Roughing vs. finishing
|
|
|
- Janel Sharp
- 5 years ago
- Views:
Transcription
1 Finishing methods
2 Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface with wanted properties. Remowing residual material, improving geometrical and dimensional tollerance low Q, low IT, better Ra

3 GRINDING the finishing method with very wide use area; grinding wheel is a multiple cutting edges tool consisting from abrasive grains and a bonding material; grinding can be likened to the milling process 3
4 Grinding process t chip thickness d depth of cut 4
5 Grinding wheels Abrasive grains: Al 2 O 3 SiC cbn diamond tough most common material for: steel, Fe alloys hard for ductile metals (Al, brass, stainless steel) and brittle metals (cast iron) for fine grinding dtto GRAIN SIZE (grit): 0,003 3 mm 5
6 Grinding wheels Bonding material: vitrified bond clay + ceramic materials ( baked ) silicate bond Na 2 SO 3 metallic bond bronze rubber bond (for cbn and diamond) (for cbn and diamond) 6
7 Grinding methods A) surface grinding plain flat surfaces - horizontal grinding horizontal spindle - vertical grinding vertical spindle B) cylindrical grinding rotational surfaces 7
8 Surface grinding 8
9 Surface grinder 9
10 Grinding methods A) surface grinding plain flat surfaces - horizontal grinding horizontal spindle - vertical grinding vertical spindle B) cylindrical grinding rotational surfaces 1. external grinding - centre grinding a workpiece is rotated between centres - centreless grinding a part is supported by a grinding wheel and a regulating wheel 2. internal grinding 10
11 Cylindrical grinding a) external b) internal 11
12 External cylindrical grinding Feed motion types in centre grinding: a) traverse feed b) plunge cut 12

13 Center grinding with an inclined in-feed an operation example 13
14 External centreless grinding 14
15 Internal grinding traverse feed 15
16 Internal grinding plunge cut 16
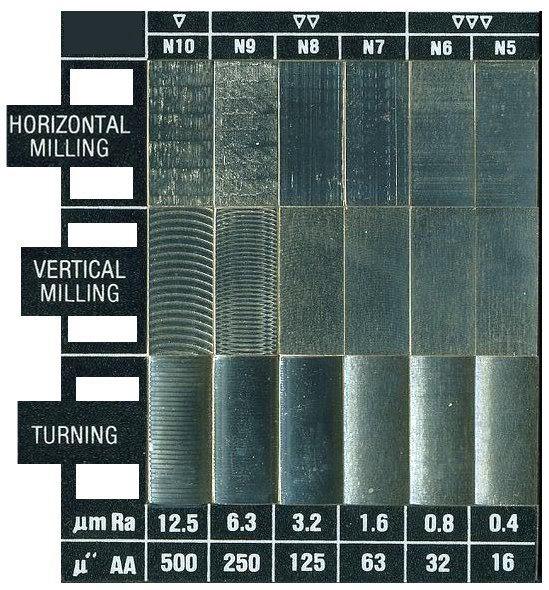
17 Grinding tolerances and surface finish Type of cut IT Ra roughing ,8 6,3 finishing 5 7 0,2 1,6 fine finishing 3 4 0,025 0,4 17
18 Finishing methods With material removal generative methods (fine machining, honing, superfinishing, lapping) Without material removal forming methods (glazing, blasting, tumbling, polishing)
19
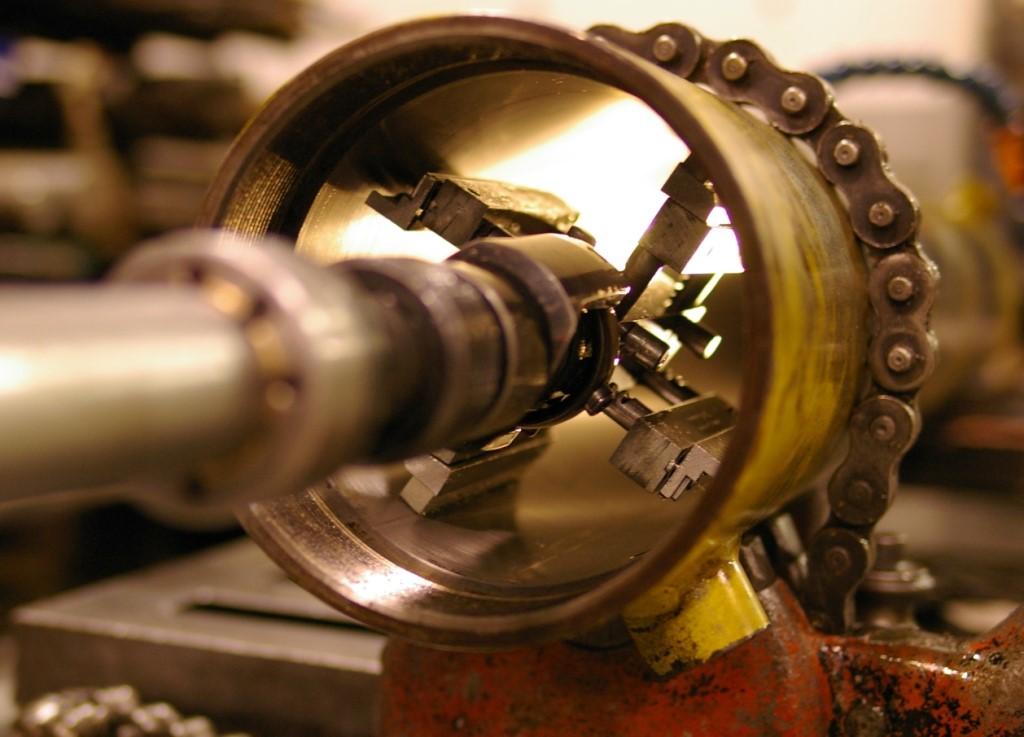
20 1. Fine machining Machining process Turning or milling with depth of cut close to minimum depth of cut Fine cylindrical of flat surfaces
21 Fine machining Tools Turning high precision inserts (PCD - alluminium, coated SC) Milling special shaped inserts, large diameter facing milling heads



22 Fine machining - examples Video 001
23 Fine machining properites Low depth of cut Ap = 0,01 0,05 mm High cutting speeds up to 1000 m.min-1 High cutting forces, high spindle load IT = 4 6 Ra = 0,1 0,4
24 2. Honing Abrassive process Small amout of material is removed by honing stones Mainly internal holes (bored and ground holes)

25 Honing Tool: Honing head with honing stones Honing stones: Made of abrasive material Adjustable Seated on pushing springs
 - more precise shape, smaller grain (10-50 μm) - Cutting fluids are used for")
26 Honing Material of stones Any abrasive material can Be used for a honing stone - Same materials like grinding stones (corundum, SiC, CBN, PCD) - more precise shape, smaller grain (10-50 μm) - Cutting fluids are used for lubrication
")

27 Honing Available as tool for CNC machines Various diameters (4-40 mm) Spring mounted (to adapt to hole) Movement with CNC cycle Small tools (1-20mm)
 Honing stones are pushed to the surface Video")
28 Honing process mechanics Honing head is 1) Rotating reciprocitive 2) Oscilating up and down 3) Honing stones are pushed to the surface Video 002

