Diamond Burnishing Tools
|
|
|
- Maximillian French
- 5 years ago
- Views:
Transcription


1 Diamond Burnishing Tools

2 Diamond burnishing Overview The Cogsdill Diamond Burnishing Tool is designed to produce high quality, low microinch burnished finishes on shafts, large bores, and faces. With most metals, a turned or ground part with a properly prepared 40 to 60 microinch finish can be burnished to a 4 to 8 microinch finish in seconds. Cast iron can usually be burnished to an 8 to 15 microinch finish. Since set up and operation is relatively simple, no special operator skills are required. Diamond Burnishing Tools are versatile... various models are designed for use in the tool post of a manual lathe, automatic, or in CNC equipment. The tools can be used on both large and small diameters, and are ideal for short production runs. Cogsdill Diamond Burnishing Tools can burnish virtually any size stock; from carbon steels to tool steels, cast iron to alloys, and most ferrous and non-ferrous metals. The premium quality diamond burnishing insert is polished and contoured to provide superior finishes and excellent tool life. Replaceable diamond insert is polished and contoured for superior finishes and long tool life. The Diamond Burnishing Tool can produce quality finishes on interrupted surfaces, such as a shaft with a keyway or the face of a flange having a series of bolt holes. While the tool must be used with coolant, no special coolant is required. Straight oils, soluble oils, and synthetic coolants can be used to provide the necessary lubrication. burnishing diamond tools



 to reduce the pressure.")
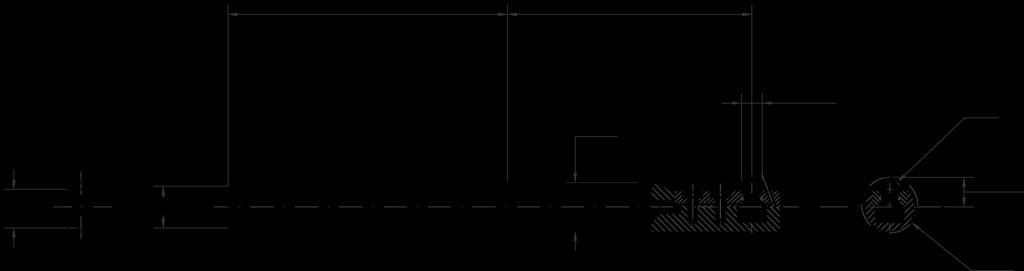
3 Diamond burnishing How it works The Cogsdill Diamond Burnishing Tool is mounted in the tool post of the desired machine. The diamond burnishing point is brought into contact with the workpiece at the centerline of the part and perpendicular to the surface being finished. The tool is then fed into the workpiece an additional.002 or.003 inch (.05 or.08mm) to allow the diamond insert to become disengaged from the stop in the holder. The spring, with its preload, forces the diamond against the workpiece. The tool is then fed along the surface of the rotating workpiece to produce a mirrorlike finish. As a recommended starting point the adjusting screw should be tightened (turn clockwise) until all clearance between the push rod and the spring is removed. Then tighten the screw another 1 to 2 turns which will compress the spring to provide the necessary preload to the diamond insert. This is the recommended starting point for mild steel. Slight adjustments in the burnishing pressure can be made, if necessary, to achieve the optimum finish. To adjust the burnishing pressure, tighten the adjustment screw to increase pressure or loosen the screw (turn counterclockwise) to reduce the pressure. The prefinish on most metals should be approximately 40 to 60 R.M.S. for best results. A feed rate of.003 to.004 inches (.076 to.102mm) per revolution at speeds up to 750 surface feet per minute (229 surface meters per minute) is generally recommended when using the Cogsdill Diamond Burnishing Tool. Normally, after the tool has been set to provide the.002 to.003 inch (.05 to.08mm) interference, it can be fed onto the rotating work-piece and allowed to feed off. The slight radius of the diamond tip is sufficient to cause the tool to climb over the edge of the part and begin its burnishing action. Likewise, if an interrupted surface is burnished, such as a shaft with a keyway or a flange with bolt holes, the tip of the tool will drop into the interruption but climb up the other edge due to the radius on the diamond. CAUTION: It is important NOT to exceed the recommended amount of interference. An excessive projection of the diamond insert into any surface interruption could cause tool breakage, as the diamond insert could not perform its climbing action. (Note: Adjustment of the burnishing force does not affect the amount of interference.) Note: Diamond burnishing tools do not have the advantage of an overlapping effect as with multi-roll tools, and for this reason slower feed rates and/or multiple passes over the part may be required in order to produce the desired finish. Diamond Burnishing Tools are adjustable for optimum burnishing pressure. For the DB-1 and DB-2 models, the adjustment screw is located in the end of the tool. For models DB-3 and DB-4, the adjustment screw is located on the side of the tool.
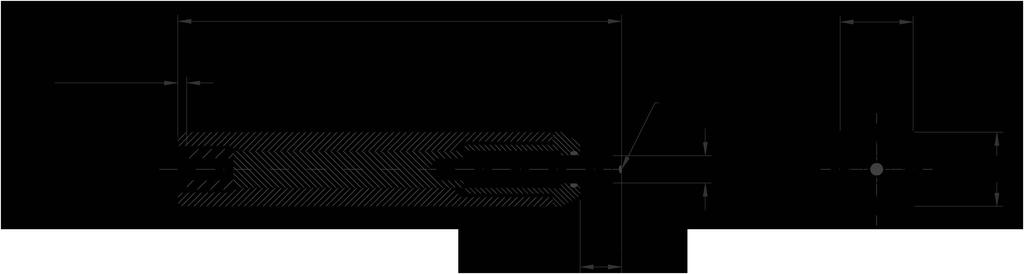

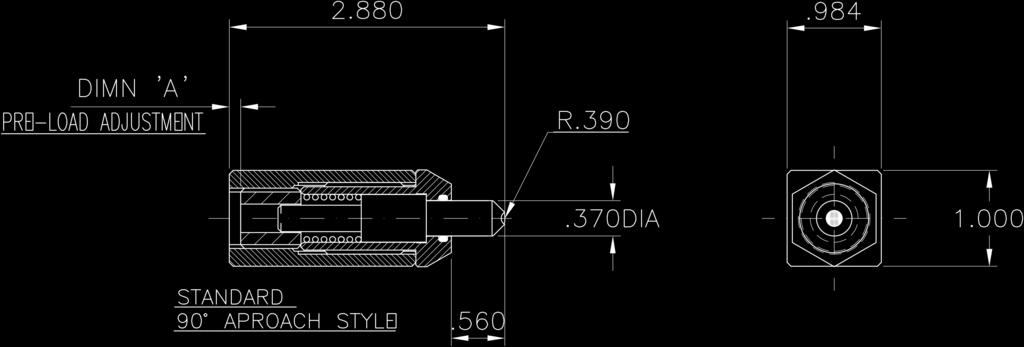



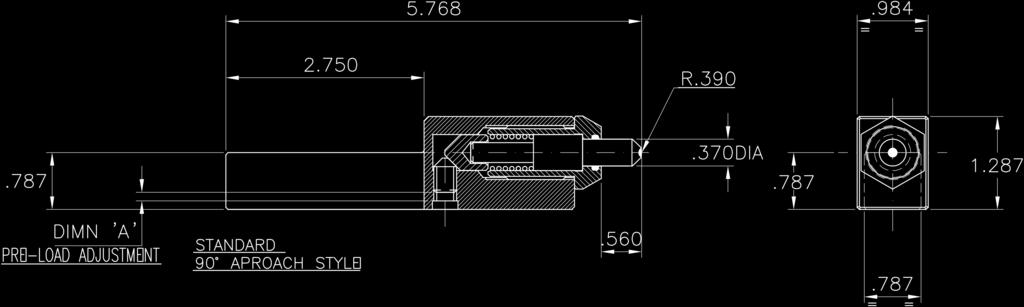


4 Diamond burnishing Standard tool specifications DB-1 DB-2 DB-3 DB-4 DB-5 DB-6 (R/H) (L/H)




5 Diamond burnishing Standard tool specifications RDB-1 RDB-3 RDB-5
6 Diamond burnishing Standard tool specifications SMDBR-1 SMDBR-2 SMDBR-3


7 Diamond burnishing Standard tool specifications SMDBS-1 SMDBS-2 SMDBS-3




