HPN E The solution to determine the measurement uncertainty
|
|
|
- Jared Horn
- 5 years ago
- Views:
Transcription

1 HPN E The solution to determine the measurement uncertainty

2 General Information Artefacts should be geometrically similar to the test pieces. (= identity condition) IC Artefacts A new approach to gear artefacts or the solution to an old problem? The design of conventional artefacts differs strongly from that of the actual test pieces. There is no similarity, let alone an identity condition. IC artefacts can be constructed such that they have a similar gear profile to the test pieces. This is the precondition which is required to estimate the measurement uncertainty when measuring test pieces on gear inspection machines. IC artefacts are feasible in all kinds of design. They can be made for running gears, external and internal gears with different modules and pitch circle diameters as well as for splines. Their geometric size can be matched to small plastic gears and HGV gearboxes. 2


3 Normal A Normal B Artefacts should embody all important gear features Cobination of artefacts 2 opposing tooth spaces R1 and R2 with a right hand helix angle based on z = 32 Composite spur gearing Two opposing tooth spaces L1 and L2 with a left hand helix angle based on z = 33 Certificate for: Profile Tooth trace Dimension over balls R1. R2 Dimension over balls L1 L2 Certificate for: Profile Tooth trace Runout Single pitch Total pitch Dimension over balls Spur gears + Helical gears Sector gears + Composite gears Left flank + Right flank A tooth space + Opposite tooth space Even number of teeth + Odd number of teeth Combinations of IC artefacts provide a comprehensive evaluation of accuracy deviations for the features illustrated on the right. Profile deviation: Tooth trace deviation: Pitch deviation: Runout deviation: Spur gears and helical gears with 30 left and right hand helix angles Spur gears and helical gears with 30 left and right hand helix angles Single pitch and total pitch Runout, axial position and roundness Dimension over two balls: Odd and even number of teeth on straight and helical gearing 3



4 Determining the measurement uncertainty Measurement uncertainty during gear measurements is mostly unknown in the industry. The theoretical calculation of the measurement uncertainty through budgets for industrial gear measurements has not yet been worked out. ISO describes possible estimations of gear measurement uncertainty by means of workpiece-like artefacts. This procedure is applied on page 5 in this brochure. Prerequisite of this method is the compliance of the identity condition between the artefacts and the workpieces to be inspected. The conditions are described in ISO/TS The validity of the identity condition for gears and splines is not defined in the standards illustrated on the right. It could, however, be defined as follows: Pitch circle in mm from 10 to 40 from 40 to 80 from 80 to 120 from 120 to 180 Pitch circle Number of teeth Module 0,5 1 1,5 2 Pressure angle Helix angle The experimental estimation of the measurement uncertainty of gear measurements will be successful if these conditions are complied with: Geometrical similarity of artefacts and workpieces Material similarity of artefacts and workpieces Identical ambient conditions Identical measurement strategy Identical probe configuration Limitation The experimental estimation of the measurement uncertainty does not include influences of form deviations and surface roughness of the workpieces. The measurement uncertainty does therefore only apply to the precise position where the measurement was carried out and not to the gear as a whole. In order for it to apply to the entire workpiece, the influences of form deviations and surface roughness must be determined separately and added to the measurement uncertainty. Additional prerequisite The artefacts to be used are calibrated with sufficient accuracy. The actual dimensions and actual form devi-ations and their measurement uncertainties are known. The exact positions on the artefact, where the actual values were determined, are also known. This data is given on the calibration certificate that is supplied with the IC artefact. DAkkS (Deutsche Akkreditierungsstelle GmbH - German Accreditation Body) calibration certificates are currently issued for IC artefacts A, B and Bm in line with the accredited parameters. 4
5 1. Determination of the standard uncertainty of a feature on the calibrated IC artefact u c : The artefact is measured under the same ambient conditions, with the same measurement strategy and probe configurations as the workpiece. All measurement values are documented. The measurement is repeated at least 10 times having regard to the normally occurring variations in temperature and other changes in the measurement conditions (e.g. clamping/unclamping). u c = U c - Expanded measurement uncertainty of the calibration of the IC artefact u c - Standard uncertainty of the calibration of the IC artefact 2. Determination of the standard uncertainty up: Determination of the arithmetic average of individual measurements = y i - Measurement results during the evaluation of uncertainties - arithmetic average of all measurement results y i n - Number of individual measured values The standard uncertainty up is then calculated with the known formula of the standard deviation: u p - Standard uncertainty of the measurement process 3. Determination of the systematic deviation b: To calculate the systematic deviation, the actual value of artefact xc is compared to the arithmetic average of all measurement results yi. b = - x c b - Systematic deviation, identified during the evaluation of uncertainties x c - Calibrated value of a parameter of the IC artefact 4. Determination the measurement uncertainty U: The estimated expanded measurement uncertainty, determined by this experimental method, therefore is: U = 2 uc 2 + u 2 2 p + b Notes: The influence of the workpiece is ignored. The systematic deviation is integrated into the quadratic summation in the form of measurement uncertainty contribution (Source: F. Härtig, M. Krystek; Correct treatment of systematic errors in the evaluation of measurement uncertainty; Proceedings of ISMTII-2009, Volume 1. St. Petersburg, p et sqq. Russia, 2009) U - Expanded measurement uncertainty, determined experimentally 5

6 IC artefacts with DAkkS calibration certificate The laboratory of FRENCO GmbH was accredited by DAkkS as calibration centre for all essential gear features (DK ), in accordance with DIN/ISO The creditation is given for measuring zones, which are most commonly required. Further details on the scope of the ac- accreditation can be viewed on Artefacts outside the specified scope can be factory calibrated. DAkkS (Deutsche Akkreditierungsstelle GmbH - German Accreditation Body) calibration certificates are currently issued for IC artefacts A, B and Bm as well as for conventional artefacts type 100, in line with the accredited parameters. DAkkS calibrated artefacts ensure the traceability to the SI unit metre and form part of the traceability chain to the national artefact. The following parameters are calibrated, depending on the design: Profile deviation Tooth trace deviation Pitch deviation Runout deviation Dimension over two balls 6


7 The following details are described (explicitly and in form of an image) on the DAkkS calibration certificate: - measurement conditions - alignment planes for the determination of the reference axes - measuring planes - and the reference plane. DAkkS calibration certificates are available in German and English. The gear data, calibration values and measurement uncertainties used for the calibration are presented in tabular form. The inspection records / graphical representation of the measuring results are given in the appendix of the calibration certificate. 7


8 Artefact A Example Normal module: 3.5 Base circle: Pressure angle: 20 Helix angle: 20 R/20 L Number of teeth: 30/31 3 helix angles (in addition to 0 ) are possible. Artefact A and B can be customised to meet specific requirements:...as running gears, module as running gears, module 2 8


9 Artefact B Example Module: 3.5 Base circle: Pressure angle: 20 Helix angle: 0 Number of teeth: 30...as running gears, module 3...as splines, module 1.5 9
 to calibrate the parameters profile, tooth trace and dimension over balls.")
10 Combination Artefact A/B Subject to the space available, three helix angles can be machined to artefact A. The artefact will then feature six spaces with three helix angles (0 / +X / -X ) to calibrate the parameters profile, tooth trace and dimension over balls. Artefact B is then only required for monitoring the pitch and runout and only requires a narrow profile width. Artefact B can be attached piggyback to artefact A, if the latter has been prepared accordingly. Users are provided with a complete gear artefact which embodies all essential gear features in one artefact. Example Module: 3.5 Base circle: Pressure angle: 20 Helix angle: 0 /20 R/20 L Number of teeth: 30/31 10
.")