29 Honing process mechanics Two speeds combined together make unique movement and special form of tool path.

30 Honing machine tools Special horizontal or vertical honing machines


31 Honing machine tools CNC horizontal or vertical honing machines


32 Honing - examples
33 Honing - properties Improving the geometrical accuracy (IT) mainly Setting certain surface pattern (lubrication) Expensive and time consuming IT = 3 to 6 Ra = (0,025)0,1 0,4
34 3. Superfinishing Abrassive process Small amount of material is removed by moving superfinishing stone Both cylindrical and planar surfaces
35 Superfinishing Tool: Superfinishing stone Has the negative shape of the machined surface (or it can be flat for large surfaces) Abrasive material again fine grained (to 20 μm)
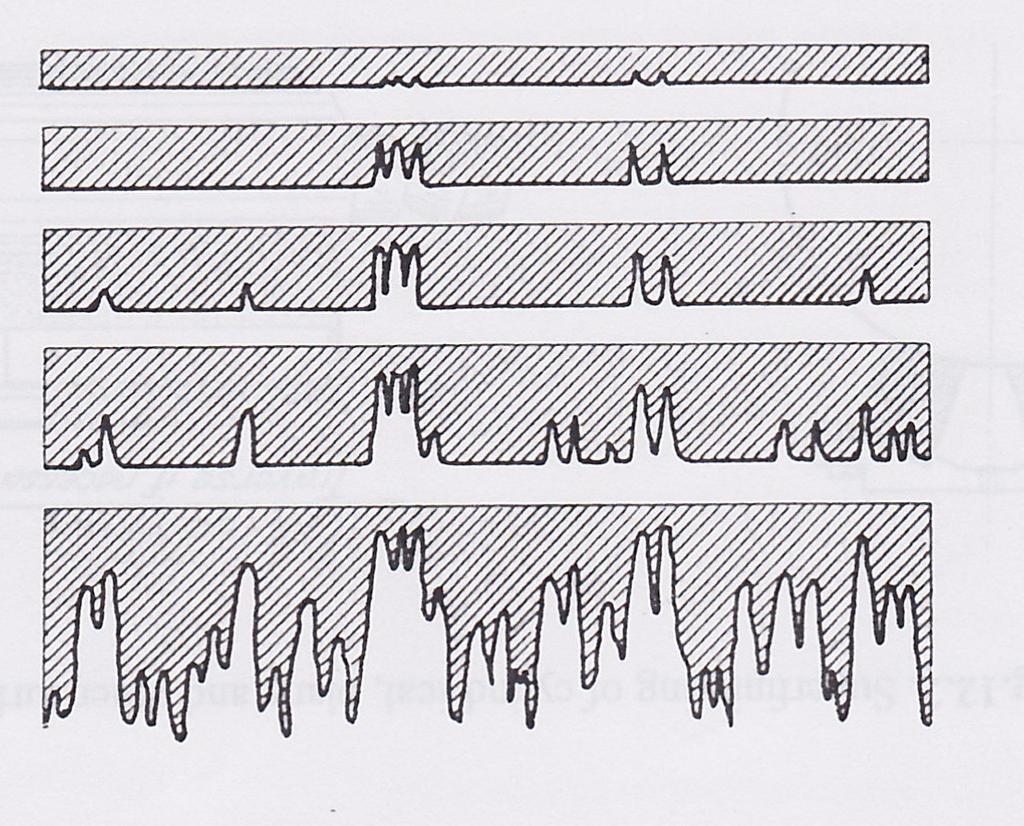
36 Principle The superfinishing stone is sliding on a layer of lubricant on the surface and pushed by certain force 1) The surface is rough peaks looking out of the lubracant layer 2) The stone cuts the peaks the surface for lubricant is bigger, more sliding 3) The stone cuts all peaks, no more material removal
37 Superfinishing - surface


38 Superfinishing - methods Cylinders Cones Flat surface Shape surface
39 Superfinishing - properties Not improving the geometry!!! (IT remains) Lower speeds and force than gringing or honing Method Cut. Speed (m.min-1) Move Presure (MPa) Grinding None (infeed) Honing superfinishing cycles (length of hole 150 mm) cycles (1-5 mm) 3,5 7 0,02 0,07
40 Superfinishing - properties Ra = 0,025 0,1 Lubricant is used to carry away chips and minimize heat (deformation) kerosene is used
 Video 003")
41 Superfinishing machine tool Superfinishing device mounted on lathe Superfinishing Machines special, Expensive type (multiple parts, long travel distance) Video 003 Video 004
42 4. Lapping Abrassive process Removing very small amount of material Removing surface undulations, roughness, tool marks and surface fuzz from grinding For all types of surfaces

43 Lapping Tool: A flat disc or plate made of cast iron, alalloy, copper, brass (low strength material) Abrasive particles are carried by an agent grease, oil, water (higher viscosity means higher abrasion)
44 Lapping - methods The lapping tool is rotated (oscilated) and moved irregularly across the machined surface - Equalising laping removing previous surface shape, flatening (spur, helical gears) - Forming laping lap is the negative shape of the surface

45 Lapping - methods For: Holes Flat surfaces cylinders Made: Manually mechanically

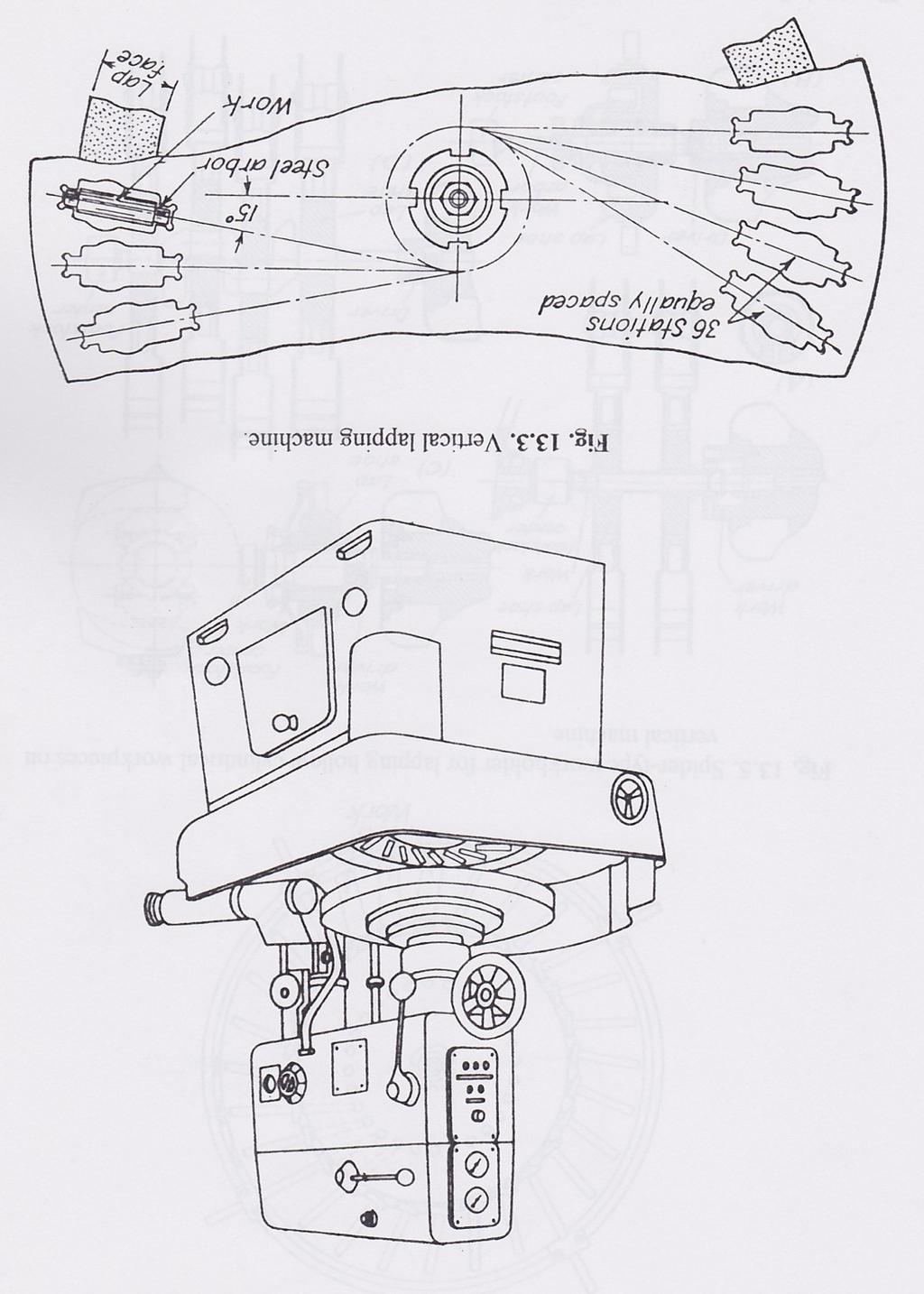
46 Lapping - methods Flat surfaces Lapping plate (different sizes, manual, machine operated - Moved irregularly along the surface
47 Lapping - methods Machine lapping Part are placed between a rotary and stationary lap. Part are carried by a workpiece holder. Part are placed excentrically so is the rotating lap. This makes the parts rotate and move
48


