Chapter 23: Machining Processes: Turning and Hole Making
|
|
|
- Peregrine Wells
- 6 years ago
- Views:
Transcription

1 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making
2 Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations 4. Boring and Boring Machines 5. Drilling, Drills, and Drilling Machines 6. Reaming and Reamers 7. Tapping and Taps
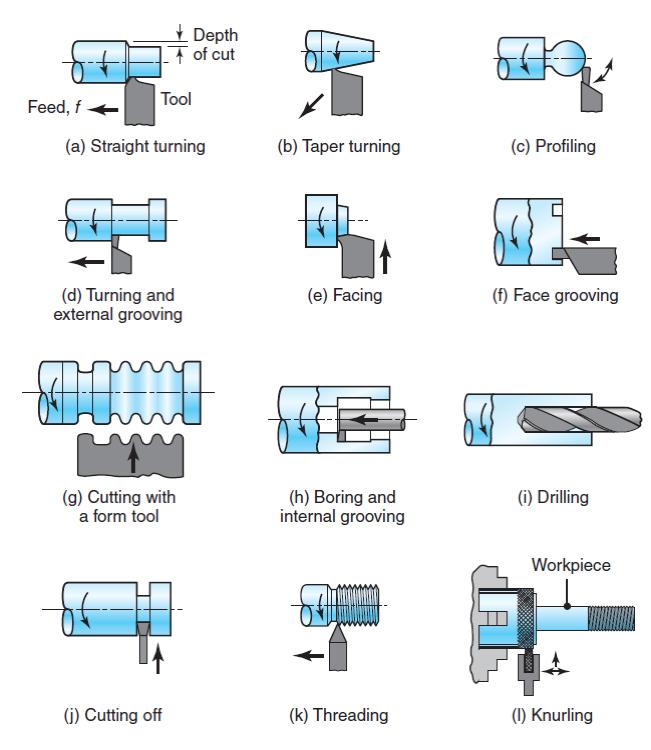
3 Introduction Machining processes has the capability of producing parts that are round in shape Such as miniature screws for the hinges of eyeglass frames and turbine shafts for hydroelectric power plants Most basic machining processes is turning where part is rotated while it is being machined Turning processes are carried out on a lathe or by similar machine tools Highly versatile and produce a wide variety of shapes
4 Introduction
5 Introduction

6 Introduction Turning is performed at various: 1. Rotational speeds, N, of the workpiece clamped in a spindle 2. Depths of cut, d 3. Feeds, f, depending on the workpiece materials, cuttingtool materials, surface finish, dimensional accuracy and characteristics of the machine tool
7 The Turning Process Majority of turning operations use simple single-point cutting tools, which is a right-hand cutting tool Important process parameters have a direct influence on machining processes and optimized productivity Tool Geometry Rake angle control both the direction of chip flow and the strength of the tool tip Side rake angle controls the direction of chip flow Cutting-edge angle affects chip formation, tool strength and cutting forces
8 The Turning Process Tool Geometry Relief angle controls interference and rubbing at the tool workpiece interface Nose radius affects surface finish and tool-tip strength
 is the volume of material removed per unit")
9 The Turning Process Tool Geometry Material-removal Rate The material-removal rate (MRR) is the volume of material removed per unit time (mm 3 /min)
10 The Turning Process Material-removal Rate The average diameter of the ring is D avg = D + 0 f 2 D Since there are N revolutions per minute, the removal rate is MMR = πdavg dfn or reduce to MMR = dfv Since the distance traveled is l mm, the cutting time is l t = fn The cutting time does not include the time required for tool approach and retraction
 acts in the")
11 The Turning Process Forces in Turning The 3 principal forces acting on a cutting tool are important in the design of machine tools, deflection of tools and workpieces for precision-machining operations Cutting force acts downward on the tool tip and deflect the tool downward and the workpiece upward Thrust force (or feed force) acts in the longitudinal direction
12 The Turning Process Roughing and Finishing Cuts First practice is to have one or more roughing cuts at high feed rates and large depths of cut Little consideration for dimensional tolerance and surface roughness Followed by a finishing cut, at a lower feed and depth of cut for good surface finish

13 The Turning Process Tool Materials, Feeds, and Cutting Speeds The range of applicable cutting speeds and feeds for a variety of tool materials is shown
14 The Turning Process EXAMPLE 23.1 Material-removal Rate and Cutting Force in Turning A 150-mm-long, 12.5-mm-diameter 304 stainless steel rod is being reduced in diameter to 12.0 mm by turning on a lathe. The spindle rotates at N 400 rpm, and the tool is travelling at an axial speed of 200 mm/min. Calculate the cutting speed, material-removal rate, and cutting time.
15 The Turning Process Solution Material-removal Rate and Cutting Force in Turning The maximum cutting speed is V = πd π ( 12.5)( 400) 0 N = = m/min The cutting speed at the machined diameter is V = πd π ( 12.0)( 400) 0 N = = m/min The depth of cut is d = = 0.25 mm
16 The Turning Process Solution Material-removal Rate and Cutting Force in Turning The feed is f = 200 = mm/rev The material-removal rate is MMR = π ( )( 12.25)( 0.25)( 0.5)( 400) = 1924 mm /min = 2 10 m /min The actual time to cut is t = ( )( 400) = 0.75 mm
17 Lathes and Lathe Operations Lathes are considered to be the oldest machine tools Speeds may range from moderate to high speed machining Simple and versatile But requires a skilled machinist Lathes are inefficient for repetitive operations and for large production runs
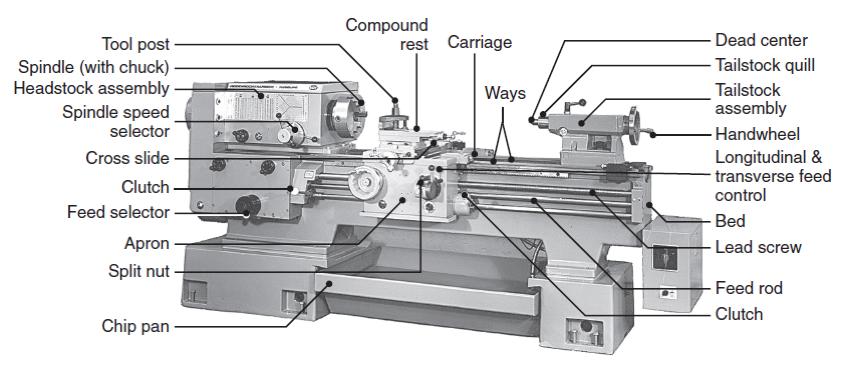
18 Lathes and Lathe Operations: Lathe Components Lathe Specifications 1. Max diameter of the workpiece that can be machined 2. Max distance between the headstock and tailstock centers 3. Length of the bed