11 The combination artefact A/B can be customised to meet specific requirements: IC concept: The combination artefact is, with regard to the gear data, adapted, as far as possible, to the customer base (Identical Conditions). Artefact B can be furnished with defined pitch errors in order to test probe deflections (see also Bm artefact) Modular Design: The basic body of an A artefact can be designed in such a way that artefact B can be retrofitted at a later date. This is an option for customers whose current focus is on the profile and tooth trace but may, in future, require a pitch artefact. Advantages over individual A and B artefacts: - All in one - Modular design (B can be retrofitted if A has been prepared accordingly) - Lower acquisition costs compared to two individual artefacts Disadvantages: - Cannot be reground - Higher weight 11

12 Artefact C Example Normal module: 3.5 Base circle: Pressure angle: 20 Helix angle: 15 R/15 L Number of teeth: 38/39 Internal gear artefacts are virtually unknown. FRENCO can manufacture high precision internal gear profiles with helix angles. This makes it possible for the first time to compare the quality of gear inspection machines when measuring internal gearing. Artefact C: With 2 helix angles in 4 spaces for the calibration of profiles, tooth traces and the internal dimension over balls. Odd and even numbers of teeth are taken into consideration. 3 helix angles (in addition to 0 ) are possible. 12

13 Artefact D Example Normal module: 3.5 Base circle: Pressure angle: 20 Helix angle: 0 Number of teeth: 38 Internal gear artefacts are designed symmetrically and can be used for simple reversal measurements. The gear profile is designed such that a 1.5 mm probe can be used to measure using the gear-generating method or the track measurement method (coordinate method). The DAkkS accreditation for internal gearing is still in preparation (expected 2011). Artefact D: Composite and spur toothed for the calibration of profile, tooth trace, internal dimension over balls as well as pitch and runout. 13


14 Special artefact Bm Example Module: 2.5 Base circle: Pressure angle: 20 Helix angle: 0 Number of teeth: 42 Further developments of workpiece-like IC artefacts open up new possibilities for the determination of measurement uncertainties. Artefact BM is an enhanced version of artefact B. Its front section has got the same profile as artefact B. The rear part, profile V2, however, features pitch deviations on three teeth. In addition, two inspection collars are ground in eccentrically to the profile. Artefact B is used to simulate the effects of an off-centre position of the test piece and to monitor the software-based corrections. This applies in particular to the pitch deviation values of profile V2. 14
15 Measurement results Bm 15


16 Modification artefact M 2/80/17,5 Modul: 2,25 Base circle: 90 Pressure angle: 17,5 How are modifications displayed at the measuring machine? How are relieves analysed? What does a pitch error look like? Which filters react how to waviness on the profile and the flank? How do measuring systems of different manufacturers react? Questions that even we may not always know the answers to. The modification artefact (M) can help you in finding the answers. Different modifications such as crowning, relieves, angle errors, waviness and pitch errors have each been applied to one flank. Modification artefacts can be manufactured as described, or in accordance with your individual requirements. They are used for comparative measurements, long-term monitoring and for training purposes. 16
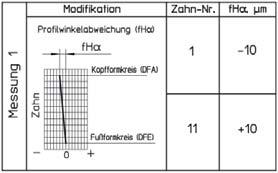
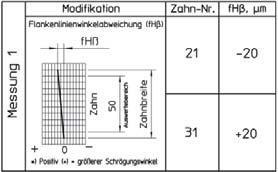
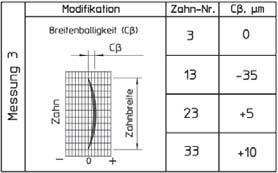
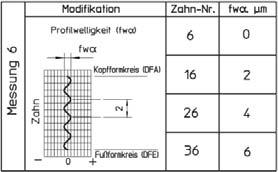
17 Measurement results M 17




18 Special features Protected inspection / aligning collars It is hence apparent where the reference axis will be generated High precision concentricity of approx m ensures very high repeatability. Carbide centres for long-term stability Frenco recommends single-end clamping in a chuck If the workpiece is clamped between centres, the carbide centres will ensure high repeatability Chamfered tips Protecting the involutes in the tip area - to avoid having to recalibrate the artefact after each small knock. Measured dimension over balls The dimensions over balls given in the inspection certificate are not the results of some calculations, but have actually been measured on the length measuring instrument. 18
19 Your notes: 19



 9187 9522 0 Fax: +49 (0) 9187 9522")
20 Frenco Product Range High Precision Gears and Splines Gear and Spline Gauges Master gears, Master wheels Artefacts, Masters Punches, Dies & Electrodes Profiled Clamping Systems Gear and spline manufacture Instruments for Size Inspection Series V VRK Measuring Pins and Balls VA Gauges, Rocking Type VP Gauges with Face Stop VM Gauges, Gear & Spline Profiles VD Circumferential Backlash Measuring Instrument VS Customised solutions Rotation Measuring Systems URM URM - K with Balls and Pins URM - R with Master Wheels EWP Single flank gear roll inspection ZWP Double flank gear roll inspection WS Gear roll scan Gear & Spline Inspection DAkkS - Calibration Monitoring of Inspection Equipment Workpiece Inspections Analysis of Deviations Know-how Transfer Software Training, Seminars, Workshops Consulting and Calculations Literature and Documentations National and International Standards Frenco GmbH gear + spline technology Jakob-Baier-Straße 3 D Altdorf, Germany Phone: +49 (0) Fax: +49 (0) Mail: frenco@frenco.de Internet: 20
Gear testing instruments VP with face stop. Measurement of the dimension between or over two balls
 Gear testing instruments VP with face stop Measurement of the dimension between or over two balls VP E 11 2013 Measuring with face stop VP gear testing instruments feature a face stop. Finding the reversal
Gear testing instruments VP with face stop Measurement of the dimension between or over two balls VP E 11 2013 Measuring with face stop VP gear testing instruments feature a face stop. Finding the reversal
P E Frenco GmbH
 P E 01 2017 Frenco GmbH General Information FRENCO is the first address for gear and spline inspection in Germany. Our equipment enables us to measure nearly all types of gears and splines. A constant
P E 01 2017 Frenco GmbH General Information FRENCO is the first address for gear and spline inspection in Germany. Our equipment enables us to measure nearly all types of gears and splines. A constant
HPL E Frenco GmbH
 HPL E 04 2016 Frenco GmbH Indispensable for Constructional Feasibility! Go and not go gauges are types of spline gauges. They are described in several German and foreign standards, as well as in the international
HPL E 04 2016 Frenco GmbH Indispensable for Constructional Feasibility! Go and not go gauges are types of spline gauges. They are described in several German and foreign standards, as well as in the international
HH E Frenco GmbH
 HH E 10 2018 Frenco GmbH Welcome to the World of Gearing FRENCO produces gears and splines made to specification and in small batches. FRENCO is specialised in high-precision gearing. In cooperation with
HH E 10 2018 Frenco GmbH Welcome to the World of Gearing FRENCO produces gears and splines made to specification and in small batches. FRENCO is specialised in high-precision gearing. In cooperation with
History of. Rudolf Och (Dipl. Ing.FH)
") History of G E A R M E A S U R I N G M A C H I N E S A N D T R A C E A B I L I T Y 1 9 0 0 2 0 0 6 Rudolf Och (Dipl. Ing.FH) No one is quite sure when were invented. Archaeologists believe the wheel was
History of G E A R M E A S U R I N G M A C H I N E S A N D T R A C E A B I L I T Y 1 9 0 0 2 0 0 6 Rudolf Och (Dipl. Ing.FH) No one is quite sure when were invented. Archaeologists believe the wheel was
The Author. 1 st Edition 2008 Self-published by Frenco GmbH
 The Author Graduate Engineer (Dipl. Ing., FH) Rudolf Och was born in Bamberg, Germany in 1951. After graduating in mechanical engineering he founded FRENCO GmbH in Nuremberg, Germany in 1978. In the beginning,
The Author Graduate Engineer (Dipl. Ing., FH) Rudolf Och was born in Bamberg, Germany in 1951. After graduating in mechanical engineering he founded FRENCO GmbH in Nuremberg, Germany in 1978. In the beginning,
The master for the control of the gears
 The master for the control of the gears The master gear is a special gear that is coupled with the gear to be checked in order to highlight the construction errors or serious imperfections that may compromise