49 Lapping - examples Video 005 Video 006
50 Lapping - properties Lapping removes all tool traces improves durability, lowers friction Gives best surface quality (glass, mirror lapping) IT = 1 5 Ra = 0,01 0,16
 Particles are thrown at surface All kinds of")
51 6. Blasting Two forms - Forming (angle 80 ) - machining method (for angle of impact bellow 45 ) Particles are thrown at surface All kinds of shape
 Glass balls aerospace")
52 Blasting - tool Blasting elements are transported by high presure air to the surface Hardened steel balls cast iron balls Steel wire pieces (rounded) Glass balls aerospace industry


53 Blasting - examples Video 007 Video 008



54 Blasting - Aerolap
55 7. Tumbling Forming method, abrassive method Part to be machined and tumbling particles are placed in rotating cylinders Non defined surfaces
56 Tumbling - method Abbrasive particles and parts mixed together Special rotary or vibrational mills steel cylinders, inner rubber linning (to prevent abrasion) Sometimes active cutting fluid (water, NaCl, NaNO3, H2SO4 ) helping to remove the surface layer

57 Tumbling surface quality
58 Tumbling - tools Abbrasive particles non-uniform pieces of grinding stones, porcelain, ceramics (5-20 mm) Hardened steel balls (4-10) little surface hardnes improvement Soft particles for tumbling-polishing (dry corn peels, palm bark, wood chips)


59 Video 010 Video 009


60 Tumbling - machines
61 8. Polishing Abrasive method A friction between the polishing tool and part is caused by polishing media (paste) heat melts the peaks of surface All surface mainly flat surface with no strength demands
 and part NO improve in shape or accuracy!")
62 Polishing Abbrasive material is bond to a tool (disc, belt) or it is a media (paste) freely between tool (textile disc, belt) and part NO improve in shape or accuracy!! Just improves the surface quality
63 Polishing - tools Discs multi-plated : of fabric, leather, cotton - Solid : rubber, wood, cork, mild metal Brushes - Made of fibres : plastic, metal wire (0,1-1,2 mm) Belts - Endless belt pushed to the part. Better and more productive than discs.



