Part 3: Service Instructions Cl ; -23; -24
|
|
|
- Barbara Copeland
- 5 years ago
- Views:
Transcription
1 Contents Page: Part 3: Service Instructions Cl ; -23; General Transport Carriage Rollers Forward End Position Rear End Position Timing Belt Tension Changing the Timing Belt Folder Stroke Movement of the Folder Aligning the Folder to the Center of the Pocket Opening Position of the Folder to the Needles and the Center Knife Guide Plates on the Folder Clearance of the Transport Clamps to the Folder sole Manual Adjustment of the Transport Clamps (745-22) Pneumatic Quick Clamp Adjustment (745-23) Marker Lights Knife Brackets for Cutting the Corners Adjusting the Position of the Corner Incisions Adjusting the Knife Brackets for Bias Corner Incisions (745-24) Changing the Corner Knives ( and ) Changing the Corner Knives (745-24) Adjusting the Piping Reverser (745-23) Cloth Slider Plate and Support Plate Stroke Height of the Transport Clamps Clearance of the flap clamps to the slider plate Synchronizer Machine Head Crank Pin on the Arm Shaft Needle Bar Link Slewing Movement Setting the Needle Bar Link to the Needle Bars Turning the Needle Bars on Assembling and Removing the Needle Bar Link
2 Contents Page: 11.3 Hook Shaft Height Tooth Play of the Hook Drive Looping Stroke Height of the Needle Holders Clearance of the Hook Points to the Needles Needle Guard Changing the Hook Bobbin Case Holding Wire Aligning the Light Barriers of the Remaining Thread Monitor Center Knife Thread Controller Springs Trimming and Clamping Device for the Needle Threads Trimming and Clamping Device for the Underthreads Thread Puller for the Needle Threads Winder Changing the Needle Holders Setting the Optional Equipment Draw-off Device and Bundle Clamp Length-controlled Feed and Trimming Device for Reinforcement Strips Holder, Pocket Bag and Waistband Clamp Reflecting Light Barrier for Flap Scanning ( and ) Throw-over Stacker Setting the Opening Setting the Height of the Counterholder Setting the Position of the Placement Plate Setting the Speed of the Smoother Movement
3 1. General These Service Instructions describe the adjustments on the sewing unit in a practical order. Attention! The various setting positions are interdependent. It is therefore essential that the individual settings be made in the order described. ATTENTION! The tasks described in these Service Instructions may only be conducted by skilled personnel or appropriately trained persons! Danger of Breakage! Before starting the sewing unit again after disassembly first conduct the necessary setting work as per these Service Instructions. Never start the sewing unit with an incorrect direction of turn of the drive motor. To avoid damage to the clamp linings: Run the lowered transport clamps into the rear end position only with cloth in place. Before repair, conversion and maintenance work: Exception: Setting work conducted with testing, setting or sewing programs of the control unit. Adjustment work and function testing with the sewing unit running Conduct adjustment work and function testing with the sewing unit running only under observance of all safety measures and with greatest caution. Setting work in the area of the corner knives, of the center knife and the needles Remove the appropriate parts before conducting the setting work in order to avoid injury. Exception: The parts are essential for the setting work. Pedal Attention! In the sewing programs the sewing unit can be accidentally started by stepping down on the pedal. 3
4 Setting gauges The following setting gauges are available on request: Subclass Setting gauges Order no. Application ; -23; -24 Gauge Crank pin to the arm shaft Gauge Hook shaft height Arresting pin Looping stroke setting Measuring bridge Needle holder height Measuring pin Needle holder height Setting pin Sideways hook clearance Gauge Clearance needle bar link to the needle bar Gauge Corner knife (NA = 16 mm) Gauge Corner knife (NA = 20 mm) Replacement parts The following replacement parts in the numbers listed are in the accessories pack: Subclass Replacement part Pieces Order no ;-23;-24 Center knife Special bobbin for the remaining thread monitor ; -23 Corner knives (NA = 8 mm) or Corner knives (NA = 10 mm) or Corner knives (NA = 12 mm) or Corner knives (NA = mm) a Corner knives (NA = 10 mm) a or Corner knives (NA = 12 mm) a or Corner knives (NA = mm) a 4
5 2. Transport Carriage The advance of the transport carriage occurs via a step motor. Do not reach into the area of moving machine parts. 2.1 Rollers The transport carriage is guided on the extension pipes 2 by ball sleeves on the left and by rollers on the right. The rollers 1 are set tight at the factory. 1 2 Set the play of the rollers 1 only with the main switch turned off. To remove play: Remove the cover plate after loosening the mounting screws. Loosen one of the eccentrically bearinged rollers 1 and set tight. 5


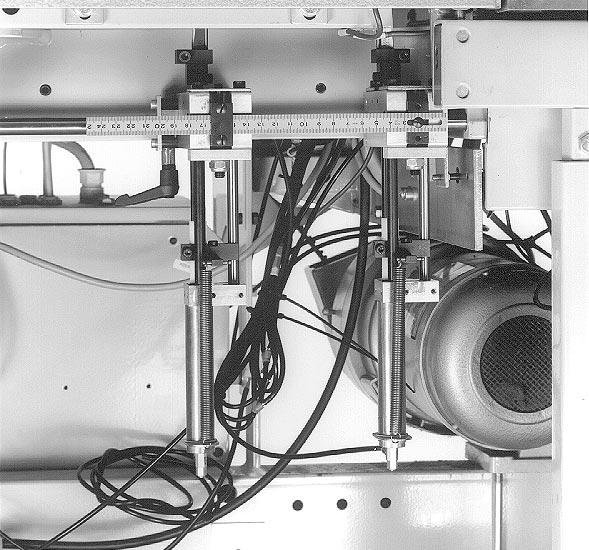
6 2.2 Forward End Position 15 mm 1 2 The switch b2 determines the forward end position of the transport carriage. In this position the clearance from the forward edges of the forward-lying needles to the forward edges 2 of the transport clamps must be 306 mm. This corresponds to a clearance of 15 mm from the forward edges 2 of the transport clamps to the H-light marker 1 (see sketch). The switch b3 serves as a safety switch. It prevents a possible striking of the transport carriage on the machine head. The clearance between the switches b3 and b2 must be 90 mm. b3 b2 90 mm 2 Checking the switch setting Turn the main switch on. Step back on the left pedal. The transport carriage runs into its rear end position. Step forward on the left pedal. The transport carriage runs into its forward end position. It runs over the switch b2 (reference position) along its path. After a further run of approx. 80 mm it stops in the forward end position. Check the clearance of 306 mm from the forward edge of the forward-lying needles to the forward edges 2 of the transport clamps. Correcting the switch setting Correct the position of the switches b2 and b3 only with the main switch turned off. Remove the cover plate after loosening the mounting screws. Set the switches b2 and b3 after loosening the clamping screws. Tighten the clamping screws again. 6



