Rich line up of indexable drills for various
|
|
|
- Matthew Weaver
- 5 years ago
- Views:
Transcription

1 DrillLine Tungaloy Report No. 377-US TUNGDRILLTWISTED Rich line up of indexable drills for various machining needs


2 ACCELERATED MACHINING




3 DrillLine Excellent surface finish and stable chip evacuation due to increased coolant flow with twisted drill body



 20 15 10 5 0 Conventional product Machine Coolant pressure ø0.500 ø0.")
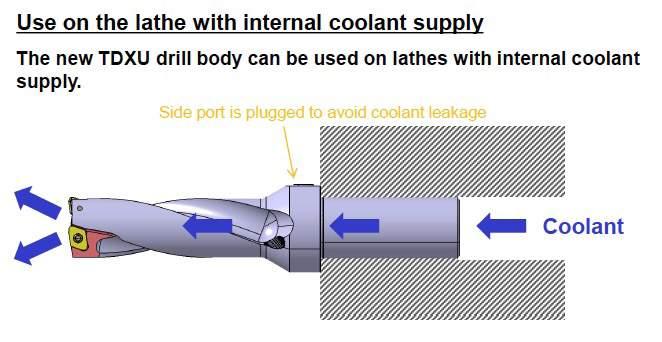
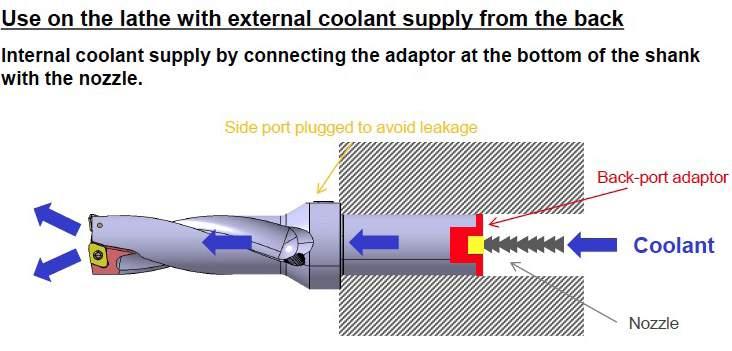
4 Rich line up of drills Drill diameter: ø0.500"- ø 2.125" L/D = 2, 3, 4, 5 High stability Stable machining and reduced tool cost due to parallelogram shaped insert with 4 cutting edges Peripheral insert Central insert Insert change Excellent chip evacuation Twisted coolant hole in the drill body increases coolant flow by 1.5 times, which improves chip evacuation, resulting in excellent surface finish. 25 Suitable for various applications A wide variety of chipbreakers and grades offers high versatility. Coolant flow: (liter/min) Conventional product Machine Coolant pressure ø0.500 ø0.875 Drill dia.: ødc (inch) : Vertical machining center : 290 psi DJ type DS type DW type DG type Internal coolant supply is now possible on any type of lathe. 4 TUNGDRILLTWISTED

5 ACCELERATED MACHINING 5



 25 22 15 10 5 0 10")
")





 TungdrillTwisted,")



6 High quality surface finish Increased coolant flow provides smooth chip evacuation, improving stability and efficiency in machining as well as surface finish compared to conventional products. Competitor A Electric current in spindle motor (A) Cutting time (sec) Stable Electric current in spindle motor (A) Competitor A Chip packing 25 Unstable Cutting time (sec) Drill Workpiece Cutting speed Feed : ø0.875", L/D = 3 : 4140 : Vc = 600 sfm : f = ipr Drilling depth Machine Coolant : H = 2.598" (Blind hole) : Vertical M/C : Wet Comparison of chip control for various workpiece materials (Drill dia.: ø0.787", Vertical M/C) TungdrillTwisted, with excellent chipbreakers, delivers good chip control in machining various workpiece materials. Workpiece material Cutting Speed Feed Central Good Vc = 330 sfm f = ipr Vc = 500 sfm f = ipr Vc = 650 sfm f = ipr Vc = 650 sfm f = ipr Competitor A Central Peripheral Peripheral DJ type DS type DG type DW type Unstable 6 TUNGDRILLTWISTED
7 ACCELERATED MACHINING Cutting performance Comparison of tool life measured by damage on the peripheral cutting edge High carbon steel Max. flank wear width: VBmax (in) Competitor A Machining length (ft) Competitor B AH9030 Drill : ø0.787", L/D = 3 Insert : XPMT06X308R-DJ Grade : AH9030 Workpiece : 1055 Cutting speed : Vc = 490 sfm Feed : f = ipr Drilling depth : H = 2.362" Coolant : Wet (Internal supply) - Dramatically improved wear resistance due to thick coating with oxide layer. - Chipping caused by wear is prevented. Stainless steel Max. flank wear width: VBmax (in) Competitor C Machining length (ft) AH725 AH6030 Drill : ø0.787", L/D = 3 Insert : XPMT06X308R-DS Grade : AH725 / AH6030 Workpiece : 304 Cutting speed : Vc = 650 sfm Feed : f = ipr Drilling depth : H = 1.969" Coolant : Wet (Internal supply) - Improved wear resistance even in high speed machining. - No chipping on the edge of AH6030 grade insert due to the strong chipping resistance and improved chip evacuation. Ductile cast iron Max. flank wear width: VBmax (in) Competitor A Competitor C Competitor B Machining length (ft) AH9030 Drill : ø0.787", L/D = 3 Insert : XPMT06X308R-DJ Grade : AH9030 Workpiece : D5506 Cutting speed : Vc = 820 sfm Feed : f = ipr Drilling depth : H = 2.362" Coolant : Wet (Internal supply) Long tool life even in high speed machining due to excellent wear resistance delivered by thick coating with oxide layer. 7


8 Insert grades Expansion of new grades for long tool life! Special Surface Technology New grades AH9030 and AH6030 achieve long tool life due to thick PVD coating including oxide layer. AH6030 Steel Stainless Superalloys Hard Materials - Smooth insert surface prevents chip welding and improves chip control. - New PVD coating has adhesion strength, which prevents fracture caused by chip welding. - Fine grained carbide substrate prevents sudden damage on edges due to high fracture resistance. AH9030 Steel Cast iron - Smooth insert surface prevents chip welding and provides good chip flow. - Newly developed PVD coating with strong resistance to wear and oxidation provides stable, long tool life. - Carbide substrate with high heat resistance prevents crater wear. AH725 Steel Stainless T1115 Cast iron - Excellent wear and fracture resistance delivered by new (Ti, Al)N coating and tough substrate. - Suitable for steel and stainless steel machining. - Strong resistance to wear due to hard carbide substrate and multi-layered compound coating. - Ideal grade for drilling of cast iron. Application Grade Substrate Coating layer Application code Specific gravity Hardness (HRA) T.R.S. (GPa) Main Composition Thickness (μm) AH6030 Flash-Coating (Ti,Al)N base 5 P30 - P40 M30 - M40 Features Versatile grade for various workpiece materials. Well balanced between wear and fracture resistance. AH Flash-Coating 5 (Ti,Al)N base P15 - P35 AH725 P20 - P35 M20 - M35 T1115 K10 - K25 Flash-Coating (Ti,Al)N base Continuously formed columnar crystal TiCN + Al2O3 11 Suitable for steel and cast iron. Strong resistance to wear, heat, and chipping. General grade that is "Flash-Coating" with a fine grain cemented carbide. "PremiumTec" surface smoothing technology improves performance with stability. Adhesion reinforcment technology and Columnar stabilization technology create stable and long tool life. This improves the performance for impact and chipping resistance. It combines with a thick aluminum layer that improves wear resistance. 8 TUNGDRILLTWISTED
9 Ød Ød Inserts ACCELERATED MACHINING DJ rε 11 B A T Designation Grade AH9030 AH6030 AH725 T1115 A B T ød rε ødc XPMT040104R-DJ ø ø0.562 XPMT050204R-DJ ø0.625 XPMT06X308R-DJ ø ø0.812 XPMT07H308R-DJ ø ø1.000 XPMT08T308R-DJ ø ø1.250 XPMT110412R-DJ ø ø1.562 XPMT150512R-DJ ø ø2.000 DS rε 11 B A T Designation Grade AH6030 AH725 A B T ød rε ødc XPMT040104R-DS ø ø0.562 XPMT050204R-DS ø0.625 XPMT06X308R-DS ø ø0.812 XPMT07H308R-DS ø ø1.000 XPMT08T308R-DS ø ø1.250 XPMT110412R-DS ø ø1.562 XPMT150512R-DS ø ø2.000 DW rε 11 B A T Ød Designation Grade AH9030 AH6030 AH725 A B T ød rε ødc XPMT040104R-DW ø ø0.562 XPMT050204R-DW ø0.625 XPMT06X308R-DW ø ø0.812 XPMT07H308R-DW ø ø1.000 XPMT08T308R-DW ø ø1.250 XPMT110412R-DW ø ø1.562 XPMT150512R-DW ø ø2.000 DG rε 11 B A T Ød Designation Grade AH725 A B T ød rε ødc XPMT08T308R-DG ø ø1.250 XPMT110412R-DG ø ø1.562 XPMT150512R-DG ø ø2.000 Line up: 9
10 Chipbreakers Chipbreaker Appearance / Cross section DJ ISO Features Versatile chipbreaker for a wide range of drilling applications. Optimum design reduces cutting force and delivers stable chip control. DS Excellent chip control in machining of gummy materials, such as stainless steel and low carbon steel. DW Provides better surface finish than conventional inserts even in high feed machining. DG Specially designed for chip control in mild steel machining. Prevents long, entangled chips in operations with low cutting speed. Recommended inserts ISO Troubleshooting Workpiece materials First choice High feed High speed Chipping Wear Surface Chip resistance resistance finish control Low carbon steel (C 0.3%) DS, AH DS, AH725 - DW, AH6030 DG, AH725 Carbon steel (C > 0.3%) Alloy steels DJ, AH6030 DW, AH6030 DJ, AH9030 DW, AH725 DJ, AH9030 DW, AH Low alloy steel DS, AH DS, AH725 - DW, AH Stainless steel DS, AH DS, AH725 - DW, AH6030 DG, AH725 Gray cast iron Ductile cast iron Aluminum alloys Titanium alloys Heat-resistant alloys Hardened steel DJ, AH9030 DW, AH9030 DJ, T1115 DW, AH725 - DW, AH DJ, AH9030 DW, AH DW, AH725 - DW, AH DJ, AH725 DW, AH725 DS, AH DW, AH725 DG, AH725 DS, AH DW, AH725 - DW, AH725 DG, AH725 DJ, AH9030 DW, AH DW, AH725 - DW, AH TUNGDRILLTWISTED
11 Standard cutting conditions ACCELERATED MACHINING ISO Workpiece materials Low carbon steel (C 0.3%) 1018, 1026, etc. Series L/D Cutting speed Vc (sfm) ø0.500" - ø0.562" ø0.625" Feed: f (ipr) ø0.687" - ø1.000" ø1.062" - ø1.25" ø1.312" - ø2.000" 2D, 3D D, 5D Carbon steel (C > 0.3%) 1045, 1055, etc. Low alloy steel 4130, etc. Alloy steel 4140, 5120, etc. Stainless steel (Austenitic) 304, 316, etc. Stainless steel (Martensitic, Ferritic) 430, 416, etc. Stainless steel (Precipitation hardening) 630, etc. Gray cast iron Class 25, Class 30etc. Ductile cast iron , etc. Aluminum alloys 333.0, 383.0, etc. Heat resistant alloys Inconel 718, etc. Titanium alloys Ti-6Al-4V, etc. Hardened steel 40HRC 2D, 3D D, 5D D, 3D D, 5D D, 3D D, 5D D, 3D D, 5D D, 3D D, 5D D, 3D D, 5D D, 3D D, 5D D, 3D D, 5D D, 3D D, 5D D, 3D D, 5D D, 3D D, 5D D, 3D D, 5D Standard cutting conditions for DG type chipbreaker Cutting Series Feed: f (ipr) ISO Workpiece materials speed L/D Vc (sfm) ø1.062" - ø1.250" ø1.312" - ø2.000" Low carbon steel (C 0.3%) 1018, 1026, etc. 2D, 3D 4D, 5D For small drill diameters, lower feed rate should be applied. - In case of workpiece materials with hardness of more than 40 HRC, the feed rate should be less than 50% of the recommended feed. - For difficult-to-cut materials, such as heat-resistant alloys, that generate high volume of cutting heat during machining, the cutting speed should be less than 20% of the recommended value for carbon steel. - For high-feed machining with DW type chipbreaker, the feed rate should be approximately 1.5 times higher than the standard rate shown above. - High-speed machining applies to operations with a cutting speed of more than 150 m/min (429 sfm). - When using DW type chipbreaker for troubleshooting, the operation should be within the range of standard cutting conditions. - DG type chipbreaker is suitable for large sized machines with low RPM spindle. If chattering occurs, the feed rate should be lowered. 11
12 Drills L/D = 2 Ltm R Lf L Rs A ødc ød øds A A - A section Designation ødc øds ød r r s Ltm Lf L Max. offset lb Applicable inserts TDXU-0500FS XPMT040104R-D* TDXU-0531FS XPMT040104R-D* TDXU-0562FS XPMT040104R-D* TDXU-0625FS XPMT050204R-D* TDXU-0687FS XPMT06X308R-D* TDXU-0750FS XPMT06X308R-D* TDXU-0812FS XPMT06X308R-D* TDXU-0875FS XPMT07H308R-D* TDXU-0937FS XPMT07H308R-D* TDXU-1000FS XPMT07H308R-D* TDXU-1062FS XPMT08T308R-D* TDXU-1125FS XPMT08T308R-D* TDXU-1187FS XPMT08T308R-D* TDXU-1250FS XPMT08T308R-D* TDXU-1312FS XPMT110412R-D* TDXU-1375FS XPMT110412R-D* TDXU-1437FS XPMT110412R-D* TDXU-1500FS XPMT110412R-D* TDXU-1562FS XPMT110412R-D* TDXU-1625FS XPMT150512R-D* TDXU-1687FS XPMT150512R-D* TDXU-1750FS XPMT150512R-D* TDXU-1812FS XPMT150512R-D* TDXU-1875FS XPMT150512R-D* TDXU-1937FS XPMT150512R-D* TDXU-2000FS XPMT150512R-D* TDXU-2125FS XPMT150512R-D* Spare parts Designation Clamping screw Torx driver Plug * Side port Back port (Optional part) TDXU500 - TDXU0562 CSPB-2H IP-6DB NPTF1/8 NPTF1/4 TDXU-0625FS-02 CSPB-2L043 IP-6DB NPTF1/8 NPTF1/4 TDXU TDXU0812 CSPB-2.2 IP-7D NPTF1/8 SL25IN TDXU TDXU1000 CSPB-2.5 IP-8D NPTF1/8 SL25IN TDXU TDXU1250 CSTB-3 T-9D NPTF1/4 SL32IN TDXU TDXU1562 CSTB-4 T-15D NPTF1/4 SL38IN TDXU TDXU2125 CSTB-5 T-20D NPTF1/4 SL38IN * : Please see the dimensions on page TUNGDRILLTWISTED
13 ACCELERATED MACHINING L/D = 3 Ltm R Lf L Rs A ødc ød øds A A - A section Designation ødc øds ød r r s Ltm Lf L Max. offset lb Applicable inserts TDXU-0500FS XPMT040104R-D* TDXU-0531FS XPMT040104R-D* TDXU-0562FS XPMT040104R-D* TDXU-0625FS XPMT050204R-D* TDXU-0687FS XPMT06X308R-D* TDXU-0750FS XPMT06X308R-D* TDXU-0812FS XPMT06X308R-D* TDXU-0875FS XPMT07H308R-D* TDXU-0937FS XPMT07H308R-D* TDXU-1000FS XPMT07H308R-D* TDXU-1062FS XPMT08T308R-D* TDXU-1125FS XPMT08T308R-D* TDXU-1187FS XPMT08T308R-D* TDXU-1250FS XPMT08T308R-D* TDXU-1312FS XPMT110412R-D* TDXU-1375FS XPMT110412R-D* TDXU-1437FS XPMT110412R-D* TDXU-1500FS XPMT110412R-D* TDXU-1562FS XPMT110412R-D* TDXU-1625FS XPMT150512R-D* TDXU-1687FS XPMT150512R-D* TDXU-1750FS XPMT150512R-D* TDXU-1812FS XPMT150512R-D* TDXU-1875FS XPMT150512R-D* TDXU-1937FS XPMT150512R-D* TDXU-2000FS XPMT150512R-D* TDXU-2125FS XPMT150512R-D* Spare parts Designation Clamping screw Torx driver Plug * Side port Back port (Optional part) TDXU500 - TDXU0562 CSPB-2H IP-6DB NPTF1/8 NPTF1/4 TDXU-0625FS-03 CSPB-2L043 IP-6DB NPTF1/8 NPTF1/4 TDXU-0687FS-03 CSPB-2.2 IP-7D NPTF1/8 SL25IN TDXU TDXU0812 CSPB-2.5 IP-6DB NPTF1/8 SL25IN TDXU TDXU1000 CSPB-2.5 IP-8D NPTF1/8 SL25IN TDXU TDXU1250 CSTB-3 T-9D NPTF1/4 SL32IN TDXU TDXU1562 CSTB-4 T-15D NPTF1/4 SL38IN TDXU TDXU2125 CSTB-5 T-20D NPTF1/4 SL38IN * : Please see the dimensions on page
14 L/D = 4 Ltm R Lf L Rs A ødc ød øds A A - A section Designation ødc øds ød r r s Ltm Lf L Max. offset lb Applicable inserts TDXU-0500FS XPMT040104R-D* TDXU-0531FS XPMT040104R-D* TDXU-0562FS XPMT040104R-D* TDXU-0625FS XPMT050204R-D* TDXU-0687FS XPMT06X308R-D* TDXU-0750FS XPMT06X308R-D* TDXU-0812FS XPMT06X308R-D* TDXU-0875FS XPMT07H308R-D* TDXU-0937FS XPMT07H308R-D* TDXU-1000FS XPMT07H308R-D* TDXU-1062FS XPMT08T308R-D* TDXU-1125FS XPMT08T308R-D* TDXU-1187FS XPMT08T308R-D* TDXU-1250FS XPMT08T308R-D* TDXU-1312FS XPMT110412R-D* TDXU-1375FS XPMT110412R-D* TDXU-1437FS XPMT110412R-D* TDXU-1500FS XPMT110412R-D* TDXU-1562FS XPMT110412R-D* TDXU-1625FS XPMT150512R-D* TDXU-1687FS XPMT150512R-D* TDXU-1750FS XPMT150512R-D* TDXU-1812FS XPMT150512R-D* TDXU-1875FS XPMT150512R-D* TDXU-1937FS XPMT150512R-D* TDXU-2000FS XPMT150512R-D* TDXU-2125FS XPMT150512R-D* Spare parts Designation Clamping screw Torx driver Plug * Side port Back port (Optional part) TDXU500 - TDXU0562 CSPB-2H IP-6DB NPTF1/8 NPTF1/4 TDXU CSPB-2L043 IP-6DB NPTF1/8 NPTF1/4 TDXU TDXU0812 CSPB-2.2 IP-7D NPTF1/8 SL25IN TDXU TDXU1000 CSPB-2.5 IP-8D NPTF1/8 SL25IN TDXU TDXU1250 CSTB-3 T-9D NPTF1/4 SL32IN TDXU TDXU1562 CSTB-4 T-15D NPTF1/4 SL38IN TDXU TDXU2000 CSTB-5 T-20D NPTF1/4 SL38IN * : Please see the dimensions on page TUNGDRILLTWISTED
15 ACCELERATED MACHINING L/D = 5 Ltm R Lf L Rs A ødc ød øds A A - A section Designation ødc øds ød r r s Ltm Lf L Max. offset lb Applicable inserts TDXU-0500FS XPMT040104R-D* TDXU-0531FS XPMT040104R-D* TDXU-0562FS XPMT040104R-D* TDXU-0625FS XPMT050204R-D* TDXU-0687FS XPMT06X308R-D* TDXU-0750FS XPMT06X308R-D* TDXU-0812FS XPMT06X308R-D* TDXU-0875FS XPMT07H308R-D* TDXU-0937FS XPMT07H308R-D* TDXU-1000FS XPMT07H308R-D* TDXU-1062FS XPMT08T308R-D* TDXU-1125FS XPMT08T308R-D* TDXU-1187FS XPMT08T308R-D* TDXU-1250FS XPMT08T308R-D* TDXU-1312FS XPMT110412R-D* TDXU-1375FS XPMT110412R-D* TDXU-1437FS XPMT110412R-D* TDXU-1500FS XPMT110412R-D* TDXU-1562FS XPMT110412R-D* TDXU-1625FS XPMT150512R-D* TDXU-1687FS XPMT150512R-D* TDXU-1750FS XPMT150512R-D* TDXU-1812FS XPMT150512R-D* TDXU-1875FS XPMT150512R-D* TDXU-1937FS XPMT150512R-D* TDXU-2000FS XPMT150512R-D* TDXU-2125FS XPMT150512R-D* Spare parts Designation Clamping screw Torx driver Plug * Side port Back port (Optional part) TDXU500 - TDXU0562 CSPB-2H IP-6DB NPTF1/8 NPTF1/4 TDXU CSPB-2L043 IP-6DB NPTF1/8 NPTF1/4 TDXU TDXU0812 CSPB-2.2 IP-7D NPTF1/8 SL25IN TDXU TDXU1000 CSPB-2.5 IP-8D NPTF1/8 SL25IN TDXU TDXU1250 CSTB-3 T-9D NPTF1/4 SL32IN TDXU TDXU1562 CSTB-4 T-15D NPTF1/4 SL38IN TDXU TDXU2000 CSTB-5 T-20D NPTF1/4 SL38IN * : Please see the dimensions on page

 Spare parts Designation Clamping screw Screw C4TDX150L082-3 CSTB-2L040 T-6D C4TDX200L101-3 CSTB-2.2R T-7D C4TDX250L125-3 CSTB-2.")

16 TungCap C-TDX ødc ød r L1 Designation ød ødc L1 r Max. offset Inserts C4TDX150L XPMT050204R-D* C4TDX200L XPMT06X308R-D* C4TDX250L XPMT07H308R-D* C4TDX300L XPMT08T308R-D* C6TDX200L XPMT06X308R-D* C6TDX250L XPMT07H308R-D* C6TDX300L XPMT08T308R-D* C6TDX350L XPMT110412R-D* C6TDX400L XPMT110412R-D* Applicable for 14 MPa pressure coolant (Unit:mm) Spare parts Designation Clamping screw Screw C4TDX150L082-3 CSTB-2L040 T-6D C4TDX200L101-3 CSTB-2.2R T-7D C4TDX250L125-3 CSTB-2.5 T-8D C4TDX300L139-3 CSTB-3 T-9D C6TDX200L101-3 CSTB-2.2R T-7D C6TDX250L121-3 CSTB-2.5 T-8D C6TDX300L139-3 CSTB-3 T-9D C6TDX350L159-3 CSTB-4 T-15D C6TDX400L177-3 CSTB-4 T-15D Side port Designation D H L W G L1 C L1 G NPTF1/ NPTF1/ D NPTF1/ NPTF1/ C L H W Back port G1 Designation D H L W G1 G2 SL25IN M16X1.5 NPTF1/8 SL32IN M22X2.0 NPTF1/4 SL38IN M30X2.0 NPTF1/4 D G2 W R L 16 TUNGDRILLTWISTED









17 New chamfering tool "TDXCF Series" - Applicable for all TungdrillTwisted tools - Simultaneous operation of drilling and chamfering reduces the number of machining processes Features ACCELERATED MACHINING - Operation with two inserts maximizes productivity. (TDXCF can be used with only one insert also.) - Ideal space between the drill body and chamfering inserts prevents fracture on the cutting edges. Chamfering ring Max. chamfering width: 0.98" Chamfering angle: 45º Number of insert: 2 Ideal space that prevents chipping on the cutting edges Insert Flute for chip evacuation Space for drill body Clamping screw for chamfer ring - GH130 grade with TiCNO PVD coating for chamfer insert Cutting edge of chamfer insert - Suitable for steel, stainless steel, and cast iron 17
18 Original Drill and the Alternative Drill Original New Item# Description Item# Description TDXU TDXU-0500FS TDXU TDXU-0500FS TDXU TDXU-0500FS TDXU TDXU-0500FS TDXU TDXU-0531FS TDXU TDXU-0531FS TDXU TDXU-0531FS TDXU TDXU-0531FS TDXU TDXU-0562FS TDXU TDXU-0562FS TDXU TDXU-0562FS TDXU TDXU-0562FS TDXU TDXU-0625FS TDXU TDXU-0625FS TDXU TDXU-0625FS TDXU TDXU-0625FS TDXU TDXU-0687FS TDXU TDXU-0687FS TDXU TDXU-0687FS TDXU TDXU-0687FS TDXU TDXU-0750FS TDXU TDXU-0750FS TDXU TDXU-0750FS TDXU TDXU-0750FS TDXU TDXU-0812FS TDXU TDXU-0812FS TDXU TDXU-0812FS TDXU TDXU-0812FS TDXU TDXU-0875FS TDXU TDXU-0875FS TDXU TDXU-0875FS TDXU TDXU-0875FS TDXU TDXU-0937FS TDXU TDXU-0937FS TDXU TDXU-0937FS TDXU TDXU-0937FS TDXU TDXU-1000FS TDXU TDXU-1000FS TUNGDRILLTWISTED
19 ACCELERATED MACHINING Original Drill and the Alternative Drill Original New Item# Description Item# Description TDXU TDXU-1000FS TDXU TDXU-1000FS TDXU TDXU-1000FS TDXU TDXU-1062FS TDXU TDXU-1062FS TDXU TDXU-1062FS TDXU TDXU-1062FS TDXU TDXU-1125FS TDXU TDXU-1125FS TDXU TDXU-1125FS TDXU TDXU-1125FS TDXU TDXU-1187FS TDXU TDXU-1187FS TDXU TDXU-1187FS TDXU TDXU-1187FS TDXU TDXU-1250FS TDXU TDXU-1250FS TDXU TDXU-1250FS TDXU TDXU-1250FS TDXU TDXU-1312FS TDXU TDXU-1312FS TDXU TDXU-1312FS TDXU TDXU-1312FS TDXU TDXU-1375FS TDXU TDXU-1375FS TDXU TDXU-1375FS TDXU TDXU-1375FS TDXU TDXU-1437FS TDXU TDXU-1437FS TDXU TDXU-1437FS TDXU TDXU-1437FS TDXU TDXU-1500FS TDXU TDXU-1500FS TDXU TDXU-1500FS TDXU TDXU-1500FS TDXU TDXU-1562FS TDXU TDXU-1562FS TDXU TDXU-1562FS-04 19
20 Original Drill and the Alternative Drill Original New Item# Description Item# Description TDXU TDXU-1562FS TDXU TDXU-1625FS TDXU TDXU-1625FS TDXU TDXU-1625FS TDXU TDXU-1625FS TDXU TDXU-1687FS TDXU TDXU-1687FS TDXU TDXU-1687FS TDXU TDXU-1687FS TDXU TDXU-1750FS TDXU TDXU-1750FS TDXU TDXU-1750FS TDXU TDXU-1750FS TDXU TDXU-1812FS TDXU TDXU-1812FS TDXU TDXU-1812FS TDXU TDXU-1812FS TDXU TDXU-1875FS TDXU TDXU-1875FS TDXU TDXU-1875FS TDXU TDXU-1875FS TDXU TDXU-1937FS TDXU TDXU-1937FS TDXU TDXU-1937FS TDXU TDXU-1937FS TDXU TDXU-2000FS TDXU TDXU-2000FS TDXU TDXU-2000FS TDXU TDXU-2000FS TDXU-2125FS TDXU-2125FS TDXU-2125FS TDXU-2125FS TUNGDRILLTWISTED







21 Cutting performance Surface finish Tool TDXU (L/D = 3) Feed: f (ipr) ACCELERATED MACHINING Tool Workpiece Cutting speed Chamfering width Machine Coolant : TDXCF210L25 : Carbon steel 4140 (245HB) : Vc = 460 sfm : C = 0.08" : Vertical M/C, CAT40 : Wet Stable machining and excellent surface finish are delivered even at increased feed rate. Chip control TDXCF Conventional product Tool Workpiece Cutting speed Chamfering width Machine Coolant : TDXCF210L25 : Carbon steel 4140 (245HB) : Vc = 460 sfm : C = 0.08" : Vertical M/C, BT40 : Wet TDXCF forms stable spiral chips that do not wind around the drill body. Insert, spare parts Designation TDXCF130L25 - TDXCF250L25 TDXCF260L30 - TDXC- F540L30 Insert XHGX090700R- 45A Grade GH130 d Clamping screw for insert CSPB- 4S Wrench for insert T-15D 3.5 Torque Clamping for insert screw for (N m) ring CM6X16 CM8 x 20 Wrench for ring P-5 Torque for ring (N m) : Line up Caution when mounting the chamfering tool on the drill body Place the ring on the drill body and match the positions of flutes on drill and ring. Temporarily clamp the ring with the ring screw tightened lightly. Place the inserts, and tighten the insert screw lightly. Adjust the ring position with a presetter, height gauge, or Vernier caliper, and securely tighten the ring screw, then the insert screw. OK Match the positions of flutes on drill and ring. (Inserts will be automatically set to the right positions.) The cutting edge of the insert is in the ring flute. The flutes on drill and ring do not match. 21
22 Tool body (TDXCF series for chamfering) ** Max. drilling depth L ødc ødc2 øds2 **Max. drilling depth with chamfering ring Designation Dimensions (inch) ** Length (inch) Tool Dia. Application drill øds2 ødc2 L ødc L/D = 2 L/D = 3 L/D = 4 L/D = 5 TDXCF150L TDXU-0562-* TDXCF160L TDXU-0625-* TDXCF180L TDXU-0687-* TDXCF190L TDXU-0750-* TDXCF210L TDXU-0812-* TDXCF230L TDXU-0875-* TDXCF240L TDXU-0937-* TDXCF260L TDXU-1000-* TDXCF270L TDXU-1062-* TDXCF280L TDXU-0500-* TDXCF290L TDXU-0531-* TDXCF290L TDXU-1125-* TDXCF300L TDXU-1187-* TDXCF320L TDXU-1250-* TDXCF340L TDXU-1312-* TDXCF350L TDXU-1375-* TDXCF370L TDXU-1437-* TDXCF380L TDXU-1500-* TDXCF400L TDXU-1562-* TDXCF410L TDXU-1625-* TDXCF430L TDXU-1687-* TDXCF450L TDXU-1750-* TDXCF460L TDXU-1812-* TDXCF480L TDXU-1875-* TDXCF500L TDXU-1937-* TDXCF510L TDXU-2000-* TUNGDRILLTWISTED
 TUNGBORE-CAT40EM3/4ADB 40 0.750 2.835 5.337 2.795 M10 5/8-11 0.500-0.625 TUNGBORE-CAT40EM1ADB 40 1.000 2.835 5.337 2.795 M10 5/8-11 0.687-1.000 TUNGBORE-CAT40EM1-1/4ADB 40 1.250 2.")


23 Holder with adjustable drilling diameter Easy adjustment for drill diameter of TungdrillTwisted ACCELERATED MACHINING L S.s. ød ød G J L2 Designation Dimensions (inch) S.s. ød ød L L2 J G Tool Dia. (inch) TUNGBORE-CAT40EM3/4ADB M10 5/ TUNGBORE-CAT40EM1ADB M10 5/ TUNGBORE-CAT40EM1-1/4ADB M10 5/ TUNGBORE-CAT40EM1-1/2ADB M10 5/ TUNGBORE-CAT50EM3/4ADB M TUNGBORE-CAT50EM1ADB M TUNGBORE-CAT50EM1-1/4ADB M TUNGBORE-CAT50EM1-1/2ADB M Min. ødc -0.3 Max. ødc +1.3 Drill shank Contact area Drill chuck has two circular sections. The clamping screw pushes the drill shank through a narrow opening and forces elastic deformation on the holder. Because of this system, contact area between drill shank and chuck is more than half of the circumference, resulting in secure clamping. 23



24 Tool diameter ødc (inch) Adjustable range (inch) Min. dia. ø Max. dia. ø Range of adjustable drill diameter with TungBore Tool diameter ødc (inch) Adjustable range (inch) Min. dia. ø Regarding adjustment, please refer to the operating instructions for TungBore in the TungHold brochure page 7. Max. dia. ø EZ sleeve (Eccentric sleeve for TungdrillTwisted) The function of EZ sleeve Hole diameter adjustment on the milling machine Adjusting the hole diameter in tool rotating applications on machining centers, milling machines, etc. Adjusting the cutting edge height on lathes Adjusting the cutting edge height in work rotating applications on lathes. Drilling diameter can be adjusted in the range from " to ". Height of cutting edge can be adjusted in the range from " to ", which eliminates problems caused by improper setting. Scale for adjusting drilling diameter on machining center (on the side of the sleeve) Scale for adjusting cutting edge height on lathes (on the front face of the sleeve) 24 TUNGDRILLTWISTED
 Flat area Set EZ sleeve between the drill shank and the Fixing bolt A Flat area tool block.")
 direction.")


25 Directions on setting EZ sleeve on the machine ACCELERATED MACHINING Adjusting hole diameter on M/C Adjusting cutting edge height on lathes Set EZ sleeve between the drill shank and the toolholder. Align the scale on the side of the sleeve to the center of the flat area on the flange. (Fig. 1) Flat area Set EZ sleeve between the drill shank and the Fixing bolt A Flat area tool block. Align the Fixing bolt B scale on the front face of the sleeve to the center EZ sleeve of the flat area on the Flange EZ sleeve flange. (Fig.3) Flange Fig. 1 Fig. 3 In Fig.2, the sleeve is set so that the hole diameter will be increased by 0.4 mm. Fixing bolt A In Fig.4, the sleeve is set so that the center of the drill will shift by 0.1 mm in the plus (+) direction. X-axis of machine (+) Fixing bolt B (-) Fig. 2 Fig. 4 When rotating EZ sleeve, fixing bolts A and B have to be loosened. After setting the hole diameter, fix the drill body with bolt A. Then, lightly tighten bolt B to fix the sleeve. If bolt B is overtightened, EZ sleeve may be damaged. Specifications Caution - The scale is only a rough guide, so be sure to measure the actual drilling diameter to confirm the result. Test machining is recommended, especially in turning, as the drilling diameter will vary according to the adjustment. - For operations on the machining center, use side-lock holders. Collet chuck holders and milling chucks are not applicable. - If severe vibration occurs during machining, reduce the feed rate (ex. drilling with L/D = 4 or over, machining with large adjustment, etc.) - If there is an excessive adjustment of drilling diameter in the minus (-) direction, the drill body may interfere with the machined hole. The adjustment in the minus (-) direction should be used only when the drilling diameter is larger than the drill diameter and small changes are needed. Caution ød1 ød2 ød3 Using TungdrillTwisted L2 - Use a machine that has enough rigidity and motor output for the operation. - Do not drill stacked plates as tool may be damaged. - Proper alignment is necessary in case of work rotating operations. Coolant - Use internal coolant supply. - Use water soluble coolant. - Coolant pressure needs to be over 1 MPa and flow rate around 7 liter/min. For 4D and 5D types, it is recommended to use coolant pressure over 1.5 MPa and flow rate over 10 liter/min. L4 L3 L1 Sleeve Designation ød1 ød2 ød3 L1 L2 L3 L4 EZ EZ EZ EZ Setting inserts Adjusting range of finishing diameter ~ ~ ~ ~ Adjusting range of cutting edge height ~ ~ ~ ~ Note: The diameters of the drill body (øds) and EZ sleeve (ød1) need to be the same. - Clear chips and dust from the pocket before attaching the insert on the drill body. - Do not leave any gap between the bottom face of the insert and the Proper handling of wrench insert pocket. - Wrench must be used in line with the screw. Misalignment may result in deformation of the screw or the tip of the wrench. - If the screw has excessive wear and deformation due to long term use, replace it with a new one. 25
26 Drilling with an offset on the lathe Holes larger than the drill diameter can be machined! Drilling with offset - For work rotating operations, the hole diameter can be adjusted by offsetting the drill body along the X-axis of the machine. - Set the drill body so that the cutting edge of the inserts are located parallel to the X-axis of the machine. X-axis of machine Interference Offset for small diameters Central insert Peripheral insert Offset value must be less than 0.004". Small diameters Central insert Peripheral insert Large diameters Approximate hole diameter = Drill diameter + offset value x 2 Example: Drill diameter: ø1.125" Offset value: 0.020" Drilled hole diameter = (0.020 x 2) = ø1.165" Offset value (+) depends on the drill diameter. Central insert Peripheral insert Offset for large diameters Shape of the hole bottom The shape of the hole bottom machined with TungdrillTwisted is closer to being flat compared to the result of HSS drills. Drill diameter ødc (in) Insert Hmax (in) ø XPMT ø0.625 ø XPMT XPMT ø XPMT ø XPMT ø XPMT ø XPMT Bottom shape of the hole machined with TungdrillTwisted Drill diameter ødc Maximum difference Hmax 26 TUNGDRILLTWISTED
 Feed: f")
 350 300 250 200 150")

 10 8 6 4 2 0 Competitor Bearing cover TDXU-0750-02 XPMT06X308R-DS AH6030 1045 Tool life: 1.")

 360 300 240 180 120 60 0 295 460 0.002 0.002 3.386 5.827 0.870 0.")


27 Practical examples Workpiece type Drill Insert Grade ACCELERATED MACHINING Pinion York TDXU TDXU XPMT06X308R-DW XPMT06X308R-DJ AH9030 AH Workpiece material Cutting conditions Cutting speed: Vc (sfm) Feed: f (ipr) Feed speed: Vf (ipm) Drilling depth: H (in) Machine Coolant NC lathe Wet Special purpose machine Wet Results Workpiece type Drill Insert Grade SFM Vf (mm/min) Connecting rod TDXU XPMT06X308R-DW AH Productivity: 300% Competitor Due to strong resistance against oxidation at high temperature, coating layer prevents damage on tools from expanding even at increased feed. Therefore, productivity is improved without shortening the tool life on the cutting edges. Machining length (m/corner) Competitor Bearing cover TDXU XPMT06X308R-DS AH Tool life: 1.2 times longer! Competitor's tool had a problem with frequent insert chipping because of low clamping rigidity. However, stable machining is possible with AH725 due to its excellent balance between wear and fracture resistance. Workpiece material Cutting conditions Cutting speed: Vc (sfm) Feed: f (ipr) Feed speed: Vf (ipm) Drilling depth: H (in) Machine Coolant Results Tool life (pc./corner) Special purpose machine Wet Tool life: 1.7 times longer! Competitor DW chipbreaker, with tough cutting edges, provides stability even during interrupted machining upon hole entry and exit. Sudden insert damage is drastically reduced and tool life is 1.7 times longer than the competitor. Machining time (sec./pc.) Vertical lathe Wet Productivity: 600% Competitor DS chipbreaker's good hole entry enables stable machining of workpiece materials with low rigidity. No problems occur in the operation even at double cutting speed and triple the feed. And, tool life is increased by 3 times. 27
 Feed: f (ipr) Feed speed: Vf (ipm)")
 250 200 150 100 50 Productivity: 170% Tool life")



 Feed: f (ipr) Feed speed: Vf (ipm) Drilling depth: H (in) Machine Coolant 460 490 0.004 0.003 7.")
 250 200 150 100 50 0 Productivity: 180% Competitor Special surface technology, PremiumTec, and DS chipbreaker")
 and feed (1.25 times), resulting in machining efficiency which is 1.8 times higher than the competitor.")
28 Workpiece type Drill Insert Grade Link TDXU XPMT07H308R-DW AH Shaft TDXU XPMT06X308R-DJ AH L Workpiece material Cutting conditions Cutting speed: Vc (sfm) Feed: f (ipr) Feed speed: Vf (ipm) Drilling depth: H (in) Machine Coolant Vertical M/C Wet NC lathe Wet Results SFM Vf (mm/min) Productivity: 170% Tool life (m/corner) Tool life: 2.6 times longer! Workpiece type Drill Insert Grade 0 Competitor DW chipbreaker with tough cutting edges prevents damage on tools in casting skin operation. Compared to the competitor, the feed is increased by 1.7 times, resulting in drastically improved productivity. Valve TDXU XPMT07H308R-DS AH L 0 AH6030, with thick coating and oxide layer, prevents wear and welding on tools and achieves 2.6 times longer tool life than the competitor. Brake rotor TDXU XPMT07H308R-DJ AH9030 G3500 Competitor Workpiece material Cutting conditions Cutting speed: Vc (sfm) Feed: f (ipr) Feed speed: Vf (ipm) Drilling depth: H (in) Machine Coolant NC lathe Wet Vertical M/C Wet Results Machining time (min./pc.) Productivity: 180% Competitor Special surface technology, PremiumTec, and DS chipbreaker drastically improves chip evacuation. Also, lowered cutting force enables the operation with increased speed (1.4 times) and feed (1.25 times), resulting in machining efficiency which is 1.8 times higher than the competitor. Tool life (pc./corner) Tool life: 1.5 times longer! Competitor The combination of highly rigid body and DJ chipbreaker with low cutting force prevents unusual damage the on cutting edges. These features lead to long and stable tool life. 28 TUNGDRILLTWISTED



29 Check our site and our App to get more info! 29



30 MillLine Please check out our other products from MillLine! TUNGALOY The most effective tooling solution with the option of hundreds of tools! Tool changeover times can be measurably reduced! Tungaloy America, Inc N Ventura Drive, Arlington Heights, IL 60004, U.S.A. Inside Sales: Technical Support: Fax: Tungaloy Canada 432 Elgin St. Unit 3, Brantford, Ontario N3S 7P7, Canada Phone: Fax: Tungaloy de Mexico S.A. C Los Arellano 113, Parque Industrial Siglo XXI Aguascalientes, AGS, Mexico Phone: Fax: follow us at: facebook.com/tungaloyamerica t w i t t e r. c o m / t u n g a l o y To see this product in action visit: Distributed by: DOWNLOAD Dr. Carbide App Scan for instant web access Feb (TA)
Keeping the Customer First. Tungaloy Report No. 409-US. Indexable drill NEW. TDS type TUNGALOY. The most economical solution for drilling!
 Keeping the Customer First Tungaloy Report No. 409-US Indexable drill NEW TDS type TUNGALOY The most economical solution for drilling! Features Double-sided insert with 6-cutting edges TungSix-Drill is
Keeping the Customer First Tungaloy Report No. 409-US Indexable drill NEW TDS type TUNGALOY The most economical solution for drilling! Features Double-sided insert with 6-cutting edges TungSix-Drill is
TDX. Range extended with new AH725 grade, for steels and stainless steels! Highest Productivity with Maximum Performance! Concept
 Keeping the Customer First Tungaloy Report No.021-USA TAC Drills / New TDX type TDX Concept Range of drills from ø0.500" ~ 2.00" L/D = 2xD, 3xD, 4xD, 5xD Full Line up Available! Highest Productivity with
Keeping the Customer First Tungaloy Report No.021-USA TAC Drills / New TDX type TDX Concept Range of drills from ø0.500" ~ 2.00" L/D = 2xD, 3xD, 4xD, 5xD Full Line up Available! Highest Productivity with
Indexable endmill for high precision finishing
 MillLine Tungaloy Report No. 431-US BALLFINISH-NOSE Indexable endmill for high precision finishing ACCELERATED MACHINING MillLine Excellent surface finish and stable machining due to secure clamping and
MillLine Tungaloy Report No. 431-US BALLFINISH-NOSE Indexable endmill for high precision finishing ACCELERATED MACHINING MillLine Excellent surface finish and stable machining due to secure clamping and
Double-sided positive insert for semi-finishing to finishing
 MillLine Tungaloy Report No. 508-US DOMINI-MILL Double-sided positive insert for semi-finishing to finishing ACCELERATED MACHINING MillLine DoMini-Mill features the advantage of an economical 6-cornered
MillLine Tungaloy Report No. 508-US DOMINI-MILL Double-sided positive insert for semi-finishing to finishing ACCELERATED MACHINING MillLine DoMini-Mill features the advantage of an economical 6-cornered
Stable parting-off operations due to unique clamping system
 GrooveLine Tungaloy Report No. 504-US DUOJUST-CUT Stable parting-off operations due to unique clamping system ACCELERATED MACHINING GrooveLine DuoJust-Cut, a new line of small tools with a durable insert
GrooveLine Tungaloy Report No. 504-US DUOJUST-CUT Stable parting-off operations due to unique clamping system ACCELERATED MACHINING GrooveLine DuoJust-Cut, a new line of small tools with a durable insert
New Version. High performance economical double sided inserts with 4 cutting edges! Shoulder milling cutter. Featuring new 18 size insert NEW
 Keeping the Customer First Tungaloy Report No. 390-US Shoulder milling cutter Version Featuring new 18 size insert High performance economical double sided inserts with 4 cutting edges! NEW LQMU11 LQMU18
Keeping the Customer First Tungaloy Report No. 390-US Shoulder milling cutter Version Featuring new 18 size insert High performance economical double sided inserts with 4 cutting edges! NEW LQMU11 LQMU18
NEW. Chipbreaker. The ultimate chipbreakers for medium to heavy turning! Keeping the Customer First. Large inserts for medium to heavy turning
 Keeping the Customer First Tungaloy Report No. 4-US Large inserts for medium to heavy turning NEW Chipbreaker TUNGALOY The ultimate chipbreakers for medium to heavy turning! 2 For medium to heavy turning
Keeping the Customer First Tungaloy Report No. 4-US Large inserts for medium to heavy turning NEW Chipbreaker TUNGALOY The ultimate chipbreakers for medium to heavy turning! 2 For medium to heavy turning
Innovative insert provides superior
 TurnLine Tungaloy Report No. 417-US MINIFORCE-TURN Innovative insert provides superior economic advantages! ACCELERATED MACHINING TurnLine VXGU insert, new toolholders, new chipbreaker, and new grades
TurnLine Tungaloy Report No. 417-US MINIFORCE-TURN Innovative insert provides superior economic advantages! ACCELERATED MACHINING TurnLine VXGU insert, new toolholders, new chipbreaker, and new grades
Miniature shoulder milling cutter with incomparable stability
 MillLine Tungaloy eport No. 56-US TUCE-EC Miniature shoulder milling cutter with incomparable stability 2 TUCE-EC 2 TU TU TU TU TU TU TU T C C C C C C C C C CE- E- E- E- E- E- E- E- E E E E E E E C ACCELEATED
MillLine Tungaloy eport No. 56-US TUCE-EC Miniature shoulder milling cutter with incomparable stability 2 TUCE-EC 2 TU TU TU TU TU TU TU T C C C C C C C C C CE- E- E- E- E- E- E- E- E E E E E E E C ACCELEATED
Why settle for 2 cutting edges when you can have 3 on one insert?
 MillLine www.tungaloyamerica.com Tungaloy Report No. 421-US TUNG-TRI Why settle for 2 cutting edges when you can have 3 on one insert? ACCELERATED MACHINING 2 TUNG-TRI MillLine Tung-Tri s economical insert
MillLine www.tungaloyamerica.com Tungaloy Report No. 421-US TUNG-TRI Why settle for 2 cutting edges when you can have 3 on one insert? ACCELERATED MACHINING 2 TUNG-TRI MillLine Tung-Tri s economical insert
DRV Magic Drill. High Efficiency Indexable Drill. Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation
 DRV Magic Drill High Efficiency Indexable Drill Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation xd to 6xD drilling lineup with 4 chipbreakers for various machining applications High
DRV Magic Drill High Efficiency Indexable Drill Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation xd to 6xD drilling lineup with 4 chipbreakers for various machining applications High
Keeping the Customer First Tungaloy Report No. 369-J Tungaloy Report No. 372-US Face milling cutter NEW New grades TEN / EEN type extended version
 Keeping the Customer First Tungaloy Report No. 369-J 37-US cutter NEW TEN / EEN type New grades extended version Highly productive and economical face milling cutter! T UNGALOY Features Double sided pentagonal
Keeping the Customer First Tungaloy Report No. 369-J 37-US cutter NEW TEN / EEN type New grades extended version Highly productive and economical face milling cutter! T UNGALOY Features Double sided pentagonal
TDX. Highest Productivity with Maximum Performance! Range extended with new AH725 grade, for steels and stainless steels! Concept
 Keeping the Customer First Tungaloy Report No. 377-E TAC Drills / New TDX type TDX Concept Range of drills from ø12.5 ~ 54 mm L/D = 2xD, 3xD, 4xD, 5xD Full Line up Available! Highest Productivity with
Keeping the Customer First Tungaloy Report No. 377-E TAC Drills / New TDX type TDX Concept Range of drills from ø12.5 ~ 54 mm L/D = 2xD, 3xD, 4xD, 5xD Full Line up Available! Highest Productivity with
 MillLine Tungaloy Report No. 429-US www.tungaloyamerica.com Exceptional productivity for aluminum and non-ferrous material machining! www.tungaloyamerica.com MillLine V-shaped bottom secures insert on
MillLine Tungaloy Report No. 429-US www.tungaloyamerica.com Exceptional productivity for aluminum and non-ferrous material machining! www.tungaloyamerica.com MillLine V-shaped bottom secures insert on
Coated CBN grade with a whole new level of cutting performance for hardened steel
 TurnLine www.tungaloy.com Tungaloy Report No. 511-US Coated CBN grade with a whole new level of cutting performance for hardened steel ACCELERATED MACHINING TurnLine Remarkably long tool life in hardened
TurnLine www.tungaloy.com Tungaloy Report No. 511-US Coated CBN grade with a whole new level of cutting performance for hardened steel ACCELERATED MACHINING TurnLine Remarkably long tool life in hardened
New. Products2013.
 T u n g a l o y www.tungaloy.com Company Overview Providing Complete Tooling Solutions for the Metal Removal and Industrial Product Sectors TUNGALOY is one of the world s leading manufacturers of carbide
T u n g a l o y www.tungaloy.com Company Overview Providing Complete Tooling Solutions for the Metal Removal and Industrial Product Sectors TUNGALOY is one of the world s leading manufacturers of carbide
DRA DRA. MagicDrill. High Efficiency Modular Drill. Excellent hole accuracy with a low cutting force design. High Efficiency Modular Drill
 High Efficiency Modular Drill High Efficiency Modular Drill MagicDrill DRA Excellent hole accuracy with a low cutting force design Optimal web thickness limits deflection Fine chip breaking and smooth
High Efficiency Modular Drill High Efficiency Modular Drill MagicDrill DRA Excellent hole accuracy with a low cutting force design Optimal web thickness limits deflection Fine chip breaking and smooth
DRV Magic Drill. High Efficiency Indexable Drill. Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation
 DRV Magic Drill High Efficiency Indexable Drill Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation xd to 6xD drilling lineup with 4 chipbreakers for various machining applications High
DRV Magic Drill High Efficiency Indexable Drill Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation xd to 6xD drilling lineup with 4 chipbreakers for various machining applications High
TDX-type TAC Drill Manual. TAC DRILL Manual. DJ chipbreaker. DS chipbreaker. DW chipbreaker
 TDX-type TAC Drill Manual TAC DRILL Manual DW chipbreaker DS chipbreaker DJ chipbreaker CONTENTS What is TDX Drill? 1 Nomenclature for TAC Drill 1 Cutting mechanism of TAC Drill 1 Features of TDX Drill
TDX-type TAC Drill Manual TAC DRILL Manual DW chipbreaker DS chipbreaker DJ chipbreaker CONTENTS What is TDX Drill? 1 Nomenclature for TAC Drill 1 Cutting mechanism of TAC Drill 1 Features of TDX Drill
T360. Holders and Inserts - T-Cap. Features T333. Holders T335. Inserts T336. Clamping units T337. Sleeves for clamping units T338.
 T358 T329 Holders and Inserts - T-Cap Features Holders Inserts Clamping units Sleeves for clamping units T-CAP Kits T333 T335 T336 T337 T338 T339 User Guide Comparison test results Surface finish Tool
T358 T329 Holders and Inserts - T-Cap Features Holders Inserts Clamping units Sleeves for clamping units T-CAP Kits T333 T335 T336 T337 T338 T339 User Guide Comparison test results Surface finish Tool
For boring down to ø.177" with CBN inserts
 Keeping the Customer First Tungaloy Report No. 411-US Small CBN insert series NEW For boring down to ø.177" with CBN inserts The World's smallest diameter tool for boring on hardened steels with its *ø.177"
Keeping the Customer First Tungaloy Report No. 411-US Small CBN insert series NEW For boring down to ø.177" with CBN inserts The World's smallest diameter tool for boring on hardened steels with its *ø.177"
Hybrid TAC Mill Series Next generation TAC endmills allow one tool for various types of machining
 No.011-USA April 2009 Small diameter endmills able to handle various machining modes Hybrid TAC Mill Series Next generation TAC endmills allow one tool for various types of machining Hybrid TAC Mills provide
No.011-USA April 2009 Small diameter endmills able to handle various machining modes Hybrid TAC Mill Series Next generation TAC endmills allow one tool for various types of machining Hybrid TAC Mills provide
Tungaloy Report. No. 411-US. Small CBN insert series. Expansion of grade. For boring down to ø0.177" with CBN inserts
 Tungaloy Report No. 411-US Small CBN insert series Expansion of grade For boring down to ø0.177" with CBN inserts The world's smallest diameter tool for boring on hardened steel and sintered metals down
Tungaloy Report No. 411-US Small CBN insert series Expansion of grade For boring down to ø0.177" with CBN inserts The world's smallest diameter tool for boring on hardened steel and sintered metals down
IMPROVE YOUR SETUP TIME!!
 TECHNICAL solutions www.tungaloy.com IMPROVE YOUR SETUP TIME!! Innovative Exchangeable Head System MillLine DrillLine MillLine Quick Change Milling Head Costly Others Solid Carbide Endmill Vs Tungaloy
TECHNICAL solutions www.tungaloy.com IMPROVE YOUR SETUP TIME!! Innovative Exchangeable Head System MillLine DrillLine MillLine Quick Change Milling Head Costly Others Solid Carbide Endmill Vs Tungaloy
DRC type. MagicDrill. High efficiency drill module. New lineup. Machining diameters: Ø7.94-Ø20.99 Machining depths: 3D,5D,8D. High efficiency.
 MagicDrill DRC type High efficiency drill module Larger cutting diameters now available High efficiency High reliability High feed rate High quality lineup SS-DRC (Straight Shank) Machining diameters:
MagicDrill DRC type High efficiency drill module Larger cutting diameters now available High efficiency High reliability High feed rate High quality lineup SS-DRC (Straight Shank) Machining diameters:
NEW. Excellent tool life with new-generation PVD coating! Keeping the Customer First. New PVD coated grade for stainless steel turning
 Keeping the Customer First Tungaloy Report No. 399-E New PVD coated grade for stainless steel turning NEW TUNGALOY Excellent tool life with new-generation PVD coating! TUNGALOY TUNGALOY Features Increased
Keeping the Customer First Tungaloy Report No. 399-E New PVD coated grade for stainless steel turning NEW TUNGALOY Excellent tool life with new-generation PVD coating! TUNGALOY TUNGALOY Features Increased
Cat.3a Super Power Drill Super Drill
 www.jic-tools.com.tw Cat.3a Super Power Drill Super Drill WE HAVE INVESTED RESOURCES IN THE DESIGN & MANUFACTURE OF INSERTED CUTTERS Cost Saving Our innovative tooling design upgrades productivity and
www.jic-tools.com.tw Cat.3a Super Power Drill Super Drill WE HAVE INVESTED RESOURCES IN THE DESIGN & MANUFACTURE OF INSERTED CUTTERS Cost Saving Our innovative tooling design upgrades productivity and
DRV DRV. MagicDrill. High Efficiency Indexable Insert Drill
 High Efficiency Indexable Insert Drill High Efficiency Indexable Insert Drill MagicDrill Economical Inserts with 4 Cutting Edges. Excellent Chip Evacuation with 6D Maximum Deep-Hole Drilling D to 6D Drilling
High Efficiency Indexable Insert Drill High Efficiency Indexable Insert Drill MagicDrill Economical Inserts with 4 Cutting Edges. Excellent Chip Evacuation with 6D Maximum Deep-Hole Drilling D to 6D Drilling
4/5/6RFH 4/5/6RFH NEW. High Efficiency Roughing End Mill for Difficult-to-Cut Material
 For Difficult-to-Cut Material High Efficiency Roughing End Mill 4/5/6RFH High Efficiency Roughing End Mill for Difficult-to-Cut Material 4/5/6RFH NEW High Efficiency Machining of Difficult-to-Cut Material
For Difficult-to-Cut Material High Efficiency Roughing End Mill 4/5/6RFH High Efficiency Roughing End Mill for Difficult-to-Cut Material 4/5/6RFH NEW High Efficiency Machining of Difficult-to-Cut Material
NEW. MILLLINE High Speed Milling Cutter. Exceptional productivity for aluminum and non-ferrous machining. Keeping the Customer First
 Keeping the Customer First Tungaloy Report No. 429-US MILLLINE High Speed Milling Cutter NEW Exceptional productivity for aluminum and non-ferrous machining NEW CHIPBREAKER Outstanding productivity in
Keeping the Customer First Tungaloy Report No. 429-US MILLLINE High Speed Milling Cutter NEW Exceptional productivity for aluminum and non-ferrous machining NEW CHIPBREAKER Outstanding productivity in
drill MITSUBISHI CARBIDE New Products LJ293A Large diameter sizes added. Solid carbide drill
 MITSUBISHI CARBIDE LJ293A New Products Solid carbide drill Large diameter sizes added. MZ drill Internal and external coolant, multi purpose high performance drill. MZ drill, characteristics and application
MITSUBISHI CARBIDE LJ293A New Products Solid carbide drill Large diameter sizes added. MZ drill Internal and external coolant, multi purpose high performance drill. MZ drill, characteristics and application
Features. Special forms are possible
 Center Drill >> The is a trademark of Nine9, the developer of the first indexable center drill in the world.(patented) Offering an indexable insert system for the 1st time, Nine9 s design improves your
Center Drill >> The is a trademark of Nine9, the developer of the first indexable center drill in the world.(patented) Offering an indexable insert system for the 1st time, Nine9 s design improves your
Solid carbide drill WSTAR 5XD DRILL B026A. Superior design wavy cutting edge & flute geometry
 Excellent multi-purpose applications from general steel to nickel based alloys A wide application range from.125 to.7812 inch. Sharp cutting edge performance and smooth chip discharge B26A Solid carbide
Excellent multi-purpose applications from general steel to nickel based alloys A wide application range from.125 to.7812 inch. Sharp cutting edge performance and smooth chip discharge B26A Solid carbide
Optimized flute design Better chip evacuation. Carbide substrate Higher heat resistance, higher speed.
 Thread Mills Available for the first time, our solid thread mills are designed to be the highest quality thread milling solution. WIDIA-GTD Cut up to 63 HRC. Improved overall thread quality. Optimized
Thread Mills Available for the first time, our solid thread mills are designed to be the highest quality thread milling solution. WIDIA-GTD Cut up to 63 HRC. Improved overall thread quality. Optimized
TAW Drill. Indexable insert drill, yet always stable drilling. Stable drilling with indexable drill B060A. MIRACLE Coated VP15TF
 B060A Stable drilling with indexable drill Indexable insert drill, yet always stable drilling Grade for high rigidity and longer tool life MIRACLE Coated MIRACLE coating displays high welding resistance
B060A Stable drilling with indexable drill Indexable insert drill, yet always stable drilling Grade for high rigidity and longer tool life MIRACLE Coated MIRACLE coating displays high welding resistance
and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems
-11/08 High Performance Indexable Insert Systems") and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems Allied Maxcut Engineering Co. Limited AMEC Indexable Drill Range The AMEC range of adjustable indexable carbide drills provides the
and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems Allied Maxcut Engineering Co. Limited AMEC Indexable Drill Range The AMEC range of adjustable indexable carbide drills provides the
Flexible tool overhang lengths possible by combining the modular extension arbor and shank with insert run-out adjustment mechanism
 Sumi Easy insert replacement Characteristics Achieves efficiency through high speed, high feeding ability!! (v c =50 to 500m/min, f = 0.4 to 1.2mm/rev) Compatibility with a wide range of cutting conditions
Sumi Easy insert replacement Characteristics Achieves efficiency through high speed, high feeding ability!! (v c =50 to 500m/min, f = 0.4 to 1.2mm/rev) Compatibility with a wide range of cutting conditions
NEW. The new standard for hardened steel machining. New coated CBN grade for hardened steel turning. Keeping the Customer First
 Keeping the Customer First Tungaloy Report No. 369-J 388-US New coated CBN grade for hardened steel turning NEW The new standard for hardened steel machining New coated CBN grades BXM series NEW For high
Keeping the Customer First Tungaloy Report No. 369-J 388-US New coated CBN grade for hardened steel turning NEW The new standard for hardened steel machining New coated CBN grades BXM series NEW For high
KORLOY Indexable new generation drill KING DRILL
 KORLOY Indexable new generation drill KING DRILL Optimized insert design for maximum drilling efficiency KING DRILL Code system of holder K 5D - 0 07 KING/KORLOY Aspect ratio(l/d) D,.5D, 3D, 3.5D, 4D,
KORLOY Indexable new generation drill KING DRILL Optimized insert design for maximum drilling efficiency KING DRILL Code system of holder K 5D - 0 07 KING/KORLOY Aspect ratio(l/d) D,.5D, 3D, 3.5D, 4D,
Change!! Change I Change II Change III Change IV. Magic Drill DRX DRX
 Drilling DRX Magic Drill DRX Magic Drill DRX Change!! The total product lineup is now complete! ø1~ø60 D,3D,4D,5D Change I Change II Change III Change IV New Technology: Twisted coolant hole New Concept:
Drilling DRX Magic Drill DRX Magic Drill DRX Change!! The total product lineup is now complete! ø1~ø60 D,3D,4D,5D Change I Change II Change III Change IV New Technology: Twisted coolant hole New Concept:
Keeping the Customer First. Tungaloy Report No. 409-E. Indexable drill NEW. TDS type TUNGALOY. The most economical solution for drilling!
 Keeping the Customer First Tungaloy Report No. 409-E Indexable drill NEW TDS type TUNGALOY The most economical solution for drilling! Features Double-sided insert with 6-cutting edges TungSixDrill is the
Keeping the Customer First Tungaloy Report No. 409-E Indexable drill NEW TDS type TUNGALOY The most economical solution for drilling! Features Double-sided insert with 6-cutting edges TungSixDrill is the
Hertel Indexable Drills (HID)
") Hertel Indexable Drills (HID) mscdirect.com/hertel DESIGNED TO DELIVER Hertel cutting tools are designed to deliver consistency, reliability, durability and value with every cut. For over 65 years, Hertel
Hertel Indexable Drills (HID) mscdirect.com/hertel DESIGNED TO DELIVER Hertel cutting tools are designed to deliver consistency, reliability, durability and value with every cut. For over 65 years, Hertel
M-FOUR (MEW) 90 Milling with Double-sided 4-edge Inserts. Low Cutting Forces with Chatter Resistance for Excellent Surface Finish
 90 Milling with Double-sided 4-edge Inserts. Low Cutting Forces with Chatter Resistance for Excellent Surface Finish") M-FOUR (MEW) 9 Milling with Double-sided 4-edge Low Cutting Forces with Chatter Resistance for Excellent urface Finish Economical 4-edge Insert MEWH Helical End Mill Added Improved Toolholder Durability
M-FOUR (MEW) 9 Milling with Double-sided 4-edge Low Cutting Forces with Chatter Resistance for Excellent urface Finish Economical 4-edge Insert MEWH Helical End Mill Added Improved Toolholder Durability
DRX type New technology : twisted coolant hole
 MagicDrill Change!! Drilling is changed! DRX type New technology : twisted coolant hole Improved chip evacuation performance New concept : chipbreaker Covers a variety of workpiece materials MEGCOT New
MagicDrill Change!! Drilling is changed! DRX type New technology : twisted coolant hole Improved chip evacuation performance New concept : chipbreaker Covers a variety of workpiece materials MEGCOT New
Indexable Center Drill
 i-center indexable center drill (patent pending) First Indexable center drill in the world. Shortens set up time and center drilling time. Increases tool life which reduces tooling cost. Special forms
i-center indexable center drill (patent pending) First Indexable center drill in the world. Shortens set up time and center drilling time. Increases tool life which reduces tooling cost. Special forms
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY
 LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
APOLLO. Variable Helix Corner Radius End Mills. Excellent for Alloy Steel, Nickel Inconel Alloys, Stainless and Carbon Steel
 Variable Helix Corner Radius End Mills Excellent for Alloy Steel, Nickel Inconel Alloys, Stainless and Carbon Steel Unequal Flute Design for Chatter Resistance Great for Roughing or Finishing High Performance
Variable Helix Corner Radius End Mills Excellent for Alloy Steel, Nickel Inconel Alloys, Stainless and Carbon Steel Unequal Flute Design for Chatter Resistance Great for Roughing or Finishing High Performance
Improved Efficiency for Slot Milling with Deep Depths of Cut
 TOOLS NEWS B230G Corner Radius End Mill for High Efficiency Titanium Alloy Machining New Product Improved Efficiency for Slot Milling with Deep Depths of Cut Corner Radius End Mill for High Efficiency
TOOLS NEWS B230G Corner Radius End Mill for High Efficiency Titanium Alloy Machining New Product Improved Efficiency for Slot Milling with Deep Depths of Cut Corner Radius End Mill for High Efficiency
KYOCERA Cutting Tools Drilling Catalog
 2013 KYOCERA Cutting Tools Drilling Catalog 2013 Drilling Catalog Table of Contents KYOCERA Company Overview How to Order Kyocera Cutting Tools iv v Drilling Product Lineup & Inserts 1-2 Summary of Drilling
2013 KYOCERA Cutting Tools Drilling Catalog 2013 Drilling Catalog Table of Contents KYOCERA Company Overview How to Order Kyocera Cutting Tools iv v Drilling Product Lineup & Inserts 1-2 Summary of Drilling
Drill for Wheel Hubs. Solid Carbide Drill MHE
 . Update B3G Expanded New Grade Solid Carbide Drill Uniue design provides superior hole accuracy for shallow hole drilling. Effective drilling of hub bolt holes can be achieved. Additional new grade DP30
. Update B3G Expanded New Grade Solid Carbide Drill Uniue design provides superior hole accuracy for shallow hole drilling. Effective drilling of hub bolt holes can be achieved. Additional new grade DP30
High Precision Violet Series Drills for Counter Boring VA-PDS-CB Exclusive design for counter boring.
 212.12 Update B159B New sizes included High Precision Violet Series Drills for Counter Boring Exclusive design for counter boring. y Innovative cutting edge geometry for high performance counter boring.
212.12 Update B159B New sizes included High Precision Violet Series Drills for Counter Boring Exclusive design for counter boring. y Innovative cutting edge geometry for high performance counter boring.
New Item & New Concept Tools Aqua EX Flat Drill
 New Item & New Concept Tools Aqua EX Flat Drill Completely Flat Point Angle! (Point Angle 180 ) Multi-Function Drill Covering Wide Application Range Aqua EX Flat Drill Sharpness & Rigidity at the Same
New Item & New Concept Tools Aqua EX Flat Drill Completely Flat Point Angle! (Point Angle 180 ) Multi-Function Drill Covering Wide Application Range Aqua EX Flat Drill Sharpness & Rigidity at the Same
MEW Series MEW. 90 Milling with Double Sided 4-edge Inserts
 9 Milling with Double ided -edge Inserts 9 Milling with Double ided -edge Inserts eries Low Cutting Forces Equivalent to Positive Inserts with Chattering Resistance for Excellent urface Finish Economical
9 Milling with Double ided -edge Inserts 9 Milling with Double ided -edge Inserts eries Low Cutting Forces Equivalent to Positive Inserts with Chattering Resistance for Excellent urface Finish Economical
TOOLS NEWS B218G. Hydro-Clamp Type Valve Finisher HVF. New Product. Series. Drastically shortened time and reduced costs!
 TOOLS NEWS Hydro-Clamp Type Valve Finisher HVF Series B218G New Product Drastically shortened time and reduced costs! Cooperated with Hydro-Clamp Type Valve Finisher HVF Series Greatly Reduced Costs The
TOOLS NEWS Hydro-Clamp Type Valve Finisher HVF Series B218G New Product Drastically shortened time and reduced costs! Cooperated with Hydro-Clamp Type Valve Finisher HVF Series Greatly Reduced Costs The
BSF. Large Ratio Automatic Back Counterboring & Spotfacing Tool
 BSF Large Ratio Automatic Back Counterboring & Spotfacing Tool Counterbores up to 2.3xd Replaceable carbide coated blades for extended life Very simple to use Suitable for CNC machines with through coolant
BSF Large Ratio Automatic Back Counterboring & Spotfacing Tool Counterbores up to 2.3xd Replaceable carbide coated blades for extended life Very simple to use Suitable for CNC machines with through coolant
3AFK 3AFK. For Aluminum Machining. 3-Flute End Mill for High Efficiency and Precision. Solid End Mill
 Solid End Mill For Machining 3-Flute End Mill for High Efficiency and Precision High Efficiency with 3-Flutes. Excellent Precision Machining Stable Machining due to sharp edge for Anti-chattering Performance
Solid End Mill For Machining 3-Flute End Mill for High Efficiency and Precision High Efficiency with 3-Flutes. Excellent Precision Machining Stable Machining due to sharp edge for Anti-chattering Performance
Multi-Drill Type SMD. Sumitomo Multi-Drills with Replaceable and Regrindable Heads. Programme Expansion:
 TOOLING NEWS E-99 P M K N S H Sumitomo Multi-Drills with Replaceable and Regrindable Heads Multi-Drill Type SMD Prograe Expansion: Large Hole MTL Type - High Drilling Accuracy Drill Diameter up to Ø 4,5
TOOLING NEWS E-99 P M K N S H Sumitomo Multi-Drills with Replaceable and Regrindable Heads Multi-Drill Type SMD Prograe Expansion: Large Hole MTL Type - High Drilling Accuracy Drill Diameter up to Ø 4,5
CARBIDE END MILLS SPECIFICATIONS
 SPECIFICATIONS COATING GUIDE Material Hardness TiN TiCN TiALN Austentic Stainless Steel < 35 HRc * X Martinistic Stainless Steel < 35 HRc * X Martinistic Stainless Steel >= 35 HRc X PH Stainless Steel
SPECIFICATIONS COATING GUIDE Material Hardness TiN TiCN TiALN Austentic Stainless Steel < 35 HRc * X Martinistic Stainless Steel < 35 HRc * X Martinistic Stainless Steel >= 35 HRc X PH Stainless Steel
Cutting Tools DIGEST Catalog
 Cutting Tools DIGEST Catalog Insert Grade CVD Coating Innovation CA5 series Ultra fine interface increases adhesion strength to provide long tool life and stable machining High aspect ratio of α-al 2 O
Cutting Tools DIGEST Catalog Insert Grade CVD Coating Innovation CA5 series Ultra fine interface increases adhesion strength to provide long tool life and stable machining High aspect ratio of α-al 2 O
Solid Carbide Thread Milling Cutters
 Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
AXD TOOLS NEWS. Multi functional milling cutter for high speed & performance machining of aluminum and titanium alloys. B116E
 TOOLS NEWS For Machining of Aluminium and Titanium Alloys AXD 2014.01 Update B116E Multi functional milling cutter for high speed & performance machining of aluminum and titanium alloys. For Machining
TOOLS NEWS For Machining of Aluminium and Titanium Alloys AXD 2014.01 Update B116E Multi functional milling cutter for high speed & performance machining of aluminum and titanium alloys. For Machining
Highly efficient machining of difficult-to-cut materials, such as stainless steal and superalloy.
 B041G CDV for stainless steel turning Excellent toughness in relation to notch wear resistance. Highly efficient machining of difficult-to-cut materials, such as stainless steal and superalloy. yminimizing
B041G CDV for stainless steel turning Excellent toughness in relation to notch wear resistance. Highly efficient machining of difficult-to-cut materials, such as stainless steal and superalloy. yminimizing
Features. High Positive Rake Angle. Multi-Side Grinding. High Speed, High Feed Rate. Economical
 Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Thread Mills. Solid Carbide Thread Milling Cutters
 Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
VEX-S. Combination Drill with Front & Back Chamfering of Through Holes. tip combined with patented SNAP. chip control.
 Combination Drill with Front & Back Chamfering of Through Holes tip combined with patented SNAP chip control blade replacement Cat. No. HTC015 Introduction Catalog HTC015No. HTC14 HEULE is setting new
Combination Drill with Front & Back Chamfering of Through Holes tip combined with patented SNAP chip control blade replacement Cat. No. HTC015 Introduction Catalog HTC015No. HTC14 HEULE is setting new
AQUA DRILL EX FLAT. Simple Process Less Burr
 Simple Process Less Burr 1 Drilling innovation with great performance New drilling technology Slope, counter boring, thin plate, blind tap hole, hole correction in one drill. Pre hole of Slope Counter
Simple Process Less Burr 1 Drilling innovation with great performance New drilling technology Slope, counter boring, thin plate, blind tap hole, hole correction in one drill. Pre hole of Slope Counter
No Super Excellent MINI ASM Type. Introducing new JP/JM coating JP4005. Ultra-high efficiency JM4060 NEW PRODUCT NEWS. Small tool diameter,
 NEW PRODUCT NEWS No.0 Patent Pending Super Excellent INI AS Type Grade for processing high-hardness materials Grade for processing stainless-steel materials Introducing new JP/J coating Small tool diameter,
NEW PRODUCT NEWS No.0 Patent Pending Super Excellent INI AS Type Grade for processing high-hardness materials Grade for processing stainless-steel materials Introducing new JP/J coating Small tool diameter,
Product Lineup MagicDrill DRC
 1~62 Product Lineup MagicDrill DRC SS-DRC Depth: 3 D type Straight Shank 7 SS-DRC Depth: 5 D type Straight Shank 8 SS-DRC Depth: 8 D type Straight Shank 9 Chamfering attachment For Straight Shank SS-DRC
1~62 Product Lineup MagicDrill DRC SS-DRC Depth: 3 D type Straight Shank 7 SS-DRC Depth: 5 D type Straight Shank 8 SS-DRC Depth: 8 D type Straight Shank 9 Chamfering attachment For Straight Shank SS-DRC
Optimum tool for finish machining
 Series Expansion Indexable Ball-nose End Mill for Finishing Indexable Corner Radius End Mill for Finishing 2011.2 Update B065E SRF/SRB SUF High accuracy indexable end mill Optimum tool for finish machining
Series Expansion Indexable Ball-nose End Mill for Finishing Indexable Corner Radius End Mill for Finishing 2011.2 Update B065E SRF/SRB SUF High accuracy indexable end mill Optimum tool for finish machining
Grade/Chip breaker. Contents. Grades. Chip breakers A02 A03 A04. Korloy grades system Grade selection system The feature of korloy grades A06 A08 A09
 Grade/Chip breaker Contents Korloy grades system Grade selection system The feature of korloy grades A02 A03 A04 For For For A06 A08 A09 >>> /Chipbreakers Korloy grades system Uncoated P For steel ST05
Grade/Chip breaker Contents Korloy grades system Grade selection system The feature of korloy grades A02 A03 A04 For For For A06 A08 A09 >>> /Chipbreakers Korloy grades system Uncoated P For steel ST05
Features. High Positive Rake Angle. Multi-Side Grinding. High Speed, High Feed Rate. Economical
 Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Valid from April 1st to September 30th, 2016
 PROMOTIONS 2016 Valid from April 1st to September 30th, 2016 MillLine Valid from April 1st to September 30th, 2016 Cost effective shoulder milling cutter for high productivity DoForce-Tri is a new series
PROMOTIONS 2016 Valid from April 1st to September 30th, 2016 MillLine Valid from April 1st to September 30th, 2016 Cost effective shoulder milling cutter for high productivity DoForce-Tri is a new series
Increases the feed rate up to. 400% using 4 inserts! Compared with competitor's cutter. The Ultra High Feed Chamfer Mill
 The Ultra High eed Chamfer Mill CATAOG No. - ong Type Hexagon Increases the feed rate up to 00% using inserts! Compared with competitor's cutter Eccentric Design for Tapped Holes New series exclusively
The Ultra High eed Chamfer Mill CATAOG No. - ong Type Hexagon Increases the feed rate up to 00% using inserts! Compared with competitor's cutter Eccentric Design for Tapped Holes New series exclusively
FeatuRes OF GeOMetRy. synchro tapping chuck (er type) advantages. GUIdE LINE TO ICONS
 advantages. GUIdE LINE TO ICONS") FeatuRes OF GeOMetRy synchro tapping chuck (er type) advantages GUIdE LINE TO ICONS Working Material GS s with good machinability Rm
FeatuRes OF GeOMetRy synchro tapping chuck (er type) advantages GUIdE LINE TO ICONS Working Material GS s with good machinability Rm
-treme thread cutting. Tiny Tools. New Products. Metric
 TM -treme thread cutting Tiny Tools New Products Metric 2014-2015 Tiny Tools Broaching Tools for Hexagon Keys - HK The HK broaching system have been developed to machine internal keyways inside blind or
TM -treme thread cutting Tiny Tools New Products Metric 2014-2015 Tiny Tools Broaching Tools for Hexagon Keys - HK The HK broaching system have been developed to machine internal keyways inside blind or
Keeping the Customer First. Tungaloy Report TE1008-E5. Multi-functional endmill EVX. with centre cutting edge for plunge milling
 Keeping the Customer First Tungaloy Report TE1008-E5 Multi-functional endmill EVX with centre cutting edge for plunge milling with centre cutting edge for plunge milling Features Modern machining processes
Keeping the Customer First Tungaloy Report TE1008-E5 Multi-functional endmill EVX with centre cutting edge for plunge milling with centre cutting edge for plunge milling Features Modern machining processes
Mission Statement. 2005, Manchester Tool Company. All rights reserved.
 Mission Statement Manchester Tool Company shall provide tooling systems to the metal cutting and similar industries, specializing in cutoff, grooving and complimentary niche products. We are dedicated
Mission Statement Manchester Tool Company shall provide tooling systems to the metal cutting and similar industries, specializing in cutoff, grooving and complimentary niche products. We are dedicated
15 Lead Angle D1~D9 MSRS15 MSE15 D2-D8 D9
 15 1~9 15 MSE15 2~9 28 9 Heavy Milling Face Mill MonSteR M S R Square Mill Conventional Tools Metal removal rate is drastically increased Square (4edge) type Face Mill 15 Roughing takes place in one pass.
15 1~9 15 MSE15 2~9 28 9 Heavy Milling Face Mill MonSteR M S R Square Mill Conventional Tools Metal removal rate is drastically increased Square (4edge) type Face Mill 15 Roughing takes place in one pass.
SNAP. For more case studies, testimonials, and videos. We are also available on:
 www.heuletool.com For more case studies, testimonials, and videos We provide online tool selectors for the COF,, DEF and BSF product groups. Simply enter your application information and the correct tool
www.heuletool.com For more case studies, testimonials, and videos We provide online tool selectors for the COF,, DEF and BSF product groups. Simply enter your application information and the correct tool
APRIL 2009 / NEW-100 / PAGE 1 OF 13
 APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
MFH High Efficiency and High Feed Cutter
 Milling MFH High Efficiency and High Feed Cutter MFH High Efficiency and High Feed Cutter Resistant to chattering with 3D convex cutting edge. Multi-functional cutter for ramping, helical milling, etc.
Milling MFH High Efficiency and High Feed Cutter MFH High Efficiency and High Feed Cutter Resistant to chattering with 3D convex cutting edge. Multi-functional cutter for ramping, helical milling, etc.
Lower Spindle Power Consumptionn
 ower Spindle Power Consumptionn > Five cutters for drilling Ø13~Ø50 mm. > One insert for all kind of materials. > The drilling is done by helical interpolation. (circular ramping milling) Nine9 NC Helix
ower Spindle Power Consumptionn > Five cutters for drilling Ø13~Ø50 mm. > One insert for all kind of materials. > The drilling is done by helical interpolation. (circular ramping milling) Nine9 NC Helix
TOOLING NEWS E-140. Sumitomo Multi-Drills with Replaceable and Regrindable Heads. Multi-Drill Type SMD. Programme Expansion: 12 x D K N S H
 TOOLING NEWS E-140 Sumitomo Multi-Drills with Replaceable and Regrindable Heads Multi-Drill Type SMD Prograe Expansion: 1 x D P M K N S H Multi-Drill Heads Front screw clamp design MultiDrill design +
TOOLING NEWS E-140 Sumitomo Multi-Drills with Replaceable and Regrindable Heads Multi-Drill Type SMD Prograe Expansion: 1 x D P M K N S H Multi-Drill Heads Front screw clamp design MultiDrill design +
Leading edge technology for high efficiency steel turning
 TOOL NEWS New CVD Coated Grade for High Speed Steel Turning 2013.4 Update B165A /RP Breaker Expansion Leading edge technology for high efficiency steel turning 2 in 1 technology ensures longer tool life.
TOOL NEWS New CVD Coated Grade for High Speed Steel Turning 2013.4 Update B165A /RP Breaker Expansion Leading edge technology for high efficiency steel turning 2 in 1 technology ensures longer tool life.
TOOLS NEWS B076G. Series Expansion Update
 TOOLS NEWS 2013.10 Update B076G Solid CBN Grade for Cast Iron and Sintered Alloy Good balance of wear and fracture resistance from the high-performance sintering technology. New solid CBN for improved
TOOLS NEWS 2013.10 Update B076G Solid CBN Grade for Cast Iron and Sintered Alloy Good balance of wear and fracture resistance from the high-performance sintering technology. New solid CBN for improved
Drilling Tools. Common problems and solutions for drilling. Problem Cause Solution. Bend,distortion and slippage of machine and workpiece
 Drilling Tools for solid carbide drills C Common problems and solutions for drilling Problem Cause Solution Drill breakage Bend,distortion and slippage of machine and workpiece Increase the rigidity of
Drilling Tools for solid carbide drills C Common problems and solutions for drilling Problem Cause Solution Drill breakage Bend,distortion and slippage of machine and workpiece Increase the rigidity of
HIGH-PERFORMANCE, HIGH-PRECISION HOLEMAKING TOOLS SECO FEEDMAX -P & PERFOMAX
 HIGH-PERFORMANCE, HIGH-PRECISION HOLEMAKING TOOLS SECO FEEDMAX -P & PERFOMAX HARNESS THE POWER OF SECO HOLEMAKING GAIN THE TOOLS AND EXPERTISE TO OPTIMIZE PRODUCTIVITY WHAT YOU NEED TO BE YOUR BEST FEEDMAX
HIGH-PERFORMANCE, HIGH-PRECISION HOLEMAKING TOOLS SECO FEEDMAX -P & PERFOMAX HARNESS THE POWER OF SECO HOLEMAKING GAIN THE TOOLS AND EXPERTISE TO OPTIMIZE PRODUCTIVITY WHAT YOU NEED TO BE YOUR BEST FEEDMAX
MEC Series. Low cutting force, reduced chattering and high efficiency machining. High efficiency end mills and face mills
 High efficiency end mills and face mills MEC eries MEC eries ow cutting force, reduced chattering and high efficiency machining arge lineup for various applications New PD5 grade for machining aluminum
High efficiency end mills and face mills MEC eries MEC eries ow cutting force, reduced chattering and high efficiency machining arge lineup for various applications New PD5 grade for machining aluminum
Cost reduction Cost reduction Cost reduction
 Cost reduction Quality, performance, value - Guaranteed! Work-Piece Cutting Speed vc(sfm) ISO Material Hardness (HB) Hardness (HRC) PC5300 PC5400 P Carbon steel C = 0.10-0.35% 80~180 10~ 459~886 328~820
Cost reduction Quality, performance, value - Guaranteed! Work-Piece Cutting Speed vc(sfm) ISO Material Hardness (HB) Hardness (HRC) PC5300 PC5400 P Carbon steel C = 0.10-0.35% 80~180 10~ 459~886 328~820
High percision clamping system Cutting edge produces good surface finishes. Holder with superb durability TPDB. Top Solid Piercing Drill Blade
 Paleari Carlo S.a.s. di Pellegatta Annamaria & C. Via Asmara, 7-252 BUSTO ARSIZIO (VA) Tel. 01 3000 - Fax 01 3414 info@palearicarlo.com RIVENDITORE UNICO PER L'ITALIA High percision clamping system Cutting
Paleari Carlo S.a.s. di Pellegatta Annamaria & C. Via Asmara, 7-252 BUSTO ARSIZIO (VA) Tel. 01 3000 - Fax 01 3414 info@palearicarlo.com RIVENDITORE UNICO PER L'ITALIA High percision clamping system Cutting
Machining Strenx and Hardox. Drilling, countersinking, tapping, turning and milling
 Machining and Drilling, countersinking, tapping, turning and milling and are registered trademarks. These steel grades are manufactured only by SSAB. high strength steel and wear plate are steel grades
Machining and Drilling, countersinking, tapping, turning and milling and are registered trademarks. These steel grades are manufactured only by SSAB. high strength steel and wear plate are steel grades
Optimized design of inserts for maximum drilling efficiency
 KORLOY Indexable new generation drill KING DRILL Optimized design of s for maximum drilling efficiency Excellent cutting performance and chip control due to the optimized geometry and chip breaker of both
KORLOY Indexable new generation drill KING DRILL Optimized design of s for maximum drilling efficiency Excellent cutting performance and chip control due to the optimized geometry and chip breaker of both
NEW INDEXABLE DRILL FOR HOLE MAKING
 No:160-3 NEW INDEXABLE DRILL FOR HOLE MAKING Features - Excellent chip evacuation due to the specially designed flute - Special surface treatment of shank provides long durability - 4 cutting-edge using
No:160-3 NEW INDEXABLE DRILL FOR HOLE MAKING Features - Excellent chip evacuation due to the specially designed flute - Special surface treatment of shank provides long durability - 4 cutting-edge using
Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY
 TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
B223E DLE MULTI-FUNCTIONAL SPOT DRILL FOR CENTERING AND CHAMFERING
 MULTI-FUNCTIONAL SPOT DRILL FOR CENTERING AND CHAMFERING 2018.10 B223E MULTI-FUNCTIONAL - FOR CENTERING AND CHAMFERING Centering Hole Chamfering Edge Chamfering V-grooving FEATURES THINNED POINT GEOMETRY
MULTI-FUNCTIONAL SPOT DRILL FOR CENTERING AND CHAMFERING 2018.10 B223E MULTI-FUNCTIONAL - FOR CENTERING AND CHAMFERING Centering Hole Chamfering Edge Chamfering V-grooving FEATURES THINNED POINT GEOMETRY
18mm Insert Face Mill
 January 2005 / NEW-033 PAGE 1 OF 9 18mm Insert Face Mill MATERIAL Cast Iron, Stainless Steel, Carbon Steel, Hi-Temp Alloys, Titanium, Inconel DIAMETER RANGE 3.00" - 12.00" LEAD ANGLES 0º and 45º INSERT
January 2005 / NEW-033 PAGE 1 OF 9 18mm Insert Face Mill MATERIAL Cast Iron, Stainless Steel, Carbon Steel, Hi-Temp Alloys, Titanium, Inconel DIAMETER RANGE 3.00" - 12.00" LEAD ANGLES 0º and 45º INSERT
Internal Grooving Application Added for ISCAR s Indexable Multifunction Tools
 JANUARY Page 1 / 7 Internal Grooving Application Added for ISCAR s Indexable Multifunction Tools JANUARY Page 2 / 7 Highlights ISCAR is introducing new tools which can carry the current multifunction XCMT-MF
JANUARY Page 1 / 7 Internal Grooving Application Added for ISCAR s Indexable Multifunction Tools JANUARY Page 2 / 7 Highlights ISCAR is introducing new tools which can carry the current multifunction XCMT-MF
Application and Technical Information Thread Milling System (TMS) Minimum Bore Diameters for Thread Milling
 Minimum Bore Diameters for Thread Milling") Inserts Application and Technical Information Minimum Bore iameters for Thread Milling UN-ISO-BSW tpi 48 3 4 0 16 1 10 8 7 6 5 4.5 4 Technical ata Accessories Vintage Cutters Widia Cutters Thread Milling
Inserts Application and Technical Information Minimum Bore iameters for Thread Milling UN-ISO-BSW tpi 48 3 4 0 16 1 10 8 7 6 5 4.5 4 Technical ata Accessories Vintage Cutters Widia Cutters Thread Milling
Product Information Report Maximizing Drill Bit Performance
 Overview Drills perform three functions when making a hole: Forming the chip The drill point digs into the material and pushes up a piece of it. Cutting the chip The cutting lips take the formed chip away
Overview Drills perform three functions when making a hole: Forming the chip The drill point digs into the material and pushes up a piece of it. Cutting the chip The cutting lips take the formed chip away
TOOLS NEWS B228G. Ceramic End Mills. CERAMIC Corner Radius End Mills. Ultra high productivity for nickel based heat resistant alloys CERAMIC
 Ceramic End Mills TOOLS NEWS B228G CERAMIC Corner Radius End Mills Ultra high productivity for nickel based heat resistant alloys CERAMIC CERAMIC End Mill Series From difficult-to-cut to easy-to-cut! Generation
Ceramic End Mills TOOLS NEWS B228G CERAMIC Corner Radius End Mills Ultra high productivity for nickel based heat resistant alloys CERAMIC CERAMIC End Mill Series From difficult-to-cut to easy-to-cut! Generation