64 Video 011 Video 012 Video 013
65 Polishing - properties Cutting speed m.sec-1 No IT improvement Ra 0,2-0,4 (removes tool paths)!!! Implicates residual stress due to high temperature!!!
66
67 Schedule WS 2016/2017 lesson Lesson (Tuesday) Lesson
68 Video links: Fine turning Honing Superfinishing Lapping Blasting
69 Video links: Tumbling 009_http:// M 010_http:// Polishing 011_http:// 012_http:// M INOX polishing 013_http://
INTRODUCTION TO GRINDING PROCESS
 GRINDING PART 2 Grinding Grinding is a material removal process accomplished by abrasive particles that are contained in a bonded grinding wheel rotating at very high surface speeds. The rotating grinding
GRINDING PART 2 Grinding Grinding is a material removal process accomplished by abrasive particles that are contained in a bonded grinding wheel rotating at very high surface speeds. The rotating grinding
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
Chapter 26 Abrasive Machining Processes. Materials Processing ABRASIVE MACHINING 10/11/2014. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
MILLING and GRINDING MACHINES Machine Tools
 ELEMENTS OF MECHANICAL ENGINEERING PART B UNIT VI MILLING and GRINDING MACHINES Machine Tools 1 Objectives: 1.1 To understand the Principle of working of Milling, Horizontal & Vertical Milling. 1.2 Classification/Types
ELEMENTS OF MECHANICAL ENGINEERING PART B UNIT VI MILLING and GRINDING MACHINES Machine Tools 1 Objectives: 1.1 To understand the Principle of working of Milling, Horizontal & Vertical Milling. 1.2 Classification/Types
SURFACE FINISHING GRINDING MACHINES
 SURFACE FINISHING GRINDING MACHINES Introduction :- Grinding is a metal cutting operation which is performed by means of a rotating abrasive wheel acts as a cutting tool. Material removal is in the form
SURFACE FINISHING GRINDING MACHINES Introduction :- Grinding is a metal cutting operation which is performed by means of a rotating abrasive wheel acts as a cutting tool. Material removal is in the form
Grinding. Vipin K Sharma
 Grinding Grinding It is a material cutting process which engages an abrasive tool(in the form of a wheel) whose cutting elements are grains of abrasive material known as grit. These grits are characterized
Grinding Grinding It is a material cutting process which engages an abrasive tool(in the form of a wheel) whose cutting elements are grains of abrasive material known as grit. These grits are characterized
ABRASIVE PROCESSES AND BROACHING
 UNIT 4 www.studentsfocus.com ABRASIVE PROCESSES AND BROACHING 1. What are the types of surfaces that could de produced using plain cylindrical grinders? Plain cylindrical parts, cylindrical parts, cylinders,
UNIT 4 www.studentsfocus.com ABRASIVE PROCESSES AND BROACHING 1. What are the types of surfaces that could de produced using plain cylindrical grinders? Plain cylindrical parts, cylindrical parts, cylinders,
Abrasive Machining and Finishing Operations
 Abrasive Machining and Finishing Operations Bonded Abrasives Used in Abrasive-Machining Processes Figure 25.1 A variety of bonded abrasives used in abrasivemachining processes. Source: Courtesy of Norton
Abrasive Machining and Finishing Operations Bonded Abrasives Used in Abrasive-Machining Processes Figure 25.1 A variety of bonded abrasives used in abrasivemachining processes. Source: Courtesy of Norton
Abrasive Machining Processes. N. Sinha, Mechanical Engineering Department, IIT Kanpur
 Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
7 ABRASIVE AND NON-TRADITIONAL
 7 ABRASIVE AND NON-TRADITIONAL PROCESSES CHAPTER CONTENTS 7.1 Grinding Definitions Cutting conditions in grinding Wheel wear Surface finish and effects of cutting temperature Grinding wheel Grinding operations
7 ABRASIVE AND NON-TRADITIONAL PROCESSES CHAPTER CONTENTS 7.1 Grinding Definitions Cutting conditions in grinding Wheel wear Surface finish and effects of cutting temperature Grinding wheel Grinding operations
O N T H E C U T T I N G E D G E O F T E C H N O L O G Y
 A B R A S I V E P R O D U C T S C A T A L O G U E O N T H E C U T T I N G E D G E O F T E C H N O L O G Y Founded in 1981, Grinding Techniques (Pty) Ltd. is the largest privately owned abrasive manufacturer
A B R A S I V E P R O D U C T S C A T A L O G U E O N T H E C U T T I N G E D G E O F T E C H N O L O G Y Founded in 1981, Grinding Techniques (Pty) Ltd. is the largest privately owned abrasive manufacturer
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM)
, ELECTRO-CHEMICAL MACHINING (ECM)") NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Chapter 28: Abrasive Machining Processes. DeGarmo s Materials and Processes in Manufacturing
 Chapter 28: Abrasive Machining Processes DeGarmo s Materials and Processes in Manufacturing 28.1 Introduction Abrasive machining is the process of using abrasive grit to remove material at high cutting
Chapter 28: Abrasive Machining Processes DeGarmo s Materials and Processes in Manufacturing 28.1 Introduction Abrasive machining is the process of using abrasive grit to remove material at high cutting
Finishing Process. By Prof.A.Chandrashekhar
 Finishing Process By Prof.A.Chandrashekhar Introduction Finishing process are different from other manufacturing processes. The distinction between the finishing processes and other manufacturing processes
Finishing Process By Prof.A.Chandrashekhar Introduction Finishing process are different from other manufacturing processes. The distinction between the finishing processes and other manufacturing processes
Roll No. :.. Invigilator s Signature :.. CS/B.Tech (ME)/SEM-5/ME-504/ TECHNOLOGY OF MACHINING. Time Allotted : 3 Hours Full Marks : 70
/SEM-5/ME-504/ TECHNOLOGY OF MACHINING. Time Allotted : 3 Hours Full Marks : 70") Name : Roll No. :.. Invigilator s Signature :.. CS/B.Tech (ME)/SEM-5/ME-504/2009-10 2009 TECHNOLOGY OF MACHINING Time Allotted : 3 Hours Full Marks : 70 The figures in the margin indicate full marks. Candidates
Name : Roll No. :.. Invigilator s Signature :.. CS/B.Tech (ME)/SEM-5/ME-504/2009-10 2009 TECHNOLOGY OF MACHINING Time Allotted : 3 Hours Full Marks : 70 The figures in the margin indicate full marks. Candidates
Materials Removal Processes (Machining)
") Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
DESIGN FOR POLISHING AND PLATING
 DESIGN FOR POLISHING AND PLATING Polishing and plating are generally considered to be a part of finishing process. Polishing processes Conventional polishing In conventional polishing, surface irregularities
DESIGN FOR POLISHING AND PLATING Polishing and plating are generally considered to be a part of finishing process. Polishing processes Conventional polishing In conventional polishing, surface irregularities
Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5
 Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5 Assistant Professor, Dept. of Mechanical Engineering, Jay Shriram Group of
Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5 Assistant Professor, Dept. of Mechanical Engineering, Jay Shriram Group of
Product Range. Solutions for Industry.
 Product Range Solutions for Industry www.master-abrasives.co.uk Introduction Master Abrasives has a hard and long earned reputation in the UK abrasives market for providing solutions with high quality
Product Range Solutions for Industry www.master-abrasives.co.uk Introduction Master Abrasives has a hard and long earned reputation in the UK abrasives market for providing solutions with high quality