The master for the control of the gears The master gear is a special gear that is coupled with the gear to be checked in order to highlight the construction errors or serious imperfections that may compromise
Some aspects of traceability of camshafts and large gears
 Some aspects of traceability of camshafts and large gears Otto Jusko, Folke Santel, Frank Härtig, Waheed Adeyemi, Kerstin Rost, PTB Braunschweig, Germany Raimund Volk / Hommel-Etamic GmbH, Schwenningen,
Some aspects of traceability of camshafts and large gears Otto Jusko, Folke Santel, Frank Härtig, Waheed Adeyemi, Kerstin Rost, PTB Braunschweig, Germany Raimund Volk / Hommel-Etamic GmbH, Schwenningen,
Gear milling cutters for cylindrical gears
 Gear milling cutters for cylindrical s The direct cutting of cylindrical s is the most old and at the same time, more intuitive system, because the space between two teeth is directly obtained by a milling
Gear milling cutters for cylindrical s The direct cutting of cylindrical s is the most old and at the same time, more intuitive system, because the space between two teeth is directly obtained by a milling
This document is a preview generated by EVS
 INTERNATIONAL STANDARD ISO 1328-1 Second edition 2013-09-01 Cylindrical gears ISO system of flank tolerance classification Part 1: Definitions and allowable values of deviations relevant to flanks of gear
INTERNATIONAL STANDARD ISO 1328-1 Second edition 2013-09-01 Cylindrical gears ISO system of flank tolerance classification Part 1: Definitions and allowable values of deviations relevant to flanks of gear
ME 410 Mechanical Engineering Systems Laboratory
 ME 410 Mechanical Engineering Systems Laboratory Laboratory Lecture 1 GEOMETRIC TOLERANCING & SOURCES OF ERRORS Geometric dimensioning and tolerancing (GD&T) is a symbolic language used on engineering
ME 410 Mechanical Engineering Systems Laboratory Laboratory Lecture 1 GEOMETRIC TOLERANCING & SOURCES OF ERRORS Geometric dimensioning and tolerancing (GD&T) is a symbolic language used on engineering
GEARS MACHINING. GEAR TYPES Cylindrical gears: - spur - helical Bevel gears: - straight - curved (spiral) Worm wheels and worms
 Worm wheels and worms") GEARS MACHINING GEAR TYPES Cylindrical gears: - spur - helical Bevel gears: - straight - curved (spiral) Worm wheels and worms 1 Involute tooth profile 2 Spur and helical gears cutting METHODS: form milling
GEARS MACHINING GEAR TYPES Cylindrical gears: - spur - helical Bevel gears: - straight - curved (spiral) Worm wheels and worms 1 Involute tooth profile 2 Spur and helical gears cutting METHODS: form milling
K E E P I N G T H E W O R L D I N M O T I O N TM P 90 G. Grinding and Hobbing Machine
 K E E P I N G T H E W O R L D I N M O T I O N TM P 90 G Grinding and Hobbing Machine machine concept P 90 G three grinding methods + hobbing combined in one machine. The P 90 G is a new development based
K E E P I N G T H E W O R L D I N M O T I O N TM P 90 G Grinding and Hobbing Machine machine concept P 90 G three grinding methods + hobbing combined in one machine. The P 90 G is a new development based
Constant Face Driver CoE. CoE: Retrofitting has time-out. Turning and milling in one set-up. Benefits and areas of application
 Benefits and areas of application 11 CoE: Retrofitting has time-out Best for efficiently turning of workpieces along their entire Developed according to the construction set principle, length without re-clamping
Benefits and areas of application 11 CoE: Retrofitting has time-out Best for efficiently turning of workpieces along their entire Developed according to the construction set principle, length without re-clamping
Cylindrical gears ISO system of flank tolerance classification. Part 1:
 Provläsningsexemplar / Preview INTERNATIONAL STANDARD ISO 1328-1 Second edition 2013-09-01 Cylindrical gears ISO system of flank tolerance classification Part 1: Definitions and allowable values of deviations
Provläsningsexemplar / Preview INTERNATIONAL STANDARD ISO 1328-1 Second edition 2013-09-01 Cylindrical gears ISO system of flank tolerance classification Part 1: Definitions and allowable values of deviations
Influence of the gear geometry and the machine on the power-skiving cutter design
 PWS Präzisionswerkzeuge GmbH: Influence of the gear geometry and the machine on the power-skiving cutter design Author: Dr. Rainer Albert Fig. 1 As a method known for more than 100 years, power-skiving
PWS Präzisionswerkzeuge GmbH: Influence of the gear geometry and the machine on the power-skiving cutter design Author: Dr. Rainer Albert Fig. 1 As a method known for more than 100 years, power-skiving
Catalog No. E Perfectly formed for production, quality control rooms and laboratories form measuring instruments from Mitutoyo
 FORM MEASUREMENT Catalog No. E4261-211 Perfectly formed for production, quality control rooms and laboratories form measuring instruments from Mitutoyo You define the task... ROUNDTE Measuring technology
FORM MEASUREMENT Catalog No. E4261-211 Perfectly formed for production, quality control rooms and laboratories form measuring instruments from Mitutoyo You define the task... ROUNDTE Measuring technology
Accredited calibration of field strength meters
 Accredited calibration of field strength meters Calibration laboratory accredited in accordance with DIN EN ISO/IEC 17025:2005 by the Deutsche Akkreditierungsstelle (DAkkS) Application oriented calibration
Accredited calibration of field strength meters Calibration laboratory accredited in accordance with DIN EN ISO/IEC 17025:2005 by the Deutsche Akkreditierungsstelle (DAkkS) Application oriented calibration
MODELS FOR GEOMETRIC PRODUCT SPECIFICATION
 U.P.B. Sci. Bull., Series D, Vol. 70, No.2, 2008 ISSN 1454-2358 MODELS FOR GEOMETRIC PRODUCT SPECIFICATION Ionel SIMION 1 Lucrarea prezintă câteva modele pentru verificarea asistată a geometriei pieselor,
U.P.B. Sci. Bull., Series D, Vol. 70, No.2, 2008 ISSN 1454-2358 MODELS FOR GEOMETRIC PRODUCT SPECIFICATION Ionel SIMION 1 Lucrarea prezintă câteva modele pentru verificarea asistată a geometriei pieselor,
A Proposed Pre-Finish Cylindrical Gear Quality Standard
 technical A Proposed Pre-Finish Cylindrical Gear Quality Standard Peter E. Chapin It is quite common to specify a gear class for in-process quality requirements, usually calling for a lower quality class
technical A Proposed Pre-Finish Cylindrical Gear Quality Standard Peter E. Chapin It is quite common to specify a gear class for in-process quality requirements, usually calling for a lower quality class
Specification D data models
 Previous Edition Specification 2017-04 Class: Dimensions, tolerances Class No.:01 Documentation of components by means of 3D data models 516 Part name (for databases) 2009-09 3D data models 852 005 160
Previous Edition Specification 2017-04 Class: Dimensions, tolerances Class No.:01 Documentation of components by means of 3D data models 516 Part name (for databases) 2009-09 3D data models 852 005 160
How To Read and Interpret A Gear Inspection Report
 How To Read and Interpret A Gear Inspection Report AGMA Webinar Copyrighted 2016 William M. McVea, Ph.D., P.E. President and Principal Engineer KBE +, Inc. AGMA Webinar: How To Read and Interpret A Gear
How To Read and Interpret A Gear Inspection Report AGMA Webinar Copyrighted 2016 William M. McVea, Ph.D., P.E. President and Principal Engineer KBE +, Inc. AGMA Webinar: How To Read and Interpret A Gear
CORDIPAR. Universal Length Measuring Instruments. From our range. KORDT GmbH & Co. KG Preyerstraße D Eschweiler / GERMANY
 From our range External Thread Measuring Gauges from 2-996 nominal diameter Internal Thread Measuring Gauges from - 1026 nominal diameter Thread Depth Gauges to check thread depth of bores Thread Setting
From our range External Thread Measuring Gauges from 2-996 nominal diameter Internal Thread Measuring Gauges from - 1026 nominal diameter Thread Depth Gauges to check thread depth of bores Thread Setting
Physikalisch Technische Bundesanstalt
 EURAMET Intercomparison: Involute Gear Artifacts 1 Physikalisch Technische Bundesanstalt EURAMET Intercomparison Involute Gear Artifacts Technical Protocol Rev 3 EURAMET Intercomparison: Involute Gear
EURAMET Intercomparison: Involute Gear Artifacts 1 Physikalisch Technische Bundesanstalt EURAMET Intercomparison Involute Gear Artifacts Technical Protocol Rev 3 EURAMET Intercomparison: Involute Gear
Twist Control Grinding (TCG)
") technical Twist Control Grinding (TCG) Walter Graf This paper introduces the latest process developments for the hard-finishing of gears, specifically in regard to controlling the so-called flank twist.
