Productivity & Creativity & Infinity
|
|
|
- Madlyn Fields
- 6 years ago
- Views:
Transcription

1

2
3 Productivity & Creativity & Infinity Awarded Patents in Taiwan USA Japan Germany China


4 No Need To Choose Nine9 Does It All! >> Cost Saving Time Saving Highly Efficient ong Tool ife Various inserts can fit on same holder Various Applications Spotting Corner Rounding WSP SW PR CT Page 13 Page 12 Page 28 Page 19 WSP SW PR CT RC CT CT CT CT CT-P60 Re1.0 Re1.5 Re2.0 Re2.5 Re3.0 R Page 29 1





5 A Center drilling B G Corner rounding C Thread turning D Gooving Now Future E Taper turning J K I H G F V-grooving F H Engraving D E A C I Center drilling B J Face milling Multifunctional Cutting Tool Universal, easy handling and material saving! One holder to cover multiple applications! K Drilling & milling a groove 2
6 Global Marketing >> We have invested resources in the design & Manufacture of inserted cutters Our innovative tooling design upgrades productivity and competitive capability while reducing production requirements in a wide range of industries. The tooling system is designed to benefit users of machining centers and CNC lathe, turning center and special purpose machines. Our outstanding R&D capabilities combined with fast delivery provide a strong competitive edge. 3







7 Contents >> 09 Page NC Spot Drill 41 Page i - Center 51 Page Engraving Tool 59 Page Chamfer Mill 64 Page Other Tools DC Slim Chuck Extension Bar ISO 20/25 Tool Holder Center Height Adjusting Sleeve Torque Screwdriver 4
8 Inserts >> Quick Pick Nine9 inserts apply for moden machining by its special geometry which is able to run at higher speed and feed. In addition, the indexable insert eliminates the tool s changing time. Carbide insert with latest coating technogy extends tool life dramatically. Nine9 insert helps you to save money and increase productivity. Products Grade Coating Steel Stainless Steel Cast Iron Non- Ferrous Hardened Steel Up to 56 HRC NC10 TiAIN NC40 TiN NC Spot Drill NC2071 TiN NC9076 DC NC60 Cermet Corner Rounding NC2071 NC9036 TiN DC i-center NC2033 TiAIN NC2032 TiAIN NC2071 TiN Engraving NC9031 TiN NC2035 ADURA NC9036 DC Chamfer Mill NC2032 NC9071 TiAIN TiN 5 Nine9 Cutting Tool & Tool Holders Best Suit Possible





9 Features Universal grade for non-ferrous metal, cast iron and stainless steel. General purpose, fully ground cutting edge and relief angle. Universal grade for all unhardened steel. General purpose, fully ground cutting edge and relief angle. Universal grade for all unhardened steel. The cutting geometry has been designed to optimize the tool s performance and to use in high speed machining. For non-ferrous material such as aluminum, acrylic, brass, copper and titanium and long cutting chip material. High positive geometry and sharp edge produces excellent surface finish. For hardened steel up to 56HRC. Cermet insert reduces heat and low tool wear at the cutting edge. Universal grade for all unhardened steel and cast iron. The cutting geometry has been designed to optimize the tool s performance. For non-ferrous material such as aluminum, acrylic, brass, cooper and stainless steel and titanium. High positive geometry and sharp edge produces excellent surface finish. For carbon steel, alloy steel, high alloy steel and cast iron. 2 Cutting flutes design same as carbide center drill for high performance speed and feed rate. For all kind of steel from 30~50 HRC, carbon steel, alloy steel and cast iron. TiAIN coating provides a longer tool life. Universal grade for all kind of steel<30 HRC, non-ferrous metal and stainless steel. The cutting geometry of this insert has been designed with strong tip. For non ferrous metal, aluminum, brass, copper, plastic, acrylic and stainless steel. Very sharp edge for thin engraving. For steel with heat treatment up to 56 HRC. atest ADURA coating to reduce heat and low tool wear. For non-ferrous material, titanium and stainless steel. Very sharp edge for thin engraving. For carbon steel, alloy steel, cast iron and hardened steel up to 56 HRC. Upgraded AITiN coating provides a very long tool life. For non-ferrous metal, aluminum, al-alloy, brass, copper and stainless steel. Very shape produces excellent surface finish. Nine9 Cutting Tool & Tool Holders 6
10 Angle Holder Inserts D min. D max. Spotting Chamfering Grooving Engraving Drilling Page NC Spot Drill V V V9MT0802 V9MT12T V082-3/ V082-5/8 V V08212T N9MT05T M5 N9MT N9MT11T M N9MT CT28 N9MT N9MT11T V V / 14 / WSP / M4~M Nine9 Cutting Tool & Tool Holders
11 Angle Holder Inserts D min. D max. Spotting Chamfering Grooving Engraving Drilling Page Corner Rounding RC RC R0.5 R1.0 R1.0 R3.0 N9MT05/N9MT11..RC (2 Cutting edges) R4.0 R6.0 N9MT1704RC (2 Cutting edges) R R1.0 R R N9MT11T3R (4 Cutting edges) R arge 45 Chamfering N9MT11T308A * *Side grooving Center Drilling / i-center PR N9MT11T3PR *Similar to DIN 332 Form R IC... DIN332 Form R IC... DIN332 Form A+B /64 3/ IC... Engraving Tools ANSI V V V04506T1W V06006T1W SW SW N9MT0802 N9MT0802 N9MT05T Nine9 Cutting Tool & Tool Holders 8


12 NC Spot Drill >> NC Spot Drill with indexable carbide insert. High efficiency! ow cost! CNC lathes, CNC turning centers and machining centers. Features Spotting produces better hole position and geometrically uniform holes Available shank diameter-ø5, Ø6, Ø10, Ø12, Ø16, Ø20mm, Ø3/8, Ø1/2, Ø5/8, Ø3/4, M5, M6, M8 One tool will perform multiple applications ong tool life. Each insert has 2 cutting or 4 cutting edges. Suitable for spotting, chamfering, grooving and engraving. 45 / 60 / 82 / 90 / 100 / 120 / 142 angle for different applications. Increase cutting speed with coated carbide inserts. b d a c Machining Center a b c d Engraving Spotting Chamfering Grooving 9

13 A IN ONE!! Spotting Chamfering a Grooving b Engraving c d W Spotting Corner Rounding CNC athes a b c d External and internal chamfering Grooving Centering Facing 10
14 A New Drilling Concept! 0.5xD of spotting >> Many drill manufacturers and suppliers state that their drills start drilling on the solid material. You can look forward to the following benefits when using the NC Spot Drill to drill a spot that is half of the drilling diameter. Drill Benefits >> Higher feed rate. Why? Because the drill is guided at the strongest part of cutting edge. Better center position. Why? Because the spotting is done by a single cutting edge which is out of center, and similar to boring operation. Increased tool life. NC Spot Drill Without Spotting 0.5xD Spotting arger Spotting Better center position! onger tool life! Drill has less position accuracy and diameter tolerance. Best result! Higher speed and feed rate. Better position accuracy and diameter tolerance. onger spotting time! Guided at the weakest corner of drill. Shorter tool life Unstable tool life Various Applications of NC Spot Drill >> Turning Center Fig Applications Multifunctional Cutting Tool A B C D I G E J H F A B C D E F G H I Grooving Helical groove milling Engraving Spot drilling Chamfer turning Face groove milling Internal turning Spot drilling on end surface Internal Chamfering Use on CNC lathes CNC turning centers Machining centers Milling machines SPM macines... J Facing grooveing 11 Nine9 Cutting Tool & Tool Holders
15 N9MT080201W Engraving SW Re=0.1 Re=0.1 Re=0.1 Ancient Now & Future NC10 NC NC40 Inserts >> No need to reset tool length after changing insert or cutting edge. Each insert has 4 cutting edges. NC10: Universal grade for non-ferrous metal and cast iron. NC40: Universal grade for all unhardened steel. 60-NC40: Very positive angle for 60 engraving for all kind of unhardened steel and cast iron. W NC Spot Drill Code Parts No. α Grade Coating Dimensions S Re Wmax. Tmax N9MT080201W-60-NC40 60 K20F TiN Re N9MT080201W-NC40 90 K20F TiN S N9MT080201W-NC10 90 K20F TiAlN Holder >> ød Ø10 1 Code Parts No. Ød Screw Key /8 3/8 90 NS Nm NK-T8 Mini Spotting >> Engraving inserts can be used for small diameter spotting. *Best positioning accuracy! *Better surface with spotting by NC Spot Drill in advance. Tool / Insert Spindle Speed / Feed Rate With Spotting Without Spotting N9MT080201W NC40 S f 3,000 25, r.p.m. mm/rev. Nine9 Cutting Tool & Tool Holders 12
16 WSP NEW W Spotting New Geometry of Spotting Tool NC2033 Combined spotting and chamfering >> No chipping. Reduces process to one operation. Shortens cycle time. Use to spot prior to drilling with high performance drills for higher accuracy of hole position. 1 process provides 2 applications 90 Chamfering 142 Spot Drilling W Spotting 2 in Inserts >> NC2033: Fully ground cutting edge and relief angle. Universal grade for steel and cast iron. Each insert has 2 cutting edges. Code Parts No. Grade Coating Thread Size D1±0.05 * D2 2 Dmax. Tmax N9MT0802M04C-NC2033 M4x N9MT0802M05C-NC2033 K20F TiAlN M5x N9MT0802M06C-NC2033 M6x N9MT11T3M08C-NC2033 M8x K20F TiAlN N9MT11T3M10C-NC2033 M10x N9MT11T3UNC25-NC2033 D1 D2 1/4-20 UNC N9MT11T3UNC31-NC2033 K20F TiAlN 5/16-18 UNC N9MT11T3UNC38-NC2033 3/8-16 UNC N9MT1704M12C-NC2033 M12x N9MT1704M14C-NC2033 K20F TiAlN M14x N9MT1704M16C-NC2033 M16x Note: D1 refer to the Tap Pre-drilling sizes. * Technical information, please refer to page 39. * 13 Nine9 Cutting Tool & Tool Holders
17 W Spotting New Geometry of Spotting Tool WSP NEW Holder >> Utilizes standard NC Spot Drill holders. Holders and inserts are interchangeable. Applications: Spotting, grooving and chamfering. ød Ø10 Ø16 Ø20 Ø3/8 Ø5/8 Ø3/4 NC Spot Drill Code Parts No. Ød Insert Type Thread Size Screw Key /8 3/8 N9MT0802 M4~M ±0.29 NS Nm NK-T M8~M10 N9MT11T /8 5/8 1/4~3/8 UNC 97.55±0.55 NS Nm NK-T /4 3/4" N9MT1704 M12~M ±0.64 NS Nm NK-T20 Example >> The recommended chamfering is 5% of the nominal diameter of the thread, for example 6.3 mm for M6 thread. If you need larger chamfer, it can be calculated the required depth of spotting. (see page 39) Drilled hole for M6 M6+5% Chamfering M6+1mm Chamfering M6 M6 Comparison >> Carbide Step Drill Spotting + Drill W Spotting + Drill Tool cost is high Shorter tool life Can't drill directly from solid on round parts. Bad position accuracy. onger drilling time Guided at the weakest corner of drill Shorter tool life Shorter drilling time Guided at the strongest corner of drill onger tool life Also for chamfering or grooving application 90 Drilling depth 145 Drilling depth Nine9 Cutting Tool & Tool Holders 14
18 60 N9MT11T3P60 Re= P60-NC40 Inserts >> Fully ground spotting insert, for 60 degree spotting and engraving. NC40: Universal grade for all unhardened steel and cast iron. Each insert has 2 cutting edges. Code Parts No. Grade Coating Dimensions S Re Dmax. Tmax N9MT11T3P60-NC40 P35 TiN Re S Holder >> 60 degree spotting drill with indexable insert. A single cutting edge design creates higher precision and position when spotting. Applications: For spotting, engraving, small grooving on milling machines, machining centers. Max.ø6 2 ød Ø16 Code Parts No. Ød Screw Key NS Nm NK-T15 15 Nine9 Cutting Tool & Tool Holders
19 V9MT0802 / V9MT12T3 60 Re=0.8 Re=0.8 Re= NC9076 NC2071 NC2071 Inserts >> 60 degree indexable spotting insert, Dmax 13mm. Special geometry with supporting edges for using in high speed machining. Excellent tool for grooving. Saving machining time! NC9076: For non-ferrous material such as aluminum, al-alloy, titanium brass, copper and long cutting chip metal. Produces excellent surface finish on non-ferrous metal. Each insert has 2 cutting edges. NC Spot Drill NC2071: Universal grade for all unhardened steel and cast iron. Each insert has 2 cutting edges. Code Parts No. Grade Coating Dimensions S Re Dmax. Tmax V9MT0802CT-NC2071 K20F TiN V9MT12T3CT-NC2071 K20F TiN V9MT12T3CT-NC9076 K20F DC S Holder >> A single cutting edge creates higher precision and position when spotting. Applications: Spotting, engraving, grooving and chamfering on milling machines, machining centers. Spotting, facing on CNC athes. Max.ø13 ød Ø8 Ø16 Code Parts No. Insert Type Ød Screw Key V V9MT V V9MT V-5/8 5/8 100 NS Nm NS Nm NK-T7 NK-T15 Single Set >> User friendly, each set is fitted with one complimentary insert. Code Parts No. Ød Total ength Insert fitted Dmax. Tmax V-02S V9MT12T3CT-NC V-02SA V9MT12T3CT-NC Nine9 Cutting Tool & Tool Holders 16
20 82 V / V08212T3 Re=0.8 Re=0.4 Re=0.8 Re= NC9076 NC9076 NC2071 NC2071 Inserts >> 82 degree indexable spotting insert. Match the geometry of Amercian standard flat head screw hole. Special geometry with supporting edges for use in high speed machining. NC9076: For non-ferrous material such as aluminum, al-alloy, titanium brass, copper and long cutting chip metal. Produces excellent surface finish on non-ferrous metal. Each insert has 2 cutting edges. NC2071: Universal grade for all unhardened steel and cast iron. Each insert has 2 cutting edges. Code Parts No. Grade Coating Dimensions S Re Dmax. Tmax V NC2071 K20F TiN V NC9076 K20F DC V08212T3-NC2071 K20F TiN S Re V08212T3-NC9076 K20F DC Holder >> 82 degree spotting drill with indexable insert. Special cutting edge design gives higher precision and position when spotting. Applications : Spotting, engraving, grooving and chamfering on milling machines, machining centers. Spotting, facing on CNC athes. Max.ø0.551 ød Ø3/8 Ø5/8 Code Parts No. Insert Type Ød Screw Key V082-3/8 V / V082-5/8 V08212T3 5/8 100 NS Nm NS Nm NK-T8 NK-T15 17 Nine9 Cutting Tool & Tool Holders
21 N9MT05T1 90 Re=0.4 Re= NC9076 NC2071 Inserts >> Mini spotting drill with indexable insert, low cutting power required. Especially good for Swiss type automatic lathes and CNC lathes. NC9076: For non-ferrous material such as aluminum, titanium, brass, copper and stainless steel. Produces excellent surface finish on non-ferrous metal. Each insert has 2 cutting edges. NC2071: Universal grade for all unhardened steel and cast iron. Geometry with supporting edges to stabilize the cutting condition on low power machine. Each insert has 2 cutting edges. NC Spot Drill Code Parts No. Grade Coating Dimensions S Re Dmax. Tmax N9MT05T1CT-NC2071 K20F TiN Re N9MT05T1CT-NC9076 K20F DC S Holder >> Smallest indexable spotting drill holder. Single cutting edge design gives higher precision when spotting. Applications : Spotting, engraving, and chamfering on milling machines, machining centers. Spotting, facing on CNC athes. Ø5 Ø6 Max.ø6 ød Ø6 Code Parts No. Ød Screw Key NS Nm NK-T6 Note: is carbide shank holder. Nine9 Cutting Tool & Tool Holders 18
22 90 N9MT0802 Re=0.4 Re=0.8 Re=0.4 Re=0.8 Re= NC40 NC10 H-NC40 H-NC9076 Inserts >> NC40: General purpose, universal grade for all unhardened steel. Each insert has 4 cutting edges. NC10: High positive angle and fully ground cutting edge and relief angle. Universal grade for non-ferrous metal, cast iron and stainless steel. Each insert has 4 cutting edges. H-NC40: Best choice for spotting application. Special geometry with supporting edges for use in high speed machining. Universal grade for all kind of steel and cast iron. Each insert has 2 cutting edges. H-NC9076: High positive geometry and sharp edge. For non-ferrous material such as aluminum, titanium, brass, copper and long cutting chip metal. Produces excellent surface finish on non-ferrous metal. Each insert has 2 cutting edges. Dimensions Code Parts No. Grade Coating S Re N9MT080208CT-NC40 K20F TiN N9MT080204CT-NC40 K20F TiN Re Dmax. Tmax N9MT080204CT-NC10 K20F TiAlN N9MT0802CT2T-H-NC40 K20F TiN S N9MT0802CT2T-H-NC9076 K20F DC Holder >> Indexable insert spotting drill holder. Single cutting edge design gives higher precision when spotting. Applications : Spotting, engraving, grooving and chamfering on milling machines, machining centers. Spotting, facing, turning on CNC athes. Max.ø10 ød ød Ø10 M5 M6 Ø3/8 Code Parts No. Ød Screw Key S /8 3/ M5 M M6 M6 25 Note: with side lock flat on shank. Nine9 extension bar for M5,M6 screw fit holder, see page 66. NS Nm NK-T8 19 Nine9 Cutting Tool & Tool Holders


23 N9MT Single Set >> User friendly, each set is fitted with one complimentary insert. Code Parts No. Ød Total ength Insert fitted Dmax. Tmax S N9MT080208CT-NC NC Spot Drill SA N9MT080204CT-NC H-02S N9MT0802CT2T-H-NC /8-02S 3/8 90 N9MT080208CT-NC /8-02SA 3/8 90 N9MT080204CT-NC Starter Package >> Selected package for starter who wants to try NC Spot Drill. Included one insert on tool holder and five inserts in the pocket. Total 6 inserts are equal to 24 spot drills. Code Parts No. Ød Insert included Content ME6 10 N9MT080208CT-NC40 1 tool holder + 6 inserts ME6A 10 N9MT080204CT-NC key H-ME6 10 N9MT0802CT2T-H-NC IN6 3/8 N9MT080208CT-NC IN6A 3/8 N9MT080204CT-NC10 Comparison >> Tool Benefit analysis 24 spot drills inserts inserts 12 inserts 24 inserts 24 spot drills 48 spot drills 96 spot drills Nine9 Cutting Tool & Tool Holders 20
24 90 N9MT11T3 Re=0.8 Re=0.3 Re=0.8 Re=0.8 Re= NC40 NC10 NC60 H-NC40 H-NC9076 Inserts >> NC40: General purpose, universal grade for all unhardened steel. Each insert has 4 cutting edges. NC10: High positive angle and fully ground cutting edge and relief angle. Universal grade for non-ferrous metal, cast iron and stainless steel. Each insert has 4 cutting edges. NC60: Cermet insert, for hardened steel up to HRC56. Each insert has 4 cutting edges. H-NC40: Best choice for spotting application. Special geometry with supporting edges for use in high speed machining. Universal grade for all kind of steel and cast iron. Each insert has 2 cutting edges. H-NC9076: High positive geometry and sharp edge. For non-ferrous material such as aluminum, titanium, brass, copper and long cutting chip metal. Produces excellent surface finish on non-ferrous metal. Each insert has 2 cutting edges. Dimensions Code Parts No. Grade Coating S Re N9MT11T3CT-NC40 P35 TiN N9MT11T3CT-NC10 K10F TiAlN Re Dmax. Tmax N9MT11T3CT-NC60 CERMET N9MT11T3CT2T-H-NC40 K20F TiN N9MT11T3CT2T-H-NC9076 K20F DC S Holder >> Single cutting edge design gives higher precision when spotting. Applications : Spotting, engraving, grooving and chamfering on milling machines, machining centers. Spotting, facing on CNC athes. Max.ø14 ød ød M8 Ø16 Code Parts No. Ød Screw Key /2 1/ /8 5/ M8 M8 30 Note: Nine9 extension bar for M8 screw fit holder, see page 66. NS Nm NK-T15 21 Nine9 Cutting Tool & Tool Holders
25 N9MT11T Single Set >> User friendly, each set is fitted with one complimentary insert. Code Parts No. Ød S Total ength Insert fitted Dmax. Tmax. N9MT11T3CT-NC SA 12 N9MT11T3CT-NC H-02S N9MT11T3CT2T-H-NC S N9MT11T3CT-NC SA 16 N9MT11T3CT-NC H-02S N9MT11T3CT2T-H-NC /2-02S N9MT11T3CT-NC / /2-02SA N9MT11T3CT-NC /8-02S N9MT11T3CT-NC / /8-02SA N9MT11T3CT-NC NC Spot Drill Starter Package >> Selected package for starter who wants to try NC Spot Drill. Included one insert on tool holder and five inserts in the pocket. Total 6 inserts are equal to 24 spot drills. Code Parts No. Ød Insert included Content ME6 N9MT11T3CT-NC40 1 tool holder + 6 inserts ME6A 12 N9MT11T3CT-NC key H-ME6 N9MT11T3CT2T-H-NC ME6 N9MT11T3CT-NC ME6A N9MT11T3CT-NC ME6HS N9MT11T3CT-NC H-ME6 N9MT11T3CT2T-H-NC IN6 N9MT11T3CT-NC40 5/ IN6A N9MT11T3CT-NC10 Comparison >> Tool Benefit analysis 24 spot drills inserts inserts 12 inserts 24 inserts 24 spot drills 48 spot drills 96 spot drills Nine9 Cutting Tool & Tool Holders 22
26 90 N9MT1704 Re= NC2071 Inserts >> 90 degree indexable spot drill insert, Dmax 22mm. NC2071 : High positive geometry, fully ground cutting edge and relief angle. Universal grade for all unhardened steel and cast iron. Each insert has 2 cutting edges. Code Parts No. Grade Coating Dimensions S Re Dmax. Tmax. Re N9MT1704CT-NC2071 K20F TiN S Holder >> 90 degree spotting drill with indexable insert. Single cutting edge design gives high precision when spotting. Applications : Spotting, engraving, grooving and chamfering on milling machines, machining centers. Spotting, facing on CNC athes. Ø20 Max.ø22 ød Code Parts No. Ød Screw Key NS Nm NK-T20 Single Set >> User friendly, each set is fitted with one complimentary insert. Code Parts No. Ød Total ength Insert fitted Dmax. Tmax S N9MT1704CT-NC Nine9 Cutting Tool & Tool Holders
27 N9MT NC40 Inserts >> For spotting diameter up to 25mm. Fully ground cutting edge and relief angle. NC40: Universal grade for carbon steel, alloy steel and cast iron. Each insert has 3 cutting edges. Code Parts No. Grade Coating Dimensions S Re Dmax. Tmax. NC Spot Drill Re N9MT220408CT-NC40 P35 TiN S Holder >> arge spotting diameter with indexable insert. Single cutting edge design gives high precision when spotting. Applications : spotting and chamfering on milling machine, machining centers. Ø25 Max.ø25 min.ø5.16 ød 30 Code Parts No. Ød Screw Key CT CT NS Nm NK-T15 Nine9 Cutting Tool & Tool Holders 24
28 N9MT11T3CT2T Re=0.8 Re= H-NC40 H-NC9076 Inserts >> H-NC40: Universal grade for all kind of steel and cast iron. Each insert has 2 cutting edges. H-NC9076: High positive geometry and sharp edge. For non-ferrous material such as aluminum, titanium, brass, copper and long cutting chip metal. Produces excellent surface finish when chamfering non-ferrous metal. Each insert has 2 cutting edges. Code Parts No. Grade Coating Dimensions S Re N9MT11T3CT2T-H-NC40 K20F TiN N9MT11T3CT2T-H-NC9076 DC S Re Ø20 Holder >> Indexable insert spotting drill holders for 100 /120 /142 spotting. Spotting produces better hole position and geometrically uniform holes. Increase tool life of the next drilling operation. ød Ø20 Ø3/4 Ø20 Ø3/4 Code Parts No. Angle Ød Screw / Key Dmax. Tmax / / NS Nm NK-T / / Nine9 Cutting Tool & Tool Holders



29 N9MT11T3CT2T edge insert Must load correctly degree 120 degree 142 degree NC Spot Drill ~140 For aircraft 100 normal rivet hole and screw hole. For spotting before drilling by 118 point angle drill. 60 chamfering. For spotting before drilling by 135 ~140 point angle high performance drill. Single Set >> User friendly, each set is fitted with one complimentary insert. Code Parts No. Angle Ød Total ength H-02S Insert fitted Dmax. Tmax H-02S /4-120-H-02S N9MT11T3CT2T-H-NC H-02S /4-142-H-02S Starter Package >> Selected package for starter who wants to try NC Spot Drill. Included one holder and 6 inserts. Code Parts No. Angle Ød Insert included Content H-ME H-ME /4-120-H-IN / H-ME /4-142-H-IN /4 N9MT11T3CT2T-H-NC40 1 tool holder + 6 inserts + 1 key Nine9 Cutting Tool & Tool Holders 26
30 142 V14208 / V14216 Re=0.8 Re= V NC2071 V NC2071 Inserts >> For spotting before drilling by point angle high performance drill. 142 degree indexable spotting drills. Maximum diameter up to 32mm. NC2071: High positive geometry, fully ground cutting edge and relief angle. Universal grade for all unhardened steel and cast iron. Each insert has 2 cutting edges ~140 Code Parts No. Grade Coating Dimensions S Re Dmax. Tmax V NC2071 K20F TiN V NC2071 TiN S Re Holder >> Using spotting first may increase higher speed and feed rate of the after drills. Extend your drill life with 142 spotting. Reduce your drilling cost. Higher accuracy of positioning and diameter tolerance! Ø16 Max.ø32 ød Ø25 Code Parts No. Insert Type Ød Screw Key V V V V NS Nm NS Nm NK-T9 NK-T20 27 Nine9 Cutting Tool & Tool Holders

31 N9MT11T3PR Radius Center Drilling PR 60 Ancient Now & Future NC40 Inserts >> Create 60 center holes SIMIAR to DIN 332 Form R, radius 2.0 / 2.5 / 3.5mm Carbide insert can stand very long tool life. Easy tool length setting, saving tool changing time. NC40: Universal grade for all unhardened steel and cast iron. Radius curve eliminates the sharp transition from drill point to countersink angle. The risk of breakage is reduced. Each insert has 2 cutting edges. D d 1 NC Spot Drill Code Parts No. Grade Coating N9MT11T3PR20-NC40 Dimensions d D N9MT11T3PR25-NC40 P35 TiN N9MT11T3PR30-NC Holder >> PR holder has small offset value. Also apply as a 90 spotting drill while fitted with N9MT11T3CT2T-H insert (page 21). Ø16 ød Code Parts No. Ød Screw Key PR PR NS Nm NK-T15 Turning and Centering Capacity on CNC athes Action 1 Center Drilling 2 Facing max 1 3 Chamfering 2 4 External Turning 4 3 Nine9 Cutting Tool & Tool Holders 28




32 Corner Rounding >> Various corner radius inserts can fit on same holder Carbide insert can stand very long tool life Produces smooth and excellent surface finish on workpiece. Features RC Type of RC Each insert has 2 cutting edges. Combination corner rounding and 45 chamfering application on same insert. Higher cutting speed and feed rate. Very small X offset, good for contour chamfering. Utilizes standard NC Spot Drill holders , & Type of R Each insert has 4 cutting edges. R1.0 ~ R3.0 inserts are interchangeable on same holder. For front and back chamfering. Tool offset can be set after measuring tool length by tool presetter or Z-Zero Setter. c a b b Applications a b c Radius 0.5 Radius 1.0 Radius 2.0 a 29



33 RC Corner Rounding RC Circular Corner Rounding R R Front & Back Corner Rounding R Backward Circular Corner Rounding Inserts are CNC ground for precision radius and location. Optimizes the tool performance and reduces the cutting time. 30
34 RC NEW N9MT05T1RC RC0.5~RC1.0 All are interchangeable on same holder NC2071 NC9036 Inserts >> Various corner radius inserts can fit on same holder. Very small X offset 1.25mm for radius 0.5, good for small components needs a small corner rounding for removing burrs. NC2071: Universal grade for all unhardened steel and cast iron. Inserts are CNC ground for precision radius location. Each insert has 2 cutting edges. NC9036: For non-ferrous material such as aluminum, acrylic, titanium, brass, copper and stainless steel. High positive geometry and sharp edge produces excellent surface finish. Each insert has 2 cutting edges. R X Z Y w Insert Radius Code Parts No. Grade Coating N9MT05T1RC05-NC2071 TiN N9MT05T1RC05-NC9036 DC N9MT05T1RC075-NC2071 TiN K20F N9MT05T1RC075-NC9036 DC N9MT05T1RC10-NC2071 TiN N9MT05T1RC10-NC9036 DC offset Dimensions X Y Z S R S Holder >> For corner rounding using NC Spot Drill shank. Ø5 Ø6 Max.ø6 ød Ø6 Code Parts No. Ød Screw Key * is carbide shank holder NS Nm NK-T6 31 Nine9 Cutting Tool & Tool Holders
35 N9MT11T3RC RC NEW RC1.0~RC3.0 All are interchangeable on same holder NC40 NC9036 Inserts >> Higher cutting speed and feed rate. Combination corner rounding and 45 chamfering application on same insert. Various corner radius inserts can fit on same holder. NC40: Universal grade for all unhardened steel and cast iron. Inserts are CNC ground for precision radius location. Each insert has 2 cutting edges. R Z Y Corner Rounding NC9036: For non-ferrous material such as aluminum, acrylic, titanium, brass, copper and stainless steel. High positive geometry and sharp edge produces excellent surface finish. Each insert has 2 cutting edges. X Insert Radius /64 1/32 1/16 3/32 1/8 Code Parts No. Grade Coating N9MT11T3RC10-NC40 TiN N9MT11T3RC10-NC9036 DC N9MT11T3RC15-NC40 TiN N9MT11T3RC15-NC9036 DC N9MT11T3RC20-NC40 TiN N9MT11T3RC20-NC9036 DC N9MT11T3RC25-NC40 TiN N9MT11T3RC25-NC9036 DC N9MT11T3RC30-NC40 TiN N9MT11T3RC30-NC9036 DC K20F N9MT11T3RC1/64-NC40 TiN N9MT11T3RC1/64-NC9036 DC N9MT11T3RC1/32-NC40 TiN N9MT11T3RC1/32-NC9036 DC N9MT11T3RC1/16-NC40 TiN N9MT11T3RC1/16-NC9036 DC N9MT11T3RC3/32-NC40 TiN N9MT11T3RC3/32-NC9036 DC N9MT11T3RC 1/8-NC40 TiN N9MT11T3RC 1/8-NC9036 DC offset Dimensions X Y Z S R S Holder >> For corner rounding using NC Spot Drill shank. Code Parts No. Ød Screw/ Key ød /2 1/ /8 5/ NS Nm NK-T15 Corner radius Ø12. Ø16 Nine9 Cutting Tool & Tool Holders 32