SEMI MAGNETIC ABRASIVE MACHINING
 4 th International Conference on Mechanical Engineering, December 26-28, 21, Dhaka, Bangladesh/pp. V 81-85 SEMI MAGNETIC ABRASIVE MACHINING P. Jayakumar Priyadarshini Engineering College, Vaniyambadi 635751.
4 th International Conference on Mechanical Engineering, December 26-28, 21, Dhaka, Bangladesh/pp. V 81-85 SEMI MAGNETIC ABRASIVE MACHINING P. Jayakumar Priyadarshini Engineering College, Vaniyambadi 635751.
Researches regarding the superfinishing on flat and cylindrical surfaces of gear pump pinions
 Researches regarding the superfinishing on flat and cylindrical surfaces of gear pump pinions BADEA LEPADATESCU ANISOR NEDELCU Department of Engineering Manufacturing Transilvania University of Brasov,
Researches regarding the superfinishing on flat and cylindrical surfaces of gear pump pinions BADEA LEPADATESCU ANISOR NEDELCU Department of Engineering Manufacturing Transilvania University of Brasov,
DIAMETER SELECTION ABRASIVE SELECTION
 GENERAL APPLICATION AND SELECTION OF the tool DIAMETER SELECTION Tool diameter is determined by the nominal bore size in which the tool is to operate. The Flex-Hone Tool is always produced and used in
GENERAL APPLICATION AND SELECTION OF the tool DIAMETER SELECTION Tool diameter is determined by the nominal bore size in which the tool is to operate. The Flex-Hone Tool is always produced and used in
 VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
Insert Inch Overview. Insert Overview
 Insert Overview The Inserts Millstar inserts are fully ground precision inserts for better chip control, faster metal removal and higher surface accuracies. They are far more accurate than pressed and
Insert Overview The Inserts Millstar inserts are fully ground precision inserts for better chip control, faster metal removal and higher surface accuracies. They are far more accurate than pressed and
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting. By Prof.A.Chandrashekhar
 Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
TRAINING MANUAL. Part INTRODUCTION TO TWIST DRILLS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
CNC Cooltool - Milling Machine
 CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
Metal Cutting (Machining)
") Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Manufacturing Processes(IM 212)
") Arab Academy for Science, Technology, and Maritime Transport Manufacturing Processes(IM 212) Department of Industrial & Management Engineering College of Engineering and Technology Lecture 1 : Introduction
Arab Academy for Science, Technology, and Maritime Transport Manufacturing Processes(IM 212) Department of Industrial & Management Engineering College of Engineering and Technology Lecture 1 : Introduction
Link Diamond Tools was established in 1997 and has experienced dramatic growth since.
 Link Diamond Tools was established in 1997 and has experienced dramatic growth since. We can manufacture diamond/cbn grinding wheels ranging from 6mm up to 900mm outside diameter and grinding wheels from
Link Diamond Tools was established in 1997 and has experienced dramatic growth since. We can manufacture diamond/cbn grinding wheels ranging from 6mm up to 900mm outside diameter and grinding wheels from
YAMATO. ROBUTO Roller Burnishing Tools. Mirror Like Surface Finishes In One Pass...
 ROBUTO Roller Burnishing Tools Mirror Like Surface Finishes In One Pass... ROBUTO THE ART OF ROLLER BURNISHING / EFFECTS - ADVANTAGES... 5 INTERNAL ROBUTO (ID) Ø 5-3 mm... 3 Ø Ø 32-85 mm... 5 86-200 mm...
ROBUTO Roller Burnishing Tools Mirror Like Surface Finishes In One Pass... ROBUTO THE ART OF ROLLER BURNISHING / EFFECTS - ADVANTAGES... 5 INTERNAL ROBUTO (ID) Ø 5-3 mm... 3 Ø Ø 32-85 mm... 5 86-200 mm...
Chapter 23 Drilling and Hole Making Processes. Materials Processing. Hole Making Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
Technology II. Manufacturing methods
 Technology II Manufacturing methods Gears Machining GEAR TYPES Cylindrical gears: - spur - helical Bevel gears: - straight - curved (spiral) Worm wheels and worms 2 Involute tooth profile 3 Spur and helical
Technology II Manufacturing methods Gears Machining GEAR TYPES Cylindrical gears: - spur - helical Bevel gears: - straight - curved (spiral) Worm wheels and worms 2 Involute tooth profile 3 Spur and helical
Grinding Processes, A Review
 Grinding Processes, A Review Pushpendra kumar 1 Research Scholar,Mechanical Department BHSBIET lehragaga (Punjab) Sunatya kumar 2 Assistant professor & Head Mechanical Department BHSBIET lehragaga (Punjab)
Grinding Processes, A Review Pushpendra kumar 1 Research Scholar,Mechanical Department BHSBIET lehragaga (Punjab) Sunatya kumar 2 Assistant professor & Head Mechanical Department BHSBIET lehragaga (Punjab)
Roller Burnishing Tools
 Roller Burnishing Tools The company DREX -TOOLS has since 1980 a great experience in the fields of the burnishing. The company, with the support of technical assistance with big experience has created
Roller Burnishing Tools The company DREX -TOOLS has since 1980 a great experience in the fields of the burnishing. The company, with the support of technical assistance with big experience has created
Diamond Dressing System
 Diamond Dressing System for CNCcontrolled dressing of vitrified bonded diamond grinding wheels (V+) and other types 1 Examples of Profiles With this new dressing system you can create a broad range of
Diamond Dressing System for CNCcontrolled dressing of vitrified bonded diamond grinding wheels (V+) and other types 1 Examples of Profiles With this new dressing system you can create a broad range of
SEMICONDUCTORS MATERIALS AND CERAMICS
 TPP CONDUCTORS MATERIALS AND CERAMICS MPS R700 S MPS 2 R300 S MPS 2 R300 DCS MPS R400 DS MPS R400 DS Twin MPS R400 GGP MPS 3HS MPS 3-134 Twin Solar block Grinder MPS T 500 NANOGRINDER/3 NANOGRINDER 941-3/300
TPP CONDUCTORS MATERIALS AND CERAMICS MPS R700 S MPS 2 R300 S MPS 2 R300 DCS MPS R400 DS MPS R400 DS Twin MPS R400 GGP MPS 3HS MPS 3-134 Twin Solar block Grinder MPS T 500 NANOGRINDER/3 NANOGRINDER 941-3/300
DEPARTMENT OF MECHANICAL ENGINEERING
 SCSVMV UNIVERSITY DEPARTMENT OF MECHANICAL ENGINEERING SUBJECT NAME : SUBJECT CODE : MANUFACTURING TECHNOLOGY-II EBM4DT055 QUESTION BANK UNIT-1 1. What is Grinding? 2. Briefly classify the Grinding Process.
SCSVMV UNIVERSITY DEPARTMENT OF MECHANICAL ENGINEERING SUBJECT NAME : SUBJECT CODE : MANUFACTURING TECHNOLOGY-II EBM4DT055 QUESTION BANK UNIT-1 1. What is Grinding? 2. Briefly classify the Grinding Process.
DIAMOND TOOLING FOR COMPOSITE MATERIALS P.B.S. DIAMOND TOOLING PCD TOOLING FLEXIBLE DIAMOND TOOLING
 DIAMOND TOOLING FOR COMPOSITE MATERIALS P.B.S. DIAMOND TOOLING PCD TOOLING FLEXIBLE DIAMOND TOOLING Abrasive Technology s diamond tooling is perfectly suited for composites as it provides comprehensive
DIAMOND TOOLING FOR COMPOSITE MATERIALS P.B.S. DIAMOND TOOLING PCD TOOLING FLEXIBLE DIAMOND TOOLING Abrasive Technology s diamond tooling is perfectly suited for composites as it provides comprehensive
TUBE AND SHEET DRILLS
 TUBE AND SHEET DRILLS 03 Tube and sheet drills The flutes of the RUKO high performance tube and sheet drills are BN ground from the solid hardened form. Because BN (cubical boron nitride) is a much harder
TUBE AND SHEET DRILLS 03 Tube and sheet drills The flutes of the RUKO high performance tube and sheet drills are BN ground from the solid hardened form. Because BN (cubical boron nitride) is a much harder