technical Twist Control Grinding (TCG) Walter Graf This paper introduces the latest process developments for the hard-finishing of gears, specifically in regard to controlling the so-called flank twist.
bcprecision Devices, Inc. HYDRAULIC ARBORS AND CHUCKS
 UNEQUALED WORK HOLDING ACCURACY for: grinding; balancing; inspection; boring; facing; reaming; drilling; turning; shaving; hobbing and honing b SQUARENESS r CONCENTRICITY f PARALLELISM e ROUNDNESS v ALIGNMENT
UNEQUALED WORK HOLDING ACCURACY for: grinding; balancing; inspection; boring; facing; reaming; drilling; turning; shaving; hobbing and honing b SQUARENESS r CONCENTRICITY f PARALLELISM e ROUNDNESS v ALIGNMENT
E. GUnter. Different Quality Criteria. 2 Accuracy of the Gear Body
 MAAG by E. GUnter Different Quality Criteria 2 Accuracy of the Gear Body 3 Measurement of Gear Teeth 3.1 Inspection of Pitch 3.1.1 Measurement of Single pitch Deviation fpt 3.1.2 Measurement of Base pitch
MAAG by E. GUnter Different Quality Criteria 2 Accuracy of the Gear Body 3 Measurement of Gear Teeth 3.1 Inspection of Pitch 3.1.1 Measurement of Single pitch Deviation fpt 3.1.2 Measurement of Base pitch
Optical Measurement P-1
 Optical Measurement P-1 FAST ROUND PART INSPECTION The whole TESA-Scan product line belongs to the range of dedicated non-contact opto-electronic measuring centres that provide Users with a complete solution
Optical Measurement P-1 FAST ROUND PART INSPECTION The whole TESA-Scan product line belongs to the range of dedicated non-contact opto-electronic measuring centres that provide Users with a complete solution
More Info at Open Access Database by S. Dutta and T. Schmidt
 More Info at Open Access Database www.ndt.net/?id=17657 New concept for higher Robot position accuracy during thermography measurement to be implemented with the existing prototype automated thermography
More Info at Open Access Database www.ndt.net/?id=17657 New concept for higher Robot position accuracy during thermography measurement to be implemented with the existing prototype automated thermography
Part 1: Code of inspection practice. Measurement of cylindrical gear tooth flanks
 TECHNICAL REPORT ISO/TR 10064-1 Second edition 2017-07 Code of inspection practice Part 1: Measurement of cylindrical gear tooth flanks Code pratique de réception Partie 1: Mesure des flancs dentaires
TECHNICAL REPORT ISO/TR 10064-1 Second edition 2017-07 Code of inspection practice Part 1: Measurement of cylindrical gear tooth flanks Code pratique de réception Partie 1: Mesure des flancs dentaires
Geometric Boundaries
 Geometric Boundaries Interpretation and Application of Geometric Dimensioning and Tolerancing (Using the Customary Inch System) Based on ASME Y14.5M-1994 Written and Illustrated by Kelly L. Bramble Published
Geometric Boundaries Interpretation and Application of Geometric Dimensioning and Tolerancing (Using the Customary Inch System) Based on ASME Y14.5M-1994 Written and Illustrated by Kelly L. Bramble Published
KAPP NILES Callenberger Str Coburg Phone: Fax: Internet:
 Innovations for high productivity generating grinding In comparison to the visionary Industry 4.0 - or the Fourth Industrial Revolution, the machine tool industry can appear rather down-to-earth. But even
Innovations for high productivity generating grinding In comparison to the visionary Industry 4.0 - or the Fourth Industrial Revolution, the machine tool industry can appear rather down-to-earth. But even
The author. 1 st Edition 2008 Self-published by Frenco GmbH
 The author Graduate Engineer (Dipl. Ing., FH) Rudolf Och was born in Bamberg, Germany in 1951. After graduating in mechanical engineering he founded FRENCO GmbH in Nuremberg, Germany in 1978. In the beginning,
The author Graduate Engineer (Dipl. Ing., FH) Rudolf Och was born in Bamberg, Germany in 1951. After graduating in mechanical engineering he founded FRENCO GmbH in Nuremberg, Germany in 1978. In the beginning,
125 years of innovation. Cylindricity. Global Excellence in Metrology
 125 years of innovation Cylindricity Cylindricity Contents Introduction Instrument Requirements Reference Cylinders Cylindricity Parameters Measurement Techniques & Methods Measurement Errors & Effects
125 years of innovation Cylindricity Cylindricity Contents Introduction Instrument Requirements Reference Cylinders Cylindricity Parameters Measurement Techniques & Methods Measurement Errors & Effects
Measuring Automaton for Joint Housing Plunging Joint
 Measuring Automaton for Joint Housing Plunging Joint measuring automaton for 100% check and classification measurement of diameters, lengths, location tolerances (concentricities), pitches Ø classifying
Measuring Automaton for Joint Housing Plunging Joint measuring automaton for 100% check and classification measurement of diameters, lengths, location tolerances (concentricities), pitches Ø classifying
KRONOS S. Key data. Precision for small workpieces. A member of the UNITED GRINDING Group
 A member of the UNITED GRINDING Group Precision for small workpieces Key data The offers maximum precision for small workpieces. This compact and versatile centerless grinding machine combines speed with
A member of the UNITED GRINDING Group Precision for small workpieces Key data The offers maximum precision for small workpieces. This compact and versatile centerless grinding machine combines speed with
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT V Machine Tools Milling cutters Classification of milling cutters according to their design HSS cutters: Many cutters like end mills, slitting cutters, slab cutters, angular
MANUFACTURING TECHNOLOGY UNIT V Machine Tools Milling cutters Classification of milling cutters according to their design HSS cutters: Many cutters like end mills, slitting cutters, slab cutters, angular
Technology II. Manufacturing methods
 Technology II Manufacturing methods Gears Machining GEAR TYPES Cylindrical gears: - spur - helical Bevel gears: - straight - curved (spiral) Worm wheels and worms 2 Involute tooth profile 3 Spur and helical
Technology II Manufacturing methods Gears Machining GEAR TYPES Cylindrical gears: - spur - helical Bevel gears: - straight - curved (spiral) Worm wheels and worms 2 Involute tooth profile 3 Spur and helical
Geometric Boundaries II
 Geometric Boundaries II Interpretation and Application of Geometric Dimensioning and Tolerancing (Using the Inch and Metric Units) Based on ASME Y14.5-2009 (R2004) Written and Illustrated by Kelly L. Bramble
Geometric Boundaries II Interpretation and Application of Geometric Dimensioning and Tolerancing (Using the Inch and Metric Units) Based on ASME Y14.5-2009 (R2004) Written and Illustrated by Kelly L. Bramble
TECHNICAL DRAWING HIGHER LEVEL PAPER II(A) ENGINEERING APPLICATIONS
 ENGINEERING APPLICATIONS") M. 84 AN ROINN OIDEACHAIS AGUS EOLAÍOCHTA LEAVING CERTIFICATE EXAMINATION, 2001 TECHNICAL DRAWING HIGHER LEVEL PAPER II(A) ENGINEERING APPLICATIONS Friday, 15 June, Afternoon 2.00 5.00 p.m. 200 Marks INSTRUCTIONS
M. 84 AN ROINN OIDEACHAIS AGUS EOLAÍOCHTA LEAVING CERTIFICATE EXAMINATION, 2001 TECHNICAL DRAWING HIGHER LEVEL PAPER II(A) ENGINEERING APPLICATIONS Friday, 15 June, Afternoon 2.00 5.00 p.m. 200 Marks INSTRUCTIONS
ISO INTERNATIONAL STANDARD. Gears Cylindrical involute gears and gear pairs Concepts and geometry