19 Lathes and Lathe Operations: Workholding Devices and Accessories

20 Lathes and Lathe Operations: Types of Lathes Turret Lathes Perform multiple cutting operations, such as turning, boring, drilling, thread cutting, and facing

21 Lathes and Lathe Operations: Types of Lathes Computer-controlled Lathes Movement and control of the machine tool and its components can be achieved

22 Boring and Boring Machines The cutting tools are mounted on a boring bar to reach the full length of the bore Boring bars have been designed and built with capabilities for damping vibration Large workpieces are machined on boring mills

23 Boring and Boring Machines In horizontal boring machines, the workpiece is mounted on a table that can move horizontally in both the axial and radial directions A vertical boring mill is similar to a lathe, has a vertical axis of workpiece rotation
24 Boring and Boring Machines Design Considerations for Boring: 1. Through holes should be specified 2. Greater the length-to-bore-diameter ratio, the more difficult it is to hold dimensions 3. Interrupted internal surfaces should be avoided
25 Drilling, Drills, and Drilling Machines Holes are used for assembly with fasteners, for design purposes or for appearance Hole making is the most important operations in manufacturing Drilling is a major and common hole-making process
26 Drilling, Drills, and Drilling Machines: Drills Drills have high length-to-diameter ratios, capable of producing deep holes

27 Drilling, Drills, and Drilling Machines: Drills Drills are flexible and should be used with care in order to drill holes accurately and to prevent breakage Drills leave a burr on the bottom surface upon breakthrough, necessitating deburring operations
28 Drilling, Drills, and Drilling Machines: Drills Twist Drill The most common drill is the conventional standardpoint twist drill The geometry of the drill point is such that the normal rake angle and velocity of the cutting edge vary with the distance from the center of the drill Main features of this drill are: 1. Point angle 2. Lip-relief angle 3. Chiseledge angle 4. Helix angle

29 Drilling, Drills, and Drilling Machines: Drills Twist Drill Drills are available with a chip-breaker feature ground along the cutting edges Other drill-point geometries have been developed to improve drill performance and increase the penetration rate Other Types of Drills
30 Drilling, Drills, and Drilling Machines: Material-removal Rate in Drilling The material-removal rate (MRR) in drilling is the volume of material removed per unit time MMR = πd 4 2 fn
31 Drilling, Drills, and Drilling Machines: Thrust Force and Torque EXAMPLE 23.4 Material-removal Rate and Torque in Drilling A hole is being drilled in a block of magnesium alloy with a 10-mm drill bit at a feed of 0.2 mm/rev and with the spindle running at N = 800 rpm. Calculate the material-removal rate.
32 Drilling, Drills, and Drilling Machines: Thrust Force and Torque Solution Material-removal Rate and Torque in Drilling The material-removal rate is MMR = π 10) 4 (0.2)(800) = 12,570 mm 2 ( 3 3 / min = 210 mm /s
33 Drilling, Drills, and Drilling Machines: Drill Materials and Sizes Drills are made of high-speed steels and solid carbides or with carbide tips Drills are coated with titanium nitride or titanium carbon nitride for increased wear resistance

34 Drilling, Drills, and Drilling Machines: Drilling Practice Drilling Recommendations The speed is the surface speed of the drill at its periphery

35 Drilling, Drills, and Drilling Machines: Drilling Practice Drilling Recommendations The feed in drilling is the distance the drill travels into the workpiece per revolution Chip removal during drilling can be difficult for deep holes in soft and ductile workpiece materials
36 Drilling, Drills, and Drilling Machines: Drilling Practice Drill Reconditioning Drills are reconditioned by grinding them either manually or with special fixtures Hand grinding is difficult and requires considerable skill in order to produce symmetric cutting edges Grinding on fixtures is accurate and is done on special computer controlled grinders
37 Drilling, Drills, and Drilling Machines: Drilling Practice Measuring Drill Life Drill life is measured by the number of holes drilled before they become dull and need to be re-worked or replaced Drill life is defined as the number of holes drilled until this transition begins

38 Drilling, Drills, and Drilling Machines: Drilling Machines Drilling machines are used for drilling holes, tapping, reaming and small-diameter boring operations The most common machine is the drill press
")
39 Drilling, Drills, and Drilling Machines: Drilling Machines The types of drilling machines range from simple bench type drills to large radial drills The drill head of universal drilling machines can be swiveled to drill holes at an angle Numerically controlled three-axis drilling machines are automate in the desired sequence using turret Drilling machines with multiple spindles (gang drilling) are used for high-production-rate operations

