Grinding. Vipin K Sharma
|
|
|
- Brenda Morton
- 5 years ago
- Views:
Transcription

1 Grinding
2 Grinding It is a material cutting process which engages an abrasive tool(in the form of a wheel) whose cutting elements are grains of abrasive material known as grit. These grits are characterized by sharp cutting points, high hot hardness, and chemical stability and wear resistance. The grits are held together by a suitable bonding material to give shape of an abrasive tool. It is the most common form of abrasive machining. Grinding can be compared with milling with an infinite number of cutting edge.

3 Fig- cutting action of abrasive grains Advantages of Grinding Dimensional accuracy Good surface finish Good form and locational accuracy Applicable to both hardened and unhardened material
4 Applications of Grinding Surface finishing Slitting and parting Descaling, deburring Stock removal (abrasive milling) Finishing of flat as well as cylindrical surface Grinding of tools and cutters and resharpening of the same
5 Grinding If each abrasive grain is viewed as a cutting tool then in grinding operation. High Rake angle can be positive, zero, or negative ranging from +45 o to -60 o, dull, rounded grits has large negative rake angle Cutting speed is very high Very high specific energy of cutting Low Low shear angle Low feed rate Low depth of cut

6 Interaction of the grit and workpiece Grit with favorable geometry can produce chip in shear mode. However, grits having large negative rake angle or rounded cutting edge do not form chips but may rub or make a groove by ploughing leading to lateral flow of the workpiece material. Figure- Grits engage shearing, ploughing and rubbing
7 Q: How is chip accommodation volume is related to material removal rate? Volume of chip accommodation space ahead of each grit must be greater than the chip volume produced by each grit to facilitate easy evacuation of the chip from the grinding wheel. Q:Why is high velocity desired in grinding? It is desired to off set the adverse effect of very high negative rake angle of the working grit, to reduce the force per grit as well as the overall grinding force. Q:On which factors does the transverse roughness of workpiece depend during grinding? It mainly depends on the shape of the grits and overlap cuts made by the grits in the transverse direction. Lateral plastic flow of the material as a result of ploughing also influences the surface roughness.
8 Specific energy consumption in grinding
9 G Ratio The grinding ratio or G ratio is defined as volume of stock removed divided by the volume of wheel lost. In conventional grinding, the G ratio is in the range 20: 1 to 80: 1. The G ratio is a measure of grinding production and reflects the amount of work a wheel can do during its useful life. As the wheel losses material, it must be reset or repositioned to maintain workpiece size.
10 Parameters for specify a grinding wheel 1) The type of grit material 2) The grit size 3) The bond strength of the wheel, commonly known as wheel hardness 4) The structure of the wheel denoting the porosity i.e. the amount of inter grit spacing 5) The type of bond material 6) Other than these parameters, the wheel manufacturer may add their own identification code prefixing or suffixing (or both) the standard code.
11
12 The number 51 is manufacturer s identification number indicating exact kind of abrasive used. The letter A denotes that the type of abrasive is aluminium oxide. In case of silicon carbide the letter C is used. The number 60 specifies the average grit size in inch mesh. For a very large size grit this number may be as small as 6 where as for a very fine grit the designated number may be as high as 600. The letter K denotes the hardness of the wheel, which means the amount of force required to pull out a single bonded abrasive grit by bond fracture. The letter symbol can range between A and Z, A denoting the softest grade and Z denoting the hardest one. The number 5 denotes the structure or porosity of the wheel. This number can assume any value between 1 to 20, 1 indicating high porosity and 20 indicating low porosity. The letter code V means that the bond material used is vitrified. The codes for other bond materials used in conventional abrasive wheels are B (resinoid), BF (resinoid reinforced), E(shellac), O(oxychloride), R(rubber), RF (rubber reinforced), S(silicate) The number 05 is a wheel manufacturer s identifier.
13 Abrasive Material Comments and Uses Aluminium oxide Softer and tougher than silicon carbide; use on steel, iron, brass Silicon carbide Used for brass, bronze, aluminum, stainless steel and cast iron cbn (cubic boron nitride) Diamond For grinding hard, tough tool steels, stainless steel, cobalt and nickel based superalloys, and hard coatings Used to grind nonferrous materials, tungsten carbide and ceramics
14 Grit size The grain size affects material removal rate and the surface quality of workpiece in grinding. Large grit- big grinding capacity, rough workpiece surface Fine grit- small grinding capacity, smooth workpiece surface
15 Grade The worn out grit must pull out from the bond and make room for fresh sharp grit in order to avoid excessive rise of grinding force and temperature. A soft wheel should be chosen for grinding hard material.
16 Structure / concentration The structure should be open for grinding wheels engaged in high material removal to provide chip accommodation space. The space between the grits also serves as pocket for holding grinding fluid. Dense structured wheels are used for longer wheel life, for holding precision forms and profiles.
17 Bonding Material Bonding material is a very important factor to be considered in selecting a grinding wheel. It determines the strength of the wheel, thus establishing the maximum operating speed. It determines the elastic behavior or deflection of the grits in the wheel during grinding. The wheel can be hard or rigid, or it can be flexible. Finally, the bond determines the force required to dislodge an abrasive particle from the wheel and thus plays a major role in the cutting action. Bond materials are formulated so that the ratio of bond wear matches the rate of wear of the abrasive grits. Bonding materials in common use are:
18 Type of Bond Bonding Materials for Grinding Attributes wheels Vitrified bonds Composed of clays and other ceramic substances, porous, strong, rigid, and unaffected by oils, water, or temperature. Brittle and can not be used for high wheel speed. The operating speed range in most cases is 1500 to 5000 m/min. Resinoid, or phenolic resins Shellac bond Plastic bond, replaced shellac and rubber wheels, not with alkaline grinding fluid. For flexible cut off wheels, replaced by resin bond.
19 Type of Bond Rubber bond Oxychloride bond Bonding Materials for Grinding Attributes wheels For use in thin wheels, replaced by resin bond. Limited use. Metal bond Extensively used with super abrasive wheels, high toughness, high accuracy, large stock removal. Electroplated bond Used for small wheel, form wheel and thin super abrasive wheels, for abrasive milling and ultra high speed grinding. Replace by electroplated bond
20 Vitrified bonds. They are composed of clays and other ceramic substances. The abrasive particles are mixed with the wet clays so that each grain is coated. Wheels are formed from the mix, usually by pressing, and then dried. They are then fired in a kiln, which results in the bonding material's becoming hard and strong, having properties similar to glass. Vitrified wheels are porous, strong, rigid, and unaffected by oils, water, or temperature over the ranges usually encountered in metal cutting. The operating speed range in most cases is 1500 to 5000 m/min. Vitrified bond is suitable for high stock removal even at dry condition. It can also be safely used in wet grinding. It can not be used where mechanical impact or thermal variations are like to occur. This bond is also not recommended for very high speed grinding because of possible breakage of the bond under centrifugal force.