 INTERNATIONAL STANDARD ISO 21771 First edition 2007-09-01 Gears Cylindrical involute gears and gear pairs Concepts and geometry Engrenages Roues et engrenages cylindriques à développante Concepts et géométrie
INTERNATIONAL STANDARD ISO 21771 First edition 2007-09-01 Gears Cylindrical involute gears and gear pairs Concepts and geometry Engrenages Roues et engrenages cylindriques à développante Concepts et géométrie
Program Pin Measurement for External Involute Worms Introduction
 Program 60-1443 Pin Measurement for External Involute Worms Introduction This model calculates the measurement over pins for an involute helicoid worm. Measurement over pins is used extensively in the
Program 60-1443 Pin Measurement for External Involute Worms Introduction This model calculates the measurement over pins for an involute helicoid worm. Measurement over pins is used extensively in the
Broaches The basic characteristic
 Broaches The basic characteristic Broaches handle mass production with high accuracy and high efficiency. It is very important to point out that complex shapes can be steadily produced without requiring
Broaches The basic characteristic Broaches handle mass production with high accuracy and high efficiency. It is very important to point out that complex shapes can be steadily produced without requiring
Tooling concepts Gear milling.
 Tooling concepts Gear milling Complete gear-cutting solutions optimized for your needs About ninety percent of all gear wheel manufacturing involves metal cutting. Your main opportunities for rationalizing
Tooling concepts Gear milling Complete gear-cutting solutions optimized for your needs About ninety percent of all gear wheel manufacturing involves metal cutting. Your main opportunities for rationalizing
Straight Bevel Gears on Phoenix Machines Using Coniflex Tools
 Straight Bevel Gears on Phoenix Machines Using Coniflex Tools Dr. Hermann J. Stadtfeld Vice President Bevel Gear Technology January 2007 The Gleason Works 1000 University Avenue P.O. Box 22970 Rochester,
Straight Bevel Gears on Phoenix Machines Using Coniflex Tools Dr. Hermann J. Stadtfeld Vice President Bevel Gear Technology January 2007 The Gleason Works 1000 University Avenue P.O. Box 22970 Rochester,
ScienceDirect. The evaluation of form deviations during teeth manufacturing of gear rings
 Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 96 (214 ) 44 49 Modelling of Mechanical and Mechatronic Systems MMaMS 214 The evaluation of form deviations during teeth manufacturing
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 96 (214 ) 44 49 Modelling of Mechanical and Mechatronic Systems MMaMS 214 The evaluation of form deviations during teeth manufacturing
Axial Forming. From Expanding...
 Axial Forming.. 1 From Expanding... Axial Forming Hydraulic forming is an axial forming method for tubes and bars. The forming process is executed by means of a die. When forming a tube, a mandrel can
Axial Forming.. 1 From Expanding... Axial Forming Hydraulic forming is an axial forming method for tubes and bars. The forming process is executed by means of a die. When forming a tube, a mandrel can
Gear Shaping Machines. P 800 S to P 3200 S and P 800 ES to P 1200/1600 ES K E E P I N G T H E W O R L D I N M O T I O N TM
 Gear Shaping Machines P 800 S to P 3200 S and P 800 ES to P 1200/1600 ES K E E P I N G T H E W O R L D I N M O T I O N TM machine concept New-generation Shaping Machines for large gears: fast, flexible,
Gear Shaping Machines P 800 S to P 3200 S and P 800 ES to P 1200/1600 ES K E E P I N G T H E W O R L D I N M O T I O N TM machine concept New-generation Shaping Machines for large gears: fast, flexible,
Key data. Precision for small workpieces. A member of the United Grinding Group
 A member of the United Grinding Group Precision for small workpieces Key data The offers maximum precision for small workpieces. This compact and versatile centerless grinding machine combines speed with
A member of the United Grinding Group Precision for small workpieces Key data The offers maximum precision for small workpieces. This compact and versatile centerless grinding machine combines speed with
Copyright 2017 by Turbomachinery Laboratory, Texas A&M Engineering Experiment Station
 HIGH FREQUENCY VIBRATIONS ON GEARS 46 TH TURBOMACHINERY & 33 RD PUMP SYMPOSIA Dietmar Sterns Head of Engineering, High Speed Gears RENK Aktiengesellschaft Augsburg, Germany Dr. Michael Elbs Manager of
HIGH FREQUENCY VIBRATIONS ON GEARS 46 TH TURBOMACHINERY & 33 RD PUMP SYMPOSIA Dietmar Sterns Head of Engineering, High Speed Gears RENK Aktiengesellschaft Augsburg, Germany Dr. Michael Elbs Manager of
MAA& ZURICH GEAR-CUTTING, -GRINDING AND -MEASURING METHODS. E. GUENTER Chief of Research and Deve lopment Gear Machine Tools
 MAA& ZURICH GEAR-CUTTING, -GRINDING AND -MEASURING METHODS By E. GUENTER Chief of Research and Deve lopment Gear Machine Tools 1. G EAR CUTTIN G Medium and l arge gear wheels as applied in turbo-gearboxes,
MAA& ZURICH GEAR-CUTTING, -GRINDING AND -MEASURING METHODS By E. GUENTER Chief of Research and Deve lopment Gear Machine Tools 1. G EAR CUTTIN G Medium and l arge gear wheels as applied in turbo-gearboxes,
RESHARPENING & INSPECTION
 755 E. Debra Lane, Anaheim, CA 92805 (714) 780-0730 (714) 780-0735 Fax Technical Support Page Case for Resharpening: When the product finish becomes worse, the cutting edge must get dulled, chips become
755 E. Debra Lane, Anaheim, CA 92805 (714) 780-0730 (714) 780-0735 Fax Technical Support Page Case for Resharpening: When the product finish becomes worse, the cutting edge must get dulled, chips become
QC YK7340. Horizontal CNC Form Gear Grinding Machine
 1 QC YK7340 Horizontal CNC Form Gear Grinding Machine The Model #YK7340A CNC Profile (Form) Wheel Gear Grinding Machine is used for grinding precise, special cylindrical gears with an outside diameter
1 QC YK7340 Horizontal CNC Form Gear Grinding Machine The Model #YK7340A CNC Profile (Form) Wheel Gear Grinding Machine is used for grinding precise, special cylindrical gears with an outside diameter
Product Information. AK ERM 2xx0 TTR ERM 2x00 Modular Angle Encoders with Magnetic Scanning and Mechanical Fault Exclusion
 Product Information AK ERM 2xx0 TTR ERM 2x00 Modular Angle Encoders with Magnetic Scanning and Mechanical Fault Exclusion February 2017 ERM 2200 series Consisting of AK ERM 2280 and TTR ERM 2200 or TTR
Product Information AK ERM 2xx0 TTR ERM 2x00 Modular Angle Encoders with Magnetic Scanning and Mechanical Fault Exclusion February 2017 ERM 2200 series Consisting of AK ERM 2280 and TTR ERM 2200 or TTR
ShaftGrind S. Key data. Compact and extremely versatile. A member of the UNITED GRINDING Group
 A member of the UNITED GRINDING Group Compact and extremely versatile Key data The allows you to grind shaft-type workpieces with a length of up to 650 mm. This small, versatile grinding machine guarantees
A member of the UNITED GRINDING Group Compact and extremely versatile Key data The allows you to grind shaft-type workpieces with a length of up to 650 mm. This small, versatile grinding machine guarantees
INDUSTRY SOLUTIONS GEARS. Clamping solutions»gearing up for Precision«
 INDUSTRY SOLUTIONS GEARS Clamping solutions»gearing up for Precision«www.hainbuch.com POWER YOU TRUST RELIABILITY YOU NEED The gear industry s go-to source for gear workholding The grinding and gear cutting