40 Reaming and Reamers Reaming is an operation used to: 1. Make existing hole dimensionally more accurate 2. Improve surface finish Most accurate holes in workpieces are produced by: 1. Centering 2. Drilling 3. Boring 4. Reaming For even better accuracy and surface finish, holes may be burnished or internally ground and honed
41 Tapping and Taps Internal threads in workpieces can be produced by tapping A tap is a chip-producing threading tool with multiple cutting teeth Tapered taps are designed to reduce the torque required for the tapping of through holes Bottoming taps are for tapping blind holes to their full depth Collapsible taps are used in large-diameter holes

42 Tapping and Taps Tapping may be done by hand or with machines: 1. Drilling machines 2. Lathes 3. Automatic screw machines 4. Vertical CNC milling machines One system for the automatic tapping of nuts is shown
MACHINING PROCESSES: TURNING AND HOLE MAKING. Dr. Mohammad Abuhaiba 1
 MACHINING PROCESSES: TURNING AND HOLE MAKING Dr. Mohammad Abuhaiba 1 HoweWork Assignment Due Wensday 7/7/2010 1. Estimate the machining time required to rough cut a 0.5 m long annealed copper alloy round
MACHINING PROCESSES: TURNING AND HOLE MAKING Dr. Mohammad Abuhaiba 1 HoweWork Assignment Due Wensday 7/7/2010 1. Estimate the machining time required to rough cut a 0.5 m long annealed copper alloy round
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations, Boring, Reaming, Tapping)
") 1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
Various other types of drilling machines are available for specialized jobs. These may be portable, bench type, multiple spindle, gang, multiple
 Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Machining Processes IME 240
 Machining Processes IME 240 Material Removal Processes Machining is the broad term used to describe removal of material from a workpiece Includes Cutting, Abrasive Processes (grinding), Advanced Machining
Machining Processes IME 240 Material Removal Processes Machining is the broad term used to describe removal of material from a workpiece Includes Cutting, Abrasive Processes (grinding), Advanced Machining
Typical Parts Made with These Processes
 Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
TURNING BORING TURNING:
 TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering
 Department of Mechanical and Production Engineering") Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering LABORATORY MANUAL For the students of Department of Mechanical and Production Engineering 1 st
Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering LABORATORY MANUAL For the students of Department of Mechanical and Production Engineering 1 st
CHAPTER 23 Machining Processes Used to Produce Various Shapes Kalpakjian Schmid Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1
 CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Materials Removal Processes (Machining)
") Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
External Turning. Outline Review of Turning. Cutters for Turning Centers
 Outline Review of Turning External Turning 3 External Turning Parameters Cutting Tools Inserts Toolholders Machining Operations Roughing Finishing General Recommendations Turning Calculations Machining
Outline Review of Turning External Turning 3 External Turning Parameters Cutting Tools Inserts Toolholders Machining Operations Roughing Finishing General Recommendations Turning Calculations Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS
 Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Turning Operations. L a t h e
 Turning Operations L a t h e Turning Operations Machine Tool LATHE Job (workpiece) rotary motion Tool linear motions Mother of Machine Tools Cylindrical and flat surfaces Some Typical Lathe Jobs Turning/Drilling/Grooving/
Turning Operations L a t h e Turning Operations Machine Tool LATHE Job (workpiece) rotary motion Tool linear motions Mother of Machine Tools Cylindrical and flat surfaces Some Typical Lathe Jobs Turning/Drilling/Grooving/
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Metal Cutting - 5. Content. Milling Characteristics. Parts made by milling Example of Part Produced on a CNC Milling Machine 7.
 Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
SHAPING AND PLANING Shaping and planing
 SHAPING AND PLANING Shaping and planing the simplest of all machine operations Straight line cutting motion with single-point cutting tool creates smooth flat surfaces. Mainly plain surfaces are machined
SHAPING AND PLANING Shaping and planing the simplest of all machine operations Straight line cutting motion with single-point cutting tool creates smooth flat surfaces. Mainly plain surfaces are machined
UNIT 4: (iii) Illustrate the general kinematic system of drilling machine and explain its working principle
 Illustrate the general kinematic system of drilling machine and explain its working principle") UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
Lathes. CADD SPHERE Place for innovation Introduction
 Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY
 TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
Turning. MECH Dr Ghassan Al-Kindi - Lecture 10 1
 Turning Single point cutting tool removes material from a rotating workpiece to generate a cylinder Performed on a machine tool called a lathe Variations of turning performed on a lathe: Facing Contour
Turning Single point cutting tool removes material from a rotating workpiece to generate a cylinder Performed on a machine tool called a lathe Variations of turning performed on a lathe: Facing Contour
Milling operations TA 102 Workshop Practice. By Prof.A.chANDRASHEKHAR
 Milling operations TA 102 Workshop Practice By Prof.A.chANDRASHEKHAR Introduction Milling machines are used to produce parts having flat as well as curved shapes. Milling machines are capable of performing