21 Why is aluminium oxide preferred to silicon carbide in grinding steel? Al 2 O 3 is tougher than SiC. Therefore it is preferred to grind material having high tensile strength like steel. Moreover, Al 2 O 3 shows higher chemical inertness than SiC towards steel leading to much improved wear resistance during grinding. Why is coarse grain and open structured wheel is preferred for stock removal grinding? Coarse grit allows large grit protrusion and open structure provides large inter grit chip space. Thus in combination those two provide large space for chip accommodation during stock removal grinding and risk of wheel loading is minimized. Why does single layer grinding wheel show progressive rise of force during grinding of high speed steel? The geometry of grit undergoes irreversible change in the form of rounding or flattening due to wear caused by rubbing action of hard carbides present in high speed steel.
22 Glazing With continuous use a grinding wheel becomes dull with the sharp abrasive grains becoming rounded. This condition of a dull grinding wheel with worn out grains is termed as glazing.
23 Loading Some grinding chips get lodged into the spaces between the grits resulting in a condition known as loaded wheel. Loading is generally caused during the grinding of soft and ductile materials. A loaded grinding wheel cannot cut properly and need dressing.
24 Dressing Dressing is the conditioning of the wheel surface which ensures that grit cutting edges are exposed from the bond and thus able to penetrate into the workpiece material. In dressing attempts are made to splinter the abrasive grains to make them sharp and free cutting and also to remove any residue left by material being ground. Dressing therefore produces micro-geometry.
25 Truing Truing is the act of regenerating the required geometry on the grinding wheel. Truing is also required on a new conventional wheel to ensure concentricity with specific mounting system. Truing and dressing are commonly combined into one operation for conventional abrasive grinding wheels, but are usually two distinctly separate operation for super abrasive wheel.
26 Balancing Grinding Wheels Because of the high rotation speeds involved, grinding wheels must never be used unless they are in good balance. Grinding wheel must be balanced Statically and Dynamically. A slight imbalance will produce vibrations that will cause waviness in the work surface. It may cause a wheel to break, with the probability of serious damage and injury.

27 Creep feed grinding This machine enables single pass grinding of a surface with a larger down feed but slower table speed than that adopted for multi-pass conventional surface grinding. In creep-feed grinding, the entire depth of cut is completed in one pass only using very small in-feed rates.
28 State the basic advantage of a creep feed grinder over a conventional surface Productivity is enhanced and life of the grinding wheel is extended.
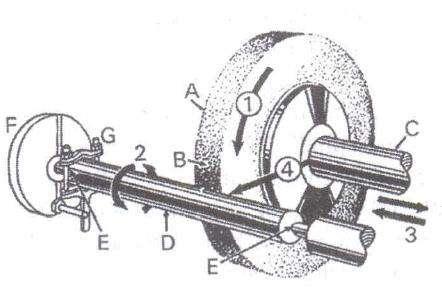
29 Cylindrical Grinding Center-type cylindrical grinding is commonly used far producing external cylindrical surfaces. The grinding wheel revolves at an ordinary cutting speed, and the workpiece rotates on centers at a much slower speed. Grinding machines are available in which the workpiece is held in a chuck for grinding both external and internal cylindrical surfaces.
30
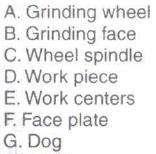
31 Centerless Grinding Centerless grinding makes it possible to grind both external and internal cylindrical surfaces without requiring the workpiece to be mounted between centers or in a chuck. This eliminates the requirement of center holes in some workpieces and the necessity for mounting the workpiece, thereby reducing the cycle time. Two wheels are used. The larger one operates at regular grinding speeds and does the actual grinding. The smaller wheel is the regulating wheel. It is mounted at an angle to the plane of the grinding wheel.
32 Centerless Grinding The regulating wheel controls the rotation and longitudinal motion of the workpiece and usually is a plastic- or rubberbonded wheel with a fairly wide face. The workpiece is held against the work-rest blade by the cutting forces exerted by the grinding wheel and rotates at approximately the same surface speed as that of the regulating wheel.
33 Centerless Grinding
34 Centerless Grinding The axial feed is calculated by the equation F = dn sin where F = feed (mm/min) d = diameter of the regulating wheel (mm) N = revolutions per minute of the regulating wheel = angle of inclination of the regulating wheel
35 Centreless internal Grinding This machine is used for grinding cylindrical and tapered holes in cylindrical parts (e.g. cylindrical liners, various bushings etc). The workpiece is rotated between supporting roll, pressure roll and regulating wheel and is ground by the grinding wheel.
36 Disadvantages of centreless cylindrical grinding machine It does not grind concentrically with centres. Large diameter short workpiece are difficult to control in the process It may not improve workpiece perpendicularity.
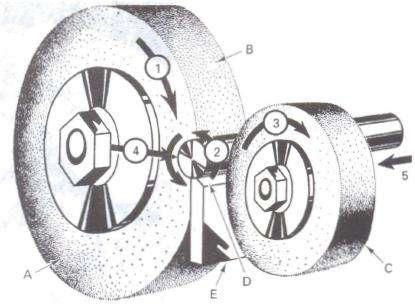
37 Surface Grinding Machines Surface grinding machines are used primarily to grind flat surfaces. However formed, irregular surfaces can be produced on some types of surface grinders by use of a formed wheel. Four basic types of surface grinding machines are: 1. Horizontal spindle and reciprocating table 2. Vertical spindle and reciprocating table 3. Horizontal spindle and rotary table 4. Vertical spindle and rotary table
38
39 FINISHING PROCESSES
40 Lapping Lapping is basically an abrasive process in which loose abrasives function as cutting points finding momentary support from the laps. Material removal in lapping usually ranges from.003 to.03 mm but many reach 0.08 to 0.1mm in certain cases.
41 Characteristics of lapping process Use of loose abrasive between lap and the workpiece Usually lap and workpiece are not positively driven but are guided in contact with each other Relative motion between the lap and the work should change continuously so that path of the abrasive grains of the lap is not repeated on the workpiece. Cast iron is the mostly used lap material. However, soft steel, copper, brass, hardwood as well as hardened steel and glass are also used.