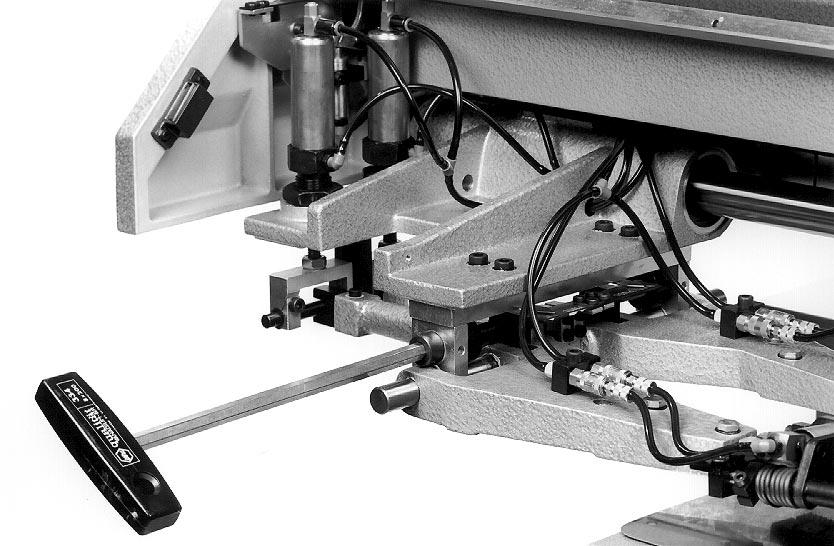
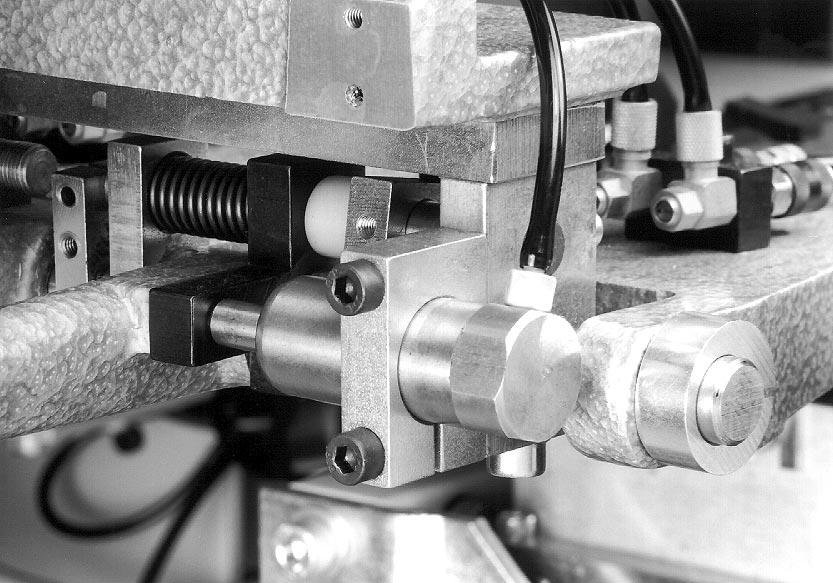
7 2.3 Rear End Position The switch b1 determines the rear end position of the transport carriage. Set switch b1 so that in the rear end position there is still a clearance of 5 mm between the damper discs 1 and the transport carriage 2. The surface 4 on the transport carriage must open the pneumatic valve 3 when running into the rear end position. With the main switch turned off and pneumatic valve 3 opened the interlock of the cover hood and the cloth slider plate is released b1 Check the positions of the switch and the pneumatic valve Turn the main switch on. Step back on the left pedal. The transport carriage runs into its rear end position. Check the clearance dimension of 5 mm between the damper discs 1 and the transport carriage 2. Check if the pneumatic valve 3 is opened by the surface 2 on the transport carriage. Correcting the positions of the switch and the pneumatic valve Set the positions of the switch b1 and the pneumatic valve 3 only with the main switch turned off. Slide switch b1 after loosening the clamping screws. Set pneumatic valve 3 so that it is opened by the surface 4 on the transport carriage. Tighten the clamping screws again. Attach the cover plate. 7
8 2.4 Timing Belt Tension At the middle of the belt section S the timing belt must bend in 13 mm under the test load FV = 500g. { S Consequences of too high timing belt tension: Reduced life Running noises Consequences of too low timing belt tension: No flawless tooth interlocking between the belt teeth and the pulley teeth Jumping of the teeth under load 1 2 Attach the test load in the middle the timing belt (e.g. with the aid of a spring scale). The timing belt is correctly tensioned when the upper half of the belt just touches the lower half of the belt. To correct: Correct the timing belt tension at nut 2. The nut 2 is equipped with a self-locking thread. 8

9 2.5 Changing the Timing Belt To simplify changing, the timing belt is split. It is held together by the timing belt clamp Change the timing belt only with the main switch turned off. Remove the old timing belt Loosen the four clamping screws on the timing belt clamp 1. After loosening the timing belt clamp 1 pull the timing belt out of the housing 4. Inserting the new timing belt Push one end of the timing belt through the opening 3 on the timing belt pulley of the step motor. Carefully turn the timing belt pulley for placement of the timing belt with a suitable tool. The timing belt pulley is accessable through the opening 3. To connect the two timing belt ends slacken the timing belt tension a little at nut 2. Join the two timing belt ends with the timing belt clamp 1. Set the timing belt tension (see Chapter 2.4). 9

.")
10 3. Folder For the unimpaired transport of the material and a flawless fabrication of the pocket opening, the folding and cutting tools, as well as the marker lights, must be aligned to the center of the pocket opening. The incision of the center knife is seen as the center of the pocket opening. The measurement line 2 was traced on the machine plate at the factory. It runs parallel to the center of the pocket opening, that is, to the center knife incision at a clearance of 125 mm. By proper mounting of the folder 1 it can be aligned from the measurement line to the center of the pocket opening (see Chapter 3.2). 1 2 Proper mounting of the folder: The folder 1 is pushed up onto the clamping piece 5 until it touches. The pin 3 catches in slot
11 3.1 Stroke Movement of the Folder Set the stroke movement of the folder only with the main switch turned off. With the folder raised: There must be a safety clearance of 3 mm between the lever 13 and the bottom of the curve piece 12. Loosen nut 6. Set the mounting of the cylinder 7 higher or lower accordingly. Tighten nut 6. With the folder lowered: The clearance between the folder sole and the cloth slider plate must be 2 mm along the whole length. Loosen nut 10. Set the clearance between the bottom of folder sole and the cloth slider plate by turning the piston rod of the cylinder 7. If the roller lays on in the lowest point of the curve path 8: Loosen screws 11. Set the curve piece 12 lower. 11