Milling operations TA 102 Workshop Practice By Prof.A.chANDRASHEKHAR Introduction Milling machines are used to produce parts having flat as well as curved shapes. Milling machines are capable of performing
Turning and Related Operations
 Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Designing for machining round holes
 Designing for machining round holes Introduction There are various machining processes available for making of round holes. The common processes are: drilling, reaming and boring. Drilling is a machining
Designing for machining round holes Introduction There are various machining processes available for making of round holes. The common processes are: drilling, reaming and boring. Drilling is a machining
 VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
Chapter 23. Machining Processes Used to Produce Round Shapes: Turning and Hole Making
 Chapter 23 Machining Processes Used to Produce Round Shapes: Turning and Hole Making R. Jerz 1 2/24/2006 Processes Turning (outside surface) straight, taper, facing, contour, form, cut-off, threading,
Chapter 23 Machining Processes Used to Produce Round Shapes: Turning and Hole Making R. Jerz 1 2/24/2006 Processes Turning (outside surface) straight, taper, facing, contour, form, cut-off, threading,
Drilling. Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL.
 Drilling Machine Drilling Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL. The machine used for drilling is called drilling machine. The drilling
Drilling Machine Drilling Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL. The machine used for drilling is called drilling machine. The drilling
ROOP LAL Unit-6 Drilling & Boring Mechanical Engineering Department
 Lecture 4 Notes : Drilling Basic Mechanical Engineering ( Part B ) 1 Introduction: The process of drilling means making a hole in a solid metal piece by using a rotating tool called drill. In the olden
Lecture 4 Notes : Drilling Basic Mechanical Engineering ( Part B ) 1 Introduction: The process of drilling means making a hole in a solid metal piece by using a rotating tool called drill. In the olden
UNIVERSAL CENTRE LATHES
 UNIVERSAL CENTRE LATHES TRADITION AND EXPERIENCE SR 6000 SR 2000 ŠKODA machine tools of different type and variant have been present in the world market for over 100 years. Among them were a lot of special
UNIVERSAL CENTRE LATHES TRADITION AND EXPERIENCE SR 6000 SR 2000 ŠKODA machine tools of different type and variant have been present in the world market for over 100 years. Among them were a lot of special
Chapter 23 Drilling and Hole Making Processes. Materials Processing. Hole Making Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
Thread Mills. Solid Carbide Thread Milling Cutters
 Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
Solid Carbide Thread Milling Cutters
 Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
Lathe. A Lathe. Photo by Curt Newton
 Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Table of Contents. Table of Contents. Preface 11 Prerequisites... 12
 Table of Contents Preface 11 Prerequisites... 12 Basic machining practice experience... 12 Controls covered... 12 Limitations... 13 The need for hands -on practice... 13 Instruction method... 13 Scope...
Table of Contents Preface 11 Prerequisites... 12 Basic machining practice experience... 12 Controls covered... 12 Limitations... 13 The need for hands -on practice... 13 Instruction method... 13 Scope...
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 HEAVY CENTRE LATHES
 TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 HEAVY CENTRE LATHES BASIC PARAMETERS 3-guideways bed Max. torque on spindle Nm Max. weight of workpiece between centre 30 tonnes Turning length 3,000
TCF 160 / TCF 200 / TCF 224 / TCF 250 TCF 275 / TCF 300 HEAVY CENTRE LATHES BASIC PARAMETERS 3-guideways bed Max. torque on spindle Nm Max. weight of workpiece between centre 30 tonnes Turning length 3,000
Precision made in Germany. As per DIN The heart of a system, versatile and expandable.
 1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
Lecture 3 2: General Purpose Machine Tools: Drilling Machines and Operations Dr. Parviz Kahhal
 Lecture 3 2: General Purpose Machine Tools: Drilling Machines and Dr. Parviz Kahhal Drilling Operation Drilling is a process used extensivelybywhichthroughorblind holes are originated or enlarged in a
Lecture 3 2: General Purpose Machine Tools: Drilling Machines and Dr. Parviz Kahhal Drilling Operation Drilling is a process used extensivelybywhichthroughorblind holes are originated or enlarged in a
LANDMARK UNIVERSITY, OMU-ARAN
 LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
 DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
The new generation with system accessories. Made in Germany!
 1 The new generation with system accessories. Made in Germany! For face, longitudinal and taper turning, thread-cutting. For machining steel, brass, aluminium and plastic. Mounting flange for fastening
1 The new generation with system accessories. Made in Germany! For face, longitudinal and taper turning, thread-cutting. For machining steel, brass, aluminium and plastic. Mounting flange for fastening
Chapter 22: Turning and Boring Processes. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Turning and Boring Processes DeGarmo s Materials and Processes in Manufacturing 22.1 Introduction Turning is the process of machining external cylindrical and conical surfaces. Boring is a
Chapter 22: Turning and Boring Processes DeGarmo s Materials and Processes in Manufacturing 22.1 Introduction Turning is the process of machining external cylindrical and conical surfaces. Boring is a
Introduction to Machining: Lathe Operation
 Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
The new generation with system accessories. Made in Europe!
 1 The new generation with system accessories. Made in Europe! Of cast iron, wide-legged prismatic guide. For vibration-free work even at high loads. Rear flange for mounting the mill/drill head PF 230.