Burnishing machine TRINOXFLEX Set. BSE Set
 Bahnhofstraße 5 77 Steinheim Phone +49 744 828-0 Fax +49 744 25899 Burnishing machine TRINOXFLEX Set BSE 4-3 00 Set 433.438 Power input 400 watt Power output 880 watt Max. tool Ø 25 Tool width 00 Tool
Bahnhofstraße 5 77 Steinheim Phone +49 744 828-0 Fax +49 744 25899 Burnishing machine TRINOXFLEX Set BSE 4-3 00 Set 433.438 Power input 400 watt Power output 880 watt Max. tool Ø 25 Tool width 00 Tool
 DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
Accessories for the Model 920 Lapping and Polishing Machine
 Accessories for the Model 920 Lapping and Machine Applications Laboratory Report Introduction polishing is a common practice in many materials preparation laboratories. Instrumentation for materials processing
Accessories for the Model 920 Lapping and Machine Applications Laboratory Report Introduction polishing is a common practice in many materials preparation laboratories. Instrumentation for materials processing
MLR Institute of Technology
 MLR Institute of Technology Dundigal, Quthbullapur (M), Hyderabad 500 043 MECHANICAL ENGINEERING MACHINE TOOLS OBJECTIVE QUESTIONS UNIT - I 1. A built up-edge is formed while machining [ B ] (Sep-2011,
MLR Institute of Technology Dundigal, Quthbullapur (M), Hyderabad 500 043 MECHANICAL ENGINEERING MACHINE TOOLS OBJECTIVE QUESTIONS UNIT - I 1. A built up-edge is formed while machining [ B ] (Sep-2011,
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS
 Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Manufacturing Science-II (EME-503)
") Time: 1 Hour B.Tech. [SEM V (ME-5 All Groups)] QUIZ TEST-1 Manufacturing Science-II ` Max. Marks: 30 Note: Attempt all the questions Q1) How metal is removed in metal cutting? Explain by giving any simple
Time: 1 Hour B.Tech. [SEM V (ME-5 All Groups)] QUIZ TEST-1 Manufacturing Science-II ` Max. Marks: 30 Note: Attempt all the questions Q1) How metal is removed in metal cutting? Explain by giving any simple
New type of broaching system
 New type of broaching system The construction of mechanical parts, even simple ones, sometimes involves difficult problems that require, for their resolution, lengthy times or the use of special machines.
New type of broaching system The construction of mechanical parts, even simple ones, sometimes involves difficult problems that require, for their resolution, lengthy times or the use of special machines.
Lecture 18. Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing
 Planing") Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
MACHINE TOOLS GRINDING MACHINE TOOLS
 MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
AUTOMATED MACHINE TOOLS & CUTTING TOOLS
 CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
So in MAF process use of controllable magnetic field to direct the brush to adapt the contour of the workpiece surface to be finished and nature of
 Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 02 Lecture - 06 Magnetic Abrasive Finishing Welcome to the course on advance
Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 02 Lecture - 06 Magnetic Abrasive Finishing Welcome to the course on advance
Electro plated Standard Diamond and CBN Grinding Pins, Wheels and Cutting Discs
 Electro plated Standard Diamond and CBN Grinding Pins, Wheels and Cutting Discs Price List S04/2017 1929 1 The QR-Codes lead you directly to our Online-Shop! All prices are per piece, ex works. 2 Table
Electro plated Standard Diamond and CBN Grinding Pins, Wheels and Cutting Discs Price List S04/2017 1929 1 The QR-Codes lead you directly to our Online-Shop! All prices are per piece, ex works. 2 Table
Machining vs. Grinding
 University of Connecticut Machining vs. Grinding -- Towards High Efficiency Machining Bi Zhang Mechanical Engineering zhang@engr.uconn.edu Presentation Sequence Introduction High Speed Machining High Speed
University of Connecticut Machining vs. Grinding -- Towards High Efficiency Machining Bi Zhang Mechanical Engineering zhang@engr.uconn.edu Presentation Sequence Introduction High Speed Machining High Speed
DIAMOND TOOLING FOR COMPOSITE MATERIALS P.B.S. DIAMOND TOOLING PCD TOOLING FLEXIBLE DIAMOND TOOLING
 DIAMOND FOR COMPOSITE MATERIALS P.B.S. DIAMOND PCD FLEXIBLE DIAMOND P.B.S. DIAMOND First patented by Abrasive Technology in 1975, this original brazed bonding process chemically bonds superabrasive crystals
DIAMOND FOR COMPOSITE MATERIALS P.B.S. DIAMOND PCD FLEXIBLE DIAMOND P.B.S. DIAMOND First patented by Abrasive Technology in 1975, this original brazed bonding process chemically bonds superabrasive crystals
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Typical Parts Made with These Processes
 Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
CHAPTER 1 INTRODUCTION. The functional performance of a machined component depends on
 1 CHAPTER 1 INTRODUCTION The functional performance of a machined component depends on static strength (load bearing capacity), fatigue strength, friction and wear resistance etc., which are principally
1 CHAPTER 1 INTRODUCTION The functional performance of a machined component depends on static strength (load bearing capacity), fatigue strength, friction and wear resistance etc., which are principally
Elastic bonded abrasives
 Elastic bonded abrasives ARTIFEX Dr. Lohmann GmbH & Co. KG Feldstrasse 8 DE 24568 Kaltenkirchen, Germany Phone: +49 (0) 4191 935-0 info@artifex-abrasives.de www.artifex-abrasives.de introduction Ceramic
Elastic bonded abrasives ARTIFEX Dr. Lohmann GmbH & Co. KG Feldstrasse 8 DE 24568 Kaltenkirchen, Germany Phone: +49 (0) 4191 935-0 info@artifex-abrasives.de www.artifex-abrasives.de introduction Ceramic
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Cutting, Grinding and Abrasive Accessories
 High quality range of abrasive cutting discs, grinding discs and surface preparation accessories engineered for ultimate performance Universal Diamond Blades Cutting and Grinding Discs The essential construction
High quality range of abrasive cutting discs, grinding discs and surface preparation accessories engineered for ultimate performance Universal Diamond Blades Cutting and Grinding Discs The essential construction
PERFORMANCE RACING AND ENGINE REBUILDING MACHINERY AND EQUIPMENT
 PERFORMANCE RACING AND ENGINE REBUILDING MACHINERY AND EQUIPMENT SF8M The SF8 is sized to surface diesel heads, blocks and manifolds. All SF machines use the same tooling and fixturing for quick, rigid
PERFORMANCE RACING AND ENGINE REBUILDING MACHINERY AND EQUIPMENT SF8M The SF8 is sized to surface diesel heads, blocks and manifolds. All SF machines use the same tooling and fixturing for quick, rigid
The manufacture of abrasive articles or shaped materials containing macromolecular substances, e.g. as bonding agent, is covered by C08J5/14.
 CPC - B24D - 2016.11 B24D TOOLS FOR GRINDING, BUFFING, OR SHARPENING (tools for grinding or polishing optical surfaces on lenses or surfaces of similar shape B24B 13/01; grinding heads B24B 41/00; manufacture
CPC - B24D - 2016.11 B24D TOOLS FOR GRINDING, BUFFING, OR SHARPENING (tools for grinding or polishing optical surfaces on lenses or surfaces of similar shape B24B 13/01; grinding heads B24B 41/00; manufacture
Chapter 25. Other Machining Processes. Materials Processing. MET Manufacturing Processes. Shaping Planing Broaching Sawing Filing
 MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