INDUSTRY SOLUTIONS GEARS Clamping solutions»gearing up for Precision«www.hainbuch.com POWER YOU TRUST RELIABILITY YOU NEED The gear industry s go-to source for gear workholding The grinding and gear cutting
Ramesh H. Aralaguppi 1, T. Subramanian 2
 Study of Spindle Rotational Accuracies versus Bore Accuracies on Machined Test Pieces on a CNC Machining Center Ramesh H. Aralaguppi 1, T. Subramanian 2 Abstract Metal Cutting Machine tools are built to
Study of Spindle Rotational Accuracies versus Bore Accuracies on Machined Test Pieces on a CNC Machining Center Ramesh H. Aralaguppi 1, T. Subramanian 2 Abstract Metal Cutting Machine tools are built to
AUTOMATION ACCESSORIES
 RG SERIES AUTOMATION ACCESSORIES The Vision System Faster than contact probes, the ultra-highspeed vision system gives integrated, closed loop control of the machine using the image from the camera. The
RG SERIES AUTOMATION ACCESSORIES The Vision System Faster than contact probes, the ultra-highspeed vision system gives integrated, closed loop control of the machine using the image from the camera. The
ISO 1101 Geometrical product specifications (GPS) Geometrical tolerancing Tolerances of form, orientation, location and run-out
 Geometrical tolerancing Tolerances of form, orientation, location and run-out") INTERNATIONAL STANDARD ISO 1101 Third edition 2012-04-15 Geometrical product specifications (GPS) Geometrical tolerancing Tolerances of form, orientation, location and run-out Spécification géométrique
INTERNATIONAL STANDARD ISO 1101 Third edition 2012-04-15 Geometrical product specifications (GPS) Geometrical tolerancing Tolerances of form, orientation, location and run-out Spécification géométrique
Milling and turning with SINUMERIK:
 Milling and turning with SINUMERIK: CNC solutions for the shopfloor SINUMERIK Answers for industry. Simple to set up... Contents Shopfloor solutions for CNC machines with SINUMERIK Milling with the SINUMERIK
Milling and turning with SINUMERIK: CNC solutions for the shopfloor SINUMERIK Answers for industry. Simple to set up... Contents Shopfloor solutions for CNC machines with SINUMERIK Milling with the SINUMERIK
LENORD. +BAUER... automates motion. GEL 2444K PG Configurable rotational speed and position sensor with operating hours counter
 GEL 2444K PG Configurable rotational speed and position sensor with operating hours counter LENORD +BAUER... automates motion. Technical information Version 2015-03 General The measuring system comprises
GEL 2444K PG Configurable rotational speed and position sensor with operating hours counter LENORD +BAUER... automates motion. Technical information Version 2015-03 General The measuring system comprises
Assembly of Machine Parts
 Machine Drawing Assembly of Machine Parts Temporary Permanent Fastening Keying Fitting Welding Riveting Interference fit Machine drawing is the indispensable communicating medium employed in industries,
Machine Drawing Assembly of Machine Parts Temporary Permanent Fastening Keying Fitting Welding Riveting Interference fit Machine drawing is the indispensable communicating medium employed in industries,
Contents. Notes on the use of this publication
 Contents Preface xxiii Scope Notes on the use of this publication xxv xxvi 1 Layout of drawings 1 1.1 General 1 1.2 Drawing sheets 1 1.3 Title block 2 1.4 Borders and frames 2 1.5 Drawing formats 2 1.6
Contents Preface xxiii Scope Notes on the use of this publication xxv xxvi 1 Layout of drawings 1 1.1 General 1 1.2 Drawing sheets 1 1.3 Title block 2 1.4 Borders and frames 2 1.5 Drawing formats 2 1.6
Analysis of ripple on noisy gears
 Analysis of ripple on noisy gears This Paper was presented at the AGMA Fall Technical Meeting 2012 in Dearborn, USA Author: Prof. Dr.-Ing. Günther Gravel Institute for Production Engineering Hamburg University
Analysis of ripple on noisy gears This Paper was presented at the AGMA Fall Technical Meeting 2012 in Dearborn, USA Author: Prof. Dr.-Ing. Günther Gravel Institute for Production Engineering Hamburg University
Methodology for Selection of Cutting Tool and Machining Data for High Speed Flank Milling
 Methodology for Selection of Cutting Tool and Machining Data for High Speed Flank Milling Knut Sorby Dept. of Production and Quality Engineering Norwegian University of Science and Technology N-7491 Trondheim,
Methodology for Selection of Cutting Tool and Machining Data for High Speed Flank Milling Knut Sorby Dept. of Production and Quality Engineering Norwegian University of Science and Technology N-7491 Trondheim,
Representation of features Geometric tolerances. Prof Ahmed Kovacevic
 ME 1110 Engineering Practice 1 Engineering Drawing and Design - Lecture 6 Representation of features Geometric tolerances Prof Ahmed Kovacevic School of Engineering and Mathematical Sciences Room C130,
ME 1110 Engineering Practice 1 Engineering Drawing and Design - Lecture 6 Representation of features Geometric tolerances Prof Ahmed Kovacevic School of Engineering and Mathematical Sciences Room C130,
Automotive Fasteners for Automotive Industry
 Automotive Fasteners for Automotive Industry PEINER Umformtechnik GmbH Woltorfer Straße 20-24 D-31224 Peine Phone + 49 (0) 5171 545-0 Fax + 49 (0) 5171 545-180 e- mail sales@peiner-ut.com Internet www.peiner-ut.com
Automotive Fasteners for Automotive Industry PEINER Umformtechnik GmbH Woltorfer Straße 20-24 D-31224 Peine Phone + 49 (0) 5171 545-0 Fax + 49 (0) 5171 545-180 e- mail sales@peiner-ut.com Internet www.peiner-ut.com
Gear hobbing and MAAG gear cutting: a comparison of effici"ency and quality. A. Rust
 Gear hobbing and MAAG gear cutting: a comparison of effici"ency and quality A. Rust Gear hobbing or MAAG cutting? The choice betwen :the two processes is governed on the one hand by requiements arising
Gear hobbing and MAAG gear cutting: a comparison of effici"ency and quality A. Rust Gear hobbing or MAAG cutting? The choice betwen :the two processes is governed on the one hand by requiements arising
Gear milling solutions handbook
 Gear milling solutions handbook Table of content Milling gears with Sandvik Coromant...3 Engineered solutions...4 Machining methods...5 Global support... 6 7 Solution overview...8 9 InvoMilling : Cutting
Gear milling solutions handbook Table of content Milling gears with Sandvik Coromant...3 Engineered solutions...4 Machining methods...5 Global support... 6 7 Solution overview...8 9 InvoMilling : Cutting
Houghton International INTRODUCES TECHNOLOGY FOR AUTOMOTIVE MACHINING AND GRINDING
 Houghton International INTRODUCES TECHNOLOGY FOR AUTOMOTIVE MACHINING AND GRINDING Houghton International has developed a new versatile soluble oil metal removal fluid for the manufacture of automotive
Houghton International INTRODUCES TECHNOLOGY FOR AUTOMOTIVE MACHINING AND GRINDING Houghton International has developed a new versatile soluble oil metal removal fluid for the manufacture of automotive
Screw Gears S N 1-13 R. Table of Contents. Catalog Number of KHK Stock Gears. Screw Gears. (Example) Hand of Helix (R) No. of teeth (13) Module (1)
 Hand of Helix (R) No. of teeth (13) Module (1)") Table of Contents Special Characteristics, Points of Caution in Selecting and Using... page 78 S Steel... page 80 SU Stainless Steel... page 84 A Aluminum-Bronze... page 86 P Plastic... page 88 umber of