12 Loosen clamping screw 14. Turn the folder slightly on the axle 15. There must be a uniform clearance between the folder sole and the cloth slider plate along the whole length. Tighten clamping screw 14 and nut 10. In the lowest position of the folder set the curve piece 12 as follows: There must be a clearance of 0.5 mm between the roller and the lowest point of the curve path 8. Tighten screws 11. Proximity switches b4 and b5 The proximity switches b4 and b5 monitor the two end positions of the folder. Switch b4: Monitoring of the upper folder position switch b5: Monitoring of the lower folder position The checking of the correct switch settings occurs in program P63: Turn the main switch on. Set the "Program" switch to "63". Press the "STOP" key The program is activated. Set the "Program" switch to "4" (switch b4) or "5" (switch b5). The display shows the switching status "-" or "+". Loosen the mounting screws on the switch b4 or b5 slightly. Align switch b4 and b5 to the roller in the corresponding folder positions. The display must show the switching status "+". Tighten the mounting screws of the switch again b b
13 3.2 Aligning the Folder to the Center of the Pocket Opening When properly mounted the folder can be aligned from the measurement line 17 to the center of the pocket opening. Dependent on the width of the folder sole 19 the dimension x can be established. With the aid of this dimension the folder can be aligned to the center of the pocket opening 18 and parallel to the measurement line Subtract the piping width a and half of the needle clearance NA from the dimension 125 mm. Example from the sketch: 125 mm - a - 1/2 x NA x 125 mm - 5 mm - 1/2 x 12 mm = 114 mm Piping widths and needle clearances for other folders can be found in the Operating Instructions. Align the folder to the center of the pocket opening only with the main switch turned off. Loosen screws 16 slightly. Align the folder sole parallel to the measurement line 17 with the aid of a measuring stick. Tighten screws 16. Loosen clamping screw 14 slightly. Set the clearance x (in the example x = 114 mm) between measurement line 17 and the left edge of the folder sole 19. For this slide the folder sideways. Tighten clamping screw
.")

14 3.3 Position of the Folder to the Needles and the Center Knife With a properly mounted folder the following positions must be attained: In the most forward position the needles must enter the needle holes of the folder sole unhindered (without being deflected). When the center knife 1 enters the knife guard 2 in the most forward position there must still be a clearance of 0.5 to 1 mm between the front edge of the knife and knife guard. 1 0,5-1 mm 2 3 Align the folder to the needles and the center knife only with the main switch turned off. To correct: Loosen screws 3 slightly. Slide the folder in the direction of transport. Tighten screws 3 again. 14
15 3.4 Guide Plates on the Folder With the needle bar link in the most forward position the edges 2 of the guide plates must extend approx. 1 mm to the rear beyond the needles. The leaf springs 1 hold the guide plates down on the folder sole with a slight pressure. The pressure must so dimensioned that the sprung guide plates can be easily raised by the piping strip running in or by the flap mm Correct the pressure of the leaf springs only with the main switch turned off. To correct: Set the pressure by adjusting the leaf springs 1. 15
16 4. Clearance of the Transport Clamps to the Folder Sole There must be a certain clearance between the outer edges 2 of the folder sole and the inner edges 1 of the transport clamps. By medium weight cloth for ready-made clothes it must be e.g. 1 to 1.5 mm. The clearance is necessary in order to assure uniform piping widths on both sides and an unhindered transport of the material. 4.1 Manual Adjustment of the Transport Clamps (745-22) With the and both transport clamps are set by turning the Allen screws 6. With the only the right transport clamp is set manually. The scale plates 8 serve as setting aids. To set the clearance turn the Allen screw 6. To turn use the socket wrench 5 to be found in the accessories pack. The scale plates 8 were aligned at the factory as follows: When the pointer 7 points to the marking "I" the correct clearance for sewing medium weight material of two-sided piped pocket openings is set. The second marking gives the clearance for sewing a greater piping width or a one-sided piped pocket opening. By stepping forward or back on the left pedal conduct test runs with the transport carriage. The transport clamps must pass the guide plates 4 and the thread catcher 3 unhindered. ATTENTION! The markings on the scale plates 8 are matched to the needle clearance of the machine head. When attaching needle holders for other needle clearances the scale plates 8 must also be replaced. Pneumatic quick clamp adjustment By frequent changes of the folder between single and dual piping the pneumatic quick clamp adjustment simplifies the setting of the transport clamps. With the the left transport clamp has the pneumatic quick clamp adjustment as standard equipment (Description see Chapter 4.2). With the and it is available as optional equipment (Order no ). 16


17
18 4.2 Pneumatic Quick Clamp Adjustment (745-23) With the the left transport clamp has the pneumatic quick clamp adjustment as standard equipment. When changing the the folder between single and dual piping the left transport clamp correctly sets itself automatically. The clearance between the outer edges 2 of the folder sole and the inner edges 1 of the lowered transport clamps is dertermined as follows: For dual piping by the position of the cylinder 9 with air. For single piping by the position of the stop 6. Set the quick clamp adjustment only with the main switch turned off. Folder for dual piping Presetting: The clearance between clamp arm 7 and clamping piece 5 must be approx. 3 mm with the piston rod 8 fully extended. Insert the folder for dual piping. The extended pin 3 operates the valve 4 for the quick clamp adjustment. The correct clearance of the transport clamps to the folder sole is automatically set. Slide the transport carriage manually until the transport clamps lie at the level of the folder sole. Loosen clamping screw 10. Set the clearance between the folder sole and the inner edges of the lowered transport clamps by sliding the cylinder 9. Tighten clamping screw 10. Folder for single piping Insert the folder for single piping. With the quick clamp adjustment vented and touching the stop 6 check the clearance dimension of 1 to 1.5 mm between the transport clamps 1 and the folder sole 2. To correct: Loosen the clamping screws on the stop 6. Slide the stop 6 in the appropriate direction. Tighten the clamping screws again. 18

19
20 5. Marker Lights The light markers 2 and 4 limit the sewing area. Alternatively a 3rd marker light, available on request, can be attached (Order no ). The multiple masks built into the lamp optics make possible the following application: Because of the small H-light markers a clearance of 10 mm between chest dart and flap edge can be achieved in the positioning of jacket fronts. By setting the marker lights higher the clearance can be increased to a maximum of 15 mm. Turn the marker light 90. Clearances from 15 mm to a maximum of 25 mm can be set by setting the large H-light marker higher or lower : Needles 4 : Light marker-rear positioning point 2 : Light marker-forward positioning point 5 : Center of the pocket opening 3 : 3rd marker light (on request) 6 : Measurement line After setting the marker lights higher or turning them it is essential that the following points be observed: Reset the lamp holder. Align the light markers congruent to the center of the pocket opening. Keep to the maximum sewing area. Focusing the light markers sharp Loosen clamping screw 13 slightly. Focus the light marker sharp by setting the tube 14 higher or lower. Tighten clamping screw

21 Aligning the light markers All light markers must be aligned to the cutting line (center of the pocket opening 5). The clearance between the lengthwise lines of the H-light markers and the measurement line 6 must be 125 mm. Loosen the clamping screws 8 of the lamp holder 12 slightly. Set the lamps higher or lower in the lamp holders 12. There must be a clearance of 10 mm between the crosswise lines of the small H-light marker (see sketch). Turn the lamps in the lamp holders 12. The crosswise line of the H-light marker must lie parallel to the measurement line 6. Tighten clamping screws 8. Loosen the clamping screws 11 on the holder block 10 slightly. Set the clearance of the light markers to the measurement line 6 by pushing in or pulling out the lamp holder 12. Tighten clamping screws 11. Loosen clamping screws 7 slightly. Slide the holder block 10 on the support axle 9. The clearances to be set between the light marker and the forward-lying needles are to be found in the sketch. Tighten clamping screws 7. 21
22 Check the exact position of the light markers Light marker 2 (seam beginning): Set the " " key on the front panel of the control unit to "Positioning point-forward". The LED above the key is lit. Designate the desired seam beginning with a chalk mark on the sewing piece. Position the sewing piece with the chalk mark on the forward crosswise line of light marker 2. Start the sewing procedure. The seam must begin on the chalk mark. To correct: Realign marker light 2 after loosening its holder. Light marker 4 (seam end): Set the " " key on the front panel of the control unit to "Positioning point-rear". The LED above the key is off. Make an analogous check of the alignment of the light marker 4 for the seam end. 22
 or 135 mm (745-24) (see sketch). ca.")
 or 2 (745-23). The stop screws 1 and 2 are in the area under the hooks.")
23 6. Knife Brackets for the Cutting of the Corners Do not reach into the area of the corner knives. The rapidly rising corner knives can cause serious cuts. Presetting: The clearance between the cutting edges of the corner knives in the knife bracket "seam end" and the forward-lying needles must be 130 mm (745-22;-23) or 135 mm (745-24) (see sketch). ca. 1-2 mm 130 mm (745-22;-23) 135 mm (745-24) The measuring and setting is to be made at the widest point of the corner knife with the knife bar raised. Tilt the machine head to the back. Set the clearance dimension of 130 mm by turning the stop screw 1 ( and ) or 2 (745-23). The stop screws 1 and 2 are in the area under the hooks. The knife incisions must end at the seam beginning before the first and at the seam end before the last stitch (see sketch). This corresponds to the front edge of the flap and the rear edge of the flap with the flap sewn on , : :


24 6.1 Adjusting the Position of the Corner Incisions Call up the longest sewing distance (e.g. 150 mm) with the L1 key on the front panel of the control unit. Conduct a trial seam. It is useful to first iron a piece of nonwoven fleece onto the sewing piece. This shows the corner incisions well. Check the seam and cut patterns. To correct: Make the following settings. Presetting: Set the correction values for seam beginning (NA) and seam end (NE) to the median value 50 (no correction) (see Short Description Multicontrol). Adjust the position of the corner incisions only with the main switch turned off. Adjusting the corner incision of the knife bracket "seam beginning" The knife bracket "seam beginning" must cut up to in front of the first stitch (see sketch) ;-24: Loosen the clamping lever : Loosen screw 5. Set the position of the corner incision at the seam beginning by sliding the knife bracket 2. Tighten clamping lever 3 or screw 5 again. Adjusting the corner incision of the knife bracket "seam end" The knife bracket "seam end" must cut up to in front of the last stitch. If necessary, correct the corner incisions of the knife bracket "seam end" at stop screw 1 (745-22; -24) or 2 (745-23) ; -24: : 24


25 745-22: : :
26 Adjusting the scale With the and the scale 7 with the dimension corresponding to the sewing distance (in the example 150 mm) must lie congruent to the edge 6 of the knife bracket 2 ("seam beginning"). Loosen screw 9 slightly. Set the scale 7 with the dimension 150 mm (see Example) congruent to the edge 6 of the knife bracket 2. With the the scale 14 with the dimension corresponding to the sewing distance (in the example 150 mm) must lie congruent to the edge 15 of the knife bracket 11 ("seam end"). Loosen screw 10 slightly. Set the scale 14 with the dimension 150 mm (see Example) congruent to the edge 15 of the knife bracket 11. Thus the scale is also correctly set for the changeover to the sewing distances L2 and L3 (see Operating Instructions). Aligning the corner incisions to the seams The corner incisions must lie symmetric to the seams (illustration a). The clearance of the incision ends to the seams must be equal on both sides (illustration b). a) b) Loosen screw 8. Turn rod accordingly. Set a clearance of approx. 5 mm between the block 1 and the knife bracket 2 with the cylinder run in on both subclasses. The safety clearance prevents a striking of the piston rod in the cylinder. Tighten screw 8. Set the same clearance between incision end and seam on both sides : Turn stop nut : Turn the eccentric : Turn stop nut 12. Setting the stroke speed of the corner knives Regulate the stroke speed at the one-way restrictor valves 5 (745-22; -23) or 13 (745-24). The rising movement should be rapid, but not jerky. 26



27 745-22: : mm :
28 6.2 Adjusting the Knife Brackets for Bias Corner Incisions (745-24) Adjust the knife brackets for bias corner incisions only with the main switch turned off. Do not reach into the area of the corner knives. The rapidly rising corner knives can cause serious injuries through cuts. Aligning the scale plate 9 Turn star knobs 7. The height of the stopper plates 5 must be set so that the screws 4 lie at the center of the slots 3. Loosen screws 8. Set the height of the scale plate 9. The wide marker line 10 in the middle of the scale must lie at one level with the lower edges 6 of the stopper plates 5. Tighten screws 8. Setting the awl rod and knife rods The setting is made with gauge 11: ATTENTION! Only at the "seam beginning" knife bracket. Remove block 18 including stop screw 1. Loosen screws 17 for this. Loosen screws 27. Remove clamping pieces 16 and corner knife 26. Loosen screws 14. Remove the awl rod 25. Loosen clamping screws 23, 32 and 33. Insert gauge 11 into the groove of the awl rod 13. Tighten screws 14. Turn the forks 22 on the knife rods 21. The knife rods should be guided tight but still be easily movable. Unhook the tension springs 24 and 34 to check. Set the knife rods 21. The upper edges of the knife holders 12 and the gauge 11 must be at the same level. Set the awl rod 13. When the clamping piece 31 is at its lower rest, the gauge 11 must touch on position plate 15. Tighten screw 32. Align the knife holders 12. The knife holders 12 must lay parallel onto the outer edges of the gauge

. Loosen lock nut 2. Turn back the stop screw 1 slightly.")

29 Turn the awl rod 13 and knife rods 21 accordingly. Tighten the clamping screws 23 and 33 again. Check the ease of movement of the knife rods 21 and the awl rod 13. Attach the block 18 at the "seam beginning" knife bracket again. It is then essential to set the base position of the position plate Setting the base position of the position plate 28 of the "seam beginning" knife bracket The base position of the position plate 28 is set at the factory. It must only be reset after the removal of the block 18 (e.g. for setting the awl rods and knife rods). Loosen lock nut 2. Turn back the stop screw 1 slightly. Turn the setting screw on star knob 20 until its surface 19 lies centered in block 18. Set the base position of the position plate 28 with the stop screw 1. In the base position the marker lines on the knife bracket 29 and on the position plate 28 must lie precisely above one another. Tighten lock nut

30 6.3 Changing the Corner Knives ( and ) Blunt corner knives are to be replaced with the knife set in the accessories pack. Please find the order numbers for the corner knife sets in Chapter 1 of these Service Instructions. Change the corner knives only with the main switch turned off. Danger of cuts! Do not reach into the sharp blades of the corner knives Screw out screw 4. Pull the knife holder 5, complete with the corner knives 2 and the awl 1, off of the knife bar. For safe working, clamp the knife holder 5 in a vise. Loosen clamping screw 3. The clamping collar in the knife holder 5 is released. Remove awl 1 and both corner knives 2. Insert new corner knives in the slits of the knife holder 5. Attention! The angle-ground blades must show to the outside. Insert the awl 1 into the appropriate drilled hole. Push both corner knives into the knife holder 5 up to the stop. Thereby bring the corner knives to the back until they touch the awl 1. Tighten clamping screw 3. Push the knife holder 5 onto the knife bar up to the stop. Tighten screw 4. 30

31 6.4 Changing the Corner Knives (745-24) Blunt corner knives are to be replaced with the knife set in the accessories pack. Please find the order numbers for the corner knife sets in Chapter 1 of these Service Instructions. Change the corner knives only with the main switch turned off. Danger of cuts! Do not reach into the sharp blades of the corner knives Loosen screw 3. Remove corner knife 2. Carefully push the new corner knife 2 between clamping piece 4 and knife holder 5. Attention! The angle-ground surface 1 of the corner knife 2 must show to the outside. Tighten screw 3. 31
 onto the other side of the material. 1 2 3 a) b) ca.")
32 7. Adjusting the Piping Reverser (745-23) The corner cutting device of the is additionally equipped with a piping reverser. The piping reverser pulls the sewn-on piping strip with corner incisions (only dual piping) onto the other side of the material a) b) ca. 25 mm Set the piping reverser only with the main switch turned off. Clearance between the cutting and reversing position The knife brackets 5 and 6 are in the cutting position when cylinder 1 has air (see illustration a). After the venting of cylinder 1 they move outward in the direction of the arrow into the reversing position (see illustration b). In the reversing position the reversing tools 2 and 3 must securely engage the piping strip when retracting. The corner incision, however, should not be damaged by the retracting reversing tools. With a correct setting the clearance between the cutting and the reversing position is approx. 25 mm. The stop screws 4 and 7 determine the position of the reversing tools in the reversing position. Correct the reversing position of the knife brackets 5 and 6 by turning the stop screws 4 and 7 in or out. 32

33 Height of the extended piping reverser With fully extended piping reversers the clearance between their upper edge and the cloth slider plate must be approx. 115 mm mm 3 4 Loosen lock nut 4. Set the height of the extended piping reverser by turning the rod 3. Thereby align the reversing tools of the piping reverser parallel to the pocket opening. Secure rod 3 against turning and tighten lock nut 4. Converting the reversing tools by altered needle clearance When changing to another needle clearance NA: Replace the rings 1. Adjust the number of plates 2 to the new needle clearance. Note: The individual operating steps of the piping reverser can be tested in the aid programs P43 to P45 (see Short Description Microcontrol). 33

. Loosen screws 3 slightly.")

34 8. Setting the Cloth Slider Plate and Support Plate The cloth slider plate 1 is to be so aligned that its cutout has the same clearance to both sides of the needle plate elevation. The support plate 6 must be at one level with the base plate of the machine head. ATTENTION! For safety reasons the cloth slider plate 1 is only unlocked in the transport carriage end position and with the main switch turned off Remove the cloth slider plate 1 (see Operating Instructions). Loosen screws 3 slightly. Set the cloth slider plate 1 forward by sliding the holder plate 2. Tighten screws 3 again. Loosen the screws to be found under plate 4. Set the cloth slider plate 1 at the rear by sliding the plate 4. Tighten the screws under plate 4 again. Set the support plate 6 at one level with the table top by turning the setting screws 5 and 7. 34

 and/or 0792 011162 (clamp right), the clearance of the flap clamps to the slider plate is 40 mm. ca.")
35 9. Stroke Height of the Transport Clamps With the flap clamps (optional equipment) closed the raised transport clamps must pass the machine arm without hitting. With the and the clearance between the forward edges 1 of the raised transport clamps and the cloth slider plate 2 must be approx. 30 mm. With the a greater stroke height is required for the left transport clamp. The clearance to the cloth slider plate must be approx. 40 mm. If the sewing unit and is equipment with flap clamps (clamp left) and/or (clamp right), the clearance of the flap clamps to the slider plate is 40 mm. ca. 30 mm ( u ) ca. 40 mm (745-23) ca. 19 mm ( u ) Step back on the left pedal. The transport carriage runs into its rear end position. Set the stroke height of the transport clamps only with the main switch turned off. Raise the cover hood. Remove the compressed air hoses at the cylinders 3. Loosen lock nut 4. Set the stroke height of the transport clamps at the cylinders 3. Increased stroke: Screw cylinders 3 in Decreased stroke: Screw cylinders 3 out Attach the compressed air hoses to the cylinders 3 again. Tighten lock nut 4. 35
36 9.1 Clearance of the flap clamps to the slider plate If the sewing unit is equipment with flap clamps (clamp left) and/or (clamp right), the clearance of the flap clamps to the cloth slider plate should be 40 mm : Flap clamp 2: Slider plate 3: Transport clamp 4: Center of the pocket opening 6 Set the flap clamps only with the main switch turned off. Losen screw 5. Set stop 6. The clearance of the flap clamps to the cloth slider plate should be 40 mm. Tighten srew 5 again. 10. Synchronizer It is practical to first set the 2nd needle position. 2nd needle position: Needle high position With the needle bars turned off in the highest position the thread lever must position 2 mm behind its upper dead center. Bring the thread lever into a central position by turning the handwheel. Turn the main switch on. The sewing unit positions in the needle high position (Position 2). Check the position of the thread lever. If necessary, correct the positioning. Correct the positioning only with the main switch turned off. Loosen clamping screws 2 on the synchronizer collar 1. Hold the synchronizer collar 1. Move the thread lever 2 mm behind its upper dead center by turning the handwheel. Tighten the clamping screws 2. Check the positioning again. 36

. Attention! When turning light screen 4 light screen 3 should not also turn.")
37 1st needle position: Needle low position The 1st needle position triggers the swing timing of the needle bar link for the seam bartacking at the seam beginning and the seam end. The light screen 3 determines the precise swing timing through its position. The slewing movement of the link must occur outside the material Set the light screens only with the main switch turned off. Remove the cover of the synchronizer after loosening the mounting screws. Loosen clamping screw 5. Turn light screen 4. The light apertures of the light screens 3 and 4 must lie exactly opposite each other (displaced 180 ). Attention! When turning light screen 4 light screen 3 should not also turn. Tighten clamping screw 5. ATTENTION! The light screens should not turn when the clamping screw 5 is turned. Turn the main switch on. Set the "Program" switch to "67". Press the "STOP" key The program is activated. The left half of the display shows "SW". Preselect the rpm of the sewing drive with the "Program" switch. Set the "Program" switch to "13" (maximum rpm ). Press the "Σ" key and release again. The machine head positions in the 1st needle position. Check the positioning again. 37
38 11. Machine Head 11.1 Crank Pin on the Arm Shaft The clearance of the eccentric crank pin 1 to the arm shaft 4 determines the size of the needle bar stroke and thus the upper dead center of the needle bars. The crank pin 1 is precisely set at the factory! After a replcement of the thread lever the crank pin 1 must be reset The setting of the crank pin 1 is made with the gauge 13 (Order no ). The crank and the arm shaft need not be removed for the setting. Set the crank pin only with the main switch turned off. Loosen screws 7 and 9. Remove the cylinder 11 with swing lever 12. Remove the head cover 10 after loosening the mounting screws. Take out the needle bar link (see Chapter ). After screwing out its mounting screw (Attention: left-handed thread!) loosen the needle tie rod from the crank pin 1 and pull off with the needle cage. Turn the handwheel until the Allen screws 2 point downward. The Allen screws 2 are accessable in this position. Loosen the Allen screws 2. Swing the thread tension plate 8 away to the side after loosening its mounting screws. The drilled hole underneath in the machine arm is freely accessable. Loosen the support screw 3 accessable through the drilled hole. 38

.")
39 Insert gauge 13 with its pegs into the accepting holes 6. Turn the crank pin 1 so that it catches in the recess in the gauge. Press the crank pin 1. The thread lever 5 must be set tight except for a lubrication gap. Tighten the Allen screws 2 and support screw 3. Remove gauge 13. Check the ease of movement of the machine by turning the handwheel. Place the needle tie rod with the needle cage on crank pin 1 and tighten its mounting screw (Attention: left-handed thread!). Replace the needle bar link and set (see Chapter ). Reattach the head cover 10 and cylinder 11 with swing lever

40 11.2 Needle Bar Link For securing the seams the seam beginning and the seam end are made with stitch condensation and seam bartacking (slewing the needle bar link) or only stitch condensation. Turn seam bartacking on and off by pressing the " " key on the front panel of the control unit. With seam bartacking turned on the LED above the key is lit. By 1.4 mm stitch length in stitch condensation the seam bartacking is generally turned off Slewing Movement The slewing of the needle bar link at the seam beginning and seam end occurs through the cylinder 2. After the setting of the eccentric axle 4 the seam bartacking plus the needle transport give a swing range of approx. 3.5 mm. The slit 7 must lie in the lower semicircle of the eccentric axle 4. In the idle position of the cylinder 2 (spring return position) the clearance of the needles (needle thickness Nm 100) to the forward edges of the needle hole must be 0.2 to 0.3 mm. The needle transport is forcibly acuated after entry into the material. The swing timing for the seam bartacking must be moved outside of the material by setting the synchronizer (see Chapter 10) ,5 mm
 between cylinder 2 and nut 5 of the piston rod. Press the latch 1 down.")
41 Step back on the left pedal. The transport carriage runs into its rear end position. Set the slewing movement of the needle bar link only with the main switch turned off. Remove the cylinder and swing lever for the thread puller and head cover with folder. Clamp a suitable spacer 3 (13.5 mm thick) between cylinder 2 and nut 5 of the piston rod. Press the latch 1 down. Bring the needle bars into the low position by turning the handwheel. Loosen clamping screw 6. Turn the eccentric axle 4 until the needles enter in the middle of the needle hole. The slit 7 must thereby lie in the lower half of the semicircle of the eccentric axle 4. Tighten clamping screw 6. Remove spacer 3. The needles are in the forward position. The clearance of the forward edges of the needle (needle thickness Nm 100) to the forward edges of the needle hole must be 0.2 to 0.3 mm. Loosen screws 9 slightly. Set clearance by setting the holder plate 8 higher or lower. Tighten screws
42 Setting the Needle Bar Link to the Needle Bars For a sure turning on and off of the needle bars the needle bar link must be precisely set to the needle bars. The setting is made with gauge 3 (Order no ). Check and correct the setting of the needle bar link to the needle bars only with the main switch turned off. Checking the setting Press latch 1 down. Switch in the needle bars by turning the handwheel. Push the 2.6 mm high setting side of the gauge 3 into the drilled hole 2 on the machine arm. The gauge must seat itself without play between the needle bar link 9 and the clamping collars 10 of the needle bar. Bring the needle bars into the high position by turning the handwheel. A little resistance must be felt. Push in the 2.8 mm high setting side (marked by the drilled hole). With a correct setting this side of the gauge should not be able to be pushed in between the needle bar link and clamping collars. Turn the handwheel. The handwheel should not be able to be turned beyond the upper dead center. Correcting the setting Loosen screws 6. Loosen lock nuts 7. Set the clearance between the needle bar link 9 and the clamping collars 10 by turning the setting screws 4 and 8. Decreasing the clearance: Turn the lower setting screw 8 clockwise Increasing the clearance: Turn the upper setting screw 4 counter clockwise Each setting screw lying opposite must first be turned back. After the setting is made, turn the setting screw lying opposite against the pin 5. Tighten screws 6. Tighten lock nuts 7. Check the setting with gauge 3 again. Check the setting of the center knife and adjust, if necessary (see Chapter 11.12). 42


43 ,2 mm
44 Turning on the Needle Bars With cylinder 6 not operated the needle bars are turned off and arrested in the high position. The extending piston rod of the cylinder 6 operates the latch 3. The coupling-in of the needle bars occurs at that moment in which the crosshead reaches its upper dead center. Make the setting only with the main switch turned off. ATTENTION! The subclass is equipped with two latches. The 2nd latch is to be set in the same manner. To turn on the needle bars manually: Press the latch 3 down and hold operated. Couple in the needle bars by turning the handwheel. If latch 3 is not held operated the needle bars uncouple in the high position at the next revolution. In the highest (unoperated) position of the latch 3: The clearance between the bottom 2 of the stopper 1 and the edge 4 of the latch must be 0.5 mm. Set the clearance by sliding the cylinder 6. In the lowest (operated) position of the latch 3: The swing lever 9 with its bottom 8 must move past approx. 1 mm above the edge 4 of the latch. Loosen the lock nut on setting screw 7. Pull the latch 3 to the back against the stopper 1. Press latch 3 down into its lowest position manually and hold fast. Turn the handwheel until the swing lever 9 moves into the recess of the latch 3. The bottom edge 8 of the swing lever lies opposite edge 4 of the latch. Set the clearance between both edges by turning the setting screw 7. Measure the clearance with a feeler gauge. Tighten the lock nut on setting screw 7. Position of the swing lever 9: When the cylinder 6 is vented the latch 3 with its shoulder 4 catches under the stopper 1. At its furthest swing to the back (in the direction of the arrow) the swing lever 9 must still just push the latch 3 off of the stopper 1. Swing the swing lever 9 out of the area of the latch 3 by turning the handwheel. Release latch 3. The latch catches with its shoulder 10 under the stopper 1. Loosen clamping screw 13 slightly. 44
.")

 again.")

45 Turn the handwheel until the swing lever 9 has reached its furthest swing to the back (in the direction of the arrow). Turn the swing lever 9 on the shaft 11 so that the shoulder 10 of the latch is still just pushed off of the stopper 1. Tighten clamping screw 13. Attach all removed parts (head cover, cylinder with swing lever for the thread puller) again. 1 2 Position of the needle bars to the center knife: The needle bars must move counter to the center knife. With the needles lying low the drive lever 12 must be in its upper dead center. It is essential to make a precise setting as per Chapter


46 Removing and Attaching the Needle Bar Link Remove or attach the needle bar link only with the main switch turned off Removing the needle bar link Loosen screws 8 and 11. Remove cylinder 9 with the swing lever 10. Remove the head cover after loosening the mounting screws. Loosen clamping screw 13 slightly. Pull the knife drive lever 14 off of shaft 12 (Attention wedge!). Loosen screws 19. Remove guide plate 18. Loosen screws 5. Carefully pull the holder plate 7 with needle bar link 15 off of the stop pin 1. The pulling-off is made easier with a little turning back and forth. If necessary loosen one setting screw 2. ATTENTION! Do not loosen both setting screws 2. The link frame is set at the factory with the setting screws 2 so that the crosshead does not hit. 46

47 Loosen clamping screw 4 slightly. Pull out the bearing bolt 3. Remove the holder plate 6 from the needle bar link 15. Attaching the needle bar link Mount the needle bar link 15 with bearing bolt 3 on holder plate 6. Tighten clamping screw 4. There must be a lubrication clearance between holder plate 6 and needle bar link 15. Insert the needle bar link. The peg of the crosshead 21 must catch in the needle tie rod. The peg 20 must catch in the plate 7. The sliding pad 23 must catch with its drilled hole over the peg of the tie rod for the link swing movement. Screw screws 5 in and tighten only slightly (because of a setting to be made later). Remove the cover found on the head of the machine arm after loosening the mounting screws. Insert the oil wick 22 under the oil felt in the machine arm with a screwdriver. The oil wick 22 serves for lubricating the needle bars. Fasten guide plate 18 with the screws 19. Loosen clamping screw 16 slightly. Press bolt 17 in until the needle bar link 15 is set close except for a lubrication clearance. Tighten clamping screw 16. Check the ease of movement of the machine by turning the handwheel. Attach all removed parts (head cover, cylinder 9 with swing lever 10) again
. 5 6 1 2 3 4 7 8 Set the hook shaft height only with the main switch turned off. Remove the needle plate. Remove both hooks (see Chapter 11.9). Place gauge 3 on the needle plate support 4.")