061 MECHANICAL ENGINEERING CRAFT PRACTICE
 061 MECHANICAL ENGINEERING CRAFT PRACTICE EXAMINATION STRUCTURE The examination for this syllabus wills cover the underlisted two major areas of groupings and 193 Building/Engineering Drawing as the related
061 MECHANICAL ENGINEERING CRAFT PRACTICE EXAMINATION STRUCTURE The examination for this syllabus wills cover the underlisted two major areas of groupings and 193 Building/Engineering Drawing as the related
Ultrasonic Machining. 1 Dr.Ravinder Kumar
 Ultrasonic Machining 1 Dr.Ravinder Kumar Why Nontraditional Processes? New Materials (1940 s) Stronger Tougher Harder Applications Cut tough materials Finish complex surface geometry Surface finish requirements
Ultrasonic Machining 1 Dr.Ravinder Kumar Why Nontraditional Processes? New Materials (1940 s) Stronger Tougher Harder Applications Cut tough materials Finish complex surface geometry Surface finish requirements
CNC Dressing Discs. Precision Engineering Solutions
 CNC Dressing Discs Precision Engineering Solutions CNC Dressing Discs CNC dressing discs can be used as an alternative to full form diamond dressing rolls by allowing the user to generate profiles using
CNC Dressing Discs Precision Engineering Solutions CNC Dressing Discs CNC dressing discs can be used as an alternative to full form diamond dressing rolls by allowing the user to generate profiles using
MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
 XXXX B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR XXXX PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE
XXXX B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR XXXX PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE
THEORY OF METAL CUTTING
 THEORY OF METAL CUTTING INTRODUCTION Overview of Machining Technology Mechanism of chip formation Orthogonal and Oblique cutting Single Point and Multipoint Cutting Tools Machining forces - Merchant s
THEORY OF METAL CUTTING INTRODUCTION Overview of Machining Technology Mechanism of chip formation Orthogonal and Oblique cutting Single Point and Multipoint Cutting Tools Machining forces - Merchant s
DRA DRA. MagicDrill. High Efficiency Modular Drill. Excellent hole accuracy with a low cutting force design. High Efficiency Modular Drill
 High Efficiency Modular Drill High Efficiency Modular Drill MagicDrill DRA Excellent hole accuracy with a low cutting force design Optimal web thickness limits deflection Fine chip breaking and smooth
High Efficiency Modular Drill High Efficiency Modular Drill MagicDrill DRA Excellent hole accuracy with a low cutting force design Optimal web thickness limits deflection Fine chip breaking and smooth
Metal Working Processes
 Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
DISKUS Double-Face-Grinding-Machines. Series: DDS 457 XR DDS 600 XR DDS 750 XR
 DISKUS Double-Face-Grinding-Machines Series: DDS 457 XR DDS 600 XR DDS 750 XR DDS 457 600 750 XR Three grinding methods meeting different production problems: 1. Through-feed grinding For large mass-production
DISKUS Double-Face-Grinding-Machines Series: DDS 457 XR DDS 600 XR DDS 750 XR DDS 457 600 750 XR Three grinding methods meeting different production problems: 1. Through-feed grinding For large mass-production
APRIL 2009 / NEW-100 / PAGE 1 OF 13
 APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
grinding technologies
 grinding technologies SPECIAL OFFERS February 2013 MX150 1500 KNIFE GRINDER MX150 1500 Knife grinder Magnetic chuck 1500*120mm; PLC controlling automatic down-feed, automatic working cycle, spark-out and
grinding technologies SPECIAL OFFERS February 2013 MX150 1500 KNIFE GRINDER MX150 1500 Knife grinder Magnetic chuck 1500*120mm; PLC controlling automatic down-feed, automatic working cycle, spark-out and
Saw, Files, Grinders and Brushes
 ß 7005-7008 0 Overall length approx. 295, working length approx. 15, trim height approx. 25. 7005 Smooth, hardened cast steel wire, 0,35 Ø. Wire scratch brushes 7007 Brass wire, fine, 0,15 Ø, crimped.
ß 7005-7008 0 Overall length approx. 295, working length approx. 15, trim height approx. 25. 7005 Smooth, hardened cast steel wire, 0,35 Ø. Wire scratch brushes 7007 Brass wire, fine, 0,15 Ø, crimped.
Copyright 2002 Society of Manufacturing Engineers. FUNDAMENTAL MANUFACTURING PROCESSES Gears & Gear Manufacturing NARRATION (VO):
:") FUNDAMENTAL MANUFACTURING PROCESSES Gears & Gear Manufacturing SCENE 1. CG: Gear Finishing Processes white text centered on black SCENE 2. tape 783, 01:12:24-01:17:06 peter carey narration tape 769, 05:14:02-05:14:30
FUNDAMENTAL MANUFACTURING PROCESSES Gears & Gear Manufacturing SCENE 1. CG: Gear Finishing Processes white text centered on black SCENE 2. tape 783, 01:12:24-01:17:06 peter carey narration tape 769, 05:14:02-05:14:30
FABRICATION OF CYLINDRICAL GRINDING ATTACHMENT ON LATHE MACHINE AND OPTIMIZATION OF GRINDING PARAMETERS BY REGRESSION ANALYSIS
 Int. J. Mech. Eng. & Rob. Res. 2015 Devarakonda Harish Kumar, 2015 Research Paper ISSN 2278 0149 www.ijmerr.com Vol. 4, No. 1, January 2015 2015 IJMERR. All Rights Reserved FABRICATION OF CYLINDRICAL GRINDING
Int. J. Mech. Eng. & Rob. Res. 2015 Devarakonda Harish Kumar, 2015 Research Paper ISSN 2278 0149 www.ijmerr.com Vol. 4, No. 1, January 2015 2015 IJMERR. All Rights Reserved FABRICATION OF CYLINDRICAL GRINDING
BEARING AND TYPES OF BEARING
 BEARING AND TYPES OF BEARING In this article, you will learn about bearing and types of bearing. Generally, all types of machinery are provided with supports for rotating shafts, the supporting device
BEARING AND TYPES OF BEARING In this article, you will learn about bearing and types of bearing. Generally, all types of machinery are provided with supports for rotating shafts, the supporting device
A Pictorial Odyssey. Grinding: An examination of the grinding process through the lens of an electron microscope. By Dr.
 Grinding: A Pictorial Odyssey A FEBRUARY 2009 / VOLUME 61 / ISSUE 2 By Dr. Jeffrey Badger An examination of the grinding process through the lens of an electron microscope. picture is worth a thousand
Grinding: A Pictorial Odyssey A FEBRUARY 2009 / VOLUME 61 / ISSUE 2 By Dr. Jeffrey Badger An examination of the grinding process through the lens of an electron microscope. picture is worth a thousand
ENGINE REBUILDING MACHINES
 ENGINE REBUILDING MACHINES Zylinderbohrwerke: Typ MA Typ SIRIO Typ SPES Typ ORION Typ OLYMPIA 19 MA OLIMPIA ORION SPES SIRIO 20 Automatic emergency stop system. Total shutdown in case of accidental impact
ENGINE REBUILDING MACHINES Zylinderbohrwerke: Typ MA Typ SIRIO Typ SPES Typ ORION Typ OLYMPIA 19 MA OLIMPIA ORION SPES SIRIO 20 Automatic emergency stop system. Total shutdown in case of accidental impact
CHAPTER 23 Machining Processes Used to Produce Various Shapes Kalpakjian Schmid Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1
 CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
SA SERIES SURFACING MACHINES
 SA SERIES SURFACING MACHINES The S8A is designed to surface large diesel heads, blocks and manifolds. All SA machines use the same tooling and fixturing for quick, rigid setup and versatility. Fine surface
SA SERIES SURFACING MACHINES The S8A is designed to surface large diesel heads, blocks and manifolds. All SA machines use the same tooling and fixturing for quick, rigid setup and versatility. Fine surface
Rotary Engraving Fact Sheet
 Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Vertical and horizontal Turning/Grinding Centers
