Axial Forming. From Expanding...
|
|
|
- Imogen James
- 5 years ago
- Views:
Transcription

1 Axial Forming.. 1



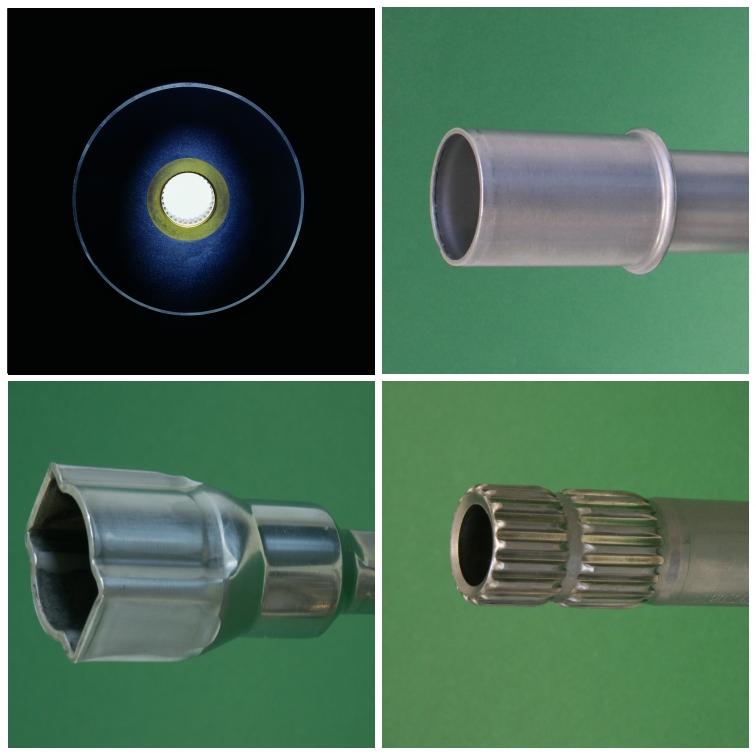
2 From Expanding... Axial Forming Hydraulic forming is an axial forming method for tubes and bars. The forming process is executed by means of a die. When forming a tube, a mandrel can be used additionally. With this method it is also possible to expand tubular workpieces. Principle: The workpiece is clamped in a hydraulically actuated multi segment chuck. The main working cylinder pushes a tungsten carbide die, carried in a reinforcement retainer over or onto the workpiece. In case of a tubular workpiece a separate cylinder moves a mandrel inside the tube. This can be done before, during or after the movement of the forming die. With this method, both the outer and the inner diameter can be processed. The stroke of the forming cylinders determines the forming length, whereas the die and mandrel determine the formed shape. Also non-symmetric or excentric shapes can be formed Forming cylinder (movement of cylinder) 2 Mandrel 3 Chuck cylinder (movement of the chuck) 4 Die 5 Workpiece Tolerances: The lubrication between the die and the workpiece is done with a forming oil. It is usually sprayed onto the workpiece by a minimum quantity lubrication system. There is no need for a special surface coating of the workpiece for carrying the lubrication. The stroke and the speed of the cylinders are controlled by a progammable controller and can be adjusted. Achievable tolerances are in the range of ISO-class IT6 to IT8. Precise splines and serrations can be manufactured with a tolerance of below +-0,02 for the over pin diameter. 2



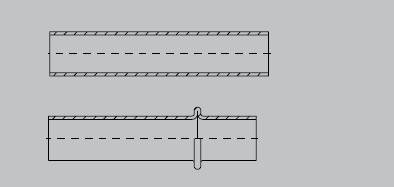
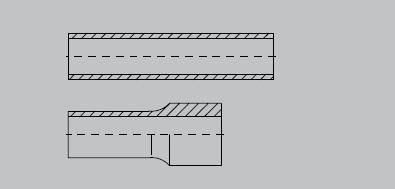



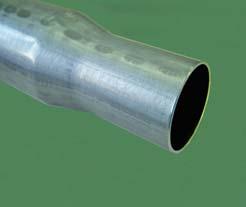
3 ... To splining Example of shapes that can be manufactured: Expanding Reducing Profile forming Splining Flanging Upsetting 3

4 Impulses... Pulsation Forming = Extended Limits Axial forming machines from HMP are well proven and in use for many years for the forming of tubes and bars, particularly also for the manufacturing of High precision splines and serrations. Reinforced dies made out of tungsten carbide are pushed axially onto prefabricated blanks and then pulled back. The complimentary profile of the tool is thereby produced on the workpiece. This relatively well known process was developped by HMP to the present level of technology by means of carefully designed and assembled precise machines, continuously improved manufacturing engineering and tribology, and especially through modern tooling know how and manufacturing methods. Pulsation forming does the forming sequentially in small steps instead of working with a continuous forming speed. This innovation permits: Reduced forming force Possibility to form also thin wall tubes Conventional Forming: Pulsation Forming: F o r c e F o r c e Time Time 4



 - Block teeth or missing teeth possible - Low tooling costs - Cold")

5 ... For better Splines Impulses for better splines Increasing demands for the precision of male and female splines demonstrate the limitations of traditional processes like rolling, rackrolling, broaching and hobbing. Economy, reliability and simple operation are also good reasons for hydraulic forming. Field of application and advantages: - Male splines and other outer profiles - Female splines and other inner profiles - Serrations or splines according to DIN or SAE - Inner splines can be formed also in blind holes - Tolerances according to class 5 (DIN 3962), or better - Die can be adjusted in over pin diameter (+-0,02mm) - Block teeth or missing teeth possible - Low tooling costs - Cold formed workpiece - Uniform residual stress - Very small pitch errors - Splines with helix-angles are possible - Short cycle times (typically about 12 sec.) - Excellent surface quality - Low distortion in case of heat treatment process - Good straightness and concentricity - High tool lifetime 5








6 Workpieces Further application examples: 6






7 Machine examples: Machines Modular machine concept: Hydraulic forming machines from HMP are characterized by the well proven modular design. Single station cells as well as multi station linear transfer lines are offered. The machines have high uptime, high output and are very flexible. Changeover and operation is very easy. Our machinery program: Axial force: up to 4000 kn Workpiece diameter: up to 200 mm Forming stroke: up to 1000 mm Forming speed: up to 50 mm/s Installed power: up to 180 kw HMP offers a die changing system as an option. Several forming steps can be performed in one workpiece clamping. Fully automatic forming machine with a cycle time of 5 seconds 7

 after 200")
 is located directly")

 Airport take highway A5")

8 Your way to us By car: Take highway A8, exit Pforzheim West/Zentrum, exit No. 43, turn right at the first traffic light, turn next left (not into the parking lot) after 200 meters, and then again next left. Visitor parking (Besucher) is located directly in front of the building. By plane: The nearest airport is Stuttgart, from there take highway A8 to Pforzheim. From Frankfurt (Main) Airport take highway A5 (direction Basel), at junction Karlsruhe change to highway A8 to Pforzheim. By train: Pforzheim main station, from there approximately 10 minutes by taxi. 8
Lecture 18. Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing
 Planing") Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Jaw chuck B-Top3 STANDARD CHUCKS. 215 Variant. Jaw chuck B-Top3. Technical data. Size. B-Top3
 STANDARD CHUCKS. Technical data A AJ DH AI AT AW T BQ AS Size 215 ariant B-Top3 Concentricity [mm] Max. clamping force [kn] Max. axial drawtube force [kn] RPM n max. [1/min.] Stroke per jaw [mm] Ø Capacity
STANDARD CHUCKS. Technical data A AJ DH AI AT AW T BQ AS Size 215 ariant B-Top3 Concentricity [mm] Max. clamping force [kn] Max. axial drawtube force [kn] RPM n max. [1/min.] Stroke per jaw [mm] Ø Capacity
Drawing. Fig. 1 Drawing
 Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
PATENT EP COMPENSATING CHUCKS OVEKA & KA
 PATENT EP1 190 815 COMPENSATING CHUCKS OVEKA & KA COMPENSATING CHUCKS For centric cylindrical, orbital pin or form grinding of complex shaft-type components, the workpiece is generally ground between centers.
PATENT EP1 190 815 COMPENSATING CHUCKS OVEKA & KA COMPENSATING CHUCKS For centric cylindrical, orbital pin or form grinding of complex shaft-type components, the workpiece is generally ground between centers.
NEW DUPLEX CLAMPING SYSTEM. Combined internal and external clamping in one clamping tool
 NEW DUPLEX CLAMPING SYSTEM Combined internal and external clamping in one clamping tool DUPLEX CLAMPING SYSTEM The new DUPLEX clamping system combines mandrel and collet chuck in a single clamping tool,
NEW DUPLEX CLAMPING SYSTEM Combined internal and external clamping in one clamping tool DUPLEX CLAMPING SYSTEM The new DUPLEX clamping system combines mandrel and collet chuck in a single clamping tool,
Overview Grinding Applications
 GRINDING 14E Overview Grinding Applications SRG Workpieces High precision grinding Steady Rests Grinding diameter Ø 20-85 mm Camshafts Crankshafts Shafts Chapter 1 Fine adjustment of the grinding center
GRINDING 14E Overview Grinding Applications SRG Workpieces High precision grinding Steady Rests Grinding diameter Ø 20-85 mm Camshafts Crankshafts Shafts Chapter 1 Fine adjustment of the grinding center
Unit IV Drawing of rods, wires and tubes
 Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
NEW HIGH-PRECISION TOOL GRIND CHUCK TGC P O
 NEW HIGH-PRECISION TOOL GRIND CHUCK TGC P O HIGH-PRECISION TOOL GRIND CHUCK TGC P O Increase your productivity and lower your costs! Whenever high-performance tools are manufactured, there is a need for
NEW HIGH-PRECISION TOOL GRIND CHUCK TGC P O HIGH-PRECISION TOOL GRIND CHUCK TGC P O Increase your productivity and lower your costs! Whenever high-performance tools are manufactured, there is a need for
Clamping bolts Eccentrical cams clamping units
 2.3 Shaft Clamping bolts Eccentrical cams clamping units 2.9 2.8 2.7 2.6 2.5 2.4 2.3 2.2 2.1 2.3 Clamping bolts, Eccentrical cams, Shaft clamping units Page 641 2.3 Clamping bolts, Eccentrical cams, Shaft
2.3 Shaft Clamping bolts Eccentrical cams clamping units 2.9 2.8 2.7 2.6 2.5 2.4 2.3 2.2 2.1 2.3 Clamping bolts, Eccentrical cams, Shaft clamping units Page 641 2.3 Clamping bolts, Eccentrical cams, Shaft
PATENT EP Compensating Chuck Retractable OVEKAV / OVARZV
 PATENT EP1 190 815 Compensating Chuck Retractable OVEKAV / OVARZV COMPENSATING CHUCK - RETRACTABLE The OVEKAV / OVARZV retractable compensating chucks made by SwissChuck are unique! These chucking systems
PATENT EP1 190 815 Compensating Chuck Retractable OVEKAV / OVARZV COMPENSATING CHUCK - RETRACTABLE The OVEKAV / OVARZV retractable compensating chucks made by SwissChuck are unique! These chucking systems
MFG 316 Chapter 4 //Workholding Principles
 Workholding Principles All devices that grip, hold, chuck, or retain a workpiece in order to perform a manufacturing operation. Force=hydraulic, pneumatic, electrical, mechanical Force multiplication by
Workholding Principles All devices that grip, hold, chuck, or retain a workpiece in order to perform a manufacturing operation. Force=hydraulic, pneumatic, electrical, mechanical Force multiplication by
Wire and pipe drawing
 Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
Assembly instructions
 Assembly instructions Important notes on VOSS assembly instructions In order to ensure maximum performance and functional reliability of VOSS products, the respective assembly instructions, operating conditions
Assembly instructions Important notes on VOSS assembly instructions In order to ensure maximum performance and functional reliability of VOSS products, the respective assembly instructions, operating conditions
Excellent Clamping. Mechanical Clamping Devices
 Excellent Clamping Mechanical Clamping Devices Precise Mechanical Clamping Devices for All Requirements Experience in clamping technology For decades, König-mtm has been one of the leading manufacturers
Excellent Clamping Mechanical Clamping Devices Precise Mechanical Clamping Devices for All Requirements Experience in clamping technology For decades, König-mtm has been one of the leading manufacturers
The Ensat self-tapping threaded insert...
 The nsat self-tapping threaded insert... nsat is a self-tapping threaded insert with external and internal thread, cutting slots or cutting bores. A continuous process of further development has brought
The nsat self-tapping threaded insert... nsat is a self-tapping threaded insert with external and internal thread, cutting slots or cutting bores. A continuous process of further development has brought
Wire Drawing 7.1 Introduction: stock size
 Wire Drawing 7.1 Introduction: In drawing, the cross section of a long rod or wire is reduced or changed by pulling (hence the term drawing) it through a die called a draw die (Fig. 7.1). Thus, the difference
Wire Drawing 7.1 Introduction: In drawing, the cross section of a long rod or wire is reduced or changed by pulling (hence the term drawing) it through a die called a draw die (Fig. 7.1). Thus, the difference
Excellent Clamping. Mechanical Clamping Devices
 Excellent Clamping Mechanical Clamping Devices Precise Mechanical Clamping Devices for All Requirements Experience in clamping technology For decades, König-mtm has been a leading manufacturer of state-of-the
Excellent Clamping Mechanical Clamping Devices Precise Mechanical Clamping Devices for All Requirements Experience in clamping technology For decades, König-mtm has been a leading manufacturer of state-of-the
CLAMPING TECHNOLOGY Individual special clamping tools
 CLAMPING TECHNOLOGY Individual special clamping tools 1 QUALITY SINCE 1958 Know-how, the highest quality and first class engineering. We see ourselves as a system supplier and offer our customers a full
CLAMPING TECHNOLOGY Individual special clamping tools 1 QUALITY SINCE 1958 Know-how, the highest quality and first class engineering. We see ourselves as a system supplier and offer our customers a full
Influence of the gear geometry and the machine on the power-skiving cutter design
 PWS Präzisionswerkzeuge GmbH: Influence of the gear geometry and the machine on the power-skiving cutter design Author: Dr. Rainer Albert Fig. 1 As a method known for more than 100 years, power-skiving
PWS Präzisionswerkzeuge GmbH: Influence of the gear geometry and the machine on the power-skiving cutter design Author: Dr. Rainer Albert Fig. 1 As a method known for more than 100 years, power-skiving
Excellent Clamping. Mechanical Clamping Devices
 Excellent Clamping Mechanical Clamping Devices Precise Mechanical Clamping Devices for All Requirements Experience in clamping technology For decades, König-mtm has been one of the leading manufacturers
Excellent Clamping Mechanical Clamping Devices Precise Mechanical Clamping Devices for All Requirements Experience in clamping technology For decades, König-mtm has been one of the leading manufacturers
Type A - Clamping force axially applied to the clamping edge. Extending and simultaneous lowering/clamping
 Wedge clamp, double-acting, type A for dies with straight clamping edge Type A - Clamping force axially applied to the clamping edge Application: safe clamping of dies with straight clamping edge for clamping
Wedge clamp, double-acting, type A for dies with straight clamping edge Type A - Clamping force axially applied to the clamping edge Application: safe clamping of dies with straight clamping edge for clamping
Application Tooling Specification Sheet
 Modular Crimp Head Order No. 63811-5970 FEATURES Application Tooling Specification Sheet TYPE 4A Hand Crimp Tool Order No. 63811-5900 % A full cycle ratcheting hand tool ensures complete crimps % Ergonomically
Modular Crimp Head Order No. 63811-5970 FEATURES Application Tooling Specification Sheet TYPE 4A Hand Crimp Tool Order No. 63811-5900 % A full cycle ratcheting hand tool ensures complete crimps % Ergonomically
Complete O.D. Machining in One Operation
 MFDODM209 Complete O.D. Machining in One Operation Including: Hydra-Drive For Extreme Accuracy CREATING INNOVATIONS IN FACE DRIVING TECHNOLOGY www.facedrivers.com Complete O.D. Machining in one Operation
MFDODM209 Complete O.D. Machining in One Operation Including: Hydra-Drive For Extreme Accuracy CREATING INNOVATIONS IN FACE DRIVING TECHNOLOGY www.facedrivers.com Complete O.D. Machining in one Operation
OIL AND GAS. Clamping technology for crude oil and natural gas industries
 OIL AND GAS Clamping technology for crude oil and natural gas industries CRUDE OIL AND NATURAL GAS - THE ENERGY OF TODAY RÖHM is the specialist for clamping technology with a wide product range, unrivaled
OIL AND GAS Clamping technology for crude oil and natural gas industries CRUDE OIL AND NATURAL GAS - THE ENERGY OF TODAY RÖHM is the specialist for clamping technology with a wide product range, unrivaled
Efficient workholding. Collet Chucks Mandrels Collets
 TM Efficient workholding ollet hucks Mandrels ollets Index ollet huck Index of Klamp Products ollet hucks Q & Series Page 3 Quick hange ollet hucks QRL Series Page 4-7 Short Series ollet hucks RS Series
TM Efficient workholding ollet hucks Mandrels ollets Index ollet huck Index of Klamp Products ollet hucks Q & Series Page 3 Quick hange ollet hucks QRL Series Page 4-7 Short Series ollet hucks RS Series
Example workpieces: - Gearbox casing. Example format: - Diameter 800 mm
 RADIAL CHUCKS SAV 260.99-RSF 3 + 3 JAW CHUCKS - 3 + 3 jaw chuck with two independently actuated clamping circles - Easily adaptable from centred to balanced operation - Jaw stroke 15 mm (Stroke per jaw)
RADIAL CHUCKS SAV 260.99-RSF 3 + 3 JAW CHUCKS - 3 + 3 jaw chuck with two independently actuated clamping circles - Easily adaptable from centred to balanced operation - Jaw stroke 15 mm (Stroke per jaw)
Assembly instructions
 Assembly instructions Important notes on VOSS assembly instructions In order to ensure maximum performance and functional reliability of VOSS products, the respective assembly instructions, operating conditions
Assembly instructions Important notes on VOSS assembly instructions In order to ensure maximum performance and functional reliability of VOSS products, the respective assembly instructions, operating conditions
Chapter 25. Other Machining Processes. Materials Processing. MET Manufacturing Processes. Shaping Planing Broaching Sawing Filing
 MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
CUTTER BLOCKS. Knives HSS & Carbide Tipped
 C CUTTER BLOCKS Knives HSS & Carbide Tipped 185 UNIVERSAL TOOLHEAD High tensile steel body toolhead with 2 teeth Supplied with 12, 24 or 36 sets of solid HSS knives Custom profiled knives available on
C CUTTER BLOCKS Knives HSS & Carbide Tipped 185 UNIVERSAL TOOLHEAD High tensile steel body toolhead with 2 teeth Supplied with 12, 24 or 36 sets of solid HSS knives Custom profiled knives available on
CNC EXPANDING MANDRELS
 CNC EXPANDING MANDRELS ID CLAMPING OFFERS FULL OD PART ACCESS PARALLEL EXPANSION FOR OPTIMUM ACCURACY AND GRIP FORCE LARGE RANGE IN STOCK FOR IMMEDIATE SHIPMENT ROYAL CNC EXPANDING MANDRELS Rigid and Accurate
CNC EXPANDING MANDRELS ID CLAMPING OFFERS FULL OD PART ACCESS PARALLEL EXPANSION FOR OPTIMUM ACCURACY AND GRIP FORCE LARGE RANGE IN STOCK FOR IMMEDIATE SHIPMENT ROYAL CNC EXPANDING MANDRELS Rigid and Accurate
High Precision Diaphragm Chucks
 Precision Workholding Technology High Precision Diaphragm Chucks Unique Diaphragm Chuck Design MicroCentric Improving the quality and efficiency of secondary machining operations.... through high workpiece
Precision Workholding Technology High Precision Diaphragm Chucks Unique Diaphragm Chuck Design MicroCentric Improving the quality and efficiency of secondary machining operations.... through high workpiece
SEMMME3-012 Setting gear cutting machines for production
 Overview This unit identifies the competences you need to prepare and set up gear cutting machines, such as gear hobbing, gear shaping, gear shaving, gear planning and bevel gear cutting machines, in accordance
Overview This unit identifies the competences you need to prepare and set up gear cutting machines, such as gear hobbing, gear shaping, gear shaving, gear planning and bevel gear cutting machines, in accordance
THE RIGHT LIVE CENTRE FOR EVERY APPLICATION. For small and large centres For cramped work area For lower-lying centres For large boreholes
 THE RIGHT LIVE CENTRE FOR EVERY For small and large centres For cramped work area For lower-lying centres For large boreholes 2006 LIVE CENTRES The requirement for high cutting capacities and high working
THE RIGHT LIVE CENTRE FOR EVERY For small and large centres For cramped work area For lower-lying centres For large boreholes 2006 LIVE CENTRES The requirement for high cutting capacities and high working
Setting gear cutting machines for production
 Unit 312 Setting gear cutting machines for production UAN: Level: 3 Credit value: 91 GLH: 210 Relationship to NOS: Assessment requirements specified by a sector or regulatory body: Aim: D/600/5395 This
Unit 312 Setting gear cutting machines for production UAN: Level: 3 Credit value: 91 GLH: 210 Relationship to NOS: Assessment requirements specified by a sector or regulatory body: Aim: D/600/5395 This
Late Spiders - Forming Bubble Flares on Brake Lines
 Late Spiders - Forming Bubble Flares on Brake Lines Brake lines on 30 year old cars often require replacement. In addition to the inevitable corrosion, the connections are damaged during multiple replacements
Late Spiders - Forming Bubble Flares on Brake Lines Brake lines on 30 year old cars often require replacement. In addition to the inevitable corrosion, the connections are damaged during multiple replacements
INSTRUCTIONS FOR USE B2 FORM KNURLING TOOL
 INSTRUCTIONS FOR USE B2 FORM KNURLING TOOL Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. B2 Tools... 6 2.1 Technical Data... 6 2.2 Overview: Main components... 7
INSTRUCTIONS FOR USE B2 FORM KNURLING TOOL Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. B2 Tools... 6 2.1 Technical Data... 6 2.2 Overview: Main components... 7
bcprecision Devices, Inc. HYDRAULIC ARBORS AND CHUCKS
 UNEQUALED WORK HOLDING ACCURACY for: grinding; balancing; inspection; boring; facing; reaming; drilling; turning; shaving; hobbing and honing b SQUARENESS r CONCENTRICITY f PARALLELISM e ROUNDNESS v ALIGNMENT
UNEQUALED WORK HOLDING ACCURACY for: grinding; balancing; inspection; boring; facing; reaming; drilling; turning; shaving; hobbing and honing b SQUARENESS r CONCENTRICITY f PARALLELISM e ROUNDNESS v ALIGNMENT
Metal Working Processes
 Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES
 ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
Technical Manual. ETP-CLASSIC incl type R. Content
 Technical Manual ETP-CLASSIC incl type R Content Technical parts description...2 Mounting/dismantling tips...4 Design suggestions...7 Tolerances...13 Central bolt...15 Torsional stiffness...16 Screw pitch
Technical Manual ETP-CLASSIC incl type R Content Technical parts description...2 Mounting/dismantling tips...4 Design suggestions...7 Tolerances...13 Central bolt...15 Torsional stiffness...16 Screw pitch
Trade of Toolmaking. Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 2: Blanking Tool (Unguided) Phase 2. Published by
 Phase 2. Published by") Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 2: Blanking Tool (Unguided) Phase 2 Published by SOLAS 2014 Unit 2 1 Table of Contents Document Release History... 3 Unit Objective...
Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 2: Blanking Tool (Unguided) Phase 2 Published by SOLAS 2014 Unit 2 1 Table of Contents Document Release History... 3 Unit Objective...
The Author. 1 st Edition 2008 Self-published by Frenco GmbH
 The Author Graduate Engineer (Dipl. Ing., FH) Rudolf Och was born in Bamberg, Germany in 1951. After graduating in mechanical engineering he founded FRENCO GmbH in Nuremberg, Germany in 1978. In the beginning,
The Author Graduate Engineer (Dipl. Ing., FH) Rudolf Och was born in Bamberg, Germany in 1951. After graduating in mechanical engineering he founded FRENCO GmbH in Nuremberg, Germany in 1978. In the beginning,
Item #28187 EASTWOOD BEAD ROLLER INSTRUCTIONS
 Item #28187 EASTWOOD BEAD ROLLER INSTRUCTIONS The Eastwood Bead Roller is a professional metal fabrication tool for producing strengthening ribs in panels used in creating replacement fl oor pans, fi rewalls,
Item #28187 EASTWOOD BEAD ROLLER INSTRUCTIONS The Eastwood Bead Roller is a professional metal fabrication tool for producing strengthening ribs in panels used in creating replacement fl oor pans, fi rewalls,
HEICO FASTENING SYSTEMS. Simple Fast Reliable HEICO-TEC TENSION NUT
 HEICO FASTENING SYSTEMS Simple Fast Reliable HEICO-TEC TENSION NUT WWW.HEICO-TEC.COM HEICO-TEC TENSION NUT SIMPLE FAST RELIABLE For a secure joint with a HEICO-TEC tension nut, no electric, hydraulic,
HEICO FASTENING SYSTEMS Simple Fast Reliable HEICO-TEC TENSION NUT WWW.HEICO-TEC.COM HEICO-TEC TENSION NUT SIMPLE FAST RELIABLE For a secure joint with a HEICO-TEC tension nut, no electric, hydraulic,
e-cylinder Saves energy and cash ENERGY EFFICIENCY
 e-cylinder Saves energy and cash ENERGY EFFICIENCY Calculation example for energy and time saving ENERGY EFFICIENCY Sample calculation for energy savings with an electrical cylinder: Energy consumption
e-cylinder Saves energy and cash ENERGY EFFICIENCY Calculation example for energy and time saving ENERGY EFFICIENCY Sample calculation for energy savings with an electrical cylinder: Energy consumption
Tools for Clamping between Centers process oriented for turning, hard turning, grinding and milling
 www.neidlein.de Tools for Clamping between Centers process oriented for turning, hard turning, grinding and milling Process oriented clamping solutions with maximum torque transmission and supreme accuracy
www.neidlein.de Tools for Clamping between Centers process oriented for turning, hard turning, grinding and milling Process oriented clamping solutions with maximum torque transmission and supreme accuracy
Machining Processes Used to Produce Various Shapes. Dr. Mohammad Abuhaiba
 Machining Processes Used to Produce Various Shapes 1 Homework Assignment Due Wensday 28/4/2010 1. Show that the distance lc in slab milling is approximately equal to for situations where D>>d. (see Figure
Machining Processes Used to Produce Various Shapes 1 Homework Assignment Due Wensday 28/4/2010 1. Show that the distance lc in slab milling is approximately equal to for situations where D>>d. (see Figure
Chapter 24. Machining Processes Used to Produce Various Shapes: Milling, Broaching, Sawing, and Filing; Gear Manufacturing
 Chapter 24 Machining Processes Used to Produce Various Shapes: Milling, Broaching, Sawing, and Filing; Gear Manufacturing Parts Made with Machining Processes of Chapter 24 Figure 24.1 Typical parts and
Chapter 24 Machining Processes Used to Produce Various Shapes: Milling, Broaching, Sawing, and Filing; Gear Manufacturing Parts Made with Machining Processes of Chapter 24 Figure 24.1 Typical parts and
LIVE CENTRES FACE DRIVERS
 LIVE CENTRES FACE DRIVERS 2017 NEW RÖHM eshop First B2B eshop of the clamping technology industry Buy RÖHM products online 24/7 Order as a guest customer without registration Intuitive search and filter
LIVE CENTRES FACE DRIVERS 2017 NEW RÖHM eshop First B2B eshop of the clamping technology industry Buy RÖHM products online 24/7 Order as a guest customer without registration Intuitive search and filter
INNOVATION QUALITY DELIVERY. Deep Hole Drilling
 INNOVATION QUALITY DELIVERY Deep Hole Drilling High technology deep hole drilling Victor Hydraulics has traditionally been known for the design, manufacture and delivery of high quality hydraulic cylinders
INNOVATION QUALITY DELIVERY Deep Hole Drilling High technology deep hole drilling Victor Hydraulics has traditionally been known for the design, manufacture and delivery of high quality hydraulic cylinders
techniques data file: #107 MAKING MANUAL HONING EASIER WITH WORKHOLDERS
 SUNNEN H NING techniques data file: #107 MAKING MANUAL HONING EASIER WITH WORKHOLDERS SUNNEN PRODUCTS CO. 7910 MANCHESTER ROAD ST. LOUIS, MO 63143 U.S.A. PHONE: 314-781-2100 NOTES 2 USING WORKHOLDERS WITH
SUNNEN H NING techniques data file: #107 MAKING MANUAL HONING EASIER WITH WORKHOLDERS SUNNEN PRODUCTS CO. 7910 MANCHESTER ROAD ST. LOUIS, MO 63143 U.S.A. PHONE: 314-781-2100 NOTES 2 USING WORKHOLDERS WITH
HC Hydraulic Expansion Chucks
 Technical Information HC Hydraulic Expansion Chucks design, function, effect, and application features, handling, and action application instructions precision tool length setting torques accessories sealed
Technical Information HC Hydraulic Expansion Chucks design, function, effect, and application features, handling, and action application instructions precision tool length setting torques accessories sealed
Catalog 2017/2018. ROENTGEN Over 100 years experience in quality improvement you can t beat it!
 Catalog 2017/2018 ROENTGEN Over 100 years experience in quality improvement you can t beat it! WWW.ROENTGEN-USA.COM CONTENTS THE COMPANY OVER 100 YEARS EXPERIENCE 04 TECHNIQUE TOOTH PITCHES 06 SET PATTERNS
Catalog 2017/2018 ROENTGEN Over 100 years experience in quality improvement you can t beat it! WWW.ROENTGEN-USA.COM CONTENTS THE COMPANY OVER 100 YEARS EXPERIENCE 04 TECHNIQUE TOOTH PITCHES 06 SET PATTERNS
LIVE CENTRES FACE DRIVERS
 LIVE CENTRES FACE DRIVERS 2015/2016 We work for customers who have a weakness for our strengths. Companies intent on making a difference are obliged to develop constantly as well as deploy their strengths
LIVE CENTRES FACE DRIVERS 2015/2016 We work for customers who have a weakness for our strengths. Companies intent on making a difference are obliged to develop constantly as well as deploy their strengths
Face Drivers with appropriate changable parts and accessories
 8 NEIDLEIN-SPANNZEUGE GmbH www.neidlein.de 9 Face Drivers with appropriate changable parts and accessories FSB FFB FSP FFBR FDNC FOR TURNING AND HARD TURNING WITH DRIVE PINS Face Drivers FSB / SB 10 Face
8 NEIDLEIN-SPANNZEUGE GmbH www.neidlein.de 9 Face Drivers with appropriate changable parts and accessories FSB FFB FSP FFBR FDNC FOR TURNING AND HARD TURNING WITH DRIVE PINS Face Drivers FSB / SB 10 Face
ROENTGEN Over 100 years experience in quality improvement you can t beat it!
 Catalog 2015/2016 ROENTGEN Over 100 years experience in quality improvement you can t beat it! WWW.ROENTGEN-SAW.COM CONTENTS THE COMPANY OVER 100 YEARS EXPERIENCE 04 TECHNIQUE TOOTH PITCHES 06 SET PATTERNS
Catalog 2015/2016 ROENTGEN Over 100 years experience in quality improvement you can t beat it! WWW.ROENTGEN-SAW.COM CONTENTS THE COMPANY OVER 100 YEARS EXPERIENCE 04 TECHNIQUE TOOTH PITCHES 06 SET PATTERNS
FUNDAMENTAL MANUFACTURING PROCESSES. Sheet Metal Stamping Dies & Processes-SD
 FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
Air precision chucks APC
 Air precision chucks APC MicroCentric GmbH Berblingerstr. 16 71254 Ditzingen / Germany Tel.: +49 (0)7156 17819-0 Fax: +49 (0)7156 17819-20 E-Mail: info@microcentric.de www.microcentric.de Products in this
Air precision chucks APC MicroCentric GmbH Berblingerstr. 16 71254 Ditzingen / Germany Tel.: +49 (0)7156 17819-0 Fax: +49 (0)7156 17819-20 E-Mail: info@microcentric.de www.microcentric.de Products in this
Metals can be bought from suppliers in standardized forms and sizes, such as round,
 1.4 METAL CUTTING BAND SAWS: Metals can be bought from suppliers in standardized forms and sizes, such as round, rectangular or square bar stock or in the form of large sheets (plates). Bar stock normally
1.4 METAL CUTTING BAND SAWS: Metals can be bought from suppliers in standardized forms and sizes, such as round, rectangular or square bar stock or in the form of large sheets (plates). Bar stock normally
Assembly and Adjusting Instructions for Modules 6x6 and 4x4 Alignment Adapter
 Translated version of the instructions Version: 11/2017 SAP no.: 400151427 Assembly and Adjusting Instructions for Modules 6x6 and 4x4 Alignment Adapter The document was prepared by Gühring KG. All rights
Translated version of the instructions Version: 11/2017 SAP no.: 400151427 Assembly and Adjusting Instructions for Modules 6x6 and 4x4 Alignment Adapter The document was prepared by Gühring KG. All rights
HSS Specialists. Special design high speed steel drills for special machining tasks
 HSS Specialists Special design high speed steel drills for special machining tasks Guhring s HSS Guhring has been a specialist in drilling tools for more than a century. This not only applies to the broad
HSS Specialists Special design high speed steel drills for special machining tasks Guhring s HSS Guhring has been a specialist in drilling tools for more than a century. This not only applies to the broad
Solid Carbide Thread Milling Cutters
 Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
Other Machining Operations
 Other Machining Operations Chapter 25 25.1 Introduction This chapter covers: Shaping Planing Broaching Sawing Filing 25.2 Introduction to Shaping and Planing Shaping and Planing among the oldest techniques
Other Machining Operations Chapter 25 25.1 Introduction This chapter covers: Shaping Planing Broaching Sawing Filing 25.2 Introduction to Shaping and Planing Shaping and Planing among the oldest techniques
Cutting with broach. You can find here some notices about broaching operation. Fig.N 1
 Cutting with broach You can find here some notices about broaching operation. Fig.N 1 Amount of cut per tooth This parameter depends on many characteristic of broaching operation like: Material of the
Cutting with broach You can find here some notices about broaching operation. Fig.N 1 Amount of cut per tooth This parameter depends on many characteristic of broaching operation like: Material of the
HPN E The solution to determine the measurement uncertainty
 HPN E 04 2013 The solution to determine the measurement uncertainty General Information Artefacts should be geometrically similar to the test pieces. (= identity condition) IC Artefacts A new approach
HPN E 04 2013 The solution to determine the measurement uncertainty General Information Artefacts should be geometrically similar to the test pieces. (= identity condition) IC Artefacts A new approach
Maintenance Information
 16575177 Edition 1 June 2006 Electric Angle Wrench QE8 Series Maintenance Information Save These Instructions General Instructions: Refer to Suggested Tools Parts List for quick reference to the tools
16575177 Edition 1 June 2006 Electric Angle Wrench QE8 Series Maintenance Information Save These Instructions General Instructions: Refer to Suggested Tools Parts List for quick reference to the tools
Bending. the bend radius is measured to the inner surface of the bent part
 Bending the bend radius is measured to the inner surface of the bent part there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral
Bending the bend radius is measured to the inner surface of the bent part there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Precision Chucks for Improved Accuracy and Increased Productivity
 Precision Workholding Technology Precision Chucks for Improved Accuracy and Increased Productivity Precision Air Chucks (Self Contained Design) MicroCentric Precision Air Chucks feature a patented open
Precision Workholding Technology Precision Chucks for Improved Accuracy and Increased Productivity Precision Air Chucks (Self Contained Design) MicroCentric Precision Air Chucks feature a patented open
IRONWORKERS MSIW50S MSIW66S MSIW60D MSIW71D MSIW93D
 IRONWORKERS MSIW50S MSIW66S MSIW60D MSIW71D MSIW93D MSIW126D MSIW126DX MSIW192DX MSIW126D R SINGLE AND DUAL CYLINDER MACHINES 50-192 TON CAPACITY 5 STATIONS HEAVY DUTY CONSTRUCTION COMPLETELY INTEGRATED
IRONWORKERS MSIW50S MSIW66S MSIW60D MSIW71D MSIW93D MSIW126D MSIW126DX MSIW192DX MSIW126D R SINGLE AND DUAL CYLINDER MACHINES 50-192 TON CAPACITY 5 STATIONS HEAVY DUTY CONSTRUCTION COMPLETELY INTEGRATED
KZZT / KZZT-A / KZZT-AF
 Poweroperated pulling collet chucks KZZT / KZZT / KZZTF ompact design, highly suitable for bar work KZZT all sizes with cylindrical centre mount on request KZZT With a full through hole for bar work plus
Poweroperated pulling collet chucks KZZT / KZZT / KZZTF ompact design, highly suitable for bar work KZZT all sizes with cylindrical centre mount on request KZZT With a full through hole for bar work plus
Experimental and numerical investigation of tube sinking of rectangular tubes from round section
 International Journal of Engineering and Technology sciences (IJETS) ISSN 2289-4152 Academic Research Online Publisher Research Article Experimental and numerical investigation of tube sinking of rectangular
International Journal of Engineering and Technology sciences (IJETS) ISSN 2289-4152 Academic Research Online Publisher Research Article Experimental and numerical investigation of tube sinking of rectangular
Face Drivers FSP / FSPB
 4 Face Drivers FSP / FSPB NEIDLEIN-SPANNZEUGE GmbH Face Drivers FSP / FSPB with drive disk and movable center pin The entire surface of the workpiece can be tooled and finished by clamping with a maximum
4 Face Drivers FSP / FSPB NEIDLEIN-SPANNZEUGE GmbH Face Drivers FSP / FSPB with drive disk and movable center pin The entire surface of the workpiece can be tooled and finished by clamping with a maximum
HMZ Locknuts simple and reliable locking devices
 simple and reliable locking devices Technical Product Information A Member of the Schaeffler Group Application Characteristics Application The new HMZ locknuts are easy to handle, permitting accurate and
simple and reliable locking devices Technical Product Information A Member of the Schaeffler Group Application Characteristics Application The new HMZ locknuts are easy to handle, permitting accurate and
Fig. N 1 The indexing error between two consecutive flutes: (this must be measured half way up the tooth) as indicated in figure N 2.
 as indicated in figure N 2.") Hob resharpening The accuracy of the hobbing process to a large extent on good hob resharpening and the performance of hob is very much affected by the type of resharpening carried out. If a hob is resharpened
Hob resharpening The accuracy of the hobbing process to a large extent on good hob resharpening and the performance of hob is very much affected by the type of resharpening carried out. If a hob is resharpened
Design and Analysis of Press Tool Assembly
 Design and Analysis of Press Tool Assembly Raveendra M.Tech Student ABSTRACT Press working may be defined as a chip less manufacturing process by which various components are made from sheet metal. This
Design and Analysis of Press Tool Assembly Raveendra M.Tech Student ABSTRACT Press working may be defined as a chip less manufacturing process by which various components are made from sheet metal. This
Sunnen Honing Techniques
 ABOVE AND BEYOND HONING Sunnen Honing Techniques data file: #107 making manual honing easier with workholders www.sunnen.com NOTES 2 USING WORKHOLDERS WITH MANUALLY-STROKED HONING MACHINES Figure 1, Hydraulic
ABOVE AND BEYOND HONING Sunnen Honing Techniques data file: #107 making manual honing easier with workholders www.sunnen.com NOTES 2 USING WORKHOLDERS WITH MANUALLY-STROKED HONING MACHINES Figure 1, Hydraulic
Deburring tools GUHRING YOUR WORLD-WIDE PARTNER. EW 100 G Deburring fork EWR 500 Deburring reamer EW 100 S Deburring spiral. Chamfering milling cutter
 EW 100 G Deburring fork EWR 500 Deburring reamer EW 100 S Deburring spiral Chamfering milling cutter Front/back deburrer Ball nose deburrer EW Deburring reamer EWR 500 Deburring tools GURIG YOUR WORLD-WIDE
EW 100 G Deburring fork EWR 500 Deburring reamer EW 100 S Deburring spiral Chamfering milling cutter Front/back deburrer Ball nose deburrer EW Deburring reamer EWR 500 Deburring tools GURIG YOUR WORLD-WIDE
Operating Manual. for CUTTING, PERFORATING, BENDING SLB120
 Operating Manual for CUTTING, PERFORATING, BENDING SLB120 31040\B06eng 0896 0 Contents 1. Scope of delivery... 1 2. Technical specifications... 1 3. Applications... 1 4. Commissioning... 2 5. Cutting...
Operating Manual for CUTTING, PERFORATING, BENDING SLB120 31040\B06eng 0896 0 Contents 1. Scope of delivery... 1 2. Technical specifications... 1 3. Applications... 1 4. Commissioning... 2 5. Cutting...
WM en. Zero point clamping system system 3000
 Zero point clamping system system 3000 unique push-on very strong automatic monitoring flush mounted SPEEDY and spigot handling without interfering contour 50kN retention force suitable for automation
Zero point clamping system system 3000 unique push-on very strong automatic monitoring flush mounted SPEEDY and spigot handling without interfering contour 50kN retention force suitable for automation
Design and Analysis of Self Centering Steady Rest for Supercut-6 CNC Turning Machine Using CAD & FEA
 Design and Analysis of Self Centering Steady Rest for Supercut-6 CNC Turning Machine Using CAD & FEA 1 Satish G. Bahaley, 2 Rajendra L. Bharambe Prof. Ram Meghe Institute of Technology & Research, Badnera,
Design and Analysis of Self Centering Steady Rest for Supercut-6 CNC Turning Machine Using CAD & FEA 1 Satish G. Bahaley, 2 Rajendra L. Bharambe Prof. Ram Meghe Institute of Technology & Research, Badnera,
Tool School - Rotary Draw Bending Tooling. An Engineer s Guide to Bending Tubes
 Tool School - Rotary Draw Bending Tooling An Engineer s Guide to Bending Tubes Tube Form Solutions Tool School Rotary Draw Bending Tooling Tool School Agenda: Introduction To Rotary Draw Bending Engineering
Tool School - Rotary Draw Bending Tooling An Engineer s Guide to Bending Tubes Tube Form Solutions Tool School Rotary Draw Bending Tooling Tool School Agenda: Introduction To Rotary Draw Bending Engineering
Wire and tube Drawing
 Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS (essentially from sheet metal B21D)
") B21H MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS (essentially from sheet metal B21D) Methods and devices for forming metal objects by rolling operations which
B21H MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS (essentially from sheet metal B21D) Methods and devices for forming metal objects by rolling operations which
Dimensions of the machine spindle heads in accordance with DIN The latest issue of the DIN sheet is binding
 Info Dimensions of the machine spindle heads in accordance with DIN The latest issue of the DIN sheet is binding DIN 55026 from taper size 4 with driver. Spindle head Size C1 C2 D hole count outer olt
Info Dimensions of the machine spindle heads in accordance with DIN The latest issue of the DIN sheet is binding DIN 55026 from taper size 4 with driver. Spindle head Size C1 C2 D hole count outer olt
The Ensat self-tapping threaded
 The nsat self-tapping threaded insert nsat is a self-tapping threaded insert with external and internal threads,cutting slots or cutting bores. A continuous process of further development has brought about
The nsat self-tapping threaded insert nsat is a self-tapping threaded insert with external and internal threads,cutting slots or cutting bores. A continuous process of further development has brought about
STAMPING TECHNOLOGY - CLAMPING RAW PARTS
 simple. gripping. future. 5-Axis 66 Makro Grip Stamping Unit 72 Stamping Unit for the workbench 73 Stamping Unit on trolley 76 Stamping Unit Accessories 77 Stamping Jaws 78 Makro Grip 5-Axis-Vices 82 5-Axis
simple. gripping. future. 5-Axis 66 Makro Grip Stamping Unit 72 Stamping Unit for the workbench 73 Stamping Unit on trolley 76 Stamping Unit Accessories 77 Stamping Jaws 78 Makro Grip 5-Axis-Vices 82 5-Axis
Reaming and fine boring. EasyAdjust-System Simpler, faster, more cost-effective
 Reaming and fine boring EasyAdjust-System Simpler, faster, more cost-effective Never before it had been possible to adjust tools so fast and at such a precision. 2 MAPAL EasyAdjust-System Introduction
Reaming and fine boring EasyAdjust-System Simpler, faster, more cost-effective Never before it had been possible to adjust tools so fast and at such a precision. 2 MAPAL EasyAdjust-System Introduction
Technical features. Positive Taper Lock System for manual tool clamping. Technical features:
 clamping set Technical features The RÖHM- was specially designed for the positive taper lock clamping taking particulary into account the necessity of manual clamping. Technical features: strong design
clamping set Technical features The RÖHM- was specially designed for the positive taper lock clamping taking particulary into account the necessity of manual clamping. Technical features: strong design
Clamping devices 521
 Clamping devices 521 522 Product overview Clamping devices Adjustable straps K0001 Hook clamps K0012 Goose-neck straps with long slot K0002 Page 526 Hook Clamps with collar K0013 Page 535 Equipped clamps
Clamping devices 521 522 Product overview Clamping devices Adjustable straps K0001 Hook clamps K0012 Goose-neck straps with long slot K0002 Page 526 Hook Clamps with collar K0013 Page 535 Equipped clamps
SERVICE INSTRUCTIONS Model 9670 Lubricant Pump
 TM TM SERVICE INSTRUCTIONS Model 9670 Lubricant Pump 9670 DESCRIPTION Model 9670 Lubricant Pump is designed to pump light to heavy oils directly from the original container. This design features a 10:1
TM TM SERVICE INSTRUCTIONS Model 9670 Lubricant Pump 9670 DESCRIPTION Model 9670 Lubricant Pump is designed to pump light to heavy oils directly from the original container. This design features a 10:1
High Precision Air Chucks
 Precision Workholding Solutions High Precision Air Chucks www..com Improve productivity and lower the cost of secondary machining operations..... through high concentricity. Holding close concentricity
Precision Workholding Solutions High Precision Air Chucks www..com Improve productivity and lower the cost of secondary machining operations..... through high concentricity. Holding close concentricity
System Composition. Double Edge V Ring Slide V Ring Segments 26-31
 The HepcoMotion PRT2 system comprises of a comprehensive range of ring slides, ring segments, bearings and ancillary components which provide a versatile solution for most rotary and track system applications.
The HepcoMotion PRT2 system comprises of a comprehensive range of ring slides, ring segments, bearings and ancillary components which provide a versatile solution for most rotary and track system applications.
Ensat driving tools...
 nsat driving tools... On this page, you can configure the optimum tool for your application. A configuration is provided in the following as an illustrative example. The article number is composed of two
nsat driving tools... On this page, you can configure the optimum tool for your application. A configuration is provided in the following as an illustrative example. The article number is composed of two
Turning and Related Operations
 Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
HILMA Quick Tool Change for Forging Applications
 HILMA Quick Tool Change for Forging Applications Upper tool is seated in pocket of the master die set clamped with Hilma Wedge Clamps Lower tool is clamped with vertical clamping bars locked in place with
HILMA Quick Tool Change for Forging Applications Upper tool is seated in pocket of the master die set clamped with Hilma Wedge Clamps Lower tool is clamped with vertical clamping bars locked in place with
SRF. Deliverable : Single cell spinning parameter defined. V. Palmieri. Laboratori Nazionali di Legnaro INSTITUTO NAZIONALE DI FISICA NUCLEARE
 SRF Deliverable 3.1.4.3: Single cell spinning parameter defined V. Palmieri Laboratori Nazionali di Legnaro INSTITUTO NAZIONALE DI FISICA NUCLEARE Abstract Seamless cavities can be spun from either blanks
SRF Deliverable 3.1.4.3: Single cell spinning parameter defined V. Palmieri Laboratori Nazionali di Legnaro INSTITUTO NAZIONALE DI FISICA NUCLEARE Abstract Seamless cavities can be spun from either blanks
TAPTITE Fasteners. High Performance Thread Rolling Screws for Metals
 TAPTITE 2000 Fasteners High Performance Thread Rolling Screws for Metals TAPTITE 2000 thread forming technology joins two unique concepts and advances fastener performance to new levels. TAPTITE 2000 fasteners
TAPTITE 2000 Fasteners High Performance Thread Rolling Screws for Metals TAPTITE 2000 thread forming technology joins two unique concepts and advances fastener performance to new levels. TAPTITE 2000 fasteners
7. Securing elements. 7.2 Causes of preload force loss
 7. Securing elements 7.1 General To select the right securing element it is necessary to consider the screw assembly as a whole. In particular, the hardness of the materials that are to be braced and any
7. Securing elements 7.1 General To select the right securing element it is necessary to consider the screw assembly as a whole. In particular, the hardness of the materials that are to be braced and any
Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Lecture - 06 Swaging & Wire Drawing Very good morning
Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Lecture - 06 Swaging & Wire Drawing Very good morning