Manufacturing Processes(IM 212)
|
|
|
- Linette Logan
- 5 years ago
- Views:
Transcription

1 Arab Academy for Science, Technology, and Maritime Transport Manufacturing Processes(IM 212) Department of Industrial & Management Engineering College of Engineering and Technology Lecture 1 : Introduction to Manufacturing Processes 1 Course Contents 1. Introduction to Manufacturing Processes 2. Mechanics of Chip Formation 3. Cutting Tools for Machining 4. Tool Wear and Tool Life 5. Economics of Machining 9. Broaching and Shaping 10. Grinding 11. Finishing Operations 12. Numerical Control of Machine Tools 13. Nontraditional Machining 6. Turning 7. Drilling and Reaming 8. Milling 2
2 Course Assessment 7 th Week Examination : 30 ( ) 12 th Week Examination: 20 ( ) Weeks 1-15 : 10 Final Examination : 40 Total Marks : 100 Reference: Fundamentals of Machining Processes: Conventional and Nonconventional Processes Author: Hassan El-Hofy, Alexandria University, Egypt Publisher: CRC Taylor and Francis, Boca Raton, Florida, USA Cat. #: 7288 ISBN: Publication Date: Number of Pages: Course Objectives At the end of this course, student should be aware of the following: 1. Classification of the machining technologies. 2. The material removal mechanism of each process. 3. Machining system components. 4. Economics of machining. 5. Effect of the different variables on the process behavior. 6. Selection of the proper machining process for any application. 4
3 Overview of Manufacturing Processes Manufacturing is the process of converting raw materials into products. Manufacturing represents 20-30% of the value of all goods and services produced in industrialized countries. Machining activities constitute ~ 20% of the manufacturing activities in the USA. Classification of Manufacturing Processes 5 Classification of Machining Processes Machining: is the removal of the unwanted material (Machining Allowance) from the workpiece in order to obtain a finished product of the desired size, shape, and surface quality. 6
 of indefinite number and shape.")
4 Classification of Machining Processes Cutting: machining allowance is removed in the form of visible chips. Abrasion: machining allowance is removed in the form of minute and invisible chips by hard, tiny, and randomly oriented abrasive grit (bonded or loose) of indefinite number and shape. Erosion: machining allowance is removed in the form of successive surface layers as a result of dissolution, melting and vaporization of the material being machined. Cutting Abrasion 7 Machining by Cutting The tool is penetrated into the workpiece by a depth of cut. Cutting tools have definite number of cutting edges of a known geometry. The machining allowance is removed in the form of visible chips. The shape of the workpiece produced depends on the tool-workpiece relative motion. Chip Depth of Cut Tool Cutting Speed Cut Surface Workpiece 8
5 Tool and Workpiece Motions Workpiece Tool Stationary Linear Rotary Spiral Stationary Shaping Broaching Drilling Linear Planing Milling Rotary Turning Spiral Hobbing 9 Classification of Cutting Processes Based on Number of Cutting Points/Edges Machining by Cutting Single Point Turning Boring Shaping Planing Multi point Drilling Reaming Milling Broaching Hobbing Sawing Filing Based on Cutting Kinematics Machining by Cutting Form Generation Form & Generation Shaping Planing Drilling Form Turning Form Milling Turning Shaping Planing Pocket Milling Contour Milling Thread Cutting Slot Milling Gear Hobbing 10



6 Classification of Cutting Processes Generation Cutting Form-Generation Cutting Form Cutting 11 General Aspects of Machining Technology General Aspects of Machining Technology 12


7 Main Elements of Machining by Cutting t Main Elements of Machining by Cutting 13 Chip Formation During metal cutting three different types of chip are formed that affects the product accuracy and surface roughness. Thetypeofchipformeddependsontheworkpiecematerialandthemachining conditions. Discontinuous (Segmented) Chip Continuous Chip Continuous Chip with Built-Up Edge (BUE) 14
8 Discontinuous (Segmented) Chip Discontinuous chips are produced when brittle materials such as Cast Iron and Bronze are cut. As the cutting tool contacts the metal, some compression stresses occur, and the chip begins to flow along the chip-tool interface. The metal compresses until rupture which occurs at the shear plane and the chip separates from the workpiece. Chip Cutting Speed Tool Workpiece 15 Discontinuous (Segmented) Chip This type of chip causes: Variations of the cutting forces that result in vibrations. Loss of product accuracy. Poor surface quality. Extensive tool wear. Machining conditions producing this type of chip: 1. Materials that contains hard inclusions and impurities. 2. Very low/very high cutting speeds. 3. Large depth of cuts. 4. Very small or -ve rake angles. 5. Low stiffness of the machine tool. 6. Lake of the effective cutting fluid. 16