 Vertical and horizontal Turning/Grinding Centers INDEX Turning/Grinding Centers Turning and grinding of course with INDEX The INDEX Turning/Grinding Centers combine the advantages of turning and grinding
Vertical and horizontal Turning/Grinding Centers INDEX Turning/Grinding Centers Turning and grinding of course with INDEX The INDEX Turning/Grinding Centers combine the advantages of turning and grinding
DM&E CORPORATION EQUIPMENT AND FACILITIES LISTING
 DM&E CORPORATION EQUIPMENT AND FACILITIES LISTING DM&E Corporation PO Box 580 Shelby, NC 28151-0580 (704) 482-8876 Fax: (704) 484-8326 Email: sales@dmecutter.com Website: www.dmecutter.com Updated January
DM&E CORPORATION EQUIPMENT AND FACILITIES LISTING DM&E Corporation PO Box 580 Shelby, NC 28151-0580 (704) 482-8876 Fax: (704) 484-8326 Email: sales@dmecutter.com Website: www.dmecutter.com Updated January
Review of Various Machining Processes
 Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
Drawing. Fig. 1 Drawing
 Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Metallic Bearings. Oiles 500SP1 P.181 Oiles 500SP5 P.206. Oiles 500SPR P.207 Oiles 500HP P.209 Oiles 500B P.213
 Metallic Bearings Oiles 500SP1 P.181 Oiles 500SP4 P.205 Oiles 500SP5 P.206 Oiles 500SPR P.207 Oiles 500HP P.209 Oiles 500AB P.211 Oiles 500B P.213 Oiles 500F P.217 Oiles 500 Spherical Bearings P.223 Oiles
Metallic Bearings Oiles 500SP1 P.181 Oiles 500SP4 P.205 Oiles 500SP5 P.206 Oiles 500SPR P.207 Oiles 500HP P.209 Oiles 500AB P.211 Oiles 500B P.213 Oiles 500F P.217 Oiles 500 Spherical Bearings P.223 Oiles
Features. Reduced Floor Space Compact, one piece castings and multi layer slideway guards give the most compact surfacing machines available today.
 The S8A is designed to surface large diesel heads, blocks and manifolds. All SA machines use the same tooling and fixturing for quick, rigid setup and versatility. Fine surface finishes are easily obtained
The S8A is designed to surface large diesel heads, blocks and manifolds. All SA machines use the same tooling and fixturing for quick, rigid setup and versatility. Fine surface finishes are easily obtained
NEAT CUTTING & GRINDING OILS
 METALWORKING NEAT CUTTING & GRINDING OILS YOUR ADVANTAGE IN AN INDUSTRIAL WORLD A CHOICE TO SUIT YOUR NEEDS Castrol has a high performance and versatile range of neat oils designed to meet your metalworking
METALWORKING NEAT CUTTING & GRINDING OILS YOUR ADVANTAGE IN AN INDUSTRIAL WORLD A CHOICE TO SUIT YOUR NEEDS Castrol has a high performance and versatile range of neat oils designed to meet your metalworking
S8M S7M. Soft Touch Buttons with LED Lights Soft Touch Buttons light up a LED once pressed - simplifying operation.
 S8M surfacing machines Soft Touch Buttons with LED Lights Soft Touch Buttons light up a LED once pressed - simplifying operation. S8M with Large Diesel Block Solid Steel Way Guards Heavy duty sliding steel
S8M surfacing machines Soft Touch Buttons with LED Lights Soft Touch Buttons light up a LED once pressed - simplifying operation. S8M with Large Diesel Block Solid Steel Way Guards Heavy duty sliding steel
EFFECT OF RESIN AND GRAPHITE OF THE BRONZE-BONDED DIAMOND COMPOSITE TOOLS ON THE DRY GRINDING BK7 GLASSES
 16 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS EFFECT OF RESIN AND GRAPHITE OF THE BRONZE-BONDED DIAMOND COMPOSITE TOOLS ON THE DRY GRINDING BK7 GLASSES Shenq-Yih Luo, Tseng-Yi Wang, Tsung-Han Yu
16 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS EFFECT OF RESIN AND GRAPHITE OF THE BRONZE-BONDED DIAMOND COMPOSITE TOOLS ON THE DRY GRINDING BK7 GLASSES Shenq-Yih Luo, Tseng-Yi Wang, Tsung-Han Yu
A H M 531 The Civil Engineering Center
 Title Page Introduction 2 Objectives 2 Theory 2 Fitting 3 Turning 5 Shaping and Grinding 7 Milling 8 Conclusion 11 Reference 11 1 Introduction Machining Machining is a manufacturing process in which a
Title Page Introduction 2 Objectives 2 Theory 2 Fitting 3 Turning 5 Shaping and Grinding 7 Milling 8 Conclusion 11 Reference 11 1 Introduction Machining Machining is a manufacturing process in which a
TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH
 TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH MICRO-MESH finishing belts provide desired surface qualities and economic benefits to many types of finishing operations, and are available in a range
TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH MICRO-MESH finishing belts provide desired surface qualities and economic benefits to many types of finishing operations, and are available in a range
Implementation and Analysis on Carbide Boring Tool for Increasing Tool Life
 Implementation and Analysis on Carbide Boring Tool for Increasing Tool Life Prathamesh Vishwas Waghmare 1, Parag Arun Yeshi 2 Omkar Suresh Thakur 3, Amol Parshuram Khairnar 4 Deepak Padmakar Patil 5 1,2,3,4,5
Implementation and Analysis on Carbide Boring Tool for Increasing Tool Life Prathamesh Vishwas Waghmare 1, Parag Arun Yeshi 2 Omkar Suresh Thakur 3, Amol Parshuram Khairnar 4 Deepak Padmakar Patil 5 1,2,3,4,5
PRODUCT CATALOGUE SPECIALISED PRECISION. February 2011 issue. A Company of the SWAROVSKI Group
 PRODUCT CATALOGUE SPECIALISED PRECISION February 2011 issue A Company of the SWAROVSKI Group Contents TYROLIT in general 6-7 Orders, delivery terms and conditions 7 Delivery periods, modification, price
PRODUCT CATALOGUE SPECIALISED PRECISION February 2011 issue A Company of the SWAROVSKI Group Contents TYROLIT in general 6-7 Orders, delivery terms and conditions 7 Delivery periods, modification, price
An Experimental Work on Multi-Roller Burnishing Process on Difficult to Cut Material Titanium Alloy
 An Experimental Work on Multi-Roller Burnishing Process on Difficult to Cut Material Titanium Alloy S.Thamizhmanii * and S.Hassan Faculty of Mechanical and Manufacturing Engineering, Universiti Tun Hussein
An Experimental Work on Multi-Roller Burnishing Process on Difficult to Cut Material Titanium Alloy S.Thamizhmanii * and S.Hassan Faculty of Mechanical and Manufacturing Engineering, Universiti Tun Hussein
O N T H E C U T T I N G E D G E O F T E C H N O L O G Y
 A B R A S I V E P R O D U C T S C A T A L O G U E O N T H E C U T T I N G E D G E O F T E C H N O L O G Y Founded in 1981, Grinding Techniques (Pty) Ltd. is the largest privately owned abrasive manufacturer
A B R A S I V E P R O D U C T S C A T A L O G U E O N T H E C U T T I N G E D G E O F T E C H N O L O G Y Founded in 1981, Grinding Techniques (Pty) Ltd. is the largest privately owned abrasive manufacturer
Basic tools. Step drills / Cone drills
 Basic tools Step drills / Cone drills HAUPA Step-drills are the ideal tool for sheet-metal working. Typically used in the electrical industry, in the sanitary-/heating-industry, during mechanical engineering,
Basic tools Step drills / Cone drills HAUPA Step-drills are the ideal tool for sheet-metal working. Typically used in the electrical industry, in the sanitary-/heating-industry, during mechanical engineering,
Dr Ghassan Al-Kindi - MECH2118 Lecture 9
 Dr Ghassan Al-Kindi - MECH2118 Lecture 9 Machining A material removal process in which a sharp cutting tool is used to mechanically cut away material so that the desired part geometry remains Most common
Dr Ghassan Al-Kindi - MECH2118 Lecture 9 Machining A material removal process in which a sharp cutting tool is used to mechanically cut away material so that the desired part geometry remains Most common