1 The new generation with system accessories. Made in Europe! Of cast iron, wide-legged prismatic guide. For vibration-free work even at high loads. Rear flange for mounting the mill/drill head PF 230.
Cross Peen Hammer. Introduction. Lesson Objectives. Assumptions
 Introduction In this activity plan students will develop various machining and metalworking skills by building a two-piece steel hammer. This project will introduce basic operations for initial familiarization
Introduction In this activity plan students will develop various machining and metalworking skills by building a two-piece steel hammer. This project will introduce basic operations for initial familiarization
INDEX. S.No. Name of the Experiment Page No.
 MACHINE TOOLS LAB INDEX S.No. Name of the Experiment Page No. 1 Step Turning and Taper Turning on Lathe 2 Thread Cutting and Knurling on Lathe 3 Machining Flat Surface using Shaper Machine 4 Manufacturing
MACHINE TOOLS LAB INDEX S.No. Name of the Experiment Page No. 1 Step Turning and Taper Turning on Lathe 2 Thread Cutting and Knurling on Lathe 3 Machining Flat Surface using Shaper Machine 4 Manufacturing
Module 1. Classification of Metal Removal Processes and Machine tools. Version 2 ME IIT, Kharagpur
 Module 1 Classification of Metal Removal Processes and Machine tools Lesson 2 Basic working principle, configuration, specification and classification of machine tools Instructional Objectives At the end
Module 1 Classification of Metal Removal Processes and Machine tools Lesson 2 Basic working principle, configuration, specification and classification of machine tools Instructional Objectives At the end
Module 4 General Purpose Machine Tools. Version 2 ME, IIT Kharagpur
 Module 4 General urpose Machine Tools Lesson 24 Forces developing and acting in machine tools Instructional objectives At the end of this lesson, the students will be able to; (i) Identify the sources
Module 4 General urpose Machine Tools Lesson 24 Forces developing and acting in machine tools Instructional objectives At the end of this lesson, the students will be able to; (i) Identify the sources
The new generation with system accessories. Made in Germany!
 1 The new generation with system accessories. Made in Germany! For face, longitudinal and taper turning, thread-cutting. For machining steel, brass, aluminium and plastic. Mounting flange for fastening
1 The new generation with system accessories. Made in Germany! For face, longitudinal and taper turning, thread-cutting. For machining steel, brass, aluminium and plastic. Mounting flange for fastening
Unit-I: Theory of Metal Cutting
 Unit-I: Theory of Metal Cutting Type-I (Cutting Forces Analysis) 1. In orthogonal cutting of a 60mm diameter MS bar on lathe, the following data was obtained, Rake angle = 15 0, Cutting Speed = 100 m/min,
Unit-I: Theory of Metal Cutting Type-I (Cutting Forces Analysis) 1. In orthogonal cutting of a 60mm diameter MS bar on lathe, the following data was obtained, Rake angle = 15 0, Cutting Speed = 100 m/min,
Optimized flute design Better chip evacuation. Carbide substrate Higher heat resistance, higher speed.
 Thread Mills Available for the first time, our solid thread mills are designed to be the highest quality thread milling solution. WIDIA-GTD Cut up to 63 HRC. Improved overall thread quality. Optimized
Thread Mills Available for the first time, our solid thread mills are designed to be the highest quality thread milling solution. WIDIA-GTD Cut up to 63 HRC. Improved overall thread quality. Optimized
ME MANUFACTURING TECHNOLOGY LABORATORY-I VARUVAN VADIVELAN INSTITUTE OF TECHNOLOGY DHARMAPURI LAB MANUAL
 VARUVAN VADIVELAN INSTITUTE OF TECHNOLOGY DHARMAPURI 636 703 ME 6311 - MANUFACTURING TECHNOLOGY LABORATORY-I REGULATION 2013 LAB MANUAL BRANCH YEAR / SEM MECHANICAL ENGINEERING II YEAR & III SEMESTER D
VARUVAN VADIVELAN INSTITUTE OF TECHNOLOGY DHARMAPURI 636 703 ME 6311 - MANUFACTURING TECHNOLOGY LABORATORY-I REGULATION 2013 LAB MANUAL BRANCH YEAR / SEM MECHANICAL ENGINEERING II YEAR & III SEMESTER D
Other Lathe Operations
 Chapter 15 Other Lathe Operations LEARNING OBJECTIVES After studying this chapter, students will be able to: Safely set up and operate a lathe using various work-holding devices. Properly set up steady
Chapter 15 Other Lathe Operations LEARNING OBJECTIVES After studying this chapter, students will be able to: Safely set up and operate a lathe using various work-holding devices. Properly set up steady
AUTOMATED MACHINE TOOLS & CUTTING TOOLS
 CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
Drilling. Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL.
 Drilling Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL. The machine used for drilling is called drilling machine. The drilling operation
Drilling Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL. The machine used for drilling is called drilling machine. The drilling operation
Copyright 2010 Society of Manufacturing Engineers. FUNDAMENTAL MANUFACTURING PROCESSES Holemaking - HO
 FUNDAMENTAL MANUFACTURING PROCESSES Holemaking - HO SCENE 1. HO78A, CGS: Hole Finishing Operations white text, centered on background FMP BKG, motion background SCENE 2. HO79A, SME2519, 02:26:30:00-02:26:42:00
FUNDAMENTAL MANUFACTURING PROCESSES Holemaking - HO SCENE 1. HO78A, CGS: Hole Finishing Operations white text, centered on background FMP BKG, motion background SCENE 2. HO79A, SME2519, 02:26:30:00-02:26:42:00
Machining Processes Used to Produce Various Shapes. Dr. Mohammad Abuhaiba
 Machining Processes Used to Produce Various Shapes 1 Homework Assignment Due Wensday 28/4/2010 1. Show that the distance lc in slab milling is approximately equal to for situations where D>>d. (see Figure
Machining Processes Used to Produce Various Shapes 1 Homework Assignment Due Wensday 28/4/2010 1. Show that the distance lc in slab milling is approximately equal to for situations where D>>d. (see Figure
TRAINING MANUAL. Part INTRODUCTION TO TWIST DRILLS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
Indexable Center Drill
 i-center indexable center drill (patent pending) First Indexable center drill in the world. Shortens set up time and center drilling time. Increases tool life which reduces tooling cost. Special forms
i-center indexable center drill (patent pending) First Indexable center drill in the world. Shortens set up time and center drilling time. Increases tool life which reduces tooling cost. Special forms
What Does A CNC Machining Center Do?
 Lesson 2 What Does A CNC Machining Center Do? A CNC machining center is the most popular type of metal cutting CNC machine because it is designed to perform some of the most common types of machining operations.
Lesson 2 What Does A CNC Machining Center Do? A CNC machining center is the most popular type of metal cutting CNC machine because it is designed to perform some of the most common types of machining operations.
Cutting Tools and Cutting materials
 Cutting Tools and Cutting materials Cutting Tools One of most important components in machining process Performance will determine efficiency of operation Two basic types (excluding abrasives) Single point
Cutting Tools and Cutting materials Cutting Tools One of most important components in machining process Performance will determine efficiency of operation Two basic types (excluding abrasives) Single point
THREAD CUTTING & FORMING
 THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting Action and Phenomena during Cutting
 Basics of End Mills Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting Action and Phenomena during Cutting Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting
Basics of End Mills Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting Action and Phenomena during Cutting Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting
Quick Change Carbide & Steel Boring Bar Instructions Manual
 Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
CNC TURNING CENTRES B1200-M-Y
 CNC TURNING CENTRES B1200-M-Y Great versatility and superb chip removal. B1200 2-3 The family of BIGLIA B1200 lathes universally appreciated for their rigidity, accuracy and durability, has been designed
CNC TURNING CENTRES B1200-M-Y Great versatility and superb chip removal. B1200 2-3 The family of BIGLIA B1200 lathes universally appreciated for their rigidity, accuracy and durability, has been designed
COFA. Consistent deburring through holes on Even & Uneven surfaces in any material HEULE. Case Study - Automotive. Study Details
 Case Study - Automotive COFA Consistent deburring through holes on Even & Uneven surfaces in any material BEFORE AFTER COFA Tool ION 1,400 parts / day (2 holes per part) CNC Machining Center Low Carbon
Case Study - Automotive COFA Consistent deburring through holes on Even & Uneven surfaces in any material BEFORE AFTER COFA Tool ION 1,400 parts / day (2 holes per part) CNC Machining Center Low Carbon
PLANING MACHINE. Crossrail. Tool head. Table. Table. reciprocating movement Roller. Bed. Open Side Planer Sketch S-8.1-A. Feed screws.
 8 PLANING MACHINE A8.1 : Planing Machine Tool head Table reciprocating movement Roller Table Cross-rail Bed Column Open Side Planer Sketch S-8.1-A Introduction This is also a reciprocating type of machine
8 PLANING MACHINE A8.1 : Planing Machine Tool head Table reciprocating movement Roller Table Cross-rail Bed Column Open Side Planer Sketch S-8.1-A Introduction This is also a reciprocating type of machine
Technical T-A & GEN2 T-A GEN3SYS APX. Revolution & Core Drill. ASC 320 Solid Carbide. AccuPort 432. Page CONTENTS. Set-up Instructions 256
 Technical ASC 0 Solid Carbide CONTENTS Page Set-up Instructions 6 AccuPort 4 Recommended Speeds & Feeds 60 Guaranteed Application Request Form 99 +44 (0)84 400 900 +44 (0)84 400 0 enquiries@alliedmaxcut.com
Technical ASC 0 Solid Carbide CONTENTS Page Set-up Instructions 6 AccuPort 4 Recommended Speeds & Feeds 60 Guaranteed Application Request Form 99 +44 (0)84 400 900 +44 (0)84 400 0 enquiries@alliedmaxcut.com
Special reamers. Figure N 1 Reamer with descending cutting edges in carbide (Cerin)
") Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
Manufacturing Science-II (EME-503)
") Time: 1 Hour B.Tech. [SEM V (ME-5 All Groups)] QUIZ TEST-1 Manufacturing Science-II ` Max. Marks: 30 Note: Attempt all the questions Q1) How metal is removed in metal cutting? Explain by giving any simple
Time: 1 Hour B.Tech. [SEM V (ME-5 All Groups)] QUIZ TEST-1 Manufacturing Science-II ` Max. Marks: 30 Note: Attempt all the questions Q1) How metal is removed in metal cutting? Explain by giving any simple
Metal Cutting - 4. Content. 6. Proses Melarik. 6.1 Pengenalan. larik. 6.6 Peranti pemegang bendakerja 6.7 Keadaan pemotongan
 Metal Cutting - 4 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 6. Proses Melarik Content 6.1 Pengenalan
Metal Cutting - 4 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 6. Proses Melarik Content 6.1 Pengenalan
SANDVIK 14AP FREE-CUTTING WIRE WIRE
 SANDVIK 14AP FREE-CUTTING WIRE WIRE DATASHEET Sandvik 14AP is a hardenable free-cutting carbon steel characterized by excellent machinability and good wear resistance and hardness after hardening. CHEMICAL
SANDVIK 14AP FREE-CUTTING WIRE WIRE DATASHEET Sandvik 14AP is a hardenable free-cutting carbon steel characterized by excellent machinability and good wear resistance and hardness after hardening. CHEMICAL
Features. Special forms are possible
 Center Drill >> The is a trademark of Nine9, the developer of the first indexable center drill in the world.(patented) Offering an indexable insert system for the 1st time, Nine9 s design improves your
Center Drill >> The is a trademark of Nine9, the developer of the first indexable center drill in the world.(patented) Offering an indexable insert system for the 1st time, Nine9 s design improves your
Trade of Toolmaking Module 2: Turning Unit 3: Drilling, Reaming & Tapping Phase 2
 Trade of Toolmaking Module 2: Turning Unit 3: Drilling, Reaming & Tapping Phase 2 Published by SOLAS 2014 Unit 3 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
Trade of Toolmaking Module 2: Turning Unit 3: Drilling, Reaming & Tapping Phase 2 Published by SOLAS 2014 Unit 3 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
Chapter 24. Machining Processes Used to Produce Various Shapes: Milling
 Chapter 24 Machining Processes Used to Produce Various Shapes: Milling Parts Made with Machining Processes of Chapter 24 Figure 24.1 Typical parts and shapes that can be produced with the machining processes
Chapter 24 Machining Processes Used to Produce Various Shapes: Milling Parts Made with Machining Processes of Chapter 24 Figure 24.1 Typical parts and shapes that can be produced with the machining processes
1. The Lathe. 1.1 Introduction. 1.2 Main parts of a lathe
 1. The Lathe 1.1 Introduction Lathe is considered as one of the oldest machine tools and is widely used in industries. It is called as mother of machine tools. It is said that the first screw cutting lathe
1. The Lathe 1.1 Introduction Lathe is considered as one of the oldest machine tools and is widely used in industries. It is called as mother of machine tools. It is said that the first screw cutting lathe
Table of Contents. Preface 9 Prerequisites 9. Key Concept 1: Know Your Machine From A Programmer s Viewpoint 13. Table of Contents
 Preface 9 Prerequisites 9 Basic machining practice experience 9 Controls covered 10 Limitations 10 Programming method 10 The need for hands -on practice 10 Instruction method 11 Scope 11 Key Concepts approach
Preface 9 Prerequisites 9 Basic machining practice experience 9 Controls covered 10 Limitations 10 Programming method 10 The need for hands -on practice 10 Instruction method 11 Scope 11 Key Concepts approach
Cnc turning milling and drilling machine FLCX
 Cnc turning milling and drilling machine FLCX5000-1000 Shanyi Cnc Machines FLCX5000-1000 Cnc turning milling and drilling machine has been developed by Shanyicnc co., ltd. We are the cnc machine manufacturer
Cnc turning milling and drilling machine FLCX5000-1000 Shanyi Cnc Machines FLCX5000-1000 Cnc turning milling and drilling machine has been developed by Shanyicnc co., ltd. We are the cnc machine manufacturer
Metal Cutting Processes 1 - Turning
 You are here: Home > Handout > Metal Cutting Processes 1 - Turning Metal Cutting Processes 1 - Turning Contents 1. Introduction 2. Center Lathe 3. Cutting Tools 4. Basic Matel Cutting Theory 5. Tool Angles
You are here: Home > Handout > Metal Cutting Processes 1 - Turning Metal Cutting Processes 1 - Turning Contents 1. Introduction 2. Center Lathe 3. Cutting Tools 4. Basic Matel Cutting Theory 5. Tool Angles
Lecture 18. Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing
 Planing") Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Jet-Stream Modular Carbide & Steel Boring Bar Instructions Manual
 Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Table of Contents. Production Options 3. Suggested Tooling 4. Special Considerations 4. Sawing 4. Holding 5. Turning 5. Milling 6.
 Table of Contents Production Options 3 Suggested Tooling 4 Special Considerations 4 Sawing 4 Holding 5 Turning 5 Milling 6 Drilling 6 Threading 7 Grinding 7 Buffing and Polishing 8 Deburring 8 Lapping
Table of Contents Production Options 3 Suggested Tooling 4 Special Considerations 4 Sawing 4 Holding 5 Turning 5 Milling 6 Drilling 6 Threading 7 Grinding 7 Buffing and Polishing 8 Deburring 8 Lapping
Module 2. Milling calculations, coordinates and program preparing. 1 Pepared By: Tareq Al Sawafta
 Module 2 Milling calculations, coordinates and program preparing 1 Module Objectives: 1. Calculate the cutting speed, feed rate and depth of cut 2. Recognize coordinate 3. Differentiate between Cartesian
Module 2 Milling calculations, coordinates and program preparing 1 Module Objectives: 1. Calculate the cutting speed, feed rate and depth of cut 2. Recognize coordinate 3. Differentiate between Cartesian
Total Related Training Instruction (RTI) Hours: 144
 Hours: 144") Total Related Training (RTI) Hours: 144 Learning Unit Unit 1: Benchwork and Layout Layout tools Tapping Reaming Filing Engraving Stamping Unit 2: Cutting and Drilling Cutting Operations Drilling Operations
Total Related Training (RTI) Hours: 144 Learning Unit Unit 1: Benchwork and Layout Layout tools Tapping Reaming Filing Engraving Stamping Unit 2: Cutting and Drilling Cutting Operations Drilling Operations
Reaming. MAPAL MonoReam. Systematic versatility NEW
 Reaming MAPAL MonoReam Systematic versatility NEW MAPAL MonoReam With the newly developed multi-bladed reamers in the 600, 700 and 800 series, MAPAL is offering a new, simple, highperformance, standardised
Reaming MAPAL MonoReam Systematic versatility NEW MAPAL MonoReam With the newly developed multi-bladed reamers in the 600, 700 and 800 series, MAPAL is offering a new, simple, highperformance, standardised
COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004
 1 COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004 I. OBJECTIVE To provide an overview and basic knowledge of the
1 COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004 I. OBJECTIVE To provide an overview and basic knowledge of the
STATE UNIVERSITY OF NEW YORK SCHOOL OF TECHNOLOGY CANTON, NEW YORK
 STATE UNIVERSITY OF NEW YORK SCHOOL OF TECHNOLOGY CANTON, NEW YORK COURSE OUTLINE MECH 121 - MANUFACTURING PROCESSES I Prepared By: Daniel Miller Updated By: Daniel Miller (April 2015) CANINO SCHOOL OF
STATE UNIVERSITY OF NEW YORK SCHOOL OF TECHNOLOGY CANTON, NEW YORK COURSE OUTLINE MECH 121 - MANUFACTURING PROCESSES I Prepared By: Daniel Miller Updated By: Daniel Miller (April 2015) CANINO SCHOOL OF
THE PROBLEM OF TOOL SELECTION FOR MILLING LARGE INTERNAL THREADS
 THE PROBLEM OF TOOL SELECTION FOR MILLING LARGE INTERNAL THREADS Mladen Bošnjaković Dragomir Moškun Marko Jerković M.Sc. Mladen Bošnjaković, Slavonski Brod University of Applied Science, Dr. M. Budaka
THE PROBLEM OF TOOL SELECTION FOR MILLING LARGE INTERNAL THREADS Mladen Bošnjaković Dragomir Moškun Marko Jerković M.Sc. Mladen Bošnjaković, Slavonski Brod University of Applied Science, Dr. M. Budaka
Milling. Chapter 24. Veljko Samardzic. ME-215 Engineering Materials and Processes
 Milling Chapter 24 24.1 Introduction Milling is the basic process of progressive chip removal to produce a surface. Mill cutters have single or multiple teeth that rotate about an axis, removing material.
Milling Chapter 24 24.1 Introduction Milling is the basic process of progressive chip removal to produce a surface. Mill cutters have single or multiple teeth that rotate about an axis, removing material.
BSF. Large Ratio Automatic Back Counterboring & Spotfacing Tool
 BSF Large Ratio Automatic Back Counterboring & Spotfacing Tool Counterbores up to 2.3xd Replaceable carbide coated blades for extended life Very simple to use Suitable for CNC machines with through coolant
BSF Large Ratio Automatic Back Counterboring & Spotfacing Tool Counterbores up to 2.3xd Replaceable carbide coated blades for extended life Very simple to use Suitable for CNC machines with through coolant
FBL-250Y/320Y/SY Series. CNC Turning-Milling Machines Linear/Box Way
 FNLY/2Y/SY Series FBLY/2Y/SY Series CNC TurningMilling Machines Linear/Box Way Multifunctional Turning and Milling Excellence FNLY/2Y/SY Linear Way Series FBLY/2Y/SY Box Way Series CNC TurningMilling Machines
FNLY/2Y/SY Series FBLY/2Y/SY Series CNC TurningMilling Machines Linear/Box Way Multifunctional Turning and Milling Excellence FNLY/2Y/SY Linear Way Series FBLY/2Y/SY Box Way Series CNC TurningMilling Machines
Multi-axis milling/turning system IMTA 320 T2 320 T3. Interaction Milling Turning Application
 Multi-axis milling/turning system IMTA 320 T2 320 T3 Interaction Milling Turning Application T e c h n i c a l D a t a s h e e t The consistent 75 step bed design allows the near rectangular arrangement
Multi-axis milling/turning system IMTA 320 T2 320 T3 Interaction Milling Turning Application T e c h n i c a l D a t a s h e e t The consistent 75 step bed design allows the near rectangular arrangement
End Mills 4. Cutting Tools 1 (Cont d) End-mills (Cont d)
 End-mills (Cont d)") Outline Review of Milling Cutting Tools Milling Milling Operations Workpiece Materials Tool Selection Machining Tips Toolholders Fixtures Cutting Tools HSS tools Coated (TiN, Al O 3, TiAlN,...) versions
Outline Review of Milling Cutting Tools Milling Milling Operations Workpiece Materials Tool Selection Machining Tips Toolholders Fixtures Cutting Tools HSS tools Coated (TiN, Al O 3, TiAlN,...) versions
11/15/2009. There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate
 s Geometry & Milling Processes There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate All three of these will be discussed in later lessons What is a cutting
s Geometry & Milling Processes There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate All three of these will be discussed in later lessons What is a cutting
Competence Gun Boring. KOYEMANN Floating Tools Power Reamer
 Competence Gun Boring KOYEMANN Floating Tools Power Reamer R The KOYEMANN Floating Principle Reaming has been used for fine machining bores with excellent results from the very start of cutting technology.
Competence Gun Boring KOYEMANN Floating Tools Power Reamer R The KOYEMANN Floating Principle Reaming has been used for fine machining bores with excellent results from the very start of cutting technology.
Materials & Processes in Manufacturing
 2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 21 Fundamentals of Chip Type Machining Processes 1 Materials Processing 2003 Bill Young 2 Introduction Machining is the process of
2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 21 Fundamentals of Chip Type Machining Processes 1 Materials Processing 2003 Bill Young 2 Introduction Machining is the process of
UNIT 5: Indexing: Simple, compound, differential and angular indexing calculations. Simple problems on simple and compound indexing.
 UNIT 5: Milling machines: Classification, constructional features, milling cutters nomenclature, milling operations, up milling and down milling concepts. Indexing: Simple, compound, differential and angular
UNIT 5: Milling machines: Classification, constructional features, milling cutters nomenclature, milling operations, up milling and down milling concepts. Indexing: Simple, compound, differential and angular
Machinist NOA (1998) Subtask to Unit Comparison
 Subtask to Unit Comparison") Machinist NOA (1998) Subtask to Unit Comparison NOA Subtask Task 1 Demonstrates safe working practices. 1.01 Recognizes potential health and safety hazards. A1 Safety in the Machine Shop 1.02 Recognizes
Machinist NOA (1998) Subtask to Unit Comparison NOA Subtask Task 1 Demonstrates safe working practices. 1.01 Recognizes potential health and safety hazards. A1 Safety in the Machine Shop 1.02 Recognizes
 DEPARTMENT OF MECHANICAL ENGINEERING ME 6411 MANUFACTURING TECHNOLOGY LAB-II (IV SEMESTER MECHANICAL) Regulation 2013 LAB MANUAL 2015-16 OBSERVATION NOTE BOOK ME6411 MANUFACTURING TECHNOLOGY LABORATORY
DEPARTMENT OF MECHANICAL ENGINEERING ME 6411 MANUFACTURING TECHNOLOGY LAB-II (IV SEMESTER MECHANICAL) Regulation 2013 LAB MANUAL 2015-16 OBSERVATION NOTE BOOK ME6411 MANUFACTURING TECHNOLOGY LABORATORY
Figure N 1- Characteristic angles of a drill
 Basic of drill In these technical descriptions for simplicity we use the term drill instead of the more complete name twist drill bits. The drill is the tool universally used to make holes in any material.
Basic of drill In these technical descriptions for simplicity we use the term drill instead of the more complete name twist drill bits. The drill is the tool universally used to make holes in any material.