Table of Contents Special Characteristics, Points of Caution in Selecting and Using... page 78 S Steel... page 80 SU Stainless Steel... page 84 A Aluminum-Bronze... page 86 P Plastic... page 88 umber of
CamGrind L. Key data. Superproductive and perfect for batch production. A member of the United Grinding Group
 A member of the United Grinding Group Superproductive and perfect for batch production Key data The as a single-slide or two-slide machine allows you to machine shaft-type components with a length of up
A member of the United Grinding Group Superproductive and perfect for batch production Key data The as a single-slide or two-slide machine allows you to machine shaft-type components with a length of up
NOISE REDUCTION IN SCREW COMPRESSORS BY THE CONTROL OF ROTOR TRANSMISSION ERROR
 C145, Page 1 NOISE REDUCTION IN SCREW COMPRESSORS BY THE CONTROL OF ROTOR TRANSMISSION ERROR Dr. CHRISTOPHER S. HOLMES HOLROYD, Research & Development Department Rochdale, Lancashire, United Kingdom Email:
C145, Page 1 NOISE REDUCTION IN SCREW COMPRESSORS BY THE CONTROL OF ROTOR TRANSMISSION ERROR Dr. CHRISTOPHER S. HOLMES HOLROYD, Research & Development Department Rochdale, Lancashire, United Kingdom Email:
A study of accuracy of finished test piece on multi-tasking machine tool
 A study of accuracy of finished test piece on multi-tasking machine tool M. Saito 1, Y. Ihara 1, K. Shimojima 2 1 Osaka Institute of Technology, Japan 2 Okinawa National College of Technology, Japan yukitoshi.ihara@oit.ac.jp
A study of accuracy of finished test piece on multi-tasking machine tool M. Saito 1, Y. Ihara 1, K. Shimojima 2 1 Osaka Institute of Technology, Japan 2 Okinawa National College of Technology, Japan yukitoshi.ihara@oit.ac.jp
INSTRUCTIONS FOR USE A1 & A2 KNURLING TOOLS
 INSTRUCTIONS FOR USE A1 & A2 KNURLING TOOLS Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. A1-Tools... 5 2.1 Technical Data... 5 2.2 Overview: Main Components...
INSTRUCTIONS FOR USE A1 & A2 KNURLING TOOLS Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. A1-Tools... 5 2.1 Technical Data... 5 2.2 Overview: Main Components...
OERLIKON C 50. Bevel Gear Technology Cutting Machines
 OERLIKON C 50 Bevel Gear Technology Cutting Machines a leader in Bevel Gear TechnoloGy Flexible solutions for discerning users All around the world, manufacturers of toothed gears and gear units ensure
OERLIKON C 50 Bevel Gear Technology Cutting Machines a leader in Bevel Gear TechnoloGy Flexible solutions for discerning users All around the world, manufacturers of toothed gears and gear units ensure
no mm no Dividers with scriber 150 mm NEW Square wedge-shaped knife edges on the length side
 Summer Promotion valid until 30.06.2013 all quoted prices are incl. VAT for deliveries to EU countries to customers with valid VAT-no. and for deliveries in non EU member countries the VAT is not applicable
Summer Promotion valid until 30.06.2013 all quoted prices are incl. VAT for deliveries to EU countries to customers with valid VAT-no. and for deliveries in non EU member countries the VAT is not applicable
INSTRUCTIONS FOR USE B2 FORM KNURLING TOOL
 INSTRUCTIONS FOR USE B2 FORM KNURLING TOOL Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. B2 Tools... 6 2.1 Technical Data... 6 2.2 Overview: Main components... 7
INSTRUCTIONS FOR USE B2 FORM KNURLING TOOL Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. B2 Tools... 6 2.1 Technical Data... 6 2.2 Overview: Main components... 7
ASME Y14.5M-1994 GD&T Certification Preparation Examination
 ASME Y14.5M-1994 GD&T Certification Preparation Examination Directions: On the response sheet on the last page, fill in the circle of the letter which best completes the following statements. Do not write
ASME Y14.5M-1994 GD&T Certification Preparation Examination Directions: On the response sheet on the last page, fill in the circle of the letter which best completes the following statements. Do not write
Lecture 18. Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing
 Planing") Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Gear Technology and Automation Systems
 Gear Technology and Automation Systems Gear hobbing machines For machining workpieces with a pitch diameter of max. 16 metres, Liebherr offers a choice of gear hobbing machines with individual concepts
Gear Technology and Automation Systems Gear hobbing machines For machining workpieces with a pitch diameter of max. 16 metres, Liebherr offers a choice of gear hobbing machines with individual concepts
FOREWORD. Technical product documentation using ISO GPS - ASME GD&T standards
 Technical product documentation using ISO GPS - ASME GD&T standards FOREWORD Designers create perfect and ideal geometries through drawings or by means of Computer Aided Design systems, but unfortunately
Technical product documentation using ISO GPS - ASME GD&T standards FOREWORD Designers create perfect and ideal geometries through drawings or by means of Computer Aided Design systems, but unfortunately
To help understand the 3D annotations, the book includes a complete tutorial on SOLIDWORKS MBD
 To help understand the 3D annotations, the book includes a complete tutorial on SOLIDWORKS MBD Technical product documentation using ISO GPS - ASME GD&T standards FOREWORD Designers create perfect and
To help understand the 3D annotations, the book includes a complete tutorial on SOLIDWORKS MBD Technical product documentation using ISO GPS - ASME GD&T standards FOREWORD Designers create perfect and
GEOMETRIC DIMENSIONING AND TOLERANCING (GD&T)
") GEOMETRIC DIMENSIONING AND TOLERANCING (GD&T) Based on ASME Y14.5M-1994 Standard Duration : 4 days Time : 9:00am 5:00pm Methodology : Instructor led Presentation, exercises and discussion Target : Individuals
GEOMETRIC DIMENSIONING AND TOLERANCING (GD&T) Based on ASME Y14.5M-1994 Standard Duration : 4 days Time : 9:00am 5:00pm Methodology : Instructor led Presentation, exercises and discussion Target : Individuals
AC : TEACHING APPLIED MEASURING METHODS USING GD&T
 AC 2008-903: TEACHING APPLIED MEASURING METHODS USING GD&T Ramesh Narang, Indiana University-Purdue University-Fort Wayne RAMESH V. NARANG is an Associate Professor of Industrial Engineering Technology
AC 2008-903: TEACHING APPLIED MEASURING METHODS USING GD&T Ramesh Narang, Indiana University-Purdue University-Fort Wayne RAMESH V. NARANG is an Associate Professor of Industrial Engineering Technology
INDEX. Datum feature symbol, 21
 INDEX Actual Mating Envelope, 11 Actual Minimum Material Envelope, 11 All Around, 149 ALL OVER, 157, 158,363 Allowed vs. actual deviations from true position, 82 Angularity, 136 axis, 140 line elements,
INDEX Actual Mating Envelope, 11 Actual Minimum Material Envelope, 11 All Around, 149 ALL OVER, 157, 158,363 Allowed vs. actual deviations from true position, 82 Angularity, 136 axis, 140 line elements,
Geometric Dimensioning and Tolerancing
 Geometric Dimensioning and Tolerancing (Known as GDT) What is GDT Helps ensure interchangeability of parts. Use is dictated by function and relationship of the part feature. It does not take the place
Geometric Dimensioning and Tolerancing (Known as GDT) What is GDT Helps ensure interchangeability of parts. Use is dictated by function and relationship of the part feature. It does not take the place
Fig. N 1 The indexing error between two consecutive flutes: (this must be measured half way up the tooth) as indicated in figure N 2.