42 Abrasives of lapping Al 2 O 3 and SiC, grain size 5 ~100 μm Cr 2 O 3, grain size 1 ~ 2 μm B 4 C 3, grain size 5-60 μm Diamond, grain size 0.5 ~ 5 μm
43 Machine oil Rapeside oil grease Vehicle materials for lapping
44 Technical parameters affecting lapping processes are unit pressure the grain size of abrasive concentration of abrasive in the vehicle lapping speed
45 Honing Honing is a finishing process, in which a tool called hone carries out a combined rotary and reciprocating motion while the workpiece does not perform any working motion. Most honing is done on internal cylindrical surface, such as automobile cylindrical walls. The honing stones are held against the workpiece with controlled light pressure. The honing head is not guided externally but, instead, floats in the hole, being guided by the work surface.
46 It is desired that Honing 1. Honing stones should not leave the work surface 2. Stroke length must cover the entire work length. 3. In honing rotary and oscillatory motions are combined to produce a cross hatched lay pattern. The honing stones are given a complex motion so as to prevent every single grit from repeating its path over the work surface.

47 Honing Fig. Honing tool Fig. Lay pattern produced by combination of rotary and oscillatory motion
48 The critical process parameters 1. rotation speed are 2. oscillation speed 3. length and position of the stroke 4. honing stick pressure
49
50 Buffing Buffing is a polishing operation in which the workpiece is brought into contact with a revolving cloth wheel that has been charged with a fine abrasive, such as polishing rough. The wheels are made of disks of linen, cotton, broadcloth, or canvas, and achieve the desired degree of firmness through the amount of stitching used to fasten the layers of cloth together. Negligible amount of material is removed in buffing while a very high luster is generated on the buffed surface. The dimensional accuracy of the parts is not affected by the buffing operation.
51 Super Finishing Fig. super finishing of end face of a cylindrical work piece in radial mode In this both feeding and oscillation of the super finishing stone is given in the radial direction.
52 Super Finishing Fig. super finishing operation in plunge mode In this case the abrasive stone covers the section of the workpiece requiring super finish. The abrasive stone is slowly fed in radial direction while its oscillation is imparted in the axial direction.
53 Process Grinding Creep feed grinding Abrasive Machining Processes Features Uses wheels, accurate sizing, finishing, low MRR; can be done at high speeds. Uses wheels with long cutting arc, very slow feed rate and large depth of cut Abrasive machining High MRR, to obtain desired shapes and approximate sizes Honing "Stones" containing fine abrasives; primarily a hole - finishing process Lapping Abrasive waterjet Fine particles embedded in soft metal or cloth; primarily a surface-finishing process Waterjets with velocities up to 1000 m/sec carry abrasive particles (silica and garnet)
54 Books: Workshop Technology by B.S. Raghuwanshi Production Engineering Notes bys.k.modal
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
Chapter 26 Abrasive Machining Processes. Materials Processing ABRASIVE MACHINING 10/11/2014. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
Abrasive Machining Processes. N. Sinha, Mechanical Engineering Department, IIT Kanpur
 Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
INTRODUCTION TO GRINDING PROCESS
 GRINDING PART 2 Grinding Grinding is a material removal process accomplished by abrasive particles that are contained in a bonded grinding wheel rotating at very high surface speeds. The rotating grinding
GRINDING PART 2 Grinding Grinding is a material removal process accomplished by abrasive particles that are contained in a bonded grinding wheel rotating at very high surface speeds. The rotating grinding
Chapter 28: Abrasive Machining Processes. DeGarmo s Materials and Processes in Manufacturing
 Chapter 28: Abrasive Machining Processes DeGarmo s Materials and Processes in Manufacturing 28.1 Introduction Abrasive machining is the process of using abrasive grit to remove material at high cutting
Chapter 28: Abrasive Machining Processes DeGarmo s Materials and Processes in Manufacturing 28.1 Introduction Abrasive machining is the process of using abrasive grit to remove material at high cutting
Finishing Process. By Prof.A.Chandrashekhar
 Finishing Process By Prof.A.Chandrashekhar Introduction Finishing process are different from other manufacturing processes. The distinction between the finishing processes and other manufacturing processes
Finishing Process By Prof.A.Chandrashekhar Introduction Finishing process are different from other manufacturing processes. The distinction between the finishing processes and other manufacturing processes
GRINDING. quakerchem.com
 OVERVIEW Metal removal fluids (MRF) are used for both machining and grinding applications. As was discussed in the basic training, both applications are similar in that there is an interface between the
OVERVIEW Metal removal fluids (MRF) are used for both machining and grinding applications. As was discussed in the basic training, both applications are similar in that there is an interface between the
7 ABRASIVE AND NON-TRADITIONAL
 7 ABRASIVE AND NON-TRADITIONAL PROCESSES CHAPTER CONTENTS 7.1 Grinding Definitions Cutting conditions in grinding Wheel wear Surface finish and effects of cutting temperature Grinding wheel Grinding operations
7 ABRASIVE AND NON-TRADITIONAL PROCESSES CHAPTER CONTENTS 7.1 Grinding Definitions Cutting conditions in grinding Wheel wear Surface finish and effects of cutting temperature Grinding wheel Grinding operations
MILLING and GRINDING MACHINES Machine Tools
 ELEMENTS OF MECHANICAL ENGINEERING PART B UNIT VI MILLING and GRINDING MACHINES Machine Tools 1 Objectives: 1.1 To understand the Principle of working of Milling, Horizontal & Vertical Milling. 1.2 Classification/Types
ELEMENTS OF MECHANICAL ENGINEERING PART B UNIT VI MILLING and GRINDING MACHINES Machine Tools 1 Objectives: 1.1 To understand the Principle of working of Milling, Horizontal & Vertical Milling. 1.2 Classification/Types
Abrasive Machining and Finishing Operations
 Abrasive Machining and Finishing Operations Bonded Abrasives Used in Abrasive-Machining Processes Figure 25.1 A variety of bonded abrasives used in abrasivemachining processes. Source: Courtesy of Norton
Abrasive Machining and Finishing Operations Bonded Abrasives Used in Abrasive-Machining Processes Figure 25.1 A variety of bonded abrasives used in abrasivemachining processes. Source: Courtesy of Norton
Roughing vs. finishing
 Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
SURFACE FINISHING GRINDING MACHINES
 SURFACE FINISHING GRINDING MACHINES Introduction :- Grinding is a metal cutting operation which is performed by means of a rotating abrasive wheel acts as a cutting tool. Material removal is in the form
SURFACE FINISHING GRINDING MACHINES Introduction :- Grinding is a metal cutting operation which is performed by means of a rotating abrasive wheel acts as a cutting tool. Material removal is in the form
Metal Cutting (Machining)
") Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Trade of Metal Fabrication. Module 1: Basic Fabrication Unit 12: Abrasive Grinding and Cutting Phase 2
 Trade of Metal Fabrication Module 1: Basic Fabrication Unit 12: Abrasive Grinding and Cutting Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module 1
Trade of Metal Fabrication Module 1: Basic Fabrication Unit 12: Abrasive Grinding and Cutting Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module 1
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting. By Prof.A.Chandrashekhar
 Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH
 TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH MICRO-MESH finishing belts provide desired surface qualities and economic benefits to many types of finishing operations, and are available in a range
TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH MICRO-MESH finishing belts provide desired surface qualities and economic benefits to many types of finishing operations, and are available in a range
ABRASIVE PROCESSES AND BROACHING
 UNIT 4 www.studentsfocus.com ABRASIVE PROCESSES AND BROACHING 1. What are the types of surfaces that could de produced using plain cylindrical grinders? Plain cylindrical parts, cylindrical parts, cylinders,
UNIT 4 www.studentsfocus.com ABRASIVE PROCESSES AND BROACHING 1. What are the types of surfaces that could de produced using plain cylindrical grinders? Plain cylindrical parts, cylindrical parts, cylinders,
Why Dressing. Pushing. Free penetrating
 Why Dressing Pushing Free penetrating Dressed Blades Versus Non Dressed Blades High loads Low diamond exposure Low machinability High diamond exposure High machinability Dressing Dressing = Exposing diamonds
Why Dressing Pushing Free penetrating Dressed Blades Versus Non Dressed Blades High loads Low diamond exposure Low machinability High diamond exposure High machinability Dressing Dressing = Exposing diamonds
Materials Removal Processes (Machining)
") Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM)
, ELECTRO-CHEMICAL MACHINING (ECM)") NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
A TRADITION OF QUALITY SINCE 1966 DIAMOND AND CBN WHEELS
 A TRADITION OF QUALITY SINCE 1966 DIAMOND AND CBN WHEELS POLTAVA DIAMOND TOOLS has been manufacturing top-quality diamond tools for the machine building, glass, electronic and woodworking industries since
A TRADITION OF QUALITY SINCE 1966 DIAMOND AND CBN WHEELS POLTAVA DIAMOND TOOLS has been manufacturing top-quality diamond tools for the machine building, glass, electronic and woodworking industries since
Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5
 Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5 Assistant Professor, Dept. of Mechanical Engineering, Jay Shriram Group of
Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5 Assistant Professor, Dept. of Mechanical Engineering, Jay Shriram Group of
A Pictorial Odyssey. Grinding: An examination of the grinding process through the lens of an electron microscope. By Dr.
 Grinding: A Pictorial Odyssey A FEBRUARY 2009 / VOLUME 61 / ISSUE 2 By Dr. Jeffrey Badger An examination of the grinding process through the lens of an electron microscope. picture is worth a thousand
Grinding: A Pictorial Odyssey A FEBRUARY 2009 / VOLUME 61 / ISSUE 2 By Dr. Jeffrey Badger An examination of the grinding process through the lens of an electron microscope. picture is worth a thousand
Copyright 2002 Society of Manufacturing Engineers. FUNDAMENTAL MANUFACTURING PROCESSES Gears & Gear Manufacturing NARRATION (VO):
:") FUNDAMENTAL MANUFACTURING PROCESSES Gears & Gear Manufacturing SCENE 1. CG: Gear Finishing Processes white text centered on black SCENE 2. tape 783, 01:12:24-01:17:06 peter carey narration tape 769, 05:14:02-05:14:30
FUNDAMENTAL MANUFACTURING PROCESSES Gears & Gear Manufacturing SCENE 1. CG: Gear Finishing Processes white text centered on black SCENE 2. tape 783, 01:12:24-01:17:06 peter carey narration tape 769, 05:14:02-05:14:30
Product Range. Solutions for Industry.
 Product Range Solutions for Industry www.master-abrasives.co.uk Introduction Master Abrasives has a hard and long earned reputation in the UK abrasives market for providing solutions with high quality
Product Range Solutions for Industry www.master-abrasives.co.uk Introduction Master Abrasives has a hard and long earned reputation in the UK abrasives market for providing solutions with high quality
Elastic bonded abrasives
 Elastic bonded abrasives ARTIFEX Dr. Lohmann GmbH & Co. KG Feldstrasse 8 DE 24568 Kaltenkirchen, Germany Phone: +49 (0) 4191 935-0 info@artifex-abrasives.de www.artifex-abrasives.de introduction Ceramic
Elastic bonded abrasives ARTIFEX Dr. Lohmann GmbH & Co. KG Feldstrasse 8 DE 24568 Kaltenkirchen, Germany Phone: +49 (0) 4191 935-0 info@artifex-abrasives.de www.artifex-abrasives.de introduction Ceramic
BONDED ABRASIVE PRIMER
 BONDED ABRASIVE PRIMER Basic information on the terminology and use of bonded abrasive products. Property of: KASCO ABRASIVES Coldwater, Michigan 1-800-367-729 Fax 517-279-7265 1 GENERAL BONDED ABRASIVES
BONDED ABRASIVE PRIMER Basic information on the terminology and use of bonded abrasive products. Property of: KASCO ABRASIVES Coldwater, Michigan 1-800-367-729 Fax 517-279-7265 1 GENERAL BONDED ABRASIVES
HONING OPERATIONAL INFORMATION & TROUBLE SHOOTING DATA
 3225 Ave E East, Arlington TX 76011 www.abrasivehones.com 1-800-966-7574 - Fax 817-695-1001 Sales@SSUNL.com HONING OPERATIONAL INFORMATION & TROUBLE SHOOTING DATA Page 1: Page 2: Page 3: Page 4: Page 5:
3225 Ave E East, Arlington TX 76011 www.abrasivehones.com 1-800-966-7574 - Fax 817-695-1001 Sales@SSUNL.com HONING OPERATIONAL INFORMATION & TROUBLE SHOOTING DATA Page 1: Page 2: Page 3: Page 4: Page 5:
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Grinding with style. -Abrasive web belts for fine grinding metal
 A b r a s i v e s Grinding with style. -Abrasive web belts for fine grinding metal All s well that ends well -Abrasiv 3 benefits of webrax abrasive web belts 1. The backing Our abrasive web belts are manufactured
A b r a s i v e s Grinding with style. -Abrasive web belts for fine grinding metal All s well that ends well -Abrasiv 3 benefits of webrax abrasive web belts 1. The backing Our abrasive web belts are manufactured
Ultrasonic Machining. 1 Dr.Ravinder Kumar
 Ultrasonic Machining 1 Dr.Ravinder Kumar Why Nontraditional Processes? New Materials (1940 s) Stronger Tougher Harder Applications Cut tough materials Finish complex surface geometry Surface finish requirements
Ultrasonic Machining 1 Dr.Ravinder Kumar Why Nontraditional Processes? New Materials (1940 s) Stronger Tougher Harder Applications Cut tough materials Finish complex surface geometry Surface finish requirements
Grinding Processes, A Review
 Grinding Processes, A Review Pushpendra kumar 1 Research Scholar,Mechanical Department BHSBIET lehragaga (Punjab) Sunatya kumar 2 Assistant professor & Head Mechanical Department BHSBIET lehragaga (Punjab)
Grinding Processes, A Review Pushpendra kumar 1 Research Scholar,Mechanical Department BHSBIET lehragaga (Punjab) Sunatya kumar 2 Assistant professor & Head Mechanical Department BHSBIET lehragaga (Punjab)
MACHINE TOOLS GRINDING MACHINE TOOLS
 MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
EFFECT OF RESIN AND GRAPHITE OF THE BRONZE-BONDED DIAMOND COMPOSITE TOOLS ON THE DRY GRINDING BK7 GLASSES
 16 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS EFFECT OF RESIN AND GRAPHITE OF THE BRONZE-BONDED DIAMOND COMPOSITE TOOLS ON THE DRY GRINDING BK7 GLASSES Shenq-Yih Luo, Tseng-Yi Wang, Tsung-Han Yu
16 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS EFFECT OF RESIN AND GRAPHITE OF THE BRONZE-BONDED DIAMOND COMPOSITE TOOLS ON THE DRY GRINDING BK7 GLASSES Shenq-Yih Luo, Tseng-Yi Wang, Tsung-Han Yu
CHAPTER 23 Machining Processes Used to Produce Various Shapes Kalpakjian Schmid Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1
 CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
Drona Gyaan MACHINING-INTRODUCTION
 Drona Gyaan MACHINING-INTRODUCTION Manufacturing is a VALUE ADDITION process by which raw materials or objects of low value due to inadequate material properties, poor or irregular size, shape and finish
Drona Gyaan MACHINING-INTRODUCTION Manufacturing is a VALUE ADDITION process by which raw materials or objects of low value due to inadequate material properties, poor or irregular size, shape and finish
Rotary Engraving Fact Sheet
 Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
MLR Institute of Technology
 MLR Institute of Technology Dundigal, Quthbullapur (M), Hyderabad 500 043 MECHANICAL ENGINEERING MACHINE TOOLS OBJECTIVE QUESTIONS UNIT - I 1. A built up-edge is formed while machining [ B ] (Sep-2011,
MLR Institute of Technology Dundigal, Quthbullapur (M), Hyderabad 500 043 MECHANICAL ENGINEERING MACHINE TOOLS OBJECTIVE QUESTIONS UNIT - I 1. A built up-edge is formed while machining [ B ] (Sep-2011,
DEPARTMENT OF MECHANICAL ENGINEERING
 SCSVMV UNIVERSITY DEPARTMENT OF MECHANICAL ENGINEERING SUBJECT NAME : SUBJECT CODE : MANUFACTURING TECHNOLOGY-II EBM4DT055 QUESTION BANK UNIT-1 1. What is Grinding? 2. Briefly classify the Grinding Process.
SCSVMV UNIVERSITY DEPARTMENT OF MECHANICAL ENGINEERING SUBJECT NAME : SUBJECT CODE : MANUFACTURING TECHNOLOGY-II EBM4DT055 QUESTION BANK UNIT-1 1. What is Grinding? 2. Briefly classify the Grinding Process.
Researches regarding the superfinishing on flat and cylindrical surfaces of gear pump pinions
 Researches regarding the superfinishing on flat and cylindrical surfaces of gear pump pinions BADEA LEPADATESCU ANISOR NEDELCU Department of Engineering Manufacturing Transilvania University of Brasov,
Researches regarding the superfinishing on flat and cylindrical surfaces of gear pump pinions BADEA LEPADATESCU ANISOR NEDELCU Department of Engineering Manufacturing Transilvania University of Brasov,
Review of Various Machining Processes
 Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
Diamond / CBN Electroplated Tools. Diamond Lapping Compounds. Synthetic Diamond Powder / CBN. Diamond Shaped / Dressing Tools
 Gem Gem Diamond Products Diamond / CBN Electroplated Tools Diamond Lapping Compounds Synthetic Diamond Powder / CBN Diamond Shaped / Dressing Tools Diamond / CBN Resin Bonded Tools Diamond and CBN Electrodeposited
Gem Gem Diamond Products Diamond / CBN Electroplated Tools Diamond Lapping Compounds Synthetic Diamond Powder / CBN Diamond Shaped / Dressing Tools Diamond / CBN Resin Bonded Tools Diamond and CBN Electrodeposited
TRAINING MANUAL. Part INTRODUCTION TO TWIST DRILLS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
SEMI MAGNETIC ABRASIVE MACHINING
 4 th International Conference on Mechanical Engineering, December 26-28, 21, Dhaka, Bangladesh/pp. V 81-85 SEMI MAGNETIC ABRASIVE MACHINING P. Jayakumar Priyadarshini Engineering College, Vaniyambadi 635751.
4 th International Conference on Mechanical Engineering, December 26-28, 21, Dhaka, Bangladesh/pp. V 81-85 SEMI MAGNETIC ABRASIVE MACHINING P. Jayakumar Priyadarshini Engineering College, Vaniyambadi 635751.
Metal Cutting and Machine Tools (ME 6004) UNIT-II GRINDING
 UNIT-II GRINDING") Page no: 1 INTRODUCTION Grinding is a metal cutting operation performed by abrasive particles mounted rigidly on a rotating wheel. Each of the abrasive particles acts as a single-point cutting tool and
Page no: 1 INTRODUCTION Grinding is a metal cutting operation performed by abrasive particles mounted rigidly on a rotating wheel. Each of the abrasive particles acts as a single-point cutting tool and
PLANING MACHINE. Crossrail. Tool head. Table. Table. reciprocating movement Roller. Bed. Open Side Planer Sketch S-8.1-A. Feed screws.
 8 PLANING MACHINE A8.1 : Planing Machine Tool head Table reciprocating movement Roller Table Cross-rail Bed Column Open Side Planer Sketch S-8.1-A Introduction This is also a reciprocating type of machine
8 PLANING MACHINE A8.1 : Planing Machine Tool head Table reciprocating movement Roller Table Cross-rail Bed Column Open Side Planer Sketch S-8.1-A Introduction This is also a reciprocating type of machine
Super Abrasives. Technical Information 276 Grinding Wheels 277 Diamond Dressing Tools 283
 Technical Information 276 Grinding Wheels 277 iamond ressing Tools 283 275 Technical Information The Flexovit Super Abrasive range provides technical solutions for the most popular applications encountered
Technical Information 276 Grinding Wheels 277 iamond ressing Tools 283 275 Technical Information The Flexovit Super Abrasive range provides technical solutions for the most popular applications encountered
O N T H E C U T T I N G E D G E O F T E C H N O L O G Y
 A B R A S I V E P R O D U C T S C A T A L O G U E O N T H E C U T T I N G E D G E O F T E C H N O L O G Y Founded in 1981, Grinding Techniques (Pty) Ltd. is the largest privately owned abrasive manufacturer
A B R A S I V E P R O D U C T S C A T A L O G U E O N T H E C U T T I N G E D G E O F T E C H N O L O G Y Founded in 1981, Grinding Techniques (Pty) Ltd. is the largest privately owned abrasive manufacturer
TURNING BORING TURNING:
 TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
RAMANNA ENTERPRISES OFFICE ADDRESS- 3E/7 B.P, N.I.T FARIDABAD, HARYANA. INSTRUCTION / SERVICE MANUAL FOR PRECISION MANUAL SURFACE GRINDER
 RAMANNA ENTERPRISES OFFICE ADDRESS- 3E/7 B.P, N.I.T FARIDABAD, HARYANA. INSTRUCTION / SERVICE MANUAL FOR PRECISION MANUAL SURFACE GRINDER MODELS - 7X14 9X14 9X18 10X20 12X24 15X30 CONTENTS 1. Machine Parts
RAMANNA ENTERPRISES OFFICE ADDRESS- 3E/7 B.P, N.I.T FARIDABAD, HARYANA. INSTRUCTION / SERVICE MANUAL FOR PRECISION MANUAL SURFACE GRINDER MODELS - 7X14 9X14 9X18 10X20 12X24 15X30 CONTENTS 1. Machine Parts
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Metal Cutting - 5. Content. Milling Characteristics. Parts made by milling Example of Part Produced on a CNC Milling Machine 7.
 Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
PRODUCT CATALOGUE SPECIALISED PRECISION. February 2011 issue. A Company of the SWAROVSKI Group
 PRODUCT CATALOGUE SPECIALISED PRECISION February 2011 issue A Company of the SWAROVSKI Group Contents TYROLIT in general 6-7 Orders, delivery terms and conditions 7 Delivery periods, modification, price
PRODUCT CATALOGUE SPECIALISED PRECISION February 2011 issue A Company of the SWAROVSKI Group Contents TYROLIT in general 6-7 Orders, delivery terms and conditions 7 Delivery periods, modification, price
 VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
Solid Carbide Tools. Composite Tools. Performance by Design. ISO 9001 Certified Company
 Solid Carbide Tools Composite Tools Performance by Design ISO 9001 Certified Company As one of the world s largest manufacturers of solid carbide rotary cutting tools, SGS Tool Company has pioneered some
Solid Carbide Tools Composite Tools Performance by Design ISO 9001 Certified Company As one of the world s largest manufacturers of solid carbide rotary cutting tools, SGS Tool Company has pioneered some
DIAMETER SELECTION ABRASIVE SELECTION
 GENERAL APPLICATION AND SELECTION OF the tool DIAMETER SELECTION Tool diameter is determined by the nominal bore size in which the tool is to operate. The Flex-Hone Tool is always produced and used in
GENERAL APPLICATION AND SELECTION OF the tool DIAMETER SELECTION Tool diameter is determined by the nominal bore size in which the tool is to operate. The Flex-Hone Tool is always produced and used in
CREATIVE TECHNOLOGY. Products Guide GRINDING WHEELS DRESSER VITRIFIED CBN WHEELS DIAMOND WHEELS & TOOLS PERIPHERAL EQUIPMENTS & RELATED PRODUCTS
 CREATIVE TECHNOLOGY Products Guide GRINDING WHEELS DRESSER VITRIFIED CBN WHEELS DIAMOND WHEELS & TOOLS PERIPHERAL EQUIPMENTS & RELATED PRODUCTS Diprotex meets all your grinding and polishing requirements,
CREATIVE TECHNOLOGY Products Guide GRINDING WHEELS DRESSER VITRIFIED CBN WHEELS DIAMOND WHEELS & TOOLS PERIPHERAL EQUIPMENTS & RELATED PRODUCTS Diprotex meets all your grinding and polishing requirements,
A H M 531 The Civil Engineering Center
 Title Page Introduction 2 Objectives 2 Theory 2 Fitting 3 Turning 5 Shaping and Grinding 7 Milling 8 Conclusion 11 Reference 11 1 Introduction Machining Machining is a manufacturing process in which a
Title Page Introduction 2 Objectives 2 Theory 2 Fitting 3 Turning 5 Shaping and Grinding 7 Milling 8 Conclusion 11 Reference 11 1 Introduction Machining Machining is a manufacturing process in which a
Sheet Metal Tools. by:prem Mahendranathan
 Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
Table of Contents. Production Options 3. Suggested Tooling 4. Special Considerations 4. Sawing 4. Holding 5. Turning 5. Milling 6.
 Table of Contents Production Options 3 Suggested Tooling 4 Special Considerations 4 Sawing 4 Holding 5 Turning 5 Milling 6 Drilling 6 Threading 7 Grinding 7 Buffing and Polishing 8 Deburring 8 Lapping
Table of Contents Production Options 3 Suggested Tooling 4 Special Considerations 4 Sawing 4 Holding 5 Turning 5 Milling 6 Drilling 6 Threading 7 Grinding 7 Buffing and Polishing 8 Deburring 8 Lapping
AUTOMATED MACHINE TOOLS & CUTTING TOOLS
 CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
Cutting with broach. You can find here some notices about broaching operation. Fig.N 1
 Cutting with broach You can find here some notices about broaching operation. Fig.N 1 Amount of cut per tooth This parameter depends on many characteristic of broaching operation like: Material of the
Cutting with broach You can find here some notices about broaching operation. Fig.N 1 Amount of cut per tooth This parameter depends on many characteristic of broaching operation like: Material of the
Machining vs. Grinding
 University of Connecticut Machining vs. Grinding -- Towards High Efficiency Machining Bi Zhang Mechanical Engineering zhang@engr.uconn.edu Presentation Sequence Introduction High Speed Machining High Speed
University of Connecticut Machining vs. Grinding -- Towards High Efficiency Machining Bi Zhang Mechanical Engineering zhang@engr.uconn.edu Presentation Sequence Introduction High Speed Machining High Speed
MICRO-SWISS Dicing Blades for 4 -Spindles. minitron. electronik gmbh
 e MICRO-SWISS Dicing Blades for 4 -Spindles minitron electronik gmbh Industry Background Towards the year 2000 we face a new, complex set of demands as the microelectronics industry grows more sophisticated.
e MICRO-SWISS Dicing Blades for 4 -Spindles minitron electronik gmbh Industry Background Towards the year 2000 we face a new, complex set of demands as the microelectronics industry grows more sophisticated.
BASIC TECHNICAL INFORMATION FOR REAMERS FLUTE STYLES
 BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly NARRATION (VO): NARRATION (VO): NARRATION (VO): INCLUDING: METALS,
: NARRATION (VO): NARRATION (VO): INCLUDING: METALS,") Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
JDT EFFECT OF GRINDING WHEEL LOADING ON FORCE AND VIBRATION
 JDT-012-2014 EFFECT OF GRINDING WHEEL LOADING ON FORCE AND VIBRATION R. Anbazhagan 1, Dr.J.Hameed Hussain 2, Dr.V.Srinivasan 3 1 Asso.Professor, Department of Automobile Engineering, Bharath University,
JDT-012-2014 EFFECT OF GRINDING WHEEL LOADING ON FORCE AND VIBRATION R. Anbazhagan 1, Dr.J.Hameed Hussain 2, Dr.V.Srinivasan 3 1 Asso.Professor, Department of Automobile Engineering, Bharath University,
THEORY OF METAL CUTTING
 THEORY OF METAL CUTTING INTRODUCTION Overview of Machining Technology Mechanism of chip formation Orthogonal and Oblique cutting Single Point and Multipoint Cutting Tools Machining forces - Merchant s
THEORY OF METAL CUTTING INTRODUCTION Overview of Machining Technology Mechanism of chip formation Orthogonal and Oblique cutting Single Point and Multipoint Cutting Tools Machining forces - Merchant s
ABRASIVE CATALOGS. Application: Weld dressing Cutting off smoothing of Casting Can be applied on various kind of Steel and non-ferrous materials
 ABRASIVE CATALOGS Reinforced Depressed Centre Grinding Discs are excellently fabricated depressed centre grinding discs that are exclusively available in varying diameters of 4-9 in different thickness.
ABRASIVE CATALOGS Reinforced Depressed Centre Grinding Discs are excellently fabricated depressed centre grinding discs that are exclusively available in varying diameters of 4-9 in different thickness.
Sharpening Twist Drills. Relief Grinding of the Tool Flanks.
 TOOL WEAR 933 Tool Wear Metal cutting tools wear constantly when they are being used. A normal amount of wear should not be a cause for concern until the size of the worn region has reached the point where
TOOL WEAR 933 Tool Wear Metal cutting tools wear constantly when they are being used. A normal amount of wear should not be a cause for concern until the size of the worn region has reached the point where
STEEL RULE. Stock TRY SQUARE
 FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
Abrasive materials can be 2 types: natural and synthetic. (Tables 2,3) Table 2. Natural abrasive materials. Types Source Application Moh s
 Table 2. Natural abrasive materials. Types Source Application Moh s") ANNOTATION TO THE LESSON 9 Proper finishing and polishing is important for shaping, contouring and removing surface irregularities in restorations in order to avoid plaque accumulation, gingival irritation,
ANNOTATION TO THE LESSON 9 Proper finishing and polishing is important for shaping, contouring and removing surface irregularities in restorations in order to avoid plaque accumulation, gingival irritation,
THREAD CUTTING & FORMING
 THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
1 SELECT suitable material. It takes time to cut a cab. Don t waste it on rubbish.
 7 July 09 CUTTING A STANDARD CABOCHON A Standard Cabochon or CAB is an oval or round stone with one flat side and the other side having an even curved dome shape. Top of Cab It will have a narrow bevel
7 July 09 CUTTING A STANDARD CABOCHON A Standard Cabochon or CAB is an oval or round stone with one flat side and the other side having an even curved dome shape. Top of Cab It will have a narrow bevel
Severance Offers Four Types of Hand Files To Solve Virtually Every Application
 are Great for Many Application Filing Deburring Shaping Forming Chamfering Sharpening Smoothing Beveling De-Flashing Trimming and De-Scaling Severance Offers Four Types of To Solve Virtually Every Application
are Great for Many Application Filing Deburring Shaping Forming Chamfering Sharpening Smoothing Beveling De-Flashing Trimming and De-Scaling Severance Offers Four Types of To Solve Virtually Every Application
11/15/2009. There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate
 s Geometry & Milling Processes There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate All three of these will be discussed in later lessons What is a cutting
s Geometry & Milling Processes There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate All three of these will be discussed in later lessons What is a cutting
Chapter 25. Other Machining Processes. Materials Processing. MET Manufacturing Processes. Shaping Planing Broaching Sawing Filing
 MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
Wear of the blade diamond tools in truing vitreous bond grinding wheels Part I. Wear measurement and results
 Wear 250 (2001) 587 592 Wear of the blade diamond tools in truing vitreous bond grinding wheels Part I. Wear measurement and results Albert J. Shih a,, Jeffrey L. Akemon b a Department of Mechanical and
Wear 250 (2001) 587 592 Wear of the blade diamond tools in truing vitreous bond grinding wheels Part I. Wear measurement and results Albert J. Shih a,, Jeffrey L. Akemon b a Department of Mechanical and
SPECIALISED PRECISION PRODUCT CATALOGUE. English A Company of the SWAROVSKI Group
 SPECIALISED PRECISION PRODUCT CATALOGUE English 2015 A Company of the SWAROVSKI Group www.tyrolit.com Specialised precision Product catalogue 1 Contents TYROLIT in general Symbols 5 TYROLIT Group 6-7 International
SPECIALISED PRECISION PRODUCT CATALOGUE English 2015 A Company of the SWAROVSKI Group www.tyrolit.com Specialised precision Product catalogue 1 Contents TYROLIT in general Symbols 5 TYROLIT Group 6-7 International
Design for machining
 Multiple choice questions Design for machining 1) Which one of the following process is not a machining process? A) Planing B) Boring C) Turning D) Forging 2) The angle made between the rake face of a
Multiple choice questions Design for machining 1) Which one of the following process is not a machining process? A) Planing B) Boring C) Turning D) Forging 2) The angle made between the rake face of a
Machining Processes Used to Produce Various Shapes. Dr. Mohammad Abuhaiba
 Machining Processes Used to Produce Various Shapes 1 Homework Assignment Due Wensday 28/4/2010 1. Show that the distance lc in slab milling is approximately equal to for situations where D>>d. (see Figure
Machining Processes Used to Produce Various Shapes 1 Homework Assignment Due Wensday 28/4/2010 1. Show that the distance lc in slab milling is approximately equal to for situations where D>>d. (see Figure
Manufacturing Processes(IM 212)
") Arab Academy for Science, Technology, and Maritime Transport Manufacturing Processes(IM 212) Department of Industrial & Management Engineering College of Engineering and Technology Lecture 1 : Introduction
Arab Academy for Science, Technology, and Maritime Transport Manufacturing Processes(IM 212) Department of Industrial & Management Engineering College of Engineering and Technology Lecture 1 : Introduction
Special reamers. Figure N 1 Reamer with descending cutting edges in carbide (Cerin)
") Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
RESHARPENING & INSPECTION
 755 E. Debra Lane, Anaheim, CA 92805 (714) 780-0730 (714) 780-0735 Fax Technical Support Page Case for Resharpening: When the product finish becomes worse, the cutting edge must get dulled, chips become
755 E. Debra Lane, Anaheim, CA 92805 (714) 780-0730 (714) 780-0735 Fax Technical Support Page Case for Resharpening: When the product finish becomes worse, the cutting edge must get dulled, chips become
LANDMARK UNIVERSITY, OMU-ARAN
 LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
Design for machining
 Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
Fibratex Convolute Wheels
 Clean and Finish Convolute Wheels Soft, conformable Open-mesh Consistent finish Reduced loading An open-mesh product for cleaning and finishing operations. These wheels are: used with light/moderate pressure
Clean and Finish Convolute Wheels Soft, conformable Open-mesh Consistent finish Reduced loading An open-mesh product for cleaning and finishing operations. These wheels are: used with light/moderate pressure
EDM Polishing Stones General Purpose Stones Detail Stones Industrial Abrasives
 EDM Polishing Stones General Purpose Stones Detail Stones Industrial Abrasives Our commitment to our customers is set in stone. About Us For nearly forty years BORIDE Engineered Abrasives has developed
EDM Polishing Stones General Purpose Stones Detail Stones Industrial Abrasives Our commitment to our customers is set in stone. About Us For nearly forty years BORIDE Engineered Abrasives has developed
The manufacture of abrasive articles or shaped materials containing macromolecular substances, e.g. as bonding agent, is covered by C08J5/14.
 CPC - B24D - 2016.11 B24D TOOLS FOR GRINDING, BUFFING, OR SHARPENING (tools for grinding or polishing optical surfaces on lenses or surfaces of similar shape B24B 13/01; grinding heads B24B 41/00; manufacture
CPC - B24D - 2016.11 B24D TOOLS FOR GRINDING, BUFFING, OR SHARPENING (tools for grinding or polishing optical surfaces on lenses or surfaces of similar shape B24B 13/01; grinding heads B24B 41/00; manufacture
Engraving with a Rigid Tool Engraving Tool Feeds and Speeds
 Engraving with a Rigid Tool Engraving Tool Feeds and Speeds Material 3000 RPM 6000 RPM 7500 RPM 10000 RPM Aluminum/Aluminum Alloys 6 12 15 20 Brass/Bronze 6 12 15 20 Copper/Copper Alloys 6 12 15 20 Cast
Engraving with a Rigid Tool Engraving Tool Feeds and Speeds Material 3000 RPM 6000 RPM 7500 RPM 10000 RPM Aluminum/Aluminum Alloys 6 12 15 20 Brass/Bronze 6 12 15 20 Copper/Copper Alloys 6 12 15 20 Cast
Chapter 22: Turning and Boring Processes. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Turning and Boring Processes DeGarmo s Materials and Processes in Manufacturing 22.1 Introduction Turning is the process of machining external cylindrical and conical surfaces. Boring is a
Chapter 22: Turning and Boring Processes DeGarmo s Materials and Processes in Manufacturing 22.1 Introduction Turning is the process of machining external cylindrical and conical surfaces. Boring is a
SHARPEN END OF END MILL. By George Pruitt
 SHARPEN END OF END MILL By George Pruitt Revised 3-5-13 The following instructions are for sharpening the end of an end mill with a Monoset tool and cutter grinder. Collet clamping nut Workhead Wheelhead
SHARPEN END OF END MILL By George Pruitt Revised 3-5-13 The following instructions are for sharpening the end of an end mill with a Monoset tool and cutter grinder. Collet clamping nut Workhead Wheelhead
Dicing Through Hard and Brittle Materials in the Micro Electronic Industry By Gideon Levinson, Dicing Tools Product Manager
 Dicing Through Hard and Brittle Materials in the Micro Electronic Industry By Gideon Levinson, Dicing Tools Product Manager A high percentage of micro electronics dicing applications require dicing completely
Dicing Through Hard and Brittle Materials in the Micro Electronic Industry By Gideon Levinson, Dicing Tools Product Manager A high percentage of micro electronics dicing applications require dicing completely
CARBIDE END MILLS SPECIFICATIONS
 SPECIFICATIONS COATING GUIDE Material Hardness TiN TiCN TiALN Austentic Stainless Steel < 35 HRc * X Martinistic Stainless Steel < 35 HRc * X Martinistic Stainless Steel >= 35 HRc X PH Stainless Steel
SPECIFICATIONS COATING GUIDE Material Hardness TiN TiCN TiALN Austentic Stainless Steel < 35 HRc * X Martinistic Stainless Steel < 35 HRc * X Martinistic Stainless Steel >= 35 HRc X PH Stainless Steel
COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004
 1 COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004 I. OBJECTIVE To provide an overview and basic knowledge of the
1 COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004 I. OBJECTIVE To provide an overview and basic knowledge of the
Reamer Basics. Fixed Reamers The reamer size is fixed and any size reduction due to wear or sharpening cannot be reclaimed
 1 Reamer Basics Reamers are available in a variety of types, materials, flute styles and sizes The typical reamer is a rotary cutting tools designed to machine a previously formed hole to an exact diameter
1 Reamer Basics Reamers are available in a variety of types, materials, flute styles and sizes The typical reamer is a rotary cutting tools designed to machine a previously formed hole to an exact diameter
NEAT CUTTING & GRINDING OILS
 METALWORKING NEAT CUTTING & GRINDING OILS YOUR ADVANTAGE IN AN INDUSTRIAL WORLD A CHOICE TO SUIT YOUR NEEDS Castrol has a high performance and versatile range of neat oils designed to meet your metalworking
METALWORKING NEAT CUTTING & GRINDING OILS YOUR ADVANTAGE IN AN INDUSTRIAL WORLD A CHOICE TO SUIT YOUR NEEDS Castrol has a high performance and versatile range of neat oils designed to meet your metalworking
Metal Cutting Processes 1 - Turning
 You are here: Home > Handout > Metal Cutting Processes 1 - Turning Metal Cutting Processes 1 - Turning Contents 1. Introduction 2. Center Lathe 3. Cutting Tools 4. Basic Matel Cutting Theory 5. Tool Angles
You are here: Home > Handout > Metal Cutting Processes 1 - Turning Metal Cutting Processes 1 - Turning Contents 1. Introduction 2. Center Lathe 3. Cutting Tools 4. Basic Matel Cutting Theory 5. Tool Angles