9 Continuous Chip Fractures or ruptures do not occur because of the ductile nature of the metal. Although continuous chip is considered an ideal for better surface finish, low power consumption and longer tool life, they are not always desirable as they tend to tangle around the tool holder. Hence, machining operation has to be stopped to clear away the chips. Chip breakers are therefore used to break chips but they increase cutting tool cost and raise cutting forces and power. Chip Cutting Speed Tool Workpiece 17 Continuous Chip Machining conditions producing this type of chip: 1. Ductile/soft materials (Mild Steel, Copper, and Aluminum). 2. High cutting speeds (>60 m/min). 3. Small depth of cut. 4. Small feed rate. 5. Sharp cutting edge. 6. Tool material of low coefficient of friction. 7. Efficient cutting fluid. 8. Large (+ve) rake angles. 18






10 Chip Breakers Chip breakers are used to split the chips. The use of chip breakers increases cutting tool cost and raises cutting forces and power. Types of chip breakers: 1. Groove Type. Chip Breaker Land Width Chip Breaker Depth 19 Chip Breakers 2. Obstruction Type: Chip Breaker Height Chip Breaker Distance Chip Breaker Wedge Angle Chip Breaker Height Chip Breaker Distance a) Attached b) Integrated 20
11 Continuous Chip with Built-Up Edge (BUE) The local high temperature, the high pressure and the frictional resistance to the flow of the chip cause the work material to adhere to the cutting edge of the tool forming the Built-Up Edge (BUE). The rest of the material randomly adheres to the workpiece cut surface resulting in: Poor surface finish. Changes the geometry of the cutting tool. Causes failure of the cutting tool. BUE Fragments Welded to Chips Cutting Speed BUE Welded to Machined Surface BUE 21 Continuous Chip with Built-Up Edge (BUE) Machining conditions producing this type of chip: 1. Ductile materials such as Mild Steel, Copper, and Aluminum. 2. Low cutting speed (<60 m/min). 3. Large depth of cut. 4. Large feed rate. 5. Dull (not sharp) cutting edge. 6. High friction at the chip-tool interface. 7. Insufficient cutting fluid. 8. Small (+ve) rake angles. 22
12 Factors Affecting Cutting Processes 23
THEORY OF METAL CUTTING
 THEORY OF METAL CUTTING INTRODUCTION Overview of Machining Technology Mechanism of chip formation Orthogonal and Oblique cutting Single Point and Multipoint Cutting Tools Machining forces - Merchant s
THEORY OF METAL CUTTING INTRODUCTION Overview of Machining Technology Mechanism of chip formation Orthogonal and Oblique cutting Single Point and Multipoint Cutting Tools Machining forces - Merchant s
Metal Cutting (Machining)
") Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Materials & Processes in Manufacturing
 2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 21 Fundamentals of Chip Type Machining Processes 1 Materials Processing 2003 Bill Young 2 Introduction Machining is the process of
2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 21 Fundamentals of Chip Type Machining Processes 1 Materials Processing 2003 Bill Young 2 Introduction Machining is the process of
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting. By Prof.A.Chandrashekhar
 Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Dr Ghassan Al-Kindi - MECH2118 Lecture 9
 Dr Ghassan Al-Kindi - MECH2118 Lecture 9 Machining A material removal process in which a sharp cutting tool is used to mechanically cut away material so that the desired part geometry remains Most common
Dr Ghassan Al-Kindi - MECH2118 Lecture 9 Machining A material removal process in which a sharp cutting tool is used to mechanically cut away material so that the desired part geometry remains Most common
Metal Cutting Processes 1 - Turning
 You are here: Home > Handout > Metal Cutting Processes 1 - Turning Metal Cutting Processes 1 - Turning Contents 1. Introduction 2. Center Lathe 3. Cutting Tools 4. Basic Matel Cutting Theory 5. Tool Angles
You are here: Home > Handout > Metal Cutting Processes 1 - Turning Metal Cutting Processes 1 - Turning Contents 1. Introduction 2. Center Lathe 3. Cutting Tools 4. Basic Matel Cutting Theory 5. Tool Angles
 VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
 DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
Lecture 18. Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing
 Planing") Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Materials Removal Processes (Machining)
") Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Chapter 25. Other Machining Processes. Materials Processing. MET Manufacturing Processes. Shaping Planing Broaching Sawing Filing
 MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
Design for machining
 Multiple choice questions Design for machining 1) Which one of the following process is not a machining process? A) Planing B) Boring C) Turning D) Forging 2) The angle made between the rake face of a
Multiple choice questions Design for machining 1) Which one of the following process is not a machining process? A) Planing B) Boring C) Turning D) Forging 2) The angle made between the rake face of a
Manufacturing Science-II (EME-503)
") Time: 1 Hour B.Tech. [SEM V (ME-5 All Groups)] QUIZ TEST-1 Manufacturing Science-II ` Max. Marks: 30 Note: Attempt all the questions Q1) How metal is removed in metal cutting? Explain by giving any simple
Time: 1 Hour B.Tech. [SEM V (ME-5 All Groups)] QUIZ TEST-1 Manufacturing Science-II ` Max. Marks: 30 Note: Attempt all the questions Q1) How metal is removed in metal cutting? Explain by giving any simple
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Typical Parts Made with These Processes
 Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Abrasive Machining Processes. N. Sinha, Mechanical Engineering Department, IIT Kanpur
 Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Roll No. :.. Invigilator s Signature :.. CS/B.Tech (ME)/SEM-5/ME-504/ TECHNOLOGY OF MACHINING. Time Allotted : 3 Hours Full Marks : 70
/SEM-5/ME-504/ TECHNOLOGY OF MACHINING. Time Allotted : 3 Hours Full Marks : 70") Name : Roll No. :.. Invigilator s Signature :.. CS/B.Tech (ME)/SEM-5/ME-504/2009-10 2009 TECHNOLOGY OF MACHINING Time Allotted : 3 Hours Full Marks : 70 The figures in the margin indicate full marks. Candidates
Name : Roll No. :.. Invigilator s Signature :.. CS/B.Tech (ME)/SEM-5/ME-504/2009-10 2009 TECHNOLOGY OF MACHINING Time Allotted : 3 Hours Full Marks : 70 The figures in the margin indicate full marks. Candidates
Roughing vs. finishing
 Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
Cutting with broach. You can find here some notices about broaching operation. Fig.N 1
 Cutting with broach You can find here some notices about broaching operation. Fig.N 1 Amount of cut per tooth This parameter depends on many characteristic of broaching operation like: Material of the
Cutting with broach You can find here some notices about broaching operation. Fig.N 1 Amount of cut per tooth This parameter depends on many characteristic of broaching operation like: Material of the
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM)
, ELECTRO-CHEMICAL MACHINING (ECM)") NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Metal Cutting - 5. Content. Milling Characteristics. Parts made by milling Example of Part Produced on a CNC Milling Machine 7.
 Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Grinders, Sanders, Drills, Lathes, Saws, Shear, Break, Punch, And Roller
 Grinders, Sanders, Drills, Lathes, Saws, Shear, Break, Punch, And Roller Personal Protective Equipment: A welder must be aware of possible dangers to the body during any welding or cutting operation and
Grinders, Sanders, Drills, Lathes, Saws, Shear, Break, Punch, And Roller Personal Protective Equipment: A welder must be aware of possible dangers to the body during any welding or cutting operation and
Chapter 26 Abrasive Machining Processes. Materials Processing ABRASIVE MACHINING 10/11/2014. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS
 Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
AUTOMATED MACHINE TOOLS & CUTTING TOOLS
 CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
Rotary Engraving Fact Sheet
 Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Product Information Report Maximizing Drill Bit Performance
 Overview Drills perform three functions when making a hole: Forming the chip The drill point digs into the material and pushes up a piece of it. Cutting the chip The cutting lips take the formed chip away
Overview Drills perform three functions when making a hole: Forming the chip The drill point digs into the material and pushes up a piece of it. Cutting the chip The cutting lips take the formed chip away
FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly NARRATION (VO): NARRATION (VO): NARRATION (VO): INCLUDING: METALS,
: NARRATION (VO): NARRATION (VO): INCLUDING: METALS,") Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
University of Huddersfield Repository
 University of Huddersfield Repository Arief, Ikhwan and Chen, Xun Key Parameters In Loose Abrasive Machining Original Citation Arief, Ikhwan and Chen, Xun (2010) Key Parameters In Loose Abrasive Machining.
University of Huddersfield Repository Arief, Ikhwan and Chen, Xun Key Parameters In Loose Abrasive Machining Original Citation Arief, Ikhwan and Chen, Xun (2010) Key Parameters In Loose Abrasive Machining.
TOOL WEAR AND TOOL LIFE
 TOOL WEAR AND TOOL LIFE CONTENTS 4.1 Tool wear During the cutting operation, the cutting edge is stressed mechanically and thermally until it becomes completely blunt and unable to cut, 100 % wear occurs
TOOL WEAR AND TOOL LIFE CONTENTS 4.1 Tool wear During the cutting operation, the cutting edge is stressed mechanically and thermally until it becomes completely blunt and unable to cut, 100 % wear occurs
Chapter 23 Drilling and Hole Making Processes. Materials Processing. Hole Making Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
ANALYSIS OF SURFACE ROUGHNESS WITH VARIATION IN SHEAR AND RAKE ANGLE
 ANALYSIS OF SURFACE ROUGHNESS WITH VARIATION IN SHEAR AND RAKE ANGLE Sirajuddin Elyas Khany 1, Mohammed Hissam Uddin 2, Shoaib Ahmed 3, Mohammed Wahee uddin 4 Mohammed Ibrahim 5 1 Associate Professor,
ANALYSIS OF SURFACE ROUGHNESS WITH VARIATION IN SHEAR AND RAKE ANGLE Sirajuddin Elyas Khany 1, Mohammed Hissam Uddin 2, Shoaib Ahmed 3, Mohammed Wahee uddin 4 Mohammed Ibrahim 5 1 Associate Professor,
CHAPTER 23 Machining Processes Used to Produce Various Shapes Kalpakjian Schmid Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1
 CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT III THEORY OF METAL CUTTING Broad classification of Engineering Manufacturing Processes. It is extremely difficult to tell the exact number of various manufacturing processes
MANUFACTURING TECHNOLOGY UNIT III THEORY OF METAL CUTTING Broad classification of Engineering Manufacturing Processes. It is extremely difficult to tell the exact number of various manufacturing processes
FOR EXAMINERS ONLY. Signature
 Department of Mechanical Engineering Indian Institute of Technology Kanpur TA 202: Manufacturing Processes Mid. Sem. Exam. VKJ/2014/SI; Time: 120 min; Max. Marks: 120 NOTES: (I) Answer all questions in
Department of Mechanical Engineering Indian Institute of Technology Kanpur TA 202: Manufacturing Processes Mid. Sem. Exam. VKJ/2014/SI; Time: 120 min; Max. Marks: 120 NOTES: (I) Answer all questions in
A Pictorial Odyssey. Grinding: An examination of the grinding process through the lens of an electron microscope. By Dr.
 Grinding: A Pictorial Odyssey A FEBRUARY 2009 / VOLUME 61 / ISSUE 2 By Dr. Jeffrey Badger An examination of the grinding process through the lens of an electron microscope. picture is worth a thousand
Grinding: A Pictorial Odyssey A FEBRUARY 2009 / VOLUME 61 / ISSUE 2 By Dr. Jeffrey Badger An examination of the grinding process through the lens of an electron microscope. picture is worth a thousand
Ultrasonic Machining. 1 Dr.Ravinder Kumar
 Ultrasonic Machining 1 Dr.Ravinder Kumar Why Nontraditional Processes? New Materials (1940 s) Stronger Tougher Harder Applications Cut tough materials Finish complex surface geometry Surface finish requirements
Ultrasonic Machining 1 Dr.Ravinder Kumar Why Nontraditional Processes? New Materials (1940 s) Stronger Tougher Harder Applications Cut tough materials Finish complex surface geometry Surface finish requirements
The role of inclination angle, λ on the direction of chip flow is schematically shown in figure which visualizes that,
 EXPERIMENT NO. 1 Aim: To study of Orthogonal & Oblique Cutting on a Lathe. Experimental set up.: Lathe Machine Theoretical concept: It is appears from the diagram in the following figure that while turning
EXPERIMENT NO. 1 Aim: To study of Orthogonal & Oblique Cutting on a Lathe. Experimental set up.: Lathe Machine Theoretical concept: It is appears from the diagram in the following figure that while turning
Fitting & Turning. NQF Level 2. LL Maraschin LECTURER S GUIDE TVET FIRST
 Fitting & Turning NQF Level 2 LL Maraschin LECTURER S GUIDE TVET FIRST Fitting & Turning NQF Level 2 Lecturer s Guide LL Maraschin Fitting & Turning NQF Level 2 Lecturer s Guide LL Maraschin, 2012 All
Fitting & Turning NQF Level 2 LL Maraschin LECTURER S GUIDE TVET FIRST Fitting & Turning NQF Level 2 Lecturer s Guide LL Maraschin Fitting & Turning NQF Level 2 Lecturer s Guide LL Maraschin, 2012 All
INTRODUCTION TO GRINDING PROCESS
 GRINDING PART 2 Grinding Grinding is a material removal process accomplished by abrasive particles that are contained in a bonded grinding wheel rotating at very high surface speeds. The rotating grinding
GRINDING PART 2 Grinding Grinding is a material removal process accomplished by abrasive particles that are contained in a bonded grinding wheel rotating at very high surface speeds. The rotating grinding
Forming - Blanking. Manufacturing Technology II Lecture 6. Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke
 Forming - Blanking Manufacturing Technology II Lecture 6 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke Seite 1 Content
Forming - Blanking Manufacturing Technology II Lecture 6 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke Seite 1 Content
Metal Cutting. Content. Content. 1.0 Introduction. 5. Bendalir pemotongan 6. Proses Melarik 7. Proses Mengisar
 Metal Cutting Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia Content 1.0 Pengenalan 1.1 Pengkelasan proses
Metal Cutting Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia Content 1.0 Pengenalan 1.1 Pengkelasan proses
GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON
 GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON Electromagnetic Iron can be readily machined when proper tool angles are used. Tools should be ground to more acute cutting edge angles than are
GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON Electromagnetic Iron can be readily machined when proper tool angles are used. Tools should be ground to more acute cutting edge angles than are
Broaches The basic characteristic
 Broaches The basic characteristic Broaches handle mass production with high accuracy and high efficiency. It is very important to point out that complex shapes can be steadily produced without requiring
Broaches The basic characteristic Broaches handle mass production with high accuracy and high efficiency. It is very important to point out that complex shapes can be steadily produced without requiring
COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004
 1 COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004 I. OBJECTIVE To provide an overview and basic knowledge of the
1 COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004 I. OBJECTIVE To provide an overview and basic knowledge of the
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
Machinist NOA (2010) Subtask to Unit Comparison
 Subtask to Unit Comparison") Machinist NOA (2010) Subtask to Unit Comparison NOA Subtask Task 1 Organizes work. 1.01 Interprets documentation. A16 Job Planning 1.02 Plans sequence of operations. A16 Job Planning 1.03 Maintains safe
Machinist NOA (2010) Subtask to Unit Comparison NOA Subtask Task 1 Organizes work. 1.01 Interprets documentation. A16 Job Planning 1.02 Plans sequence of operations. A16 Job Planning 1.03 Maintains safe
Review Label the Parts of the CNC Lathe
 Review Label the Parts of the CNC Lathe Chuck Bed Saddle Headstock Cutting tool Toolpost Tailstock Centre Handwheel Cross Slide CNC Controller http://image.made-in- china.com/2f0j00zzftqvdrefoe/hobby-lover-metal-lathe-
Review Label the Parts of the CNC Lathe Chuck Bed Saddle Headstock Cutting tool Toolpost Tailstock Centre Handwheel Cross Slide CNC Controller http://image.made-in- china.com/2f0j00zzftqvdrefoe/hobby-lover-metal-lathe-
SAMPLE BOOK TWO AND MACHINING LEARNER RESOURCE MEM05F&MB2/1 FIRST EDITION
 AND MACHINING BOOK TWO LEARNER RESOURCE MEM05 Training Package Units: MEM07005B, MEM07006B, MEM07007B, MEM07008B, MEM07021B, MEM12001B, MEM12006B, MEM12023A MEM05F&MB2/1 FIRST EDITION Publishing details:
AND MACHINING BOOK TWO LEARNER RESOURCE MEM05 Training Package Units: MEM07005B, MEM07006B, MEM07007B, MEM07008B, MEM07021B, MEM12001B, MEM12006B, MEM12023A MEM05F&MB2/1 FIRST EDITION Publishing details:
CNC Cooltool - Milling Machine
 CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
 XXXX B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR XXXX PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE
XXXX B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR XXXX PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE
Common Machining Processes
 Common Machining Processes FIGURE 8.1 Some examples of common machining processes. Orthogonal Cutting FIGURE 8.2 Schematic illustration of a two-dimensional cutting process, or orthogonal cutting. (a)
Common Machining Processes FIGURE 8.1 Some examples of common machining processes. Orthogonal Cutting FIGURE 8.2 Schematic illustration of a two-dimensional cutting process, or orthogonal cutting. (a)
How to reduce vibration in metal cutting. Turning
 How to reduce vibration in metal cutting Turning Introduction Vibration in metal cutting is familiar to every machine tool operator. This phenomena is recognised in operations such as internal turning,
How to reduce vibration in metal cutting Turning Introduction Vibration in metal cutting is familiar to every machine tool operator. This phenomena is recognised in operations such as internal turning,
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Applied Machining Technology
 Applied Machining Technology Heinz Tschätsch Applied Machining Technology 1 C Author Prof. Dr.-Ing. Heinz Tschätsch Paul-Gerhard-Str. 25 01309 Dresden Germany Translator Dr.-Ing. Anette Reichelt Technik
Applied Machining Technology Heinz Tschätsch Applied Machining Technology 1 C Author Prof. Dr.-Ing. Heinz Tschätsch Paul-Gerhard-Str. 25 01309 Dresden Germany Translator Dr.-Ing. Anette Reichelt Technik
MLR Institute of Technology
 MLR Institute of Technology Dundigal, Quthbullapur (M), Hyderabad 500 043 MECHANICAL ENGINEERING MACHINE TOOLS OBJECTIVE QUESTIONS UNIT - I 1. A built up-edge is formed while machining [ B ] (Sep-2011,
MLR Institute of Technology Dundigal, Quthbullapur (M), Hyderabad 500 043 MECHANICAL ENGINEERING MACHINE TOOLS OBJECTIVE QUESTIONS UNIT - I 1. A built up-edge is formed while machining [ B ] (Sep-2011,
RATIO. 60 % longer tool life. Ratio high-performance roughing cutter with flat knuckle-type teeth
 INNOVATIONS 2017/2018 Ratio high-performance roughing cutter with flat knuckle-type teeth 60 % longer tool life The optimised roughing geometry with asymmetrical knuckles reduces the cutting pressure in
INNOVATIONS 2017/2018 Ratio high-performance roughing cutter with flat knuckle-type teeth 60 % longer tool life The optimised roughing geometry with asymmetrical knuckles reduces the cutting pressure in
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Drill Bits & Hole Saws
 F o r P Drill Bits & Hole Saws r o f e s s i o n a l s. Klein drill bits provide accuracy and consistency for professionals. Made of top-of-the-line materials for longer-lasting performance, Klein drill
F o r P Drill Bits & Hole Saws r o f e s s i o n a l s. Klein drill bits provide accuracy and consistency for professionals. Made of top-of-the-line materials for longer-lasting performance, Klein drill
Copyright 2008 Society of Manufacturing Engineers. FUNDAMENTALS OF TOOL DESIGN Cutting Tool Design
 FUNDAMENTALS OF TOOL DESIGN Cutting Tool Design SCENE 1. CT25A, CGS: Single-Point Cutting Tool Design white text, centered on background FTD01B, motion background SCENE 2. CT26A, tape FTD21, 01:03:22:00-01:03:33:00
FUNDAMENTALS OF TOOL DESIGN Cutting Tool Design SCENE 1. CT25A, CGS: Single-Point Cutting Tool Design white text, centered on background FTD01B, motion background SCENE 2. CT26A, tape FTD21, 01:03:22:00-01:03:33:00
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Grinding. Vipin K Sharma
 Grinding Grinding It is a material cutting process which engages an abrasive tool(in the form of a wheel) whose cutting elements are grains of abrasive material known as grit. These grits are characterized
Grinding Grinding It is a material cutting process which engages an abrasive tool(in the form of a wheel) whose cutting elements are grains of abrasive material known as grit. These grits are characterized
Tool and Die Maker Level 2
 Level 2 B2 Read and Interpret Drawings II Duration: 32 hours 32 hours 0 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary to read and interpret
Level 2 B2 Read and Interpret Drawings II Duration: 32 hours 32 hours 0 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary to read and interpret
PERIYAR CENTENARY POLYTECHNIC COLLAGE Manufacturing Technology - II SUBCODE: MEB520 UNIT- I PART-A
 PERIYAR CENTENARY POLYTECHNIC COLLAGE Manufacturing Technology - II 1. List out the cutting tool materials. 2. Define rake angle. 3. Define clearance angle. 4. What is meant by drilling? 5. What is the
PERIYAR CENTENARY POLYTECHNIC COLLAGE Manufacturing Technology - II 1. List out the cutting tool materials. 2. Define rake angle. 3. Define clearance angle. 4. What is meant by drilling? 5. What is the
Lathe. A Lathe. Photo by Curt Newton
 Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Lecture 3 2: General Purpose Machine Tools: Drilling Machines and Operations Dr. Parviz Kahhal
 Lecture 3 2: General Purpose Machine Tools: Drilling Machines and Dr. Parviz Kahhal Drilling Operation Drilling is a process used extensivelybywhichthroughorblind holes are originated or enlarged in a
Lecture 3 2: General Purpose Machine Tools: Drilling Machines and Dr. Parviz Kahhal Drilling Operation Drilling is a process used extensivelybywhichthroughorblind holes are originated or enlarged in a
Quick Change Carbide & Steel Boring Bar Instructions Manual
 Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
BASIC TECHNICAL INFORMATION FOR REAMERS FLUTE STYLES
 BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
Makrolon Solid Polycarbonate Sheets
 1. General remarks Tools sheets can be machined using the standard tools commonly used for metal and woodworking. We recommend carbide-tipped tools. Above all, it is important to use sharp cutting tools
1. General remarks Tools sheets can be machined using the standard tools commonly used for metal and woodworking. We recommend carbide-tipped tools. Above all, it is important to use sharp cutting tools
Ch 2: Manufacturing Operations
 Ch 2: Manufacturing Operations Learning Objectives: By the end of the lecture the student should be able to: Explain the difference between technological and economical definition of manufacturing. Properly
Ch 2: Manufacturing Operations Learning Objectives: By the end of the lecture the student should be able to: Explain the difference between technological and economical definition of manufacturing. Properly
-treme thread cutting. Tiny Tools. New Products. Metric
 TM -treme thread cutting Tiny Tools New Products Metric 2014-2015 Tiny Tools Broaching Tools for Hexagon Keys - HK The HK broaching system have been developed to machine internal keyways inside blind or
TM -treme thread cutting Tiny Tools New Products Metric 2014-2015 Tiny Tools Broaching Tools for Hexagon Keys - HK The HK broaching system have been developed to machine internal keyways inside blind or
APRIL 2009 / NEW-100 / PAGE 1 OF 13
 APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
Other Machining Operations
 Other Machining Operations Chapter 25 25.1 Introduction This chapter covers: Shaping Planing Broaching Sawing Filing 25.2 Introduction to Shaping and Planing Shaping and Planing among the oldest techniques
Other Machining Operations Chapter 25 25.1 Introduction This chapter covers: Shaping Planing Broaching Sawing Filing 25.2 Introduction to Shaping and Planing Shaping and Planing among the oldest techniques
Review of Various Machining Processes
 Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
Introduction to Machining: Lathe Operation
 Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
Machining Processes IME 240
 Machining Processes IME 240 Material Removal Processes Machining is the broad term used to describe removal of material from a workpiece Includes Cutting, Abrasive Processes (grinding), Advanced Machining
Machining Processes IME 240 Material Removal Processes Machining is the broad term used to describe removal of material from a workpiece Includes Cutting, Abrasive Processes (grinding), Advanced Machining
Unit-I: Theory of Metal Cutting
 Unit-I: Theory of Metal Cutting Type-I (Cutting Forces Analysis) 1. In orthogonal cutting of a 60mm diameter MS bar on lathe, the following data was obtained, Rake angle = 15 0, Cutting Speed = 100 m/min,
Unit-I: Theory of Metal Cutting Type-I (Cutting Forces Analysis) 1. In orthogonal cutting of a 60mm diameter MS bar on lathe, the following data was obtained, Rake angle = 15 0, Cutting Speed = 100 m/min,
Jet-Stream Modular Carbide & Steel Boring Bar Instructions Manual
 Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
MACHINE TOOLS LAB LABORATORY MANUAL
 Vanjari Seethaiah Memorial Engineering College Patancheru, Medak MACHINE TOOLS LAB LABORATORY MANUAL Department of Mechanical Engineering PREFACE Industrial Revolution has given man a lot many luxuries,
Vanjari Seethaiah Memorial Engineering College Patancheru, Medak MACHINE TOOLS LAB LABORATORY MANUAL Department of Mechanical Engineering PREFACE Industrial Revolution has given man a lot many luxuries,
LANDMARK UNIVERSITY, OMU-ARAN
 LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
CHAPTER 1- INTRODUCTION TO MACHINING
 CHAPTER 1- INTRODUCTION TO MACHINING LEARNING OBJECTIVES Introduction to Manufacturing, Manufacturing processes Broad classification of Manufacturing processes Kinematics elements involved in metal cutting
CHAPTER 1- INTRODUCTION TO MACHINING LEARNING OBJECTIVES Introduction to Manufacturing, Manufacturing processes Broad classification of Manufacturing processes Kinematics elements involved in metal cutting
Design for machining
 Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
ABRASIVE PROCESSES AND BROACHING
 UNIT 4 www.studentsfocus.com ABRASIVE PROCESSES AND BROACHING 1. What are the types of surfaces that could de produced using plain cylindrical grinders? Plain cylindrical parts, cylindrical parts, cylinders,
UNIT 4 www.studentsfocus.com ABRASIVE PROCESSES AND BROACHING 1. What are the types of surfaces that could de produced using plain cylindrical grinders? Plain cylindrical parts, cylindrical parts, cylinders,
0DQXIDFWXULQJ 7HFKQRORJ\,,
 0DQXIDFWXULQJ 7HFKQRORJ\,, (For B.E. Mechanical Engineering Students) Dr. S.Ramachandran, M.E., Ph.D., Professor and Head R. Thamarai Kannan, M.Tech., Assistant Professor Department of Mechanical Engineering
0DQXIDFWXULQJ 7HFKQRORJ\,, (For B.E. Mechanical Engineering Students) Dr. S.Ramachandran, M.E., Ph.D., Professor and Head R. Thamarai Kannan, M.Tech., Assistant Professor Department of Mechanical Engineering
Abrasive Machining and Finishing Operations
 Abrasive Machining and Finishing Operations Bonded Abrasives Used in Abrasive-Machining Processes Figure 25.1 A variety of bonded abrasives used in abrasivemachining processes. Source: Courtesy of Norton
Abrasive Machining and Finishing Operations Bonded Abrasives Used in Abrasive-Machining Processes Figure 25.1 A variety of bonded abrasives used in abrasivemachining processes. Source: Courtesy of Norton
Sawing Basics V63WCWO3. Operator Variables That Aid Sawing Performance
 Sawing Basics V63WCWO3 Operator Variables That Aid Sawing Performance When making blade recommendations, there are a few questions we need to answer: Which blade do we use? Which tooth pitch do we use?
Sawing Basics V63WCWO3 Operator Variables That Aid Sawing Performance When making blade recommendations, there are a few questions we need to answer: Which blade do we use? Which tooth pitch do we use?
TRAINING MANUAL. Part INTRODUCTION TO TWIST DRILLS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
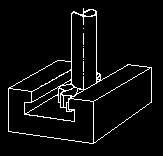
SHAPING AND PLANING Shaping and planing
 SHAPING AND PLANING Shaping and planing the simplest of all machine operations Straight line cutting motion with single-point cutting tool creates smooth flat surfaces. Mainly plain surfaces are machined
SHAPING AND PLANING Shaping and planing the simplest of all machine operations Straight line cutting motion with single-point cutting tool creates smooth flat surfaces. Mainly plain surfaces are machined
Advanced Machining Processes Professor Vijay K. Jain Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture 06
 Advanced Machining Processes Professor Vijay K. Jain Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture 06 (Refer Slide Time: 00:17) Today we are going to discuss about
Advanced Machining Processes Professor Vijay K. Jain Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture 06 (Refer Slide Time: 00:17) Today we are going to discuss about
FOR IMMEDIATE RELEASE
 FOR IMMEDIATE RELEASE Seco Tools AB Björnbacksvägen 2 73782 Fagersta Sweden Bettina PALMEN Phone: +49 211 2401-313 E-mail: bettina.palmen@secotools.com www.secotools.com Tribological wear analysis Fagersta,
FOR IMMEDIATE RELEASE Seco Tools AB Björnbacksvägen 2 73782 Fagersta Sweden Bettina PALMEN Phone: +49 211 2401-313 E-mail: bettina.palmen@secotools.com www.secotools.com Tribological wear analysis Fagersta,
Ch. 1 Theory of Metal Cutting
 Ch. 1 Theory of Metal Cutting May 1 Nov - 1 1. Explain types of chips that occur in metal cutting. Why a built up edge on a tool is undesirable and also explain reason behind various chip formation. 4
Ch. 1 Theory of Metal Cutting May 1 Nov - 1 1. Explain types of chips that occur in metal cutting. Why a built up edge on a tool is undesirable and also explain reason behind various chip formation. 4
NEAT CUTTING & GRINDING OILS
 METALWORKING NEAT CUTTING & GRINDING OILS YOUR ADVANTAGE IN AN INDUSTRIAL WORLD A CHOICE TO SUIT YOUR NEEDS Castrol has a high performance and versatile range of neat oils designed to meet your metalworking
METALWORKING NEAT CUTTING & GRINDING OILS YOUR ADVANTAGE IN AN INDUSTRIAL WORLD A CHOICE TO SUIT YOUR NEEDS Castrol has a high performance and versatile range of neat oils designed to meet your metalworking
Finishing Process. By Prof.A.Chandrashekhar
 Finishing Process By Prof.A.Chandrashekhar Introduction Finishing process are different from other manufacturing processes. The distinction between the finishing processes and other manufacturing processes
Finishing Process By Prof.A.Chandrashekhar Introduction Finishing process are different from other manufacturing processes. The distinction between the finishing processes and other manufacturing processes
Wear Analysis of Multi Point Milling Cutter using FEA
 Wear Analysis of Multi Point Milling Cutter using FEA Vikas Patidar 1, Prof. Kamlesh Gangrade 2, Dr. Suman Sharma 3 1 M. E Production Engineering and Engineering Design, Sagar Institute of Research & Technology,
Wear Analysis of Multi Point Milling Cutter using FEA Vikas Patidar 1, Prof. Kamlesh Gangrade 2, Dr. Suman Sharma 3 1 M. E Production Engineering and Engineering Design, Sagar Institute of Research & Technology,
Application range. feed rate (mm/rev) 0.1~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~0.
 0.1~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~ ~0.") Grades KORLOY Chip Breaker For Turning VG 0.1~0.35 0.5~2.5 For finishing Ensures stable chip flow even at very small depth of cut. Suitable for copying. VQ 1.0~3.0 For Medium to Finish Cutting Strong cutting
Grades KORLOY Chip Breaker For Turning VG 0.1~0.35 0.5~2.5 For finishing Ensures stable chip flow even at very small depth of cut. Suitable for copying. VQ 1.0~3.0 For Medium to Finish Cutting Strong cutting
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES
 Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
NO NEED TO CHOOSE NINE9 DOES IT ALL!
 NO NEED TO CHOOSE NINE9 DOES IT ALL! Cat. No. 11.a NC Spot Drills Corner Rounding Cutters & Engraving Tools Various applications of NC Spot Drill We Focus: Higher efficiency Position accuracy Long tool
NO NEED TO CHOOSE NINE9 DOES IT ALL! Cat. No. 11.a NC Spot Drills Corner Rounding Cutters & Engraving Tools Various applications of NC Spot Drill We Focus: Higher efficiency Position accuracy Long tool