 as indicated in figure N 2.") Hob resharpening The accuracy of the hobbing process to a large extent on good hob resharpening and the performance of hob is very much affected by the type of resharpening carried out. If a hob is resharpened
Hob resharpening The accuracy of the hobbing process to a large extent on good hob resharpening and the performance of hob is very much affected by the type of resharpening carried out. If a hob is resharpened
Engineering Metrology and Instrumentation
 Engineering Metrology and Instrumentation Machine-Tool Slideway Figure 35.1 Cross-section of a machine-tool slideway. The width, depth. Angles, and other dimensions all must be produced and measured accurately
Engineering Metrology and Instrumentation Machine-Tool Slideway Figure 35.1 Cross-section of a machine-tool slideway. The width, depth. Angles, and other dimensions all must be produced and measured accurately
Schedule of Accreditation issued by United Kingdom Accreditation Service 2 Pine Trees, Chertsey Lane, Staines-upon-Thames, TW18 3HR, UK
 2 Pine Trees, Chertsey Lane, Staines-upon-Thames, TW18 3HR, UK Southern Calibration oratories Limited Issue No: 038 Issue date: 26 January 2018 Unit 7 Solent Industrial Estate Hedge End Southampton SO30
2 Pine Trees, Chertsey Lane, Staines-upon-Thames, TW18 3HR, UK Southern Calibration oratories Limited Issue No: 038 Issue date: 26 January 2018 Unit 7 Solent Industrial Estate Hedge End Southampton SO30
Study of Vee Plate Manufacturing Method for Indexing Table
 Study of Vee Plate Manufacturing Method for Indexing Table Yeon Taek OH Department of Robot System Engineering, Tongmyong University 428 Sinseon-ro, Nam-gu, Busan, Korea yeonoh@tu.ac.kr Abstract The indexing
Study of Vee Plate Manufacturing Method for Indexing Table Yeon Taek OH Department of Robot System Engineering, Tongmyong University 428 Sinseon-ro, Nam-gu, Busan, Korea yeonoh@tu.ac.kr Abstract The indexing
Key data. Flexibility for medium-sized workpieces. A member of the United Grinding Group
 A member of the United Grinding Group Flexibility for medium-sized workpieces Key data The combines precision and highest productivity in a single machine. Its modular design allows the centerless grinding
A member of the United Grinding Group Flexibility for medium-sized workpieces Key data The combines precision and highest productivity in a single machine. Its modular design allows the centerless grinding
TESA TOP QUALITY. Sales Programme
 TESA TOP QUALITY Sales Programme FAST ROUND PART INSPECTION The whole TESA-Scan product line belongs to the range of dedicated non-contact opto-electronic measuring centres that provide Users with a complete
TESA TOP QUALITY Sales Programme FAST ROUND PART INSPECTION The whole TESA-Scan product line belongs to the range of dedicated non-contact opto-electronic measuring centres that provide Users with a complete
Vision Measuring Systems. KOMEG opti-fix PRE The modular clamping system for vision measuring systems
 Vision Measuring Systems KOMEG opti-fix PRE 983040 The modular clamping system for vision measuring systems KOMEG: Noticeably More Experience. Measurably Better Results. KOMEG OPTI-FIX Substantiated experience,
Vision Measuring Systems KOMEG opti-fix PRE 983040 The modular clamping system for vision measuring systems KOMEG: Noticeably More Experience. Measurably Better Results. KOMEG OPTI-FIX Substantiated experience,
ME 114 Engineering Drawing II
 ME 114 Engineering Drawing II FITS, TOLERANCES and SURFACE QUALITY MARKS Mechanical Engineering University of Gaziantep Dr. A. Tolga Bozdana Assistant Professor Tolerancing Tolerances are used to control
ME 114 Engineering Drawing II FITS, TOLERANCES and SURFACE QUALITY MARKS Mechanical Engineering University of Gaziantep Dr. A. Tolga Bozdana Assistant Professor Tolerancing Tolerances are used to control
Optimum control of the grinding process thanks to reliable in-process measurement. SHARING EXCELLENCE
 Movoline In-Process Metrology Optimum control of the grinding process thanks to reliable in-process measurement. SHARING EXCELLENCE Industrial Metrology Your partner for measuring solutions We deliver
Movoline In-Process Metrology Optimum control of the grinding process thanks to reliable in-process measurement. SHARING EXCELLENCE Industrial Metrology Your partner for measuring solutions We deliver
Tool and Die Maker Level 2
 Level 2 B2 Read and Interpret Drawings II Duration: 32 hours 32 hours 0 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary to read and interpret
Level 2 B2 Read and Interpret Drawings II Duration: 32 hours 32 hours 0 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary to read and interpret
Schedule of Accreditation issued by United Kingdom Accreditation Service 2 Pine Trees, Chertsey Lane, Staines-upon-Thames, TW18 3HR, UK
 Unit 3, Watt House Innovation Centre Pensnett Estate Kingswinford West Midlands DY6 7YD Contact: Mr A P Walker Tel: +44 (0)1384 401132 Fax: +44 (0)1384 400754 E-Mail: mail@quasartronics.com Website: www.quasartronics.com
Unit 3, Watt House Innovation Centre Pensnett Estate Kingswinford West Midlands DY6 7YD Contact: Mr A P Walker Tel: +44 (0)1384 401132 Fax: +44 (0)1384 400754 E-Mail: mail@quasartronics.com Website: www.quasartronics.com
Metrology and instrumentation Indian Institute of Technology
 Metrology and instrumentation Indian Institute of Technology SOURCE: S. KALPAKJIAN BOOK SLIDE-WAY CROSS-SECTION Cross-section of a machine tool slide-way. The width, depth, angles, and other dimensions
Metrology and instrumentation Indian Institute of Technology SOURCE: S. KALPAKJIAN BOOK SLIDE-WAY CROSS-SECTION Cross-section of a machine tool slide-way. The width, depth, angles, and other dimensions
Special reamers. Figure N 1 Reamer with descending cutting edges in carbide (Cerin)
") Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces