The idea - drilling without tool wear
|
|
|
- Caitlin Flynn
- 5 years ago
- Views:
Transcription




1

2 The idea - drilling without tool wear EB drilling process e/16 The first electron beam machine was a drilling machine which was used for drilling holes in the jewel bearings of watches. It was developed by the physicist Karl-Heinz Steigerwald at Carl Zeiss in the early "fifties". The machine utilized the high kinetic energy of accelerated electrons and the facility for focussing them to a high power density. It is this property that enables materials to be melted and vaporised. Use was also made of the advantage of deflecting the electron beam virtually inertia-free by simple means. At that time, single drill-holes were produced per workpiece. Today, the electron beam or EB drilling process is particularly economical when it comes to drilling many holes in one workpiece. Workpieces with tens of thousands or even millions of drill-holes are no exception. And drilling frequencies of up to 3000 drill-holes per second are no dream. Page 2
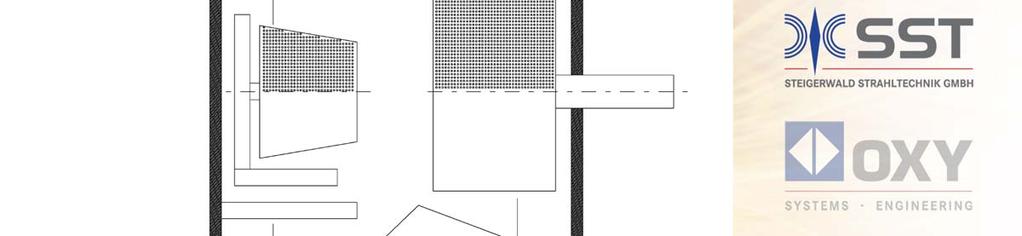
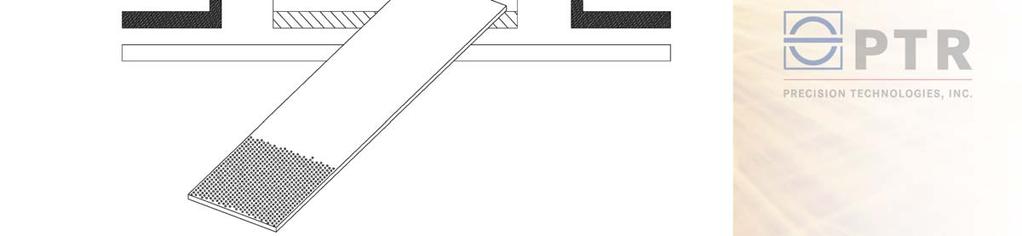
3 Maximum energy density and ultra-precise positioning Beam generation An electrically heated cathode produces electrons which are accelerated to three-fifths the speed of light by the electrical field applied between the cathode and anode at a voltage of 120 kv. A modulating electrode controls the intensity of the diverging electron beam which is focussed onto the workpiece through an electromagnetic lens to power densities of 10 8 W/cm 2 and above. Drilling depth effect With almost all materials, the power density of 10 8 W/cm 2 is sufficient to produce a vapour capillary in the material which is surrounded by a cylinder of molten material. The vapour capillary constitutes the basic hole. Backing material In order to ensure close diameter tolerances from one drill-hole to another, a backing material which produces a large volume of gas through the effects of the electron beam is employed on the reverse side of the workpiece to be drilled. This gas expands explosively through the capillary and ejects the cylinder of molten material surrounding the capillary. 5 mm The principle of EB drilling [ms] Drilling pulse The electron beam works with a steep current pulse and sharp up-slope and down-slope edges at the drilling position. The main drilling parameters are controlled very precisely. The pulse time and the beam current level of the pulse ensure that a highly reproducible quantity of energy is made available from pulse to pulse where no variation in pulse energy is desired. Flying drilling The high frequencies used for drilling with the electron beam result from an optimized combination of the deflection of the beam, the workpiece manipulating device and a process control which fulfils all the require ments of sophisticated EB applications. The workpiece is continuously rotated in the drilling process. During the drilling operation, the beam is simultaneously moved along the workpiece surface. In between drilling operations, the beam is cut off and is restarted exact at the new drilling position with the next drilling pulse. No competitive drilling process uses this so-called flying drilling technique which forms the basis of the outstanding efficiency of EB drilling technology. Steigerwald drilling technology is an unrivalled expertise. There are numerous industrial applications for the EB drilling process - a technology that is technically mastered by Steigerwald Strahltechnik. The optimum results are obtained in terms of drill-hole shape, reproducibility of shape, roundness and diameter tolerance from hole to hole with the single pulse method in which only one pulse is used per drillhole. This process calls for power of a magnitude which can only be provided by a new switched-mode high voltage power supply with a direct bias control and a Steigerwald drilling generator - power which no other drilling technology can match. Page 3



4 EB drilling in action Hard material - no problem Virtually all metallic materials as well as ceramics can be drilled with the electron beam, regardless of their hardness, reflectivity, special alloy components or high thermal conductivity. The illustrations show workpieces comprising hightemperature alloys which cannot be Combustion chamber housing ,746 drill-holes with 0.9 mm diameter drilled at all with other drilling processes or only considerably less efficiently. Hole pattern, hole angle - freely selected positioning Spinner used in glass fibre production 25,600 drill-holes with 0.55 mm diameter a b/7 The permissible minimum distance between drill-holes (a) is of the order of two to three times the hole diameter (d) and is dependent on the dimensions of the hole. For example, holes with a diameter of 0.9 mm can be made in 7 mm thick material at intervals of twice the hole diameter. In the case of extremely small drill-holes with free diameters of 0.1 mm in 0.5 mm thick sheet, the minimum distance between drill-holes is three times the hole diameter. The conical form of small drill-holes with large diameter to depth ratios (1:8 to 1:10) places restrictions on the distance between drill-holes in this example. If one uses the densest possible hole arrangement, open areas of up to 22 % can be achieved. d 10 Limits for the distance between drill-holes The accuracy of the drilling positions is dependent both on the workpiece dimensions and on the positioning accuracy of the manipulating equipment. For example, a positioning tolerance of ± 14 µm is achieved on a sheet which is clamped on a rotation / linear-feed unit with the 630 mm drum. Mixer disc g/03 2,340 drill-holes with 0.9 mm diameter The centre line of the drilled holes can be inclined at an angle to the surface of the workpiece. This is possible over a wide range whereby angles of 25 in relation to the workpiece surface can be achieved; 20 is possible in exceptional cases. Page 4

5 Shapes of EB drill-holes d d d d Typical shapes of drill-hole cross-sections 0.1 mm 0.5 mm 1.0 mm 3.0 mm Drill-hole shape EB drilling can produce the drill-hole shapes shown in the diagram. Specifically required forms can be obtained by varying and optimising the work parameters over a wide range. The diameter-to-length ratio also influences the drill-hole shape. At the beam entry point, the drill-hole normally features a slight rounding. The edge at the beam exit point is always sharp and burr-free. 5.0 mm Metallurgy - minimum thermal influence The EB drilling process is a thermal process. The material to be removed is locally heated, melted and partly vaporised. Although the major part of the molten material around the vapour capillary is ejected, a thin, 5-10 µm thick, resolidified layer is left behind on the wall of the drill-hole. 8.0 mm No oxidation is likely in these layers as the drilling process is carried out under vacuum. Cross-sections of EB drill-holes in CrNi steel Page 5
6 EB drilling technology - hole sizes and drilling frequencies Application range for EB drilling The green marked area of the diagram shows the range of applications for drilling ferrous materials covered by the standard generator G 96 PM. For drilling very small holes as for example with a diameter of only 50 µm in 0.3 mm thick stainless steel sheets the special generator G 33 PM is available. Contradictory to this the high power generator G 120 PMS extends the drilling range to hole diameters up to 1.1 mm and 7 mm in length. The application boundaries can vary with other base metals. Fast - up to 2000 drill-holes per second An important advantage of electron beam drilling lies in the high drilling frequencies which no other process can match. The diagram shows the relationship between the drilling frequency and the length of the drill-hole. For example, 100 µm diameter drillholes can be drilled in 0.3 mm filter sheet at frequencies of 1500 to 2000 holes per second. In this example, each individual hole has a volume of around mm 3. With larger drill-holes of, for instance, 0.7 mm diameter and 5 mm length, frequencies up to nearly 20 Hz are possible. Here, the drill-hole volume is approximately 2 mm 3. The diagram assumes that the holes are drilled in a suitable drill-hole arrangement on a cylindrical workpiece which permits the use of flying drilling. Even at high drilling speeds, it is possible to vary the process parameters from hole to hole as all parameters are outputted as electrical quantities. Holes per second Electron beam drilling speed with single pulse technique G 33 PM G 96 PM G 120 PMS Ø Hole Hole length (mm) Laboratory tests have also been carried out at Steigerwald Strahltechnik with multiple pulse drilling. This technique is used only in isolated industrial applications. In the percussion process for producing deep holes by multiple pulses, the focal point of the electron beam is controlled right inside the drill-hole. 1.2 Application range for EB drilling In high-frequency trepanning, the pulses are positioned along given contours by means of a computer control. The drilling of oval holes or slots in thin sheets is particularly straight-forward. Page 6

7 The electron beam drilling gun The EB-generator, the work chamber with the workpiece manipulating unit, the vacuum installation and the CNC control are the main assemblies of a drilling machine. The generator On standard machines, the EB generator is mounted vertically on the work chamber. It consists of several sections. The top section contains the beam generating system comprising the thermally operated cathode, the Wehnelt cylinder and the anode. An accelerating voltage of 120 kv is applied between the cathode and anode. The vacuum system of the generator, consisting of the turbomolecular pump, the backing pump, gauge heads and valves, is connected to the second section. When the work chamber is vented for changing the workpieces, a valve protects the beam generating section from the work chamber with a vacuum-tight seal. The third section is an intermediate control tube which is added due to electron-optical reasons. The fourth section contains a movable Faraday cup and the beam diagnosis system which monitors the intensity of the beam. Drilling generator G 120 PMS P f2 The fourth section is followed by the electromagnetic system containing the focussing lens, stigmators and the beam spot following system which makes flying drilling possible. A screening device below the generator ensures that the material which is ejected during the drilling process cannot enter the generator and cause malfunctions. An EB drilling generator has no wearing parts - unlike a solid-state laser. The only replacement part is the inexpensive filament of the cathode. Beam quality - the key to drill-hole quality Excellent beam properties are a vital prerequisite for good drilling results. The roundness of the beam, the constancy of its diameter and the symmetry of the energy distribution in the beam are the most important features here. Therefore, the requirements that must be fulfilled by an electron beam for drilling are much more stringent than for welding. The beam current, the pulse duration, the current of the focussing lens and the working distance are the main parameters in the drilling process. Page 7


8 Sophisticated manipulator systems The chamber The size of the work chamber is determined by the size of the workpieces and by the drilling application. Various workpiece manipulating units are available to suit different workpiece types and drilling duties. Rotation/feed units (PDS) for flat workpieces (sheets) and 4 or 5-axis manipulators for symmetrical and asymmetrical shaped workpieces have proved successful as standard manipulating units. The PDS unit, with adjustment in the z- axis, accepts sheets which are loaded in cylinder form on a drum or other cylindrical workpieces. The backing material is pressed on from inside either mechanically or pneumatically or is poured on so that it adheres to the reverse side of the sheet. During the drilling process, the drum is rotated continuously beneath the beam. When one row of holes is finished, the x axis adjustment facility pushes the drum into position for the next row. The mechanical height adjustment of the drum shaft allows the optimum working distance to be set for the drum or workpiece diameter concerned. Workpieces of other shapes can be positioned by means of multi-axis manipulators. Two or three linear axes and two rotational axes offset by 90 permit virtually any drilling position in relation to the beam axis, including for applications involving holes to be drilled at an angle to the workpiece surface. A rotation/feed unit and a 4-axis manipulator can also be combined on a single chamber. In this case, the 4-axis manipulator is arranged on a mobile slide with its own chamber door on the left-hand side of the chamber, while the rotation/feed unit is arranged - likewise with its own chamber door - on the right. Custom-designed machine concepts can be realized for drilling duties which cannot be fulfilled with standard equipment. 4-axes manipulator 'oszillant' Schemes of the manipulator systems Rotation/Linear-feed unit PDS b/ b/18 Page 8
 which controls the drilling process.")
9 The control console Two control systems which communicate with each other form the command centre of a drilling machine - a freely programmable control (PLC) for the logic sequences of the machine and a process control (CNC) which controls the drilling process. The process control and the PLC are linked via a data and signal transfer line to enable the EB drilling machine to be operated with automatic work sequences. Apart from observing the machine, all what the operators have to do is change the workpieces and start the automatic process. The control console of a drilling machine consists of: - the integrated CNC/PLC monitor - the CNC keyboard - a control panel - optionally a video monitor The CNC process control The EBCON 6 CNC control has been specially developed for EB drilling applications. It is the sole key to the efficient use of EB technology, the precision of the process and the flexibility of the drilling systems for different drilling applications. The CNC is extremely simple to operate. Programs can be entered either directly through the keyboard of the control or generated at an external programming station. Internal computing programs simplify programming considerably. For instance, in order to program a row of holes along the circumference of a workpiece, it is only necessary to enter the number of drill-holes required. From this, the CNC calculates the positions of the individual holes. Control console of an EB drilling machine If a malfunction should occur during the drilling process which could lead to undrilled holes, the CNC memorizes the position of the last completed drillhole and, when the fault has been remedied, resumes drilling at the next drilling pulse with pinpoint accuracy. All the main parameters of the drilling process are controlled by the CNC. These are the pulse current and the duration, the drilling frequency and the frequency-related beam spot following as well as the current of the focussing lens. The CNC is also responsible for the commands for controlling the axes of motion, this means in particular the positions and the speed of the axes. The control monitor f29 The monitor screen shows in free selectable function displays all information and data which are necessary to operate the machine. Different program menus and submenus are available and enable an orderly and userfriendly operation. For instance the monitor displays the start-up and switch-off routine, a pump status diagram, the set-up and adjustment of the generator, all electrical and mechanical actual values of the generator parameters and manipulating units as well as error and maintenance messages and at last the CNC programs themselves or their status during a program run. Page 9
10 Technical data Generator Type G 33 PM G 96 PM G 120 PMS Accelerating voltage kv 120 Beam current at workpiece ma Maximum pulse power at workpiece kw Working distance mm Pulse length µs 50-30,000 Maximum frequency of spot following Hz 3,000 Chamber Type K 6 K 12 K 16 K 19 K 24 Chamber volume m³ Maximum processable workpiece dimensions Diameter mm ,000 1, Length mm Manipulating units Rotation/linear feed unit PDS Type 4-axes manipulator Oszillant EBOPULS-E The descriptions, technical data and illustrations contained in this document are provided for guidance purposes only and are non-binding. The manufacturer reserves the right to make alterations to products without notice. Steigerwald Strahltechnik GmbH 10/2006 Steigerwald Strahltechnik GmbH info@steigerwald-eb.de Emmy-Noether-Str. 2 D Maisach Homepage: Tel.: +49/(0) Fax: +49/(0)
Operating world-wide, as a middle-sized company we are leaders in both the development and the manufacturing of beam welding, drilling and surface
 the Innovators of THE electron beam E 2 WELDING DRILLING SURFACE TREATMENT Operating world-wide, as a middle-sized company we are leaders in both the development and the manufacturing of beam welding,
the Innovators of THE electron beam E 2 WELDING DRILLING SURFACE TREATMENT Operating world-wide, as a middle-sized company we are leaders in both the development and the manufacturing of beam welding,
PRECISION CUTTING MICRACUT 202
 PRECISION CUTTING MICRACUT 202 MICRACUT 202 MICRACUT 202 precision cutters are used for precise and deformation-free cutting of Metals, Ceramics, Electronic Components, Crystals, Composites, Biomaterials,
PRECISION CUTTING MICRACUT 202 MICRACUT 202 MICRACUT 202 precision cutters are used for precise and deformation-free cutting of Metals, Ceramics, Electronic Components, Crystals, Composites, Biomaterials,
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM)
, ELECTRO-CHEMICAL MACHINING (ECM)") NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
PRESS RELEASE. Ref: Case Study/CVE Ltd/Filament Assembly Jig/MWP September 2008 Issue/Electronics & Instrumentation Sector Special Feature
 PRESS RELEASE Ref: Case Study/CVE Ltd/Filament Assembly Jig/MWP September 2008 Issue/Electronics & Instrumentation Sector Special Feature 21 August 2008 PERSONAL SERVICE AT THE HEART OF LONG TERM BUSINESS
PRESS RELEASE Ref: Case Study/CVE Ltd/Filament Assembly Jig/MWP September 2008 Issue/Electronics & Instrumentation Sector Special Feature 21 August 2008 PERSONAL SERVICE AT THE HEART OF LONG TERM BUSINESS
THIN SHEET AND HEAVY PLATE MACHINING. WEBER PT Grinding Machine A new dimension of grinding, rounding deburring and descaling
 THIN SHEET AND HEAVY PLATE MACHINING WEBER PT Grinding Machine A new dimension of grinding, rounding deburring and descaling 1913 WEBER works according to a 100-year-old tradition and experience in building
THIN SHEET AND HEAVY PLATE MACHINING WEBER PT Grinding Machine A new dimension of grinding, rounding deburring and descaling 1913 WEBER works according to a 100-year-old tradition and experience in building
The best of productivity with CNC flexibility
 The best of productivity with CNC flexibility Productive. Accurate. Mikron Multistar NX-24 1 Mikron Multistar NX-24 For an unbeatable cost per part Do you need to machine complex and highly precise parts
The best of productivity with CNC flexibility Productive. Accurate. Mikron Multistar NX-24 1 Mikron Multistar NX-24 For an unbeatable cost per part Do you need to machine complex and highly precise parts
 PF 61 Universal Cylindrical Grinding Machine PF 61 Universal Cylindrical Grinding for Flexible Production Thanks to its modular design, the PF 61 universal cylindrical grinding machine is your ideal choice
PF 61 Universal Cylindrical Grinding Machine PF 61 Universal Cylindrical Grinding for Flexible Production Thanks to its modular design, the PF 61 universal cylindrical grinding machine is your ideal choice
Key data. Flexibility for medium-sized workpieces. A member of the United Grinding Group
 A member of the United Grinding Group Flexibility for medium-sized workpieces Key data The combines precision and highest productivity in a single machine. Its modular design allows the centerless grinding
A member of the United Grinding Group Flexibility for medium-sized workpieces Key data The combines precision and highest productivity in a single machine. Its modular design allows the centerless grinding
Key data. Precision for small workpieces. A member of the United Grinding Group
 A member of the United Grinding Group Precision for small workpieces Key data The offers maximum precision for small workpieces. This compact and versatile centerless grinding machine combines speed with
A member of the United Grinding Group Precision for small workpieces Key data The offers maximum precision for small workpieces. This compact and versatile centerless grinding machine combines speed with
KRONOS S. Key data. Precision for small workpieces. A member of the UNITED GRINDING Group
 A member of the UNITED GRINDING Group Precision for small workpieces Key data The offers maximum precision for small workpieces. This compact and versatile centerless grinding machine combines speed with
A member of the UNITED GRINDING Group Precision for small workpieces Key data The offers maximum precision for small workpieces. This compact and versatile centerless grinding machine combines speed with
That s E[M]CONOMY: Big Performance for small Parts. EMCO MAXXTURN 25. Universal turning center for the complete machining of small, precision parts
![That s E[M]CONOMY: Big Performance for small Parts. EMCO MAXXTURN 25. Universal turning center for the complete machining of small, precision parts](/thumbs/76/73649244.jpg "That s E[M]CONOMY: Big Performance for small Parts. EMCO MAXXTURN 25. Universal turning center for the complete machining of small, precision parts") [ That s ] E[M]CONOMY: Big Performance for small Parts. EMCO MAXXTURN 25 Universal turning center for the complete machining of small, precision parts EMCO MAXXTURN 25 [Work area] - Spacious - Free chip
[ That s ] E[M]CONOMY: Big Performance for small Parts. EMCO MAXXTURN 25 Universal turning center for the complete machining of small, precision parts EMCO MAXXTURN 25 [Work area] - Spacious - Free chip
Repeatability. ± 0.2 µm ( '') Centrally focused / 639 nm / <1 mw. Temperature range 10 C - 50 C
 Centrally focused / 639 nm / <1 mw. Temperature range 10 C - 50 C") Measuring on Machine Tools Technical Data The is a high-end system for dynamic, non-contact tool measurement allowing automatic checks for tool wear or breakage. A focussed laser provides accurate measurement
Measuring on Machine Tools Technical Data The is a high-end system for dynamic, non-contact tool measurement allowing automatic checks for tool wear or breakage. A focussed laser provides accurate measurement
QIROX : The system for automated welding and cutting.
 QIROX 217 QIROX : The system for automated welding and cutting. QIROX is the new CLOOS product brand comprising all solutions for automated welding and cutting. Due to its modular design, the QIROX system
QIROX 217 QIROX : The system for automated welding and cutting. QIROX is the new CLOOS product brand comprising all solutions for automated welding and cutting. Due to its modular design, the QIROX system
Advances in Laser Micro-machining for Wafer Probing and Trimming
 Advances in Laser Micro-machining for Wafer Probing and Trimming M.R.H. Knowles, A.I.Bell, G. Rutterford & A. Webb Oxford Lasers June 10, 2002 Oxford Lasers June 2002 1 Introduction to Laser Micro-machining
Advances in Laser Micro-machining for Wafer Probing and Trimming M.R.H. Knowles, A.I.Bell, G. Rutterford & A. Webb Oxford Lasers June 10, 2002 Oxford Lasers June 2002 1 Introduction to Laser Micro-machining
QUALITY EDGE. by Susan Woods, managing editor. New technologies achieve superior laser cutting edge quality, eliminating secondary operations
 QUALITY EDGE by Susan Woods, managing editor New technologies achieve superior laser cutting edge quality, eliminating secondary operations Today s lasers can cut sheet metal, even thick plate, and achieve
QUALITY EDGE by Susan Woods, managing editor New technologies achieve superior laser cutting edge quality, eliminating secondary operations Today s lasers can cut sheet metal, even thick plate, and achieve
Mikrobohren mit gepulsten Faserlasern
 Mikrobohren mit gepulsten Faserlasern Ronald Holtz (Class 4 Laser Professionals AG) Christoph Rüttimann, Noémie Dury (Rofin Lasag AG) Content - Market and applications overview - Properties of lamp pumped
Mikrobohren mit gepulsten Faserlasern Ronald Holtz (Class 4 Laser Professionals AG) Christoph Rüttimann, Noémie Dury (Rofin Lasag AG) Content - Market and applications overview - Properties of lamp pumped
Beam deflection technologies for ultra short pulse lasers June 5th, 2018
 Beam deflection technologies for ultra short pulse lasers June 5th, 2018 Agenda SCANLAB GmbH XL Scan excellishift precsys 2 SCANLAB at a Glance Worldwide leading OEM manufacturer of scan solutions for
Beam deflection technologies for ultra short pulse lasers June 5th, 2018 Agenda SCANLAB GmbH XL Scan excellishift precsys 2 SCANLAB at a Glance Worldwide leading OEM manufacturer of scan solutions for
The machine has a continuous TRUMPF CLASSIC service contract
 TRUMPF TruLaser 1030 2D Laser cutting machine Manufacturer TRUMPF Model TRULASER 1030 Manufacture year 2010 Control B&R Automation PC 620 Machine number Travels Laser beam on A0215A0053 X 3.048 mm / Y
TRUMPF TruLaser 1030 2D Laser cutting machine Manufacturer TRUMPF Model TRULASER 1030 Manufacture year 2010 Control B&R Automation PC 620 Machine number Travels Laser beam on A0215A0053 X 3.048 mm / Y
CUTTING-EDGE EFFICIENCY
 Special reprint from bbr BÄNDER BLECHE ROHRE 3/2013 COVER STORY Laser Cutting 1 CUTTING-EDGE EFFICIENCY There's probably nobody as good as Highyag when it comes to building a fiber laser head that can
Special reprint from bbr BÄNDER BLECHE ROHRE 3/2013 COVER STORY Laser Cutting 1 CUTTING-EDGE EFFICIENCY There's probably nobody as good as Highyag when it comes to building a fiber laser head that can
CSNC CARBIDE CIRCULAR SERIES
 CSNC CARBIDE CIRCULAR SERIES HIGHLY EFFICIENT AND PRODUCTIVE HIGH SPEED CIRCULAR SAWING MACHINES CARBIDE SAWS DO THE WORK OF FIVE CONVENTIONAL FACTORY BAND SAWS, WITHOUT SACRIFICING QUALITY. GET THE CLOSE-CUT
CSNC CARBIDE CIRCULAR SERIES HIGHLY EFFICIENT AND PRODUCTIVE HIGH SPEED CIRCULAR SAWING MACHINES CARBIDE SAWS DO THE WORK OF FIVE CONVENTIONAL FACTORY BAND SAWS, WITHOUT SACRIFICING QUALITY. GET THE CLOSE-CUT
Circular Saws for Steel. The KKS Series The Reliable All-Rounder
 Circular Saws for Steel The Series The Reliable All-Rounder The Series The Reliable All-Rounder Upstroking cold saws reflect Kaltenbach s unique experience and innovative history 400 / 450 The turntable
Circular Saws for Steel The Series The Reliable All-Rounder The Series The Reliable All-Rounder Upstroking cold saws reflect Kaltenbach s unique experience and innovative history 400 / 450 The turntable
WEBER Grinding Machines
 HEAVY PLATE MACHINING WEBER Grinding Machines Grinding, rounding, deburring and descaling of fl ame-cut and plasma-cut parts 1913 WEBER works according to a 100-year-old tradition and experience in building
HEAVY PLATE MACHINING WEBER Grinding Machines Grinding, rounding, deburring and descaling of fl ame-cut and plasma-cut parts 1913 WEBER works according to a 100-year-old tradition and experience in building
Laser MicroJet Technology. Cool Laser Machining.
 Laser MicroJet Technology Cool Laser Machining www.synova.ch Synova S.A., headquartered in Duillier, Switzerland, manufactures leading-edge laser cutting systems since 1997 that incorporate the proprietary
Laser MicroJet Technology Cool Laser Machining www.synova.ch Synova S.A., headquartered in Duillier, Switzerland, manufactures leading-edge laser cutting systems since 1997 that incorporate the proprietary
III III MI1,
 THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS 345 E. 47th St., Now York, N.Y. 10017 The Society shall not be responsible for statements or opinions advanced in papers or discussion at meetings of the Society
THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS 345 E. 47th St., Now York, N.Y. 10017 The Society shall not be responsible for statements or opinions advanced in papers or discussion at meetings of the Society
TruLaser Tube: Optimal tube. and. profile cutting. Machine Tools / Power Tools Laser Technology / Electronics Medical Technology
 TruLaser Tube: Optimal tube and profile cutting Machine Tools / Power Tools Laser Technology / Electronics Medical Technology Giving you the edge in laser tube processing. The TRUMPF Group ranks among
TruLaser Tube: Optimal tube and profile cutting Machine Tools / Power Tools Laser Technology / Electronics Medical Technology Giving you the edge in laser tube processing. The TRUMPF Group ranks among
[ means: Save time, money and space! MAXXMILL 500. Vertical milling center for 5-side machining
 [ E[M]CONOMY] means: Save time, money and space! MAXXMILL 500 Vertical milling center for 5-side machining MAXXMILL 500 MAXXMILL 500 is the ideal vertical milling center for the for the 5-axis operation
[ E[M]CONOMY] means: Save time, money and space! MAXXMILL 500 Vertical milling center for 5-side machining MAXXMILL 500 MAXXMILL 500 is the ideal vertical milling center for the for the 5-axis operation
Parameter Tolerance Evaluation when Laser Cutting in Decommissioning Applications. Paper 501. Paul Hilton
 Parameter Tolerance Evaluation when Laser Cutting in Decommissioning Applications Paper 501 Paul Hilton TWI Ltd, Granta Park, Abington, Cambridge, CB21 6AL, UK Abstract In conventional laser cutting it
Parameter Tolerance Evaluation when Laser Cutting in Decommissioning Applications Paper 501 Paul Hilton TWI Ltd, Granta Park, Abington, Cambridge, CB21 6AL, UK Abstract In conventional laser cutting it
Key data. Maximum performance for large workpieces. A member of the United Grinding Group
 A member of the United Grinding Group Maximum performance for large workpieces Key data The has been specially designed for high-precision machining of large, heavy workpieces. This centerless grinding
A member of the United Grinding Group Maximum performance for large workpieces Key data The has been specially designed for high-precision machining of large, heavy workpieces. This centerless grinding
Narwhal. Boring, milling and drilling machine
 Narwhal Boring, milling and drilling machine NARWHAL NARWHAL 1600 NARWHAL 2000 POWERFUL BORING AND MILLING MACHINE with independent Gundrill bta / STS drilling UNIT GALBIATI GROUP QUALITY, PRECISION, INNOVATION.
Narwhal Boring, milling and drilling machine NARWHAL NARWHAL 1600 NARWHAL 2000 POWERFUL BORING AND MILLING MACHINE with independent Gundrill bta / STS drilling UNIT GALBIATI GROUP QUALITY, PRECISION, INNOVATION.
Stop and think! Tool changes are automatic but rigging, supervision and quality control are all manual operations.
 CNC Background CNC (Computer Numeric Control) is a collective term for computer controlled machine tools used in the fabrication and manufacture of parts. There are hundreds of different types of CNC machine.
CNC Background CNC (Computer Numeric Control) is a collective term for computer controlled machine tools used in the fabrication and manufacture of parts. There are hundreds of different types of CNC machine.
Sintec Optronics Technology Pte Ltd 10 Bukit Batok Crescent #07-02 The Spire Singapore Tel: Fax:
 Sintec Optronics Technology Pte Ltd 10 Bukit Batok Crescent #07-02 The Spire Singapore 658079 Tel: +65 63167112 Fax: +65 63167113 High-power Nd:YAG Self-floating Laser Cutting Head We supply the laser
Sintec Optronics Technology Pte Ltd 10 Bukit Batok Crescent #07-02 The Spire Singapore 658079 Tel: +65 63167112 Fax: +65 63167113 High-power Nd:YAG Self-floating Laser Cutting Head We supply the laser
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
p q p f f f q f p q f NANO 703-Notes Chapter 5-Magnification and Electron Sources
 Chapter 5-agnification and Electron Sources Lens equation Let s first consider the properties of an ideal lens. We want rays diverging from a point on an object in front of the lens to converge to a corresponding
Chapter 5-agnification and Electron Sources Lens equation Let s first consider the properties of an ideal lens. We want rays diverging from a point on an object in front of the lens to converge to a corresponding
Laser Solutions Short Courses
 Laser Solutions Short Courses Short Course #2 What Laser Drilling Can Do for Your Business Mohammed Naeem Course Instructor Tuesday, November 3 8:00AM Room: Narcissus/Orange What laser drilling can do
Laser Solutions Short Courses Short Course #2 What Laser Drilling Can Do for Your Business Mohammed Naeem Course Instructor Tuesday, November 3 8:00AM Room: Narcissus/Orange What laser drilling can do
The Laser Processing of Diamond and Sapphire
 The Laser Processing of Diamond and Sapphire Neil Sykes Micronanics Limited neil@micronanics.com Diamond Diamond has the highest hardness and thermal conductivity of any bulk material 10/10 on the Mohs
The Laser Processing of Diamond and Sapphire Neil Sykes Micronanics Limited neil@micronanics.com Diamond Diamond has the highest hardness and thermal conductivity of any bulk material 10/10 on the Mohs
Sheet metal processing center EML Z-3510 NT EML Z-3610 NT
 Sheet metal processing center EML Z-3510 NT EML Z-3610 NT Punching technology Laser technology The new sheet metal processing center EML Z a triad of speed, flexibility and productivity The decisive answer
Sheet metal processing center EML Z-3510 NT EML Z-3610 NT Punching technology Laser technology The new sheet metal processing center EML Z a triad of speed, flexibility and productivity The decisive answer
Trade of Sheet Metalwork. Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2
 Trade of Sheet Metalwork Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module
Trade of Sheet Metalwork Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module
Sliding Headstock Type Automatic CNC Lathe R04/R07-VI. "Evolution and Innovation" is the Future
 Sliding Headstock Type Automatic CNC Lathe R04/R07-VI "Evolution and Innovation" is the Future Cincom R04/R07-VI Extremely fast, ultra-high precision, highly efficient The smaller the parts, the more experience
Sliding Headstock Type Automatic CNC Lathe R04/R07-VI "Evolution and Innovation" is the Future Cincom R04/R07-VI Extremely fast, ultra-high precision, highly efficient The smaller the parts, the more experience
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
STREAM FINISHING MACHINES
 Structure and function 2 (SF) Technique Workpieces are fixed in a holder and immersed in a rotating process container filled with grinding or polishing granulate. Grinding effect due to the grinding and
Structure and function 2 (SF) Technique Workpieces are fixed in a holder and immersed in a rotating process container filled with grinding or polishing granulate. Grinding effect due to the grinding and
Edge banders CNC machining centres Vertical panel saws Pressure beam saws. The perfect nesting technology DYNESTIC
 Edge banders CNC machining centres Vertical panel saws Pressure beam saws The perfect nesting technology DYNESTIC 755 756 P R O D U C T I V I T Y A N D P R E C I S I O N D Y N E S T I C 7 5 5 7 5 6 Precise,
Edge banders CNC machining centres Vertical panel saws Pressure beam saws The perfect nesting technology DYNESTIC 755 756 P R O D U C T I V I T Y A N D P R E C I S I O N D Y N E S T I C 7 5 5 7 5 6 Precise,
SAMPLE PREPARATION SPECTRAL MMAX. metkon.com
 SAMPLE PREPARATION SPECTRAL MMAX metkon.com FULLY AUTOMATIC FINE SURFACE MILLING MACHINE SPECTRAL MMAX The SPECTRAL MMax is designed for fully automatic sample preparation of steel and cast iron as well
SAMPLE PREPARATION SPECTRAL MMAX metkon.com FULLY AUTOMATIC FINE SURFACE MILLING MACHINE SPECTRAL MMAX The SPECTRAL MMax is designed for fully automatic sample preparation of steel and cast iron as well
Scanning electron microscope
 Scanning electron microscope 6 th CEMM workshop Maja Koblar, Sc. Eng. Physics Outline The basic principle? What is an electron? Parts of the SEM Electron gun Electromagnetic lenses Apertures Chamber and
Scanning electron microscope 6 th CEMM workshop Maja Koblar, Sc. Eng. Physics Outline The basic principle? What is an electron? Parts of the SEM Electron gun Electromagnetic lenses Apertures Chamber and
2. LASER BEAM MACHINING (LBM) PROCESS CHARACTERISTICS
 PROCESS CHARACTERISTICS") 61 2. LASER BEAM MACHINING (LBM) PROCESS CHARACTERISTICS 2.1 DESCRIPTION OF VARIOUS TYPES OF LASER MACHINING Laser beam machining process has various types of micro-machining applications such as laser
61 2. LASER BEAM MACHINING (LBM) PROCESS CHARACTERISTICS 2.1 DESCRIPTION OF VARIOUS TYPES OF LASER MACHINING Laser beam machining process has various types of micro-machining applications such as laser
LASER TECHNOLOGY. Key parameters. Groundbreaking in the laser processing of cutting tools. A member of the UNITED GRINDING Group
 Creating Tool Performance A member of the UNITED GRINDING Group Groundbreaking in the laser processing of cutting tools Key parameters The machining of modern materials using laser technology knows no
Creating Tool Performance A member of the UNITED GRINDING Group Groundbreaking in the laser processing of cutting tools Key parameters The machining of modern materials using laser technology knows no
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Weeke Machining Center, Model BP-100 Optimat
 This PDF file has not been verified for accuracy. BEFORE BIDDING, all bidders should use the inspection period to verify specifications. Weeke Machining Center, Model BP-100 Optimat Weeke's BP-100 is a
This PDF file has not been verified for accuracy. BEFORE BIDDING, all bidders should use the inspection period to verify specifications. Weeke Machining Center, Model BP-100 Optimat Weeke's BP-100 is a
WHERE WE LIVE, QUALITY HAS A LONG TRADITION STREAM FINISHING UNITS SF SERIES. Precision finish demands. Precision finish demands. CF Series.
 Precision finish demands Precision finish demands WHERE WE LIVE, QUALITY HAS A LONG TRADITION Founded in 1996, OTEC has quickly established itself as the market s technology leader by developing new machine
Precision finish demands Precision finish demands WHERE WE LIVE, QUALITY HAS A LONG TRADITION Founded in 1996, OTEC has quickly established itself as the market s technology leader by developing new machine
CATALOGUE FOR PVC DOOR AND WINDOW MACHINES
 Welding the four 90 corners of the PVC profile frame JTG HST 5050 Four corner welding machine Cooling station Turning station with servo motor 2 axis CNC corner cleaning machine Automatic and manual usage
Welding the four 90 corners of the PVC profile frame JTG HST 5050 Four corner welding machine Cooling station Turning station with servo motor 2 axis CNC corner cleaning machine Automatic and manual usage
Electromagnetic driven selfpiercing riveting of metal & composite sheets
 , BWI, Ghent, Belgium Electromagnetic driven selfpiercing riveting of metal & composite sheets Charlotte Beerwald Poynting GmbH, Dortmund, Germany Company Profile Since 13 years POYNTING company is equipment
, BWI, Ghent, Belgium Electromagnetic driven selfpiercing riveting of metal & composite sheets Charlotte Beerwald Poynting GmbH, Dortmund, Germany Company Profile Since 13 years POYNTING company is equipment
METALLOGRAPHY EQUIPMENT
 Fully matic Abrasive Cutting Machine - SERVOCUT 602 www.worldoftest.com/fully-automatic-abrasive-cutting-machine-servocut-602 Applications: Fully matic Abrasive Cutting Machine - SERVOCUT 602 is a fully
Fully matic Abrasive Cutting Machine - SERVOCUT 602 www.worldoftest.com/fully-automatic-abrasive-cutting-machine-servocut-602 Applications: Fully matic Abrasive Cutting Machine - SERVOCUT 602 is a fully
SAMPLE PREPARATION SPECTRAL MM. metkon.com
 SAMPLE PREPARATION SPECTRAL MM metkon.com AUTOMATIC,FINE SURFACE MILLING MACHINE SPECTRAL MM SPECTRAL MM is designed for automatic sample preparation of OES and XRF analysis. It is fast and efficient in
SAMPLE PREPARATION SPECTRAL MM metkon.com AUTOMATIC,FINE SURFACE MILLING MACHINE SPECTRAL MM SPECTRAL MM is designed for automatic sample preparation of OES and XRF analysis. It is fast and efficient in
Laser Diode Bar Assemblies
 Product Division Laser Diode Bar Assemblies Product PH-800-QCW Description 800W QCW pumping power, Ø3mm rod Main Features This compact laser pumping head consists of six water-cooled diode laser bars arranged
Product Division Laser Diode Bar Assemblies Product PH-800-QCW Description 800W QCW pumping power, Ø3mm rod Main Features This compact laser pumping head consists of six water-cooled diode laser bars arranged
DISKUS Double-Face-Grinding-Machines. Series: DDS 457 XR DDS 600 XR DDS 750 XR
 DISKUS Double-Face-Grinding-Machines Series: DDS 457 XR DDS 600 XR DDS 750 XR DDS 457 600 750 XR Three grinding methods meeting different production problems: 1. Through-feed grinding For large mass-production
DISKUS Double-Face-Grinding-Machines Series: DDS 457 XR DDS 600 XR DDS 750 XR DDS 457 600 750 XR Three grinding methods meeting different production problems: 1. Through-feed grinding For large mass-production
Thermal glass tube processing with laser beam SINCE 1950
 Thermal glass tube processing with laser beam SINCE 1950 Target applica on Thermal glass tube processing with laser beam Labglass: Lamp glass: joining, forming, cu ng joining For the first me in public
Thermal glass tube processing with laser beam SINCE 1950 Target applica on Thermal glass tube processing with laser beam Labglass: Lamp glass: joining, forming, cu ng joining For the first me in public
High Precision Air Chucks
 Precision Workholding Solutions High Precision Air Chucks www..com Improve productivity and lower the cost of secondary machining operations..... through high concentricity. Holding close concentricity
Precision Workholding Solutions High Precision Air Chucks www..com Improve productivity and lower the cost of secondary machining operations..... through high concentricity. Holding close concentricity
Plunge-cut grinder with integrated loader for the complete machining of shaft parts and part families
 Plunge-cut grinder with integrated loader for the complete machining of shaft parts and part families GST GRINDING MADE FOR YOU Highlights This plunge-cut grinder was designed for grinding shaft parts
Plunge-cut grinder with integrated loader for the complete machining of shaft parts and part families GST GRINDING MADE FOR YOU Highlights This plunge-cut grinder was designed for grinding shaft parts
MultiLine MS52C3. CNC Multi Spindle Turning Machine
 MultiLine MS52C3 CNC Multi Spindle Turning Machine MultiLine MS52C3 INDEX CNC multi-spindle machines: The standard to beat! With the totally configurable MS52C3, we offer a machine concept that meets all
MultiLine MS52C3 CNC Multi Spindle Turning Machine MultiLine MS52C3 INDEX CNC multi-spindle machines: The standard to beat! With the totally configurable MS52C3, we offer a machine concept that meets all
Enabling cutting of Reflective Materials with Back Reflection protection
 Enabling cutting of Reflective Materials with Back Reflection protection March 2018 Marking Cutting Welding Micro Machining Additive Manufacturing Slide: 1 02/10/2017 CM-F00003 Rev 6 Laser Cutting of Bright
Enabling cutting of Reflective Materials with Back Reflection protection March 2018 Marking Cutting Welding Micro Machining Additive Manufacturing Slide: 1 02/10/2017 CM-F00003 Rev 6 Laser Cutting of Bright
HIGH ENERGY RATE FORMING PROCESSES
 HIGH ENERGY RATE FORMING PROCESSES In these forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of
HIGH ENERGY RATE FORMING PROCESSES In these forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of
Training at Schütte. Double benefits: for you and for us
 Training at Schütte Double benefits: for you and for us 02 Schütte TRAINING Training courses for multi-spindle automatics A prerequisite for trouble-free and thus economic operation of multi-spindle automatics
Training at Schütte Double benefits: for you and for us 02 Schütte TRAINING Training courses for multi-spindle automatics A prerequisite for trouble-free and thus economic operation of multi-spindle automatics
UNIT 4: (iii) Illustrate the general kinematic system of drilling machine and explain its working principle
 Illustrate the general kinematic system of drilling machine and explain its working principle") UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
The end-to-end joining of coils of strip has grown in
 Coil-to-coil joining with laser welding The combination of steel strip edge preparation via laser cutting, accurate strip positioning systems, and laser welding in a single unit provides the optimum coil-to-coil
Coil-to-coil joining with laser welding The combination of steel strip edge preparation via laser cutting, accurate strip positioning systems, and laser welding in a single unit provides the optimum coil-to-coil
Circular Cold Saws and Systems for every application. Competence in Circular Cold Sawing Technology
 Circular Cold Saws and Systems for every application Competence in Circular Cold Sawing Technology 2 VMS-Range Vertical Circular Cold Saws Manual, semi-automatic and automatic machines Robust and durable.
Circular Cold Saws and Systems for every application Competence in Circular Cold Sawing Technology 2 VMS-Range Vertical Circular Cold Saws Manual, semi-automatic and automatic machines Robust and durable.
ULTRA PRECISION HARD TURNING MACHINES
 ULTRA PRECISION HARD TURNING MACHINES Hembrug Machine Tools, with more than 50 years experience in the design, manufacturing and marketing of ultra precision, fully hydrostatic turning machines, Hembrug
ULTRA PRECISION HARD TURNING MACHINES Hembrug Machine Tools, with more than 50 years experience in the design, manufacturing and marketing of ultra precision, fully hydrostatic turning machines, Hembrug
Unit IV Drawing of rods, wires and tubes
 Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Edge banders CNC machining centres Vertical panel saws Pressure beam saws. The reference standard for effective CNC machining PRO-MASTER
 Edge banders CNC machining centres Vertical panel saws Pressure beam saws The reference standard for effective CNC machining PRO-MASTER7123 7223 P R O D U C T I V I T Y A N D P R E C I S I O N P R O -
Edge banders CNC machining centres Vertical panel saws Pressure beam saws The reference standard for effective CNC machining PRO-MASTER7123 7223 P R O D U C T I V I T Y A N D P R E C I S I O N P R O -
Optical Measurement P-1
 Optical Measurement P-1 FAST ROUND PART INSPECTION The whole TESA-Scan product line belongs to the range of dedicated non-contact opto-electronic measuring centres that provide Users with a complete solution
Optical Measurement P-1 FAST ROUND PART INSPECTION The whole TESA-Scan product line belongs to the range of dedicated non-contact opto-electronic measuring centres that provide Users with a complete solution
Extrusion. Process. The photo below shows a typical thermoplastic extruder.
 Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
TIPS FOR CHOOSING A PROTOTYPING MACHINE SHOP
 CHOOSING the right prototyping machine shop for your next project is quite possibly the most important decision you will make in the entire process. This is particularly true for entrepreneurs with little
CHOOSING the right prototyping machine shop for your next project is quite possibly the most important decision you will make in the entire process. This is particularly true for entrepreneurs with little
SINUMERIK live: turning technologies longitudinal turning and plunge-turning. Differences and use with SINUMERIK Operate
 SINUMERIK live: turning technologies longitudinal turning and plunge-turning Differences and use with SINUMERIK Operate siemens.com/cnc4you SINUMERIK live - Application technology explained in an easily
SINUMERIK live: turning technologies longitudinal turning and plunge-turning Differences and use with SINUMERIK Operate siemens.com/cnc4you SINUMERIK live - Application technology explained in an easily
All About Die Casting
 All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
Introduction to Image Intensifier Tubes
 Introduction to Image Intensifier Tubes General The basic principle of image intensification is identical for all different intensifier versions. Fig. 1: Basic principle An image - ultraviolet, visible
Introduction to Image Intensifier Tubes General The basic principle of image intensification is identical for all different intensifier versions. Fig. 1: Basic principle An image - ultraviolet, visible
VERTICAL MACHINING CENTER
 MCH-630 MCV-7 VERTICAL MACHINING CENTER MCV-A MCV-60 MCV-BA MCV-10 MCV-1250 MCV-1450 MCV-1700 MCV- No. 3, Kung-Yeh Lane, Fengcheng Road, Nanshih Village, MCV-2600 Wufeng District, Taichung City, 41357,
MCH-630 MCV-7 VERTICAL MACHINING CENTER MCV-A MCV-60 MCV-BA MCV-10 MCV-1250 MCV-1450 MCV-1700 MCV- No. 3, Kung-Yeh Lane, Fengcheng Road, Nanshih Village, MCV-2600 Wufeng District, Taichung City, 41357,
METAL TECHNOLOGIES A GENERATION AHEAD
 METAL TECHNOLOGIES A GENERATION AHEAD THE LASER REVOLUTION Laser cutting has matured from a high-tech manufacturing process to a considerable common and popular manufacturing process today. Richinn Technology
METAL TECHNOLOGIES A GENERATION AHEAD THE LASER REVOLUTION Laser cutting has matured from a high-tech manufacturing process to a considerable common and popular manufacturing process today. Richinn Technology
16. Sensors 217. eye hand control. br-er16-01e.cdr
 16. Sensors 16. Sensors 217 The welding process is exposed to disturbances like misalignment of workpiece, inaccurate preparation, machine and device tolerances, and proess disturbances, Figure 16.1. sensor
16. Sensors 16. Sensors 217 The welding process is exposed to disturbances like misalignment of workpiece, inaccurate preparation, machine and device tolerances, and proess disturbances, Figure 16.1. sensor
Numturn Numturn Powerful CNC Technology, for high flexibility and easy handling. CNC Cycle Lathes.
 CNC Cycle Lathes Powerful CNC Technology, for high flexibility and easy handling Siemens 808 D Manual Machine Plus or Fagor 8055i Turning diameter over bed 26 Center width up to 79 Main spindle up to 20
CNC Cycle Lathes Powerful CNC Technology, for high flexibility and easy handling Siemens 808 D Manual Machine Plus or Fagor 8055i Turning diameter over bed 26 Center width up to 79 Main spindle up to 20
ELECTRONIC DOUBLE HEAD CUTTING MACHINE 500 TS
 ELECTRONIC DOUBLE HEAD CUTTING MACHINE 500 TS 500 TS - 500 CD - 500 D2K Electronic double head cutting machine The double head cutting machines made by Pertici boast unique features in terms of build quality
ELECTRONIC DOUBLE HEAD CUTTING MACHINE 500 TS 500 TS - 500 CD - 500 D2K Electronic double head cutting machine The double head cutting machines made by Pertici boast unique features in terms of build quality
PROGRESS IN CUTTING AND WELDING OF SHEET METAL ASSEMBLIES IN ONE MACHINE WITH THE LASER COMBI-HEAD Invited paper (1001)
") PROGRESS IN CUTTING AND WELDING OF SHEET METAL ASSEMBLIES IN ONE MACHINE WITH THE LASER COMBI-HEAD Invited paper (1001) Dirk Petring 1, Frank Schneider 1, Harald Dickler 2 1 Fraunhofer-Institute for Laser
PROGRESS IN CUTTING AND WELDING OF SHEET METAL ASSEMBLIES IN ONE MACHINE WITH THE LASER COMBI-HEAD Invited paper (1001) Dirk Petring 1, Frank Schneider 1, Harald Dickler 2 1 Fraunhofer-Institute for Laser
Geometric Dimensioning and Tolerancing
 Geometric Dimensioning and Tolerancing (Known as GDT) What is GDT Helps ensure interchangeability of parts. Use is dictated by function and relationship of the part feature. It does not take the place
Geometric Dimensioning and Tolerancing (Known as GDT) What is GDT Helps ensure interchangeability of parts. Use is dictated by function and relationship of the part feature. It does not take the place
DISC FINISHING MACHINES
 Application Processing of small parts Larger parts (from approx. 50 g weight can also be processed individually) Thanks to high rotational speed and high relative speeds, reduction of processing times
Application Processing of small parts Larger parts (from approx. 50 g weight can also be processed individually) Thanks to high rotational speed and high relative speeds, reduction of processing times
Measuring Procedure the Principle. The laser beam is scanned by means of a specialized measuring tip within a 3D measurement cylinder.
 PRIMES FocusMonitor FM For different wavelengths pyroelectric detectors or photodiodes are used. The divergence of the focused laser beam of lasers is rather small. The relationship between the focal length
PRIMES FocusMonitor FM For different wavelengths pyroelectric detectors or photodiodes are used. The divergence of the focused laser beam of lasers is rather small. The relationship between the focal length
Metrology Prof. Dr Kanakuppi Sadashivappa Bapuji Institute of Engineering and Technology Davangere. Lecture 34 Pneumatic Comparators
 Metrology Prof. Dr Kanakuppi Sadashivappa Bapuji Institute of Engineering and Technology Davangere Lecture 34 Pneumatic Comparators (Refer Slide Time: 00:13) (Refer Slide Time: 00:17) I welcome you all
Metrology Prof. Dr Kanakuppi Sadashivappa Bapuji Institute of Engineering and Technology Davangere Lecture 34 Pneumatic Comparators (Refer Slide Time: 00:13) (Refer Slide Time: 00:17) I welcome you all
Producing weld preparations is done in seconds
 P.O. Box 5, NL 6580 AA MALDEN Th. WORTELBOER B.V. HOLLAND phone +31 24 358 65 14 fax +31 24 358 70 79 www.wortelboer.ws Producing weld preparations is done in seconds NEW MODELS 2011/2013 PBM PIPE END
P.O. Box 5, NL 6580 AA MALDEN Th. WORTELBOER B.V. HOLLAND phone +31 24 358 65 14 fax +31 24 358 70 79 www.wortelboer.ws Producing weld preparations is done in seconds NEW MODELS 2011/2013 PBM PIPE END
DISCO DICING SAW SOP. April 2014 INTRODUCTION
 DISCO DICING SAW SOP April 2014 INTRODUCTION The DISCO Dicing saw is an essential piece of equipment that allows cleanroom users to divide up their processed wafers into individual chips. The dicing saw
DISCO DICING SAW SOP April 2014 INTRODUCTION The DISCO Dicing saw is an essential piece of equipment that allows cleanroom users to divide up their processed wafers into individual chips. The dicing saw
Fast, precise, powerful
 Fast, precise, powerful CNC multi-spindle automatics of the PC series 02 Schütte PC Series Compact design: hydraulic endworking slide feed unit with linear measuring system and control valve Material removal
Fast, precise, powerful CNC multi-spindle automatics of the PC series 02 Schütte PC Series Compact design: hydraulic endworking slide feed unit with linear measuring system and control valve Material removal
The beam is than introduced into the working area protected by anti crashing polycarbonate with safety automatic release Working area with protection
 NR. 1 TECHNO BH WORKING CENTRE WITH 8 AXES INTERPOLATING IN CONTINUOS TO PROCESS BLOCK HOUSES. AUTOMATIC WORKPIECE MOVEMENT. BASIC DESCRIPTION: The Techno Block House is a solid and completely automatic
NR. 1 TECHNO BH WORKING CENTRE WITH 8 AXES INTERPOLATING IN CONTINUOS TO PROCESS BLOCK HOUSES. AUTOMATIC WORKPIECE MOVEMENT. BASIC DESCRIPTION: The Techno Block House is a solid and completely automatic
Technical Explanation for Displacement Sensors and Measurement Sensors
 Technical Explanation for Sensors and Measurement Sensors CSM_e_LineWidth_TG_E_2_1 Introduction What Is a Sensor? A Sensor is a device that measures the distance between the sensor and an object by detecting
Technical Explanation for Sensors and Measurement Sensors CSM_e_LineWidth_TG_E_2_1 Introduction What Is a Sensor? A Sensor is a device that measures the distance between the sensor and an object by detecting
PRODUCTS Spezialmaschinen
 PRODUCTS 2008 Spezialmaschinen Wherever professionals are precisely machining materials in panel form, you will find HOLZ-HER s edgebanders CNC machining centres pressure beam saws and panel saws. Both
PRODUCTS 2008 Spezialmaschinen Wherever professionals are precisely machining materials in panel form, you will find HOLZ-HER s edgebanders CNC machining centres pressure beam saws and panel saws. Both
GEMSCRIPTOR DT-150-R
 HIGH PRODUCTIVITY DIAMOND LASER MARKER PAGE 2/9 Versatile: Inscription of Logos, drawings and True Type Font text Quick release spring holders for Diamonds and special cuts, Holders for mounted stones
HIGH PRODUCTIVITY DIAMOND LASER MARKER PAGE 2/9 Versatile: Inscription of Logos, drawings and True Type Font text Quick release spring holders for Diamonds and special cuts, Holders for mounted stones
MultiLine MS40C MS40P. CNC Multi Spindle Turning Machines
 MultiLine MS40C MS40P CNC Multi Spindle Turning Machines MultiLine MS40C/MS40P INDEX CNC multi-spindle machine: the standard! With two model options fully configurable as desired, we offer you a machine
MultiLine MS40C MS40P CNC Multi Spindle Turning Machines MultiLine MS40C/MS40P INDEX CNC multi-spindle machine: the standard! With two model options fully configurable as desired, we offer you a machine
When semi-automatic brings full satisfaction.
 Powerful solutions passionate people When semi-automatic brings full satisfaction. SKL 450 E SEMi-automatic mitre circular saw > MADE IN GERMANY SKL 450 E semi automatic MITRE CIRCULAR SAW ADVANTAGES AT
Powerful solutions passionate people When semi-automatic brings full satisfaction. SKL 450 E SEMi-automatic mitre circular saw > MADE IN GERMANY SKL 450 E semi automatic MITRE CIRCULAR SAW ADVANTAGES AT
Solid Carbide Thread Milling Cutters
 Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
T10F. Data Sheet. Torque Flange. Special features. Installation example T10F. B en
 T10F Torque Flange Data Sheet Special features Extremely short design High permissible dynamic loads High permissible transverse forces and bending moments Very high torsional stiffness Contactless Selectable
T10F Torque Flange Data Sheet Special features Extremely short design High permissible dynamic loads High permissible transverse forces and bending moments Very high torsional stiffness Contactless Selectable
OPTICS IN MOTION. Introduction: Competing Technologies: 1 of 6 3/18/2012 6:27 PM.
 1 of 6 3/18/2012 6:27 PM OPTICS IN MOTION STANDARD AND CUSTOM FAST STEERING MIRRORS Home Products Contact Tutorial Navigate Our Site 1) Laser Beam Stabilization to design and build a custom 3.5 x 5 inch,
1 of 6 3/18/2012 6:27 PM OPTICS IN MOTION STANDARD AND CUSTOM FAST STEERING MIRRORS Home Products Contact Tutorial Navigate Our Site 1) Laser Beam Stabilization to design and build a custom 3.5 x 5 inch,
Installation and Operational Instructions for ROBA -DS couplings Type 95. _ (disk pack HF) Sizes
 Sizes") 95. _ (disk pack HF) Sizes 6 22 Please read these Operational Instructions carefully and follow them accordingly! Ignoring these Instructions may lead to malfunctions or to coupling failure, resulting
95. _ (disk pack HF) Sizes 6 22 Please read these Operational Instructions carefully and follow them accordingly! Ignoring these Instructions may lead to malfunctions or to coupling failure, resulting
WDBR Series (RoHS compliant)
") WDBR Series (RoHS compliant) This new range of thick film planar power resistors on steel, offering high pulse withstand capability, compact footprint and low profile, to many demanding applications including
WDBR Series (RoHS compliant) This new range of thick film planar power resistors on steel, offering high pulse withstand capability, compact footprint and low profile, to many demanding applications including
DM&E CORPORATION EQUIPMENT AND FACILITIES LISTING
 DM&E CORPORATION EQUIPMENT AND FACILITIES LISTING DM&E Corporation PO Box 580 Shelby, NC 28151-0580 (704) 482-8876 Fax: (704) 484-8326 Email: sales@dmecutter.com Website: www.dmecutter.com Updated January
DM&E CORPORATION EQUIPMENT AND FACILITIES LISTING DM&E Corporation PO Box 580 Shelby, NC 28151-0580 (704) 482-8876 Fax: (704) 484-8326 Email: sales@dmecutter.com Website: www.dmecutter.com Updated January
SEEING THINGS DIFFERENTLY AND LEARNING FROM EXPERIENCE
 SEEING THINGS DIFFERENTLY AND LEARNING FROM EXPERIENCE We have more than 25 years of experience in the optimal use of electrochemical machining (ECM) within a flexible production process and the development
SEEING THINGS DIFFERENTLY AND LEARNING FROM EXPERIENCE We have more than 25 years of experience in the optimal use of electrochemical machining (ECM) within a flexible production process and the development
Scanning electron microscope
 Scanning electron microscope 5 th CEMM workshop Maja Koblar, Sc. Eng. Physics Outline The basic principle? What is an electron? Parts of the SEM Electron gun Electromagnetic lenses Apertures Detectors
Scanning electron microscope 5 th CEMM workshop Maja Koblar, Sc. Eng. Physics Outline The basic principle? What is an electron? Parts of the SEM Electron gun Electromagnetic lenses Apertures Detectors