2476344433 Email sales@cogsdill.")





8 Burnishing ZX Tooling System Recessing and Grooving Shefcut Deburring Global Support Network Aerospace Oil & Gas Heavy Engineering Transportation For Additional Information Cogsdill-Nuneaton Limited St George's Way Bermuda Industrial Estate Nuneaton, Warwickshire CV10 7JS, UK Tel +44(0) Fax +44(0) Web Cogsdill Tool Products, Inc Power Generation Marine P.O. Box 7007 Camden, SC, USA Tel (803) Fax (803) Web Cogsdill Asia Pacific Pte Ltd Connect with us Tel Web Cogsdill Austria GMBH Tel +43(0) Web
Back-Spotfacing. Flipcut For back-spotfacing and backor front-chamfering operations from one side, in one set-up. Back-Spotfacing. & Chamfering TOOLS
 COGSDILL TOOL PRODUCTS, INC. Flipcut For back-spotfacing and backor front-chamfering operations from one side, in one set-up. Back-Spotfacing & Chamfering TOOLS Back-Spotfacing Available from stock for
COGSDILL TOOL PRODUCTS, INC. Flipcut For back-spotfacing and backor front-chamfering operations from one side, in one set-up. Back-Spotfacing & Chamfering TOOLS Back-Spotfacing Available from stock for
INSTRUCTIONS FOR USE B2 FORM KNURLING TOOL
 INSTRUCTIONS FOR USE B2 FORM KNURLING TOOL Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. B2 Tools... 6 2.1 Technical Data... 6 2.2 Overview: Main components... 7
INSTRUCTIONS FOR USE B2 FORM KNURLING TOOL Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. B2 Tools... 6 2.1 Technical Data... 6 2.2 Overview: Main components... 7
COGSDILL TOOL PRODUCTS, INC. Precision Tools FOR THE METALWORKING INDUSTRY. CogsdillTool PRODUCT INFORMATION. cogsdill.com CATALOGS. online.
 CogsdillTool COGSDILL TOOL PRODUCTS, INC. Precision Tools view our CATALOGS online FOR THE METALWORKING INDUSTRY PRODUCT INFORMATION cogsdill.com Cogsdill E N G I N E E R E D S P E C I A L T Y T O O L
CogsdillTool COGSDILL TOOL PRODUCTS, INC. Precision Tools view our CATALOGS online FOR THE METALWORKING INDUSTRY PRODUCT INFORMATION cogsdill.com Cogsdill E N G I N E E R E D S P E C I A L T Y T O O L
Machining. Module 6: Lathe Setup and Operations. (Part 2) Curriculum Development Unit PREPARED BY. August 2013
 Curriculum Development Unit PREPARED BY. August 2013") Machining Module 6: Lathe Setup and Operations (Part 2) PREPARED BY Curriculum Development Unit August 2013 Applied Technology High Schools, 2013 Module 6: Lathe Setup and Operations (Part 2) Module Objectives
Machining Module 6: Lathe Setup and Operations (Part 2) PREPARED BY Curriculum Development Unit August 2013 Applied Technology High Schools, 2013 Module 6: Lathe Setup and Operations (Part 2) Module Objectives
INSTRUCTIONS FOR USE A1 & A2 KNURLING TOOLS
 INSTRUCTIONS FOR USE A1 & A2 KNURLING TOOLS Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. A1-Tools... 5 2.1 Technical Data... 5 2.2 Overview: Main Components...
INSTRUCTIONS FOR USE A1 & A2 KNURLING TOOLS Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. A1-Tools... 5 2.1 Technical Data... 5 2.2 Overview: Main Components...
Reaming. contents. Shefcut PRECISION REAMING & BORING SOLUTIONS 2 THE SHEFCUT DESIGN CONCEPT 6 PRECISION REAMING AND BORING SOLUTIONS
 Reaming contents 2 THE SHEFCUT DESIGN CONCEPT 6 PRECISION REAMING AND BORING SOLUTIONS 8 TOOL DESIGNS AND APPLICATIONS 22 SHEFCUT WORLD REAMER SERIES 24 BLADE OPTIONS AND CUTTING LEAD GEOMETRIES 30 TOOL
Reaming contents 2 THE SHEFCUT DESIGN CONCEPT 6 PRECISION REAMING AND BORING SOLUTIONS 8 TOOL DESIGNS AND APPLICATIONS 22 SHEFCUT WORLD REAMER SERIES 24 BLADE OPTIONS AND CUTTING LEAD GEOMETRIES 30 TOOL
Lathe. A Lathe. Photo by Curt Newton
 Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems
-11/08 High Performance Indexable Insert Systems") and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems Allied Maxcut Engineering Co. Limited AMEC Indexable Drill Range The AMEC range of adjustable indexable carbide drills provides the
and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems Allied Maxcut Engineering Co. Limited AMEC Indexable Drill Range The AMEC range of adjustable indexable carbide drills provides the
Burnishing. Burnishing TOOLS & MACHINES SIZE, FINISH & WORK HARDEN FEATURING COMPLETE TOOL AND SPARE PART NUMBERS
 Burnishing Burnishing TOOLS & MACHINES SIZE, FINISH & WORK HARDEN FEATURING COMPLETE TOOL AND SPARE PART NUMBERS T H E L E A D E R I N H O L E F I N I S H I N G S O L U T I O N S FOR THE WORLDWIDE MACHINE
Burnishing Burnishing TOOLS & MACHINES SIZE, FINISH & WORK HARDEN FEATURING COMPLETE TOOL AND SPARE PART NUMBERS T H E L E A D E R I N H O L E F I N I S H I N G S O L U T I O N S FOR THE WORLDWIDE MACHINE
INSTRUCTIONS FOR USE LA, MAMMUT & STR KNURLING TOOLS
 INSTRUCTIONS FOR USE LA, MAMMUT & STR KNURLING TOOLS Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. LA-Tool... 5 2.1 Technical Data... 5 2.2 Overview: Main Components...
INSTRUCTIONS FOR USE LA, MAMMUT & STR KNURLING TOOLS Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. LA-Tool... 5 2.1 Technical Data... 5 2.2 Overview: Main Components...
