Dressed Blades Versus Non Dressed Blades High loads Low diamond exposure Low machinability High diamond exposure High machinability Dressing Dressing = Exposing diamonds
Typical Parts Made with These Processes
 Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Elastic bonded abrasives
 Elastic bonded abrasives ARTIFEX Dr. Lohmann GmbH & Co. KG Feldstrasse 8 DE 24568 Kaltenkirchen, Germany Phone: +49 (0) 4191 935-0 info@artifex-abrasives.de www.artifex-abrasives.de introduction Ceramic
Elastic bonded abrasives ARTIFEX Dr. Lohmann GmbH & Co. KG Feldstrasse 8 DE 24568 Kaltenkirchen, Germany Phone: +49 (0) 4191 935-0 info@artifex-abrasives.de www.artifex-abrasives.de introduction Ceramic
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Module 1. Classification of Metal Removal Processes and Machine tools. Version 2 ME IIT, Kharagpur
 Module 1 Classification of Metal Removal Processes and Machine tools Lesson 2 Basic working principle, configuration, specification and classification of machine tools Instructional Objectives At the end
Module 1 Classification of Metal Removal Processes and Machine tools Lesson 2 Basic working principle, configuration, specification and classification of machine tools Instructional Objectives At the end
A range of cutting & grinding solutions to meet your diverse needs
 TM A range of cutting & grinding solutions to meet your diverse needs Orient Orient Introduction Meeting SME industry requirements Traditionally, Orient Abrasives had a strong lineup of Vitrified and Organic
TM A range of cutting & grinding solutions to meet your diverse needs Orient Orient Introduction Meeting SME industry requirements Traditionally, Orient Abrasives had a strong lineup of Vitrified and Organic
DEPARTMENT OF MECHANICAL ENGINEERING
 SCSVMV UNIVERSITY DEPARTMENT OF MECHANICAL ENGINEERING SUBJECT NAME : SUBJECT CODE : MANUFACTURING TECHNOLOGY-II EBM4DT055 QUESTION BANK UNIT-1 1. What is Grinding? 2. Briefly classify the Grinding Process.
SCSVMV UNIVERSITY DEPARTMENT OF MECHANICAL ENGINEERING SUBJECT NAME : SUBJECT CODE : MANUFACTURING TECHNOLOGY-II EBM4DT055 QUESTION BANK UNIT-1 1. What is Grinding? 2. Briefly classify the Grinding Process.
CHAPTER 23 Machining Processes Used to Produce Various Shapes Kalpakjian Schmid Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1
 CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
 VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
Review of Various Machining Processes
 Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
CNC Cooltool - Milling Machine
 CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
 DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
CREATIVE TECHNOLOGY. Products Guide GRINDING WHEELS DRESSER VITRIFIED CBN WHEELS DIAMOND WHEELS & TOOLS PERIPHERAL EQUIPMENTS & RELATED PRODUCTS
 CREATIVE TECHNOLOGY Products Guide GRINDING WHEELS DRESSER VITRIFIED CBN WHEELS DIAMOND WHEELS & TOOLS PERIPHERAL EQUIPMENTS & RELATED PRODUCTS Diprotex meets all your grinding and polishing requirements,
CREATIVE TECHNOLOGY Products Guide GRINDING WHEELS DRESSER VITRIFIED CBN WHEELS DIAMOND WHEELS & TOOLS PERIPHERAL EQUIPMENTS & RELATED PRODUCTS Diprotex meets all your grinding and polishing requirements,
Metal Cutting (Machining)
") Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting. By Prof.A.Chandrashekhar
 Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering
 Department of Mechanical and Production Engineering") Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering LABORATORY MANUAL For the students of Department of Mechanical and Production Engineering 1 st
Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering LABORATORY MANUAL For the students of Department of Mechanical and Production Engineering 1 st
NEAT CUTTING & GRINDING OILS
 METALWORKING NEAT CUTTING & GRINDING OILS YOUR ADVANTAGE IN AN INDUSTRIAL WORLD A CHOICE TO SUIT YOUR NEEDS Castrol has a high performance and versatile range of neat oils designed to meet your metalworking
METALWORKING NEAT CUTTING & GRINDING OILS YOUR ADVANTAGE IN AN INDUSTRIAL WORLD A CHOICE TO SUIT YOUR NEEDS Castrol has a high performance and versatile range of neat oils designed to meet your metalworking
Grinding Processes, A Review
 Grinding Processes, A Review Pushpendra kumar 1 Research Scholar,Mechanical Department BHSBIET lehragaga (Punjab) Sunatya kumar 2 Assistant professor & Head Mechanical Department BHSBIET lehragaga (Punjab)
Grinding Processes, A Review Pushpendra kumar 1 Research Scholar,Mechanical Department BHSBIET lehragaga (Punjab) Sunatya kumar 2 Assistant professor & Head Mechanical Department BHSBIET lehragaga (Punjab)
Super Abrasives. Technical Information 276 Grinding Wheels 277 Diamond Dressing Tools 283
 Technical Information 276 Grinding Wheels 277 iamond ressing Tools 283 275 Technical Information The Flexovit Super Abrasive range provides technical solutions for the most popular applications encountered
Technical Information 276 Grinding Wheels 277 iamond ressing Tools 283 275 Technical Information The Flexovit Super Abrasive range provides technical solutions for the most popular applications encountered
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS
 Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
LANDMARK UNIVERSITY, OMU-ARAN
 LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
Other Lathe Operations
 Chapter 15 Other Lathe Operations LEARNING OBJECTIVES After studying this chapter, students will be able to: Safely set up and operate a lathe using various work-holding devices. Properly set up steady
Chapter 15 Other Lathe Operations LEARNING OBJECTIVES After studying this chapter, students will be able to: Safely set up and operate a lathe using various work-holding devices. Properly set up steady
Lecture 18. Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing
 Planing") Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
PLANING MACHINE. Crossrail. Tool head. Table. Table. reciprocating movement Roller. Bed. Open Side Planer Sketch S-8.1-A. Feed screws.
 8 PLANING MACHINE A8.1 : Planing Machine Tool head Table reciprocating movement Roller Table Cross-rail Bed Column Open Side Planer Sketch S-8.1-A Introduction This is also a reciprocating type of machine
8 PLANING MACHINE A8.1 : Planing Machine Tool head Table reciprocating movement Roller Table Cross-rail Bed Column Open Side Planer Sketch S-8.1-A Introduction This is also a reciprocating type of machine
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Trade of Metal Fabrication. Module 1: Basic Fabrication Unit 12: Abrasive Grinding and Cutting Phase 2
 Trade of Metal Fabrication Module 1: Basic Fabrication Unit 12: Abrasive Grinding and Cutting Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module 1
Trade of Metal Fabrication Module 1: Basic Fabrication Unit 12: Abrasive Grinding and Cutting Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module 1
ACCREDITATION FACILITY AUDIT CHECKLIST
 ACCREDITATION FACILITY AUDIT CHECKLIST Institution Name: Date: Designated Trade: Machinist AC #: Contact: Location: Course Duration: of weeks: of hours total: of hours per day: Instructor(s) of Students
ACCREDITATION FACILITY AUDIT CHECKLIST Institution Name: Date: Designated Trade: Machinist AC #: Contact: Location: Course Duration: of weeks: of hours total: of hours per day: Instructor(s) of Students
MLR Institute of Technology
 MLR Institute of Technology Dundigal, Quthbullapur (M), Hyderabad 500 043 MECHANICAL ENGINEERING MACHINE TOOLS OBJECTIVE QUESTIONS UNIT - I 1. A built up-edge is formed while machining [ B ] (Sep-2011,
MLR Institute of Technology Dundigal, Quthbullapur (M), Hyderabad 500 043 MECHANICAL ENGINEERING MACHINE TOOLS OBJECTIVE QUESTIONS UNIT - I 1. A built up-edge is formed while machining [ B ] (Sep-2011,
TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH
 TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH MICRO-MESH finishing belts provide desired surface qualities and economic benefits to many types of finishing operations, and are available in a range
TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH MICRO-MESH finishing belts provide desired surface qualities and economic benefits to many types of finishing operations, and are available in a range
TURNING BORING TURNING:
 TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
 XXXX B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR XXXX PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE
XXXX B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR XXXX PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE
SHARPEN END OF END MILL. By George Pruitt
 SHARPEN END OF END MILL By George Pruitt Revised 3-5-13 The following instructions are for sharpening the end of an end mill with a Monoset tool and cutter grinder. Collet clamping nut Workhead Wheelhead
SHARPEN END OF END MILL By George Pruitt Revised 3-5-13 The following instructions are for sharpening the end of an end mill with a Monoset tool and cutter grinder. Collet clamping nut Workhead Wheelhead
Link Diamond Tools was established in 1997 and has experienced dramatic growth since.
 Link Diamond Tools was established in 1997 and has experienced dramatic growth since. We can manufacture diamond/cbn grinding wheels ranging from 6mm up to 900mm outside diameter and grinding wheels from
Link Diamond Tools was established in 1997 and has experienced dramatic growth since. We can manufacture diamond/cbn grinding wheels ranging from 6mm up to 900mm outside diameter and grinding wheels from
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 5: Milling Processes DR. SOTIRIS L. OMIROU Milling Machining - Definition Milling machining is one of the very common manufacturing processes used in machinery
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 5: Milling Processes DR. SOTIRIS L. OMIROU Milling Machining - Definition Milling machining is one of the very common manufacturing processes used in machinery
TIMTOS 2017 EXHIBITS PROFILE
 TIMTOS 2017 EXHIBITS PROFILE Product Code Product Name METAL CUTTING MACHINE TOOL Lathes and Turning Machines 160101 Lathes, Swiss Type 160502 Bench Lathes 160503 High Speed Lathes 160504 Automatic Lathes
TIMTOS 2017 EXHIBITS PROFILE Product Code Product Name METAL CUTTING MACHINE TOOL Lathes and Turning Machines 160101 Lathes, Swiss Type 160502 Bench Lathes 160503 High Speed Lathes 160504 Automatic Lathes
A H M 531 The Civil Engineering Center
 Title Page Introduction 2 Objectives 2 Theory 2 Fitting 3 Turning 5 Shaping and Grinding 7 Milling 8 Conclusion 11 Reference 11 1 Introduction Machining Machining is a manufacturing process in which a
Title Page Introduction 2 Objectives 2 Theory 2 Fitting 3 Turning 5 Shaping and Grinding 7 Milling 8 Conclusion 11 Reference 11 1 Introduction Machining Machining is a manufacturing process in which a
The manufacture of abrasive articles or shaped materials containing macromolecular substances, e.g. as bonding agent, is covered by C08J5/14.
 CPC - B24D - 2016.11 B24D TOOLS FOR GRINDING, BUFFING, OR SHARPENING (tools for grinding or polishing optical surfaces on lenses or surfaces of similar shape B24B 13/01; grinding heads B24B 41/00; manufacture
CPC - B24D - 2016.11 B24D TOOLS FOR GRINDING, BUFFING, OR SHARPENING (tools for grinding or polishing optical surfaces on lenses or surfaces of similar shape B24B 13/01; grinding heads B24B 41/00; manufacture
HONING OPERATIONAL INFORMATION & TROUBLE SHOOTING DATA
 3225 Ave E East, Arlington TX 76011 www.abrasivehones.com 1-800-966-7574 - Fax 817-695-1001 Sales@SSUNL.com HONING OPERATIONAL INFORMATION & TROUBLE SHOOTING DATA Page 1: Page 2: Page 3: Page 4: Page 5:
3225 Ave E East, Arlington TX 76011 www.abrasivehones.com 1-800-966-7574 - Fax 817-695-1001 Sales@SSUNL.com HONING OPERATIONAL INFORMATION & TROUBLE SHOOTING DATA Page 1: Page 2: Page 3: Page 4: Page 5:
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Valve repair and testing technique
 High standard in precision. Valve repair and testing technique Quality Made in Germany by GmbH & Co. KG Grinding and Lapping Machines for Industrial Valves VENTA Portable grinding and lapping machines
High standard in precision. Valve repair and testing technique Quality Made in Germany by GmbH & Co. KG Grinding and Lapping Machines for Industrial Valves VENTA Portable grinding and lapping machines
Total Related Training Instruction (RTI) Hours: 144
 Hours: 144") Total Related Training (RTI) Hours: 144 Learning Unit Unit 1: Benchwork and Layout Layout tools Tapping Reaming Filing Engraving Stamping Unit 2: Cutting and Drilling Cutting Operations Drilling Operations
Total Related Training (RTI) Hours: 144 Learning Unit Unit 1: Benchwork and Layout Layout tools Tapping Reaming Filing Engraving Stamping Unit 2: Cutting and Drilling Cutting Operations Drilling Operations
Dr Ghassan Al-Kindi - MECH2118 Lecture 9
 Dr Ghassan Al-Kindi - MECH2118 Lecture 9 Machining A material removal process in which a sharp cutting tool is used to mechanically cut away material so that the desired part geometry remains Most common
Dr Ghassan Al-Kindi - MECH2118 Lecture 9 Machining A material removal process in which a sharp cutting tool is used to mechanically cut away material so that the desired part geometry remains Most common
Machine Tool Technology/Machinist CIP Task Grid Secondary Competency Task List
 1 100 ORIENTATION / SAFETY 101 Describe the Occupational Safety and Health Administration (OSHA) and its role in the machining industry. 2 2 2 1 0.5 102 Identify & explain safety equipment and procedures.
1 100 ORIENTATION / SAFETY 101 Describe the Occupational Safety and Health Administration (OSHA) and its role in the machining industry. 2 2 2 1 0.5 102 Identify & explain safety equipment and procedures.
Manufacturing Process
 Unit 10: Manufacturing Process Unit code: H/601/1487 QCF level: 4 Credit value: 15 Aim This unit will develop learners knowledge of manufacturing processes and techniques that can be applied to a range
Unit 10: Manufacturing Process Unit code: H/601/1487 QCF level: 4 Credit value: 15 Aim This unit will develop learners knowledge of manufacturing processes and techniques that can be applied to a range
Machinist NOA (1998) Subtask to Unit Comparison
 Subtask to Unit Comparison") Machinist NOA (1998) Subtask to Unit Comparison NOA Subtask Task 1 Demonstrates safe working practices. 1.01 Recognizes potential health and safety hazards. A1 Safety in the Machine Shop 1.02 Recognizes
Machinist NOA (1998) Subtask to Unit Comparison NOA Subtask Task 1 Demonstrates safe working practices. 1.01 Recognizes potential health and safety hazards. A1 Safety in the Machine Shop 1.02 Recognizes
Copyright 2009 Society of Manufacturing Engineers. FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF
 FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF SCENE 1. DF26A, FTD87, 03:20:15:00-03:20:46:00 zoom out, milling operation DF26B, CGS: Milling Fixtures Lathe Fixtures Grinding Fixtures Broaching Fixtures
FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF SCENE 1. DF26A, FTD87, 03:20:15:00-03:20:46:00 zoom out, milling operation DF26B, CGS: Milling Fixtures Lathe Fixtures Grinding Fixtures Broaching Fixtures
Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY
 TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
JOB QUALIFICATION STANDARD (JQS)
") Occupation: Work Process: MACHINIST (CNC) CNC Setup Practical Hours: 2000 hrs. DOL Standard: CNC Setup: Apply a working knowledge in the setup of Computer Numerical Controls (CNC) machines that execute
Occupation: Work Process: MACHINIST (CNC) CNC Setup Practical Hours: 2000 hrs. DOL Standard: CNC Setup: Apply a working knowledge in the setup of Computer Numerical Controls (CNC) machines that execute
 Course Title: Advanced Manufacturing Technology MACH 110 Instructor: Conrad Mercurius Contact Information: Conrad.Mercurius@raritanval.edu Course Meeting Dates, Days, and Times: Total # hours: 250 Course
Course Title: Advanced Manufacturing Technology MACH 110 Instructor: Conrad Mercurius Contact Information: Conrad.Mercurius@raritanval.edu Course Meeting Dates, Days, and Times: Total # hours: 250 Course
Agricultural Mechanics and Technology Power Tool Safety Rules
 Agricultural Mechanics and Technology Power Tool Safety Rules Name: BAND SAW Use: Cutting curves, circles and irregular shapes. 1. Use clean SHARP blades. 2. The teeth should always point DOWN. 3. Adjust
Agricultural Mechanics and Technology Power Tool Safety Rules Name: BAND SAW Use: Cutting curves, circles and irregular shapes. 1. Use clean SHARP blades. 2. The teeth should always point DOWN. 3. Adjust
Product Range. Solutions for Industry.
 Product Range Solutions for Industry www.master-abrasives.co.uk Introduction Master Abrasives has a hard and long earned reputation in the UK abrasives market for providing solutions with high quality
Product Range Solutions for Industry www.master-abrasives.co.uk Introduction Master Abrasives has a hard and long earned reputation in the UK abrasives market for providing solutions with high quality
CORRECTIONAL INSTITUTION
 CORRECTIONAL INSTITUTION Honing: Straight, round and true is the key for this precision metalworking process by Kip Hanson, senior editor Luckily, there s a well-known process capable of correcting these
CORRECTIONAL INSTITUTION Honing: Straight, round and true is the key for this precision metalworking process by Kip Hanson, senior editor Luckily, there s a well-known process capable of correcting these
CHAPTER 1- INTRODUCTION TO MACHINING
 CHAPTER 1- INTRODUCTION TO MACHINING LEARNING OBJECTIVES Introduction to Manufacturing, Manufacturing processes Broad classification of Manufacturing processes Kinematics elements involved in metal cutting
CHAPTER 1- INTRODUCTION TO MACHINING LEARNING OBJECTIVES Introduction to Manufacturing, Manufacturing processes Broad classification of Manufacturing processes Kinematics elements involved in metal cutting
Lathe Accessories. Work-holding, -supporting, and driving devices
 46-1 Lathe Accessories Divided into two categories Work-holding, -supporting, and driving devices Lathe centers, chucks, faceplates Mandrels, steady and follower rests Lathe dogs, drive plates Cutting-tool-holding
46-1 Lathe Accessories Divided into two categories Work-holding, -supporting, and driving devices Lathe centers, chucks, faceplates Mandrels, steady and follower rests Lathe dogs, drive plates Cutting-tool-holding
UNIT 4: (iii) Illustrate the general kinematic system of drilling machine and explain its working principle
 Illustrate the general kinematic system of drilling machine and explain its working principle") UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
Manufacturing Science-II (EME-503)
") Time: 1 Hour B.Tech. [SEM V (ME-5 All Groups)] QUIZ TEST-1 Manufacturing Science-II ` Max. Marks: 30 Note: Attempt all the questions Q1) How metal is removed in metal cutting? Explain by giving any simple
Time: 1 Hour B.Tech. [SEM V (ME-5 All Groups)] QUIZ TEST-1 Manufacturing Science-II ` Max. Marks: 30 Note: Attempt all the questions Q1) How metal is removed in metal cutting? Explain by giving any simple
061 MECHANICAL ENGINEERING CRAFT PRACTICE
 061 MECHANICAL ENGINEERING CRAFT PRACTICE EXAMINATION STRUCTURE The examination for this syllabus wills cover the underlisted two major areas of groupings and 193 Building/Engineering Drawing as the related
061 MECHANICAL ENGINEERING CRAFT PRACTICE EXAMINATION STRUCTURE The examination for this syllabus wills cover the underlisted two major areas of groupings and 193 Building/Engineering Drawing as the related
Machining. Module 6: Lathe Setup and Operations. (Part 2) Curriculum Development Unit PREPARED BY. August 2013
 Curriculum Development Unit PREPARED BY. August 2013") Machining Module 6: Lathe Setup and Operations (Part 2) PREPARED BY Curriculum Development Unit August 2013 Applied Technology High Schools, 2013 Module 6: Lathe Setup and Operations (Part 2) Module Objectives
Machining Module 6: Lathe Setup and Operations (Part 2) PREPARED BY Curriculum Development Unit August 2013 Applied Technology High Schools, 2013 Module 6: Lathe Setup and Operations (Part 2) Module Objectives
A Pictorial Odyssey. Grinding: An examination of the grinding process through the lens of an electron microscope. By Dr.
 Grinding: A Pictorial Odyssey A FEBRUARY 2009 / VOLUME 61 / ISSUE 2 By Dr. Jeffrey Badger An examination of the grinding process through the lens of an electron microscope. picture is worth a thousand
Grinding: A Pictorial Odyssey A FEBRUARY 2009 / VOLUME 61 / ISSUE 2 By Dr. Jeffrey Badger An examination of the grinding process through the lens of an electron microscope. picture is worth a thousand
CHAPTER-1 INTRODUCTION. S.No. Name of the Sub-Title Page No. 1.1 Introduction Manufacturing System Metal Cutting 4
 1 CHAPTER-1 INTRODUCTION S.No. Name of the Sub-Title Page No. 1.1 Introduction 2 1.2 Manufacturing System 3 1.3 Metal Cutting 4 1.3.1 Independent Input Variables 4 1.3.2 Dependent Variables 6 1.3.3 Relations
1 CHAPTER-1 INTRODUCTION S.No. Name of the Sub-Title Page No. 1.1 Introduction 2 1.2 Manufacturing System 3 1.3 Metal Cutting 4 1.3.1 Independent Input Variables 4 1.3.2 Dependent Variables 6 1.3.3 Relations
UNIT 5: Indexing: Simple, compound, differential and angular indexing calculations. Simple problems on simple and compound indexing.
 UNIT 5: Milling machines: Classification, constructional features, milling cutters nomenclature, milling operations, up milling and down milling concepts. Indexing: Simple, compound, differential and angular
UNIT 5: Milling machines: Classification, constructional features, milling cutters nomenclature, milling operations, up milling and down milling concepts. Indexing: Simple, compound, differential and angular
JOB QUALIFICATION STANDARD (JQS)
") Occupation: Work Process: Maintenance Mechanic Machine Shop Practical Hours: 250 hrs. JOB QUALIFICATION STANDARD (JQS) DOL Standard: Manual Machining Fundamentals: Apply a working knowledge of metal removal
Occupation: Work Process: Maintenance Mechanic Machine Shop Practical Hours: 250 hrs. JOB QUALIFICATION STANDARD (JQS) DOL Standard: Manual Machining Fundamentals: Apply a working knowledge of metal removal
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM)
, ELECTRO-CHEMICAL MACHINING (ECM)") NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
Researches regarding the superfinishing on flat and cylindrical surfaces of gear pump pinions
 Researches regarding the superfinishing on flat and cylindrical surfaces of gear pump pinions BADEA LEPADATESCU ANISOR NEDELCU Department of Engineering Manufacturing Transilvania University of Brasov,
Researches regarding the superfinishing on flat and cylindrical surfaces of gear pump pinions BADEA LEPADATESCU ANISOR NEDELCU Department of Engineering Manufacturing Transilvania University of Brasov,
The role of inclination angle, λ on the direction of chip flow is schematically shown in figure which visualizes that,
 EXPERIMENT NO. 1 Aim: To study of Orthogonal & Oblique Cutting on a Lathe. Experimental set up.: Lathe Machine Theoretical concept: It is appears from the diagram in the following figure that while turning
EXPERIMENT NO. 1 Aim: To study of Orthogonal & Oblique Cutting on a Lathe. Experimental set up.: Lathe Machine Theoretical concept: It is appears from the diagram in the following figure that while turning
Sharpening Twist Drills. Relief Grinding of the Tool Flanks.
 TOOL WEAR 933 Tool Wear Metal cutting tools wear constantly when they are being used. A normal amount of wear should not be a cause for concern until the size of the worn region has reached the point where
TOOL WEAR 933 Tool Wear Metal cutting tools wear constantly when they are being used. A normal amount of wear should not be a cause for concern until the size of the worn region has reached the point where
General Lathe Set Up. Lathe Manual JH compilation
 General Lathe Set Up Lathe Manual JH compilation 3.3.06 1 Machine Shop Safety... 2 General Lathe Set-Up... 4 Facing, Turning, and Shouldering:... 4 Three things matter with your tool bit position:... 5
General Lathe Set Up Lathe Manual JH compilation 3.3.06 1 Machine Shop Safety... 2 General Lathe Set-Up... 4 Facing, Turning, and Shouldering:... 4 Three things matter with your tool bit position:... 5
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
AUTOMATED MACHINE TOOLS & CUTTING TOOLS
 CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
Diamond Dressing System
 Diamond Dressing System for CNCcontrolled dressing of vitrified bonded diamond grinding wheels (V+) and other types 1 Examples of Profiles With this new dressing system you can create a broad range of
Diamond Dressing System for CNCcontrolled dressing of vitrified bonded diamond grinding wheels (V+) and other types 1 Examples of Profiles With this new dressing system you can create a broad range of
FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly NARRATION (VO): NARRATION (VO): NARRATION (VO): INCLUDING: METALS,
: NARRATION (VO): NARRATION (VO): INCLUDING: METALS,") Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
Basic function of head = reading information on the hard disc. Magnetic head mounted to a SS suspension arm. Hard Disc Air gap (
 Basic function of head = reading information on the hard disc Magnetic head mounted to a SS suspension arm Hard Disc Air gap (0.001-0.002 mm) Head mounted to a SS suspension arm Physical Properties of
Basic function of head = reading information on the hard disc Magnetic head mounted to a SS suspension arm Hard Disc Air gap (0.001-0.002 mm) Head mounted to a SS suspension arm Physical Properties of
A range of cutting & grinding solutions to meet your diverse needs
 TM A range of cutting & grinding solutions to meet your diverse needs Orient Orient Introduction Meeting SME industry requirements Traditionally, Orient Abrasives had a strong lineup of Vitrified and Organic
TM A range of cutting & grinding solutions to meet your diverse needs Orient Orient Introduction Meeting SME industry requirements Traditionally, Orient Abrasives had a strong lineup of Vitrified and Organic
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
STEEL RULE. Stock TRY SQUARE
 FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
2-01 EXTERNAL GRINDING
 2-01 EXTERNAL GRINDING 9.3.2016 2-02 EXTERNAL GRINDING Type Sketch Details Stock Page ø 75-175 mm, flat and external cylindrical grinding resin ceramic bond, diamond & CBN 2-04 1A1 ø 200-400 mm, flat and
2-01 EXTERNAL GRINDING 9.3.2016 2-02 EXTERNAL GRINDING Type Sketch Details Stock Page ø 75-175 mm, flat and external cylindrical grinding resin ceramic bond, diamond & CBN 2-04 1A1 ø 200-400 mm, flat and
Machine Tool Technology/Machinist CIP Task Grid
 1 Secondary Task List 100 ORIENTATION / SAFETY 101 Describe the Occupational Safety and Health Administration (OSHA) and its role in the machoning industry. 102 Identify & explain safety equipment and
1 Secondary Task List 100 ORIENTATION / SAFETY 101 Describe the Occupational Safety and Health Administration (OSHA) and its role in the machoning industry. 102 Identify & explain safety equipment and
ABRASIVE CATALOGS. Application: Weld dressing Cutting off smoothing of Casting Can be applied on various kind of Steel and non-ferrous materials
 ABRASIVE CATALOGS Reinforced Depressed Centre Grinding Discs are excellently fabricated depressed centre grinding discs that are exclusively available in varying diameters of 4-9 in different thickness.
ABRASIVE CATALOGS Reinforced Depressed Centre Grinding Discs are excellently fabricated depressed centre grinding discs that are exclusively available in varying diameters of 4-9 in different thickness.
Introduction to Machining: Lathe Operation
 Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
CHAPTER 1 INTRODUCTION. The functional performance of a machined component depends on
 1 CHAPTER 1 INTRODUCTION The functional performance of a machined component depends on static strength (load bearing capacity), fatigue strength, friction and wear resistance etc., which are principally
1 CHAPTER 1 INTRODUCTION The functional performance of a machined component depends on static strength (load bearing capacity), fatigue strength, friction and wear resistance etc., which are principally
Machine Tool Technology/Machinist CIP Task Grid
 1 100 ORIENTATION / SAFETY 101 Describe the Occupational Safety and Health Administration (OSHA) and its role in the machining industry. 102 Identify & explain safety equipment and procedures. 103 Identify
1 100 ORIENTATION / SAFETY 101 Describe the Occupational Safety and Health Administration (OSHA) and its role in the machining industry. 102 Identify & explain safety equipment and procedures. 103 Identify