 Code Parts No. Grade Coating offset Dimensions X Y Z S 4.")
36 RC N9MT1704RC RC4.0~RC6.0 All are interchangeable on same holder NC2071 NC9036 Inserts >> Higher cutting speed and feed rate. Combination corner rounding and 45 chamfering application on same insert. Various corner radius inserts can fit on same holder. NC2071: Universal grade for all unhardened steel and cast iron. Inserts are CNC ground for precision radius location. Each insert has 2 cutting edges. R NC9036: For non-ferrous material such as aluminum, acrylic, titanium, brass, copper and stainless steel. High positive geometry and sharp edge produces excellent surface finish. Each insert has 2 cutting edges. X Z Y Corner radius(r) Code Parts No. Grade Coating offset Dimensions X Y Z S N9MT1704RC40-NC2071 TiN N9MT1704RC40-NC9036 DC N9MT1704RC50-NC2071 TiN K20F N9MT1704RC50-NC9036 DC R S N9MT1704RC60-NC2071 TiN N9MT1704RC60-NC9036 DC Holder >> For corner rounding using NC Spot Drill shank. Good for small work pieces, which need large corner rounding. Ø20.Ø25 ød Corner radius Code Parts No. Ød Screw Key NS Nm NK-T20 33 Nine9 Cutting Tool & Tool Holders
37 N9MT11T3R R 1 2 R1.0~R3.0 All are interchangeable on same holder 4 3 R1.0 R1.5 R2.0 R2.5 R3.0 Inserts >> For front and back corner rounding. Various corner radius inserts can fit on same holder. Carbide insert can stand very long tool life. Each insert has 4 cutting edges. NC2071: Universal grade for all unhardened steel and cast iron. Inserts are CNC ground for precision radius location. Corner Rounding Corner radius(r) Code Parts No. Grade Coating Dimensions S N9MT11T3R10-NC2071 P35 TiN N9MT11T3R15-NC2071 P35 TiN R N9MT11T3R20-NC2071 P35 TiN S N9MT11T3R25-NC2071 P35 TiN N9MT11T3R30-NC2071 P35 TiN Holder >> Center of radius of each tool is dedicated. Tool offset can be set after measuring tool length by tool presetter or Z-Zero Setter. Ø16 Ø16 ød Ø25 Code Parts No. Ød Z Screw Key R R R NS Nm NK-T15 More >> Also can fit with N9MT11T308A inserts for front and back chamfering. (Please see page 36) Nine9 Cutting Tool & Tool Holders 34
38 R N9MT11T3R Back Corner rounding Cutting Position >> R 100 * R X E X E E2 X2 16 Y R Z Y R Z Z2 * R 150 Y2 40 X E E2 X R & R For front and back corner rounding. * Eliminates 2nd operation or de-burring time. * Y R Z Z2 Y2 Insert Radius Holder Front Chamfering Back Chamfering E X Y Z E2 X2 Y2 Z2 Z R R R R R R R R R R R R R R R R R R R R Nine9 Cutting Tool & Tool Holders

39 N9MT11T308A 45 Chamfering Tool 308 A Re=0.8 Re=0.8 Re= NC40 NC10 NC60 Inserts >> NC40: General purpose, universal grade for all unhardened steel. Each insert has 4 cutting edges. NC10: High positive angle and fully ground cutting edge and relief angle. Universal grade for Al, Al-alloy, non-ferrous metal, cast iron and stainless steel. Each insert has 4 cutting edges. NC60: Cermet insert, for hardened steel up to HRC56. Each insert has 4 cutting edges. NC Spot Drill Code Parts No. Grade Coating N9MT11T308A -NC40 P35 TiN N9MT11T308A -NC10 K10F TiAN Re Dimensions S Re N9MT11T308A -NC60 Cermet S Holder >> can be applied for machining bottom chamfering and side grooving. Max.ø18 min.ø ød Ø20 45 Max.ø28 min.ø Ø20 ød 45 Code Parts No. Insert type Chamfering Ød Z Screw / Key Ø6-Ø NS N9MT11T308A 2.5 Nm Ø16-Ø NK-T15 Example >> 1 Action Max. 65mm C ø External and internal chamfering 2 Side chamfering 3 Side grooving For bottom chamfering Max. 2mm Cø16-ø28 Min.diameter for shift ø24mm. 4 4 Bottom chamfering Nine9 Cutting Tool & Tool Holders 36
40 Cutting Data Diameter / Depth Chart and Speed / Feed Rate Calculation of NC Spot Drill Sectional view of Chamfering (for a = 90 only) d α t Mimimum 1 mm (0.04 ) Diameter of Spotting d Sectional view of Spotting & Engraving d α t NC40 / NC60 d α t Other grade Depth of Spotting t Instrucation of Use >> 1. From Spot diameter d to get drill depth t. 2. Point angle α is determined by which tool holder you use. 3. From d draw a horizontal line to get intersection of the line by point angle α. 4. From the intersection draw a vertical line to the bottom to have depth of spotting t. t is the drill depth of the NC program. 5. The sectional view of spotting will depend on the shape of insert, NC40 and other grade of inserts have different sectional view. 6. For chamfering, do not use tip of insert, 1mm(0.04 ) minimum clearance is required for a smooth surface finish. Calculate spindle speed and feed rate >> 1. Using your d value and cutting speed Vc from the data sheet, calculate spindle speed S (RPM). 2. F feed rate per minute F = f x S = RPM x IPR Metric Inch S = F = S x f Vc X 1000 X d d = S = Vc = f = diameter -mm Spindle Speed -r.p.m. Cutting Speed -m/min. mm/rev. (3.82xSFM) S = d F = fxs d = diameter-inch S = Spindle Speed-r.p.m. SFM = f = IPR = inch/rev. Surface Speed-ft./min. Vc (m/min.) x 3.28 F = mm/min. F = inch/min. 37 Nine9 Cutting Tool & Tool Holders
 f (mm/rev.) Grade of Insert Carbon Steel 150~250 0.05~0.")

 150~320 0.")
41 Cutting Data N9MT-CT >> Insert Multi-function Determine spindle speed and feed rate: Choose spotting depth to decide spotting diameter according to the Diameter/Depth chart of page 37. The spindle speed should be calculated by the maximum diameter of spotting, chamfering and grooving. Spotting Work Material Vc (m/min) f (mm/rev.) Grade of Insert Carbon Steel 150~ ~0.10 NC40, NC2071 Alloy Steel 100~ ~0.08 NC40, NC2071 Stainless Steel 65~ ~0.06 NC10, NC60, NC40, NC2071 Cast iron ~0.10 NC40, NC10, NC2071 Non-Ferrous Metal (Al, Cu) 150~ ~0.10 NC10, NC9076, NC2071 Ti, Ti-alloy 60~ ~0.06 NC9076 Hardened steel HRC 40 ~56 30~ ~0.08 NC60 * For technical construction reasons, the insert is not located on the center of the holder. * Inserts with supporting edges can increase feed rate 50%. NC Spot Drill Chamfering Work Material Vc (m/min) f (mm/rev.) Grade of Insert Carbon Steel 150~ ~0.24 NC40, NC2071 Alloy Steel 100~ ~0.20 NC40, NC2071 Stainless Steel 65~ ~0.20 NC10, NC60, NC40, NC2071 Cast iron ~0.25 NC40, NC10, NC2071 Non-Ferrous Metal (Al, Cu) 150~ ~0.25 NC10, NC9076, NC2071 Ti, Ti-alloy 60~ ~0.06 NC9076 Hardened steel HRC 40 ~56 30~ ~0.08 NC60 Grooving Work Material Vc (m/min) f (mm/rev.) Grade of Insert Carbon Steel 150~ ~0.10 NC40, NC2071 Alloy Steel 100~ ~0.08 NC40, NC2071 Stainless Steel 65~ ~0.06 NC10, NC60, NC40, NC2071 Cast iron 80~ ~0.08 NC40, NC10, NC2071 Non-Ferrous Metal (Al, Cu) 150~ ~0.08 NC10, NC9076, NC2071 Ti, Ti-alloy 60~ ~0.06 NC9076 Hardened steel HRC 40 ~56 30~ ~0.08 NC60 N9MT-W Insert / Engraving Insert Engraving : Width of engraving=diameter of cutting= d Depth of engraving=depth of cutting= T Engraving For α = 90 insert, d=2xt For α = 60 insert, d=1.73xt Mini spotting Work Material Vc (m/min) f (mm/rev.) Grade of Insert All Kind of Steel, unhardened, Cast iron 20~ ~0.02 NC40 Non-Ferrous Metal (Al, Cu) 20~ ~0.02 NC10 Attention:The calculated result d is only for calculation of spindle speed. Nine9 Cutting Tool & Tool Holders 38

 f (mm/rev.")
42 Cutting Data W Spotting >> W spotting Formula P = distance of theoretical intersection point to tip of insert. P req. = Dreq. x P 0.5 = fixed factor for calculation req. = required drilling depth Dreq. = required diameter req. Dreq. M4 M5 M6 M8 M10 M12 M14 M16 1/4-20 UNC 5/16-18 UNC 3/8-16 UNC P = W spotting Work Material Vc (m/min) f (mm/rev.) Carbon Steel 150 ~ ~ 0.15 Alloy Steel 120 ~ ~ 0.10 Stainless Steel 80 ~ ~ 0.08 Cast iron 100 ~ ~ 0.10 A Insert >> 45 Chamfering 45 Chamfering Formula α = point angle 90 d S = Vc X 1000 d X r.p.m. d = Vc = effective diameter cutting speed m/min.or ft./min. F = S x f mm/min. S = f = Spindle speed feed per rev. mm/rev. 45 Chamfering Work Material Vc (m/min) f (mm/rev.) Grade of Insert Carbon Steel ~0.10 NC40 Alloy Steel ~0.08 NC40 High alloy steel ~0.06 NC40 Stainless Steel ~0.06 NC10 Cast iron ~0.10 NC10, NC40 Aluminum, AI-alloy Si < 12% ~0.10 NC10 Al-alloy Si >12% ~0.10 NC10 Cu ~0.10 NC10 Brass and Bronze ~0.10 NC10 Hardened steel HRC 40~ ~0.10 NC60 PR Insert >> Radius Center Drilling Center Drilling Work Material Vc (m/min) f (mm/rev.) Grade of Insert 60 Carbon Steel Alloy steel High alloy steel NC40 Cast iron Nine9 Cutting Tool & Tool Holders

43 Cutting Data N9MT-RC Insert >> Corner Rounding Determine spindle speed and feed: To decide running speed of the tools and feed rate, please calculate spindle speed and feed rate according to the following formula and cutting data: Corner Rounding Calculate spindle speed d = 2 x X mm d = X = diameter of the tool for calculation purpose tool radius offset (ref. page 31~33 for RC inserts) Center of holder X Center of insert Y S = F = S x f Vc x 1000 d x r.p.m. mm/min. Vc = S = F = f = Cutting Speed -m/min. Spindle Speed -r.p.m. mm/min. mm/rev. Calculate tool length offest on machining center X = tool radius offset (ref. page 31~33 for RC inserts) Corner Rounding T = T -Y, H = X Y = T = distance to the center of radius. (ref. page 31~33 for RC inserts) tool length T = H = tool length offset. tool radius offset RC Insert Work Material Vc (m/min) f (mm/rev.) Grade of Insert Carbon Steel 150~ ~0.10 NC40, NC2071 Alloy steel 100~ ~0.10 NC40, NC2071 High alloy steel 80~ ~0.08 NC40, NC2071 Stainless Steel 65~ ~0.10 NC9036 Cast iron 150~ ~0.10 NC40, NC2071 Aluminum, AI-alloy Si < 12% 150~ ~0.10 NC9036 Al-alloy Si >12% 100~ ~0.10 NC9036 Cu 200~ ~0.10 NC9036 Brass and Bronze 150~ ~0.10 NC9036 N9MT-R Insert >> Corner Rounding (4 cutting edges) R Insert Work Material Vc (m/min) f (mm/rev.) Grade of Insert Carbon Steel 150~ ~0.10 NC2071 Alloy steel 100~ ~0.08 NC2071 High alloy steel 60~ ~0.06 NC2071 Cast iron 150~ ~0.10 NC2071 Nine9 Cutting Tool & Tool Holders 40
 Offering an indexable insert system for the 1st time, Nine9 s i-center design improves your process performance.")

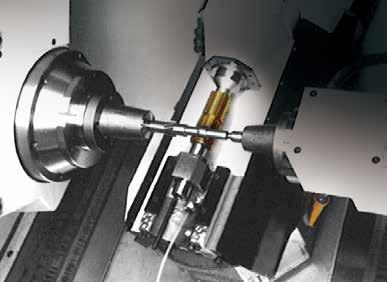
44 Center Drill >> The i-center is a trademark of Nine9, the developer of the first indexable center drill in the world.(patented) Offering an indexable insert system for the 1st time, Nine9 s i-center design improves your process performance. Features World s first indexable center drill Shortens set up and center drilling time Increases tool life and reduces tooling costs High Speed, High Feed Rate The special ground insert and rigid holder design facilitate high performance speed and feed rates. For example, drilling alloy steel at 6000 rpm and feed rate of 600 mm/min. (0.1 mm/rev.) Easy Tool ength Setting The axial position accuracy of the insert is 0.05 mm (.002 ). It is not necessary to reset the tool length when changing the insert or cutting edge. Excellent Repeatability The insert is positioned by two fixed pins and clamped by one insert screw at the center. The positioning repeatability of the insert is within 0.02 mm (.0008 ) in radial direction, thus ensuring conformity to any national standards. High pressure coolant can be supplied through center directly to tip of center drill insert. Extended Tool ife Coolant can be supplied through the center of the holder to increase performance and extend tool life. Insert geometry, grades and coating process are specifically engineered for centering applications. Special forms are possible 41

45 * Standard stock item * DIN 332 Form R Ø1.0~Ø10 * DIN 332 Form A+B Ø1.0~Ø10 * DIN 332 Form A Ø2.0~Ø3.15 * ANSI 60 #2.0~#10 C Type Excellent repeatability by insert type. No need tool length re-setting while changing insert or cutting edge. F Type 42
46 Indexable Center Drill R DIN332 Form R DIN332 Form A+B 120 d2 d1 IC 120 d3 d2 d1 IC 1 2 CT CT DIN332 Form R >> Code Parts No. Grade Coating d1 d2 1 2 R CT ±0.025 IC I9MT08T1R0100-NC I9MT08T1R0125-NC I9MT08T1R0160-NC I9MT08T1R0200-NC I9MT12T2R0200-NC I9MT12T2R0250-NC K20F TiAlN I9MT12T2R0315-NC I9MT1603R0400-NC I9MT1603R0500-NC I9MT2004R0630-NC I9MT2004R0800-NC I9MT2506R1000-NC DIN332 Form A+B >> Code Parts No. Grade Coating d1 d2 d CT ±0.025 IC I9MT08T1B0100-NC I9MT08T1B0125-NC I9MT08T1B0160-NC I9MT08T1B0200-NC I9MT12T2B0200-NC I9MT12T2B0250-NC K20F TiAlN I9MT12T2B0315-NC I9MT1603B0400-NC I9MT1603B0500-NC I9MT2004B0630-NC I9MT2004B0800-NC I9MT2506B1000-NC Nine9 Cutting Tool & Tool Holders
47 NEW DIN332 Form A 120 d3 d2 d1 IC ANSI 60 ANSI d2 d1 IC CT 1 2 CT DIN332 Form A >> Code Parts No. Grade Coating d1 d2 d CT ± I9MT08T1A0200-NC I9MT08T1A0250-NC2033 K20F TiAlN I9MT08T1A0315-NC IC ANSI 60 >> Code Parts No. Grade Coating Size d1 d2 1 2 CT mm mm mm mm ±0.025 IC I9MT12T2A2-NC2033 #2 5/ / / I9MT12T2A3-NC2033 #3 7/ / / I9MT12T2A4-NC2033 #4 1/ / / I9MT1603A5-NC2033 #5 3/ / / K20F TiAlN I9MT2004A6-NC2033 #6 7/ / / I9MT2004A7-NC2033 #7 1/ / / I9MT2004A8-NC2033 #8 5/ / / I9MT2506A10-NC2033 #10 3/ / i-center Holder >> Made of hardened high alloy steel. Shank is ground to h6 tolerance. Special holders are available on request. ØD IC ød 2 1 Code Parts No. Type IC ød 1 2 ød Screw Key IC08-10 BC10-IC IC12-16 SB16-IC IC16-16 SB16-IC IC20-20 SB20-IC IC25-25 SB25-IC NS Nm NS Nm NS Nm NS Nm NS Nm NK-T7 NK-T9 NK-T15 NK-T20 NK-T20 Code Parts No. Type IC ød 1 2 ød Screw Key IC08-3/8 BC3/8"-IC /8" IC12-5/8 SB5/8"-IC /8" IC16-5/8 SB5/8"-IC /8" IC20-3/4 SB3/4"-IC /4" IC25-1 SB 1"-IC " NS Nm NS Nm NS Nm NS Nm NS Nm NK-T7 NK-T9 NK-T15 NK-T20 NK-T20 Nine9 Cutting Tool & Tool Holders 44
48 Cutting Data Attention >> For d1< 4 mm or size #5, the center misalignment must be less than 0.05mm. If the CNC lathe turret center s misalignment is above 0.15mm, please use the Center Height Adjusting Sleeve. (See page 68) For low spindle speed special purpose machines or lathes, lower spindle speed is allowed but the feed rate should be maintained. ø1~ø4 (#2~#5) >> Work piece material Carbon steel C<0.3% Carbon steel C>0.3% ow alloy steel C<0.3% High alloy steel C>0.3% Stainless Steel Cast iron Al, and non-ferrous metal IC08 f (mm/rev) IC12 Ø1~1.25 Ø1.6~2 (#2) Ø2 (#2) Ø2.5 (#3) Ø3.15 (#4) (S=17825 rpm) (S=17825 rpm) (S=14005 rpm) (S=12732 rpm) (S=2546 rpm) (S=15278 rpm) (S=38197 rpm) (S=13930 rpm) (S=11940 rpm) (S=10950 rpm) (S=9950 rpm) (S=1592 rpm) (S=11940 rpm) (S=29850 rpm) (S=11140 rpm) (S=9549 rpm) (S=8753 rpm) (S=7957 rpm) (S=1592 rpm) (S=9549 rpm) (S=23873 rpm) (S=8912 rpm) (S=7639 rpm) (S=7002 rpm) (S=6366 rpm) (S=1270 rpm) (S=7639 rpm) (S=19098 rpm) (S=7073 rpm) (S=6063 rpm) (S=5557 rpm) (S=5052 rpm) (S=1010 rpm) (S=6063 rpm) (S=15157 rpm) Cutting fluid emulsion emulsion emulsion emulsion emulsion internal>5 bar dry emulsion ø5~ø10 (#6~#10) >> Work piece material Carbon steel C<0.3% Carbon steel C>0.3% ow alloy steel C<0.3% High alloy steel C>0.3% Stainless Steel Cast iron Al, and non-ferrous metal f (mm/rev) IC16 IC20 IC25 Ø4 (#5) Ø5 (#6) Ø6.3 (#7) Ø8 (#8) Ø10 (#10) (S=5570 rpm) (S=4774 rpm) (S=4376 rpm) (S=3978 rpm) (S=1194 rpm) (S=4774 rpm) (S=11936 rpm) (S=4456 rpm) (S=3819 rpm) (S=3501 rpm) (S=3183 rpm) (S=955 rpm) (S=3819 rpm) (S=9549 rpm) (S=3536 rpm) (S=3031 rpm) (S=2778 rpm) (S=2526 rpm) (S=758 rpm) (S=3031 rpm) (S=7578 rpm) (S=2785 rpm) (S=2387 rpm) (S=2188 rpm) (S=1989 rpm) (S=597 rpm) (S=2387 rpm) (S=5968 rpm) (S=2228 rpm) (S=1909 rpm) (S=1750 rpm) (S=1591 rpm) (S=477 rpm) (S=1909 rpm) (S=4774 rpm) Cutting fluid emulsion emulsion emulsion emulsion emulsion internal>5 bar dry emulsion Step-1 oosen the screw Step-2 Hole in the back Step-3 Push out insert Step-4 Place new insert ogo side up 45 Nine9 Cutting Tool & Tool Holders

49 Performance Profit by making the right choice >> High speed and feed rate reduce cutting time. The unique design increases tool life and reduces change over time. CT± CT CT 2 cutting edges 2 cutting flutes design Comparison >> Work piece : ow carbon alloy steel, 850 N/mm 2 Machine: VMC BT40 with internal coolant Diameter of tool : Ø3.15 mm Depth of drilling : 7.2 mm Comparison i-center HSS Center Drill ( TiN Coating ) Solid Carbide Center Drill Cutting speed m/min Spindle speed r.p.m Feed rate f = mm/rev Feed rate F= mm/min Coolant Emulsion External / Internal External External Drilling time sec Holes of drilling per edge Tool Ex: 200,000 holes, total drilling time i-center i-center HSS Center Drill 33 Hours 694 Hours i-center 33 Hours Solid Carbide Center Drill Tool 36 Hours Hour Ex: 200,000 holes, total tool length setup time i-center HSS Center Drill 29 min. 855 min. i-center 29 min. Solid Carbide Center Drill 120 min. Surface finish >> i-center Insert I9MT1603B0500 NC min. Material SCM440 Vc 60 m/min. S 3800 r.p.m. f 0.1 mm/rev. F 380 mm/min. Ap 13.5 mm Nine9 Cutting Tool & Tool Holders 46







50 Application of i-center >> Special holder Combined centering, facing chamfering and external turning >> Combined centering and facing >> Special 25x25 square shank holder >> Parts NO IC-2525M For used on lathe * 47 Nine9 Cutting Tool & Tool Holders
51 Technical Specifications 60 Centre holes DIN 332 >> Form R, A and B b DIN332 Form R d1 d2 DIN332 Form A d1 d2 90 DIN332 Form B d1 d d3 t a t a t a DIN332 Form R ISO DIN332 Form A ISO DIN332 Form B ISO d1 d2 t a d2 t a d2 b d3 t a i-center Advantage of From R Center hole 60 Center of tail stock 90 Center of tail stock Center hole and center are misaligned Advantage of From B center hole Avoid scar or distortion while transportation Burr Rough surface of work piece Total solution Nine9 Cutting Tool & Tool Holders 48









52 i-center Applications Tip >> Various centering applictions and products - shafts of engine, transmision gear boxes, bearings, motors, grinding parts, spindles, gear reducers, cooling fan, universal joints... Special forms for other application also available on request. 49 Nine9 Cutting Tool & Tool Holders
53 i-center Enquiry Form Company >> Challenge or improvement >> Center hole dimension >> Please provide workpiece drawing One of following type should be chosen. Type R The following information should be checked while discussing with customer. Machine Machine Type Spindle Speed Max. r.p.m. Power of Spindle motor KW HP Type A Coolant supply NO If yes, External Internal bar(psi) Current tool HSS Solid Carbide Cutting Speed m/min. SFM Others Feed Rate mm/rev. inch/rev. Work Piece Type B i-center Material code Center hole type Other request R A B C Other as attached drawing Surface roughness Tolerance(see below) Type C Special Tool holder shank dimensions >> Special tool holder shank, please fill in D1 and 4. As attached drawing. Metric Inch Other Dimension Table A1 A2 A3 ød1 ød2 ød3 Dimension Tolerance Dimension Table R ød1 4 Dimension Tolerance h6 --- Nine9 Cutting Tool & Tool Holders 50


54 Engraving 45 / 60 >> This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide grades help you to obtain higher speed and feed rate, dramatically reducing your cycle time. Features High Positive Rake Angle Indexable insert. Suitable for engraving all types of materials, such as plastic,non-ferrous metal, aluminum, copper carbon steel and stainless steel. Multi-Side Grinding Full peripherally ground insert to ensure efficient repeatability. It performs excellently without producing any burrs, especially in copper, aluminum and stainless steel. High Speed, High Feed Rate Designed to run at high speed, up to 40,000 r.p.m. Feed rate 0.08mm (0.003 ) / rev. apply to aluminum; 0.05mm (0.002 ) / rev. apply to stainless steel. Reduces engraving cycle time! Economical Each indexable insert has 2 cutting edges. No resharpening required. Tool length is unchanged. No need to reset after changing insert or cutting edge. Excellent repeatability! Applications Serial numbers, product codes, dial scales, signs, logo, graph and almost any character which can be created by the NC programming system. 51



55 Nine9 X7-99 Serial number S/N TW ogo outlines Mold & Die Product info n max. F max. S 4800min 34KN 84KN Dial scales Widely be used for marking on machine components, medical components, gun components, mold and die, automotive parts, gears, bearings and luxury goods. 52


56 45 Engraving Tool 45 Re=0.2 Re=0.2 Re= NC2032 NC2071 NC9031 Inserts >> NC2032: ong tool life For all kind of steel from 30~50 HRC, carbon steel, alloy steel, and cast iron. NC2071: Strong edge on chip groove best suited for min. DOC 0.2 mm Universal grade for all kind of steel <30HRC, non-ferrous metal and stainless steel. NC9031: Fully postive ground rake angle, very sharp edge for thin engraing. For non-ferrous metal such as aluminum, brass, copper, titanium, plastic and acrylic. Wmax. T Wmin. Code Part No. Angle Grade Coating V04506T1W06-NC2071 TiN Dimensions W T S Re Wmin. Wmax. Tmin. Tmax V04506T1W06-NC K20F TiAlN V04506T1W06-NC9031 TiN Holder >> * Carbide shank holders designed for shrink-fit holder,engraving machines, high speed cutting. * X (100mm Ø6 length) is only for AI, AI-alloy cutting. ød Code Parts No. Angle Ød 1 Screw / Key V * V * V045-06X Note: DC Slim chuck, see page 65. NS Nm NK-T7 Starter Kit >> Code Part No. Shankø Angle Insert included Content V045-03K-71 V04506T1W06-NC V045-03K V04506T1W06-NC V045-03K-31 V04506T1W06-NC x Holder 1 x T7 Key 3 x inserts V060-03K-71 6 V06006T1W06-NC V060-03K-32 V06006T1W06-NC V060-03K-35 V06006T1W06-NC V060-03K-31 V06006T1W06-NC Nine9 Cutting Tool & Tool Holders

57 Engraving Tool Re=0.2 Re=0.2 Re=0.2 Re=0.2 flat flat 60 NC2032 NC2071 NC2035 NC9031 NC2032 NC9036 Inserts >> NC2032: ong tool life For all kind of steel from 30~50 HRC, carbon steel, alloy steel,and cast iron. NC2071: Strong edge on chip groove best suited for min. DOC 0.2 mm Universal grade for all kind of steel <30HRC, non-ferrous metal and stainless steel. NC2035: ADURA coating, reduce the heat and low tool wear. For steel with heat treatment up to 56 HRC. NC9031: Fully postive ground rake angle very sharp edge for thin engraing. For non-ferrous metal such as aluminum, brass, copper, titanium, plastic and acrylic. NC9036: DC coating, very sharp edge produces excellent surface finish. For non ferrous metal such as aluminum, brass, copper, titanium, plastic and acrylic. Wmax. Wmin. Wmax. Wmin. T T 1 2 Fig Code Part No. Angle Grade Coating V06006T1W06-NC2071 TiN Dimensions W T S Re Wmin. Wmax. Tmin. Tmax V06006T1W06-NC2032 TiAlN K20F V06006T1W06-NC2035 ADURA Fig Code Part No. Angle Grade Coating V06006T1W06-NC9031 TiN V06006T1W03-NC2032 TiAlN 60 K20F V06006T1W03-NC9036 DC Dimensions W T S Re Wmin. Wmax. Tmin. Tmax Engraving Tool Holder >> * * Carbide shank holders designed for shrink-fit holder,engraving machines, high speed cutting. X (100mm length) is only for AI, AI-alloy cutting. Ø6 Ø4 Ø6 1 ød ød Code Parts No. Angle Ød 1 Screw / Key V V * V * V060-06X NS Nm NK-T7 Nine9 Cutting Tool & Tool Holders 54
58 Cutting Data Engraving Depth and Width Reference Chart To use the engraving chart, select your engraving width (w) on the vertical axis. Select your engraving insert angle (45 or 60 ), and follow the horizontal line from the (w) axis to the intersection with the insert angle. Follow the vertical line from this intersection point to the engraving depth (t) axis to determine the engraving depth. V045/V060 T1W06 >> mm inch Reference chart of engraving depth and width V060 α= V045 α= mm inch mm mm Work Material S RPM f (mm/rev.) Grade of Insert Carbon steel 5000~ ~0.05 NC2071,NC2032 Alloy steel 5000~ ~0.03 NC2032,NC2071 Alloy steel HRc40 ~ ~ ~0.02 NC2035 Stainless Steel 5000~ ~0.05 NC2071,NC9031 Cast iron 5000~ ~0.03 NC2032 Aluminum Non-Ferrous Metal 5000~ ~0.08 NC2071,NC9031 Material Ap 1st 2nd 3rd 4th 5th 6th ~ Tmax.:2mm Fine finishing Carbon steel ~ ~ 0.1 Alloy steel Alloy steel HRc40 ~ Stainless Steel Cast iron ~ ~ 0.1 Aluminum Non-Ferrous Metal ~ ~ ~ ~ Nine9 Cutting Tool & Tool Holders
59 Cutting Data V060 T1W03 >> mm (inch) Reference chart of engraving depth and width (inch) (mm) Work Material S RPM f (mm/rev.) Grade of Insert Carbon steel C<0.3% 5000 ~ ~ 0.01 NC2032 Carbon steel C>0.3% 5000 ~ ~ NC2032 Alloy steel 5000 ~ ~ 0.01 NC2032 Stainless Steel 5000 ~ ~ 0.01 NC9036 Cast iron 5000 ~ ~ NC2032 Aluminum 5000 ~ ~ NC9036 Engraving Tool Copper, Brass 5000 ~ ~ 0.01 NC9036 Titanium 5000 ~ ~ NC9036 Tmax.:0.8mm Material Ap 1st 2nd 3rd 4th 5th ~ Fine finishing Carbon steel C<0.3% Carbon steel C>0.3% Alloy steel Stainless Steel Cast iron Aluminum Copper, Brass Titanium Nine9 Cutting Tool & Tool Holders 56
60 Performance Comparison >> Tool Cutting data V V06006T1W06-NC2071 Engraving tool Ball nose end mill Radius 0.4 mm Work piece material Tool steel SKD 61 (JIS G 4404), Hardness: HRB92~93 ( HB 200) Spindle speed r.p.m Feed rate mm/min Cutting depth Ap 0.2 mm 0.2 mm 0.05 mm, 4 times to cut to 0.2 mm Roughness of bottom Ra 0.36 m 0.83 m 0.46 m Change and resetting No need Need Need Tool life ong Short Short Measured result by Alicona IFM system Cutting data Tool V V06006T1W06-NC2071 Tool V V06006T1W06-NC V V06006T1W06-NC2035 Work piece material SKD 51 SS SKD 61 (50HRC) Spindle speed r.p.m Feed rate mm/min Cutting depth Ap 0.1 mm 0.35 mm 0.2 mm Change and resetting No need No need No need Tool life 24 min.(1440 sec.) 7.2 meters 3.5 meters Attention >> Selecting the speed and feed rate Select the spindle speed and feed rate according to the selected material s cutting data. The downward feed rate of the Z-axis should be reduced to 50% of the table feed rate. Cutting fluid and cooling condition Elmusion is recommended for engraving on steel, stainless steel, Al and Al-alloy. Blown cooled air is recommended for engraving on cast iron and plastic. Setting-up the tool holder The tool shank runout should be below 0.02 mm ( ). Shrink fit chucks, hydraulic chuck and high precision spring collet chucks are recommended. Pre-balance the tool holder minimum G6.3/10,000 R.P.M. is necessary. Clamping the engraving insert Place and hold the insert in the insert pocket against the positioning side. See illustration below: Step-1 Step-2 Step-3 Place the insert in the insert pocket. Push insert against insert pocket and insert the screw. Tighten the insert screw. 57 Nine9 Cutting Tool & Tool Holders
























61 Engraving Applications Tip >> Use the V045 and V060 style engravers in materials that tend to push burrs such as stainless steels and high temp alloys. These inserts have a 0.2mm(0.008 ) radius with a very sharp cutting edge and cut very freely. Character widths start around 0.45mm(0.017 ). This tool best replaces ball nose endmills. This tool is considered to be first choice for all but fine engraving width below 0.25mm. Components uxury goods Mold & Die Engraving Tool Product Nine9 Cutting Tool & Tool Holders 58





62 Chamfer Mill 45 >> Nine9 chamfer mill is designed for chamfering and countersinking with an indexable insert. The insert is a specifically designed for use in high speed machining ; the multiple flutes provide for increased feed rate, optimizing performance and reducing cutting time. Features Ultra high speed and feed rate is the biggest advantage of Nine9 Chamfer Mills. It is not a traditional chamfer tool, it runs 4 times faster in cutting speed and 10 times higher in feed rate. It is the most efficient tool you ever met. Excellent Repeatability >> Smallest insert in the world for chamfering mill. Smallest Indexable counter sink, diameter ø7 mm. The insert is dual-relief angle, specially edge honning and optimized coated for high cutting speed. Optimized the number of teeth on the holder to achieve higher feed rate. ø7mm Applications >> 90 counter sink and 45 chamfering. For counter sink, circular chamfering, contour chamfering and face milling. Smallest in the world Actual size 59



63 Face Milling Chamfering Back Chamfering Countersink Backward Circular Chamfering For front and back chamfering. Eliminates 2nd operation or de-burring time. 60
64 45 Indexable Chamfer Mill Features >> Thanks to the specially ground dual-relief insert and optimized coating, higher feed rates and cutting speeds can be achieved on chamfering operations. Each insert has 4 cutting edges, reducing cost of inserts. Fine edge honning cutting edge, good chip breaking condition and long tool life C02, C04, C06 >> Made of hot working steel and hardened. Elliptical necked bar to optimize the tool strength. 1 ØD Cmax Cmin R2 R1 d2 d1 Ød E 0.1 c1 c2 c3 Parts No. Type Made of tool steel. Cmin ø Cmax ø C10~99616-C52 >> E E E ød ød1 ød2 ød R1 R2 1 c1 c2 c3 E z C02 BC10-C C04 BC12-C C06 BC12-C c3 c2 c1 0.5 Ød1 insert Screw / Key N9GX04T002 NS Nm NK-T6 c3 c2 c1 0.5 Ød1 c3 c2 c1 0.5 ØD Cmax. Cmin. R2 R1 1 1 Ød R2 R1 ØD Cmax. Cmin. Ød ØD Cmax. Cmin. Ød 1 2 R2 R1 3 Fig Parts No. Type Cmin ø Cmax ø ød ød1 ød R1 R2 1 c1 c2 c3 z insert Screw / Key C10 BC10-C N9GX04T002 NS Nm C20 BC12-C NK-T C30 BC16-C N9GX NS Nm C40 BC20-C NK-T C50 BC20-C N9GX NS Nm C52 BC25-C NK-T9 Starter Kit >> Fig Part No. Insert included Holder included Content C N9GX04T002-NC C C N9GX04T002-NC C C N9GX NC C C N9GX NC C C N9GX NC C C N9GX NC C52 2 x holders + 10 inserts + 1 key 61 Nine9 Cutting Tool & Tool Holders
65 45 Inserts >> NC2032: AlTiN coating, very long tool life. For carbon steel, alloy steel, cast iron and hardened steel up to 56HRC Each insert has 4 cutting edges. NC9071: TiN coating, very shape cutting edge produces excellent surface finish For non ferrous metal, aluminum, aluminum-alloy, brass, copper and stainless steel. Each insert has 4 cutting edges NC2032 NC9071 Parts No. Dimensions Coating Code of insert Grade S Re Screw Key N9GX04T002 N9GX N9GX NC2032 NC9071 NC2032 NC9071 NC2032 NC9071 K20F AlTiN TiN AlTiN TiN AlTiN TiN C02, C04, C06 Cutting Data >> Work Piece Material Material Group Sample Code (JIS) Grade of insert Cutting Speed VC m/min. NS Nm NS Nm NS Nm Feed Rate mm / tooth N9GX04T002 Max. Chamfering 1.5mm Carbon steel C<0.3% SS400 NC ~ 0.07 Carbon steel C>0.3% S50C, P5 NC ~ 0.07 ow alloy steel C<0.3% SCM420 NC ~ 0.04 High alloy steel C>0.3% SKD11 NC ~ 0.07 Re S NK-T6 NK-T7 NK-T9 Stainless Steel SUS304 NC ~ 0.04 Cast iron FC25 NC ~ 0.06 AI, and non-ferrous metal A6061 NC ~ C10~C52 Cutting Data >> Work piece material Material Group Sample Code (JIS) Grade of insert Cutting Speed Vc m/min. Feed rate mm / tooth N9GX04T002 N9GX N9GX Max. Chamfering 1.5mm Max. Chamering 2.5mm Max. Chamfering 4mm Carbon steel C<0.3% SS400 NC ~ ~ ~0.25 Carbon steel C>0.3% S50C,P5 NC ~ ~ ~0.25 Chamfer Mill ow alloy steel C<0.3% SCM420 NC ~ ~ ~0.20 High alloy steel C>0.3% SKD11 NC ~ ~ ~0.15 Stainless Steel SUS304 NC ~ ~ ~0.20 Casting iron FC25 NC ~ ~ ~0.20 AI, and non-ferrous metal A6061 NC ~ ~ ~0.25 Hardened steel<hrc50 SKD61 NC ~ ~ ~0.15 Nine9 Cutting Tool & Tool Holders 62
66 45 Performance Feed Rate = Feed per Tooth x Spindle Speed x No. of Flute mm/min. UP Spindle Speed = Cutting Speed x 1000 x Cmin. Test Result >> Example 1 Chamfer tool with larger insert(sxxx1204) and Nine9 N9GX04 insert. Tool Cutting data Nine 9 Chamfer mills Other makers with arge insert Chamfering 1 mm 1 mm Feed rate mm/rev Dia. of cutter mm Teeth of cutter 4 2 Cutting Speed Vc m/min Spindle Speed r.p.m Feed rate mm/min Tool Feed Rate: mm/min C20 (4 teeth tool) Other makers with large insert Sxxx mm/min 3474 mm/min Nine times higher WIN times Tool Ex:10 meter chamfer, total chamfering time C20 (4 teeth tool) Other makers with large insert Sxxx sec sec. Nine times faster WIN ,000 1,200 1,400 1,600 sec. 63 Nine9 Cutting Tool & Tool Holders


67 Other Tools Contents >> 65 Page DC Slim Chuck 66 Page Extension Bar 67 Page ISO 20/25 Tool Holder 68 Page Center Height Adjusting sleeve 69 Page Torque Screwdriver 64
68 DC Slim Chuck Extension Adaptor >> DC-E Collet 45 Engraving Tool 60 Engraving Tool Spotting 90 Engraving Tool D1 D D1 D 1 * Stop Nut 1 Parts No. Type of Holder DC-E Collet >> d 1 ød D1 θ Collet Back Screw Stop Screw The design of DC-E collets is emphasized on increasing the clamping force of end mills. Hexagon Key ST12-DC4-90 2~ M4 * TP-M8 DC ~ ST12-DC ~ M4 * 85 OP-M ST12-DC ~ M5 * ST16-DC ~ DC6 M5 * 100 OP-M ~ ST20-DC ~ M5 * 100 OP-M ST25-DC ~ M5 * 100 OP-M ~ ST20-DC ~ DC8 M6 * 120 OP-M ~ Stop Nut TP-M ST25-DC ~ DC10 M8 * 150 OP-M ~ Stop nut is applied when clamping and unclamping tools. * ød ød 4D Type DC-4E DC-6E DC-8E DC-10E D DC4-E DC6-E DC8-E DC10-E Parts No. Size(mm) Parts No. Size(mm) Parts No. Size(mm) Parts No. Size(mm) DC Collet >> DC6 collets for drills, reamers and taps below Ø6mm are also available. (Please contact us)


69 Set of DC Slim Chuck DC4 >> Contains Parts No. Type of Holder Collet Chuck Collet Spanner Hex Key SST10-DC4-90 SST10-DC4-90 DC4-2E x 1pc DC4-3E x 1pc ~ ~ SST12-DC4-120 SST12-DC4-120 DC4-4E x 1pc DC6 >> Contains Parts No. Type of Holder Collet Chuck Collet Spanner Hex Key SST12-DC6-120 ST12-DC ~642 DC8 >> Parts No SST16-DC6-150 ST16-DC6-150 DC6-3E x 1pc ~642 DC6-4E x 1pc ~ SST20-DC6-200 ST20-DC6-200 DC6-6E x 1pc ~ SST25-DC6-250 ST25-DC ~643 Parts No. Type of Holder Contains Collet Chuck Collet Spanner Hex Key DC8-3E x 1pc SST20-DC8-200 ST20-DC8-200 DC8-4E x 1pc DC8-6E x 1pc DC8-8E x 1pc ~ ~652 DC10 >> Type of Holder SST25-DC ST25-DC Contains Collet Chuck Collet Spanner Hex Key DC10-3E x 1pc DC10-4E x 1pc DC10-6E x 1pc DC10-8E x 1pc DC10-10E x 1pc Extension Bar For NC Spot-Drill Solid Carbide Extension Bar >> TiN coated to indentify the efficient length ~ ~662 Order No. Part No. ØD T M NC Spot Drill M6 (P.17) M8 (P.19) W BC12-100M06W M6xP W BC14-120M08W M8xP W BC16-150M08W M8xP1.25 Other Tool 66

70 ISO 20/25 Tool Holder for Engraving Machine Tool Holder >> Runout: 0.01mm (4xD). Max. speed: 50,000 r.p.m. Applied with pull stud and nut. G d D1 D2 D3 D Taper Shank Parts No. Type D1 D2 D3 D G Collet Pull Stud Clamping Nut ISO ISO20 ER16-R M8 ER16 ISO20-D CN-ER16R ISO ISO25 ER20-R M8 ER20 ISO25- CN-ER20R Pull Stud >> Parts No. Type 1 2 D D1 D2 D3 θ G SW ISO20-D M ISO M8 9 SW θ ISO25-D M8 11 G D3 D2 D1 D ISO M Clamping Nut >> Spring Collet >> Concentricity (0.01mm) Parts No. Type D H G Parts No: XX Parts No: XX CN-ER16R M19X1.0P CN-ER20R M25X1.5P Size Range ER16-3* 3-2 ER Size Range ER ER ER ER ER ER H ER ER G D ER ER ER * Ordering example ER16-3: AA ER ER ER20-10* 10-9 ER ER ER * Ordering example ER20-10: AA


71 Center Height Adjusting Sleeve Principle >> Designed for adjusting Center Height of center drills, NC spot drills, reamers and taps on the CNC lathes. The main body is made from two sleeves. The inner sleeve is to hold and lock the cutting tool. Its center is inclined to the outer sleeve. When the inner sleeve is pushed or pulled, the cutting tool s center height is adjusted to lower or higher position. Parts No.: H >> Type : SB32-IDER20 ø3~ ø13mm cutting tool ER20 coolant slot Adjusting range ±0.15 mm ø34 ø3~ ~ ø32 h6 Parts No.: H >> Type : SB32-ID16 Dust protection wiper ø16 mm cutting tool holder Adjusting range ±0.15 mm 90 95~101 coolant slot ø40 h6 Applications >> Used when the CNC lathes need to adjust the center height. This sleeve can be clamped by VDI 40, VDI 50 E2 tool holders,and other type of internal turning tool holders. Center height adjusting range: ±0.15 mm(.006 ). Total axial movement is 6mm(.236 ). Tightening screw 4mm Hex key Two set screws to hold the inner sleeve. Adjusting center height with 4 mm Hex key. Other Tool 68






72 Torque Screwdriver Patented >> Torque adapter is patented in multi-country! Thanks to the patented adapter driving screw easily. Fitting with a universal handle, the most compact size of torque screw driver in the world is built. ight and precise! Different torque value preset adapter is available on request. Accuracy >> No over-tighten! When the demand torque is reached, there is a click sound. For continued tightening on the screw, it is no longer increase the torque on the screw. The limit of loosening torque is larger than the tightening torque to protect both tool and the screw from the breaking or damage Replaceable >> Economic! Not only the bit, the torque adaptor is also replaceable. This results in plenty cost saving compared with other brands in the market. Color Identity >> No mistake! The color indification is visible on both adaptors and bits. It is to enhance the convenience of using and delivery proper tightening torque. Smart Kit >> Parts No. 0-TPK K Nm kgfcm In-lb Nine9 Inserts Content TX N9GX04T0 TX TX N9GX0602 V06006T1 V04506T1 N9MT0802 V x handle 6 x torque adapters 6 x bits (25mm) 1 x case Weight : 290g TX TX TX N9GX0903 V I9MT12 N9MT22 N9MT11 V9MT12 I9MT16 N9MT17 V I9MT20/25 69




73 Single Set >> Parts No. Nm kgfcm In-lb 25mm + 50mm Content 0-TPK01-TX pcs + 2 pcs 0-TPK01-TX pcs + 2 pcs 0-TPK01-TX pcs + 2 pcs 0-TPK01-TX pcs + 2 pcs 1 x handle 2 x bits (25mm) 2 x bits (50mm) 1 x case Weight : 124g 0-TPK01-TX pcs + 2 pcs 0-TPK01-TX pcs + 2 pcs 0-TPK01-TX pcs + 2 pcs 0-TPK01-TX pcs + 2 pcs 0-TPK01-TX pcs + 2 pcs 0-TPK01-TX pcs + 2 pcs Spare Sets >> 25mm bit Hardness : HRC 59 ~60 Made of high alloy steel and chrome plated. Parts No. 25 mm 0-TPK-B01-TX06-25 TX6 6 pcs 0-TPK-B01-TX07-25 TX7 6 pcs Weight : 4g 0-TPK-B01-TX08-25 TX8 6 pcs 0-TPK-B01-TX09-25 TX9 6 pcs 0-TPK-B01-TX10-25 TX10 6 pcs 0-TPK-B01-TX15-25 TX15 6 pcs 0-TPK-B01-TX20-25 TX20 6 pcs Spare Sets >> 50mm bit Hardness : HRC 59 ~60 Made of high alloy steel and chrome plated. Parts No. 50 mm 0-TPK-B01-TX06-50 TX6 6 pcs Weight : 6g 0-TPK-B01-TX07-50 TX7 6 pcs 0-TPK-B01-TX08-50 TX8 6 pcs 0-TPK-B01-TX09-50 TX9 6 pcs 0-TPK-B01-TX10-50 TX10 6 pcs 0-TPK-B01-TX15-50 TX15 6 pcs 0-TPK-B01-TX20-50 TX20 6 pcs Other Tool 70
74 71 Notes
75

76
Productivity & Creativity & Infinity
 Productivity & Creativity & Infinity Awarded Patents in Taiwan USA Japan Germany China You will be interested to know that we have just introduced our new De-B & X060 engraving tool Page 60 Indexable NC
Productivity & Creativity & Infinity Awarded Patents in Taiwan USA Japan Germany China You will be interested to know that we have just introduced our new De-B & X060 engraving tool Page 60 Indexable NC
Productivity, Creativity & Infinity
 Productivity, Creativity & Infinity Nine9 company began in 1994 and with the development of special tools, boring heads and accessories. The Nine9 logo was commissioned in 1999. It comes from the Chinese
Productivity, Creativity & Infinity Nine9 company began in 1994 and with the development of special tools, boring heads and accessories. The Nine9 logo was commissioned in 1999. It comes from the Chinese
No Need To Choose Nine9 Does It All! >>
 No Need To Choose Nine9 Does It All! >> Cost Saving Time Saving Highly Efficient ong Tool ife Various inserts can fit on same holder Various Applications Spotting Corner Rounding WSP SW PR CT Page 13 Page
No Need To Choose Nine9 Does It All! >> Cost Saving Time Saving Highly Efficient ong Tool ife Various inserts can fit on same holder Various Applications Spotting Corner Rounding WSP SW PR CT Page 13 Page
Productivity, Creativity & Infinity
 Productivity, Creativity & Infinity Nine9 company began in 1994 and with the development of special tools, boring heads and accessories. The Nine9 logo was commissioned in 1999. It comes from the Chinese
Productivity, Creativity & Infinity Nine9 company began in 1994 and with the development of special tools, boring heads and accessories. The Nine9 logo was commissioned in 1999. It comes from the Chinese
NC Spot Drill with Patented indexable carbide insert.
 with Patented indexable carbide insert. High Efficiency! Low Cost! CNC Lathes, CNC Turning Centers and Machining Centers. One tool will perform multiple applications. Long tool life. Each insert has four
with Patented indexable carbide insert. High Efficiency! Low Cost! CNC Lathes, CNC Turning Centers and Machining Centers. One tool will perform multiple applications. Long tool life. Each insert has four
NO NEED TO CHOOSE NINE9 DOES IT ALL!
 NO NEED TO CHOOSE NINE9 DOES IT ALL! Cat. No. 11.a NC Spot Drills Corner Rounding Cutters & Engraving Tools Various applications of NC Spot Drill We Focus: Higher efficiency Position accuracy Long tool
NO NEED TO CHOOSE NINE9 DOES IT ALL! Cat. No. 11.a NC Spot Drills Corner Rounding Cutters & Engraving Tools Various applications of NC Spot Drill We Focus: Higher efficiency Position accuracy Long tool
Features. Special forms are possible
 Center Drill >> The is a trademark of Nine9, the developer of the first indexable center drill in the world.(patented) Offering an indexable insert system for the 1st time, Nine9 s design improves your
Center Drill >> The is a trademark of Nine9, the developer of the first indexable center drill in the world.(patented) Offering an indexable insert system for the 1st time, Nine9 s design improves your
Indexable Center Drill
 i-center indexable center drill (patent pending) First Indexable center drill in the world. Shortens set up time and center drilling time. Increases tool life which reduces tooling cost. Special forms
i-center indexable center drill (patent pending) First Indexable center drill in the world. Shortens set up time and center drilling time. Increases tool life which reduces tooling cost. Special forms
Features. High Positive Rake Angle. Multi-Side Grinding. High Speed, High Feed Rate. Economical
 Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Features. High Positive Rake Angle. Multi-Side Grinding. High Speed, High Feed Rate. Economical
 Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Lower Spindle Power Consumptionn
 ower Spindle Power Consumptionn > Five cutters for drilling Ø13~Ø50 mm. > One insert for all kind of materials. > The drilling is done by helical interpolation. (circular ramping milling) Nine9 NC Helix
ower Spindle Power Consumptionn > Five cutters for drilling Ø13~Ø50 mm. > One insert for all kind of materials. > The drilling is done by helical interpolation. (circular ramping milling) Nine9 NC Helix
 Indexable Engraving 45 / 60 A Revolutionary New Concept Engraving Tools with Indexable Carbide Inserts THE ACCURATE & ADVANTAGED SOLUTION www.jic-tools.com.tw 2011-06 1 indexable engraving Tool Our innovative
Indexable Engraving 45 / 60 A Revolutionary New Concept Engraving Tools with Indexable Carbide Inserts THE ACCURATE & ADVANTAGED SOLUTION www.jic-tools.com.tw 2011-06 1 indexable engraving Tool Our innovative
Features. Excellent Repeatability >> Applications >>
 Chamfer Mill 45 >> Nine9 chamfer mill is designed for chamfering and countersinking with an indexable insert. The insert is a specifically designed for use in high speed machining ; the multiple flutes
Chamfer Mill 45 >> Nine9 chamfer mill is designed for chamfering and countersinking with an indexable insert. The insert is a specifically designed for use in high speed machining ; the multiple flutes
Cat.3a Super Power Drill Super Drill
 www.jic-tools.com.tw Cat.3a Super Power Drill Super Drill WE HAVE INVESTED RESOURCES IN THE DESIGN & MANUFACTURE OF INSERTED CUTTERS Cost Saving Our innovative tooling design upgrades productivity and
www.jic-tools.com.tw Cat.3a Super Power Drill Super Drill WE HAVE INVESTED RESOURCES IN THE DESIGN & MANUFACTURE OF INSERTED CUTTERS Cost Saving Our innovative tooling design upgrades productivity and
Optimized flute design Better chip evacuation. Carbide substrate Higher heat resistance, higher speed.
 Thread Mills Available for the first time, our solid thread mills are designed to be the highest quality thread milling solution. WIDIA-GTD Cut up to 63 HRC. Improved overall thread quality. Optimized
Thread Mills Available for the first time, our solid thread mills are designed to be the highest quality thread milling solution. WIDIA-GTD Cut up to 63 HRC. Improved overall thread quality. Optimized
T360. Holders and Inserts - T-Cap. Features T333. Holders T335. Inserts T336. Clamping units T337. Sleeves for clamping units T338.
 T358 T329 Holders and Inserts - T-Cap Features Holders Inserts Clamping units Sleeves for clamping units T-CAP Kits T333 T335 T336 T337 T338 T339 User Guide Comparison test results Surface finish Tool
T358 T329 Holders and Inserts - T-Cap Features Holders Inserts Clamping units Sleeves for clamping units T-CAP Kits T333 T335 T336 T337 T338 T339 User Guide Comparison test results Surface finish Tool
HIGH SPEED BORING BARS. THE ACCURATE & ADVANTAGED SOLUTION High Efficiency/Easy Adjustment. Cat.No.9
 Featuring Improved Cycle Time Roughness Position Accuracy True Roundness HIGH SPEED BORING BARS High Efficiency/Easy Adjustment THE ACCURATE & ADVANTAGED SOUTION www.jic-tools.com.tw Cat.No.9 Global Marketing
Featuring Improved Cycle Time Roughness Position Accuracy True Roundness HIGH SPEED BORING BARS High Efficiency/Easy Adjustment THE ACCURATE & ADVANTAGED SOUTION www.jic-tools.com.tw Cat.No.9 Global Marketing
Thread Mills. Solid Carbide Thread Milling Cutters
 Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Solid Carbide Thread Milling Cutters
 Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY
 LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
-treme thread cutting. Tiny Tools. New Products. Metric
 TM -treme thread cutting Tiny Tools New Products Metric 2014-2015 Tiny Tools Broaching Tools for Hexagon Keys - HK The HK broaching system have been developed to machine internal keyways inside blind or
TM -treme thread cutting Tiny Tools New Products Metric 2014-2015 Tiny Tools Broaching Tools for Hexagon Keys - HK The HK broaching system have been developed to machine internal keyways inside blind or
METRIC THREAD MILLS SINGLE PROFILE (SPTM) - SOLID CARBIDE. Scientific Cutting Tools, Inc. Q A C OAL 60º THREAD MILLS METRIC
 - SOLID CARBIDE. Scientific Cutting Tools, Inc. Q A C OAL 60º THREAD MILLS METRIC") METRIC SINGLE PROFILE (SPTM) - SOLID CARBIDE METRIC Q A B 60º C S With just 19 varieties of Thread Mills, fine and coarse threads ranging from M1.2 to M30+ can be milled SPECIALTY PORT - CAVITY INDEXABLE
METRIC SINGLE PROFILE (SPTM) - SOLID CARBIDE METRIC Q A B 60º C S With just 19 varieties of Thread Mills, fine and coarse threads ranging from M1.2 to M30+ can be milled SPECIALTY PORT - CAVITY INDEXABLE
and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems
-11/08 High Performance Indexable Insert Systems") and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems Allied Maxcut Engineering Co. Limited AMEC Indexable Drill Range The AMEC range of adjustable indexable carbide drills provides the
and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems Allied Maxcut Engineering Co. Limited AMEC Indexable Drill Range The AMEC range of adjustable indexable carbide drills provides the
Chapter 23 Drilling and Hole Making Processes. Materials Processing. Hole Making Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
UN THREAD MILLS SINGLE PROFILE (SPTM) - SOLID CARBIDE. Scientific Cutting Tools, Inc. OAL 60º THREAD MILLS
 - SOLID CARBIDE. Scientific Cutting Tools, Inc. OAL 60º THREAD MILLS") UN SINGLE PROFILE (SPTM) - SOLID CARBIDE UN Q A B 60º C S Fine and coarse threads ranging from #00 to 1¼ + can be milled using the 19 varieties of these single profile thread mills. SPECIALTY PORT - CAVITY
UN SINGLE PROFILE (SPTM) - SOLID CARBIDE UN Q A B 60º C S Fine and coarse threads ranging from #00 to 1¼ + can be milled using the 19 varieties of these single profile thread mills. SPECIALTY PORT - CAVITY
 +1-508-653-8897 800-992-4766 www.toolmex.com Dear Valued Customers, The TMX Team have broadened our line of round cutting tools and holders to ensure that you have the productivity tools that you need
+1-508-653-8897 800-992-4766 www.toolmex.com Dear Valued Customers, The TMX Team have broadened our line of round cutting tools and holders to ensure that you have the productivity tools that you need
COFA. Consistent deburring through holes on Even & Uneven surfaces in any material HEULE. Case Study - Automotive. Study Details
 Case Study - Automotive COFA Consistent deburring through holes on Even & Uneven surfaces in any material BEFORE AFTER COFA Tool ION 1,400 parts / day (2 holes per part) CNC Machining Center Low Carbon
Case Study - Automotive COFA Consistent deburring through holes on Even & Uneven surfaces in any material BEFORE AFTER COFA Tool ION 1,400 parts / day (2 holes per part) CNC Machining Center Low Carbon
Metal Cutting - 5. Content. Milling Characteristics. Parts made by milling Example of Part Produced on a CNC Milling Machine 7.
 Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
STUB ACME - INTERNAL AND EXTERNAL
 STUB ACME - INTERNAL AND EXTERNAL SOLID CARBIDE SINGLE PROFILE ACME Q A 29º B C S Solid carbide for maximum tool rigidity coating for increased performance Single start threads only SPECIALTY PORT - CAVITY
STUB ACME - INTERNAL AND EXTERNAL SOLID CARBIDE SINGLE PROFILE ACME Q A 29º B C S Solid carbide for maximum tool rigidity coating for increased performance Single start threads only SPECIALTY PORT - CAVITY
Stable parting-off operations due to unique clamping system
 GrooveLine Tungaloy Report No. 504-US DUOJUST-CUT Stable parting-off operations due to unique clamping system ACCELERATED MACHINING GrooveLine DuoJust-Cut, a new line of small tools with a durable insert
GrooveLine Tungaloy Report No. 504-US DUOJUST-CUT Stable parting-off operations due to unique clamping system ACCELERATED MACHINING GrooveLine DuoJust-Cut, a new line of small tools with a durable insert
Cutting Tools. Round Tooling TMX-TOOL Fax
 Round Tooling +1-508-653-8897 844-TMX-TOOL Fax +1-508-653-5110 www.tmxtools.com 245 Quick Lookup Round Tooling DRILLS...247 ANNULAR CUTTERS...295 REAMERS...299 COUNTERBORES AND COUNTERSINKS....321 CARBIDE
Round Tooling +1-508-653-8897 844-TMX-TOOL Fax +1-508-653-5110 www.tmxtools.com 245 Quick Lookup Round Tooling DRILLS...247 ANNULAR CUTTERS...295 REAMERS...299 COUNTERBORES AND COUNTERSINKS....321 CARBIDE
APOLLO. Variable Helix Corner Radius End Mills. Excellent for Alloy Steel, Nickel Inconel Alloys, Stainless and Carbon Steel
 Variable Helix Corner Radius End Mills Excellent for Alloy Steel, Nickel Inconel Alloys, Stainless and Carbon Steel Unequal Flute Design for Chatter Resistance Great for Roughing or Finishing High Performance
Variable Helix Corner Radius End Mills Excellent for Alloy Steel, Nickel Inconel Alloys, Stainless and Carbon Steel Unequal Flute Design for Chatter Resistance Great for Roughing or Finishing High Performance
SINGLE POINT TOOLS. Mini Boring Bars Mini Boring Bars come in a range of diameters from to inch. They are fluted for maximum strength.
 SINGLE POINT TOOLS All single point tools are designed for internal machining on a lathe. The helical boring bars can be used for both lathe and mill applications. All cutting tools are made from premium
SINGLE POINT TOOLS All single point tools are designed for internal machining on a lathe. The helical boring bars can be used for both lathe and mill applications. All cutting tools are made from premium
Plus Our NEW Quick Delivery Step Drill Program
 LE ADING SOLUTIONS FOR CHAMFERED / THRE ADED HOLES Plus Our Quick Delivery Step Drill Program CHAMFERED / THREADED HOLE SOLUTIONS From standard stocked tools to our Quick Delivery Program a full range
LE ADING SOLUTIONS FOR CHAMFERED / THRE ADED HOLES Plus Our Quick Delivery Step Drill Program CHAMFERED / THREADED HOLE SOLUTIONS From standard stocked tools to our Quick Delivery Program a full range
DRV Magic Drill. High Efficiency Indexable Drill. Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation
 DRV Magic Drill High Efficiency Indexable Drill Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation xd to 6xD drilling lineup with 4 chipbreakers for various machining applications High
DRV Magic Drill High Efficiency Indexable Drill Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation xd to 6xD drilling lineup with 4 chipbreakers for various machining applications High
Automotive solutions for ISO K
 Automotive solutions for ISO K When machining in ISO K materials, you need tough tools that can withstand high abrasive wear and frittering, and deliver secure and precise machining again and again. This
Automotive solutions for ISO K When machining in ISO K materials, you need tough tools that can withstand high abrasive wear and frittering, and deliver secure and precise machining again and again. This
COFA. Deburring Tool for Elliptical or Contoured Surfaces. increased performance. from stock
 Deburring Tool for Elliptical or Contoured Surfaces increased performance from stock Cat. No. HTC015 Introduction Catalog HTC015No. HTC14 The HEULE COFA deburring tool removes burrs from the front and
Deburring Tool for Elliptical or Contoured Surfaces increased performance from stock Cat. No. HTC015 Introduction Catalog HTC015No. HTC14 The HEULE COFA deburring tool removes burrs from the front and
FeatuRes OF GeOMetRy. synchro tapping chuck (er type) advantages. GUIdE LINE TO ICONS
 advantages. GUIdE LINE TO ICONS") FeatuRes OF GeOMetRy synchro tapping chuck (er type) advantages GUIdE LINE TO ICONS Working Material GS s with good machinability Rm
FeatuRes OF GeOMetRy synchro tapping chuck (er type) advantages GUIdE LINE TO ICONS Working Material GS s with good machinability Rm
Hertel Indexable Drills (HID)
") Hertel Indexable Drills (HID) mscdirect.com/hertel DESIGNED TO DELIVER Hertel cutting tools are designed to deliver consistency, reliability, durability and value with every cut. For over 65 years, Hertel
Hertel Indexable Drills (HID) mscdirect.com/hertel DESIGNED TO DELIVER Hertel cutting tools are designed to deliver consistency, reliability, durability and value with every cut. For over 65 years, Hertel
Increases the feed rate up to. 400% using 4 inserts! Compared with competitor's cutter. The Ultra High Feed Chamfer Mill
 The Ultra High eed Chamfer Mill CATAOG No. - ong Type Hexagon Increases the feed rate up to 00% using inserts! Compared with competitor's cutter Eccentric Design for Tapped Holes New series exclusively
The Ultra High eed Chamfer Mill CATAOG No. - ong Type Hexagon Increases the feed rate up to 00% using inserts! Compared with competitor's cutter Eccentric Design for Tapped Holes New series exclusively
Internal Grooving Application Added for ISCAR s Indexable Multifunction Tools
 JANUARY Page 1 / 7 Internal Grooving Application Added for ISCAR s Indexable Multifunction Tools JANUARY Page 2 / 7 Highlights ISCAR is introducing new tools which can carry the current multifunction XCMT-MF
JANUARY Page 1 / 7 Internal Grooving Application Added for ISCAR s Indexable Multifunction Tools JANUARY Page 2 / 7 Highlights ISCAR is introducing new tools which can carry the current multifunction XCMT-MF
Various other types of drilling machines are available for specialized jobs. These may be portable, bench type, multiple spindle, gang, multiple
 Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
UPDATED. PCD & CBN Tangential Milling. Features:
 Diameters Metric: 5.0 mm 50 mm Inch:.0 0.0 Bodies Cylindrical Shell Type Integral on request UPDATED PCD & CBN Tangential Milling TEDIFEED is the newest line of mill with tangential inserts available with
Diameters Metric: 5.0 mm 50 mm Inch:.0 0.0 Bodies Cylindrical Shell Type Integral on request UPDATED PCD & CBN Tangential Milling TEDIFEED is the newest line of mill with tangential inserts available with
drill MITSUBISHI CARBIDE New Products LJ293A Large diameter sizes added. Solid carbide drill
 MITSUBISHI CARBIDE LJ293A New Products Solid carbide drill Large diameter sizes added. MZ drill Internal and external coolant, multi purpose high performance drill. MZ drill, characteristics and application
MITSUBISHI CARBIDE LJ293A New Products Solid carbide drill Large diameter sizes added. MZ drill Internal and external coolant, multi purpose high performance drill. MZ drill, characteristics and application
DATRON HIGH-SPEED MILLING TOOLS
 DATRON HIGH-SPEED MILLING TOOLS 2017/2018 Smart Manufacturing Solutions DATRON HIGH-SPEED MILLING TOOLS Precision. Power. In Aluminium and More 2017/2018 All previous prices lose their validity with this
DATRON HIGH-SPEED MILLING TOOLS 2017/2018 Smart Manufacturing Solutions DATRON HIGH-SPEED MILLING TOOLS Precision. Power. In Aluminium and More 2017/2018 All previous prices lose their validity with this
TAW Drill. Indexable insert drill, yet always stable drilling. Stable drilling with indexable drill B060A. MIRACLE Coated VP15TF
 B060A Stable drilling with indexable drill Indexable insert drill, yet always stable drilling Grade for high rigidity and longer tool life MIRACLE Coated MIRACLE coating displays high welding resistance
B060A Stable drilling with indexable drill Indexable insert drill, yet always stable drilling Grade for high rigidity and longer tool life MIRACLE Coated MIRACLE coating displays high welding resistance
CARBIDE END MILLS SPECIFICATIONS
 SPECIFICATIONS COATING GUIDE Material Hardness TiN TiCN TiALN Austentic Stainless Steel < 35 HRc * X Martinistic Stainless Steel < 35 HRc * X Martinistic Stainless Steel >= 35 HRc X PH Stainless Steel
SPECIFICATIONS COATING GUIDE Material Hardness TiN TiCN TiALN Austentic Stainless Steel < 35 HRc * X Martinistic Stainless Steel < 35 HRc * X Martinistic Stainless Steel >= 35 HRc X PH Stainless Steel
KYOCERA Cutting Tools Drilling Catalog
 2013 KYOCERA Cutting Tools Drilling Catalog 2013 Drilling Catalog Table of Contents KYOCERA Company Overview How to Order Kyocera Cutting Tools iv v Drilling Product Lineup & Inserts 1-2 Summary of Drilling
2013 KYOCERA Cutting Tools Drilling Catalog 2013 Drilling Catalog Table of Contents KYOCERA Company Overview How to Order Kyocera Cutting Tools iv v Drilling Product Lineup & Inserts 1-2 Summary of Drilling
WARNING. Whatever your need, Allied Machine & Engineering Corp. delivers high performance tooling on the cutting edge.
 Our focus on product excellence, service to the customer, respect for the individual and competitive advantage enables us to deliver outstanding results in a diverse range of manufacturing, production
Our focus on product excellence, service to the customer, respect for the individual and competitive advantage enables us to deliver outstanding results in a diverse range of manufacturing, production
CoroChuck 970 SynchroFlex Benefits
 Benefits Better surface quality on the flanks of the cut threads Longer tool life due to less friction Greater process security Due to the reduced risk of breaking the tap especially with small dimensions
Benefits Better surface quality on the flanks of the cut threads Longer tool life due to less friction Greater process security Due to the reduced risk of breaking the tap especially with small dimensions
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
4/5/6RFH 4/5/6RFH NEW. High Efficiency Roughing End Mill for Difficult-to-Cut Material
 For Difficult-to-Cut Material High Efficiency Roughing End Mill 4/5/6RFH High Efficiency Roughing End Mill for Difficult-to-Cut Material 4/5/6RFH NEW High Efficiency Machining of Difficult-to-Cut Material
For Difficult-to-Cut Material High Efficiency Roughing End Mill 4/5/6RFH High Efficiency Roughing End Mill for Difficult-to-Cut Material 4/5/6RFH NEW High Efficiency Machining of Difficult-to-Cut Material
INDEXABLE BORING BAR AND INSERTS FLAT TOP, CHIP CONTROL, CBN, AND PCD
 INDEXABLE BORING BAR AND S FLAT TOP, CHIP CONTROL,, AND 80 Diamond.156 IC R.156.040 80 DIAMOND FLAT TOP 80 DIAMOND CHIP CONTROL AT6+ 0.003 ACD5031 ACD5031E AT6+ 0.007 ACD5071 ACD5071E AT6+ 0.015 ACD5151
INDEXABLE BORING BAR AND S FLAT TOP, CHIP CONTROL,, AND 80 Diamond.156 IC R.156.040 80 DIAMOND FLAT TOP 80 DIAMOND CHIP CONTROL AT6+ 0.003 ACD5031 ACD5031E AT6+ 0.007 ACD5071 ACD5071E AT6+ 0.015 ACD5151
DRA DRA. MagicDrill. High Efficiency Modular Drill. Excellent hole accuracy with a low cutting force design. High Efficiency Modular Drill
 High Efficiency Modular Drill High Efficiency Modular Drill MagicDrill DRA Excellent hole accuracy with a low cutting force design Optimal web thickness limits deflection Fine chip breaking and smooth
High Efficiency Modular Drill High Efficiency Modular Drill MagicDrill DRA Excellent hole accuracy with a low cutting force design Optimal web thickness limits deflection Fine chip breaking and smooth
BSF. Large Ratio Automatic Back Counterboring & Spotfacing Tool
 BSF Large Ratio Automatic Back Counterboring & Spotfacing Tool Counterbores up to 2.3xd Replaceable carbide coated blades for extended life Very simple to use Suitable for CNC machines with through coolant
BSF Large Ratio Automatic Back Counterboring & Spotfacing Tool Counterbores up to 2.3xd Replaceable carbide coated blades for extended life Very simple to use Suitable for CNC machines with through coolant
Quick Change Carbide & Steel Boring Bar Instructions Manual
 Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Mission Statement. 2005, Manchester Tool Company. All rights reserved.
 Mission Statement Manchester Tool Company shall provide tooling systems to the metal cutting and similar industries, specializing in cutoff, grooving and complimentary niche products. We are dedicated
Mission Statement Manchester Tool Company shall provide tooling systems to the metal cutting and similar industries, specializing in cutoff, grooving and complimentary niche products. We are dedicated
SNAP. For more case studies, testimonials, and videos. We are also available on:
 www.heuletool.com For more case studies, testimonials, and videos We provide online tool selectors for the COF,, DEF and BSF product groups. Simply enter your application information and the correct tool
www.heuletool.com For more case studies, testimonials, and videos We provide online tool selectors for the COF,, DEF and BSF product groups. Simply enter your application information and the correct tool
TAPPING CHUCKS & COLLETS
 TAPPING CHUCKS & COLLETS CAT er Tension/Compression Holders 86 CAT er Rigid Holders 86 BT er Tension/Compression Holders 87 BT er Rigid Holders 87 HSK Tension/Compression & Rigid Holders 88 NMTB er Tension/Compression
TAPPING CHUCKS & COLLETS CAT er Tension/Compression Holders 86 CAT er Rigid Holders 86 BT er Tension/Compression Holders 87 BT er Rigid Holders 87 HSK Tension/Compression & Rigid Holders 88 NMTB er Tension/Compression
PUNCHING DRILLING HEBEN LIFTING CUTTING DEBURRING
 PUNCHING DRILLING LIFTING CUTTING DEBURRING www.alfra.de E-EN E ALFRA Edge-Milling and Deburring Devices Overview KFV KFH 150 Page 7 78 2520 25100 Prism mounting L = 150 / W = 20/40 End mill Ø 45 or straight
PUNCHING DRILLING LIFTING CUTTING DEBURRING www.alfra.de E-EN E ALFRA Edge-Milling and Deburring Devices Overview KFV KFH 150 Page 7 78 2520 25100 Prism mounting L = 150 / W = 20/40 End mill Ø 45 or straight
BASIC TECHNICAL INFORMATION FOR REAMERS FLUTE STYLES
 BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
High Precision Violet Series Drills for Counter Boring VA-PDS-CB Exclusive design for counter boring.
 212.12 Update B159B New sizes included High Precision Violet Series Drills for Counter Boring Exclusive design for counter boring. y Innovative cutting edge geometry for high performance counter boring.
212.12 Update B159B New sizes included High Precision Violet Series Drills for Counter Boring Exclusive design for counter boring. y Innovative cutting edge geometry for high performance counter boring.
Application and Technical Information Thread Milling System (TMS) Minimum Bore Diameters for Thread Milling
 Minimum Bore Diameters for Thread Milling") Inserts Application and Technical Information Minimum Bore iameters for Thread Milling UN-ISO-BSW tpi 48 3 4 0 16 1 10 8 7 6 5 4.5 4 Technical ata Accessories Vintage Cutters Widia Cutters Thread Milling
Inserts Application and Technical Information Minimum Bore iameters for Thread Milling UN-ISO-BSW tpi 48 3 4 0 16 1 10 8 7 6 5 4.5 4 Technical ata Accessories Vintage Cutters Widia Cutters Thread Milling
MELIN TOOL COUNTERSINKS
 MELIN TOOL COUNTERSINKS TABLE OF CONTENTS GENERAL PURPOSE Zero Flute, Single Edge - HSS Zero Flute, Single Edge - Cobalt HSS Single Flute - HSS Single Flute - Cobalt HSS (M42) Single Flute, TiN Coated
MELIN TOOL COUNTERSINKS TABLE OF CONTENTS GENERAL PURPOSE Zero Flute, Single Edge - HSS Zero Flute, Single Edge - Cobalt HSS Single Flute - HSS Single Flute - Cobalt HSS (M42) Single Flute, TiN Coated
PF 3000 Face Milling Cutter
 Perfection in machining PF 3000 Face Milling Cutter UHRIN YOUR WORLD-WIDE PARTNER ADVANTAES axially adjustable inserts standard tool Ø 63 250 available ex-stock reduced spindle loading thanks to light
Perfection in machining PF 3000 Face Milling Cutter UHRIN YOUR WORLD-WIDE PARTNER ADVANTAES axially adjustable inserts standard tool Ø 63 250 available ex-stock reduced spindle loading thanks to light
THE PROBLEM OF TOOL SELECTION FOR MILLING LARGE INTERNAL THREADS
 THE PROBLEM OF TOOL SELECTION FOR MILLING LARGE INTERNAL THREADS Mladen Bošnjaković Dragomir Moškun Marko Jerković M.Sc. Mladen Bošnjaković, Slavonski Brod University of Applied Science, Dr. M. Budaka
THE PROBLEM OF TOOL SELECTION FOR MILLING LARGE INTERNAL THREADS Mladen Bošnjaković Dragomir Moškun Marko Jerković M.Sc. Mladen Bošnjaković, Slavonski Brod University of Applied Science, Dr. M. Budaka
New. Products2013.
 T u n g a l o y www.tungaloy.com Company Overview Providing Complete Tooling Solutions for the Metal Removal and Industrial Product Sectors TUNGALOY is one of the world s leading manufacturers of carbide
T u n g a l o y www.tungaloy.com Company Overview Providing Complete Tooling Solutions for the Metal Removal and Industrial Product Sectors TUNGALOY is one of the world s leading manufacturers of carbide
TUBE AND SHEET DRILLS
 TUBE AND SHEET DRILLS 03 Tube and sheet drills The flutes of the RUKO high performance tube and sheet drills are BN ground from the solid hardened form. Because BN (cubical boron nitride) is a much harder
TUBE AND SHEET DRILLS 03 Tube and sheet drills The flutes of the RUKO high performance tube and sheet drills are BN ground from the solid hardened form. Because BN (cubical boron nitride) is a much harder
PARTING ISCAR PARTING USER GUIDE. Parting and Grooving. Insert Positioning
 90 80 0 70 10 60 20 50 30 40 Parting and Grooving Selection of Inserts For a proper match of insert and cutting material to application, the following variables must be taken into consideration: Width
90 80 0 70 10 60 20 50 30 40 Parting and Grooving Selection of Inserts For a proper match of insert and cutting material to application, the following variables must be taken into consideration: Width
Precision Cutting Tools RE-GRINDING AND RE-COATING SERVICE
 Precision Cutting Tools RE-GRINDING AND RE-COATING SERVICE Price List 2017 Maximum economic efficiency thanks to refurbishing to original quality Even the most resilient tool will wear at some time when
Precision Cutting Tools RE-GRINDING AND RE-COATING SERVICE Price List 2017 Maximum economic efficiency thanks to refurbishing to original quality Even the most resilient tool will wear at some time when
APRIL 2009 / NEW-100 / PAGE 1 OF 13
 APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
Flame. Tree Pointed. Product Barcode Price Ø Length Shank Code
 Workshop Range 28 Carbide Burs 29 HSS Countersinks 29 HSS Deburring 30 HSS Step Drills 30 Thread Gauges 31 Warragul Dies 32 Screw Extractors 33 Grabit Screw Extractors 34 Black Books Are you passionate
Workshop Range 28 Carbide Burs 29 HSS Countersinks 29 HSS Deburring 30 HSS Step Drills 30 Thread Gauges 31 Warragul Dies 32 Screw Extractors 33 Grabit Screw Extractors 34 Black Books Are you passionate
How to reduce vibration in metal cutting. Turning
 How to reduce vibration in metal cutting Turning Introduction Vibration in metal cutting is familiar to every machine tool operator. This phenomena is recognised in operations such as internal turning,
How to reduce vibration in metal cutting Turning Introduction Vibration in metal cutting is familiar to every machine tool operator. This phenomena is recognised in operations such as internal turning,
Flexible tool overhang lengths possible by combining the modular extension arbor and shank with insert run-out adjustment mechanism
 Sumi Easy insert replacement Characteristics Achieves efficiency through high speed, high feeding ability!! (v c =50 to 500m/min, f = 0.4 to 1.2mm/rev) Compatibility with a wide range of cutting conditions
Sumi Easy insert replacement Characteristics Achieves efficiency through high speed, high feeding ability!! (v c =50 to 500m/min, f = 0.4 to 1.2mm/rev) Compatibility with a wide range of cutting conditions
Copy Milling Program Tools
 Millstar face mills are equally useful on newer high velocity machines and older slower equipment and will optimize milling performance of all your machine tools. The hardened tool bodies can be run at
Millstar face mills are equally useful on newer high velocity machines and older slower equipment and will optimize milling performance of all your machine tools. The hardened tool bodies can be run at
MACHINING PROCESSES: TURNING AND HOLE MAKING. Dr. Mohammad Abuhaiba 1
 MACHINING PROCESSES: TURNING AND HOLE MAKING Dr. Mohammad Abuhaiba 1 HoweWork Assignment Due Wensday 7/7/2010 1. Estimate the machining time required to rough cut a 0.5 m long annealed copper alloy round
MACHINING PROCESSES: TURNING AND HOLE MAKING Dr. Mohammad Abuhaiba 1 HoweWork Assignment Due Wensday 7/7/2010 1. Estimate the machining time required to rough cut a 0.5 m long annealed copper alloy round
VEX-P. Combination of Drilling and Front and Back Chamfering in One Operation. carbide drill tip combined with patented. blade replacement.
 ombination of rilling and Front and Back hamfering in One Operation. carbide drill tip combined with patented blade replacement from stock at. No. HT015 ase Study atalog HT015No. HT14 Study etails TOOL
ombination of rilling and Front and Back hamfering in One Operation. carbide drill tip combined with patented blade replacement from stock at. No. HT015 ase Study atalog HT015No. HT14 Study etails TOOL
Cylindrical shank version Indexable Insert Endmill
 Cylindrical shank version Indexable Endmill ø1 - ø 1 ød ST-FCM1-0 -FCM- 0 -FCM0-0 ST-FCM0-0 ST-FCM0- ST-FCM- -FCM- -FCM- 1 1 ød 1 0 0 1 17 0 0 0 70 1 ARG00 ARG00 ARG00 ARG0 ARG0 CATAOG No. =The ength of
Cylindrical shank version Indexable Endmill ø1 - ø 1 ød ST-FCM1-0 -FCM- 0 -FCM0-0 ST-FCM0-0 ST-FCM0- ST-FCM- -FCM- -FCM- 1 1 ød 1 0 0 1 17 0 0 0 70 1 ARG00 ARG00 ARG00 ARG0 ARG0 CATAOG No. =The ength of
DRV Magic Drill. High Efficiency Indexable Drill. Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation
 DRV Magic Drill High Efficiency Indexable Drill Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation xd to 6xD drilling lineup with 4 chipbreakers for various machining applications High
DRV Magic Drill High Efficiency Indexable Drill Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation xd to 6xD drilling lineup with 4 chipbreakers for various machining applications High
Jet-Stream Modular Carbide & Steel Boring Bar Instructions Manual
 Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Carbide Reamers...P18. Ejector Pin Counter Bores...P17
 P1 Carbide Reamers...P18 Ejector Pin Counter Bores...P17 Extended Reach 2 Flute End Mills (For Machining Aluminum) Ball Nose...P15 Square End...P16 Extended Reach 4 Flute Coated End Mills Ball Nose...P11
P1 Carbide Reamers...P18 Ejector Pin Counter Bores...P17 Extended Reach 2 Flute End Mills (For Machining Aluminum) Ball Nose...P15 Square End...P16 Extended Reach 4 Flute Coated End Mills Ball Nose...P11
DRC type. MagicDrill. High efficiency drill module. New lineup. Machining diameters: Ø7.94-Ø20.99 Machining depths: 3D,5D,8D. High efficiency.
 MagicDrill DRC type High efficiency drill module Larger cutting diameters now available High efficiency High reliability High feed rate High quality lineup SS-DRC (Straight Shank) Machining diameters:
MagicDrill DRC type High efficiency drill module Larger cutting diameters now available High efficiency High reliability High feed rate High quality lineup SS-DRC (Straight Shank) Machining diameters:
Metal Drilling.
 101 ENGINEERED FOR CONTROLLED PRECISION AND SPEED The IRWIN line of metal drill bits offers of solution for every professional application. Each metal drill bit is made of high speed steel with high precision-cut
101 ENGINEERED FOR CONTROLLED PRECISION AND SPEED The IRWIN line of metal drill bits offers of solution for every professional application. Each metal drill bit is made of high speed steel with high precision-cut
90 Indexable Positive Milling Cutter
 90 Indexable Positive Cutter Inserts HIGH POSITIVE 90 MILLING CUTTER Cutting Rake - 20 for 11 positive 85 parallelogram AP inserts Application TOOL ANGLES: Cutting Rake +20 Axial Rake 6 Radial Rake -6
90 Indexable Positive Cutter Inserts HIGH POSITIVE 90 MILLING CUTTER Cutting Rake - 20 for 11 positive 85 parallelogram AP inserts Application TOOL ANGLES: Cutting Rake +20 Axial Rake 6 Radial Rake -6
Machining Processes Used to Produce Various Shapes. Dr. Mohammad Abuhaiba
 Machining Processes Used to Produce Various Shapes 1 Homework Assignment Due Wensday 28/4/2010 1. Show that the distance lc in slab milling is approximately equal to for situations where D>>d. (see Figure
Machining Processes Used to Produce Various Shapes 1 Homework Assignment Due Wensday 28/4/2010 1. Show that the distance lc in slab milling is approximately equal to for situations where D>>d. (see Figure
Cost reduction Cost reduction Cost reduction
 Cost reduction Quality, performance, value - Guaranteed! Work-Piece Cutting Speed vc(sfm) ISO Material Hardness (HB) Hardness (HRC) PC5300 PC5400 P Carbon steel C = 0.10-0.35% 80~180 10~ 459~886 328~820
Cost reduction Quality, performance, value - Guaranteed! Work-Piece Cutting Speed vc(sfm) ISO Material Hardness (HB) Hardness (HRC) PC5300 PC5400 P Carbon steel C = 0.10-0.35% 80~180 10~ 459~886 328~820
VEX-S. Combination Drill with Front & Back Chamfering of Through Holes. tip combined with patented SNAP. chip control.
 Combination Drill with Front & Back Chamfering of Through Holes tip combined with patented SNAP chip control blade replacement Cat. No. HTC015 Introduction Catalog HTC015No. HTC14 HEULE is setting new
Combination Drill with Front & Back Chamfering of Through Holes tip combined with patented SNAP chip control blade replacement Cat. No. HTC015 Introduction Catalog HTC015No. HTC14 HEULE is setting new
B223E DLE MULTI-FUNCTIONAL SPOT DRILL FOR CENTERING AND CHAMFERING
 MULTI-FUNCTIONAL SPOT DRILL FOR CENTERING AND CHAMFERING 2018.10 B223E MULTI-FUNCTIONAL - FOR CENTERING AND CHAMFERING Centering Hole Chamfering Edge Chamfering V-grooving FEATURES THINNED POINT GEOMETRY
MULTI-FUNCTIONAL SPOT DRILL FOR CENTERING AND CHAMFERING 2018.10 B223E MULTI-FUNCTIONAL - FOR CENTERING AND CHAMFERING Centering Hole Chamfering Edge Chamfering V-grooving FEATURES THINNED POINT GEOMETRY
CoroMill QD. High-security groove milling
 CoroMill QD High-security groove milling The main challenge in groove milling is usually chip evacuation, especially when machining deep and narrow grooves. CoroMill QD is the first cutter of its kind
CoroMill QD High-security groove milling The main challenge in groove milling is usually chip evacuation, especially when machining deep and narrow grooves. CoroMill QD is the first cutter of its kind
User s Guide. Silent Tools. turning products
 User s Guide Silent Tools turning products Introduction This guide will help you to use dampened boring bars (Silent Tools) to achieve the best possible results in internal turning. Silent Tools dampened
User s Guide Silent Tools turning products Introduction This guide will help you to use dampened boring bars (Silent Tools) to achieve the best possible results in internal turning. Silent Tools dampened
POWER PRICE UNI. powerful UNF METAL. UNCPower UNIVERSAL TAPS. power ful. powerful TOP GEOMETRIES UNF PERFECT CHOICE VER UNIVERSAL TAPS SAL UNIVERSAL
 MADE BY UNIVERSALtaps TOP QUALITY FROM GERMANY at a Power Price TOP GEOMETRIES FORM EUNIVERSAL UNIVERSAL TAPS powerful perfect UNF longideal flutes choice tool life PROCESS RELIABLE PERFECT Form universal
MADE BY UNIVERSALtaps TOP QUALITY FROM GERMANY at a Power Price TOP GEOMETRIES FORM EUNIVERSAL UNIVERSAL TAPS powerful perfect UNF longideal flutes choice tool life PROCESS RELIABLE PERFECT Form universal
Emuge Chip-Breaking Tapping Technology. Only one Tool, for Horizontal and Vertical Apps! NEW Sizes + Coolant-Fed Taps!
 TM Emuge Chip-Breaking Tapping Technology. Only one Tool, for Horizontal and Vertical Apps! NEW Sizes + Coolant-Fed Taps! Emuge Chip-Breaking Technology TM Emuge s new Rekord DZBF Series Taps featuring
TM Emuge Chip-Breaking Tapping Technology. Only one Tool, for Horizontal and Vertical Apps! NEW Sizes + Coolant-Fed Taps! Emuge Chip-Breaking Technology TM Emuge s new Rekord DZBF Series Taps featuring
Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations, Boring, Reaming, Tapping)
") 1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
Precision made in Germany. As per DIN The heart of a system, versatile and expandable.
 1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
Technical Information for Power Buster
 Technical Information for ower Buster Recommended cutting condition ISO Workpiece NC5330 NC335 0.0040.008 0.0040.008 0.0040.008 vg(sfm) High speed NC5330 NC335 Carbon steel 919755591 820656525 755591492
Technical Information for ower Buster Recommended cutting condition ISO Workpiece NC5330 NC335 0.0040.008 0.0040.008 0.0040.008 vg(sfm) High speed NC5330 NC335 Carbon steel 919755591 820656525 755591492
Change!! Change I Change II Change III Change IV. Magic Drill DRX DRX
 Drilling DRX Magic Drill DRX Magic Drill DRX Change!! The total product lineup is now complete! ø1~ø60 D,3D,4D,5D Change I Change II Change III Change IV New Technology: Twisted coolant hole New Concept:
Drilling DRX Magic Drill DRX Magic Drill DRX Change!! The total product lineup is now complete! ø1~ø60 D,3D,4D,5D Change I Change II Change III Change IV New Technology: Twisted coolant hole New Concept:
Think efficiency, Think HSS MILLING
 Think efficiency, Think HSS MILLING SUMMARY MILLING TOOLS 2 Zoom on a milling cutter 3 Which HSS for maximum efficiency? 4 Coatings for the best performance 5 Vocabulary 6 Choose the right design 7 Select
Think efficiency, Think HSS MILLING SUMMARY MILLING TOOLS 2 Zoom on a milling cutter 3 Which HSS for maximum efficiency? 4 Coatings for the best performance 5 Vocabulary 6 Choose the right design 7 Select
TRAINING MANUAL. Part INTRODUCTION TO TWIST DRILLS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
HIGH PERFORMANCE CARBIDE THREAD MILLS
 HIGH PERFORMANCE CARBIDE THREAD MILLS TM Series HIGH PERFORMANCE CARBIDE THREAD MILLS table of contents Introduction... page 1 Understanding Milling... page 2 Niagara Mill Advantages... page 3 High Performance
HIGH PERFORMANCE CARBIDE THREAD MILLS TM Series HIGH PERFORMANCE CARBIDE THREAD MILLS table of contents Introduction... page 1 Understanding Milling... page 2 Niagara Mill Advantages... page 3 High Performance