Technical T-A & GEN2 T-A GEN3SYS APX. Revolution & Core Drill. ASC 320 Solid Carbide. AccuPort 432. Page CONTENTS. Set-up Instructions 256
 Technical ASC 0 Solid Carbide CONTENTS Page Set-up Instructions 6 AccuPort 4 Recommended Speeds & Feeds 60 Guaranteed Application Request Form 99 +44 (0)84 400 900 +44 (0)84 400 0 enquiries@alliedmaxcut.com
Technical ASC 0 Solid Carbide CONTENTS Page Set-up Instructions 6 AccuPort 4 Recommended Speeds & Feeds 60 Guaranteed Application Request Form 99 +44 (0)84 400 900 +44 (0)84 400 0 enquiries@alliedmaxcut.com
COFA. Deburring Tool for Elliptical or Contoured Surfaces. increased performance. from stock
 Deburring Tool for Elliptical or Contoured Surfaces increased performance from stock Cat. No. HTC015 Introduction Catalog HTC015No. HTC14 The HEULE COFA deburring tool removes burrs from the front and
Deburring Tool for Elliptical or Contoured Surfaces increased performance from stock Cat. No. HTC015 Introduction Catalog HTC015No. HTC14 The HEULE COFA deburring tool removes burrs from the front and
GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON
 GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON Electromagnetic Iron can be readily machined when proper tool angles are used. Tools should be ground to more acute cutting edge angles than are
GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON Electromagnetic Iron can be readily machined when proper tool angles are used. Tools should be ground to more acute cutting edge angles than are
-treme thread cutting. Tiny Tools. New Products. Metric
 TM -treme thread cutting Tiny Tools New Products Metric 2014-2015 Tiny Tools Broaching Tools for Hexagon Keys - HK The HK broaching system have been developed to machine internal keyways inside blind or
TM -treme thread cutting Tiny Tools New Products Metric 2014-2015 Tiny Tools Broaching Tools for Hexagon Keys - HK The HK broaching system have been developed to machine internal keyways inside blind or
SAFETY INSTRUCTIONS. Wear protective clothing, including safety glasses and steel toe boots.
 SAFETY INSTRUCTIONS Wear protective clothing, including safety glasses and steel toe boots. DO NOT allow loose clothing or long hair near machine operations. Keep work site and machine clean. Use brush
SAFETY INSTRUCTIONS Wear protective clothing, including safety glasses and steel toe boots. DO NOT allow loose clothing or long hair near machine operations. Keep work site and machine clean. Use brush
TAW Drill. Indexable insert drill, yet always stable drilling. Stable drilling with indexable drill B060A. MIRACLE Coated VP15TF
 B060A Stable drilling with indexable drill Indexable insert drill, yet always stable drilling Grade for high rigidity and longer tool life MIRACLE Coated MIRACLE coating displays high welding resistance
B060A Stable drilling with indexable drill Indexable insert drill, yet always stable drilling Grade for high rigidity and longer tool life MIRACLE Coated MIRACLE coating displays high welding resistance
4.4 PUMP MAINTENANCE MODELS: DB, DC, DF, DG, DJ, DL
 4.4 PUMP MAINTENANCE MODELS: DB, DC, DF, DG, DJ, DL 4.4.1 EXPLODED VIEW DRAWING REF. QTY. DB DC DF DG DJ DL DESCRIPTION PART # 1 1 ADAPTOR FRAME 034007 2 12 LOCK WASHER 3/8 x 1/8 S.S. 034004 3 12 HEX HEAD
4.4 PUMP MAINTENANCE MODELS: DB, DC, DF, DG, DJ, DL 4.4.1 EXPLODED VIEW DRAWING REF. QTY. DB DC DF DG DJ DL DESCRIPTION PART # 1 1 ADAPTOR FRAME 034007 2 12 LOCK WASHER 3/8 x 1/8 S.S. 034004 3 12 HEX HEAD
Typical Parts Made with These Processes
 Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
LOW-PROFILE ACCU-LENGTH CNC COLLET CHUCKS
 LOW-PROFILE ACCU-LENGTH CNC COLLET CHUCKS High RPM All Royal CNC collet chucks are balanced by design for high-speed operation, and can often be run at higher speeds than conventional 3-jaw chucks because
LOW-PROFILE ACCU-LENGTH CNC COLLET CHUCKS High RPM All Royal CNC collet chucks are balanced by design for high-speed operation, and can often be run at higher speeds than conventional 3-jaw chucks because
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Reamer Basics. Fixed Reamers The reamer size is fixed and any size reduction due to wear or sharpening cannot be reclaimed
 1 Reamer Basics Reamers are available in a variety of types, materials, flute styles and sizes The typical reamer is a rotary cutting tools designed to machine a previously formed hole to an exact diameter
1 Reamer Basics Reamers are available in a variety of types, materials, flute styles and sizes The typical reamer is a rotary cutting tools designed to machine a previously formed hole to an exact diameter
Advantages, Function and Characteristics of the DMwriter MX.
 DMwriter MX All-in One Overview Advantages, Function and Characteristics of the DMwriter MX. The DMwriter MX Marking Head was designed as an easy to use, economical, spindle actuated permanent marking
DMwriter MX All-in One Overview Advantages, Function and Characteristics of the DMwriter MX. The DMwriter MX Marking Head was designed as an easy to use, economical, spindle actuated permanent marking
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Trade of Toolmaking Module 2: Turning Unit 3: Drilling, Reaming & Tapping Phase 2
 Trade of Toolmaking Module 2: Turning Unit 3: Drilling, Reaming & Tapping Phase 2 Published by SOLAS 2014 Unit 3 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
Trade of Toolmaking Module 2: Turning Unit 3: Drilling, Reaming & Tapping Phase 2 Published by SOLAS 2014 Unit 3 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
Paravion Heliporter models H150E and H200E Installation Instructions for the H150E 6001 Coupling Conversion Kit
 Paravion Heliporter models H150E and H200E Installation Instructions for the H150E 6001 Coupling Conversion Kit **Reference drawings are in Figures 29 thru 32 ** CAUTION: Read and understand the entire
Paravion Heliporter models H150E and H200E Installation Instructions for the H150E 6001 Coupling Conversion Kit **Reference drawings are in Figures 29 thru 32 ** CAUTION: Read and understand the entire
INDEXABLE BORING BAR AND INSERTS FLAT TOP, CHIP CONTROL, CBN, AND PCD
 INDEXABLE BORING BAR AND S FLAT TOP, CHIP CONTROL,, AND 80 Diamond.156 IC R.156.040 80 DIAMOND FLAT TOP 80 DIAMOND CHIP CONTROL AT6+ 0.003 ACD5031 ACD5031E AT6+ 0.007 ACD5071 ACD5071E AT6+ 0.015 ACD5151
INDEXABLE BORING BAR AND S FLAT TOP, CHIP CONTROL,, AND 80 Diamond.156 IC R.156.040 80 DIAMOND FLAT TOP 80 DIAMOND CHIP CONTROL AT6+ 0.003 ACD5031 ACD5031E AT6+ 0.007 ACD5071 ACD5071E AT6+ 0.015 ACD5151
20 LEAD FACE MILL SERIES DM6G, DM5G
 20 LEAD FACE MILL SERIES DM6G, DM5G Diameters Cutting Edge Length Insert Corner 1.500" to 8.000".230".030"R Facing Lead Angle Coolant Thru K H 70º.23 D3 D 1 D 2 D 3 Coolant Thru Effective Cutter Number
20 LEAD FACE MILL SERIES DM6G, DM5G Diameters Cutting Edge Length Insert Corner 1.500" to 8.000".230".030"R Facing Lead Angle Coolant Thru K H 70º.23 D3 D 1 D 2 D 3 Coolant Thru Effective Cutter Number
Product Information Report Maximizing Drill Bit Performance
 Overview Drills perform three functions when making a hole: Forming the chip The drill point digs into the material and pushes up a piece of it. Cutting the chip The cutting lips take the formed chip away
Overview Drills perform three functions when making a hole: Forming the chip The drill point digs into the material and pushes up a piece of it. Cutting the chip The cutting lips take the formed chip away
NUMBERALL STAMP & TOOL CO., INC. USER MANUAL & PARTS LIST S/N: P.O. BOX 187, 1 HIGH ST. SANGERVILLE, ME TEL: FAX:
 NUMBERALL STAMP & TOOL CO., INC. USER MANUAL & PARTS LIST MODEL 301 S/N: P.O. BOX 187, 1 HIGH ST. SANGERVILLE, ME 04479 www.numberall.com office@numberall.com TEL: 207-876-3541 FAX: 207-876-3566 MODEL
NUMBERALL STAMP & TOOL CO., INC. USER MANUAL & PARTS LIST MODEL 301 S/N: P.O. BOX 187, 1 HIGH ST. SANGERVILLE, ME 04479 www.numberall.com office@numberall.com TEL: 207-876-3541 FAX: 207-876-3566 MODEL
Introduction to Machining: Lathe Operation
 Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
BHJ Products, Inc. Parts List & Instructions
 Product Name: O-Ring Groove Cutter Adjustable Tool Block Upgrade Page 1 of 5 Prototype Kit Contents: 1x Adjustable Tool Block 1x Adjustable Tool Holder 1x Graduated Adjusting Screw 1x 1/8 Registration
Product Name: O-Ring Groove Cutter Adjustable Tool Block Upgrade Page 1 of 5 Prototype Kit Contents: 1x Adjustable Tool Block 1x Adjustable Tool Holder 1x Graduated Adjusting Screw 1x 1/8 Registration
CNC Cooltool - Milling Machine
 CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
BHJ Products, Inc. Parts List & Instructions
 Product Name: O-Ring Groove Cutter Page 1 of 6 Kit Contents: 1x Cutter Head Assembly with Handle & Adjustable Tool Block 1x Graduated Adjusting Screw 1x Adjustable Tool Holder 1x Carbide Insert (Size of
Product Name: O-Ring Groove Cutter Page 1 of 6 Kit Contents: 1x Cutter Head Assembly with Handle & Adjustable Tool Block 1x Graduated Adjusting Screw 1x Adjustable Tool Holder 1x Carbide Insert (Size of
BASIC TECHNICAL INFORMATION FOR REAMERS FLUTE STYLES
 BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
400 SERIES GRINDER PUMPS 41502, 42202,43302, AND MODELS
 Section: MOYNO 500 PUMPS Page: 1 of 6 Date: March 1, 1998 SERVICE MANUAL MOYNO 500 PUMPS 400 SERIES GRINDER PUMPS 41502, 42202,43302, AND 44402 MODELS DESIGN FEATURES Housing: Cast iron Pump Rotor: Chrome
Section: MOYNO 500 PUMPS Page: 1 of 6 Date: March 1, 1998 SERVICE MANUAL MOYNO 500 PUMPS 400 SERIES GRINDER PUMPS 41502, 42202,43302, AND 44402 MODELS DESIGN FEATURES Housing: Cast iron Pump Rotor: Chrome
DRA DRA. MagicDrill. High Efficiency Modular Drill. Excellent hole accuracy with a low cutting force design. High Efficiency Modular Drill
 High Efficiency Modular Drill High Efficiency Modular Drill MagicDrill DRA Excellent hole accuracy with a low cutting force design Optimal web thickness limits deflection Fine chip breaking and smooth
High Efficiency Modular Drill High Efficiency Modular Drill MagicDrill DRA Excellent hole accuracy with a low cutting force design Optimal web thickness limits deflection Fine chip breaking and smooth
Please be sure to read this manual before using the product.
 ANGLE HEAD UNIVERSAL TYPE AGU30 OPERATION MANUAL Please be sure to read this manual before using the product. Consult the separate operation manual for Angle Head also regarding the general handling of
ANGLE HEAD UNIVERSAL TYPE AGU30 OPERATION MANUAL Please be sure to read this manual before using the product. Consult the separate operation manual for Angle Head also regarding the general handling of
CNC Chucker Lathe P/N 6600, 6610, and 6620
 WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING PRODUCT DESCRIPTION 6600 CNC Chucker w/3c headstock, ball screws, high-torque stepper motors & PC w/4-axis
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING PRODUCT DESCRIPTION 6600 CNC Chucker w/3c headstock, ball screws, high-torque stepper motors & PC w/4-axis
Other Lathe Operations
 Chapter 15 Other Lathe Operations LEARNING OBJECTIVES After studying this chapter, students will be able to: Safely set up and operate a lathe using various work-holding devices. Properly set up steady
Chapter 15 Other Lathe Operations LEARNING OBJECTIVES After studying this chapter, students will be able to: Safely set up and operate a lathe using various work-holding devices. Properly set up steady
FORM HOLDING CLAMPS 8. 1 FORM HOLDING CLAMPS JAWS MOUNTING-ON-LATHE ADAPTERS. FORM HOLDING CLAMPS Wedge Style/Round
 pag..4 JAWS pag..6 MOUNTING-ON-LATHE ADAPTERS pag..7 Wedge Style/Round pag.. Wedge Style/Square pag..10 pag..12 JAWS for external Form Holding pag..14 JAWS for internal Form Holding pag..16 TAPERED SCREWS
pag..4 JAWS pag..6 MOUNTING-ON-LATHE ADAPTERS pag..7 Wedge Style/Round pag.. Wedge Style/Square pag..10 pag..12 JAWS for external Form Holding pag..14 JAWS for internal Form Holding pag..16 TAPERED SCREWS
B-Too Drilling and Tapping Machine Instruction and Maintenance Manual
 B-Too Drilling and Tapping Machine Instruction and Maintenance Manual Thank you for your purchase of the B-Too Drilling and Tapping Machine. Please read and understand this short operation manual. Our
B-Too Drilling and Tapping Machine Instruction and Maintenance Manual Thank you for your purchase of the B-Too Drilling and Tapping Machine. Please read and understand this short operation manual. Our
TOOLS AND INSTALLATION
 TOOLS AND INSTALLATION Safe, leak-free operation of any high-pressure system is dependent on correctly prepared and installed connections. This section outlines proper instructions for the machining and
TOOLS AND INSTALLATION Safe, leak-free operation of any high-pressure system is dependent on correctly prepared and installed connections. This section outlines proper instructions for the machining and
SERVICE INSTRUCTIONS :
 1 HAROLD HABEGGER SA TÉL. ++41 32 497 97 55 INTERNET: www.habegger-sa.com FABRIQUE DE MACHINES FAX ++41 32 497 93 08 E-MAIL: contact@habegger-sa.com OUTILLAGE ROUTE DE CHALUET 5/9 CH-2738 COURT (SUISSE)
1 HAROLD HABEGGER SA TÉL. ++41 32 497 97 55 INTERNET: www.habegger-sa.com FABRIQUE DE MACHINES FAX ++41 32 497 93 08 E-MAIL: contact@habegger-sa.com OUTILLAGE ROUTE DE CHALUET 5/9 CH-2738 COURT (SUISSE)
Operating instruction for the quick-change tap holders type:
 type: KSN 0 KSN 1 KSN 3 KSN 4 KSN 5 Date of edition: 01.02.2008 Stage of alteration: 1 Please keep this for future use! Contents: 1 Application range, safety instructions and technical data... 3 1.1 Application
type: KSN 0 KSN 1 KSN 3 KSN 4 KSN 5 Date of edition: 01.02.2008 Stage of alteration: 1 Please keep this for future use! Contents: 1 Application range, safety instructions and technical data... 3 1.1 Application
Vhu. Universal Boring Heads Vhu 2 1/8, 3 1/8, 4 7/8, 6 ¼. Vhu. Instruction Manual No.:
 Instruction Manual No.: 2420304 Vhu Vhu Universal Boring Heads Vhu 2 1/8, 3 1/8, 4 7/8, 6 ¼ Producer: Moskevska 63 101 00 Praha 10 Vrsovice Czech Republic Phone: +420 246 002 249 Fax: +420 246 002 335
Instruction Manual No.: 2420304 Vhu Vhu Universal Boring Heads Vhu 2 1/8, 3 1/8, 4 7/8, 6 ¼ Producer: Moskevska 63 101 00 Praha 10 Vrsovice Czech Republic Phone: +420 246 002 249 Fax: +420 246 002 335
Type XTSR71 Sizes
 (Page 1 of 13) s 494-5258 Type XTSR71 s 494-5258 Figure 1 Thomas XTSR71 Coupling 1. General Information 1.1 Thomas Couplings are designed to provide a mechanical connection between the rotating shafts
(Page 1 of 13) s 494-5258 Type XTSR71 s 494-5258 Figure 1 Thomas XTSR71 Coupling 1. General Information 1.1 Thomas Couplings are designed to provide a mechanical connection between the rotating shafts
Operation Manual Cut-off Tool Holder BMT (external and internal coolant)
") Operation Manual Cut-off Tool Holder BMT (external and internal coolant) -1ESA Eppinger GmbH Breitwiesenweg 2-8 D-73770 Denkendorf +49 (0)711 934 934-0 info@eppinger.de www.eppinger.de 1. Name 2. Product
Operation Manual Cut-off Tool Holder BMT (external and internal coolant) -1ESA Eppinger GmbH Breitwiesenweg 2-8 D-73770 Denkendorf +49 (0)711 934 934-0 info@eppinger.de www.eppinger.de 1. Name 2. Product
Internal Rotary/Punch Broaches & Plugs Adjustable & Non Adjustable Rotary Holders
 CAT_BROOTSEN_2008-08_EN_hassay savage_fabrieks-catalogus AMTC BV - importeur Nederland pagina 14 van 40 uscatalogv7.qxp 8/13/2008 10:57 AM Page 14 Internal Rotary/Punch Broaches & Plugs Adjustable & Non
CAT_BROOTSEN_2008-08_EN_hassay savage_fabrieks-catalogus AMTC BV - importeur Nederland pagina 14 van 40 uscatalogv7.qxp 8/13/2008 10:57 AM Page 14 Internal Rotary/Punch Broaches & Plugs Adjustable & Non
# in 1 Metal Worker Auxiliary Operating Instructions
 340 Snyder Avenue, Berkeley Heights, NJ 07922 www.micromark.com MMTechService@micromark.com Tech Support: 908-464-1094, weekdays, 1pm to 5 pm ET #86556 3 in 1 Metal Worker Auxiliary Operating Instructions
340 Snyder Avenue, Berkeley Heights, NJ 07922 www.micromark.com MMTechService@micromark.com Tech Support: 908-464-1094, weekdays, 1pm to 5 pm ET #86556 3 in 1 Metal Worker Auxiliary Operating Instructions
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Line volt rail & fixtures. Low volt quick connect fixtures with transformers
 INSTRUCTIONS: Line Volt Flexrail2 Safety Instructions: A qualified electrician must install system only. System is intended for installation in accordance with National Electric Code, local and Federal
INSTRUCTIONS: Line Volt Flexrail2 Safety Instructions: A qualified electrician must install system only. System is intended for installation in accordance with National Electric Code, local and Federal
Review Label the Parts of the CNC Lathe
 Review Label the Parts of the CNC Lathe Chuck Bed Saddle Headstock Cutting tool Toolpost Tailstock Centre Handwheel Cross Slide CNC Controller http://image.made-in- china.com/2f0j00zzftqvdrefoe/hobby-lover-metal-lathe-
Review Label the Parts of the CNC Lathe Chuck Bed Saddle Headstock Cutting tool Toolpost Tailstock Centre Handwheel Cross Slide CNC Controller http://image.made-in- china.com/2f0j00zzftqvdrefoe/hobby-lover-metal-lathe-
USER MANUAL & PARTS LIST MODEL 136A S/N:
 NUMBERALL STAMP & TOOL CO., INC. USER MANUAL & PARTS LIST MODEL 136A S/N: P.O. BOX 187, 1 HIGH ST. SANGERVILLE, ME 04479 www.numberall.com office@numberall.com TEL: 207-876-3541 FAX: 207-876-3566 MODEL
NUMBERALL STAMP & TOOL CO., INC. USER MANUAL & PARTS LIST MODEL 136A S/N: P.O. BOX 187, 1 HIGH ST. SANGERVILLE, ME 04479 www.numberall.com office@numberall.com TEL: 207-876-3541 FAX: 207-876-3566 MODEL
Application and Technical Information Thread Milling System (TMS) Minimum Bore Diameters for Thread Milling
 Minimum Bore Diameters for Thread Milling") Inserts Application and Technical Information Minimum Bore iameters for Thread Milling UN-ISO-BSW tpi 48 3 4 0 16 1 10 8 7 6 5 4.5 4 Technical ata Accessories Vintage Cutters Widia Cutters Thread Milling
Inserts Application and Technical Information Minimum Bore iameters for Thread Milling UN-ISO-BSW tpi 48 3 4 0 16 1 10 8 7 6 5 4.5 4 Technical ata Accessories Vintage Cutters Widia Cutters Thread Milling
1. The Lathe. 1.1 Introduction. 1.2 Main parts of a lathe
 1. The Lathe 1.1 Introduction Lathe is considered as one of the oldest machine tools and is widely used in industries. It is called as mother of machine tools. It is said that the first screw cutting lathe
1. The Lathe 1.1 Introduction Lathe is considered as one of the oldest machine tools and is widely used in industries. It is called as mother of machine tools. It is said that the first screw cutting lathe
HEAVY DUTY GASKET CUTTER
 HEAVY DUTY GASKET CUTTER GUIDE TO PERFECT GASKETS CUTTING GASKETS 1 TO 13 IN DIAMETER: 1. Lay out gasket outer diameter (OD), inner diameter (ID) and bolt holes on template or gasket material. See section
HEAVY DUTY GASKET CUTTER GUIDE TO PERFECT GASKETS CUTTING GASKETS 1 TO 13 IN DIAMETER: 1. Lay out gasket outer diameter (OD), inner diameter (ID) and bolt holes on template or gasket material. See section
ACCESSORIES CATALOG. SKODA LIVE CENTERS BORING AND FACING HEADS
 ACCESSORIES CATALOG BORING AND FACING HEADS SKODA LIVE CENTERS www.sowatool.com SKODA LIVE CENTERS Skoda Heavy Duty Live Centers - CSN 4334/CSN 4334M Features The rotating spindle is extended right through
ACCESSORIES CATALOG BORING AND FACING HEADS SKODA LIVE CENTERS www.sowatool.com SKODA LIVE CENTERS Skoda Heavy Duty Live Centers - CSN 4334/CSN 4334M Features The rotating spindle is extended right through
WHAT? WHERE? HOW?
 JIGS WHAT? WHERE? HOW? Introduction Mass production aims at high productivities to reduce unit cost and inter-changeabilites to facilitate easy assembly. Jigs are useful in mass production. They provide
JIGS WHAT? WHERE? HOW? Introduction Mass production aims at high productivities to reduce unit cost and inter-changeabilites to facilitate easy assembly. Jigs are useful in mass production. They provide
25000 Series Lo-T TM Butterfly Control Valve Instructions
 November 2001 25000 Series Lo-T TM Butterfly Control Valve Instructions Instruction No. 25.1:IM PRELIMINARY STEPS Before installation, note the flow direction arrow on the valve body. The flow should enter
November 2001 25000 Series Lo-T TM Butterfly Control Valve Instructions Instruction No. 25.1:IM PRELIMINARY STEPS Before installation, note the flow direction arrow on the valve body. The flow should enter
Rotary Engraving Fact Sheet
 Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Motorized M3 AX7200 Rotary-Style Gasket Cutter Operating Instructions
 Motorized M3 AX7200 Rotary-Style Gasket Cutter Operating Instructions INTRODUCTION Congratulations! You are the owner of the finest rotary-style gasket cutter in the world. Originally developed and patented
Motorized M3 AX7200 Rotary-Style Gasket Cutter Operating Instructions INTRODUCTION Congratulations! You are the owner of the finest rotary-style gasket cutter in the world. Originally developed and patented
Workshop Practice (ME192)
") Workshop Practice (ME192) Credits: 3 Contacts: Mail: poddar05@gmail.com Web: http://www.ajourneywithtime.weebly.com Exp 03: To make a pin as given profile from a φ20 mm mild steel rod in a lathe. Material
Workshop Practice (ME192) Credits: 3 Contacts: Mail: poddar05@gmail.com Web: http://www.ajourneywithtime.weebly.com Exp 03: To make a pin as given profile from a φ20 mm mild steel rod in a lathe. Material
JUMBO STENCIL CUTTING MACHINE PARTS LIST AND OPERATING MANUAL
 JUMBO STENCIL CUTTING MACHINE PARTS LIST AND OPERATING MANUAL Marion, IL USA STK. NO. 5800-152, REV A Warning: This machine contains pinch points which can injure personnel when not used properly. This
JUMBO STENCIL CUTTING MACHINE PARTS LIST AND OPERATING MANUAL Marion, IL USA STK. NO. 5800-152, REV A Warning: This machine contains pinch points which can injure personnel when not used properly. This
FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly NARRATION (VO): NARRATION (VO): NARRATION (VO): INCLUDING: METALS,
: NARRATION (VO): NARRATION (VO): INCLUDING: METALS,") Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations, Boring, Reaming, Tapping)
") 1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
Machining. Module 5: Lathe Setup and Operations. (Part 1) Curriculum Development Unit PREPARED BY. August 2013
 Curriculum Development Unit PREPARED BY. August 2013") Machining Module 5: Lathe Setup and Operations (Part 1) PREPARED BY Curriculum Development Unit August 2013 Applied Technology High Schools, 2013 Module 5: Lathe Setup and Operations (Part 1) Module Objectives
Machining Module 5: Lathe Setup and Operations (Part 1) PREPARED BY Curriculum Development Unit August 2013 Applied Technology High Schools, 2013 Module 5: Lathe Setup and Operations (Part 1) Module Objectives
Travis Bishop. Submitted to: Dr. John Davis. Date: 3 December Course: ETME 310 Section: 004. Lab Topic: Milling Project (Vise)
") Travis Bishop Submitted to: Dr. John Davis Date: 3 December 2012 Course: ETME 310 Section: 004 Lab Topic: Milling Project (Vise) Introduction: Purpose of Experiment: This experiment was conducted to teach
Travis Bishop Submitted to: Dr. John Davis Date: 3 December 2012 Course: ETME 310 Section: 004 Lab Topic: Milling Project (Vise) Introduction: Purpose of Experiment: This experiment was conducted to teach
10 ZX FACING / CONTOURING HEADS 16 ZX MODULAR BORING TOOLS (MBT) 22 ZX VALVE SEAT POCKET TOOLS 31 SPECIAL APPLICATIONS 35 HOW TO REQUEST A QUOTATION
 22 ZX VALVE SEAT POCKET TOOLS 31 SPECIAL APPLICATIONS 35 HOW TO REQUEST A QUOTATION") ZX Systems TM FACING, & CONTOURING ZXBORING, SYSTEMS contents 2 OVERVIEW OF ZX BORING, FACING, AND CONTOURING SYSTEMS 10 ZX FACING / CONTOURING HEADS 16 ZX MODULAR BORING TOOLS (MBT) 22 ZX VALVE SEAT POCKET
ZX Systems TM FACING, & CONTOURING ZXBORING, SYSTEMS contents 2 OVERVIEW OF ZX BORING, FACING, AND CONTOURING SYSTEMS 10 ZX FACING / CONTOURING HEADS 16 ZX MODULAR BORING TOOLS (MBT) 22 ZX VALVE SEAT POCKET
ACCESSORIES CATALOG BORING AND FACING HEADS LIVE CENTERS
 ACCESSORIES CATALOG BORING AND FACING HEADS LIVE CENTERS SKODA LIVE CENTERS SKODA & STM HEAVY DUTY LIVE CENTERS - CSN 243324 Features The rotating spindle is extended right through the tapered shank Two
ACCESSORIES CATALOG BORING AND FACING HEADS LIVE CENTERS SKODA LIVE CENTERS SKODA & STM HEAVY DUTY LIVE CENTERS - CSN 243324 Features The rotating spindle is extended right through the tapered shank Two
Chapter 26 CHISELS HOW TO CHOOSE AND USE THEM TM 9-243
 Chapter 26 CHISELS HOW TO CHOOSE AND USE THEM The Types and Uses section provides you with a list of some of the types of chisels. These pages should help you select the right chisel to do the job. The
Chapter 26 CHISELS HOW TO CHOOSE AND USE THEM The Types and Uses section provides you with a list of some of the types of chisels. These pages should help you select the right chisel to do the job. The
Lathe Accessories. Work-holding, -supporting, and driving devices
 46-1 Lathe Accessories Divided into two categories Work-holding, -supporting, and driving devices Lathe centers, chucks, faceplates Mandrels, steady and follower rests Lathe dogs, drive plates Cutting-tool-holding
46-1 Lathe Accessories Divided into two categories Work-holding, -supporting, and driving devices Lathe centers, chucks, faceplates Mandrels, steady and follower rests Lathe dogs, drive plates Cutting-tool-holding
The Ensat self-tapping threaded insert...
 The nsat self-tapping threaded insert... nsat is a self-tapping threaded insert with external and internal thread, cutting slots or cutting bores. A continuous process of further development has brought
The nsat self-tapping threaded insert... nsat is a self-tapping threaded insert with external and internal thread, cutting slots or cutting bores. A continuous process of further development has brought
Tooltech Precision Reamers are designed to meet hole geometry requirements in the complex and demanding machining environment of today s manufacturing
 BLADED REAMERS Tooltech Precision Reamers are designed to meet hole geometry requirements in the complex and demanding machining environment of today s manufacturing industry. The innovative design of
BLADED REAMERS Tooltech Precision Reamers are designed to meet hole geometry requirements in the complex and demanding machining environment of today s manufacturing industry. The innovative design of
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Tube Facing Tool.
 www.swagelok.com Tube Facing Tool This manual contains important information for the safe and effective operation of the Swagelok TF72 series tube facing tool. Users should read and understand its contents
www.swagelok.com Tube Facing Tool This manual contains important information for the safe and effective operation of the Swagelok TF72 series tube facing tool. Users should read and understand its contents
LU6X-130 Instructions and Parts List (including LU6X Basic) Operating Instructions
 Operating Instructions") LORTONE LU6X-130 Item # 061-092 LU6X Basic Item # 061-090 LU6X-130 Instructions and Parts List (including LU6X Basic) Operating Instructions Introduction The LU6X is one the most versatile pieces of equipment
LORTONE LU6X-130 Item # 061-092 LU6X Basic Item # 061-090 LU6X-130 Instructions and Parts List (including LU6X Basic) Operating Instructions Introduction The LU6X is one the most versatile pieces of equipment
EMCOMAT E-200 MC for the m cycle-controlled m
 EMCOMAT E-200 MC for the m cycle-controlled m 1 HEADSTOCK Solid cast-iron construction Powerful Siemens drive system Short taper spindle nose with CAMLOCK adaptor Spindle bore diameter ø 53 (50) mm 2 2
EMCOMAT E-200 MC for the m cycle-controlled m 1 HEADSTOCK Solid cast-iron construction Powerful Siemens drive system Short taper spindle nose with CAMLOCK adaptor Spindle bore diameter ø 53 (50) mm 2 2
Hardinge FlexC Collet System Style D 65mm
 Hardinge FlexC Collet System Style D 65mm Installation Instructions and Parts Lists 1 General Safety Information Before installing the Hardinge FlexC Collet System on your machine tool, thoroughly read
Hardinge FlexC Collet System Style D 65mm Installation Instructions and Parts Lists 1 General Safety Information Before installing the Hardinge FlexC Collet System on your machine tool, thoroughly read
SHARP STA, STB, STC, STF SERIES CNC big bore flat bed lathe
 SHARP STA, STB, STC, STF SERIES PRECISION MACHINE TOOLS Sharp Industries, Inc. 3501 Challenger Street Torrance, CA 90503 Tel 310-370-5990 Fax 310-542-6162 Email: info@sharp-industries.com Parts: parts@sharp-industries.com
SHARP STA, STB, STC, STF SERIES PRECISION MACHINE TOOLS Sharp Industries, Inc. 3501 Challenger Street Torrance, CA 90503 Tel 310-370-5990 Fax 310-542-6162 Email: info@sharp-industries.com Parts: parts@sharp-industries.com
Chapter 22: Turning and Boring Processes. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Turning and Boring Processes DeGarmo s Materials and Processes in Manufacturing 22.1 Introduction Turning is the process of machining external cylindrical and conical surfaces. Boring is a
Chapter 22: Turning and Boring Processes DeGarmo s Materials and Processes in Manufacturing 22.1 Introduction Turning is the process of machining external cylindrical and conical surfaces. Boring is a
FBX1104P FBX1104 FBX1106P FBX1106
 FBX1104P FBX1104 FBX1106P FBX1106 Second edition : September 2004 No. 040037 INTRODUCTION Thank you for your purchasing Kansai Special's FBX Series. Read and study this instruction manual carefully before
FBX1104P FBX1104 FBX1106P FBX1106 Second edition : September 2004 No. 040037 INTRODUCTION Thank you for your purchasing Kansai Special's FBX Series. Read and study this instruction manual carefully before
Thomas Disc Couplings Installation and Maintenance Series 54RDG Sizes (Page 1 of 13) DANGER!
 DANGER!") Series 54RDG Sizes 125-925 (Page 1 of 13) This is the Original Document in English Language Figure 1 - Thomas Series 54RDG Coupling 1. General Information 1.1. Thomas Series 54RDG Couplings are designed
Series 54RDG Sizes 125-925 (Page 1 of 13) This is the Original Document in English Language Figure 1 - Thomas Series 54RDG Coupling 1. General Information 1.1. Thomas Series 54RDG Couplings are designed
Operating Manual. for CUTTING, PERFORATING, BENDING SLB120
 Operating Manual for CUTTING, PERFORATING, BENDING SLB120 31040\B06eng 0896 0 Contents 1. Scope of delivery... 1 2. Technical specifications... 1 3. Applications... 1 4. Commissioning... 2 5. Cutting...
Operating Manual for CUTTING, PERFORATING, BENDING SLB120 31040\B06eng 0896 0 Contents 1. Scope of delivery... 1 2. Technical specifications... 1 3. Applications... 1 4. Commissioning... 2 5. Cutting...
PUNCHING DRILLING HEBEN LIFTING CUTTING DEBURRING
 PUNCHING DRILLING LIFTING CUTTING DEBURRING www.alfra.de E-EN E ALFRA Edge-Milling and Deburring Devices Overview KFV KFH 150 Page 7 78 2520 25100 Prism mounting L = 150 / W = 20/40 End mill Ø 45 or straight
PUNCHING DRILLING LIFTING CUTTING DEBURRING www.alfra.de E-EN E ALFRA Edge-Milling and Deburring Devices Overview KFV KFH 150 Page 7 78 2520 25100 Prism mounting L = 150 / W = 20/40 End mill Ø 45 or straight
TAPPING Parlec offers the largest range of tapping capabilities available. Tapping
 Tapping Parlec offers the largest range of tapping capabilities available. Rigid, Tension Only, and Tension and Compression Systesm are standard, along with Coolant or Coolant Groove Adapters Selection
Tapping Parlec offers the largest range of tapping capabilities available. Rigid, Tension Only, and Tension and Compression Systesm are standard, along with Coolant or Coolant Groove Adapters Selection
Installation Instructions
 Installation Instructions Circpac MD Split Segmented Circumferential Gas Seal Experience In Motion 1 Equipment Check and Seal Preparation 1.1 Refer to Figure 1 for sleeve/shaft and equipment requirements.
Installation Instructions Circpac MD Split Segmented Circumferential Gas Seal Experience In Motion 1 Equipment Check and Seal Preparation 1.1 Refer to Figure 1 for sleeve/shaft and equipment requirements.
PORTABLE STONE ASSEMBLIES
 0206 I-AB-101B INSTRUCTIONS BOOKLET for SUNNEN PORTABLE STONE ASSEMBLIES SUNNEN AND THE SUNNEN LOGO ARE REGISTERED TRADEMARKS OF SUNNEN PRODUCTS COMPANY. SUNNEN PRODUCTS COMPANY 7910 MANCHESTER AVE. ST.
0206 I-AB-101B INSTRUCTIONS BOOKLET for SUNNEN PORTABLE STONE ASSEMBLIES SUNNEN AND THE SUNNEN LOGO ARE REGISTERED TRADEMARKS OF SUNNEN PRODUCTS COMPANY. SUNNEN PRODUCTS COMPANY 7910 MANCHESTER AVE. ST.
DRC type. MagicDrill. High efficiency drill module. New lineup. Machining diameters: Ø7.94-Ø20.99 Machining depths: 3D,5D,8D. High efficiency.
 MagicDrill DRC type High efficiency drill module Larger cutting diameters now available High efficiency High reliability High feed rate High quality lineup SS-DRC (Straight Shank) Machining diameters:
MagicDrill DRC type High efficiency drill module Larger cutting diameters now available High efficiency High reliability High feed rate High quality lineup SS-DRC (Straight Shank) Machining diameters:
MODEL 36 and 52 FOOT SQUARING SHEARS OPERATION, PARTS & MAINTENANCE MANUAL. Proudly Made in the USA
 MODEL 36 and 52 FOOT SQUARING SHEARS OPERATION, PARTS & MAINTENANCE MANUAL Proudly Made in the USA Model 36 and 52 Foot Squaring Shear Parts View 2 Model 36 and 52 Parts List INDEX NO. 36 52 DESCRIPTION
MODEL 36 and 52 FOOT SQUARING SHEARS OPERATION, PARTS & MAINTENANCE MANUAL Proudly Made in the USA Model 36 and 52 Foot Squaring Shear Parts View 2 Model 36 and 52 Parts List INDEX NO. 36 52 DESCRIPTION
Tungsten Carbide Burs for Tough Applications
 Tungsten Carbide Burs for Tough s TRUST BLUE Design optimized for hand-held applications. Special cut patterns minimize tooth chipping/breakage, splintering and bur head failures. Developed specifically
Tungsten Carbide Burs for Tough s TRUST BLUE Design optimized for hand-held applications. Special cut patterns minimize tooth chipping/breakage, splintering and bur head failures. Developed specifically
COFA. Consistent deburring through holes on Even & Uneven surfaces in any material HEULE. Case Study - Automotive. Study Details
 Case Study - Automotive COFA Consistent deburring through holes on Even & Uneven surfaces in any material BEFORE AFTER COFA Tool ION 1,400 parts / day (2 holes per part) CNC Machining Center Low Carbon
Case Study - Automotive COFA Consistent deburring through holes on Even & Uneven surfaces in any material BEFORE AFTER COFA Tool ION 1,400 parts / day (2 holes per part) CNC Machining Center Low Carbon
Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY
 TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
Additional Information
 NUMBER: 1 34 13 S.M. REF.: Listed in Table ENGINE: EPA04/07 Series 60 DATE: January 2013 SUBJECT: CHECKING CYLINDER LINER PROTRUSION ADDITIONS, REVISIONS, OR UPDATES Publication Number Platform Section
NUMBER: 1 34 13 S.M. REF.: Listed in Table ENGINE: EPA04/07 Series 60 DATE: January 2013 SUBJECT: CHECKING CYLINDER LINER PROTRUSION ADDITIONS, REVISIONS, OR UPDATES Publication Number Platform Section
45PC. TAP AND DIE SET
 Model # 7560 7561 45PC. TAP AND DIE SET OPERATOR S MANUAL STORE THIS MANUAL IN A SAFE PLACE FOR FUTURE REFERENCE Wear eye protection Use proper lubrication WARNING: FOR HAND CUTTING APPLICATIONS ONLY.
Model # 7560 7561 45PC. TAP AND DIE SET OPERATOR S MANUAL STORE THIS MANUAL IN A SAFE PLACE FOR FUTURE REFERENCE Wear eye protection Use proper lubrication WARNING: FOR HAND CUTTING APPLICATIONS ONLY.
Hardinge FlexC Dead-Length Collet System Style DL 42mm. Installation Instructions and Parts Lists
 Hardinge FlexC Dead-Length Collet System Style DL 42mm Installation Instructions and Parts Lists 1 General Safety Information Before installing the Hardinge FlexC Collet System on your machine tool, thoroughly
Hardinge FlexC Dead-Length Collet System Style DL 42mm Installation Instructions and Parts Lists 1 General Safety Information Before installing the Hardinge FlexC Collet System on your machine tool, thoroughly
28 ROLL-A-FINISH TOOL SELECTION AND ORDERING 36 CX EXTERNAL ROLLER BURNISHING MACHINES. 46 Universal TM Burnishing Tools
 Burnishing contents 2 OVERVIEW OF ROLLER BURNISHING 6 INTERNAL ROLLER BURNISHING TOOLS 6 SR Series Roll-a-Finish Tools 12 R Series Roll-a-Finish Tools 17 U Series Roll-a-Finish Tools 19 Bearingizing Tools
Burnishing contents 2 OVERVIEW OF ROLLER BURNISHING 6 INTERNAL ROLLER BURNISHING TOOLS 6 SR Series Roll-a-Finish Tools 12 R Series Roll-a-Finish Tools 17 U Series Roll-a-Finish Tools 19 Bearingizing Tools
Lathes. CADD SPHERE Place for innovation Introduction
 Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
w w w. h d o n l i n e s h o p. d e TIMKEN BEARING CONVERSION TOOL GENERAL INSTALLATION -J04672 REV Kit Number Models
 -J067 REV. 008-07- GENERAL Kit Number 8-08 Models TIMKEN BEARING CONVERSION TOOL For model fitment information, see the P&A Retail Catalog or the Parts and Accessories section of www.harley-davidson.com
-J067 REV. 008-07- GENERAL Kit Number 8-08 Models TIMKEN BEARING CONVERSION TOOL For model fitment information, see the P&A Retail Catalog or the Parts and Accessories section of www.harley-davidson.com
INSTRUCTION. Industrial Sewing Machines V7100/D,DE,F,ML W8100/D,DE,F,C W8042 W V7002-1S W8103-1S. No Third edition : March 2001
 INSTRUCTION Industrial Sewing Machines V7100/D,DE,F,ML W8100/D,DE,F,C W8042 W8042-1 V7002-1S W8103-1S Third edition : March 2001 No. 010012 INTRODUCTION Thank you for your purchasing Kansai Special's V.W
INSTRUCTION Industrial Sewing Machines V7100/D,DE,F,ML W8100/D,DE,F,C W8042 W8042-1 V7002-1S W8103-1S Third edition : March 2001 No. 010012 INTRODUCTION Thank you for your purchasing Kansai Special's V.W