48 11.3 Hook Shaft Height The clearance between the needle plate support 4 and the shoulder 1 of the hook shaft must be 17.7 mm. The precise height of the hook shaft is set with the gauge 3 (Order no ) Set the hook shaft height only with the main switch turned off. Remove the needle plate. Remove both hooks (see Chapter 11.9). Place gauge 3 on the needle plate support 4. The measuring sleeve 2 of the gauge must catch over the peg of the hook shaft. Tilt the machine head to the back. Remove oil baffles 7 after loosening the mounting screws. Remove the plastic plugs 6. Loosen the screws found under the plastic plugs. Loosen screws 5. Remove the pressure pins 8. Push the hook shaft with its shoulder 1 until under the measuring sleeve 2 of the gauge. In this position tighten the screws found under the plastic plugs 6. Slide the pressure pins 8 up to the stop against the hook shaft. Tighten screws 5 on the surfaces the pressure pins 8. Attach the oil baffles 7, hook and needle plate again. 48
49 11.4 Tooth Play of the Hook Drive The tooth play between worm and worm wheel should be as little as possible. Ease of movement must, however, remain assured. After every adjustment of the hook drive in axial direction the tooth play must be reset Set the tooth play only with the main switch turned off. Remove oil baffle 3 after loosening the mounting screws. Loosen screw 4. Loosen screw 1 slightly. Loosen the clamping screws of the worm wheel 3 slightly. Slide the worm wheel 3 axially. The clearance between the worm wheel 3 and the inner side of the hook housing must be 0.3 mm. The clearance must, at the right hook housing, be at the right and, at the left hook housing, at the left of the worm wheel. Measure the clearance with a feeler gauge. Set the tooth play by turning the eccentric bushing 5. The tooth play between worm wheel and worm should be small but still perceptible. Increase tooth play: Turn bushing 5 upward Decrease tooth play: Turn bushing 5 downward Check the looping stroke (see Chapter 11.5) and the clearance hook point - needle (see Chapter 11.7) and correct, if necessary. Tighten screws 1 and 4. Attach oil baffle 3 again. 49
. 5 13,5 mm 4 2 3 Set the looping stroke only with the main switch turned off. Remove the folder and needle plate.")
50 11.5 Looping Stroke 1 The looping stroke is the path of the needle bars from lower dead center up to the point at which the hook points lie at the center of the needle. The looping stroke is 2 mm. It is set with the arresting pin 4 (Order no ). 5 13,5 mm Set the looping stroke only with the main switch turned off. Remove the folder and needle plate. Remove the tops of the bobbin case 3 with the bobbins. Swing the needles to the center of the needle hole. Here clamp a suitable spacer 2 (13.5 mm thick) between the cylinder 1 and its piston rod. Tilt the machine head to the back. Remove the plastic plugs 5. Remove the screws found under the plastic plugs 5. Tilt the machine head forward. Push the arresting pin 4 through the drilled hole in the machine arm. The arresting pin 4 must catch in the groove of the arm shaft crank. Turn the hook manually until the hook points lie at the center of the needle. Tilt the machine head to the back. Tighten the first of the screws found under the plastic plugs 5. Remove the arresting pin 4. Tighten the second of the screws found under the plastic plugs 5. Press the plastic plugs 5 into the drilled holes again. Remove the spacer 2. 50
. The setting is made with the measuring bridge 4 (Order no.")
51 11.6 Height of the Needle Holders 1 2 For setting the needle holders 5 the needle 7 must lie above the center of the the needle hole and in the looping stroke position. The clearance from the upper edge of the eye of the needle to the hook point 8 must be 1.5 mm in this position (see sketch). The setting is made with the measuring bridge 4 (Order no ) and the setting pin 6 (Order no ). 13,5 mm 7 3 0,1 mm 8 1,5 mm Set the height the needle holders only with the main switch turned off. The looping stroke must be set as per Chapter Remove the folder and needle plate. Swing the needles to the center of the needle hole. Here clamp a suitable spacer 3(13.5 mm thick) between the cylinder 1 and its piston rod. Remove the needles from the needle holders 5. For turning the needle holders turn one of the needle bars off. For this press latch 2 down and hold. By turning the handwheel at the same time, turn both needle bars on. Turn the handwheel farther. Before reaching the upper dead center manually press under the needle holders 5 of the needle bar to be turned off. A little resistance can be felt. 51
.")

52 Danger of cuts! When working on the needle holders 5 do not reach into the area of the center knife 9. Press under the needle holder 5 of the needle bar to be turned off. At the same time turn the handwheel backwards. The needle bar is turned off. Bring the needle bar into the looping stroke position (see Chapter 11.5). Insert the arresting pin 10 through the drilled hole in the machine arm. The arresting pin 10 must catch in the groove of the arm shaft crank. Push the setting pin 6 into the needle holder 5 up to the stop. Tighten screw 13. Screw screw 11 out. Turn needle holder 5 downward. It should be possible to push the measuring bridge 4 under the setting pin 6 with the least possible play. If necessary, turn the needle holder 5 back (higher) accordingly. The front surfaces 12 of the needle holder 5 must hereby face forward and lie at one level. Screw in screw 11 in the needle holder 5 and tighten. Remove arresting pin 10 and setting pin 6. Remove spacer 3. 52
53 11.7 Clearance of the Hook Points to the Needles The clearance of the hook points to the needles must be 0.1 mm. It is precisely set at the factory with setting pin 5 (Order no ). The set clearance makes possible the working with needles with the needle thickness Nm 90 to Nm 110. A correction of the clearance of the hook points to the needles is not required when changing between these needle thicknesses. After a needle change only the needle guard must be adjusted (see Chapter 11.8). The setting of the left hook point is to be made with the needle bar link swung forward. The right hook point is set with the needle bar link swung to the back Set the clearance of the hook points to the needle only with the main switch turned off. The looping stroke and the needle holders must be set as per Chapter 11.5 and Remove the folder and needle plate. Remove the top of the bobbin case 4 with bobbin. Screw the mounting screws 3 of the hook cover 2 out. Remove hook cover 2. Remove the bottom of the bobbin case 1 from the hook. For this turn the handwheel slightly back and forth. Attention! Do not use force to remove the bottom of the bobbin case 1. 53
54 Loosen screw 8. Set the needle guard 7 back by turning the eccentric bolts 6. Remove the needle from the needle holder. Push the setting pin 5 into the needle holder up to the stop. Tilt the machine head to the back. Remove the oil baffles 11 after loosening their mounting screws. Loosen screws 10 and 13. Slide the hook bracket 12 sideways. The hook point should lightly touch the measuring surface 9 of the setting pin 5, but not displace it. Tighten screws 10. Tighten screws 13. Mount the oil baffles 11 again
55 11.8 Needle Guard The needle guard 2 prevents a deflecting of the needle 4 into the path the hook point 5. Before the hook point 5 reaches the needle the tip of the needle must touch on the needle guard 2. The needle should not be allowed to be pressed into the path of the hook point 5. With the hook point lying at the center of the needle there must be a clearance of 0.1 mm between the furrow of the needle and the hook point ,1 mm 5 1,5 mm Set the needle guard only with the main switch turned off. The looping stroke and the needle holder must be set as per Chapter 11.5 and Remove the hook cover and bottoms of the bobbin case (see Chapter 11.9). Loosen screw 3. Set the needle guard 2 by turning the eccentric bolts 1. Tighten screw 3. 55

56 11.9 Changing the Hook Change the hook only with the main switch turned off. Remove the needle plate 7 after loosening the mounting screws. Remove the top of the bobbin case 6 with bobbin. Loosen the screws 5 on the hook cover 4. Take off hook cover 4. Take the bottom of the bobbin case 3 out of the hook. For this turn the handwheel back and forth slightly. Attention! Use no force to remove the bottom of the bobbin case. Loosen the mounting screws 1 of the hook. Lift the hook from the hook shaft and remove. Place a new hook on the hook shaft. The position of the hook on the hook shaft is determined by the arrangement of the drilled holes in the bottom of the hook. This assures that the hook point lies at the center of the needle again after the looping stroke is completed. Insert the bottom of the bobbin case 3 in the new hook. Attention! The securing nose 2 of the bottom of the bobbin case must thereby catch in the recess 8 of the needle plate 7. Replace the hook cover 4 and fasten with the screws 5. Attach the needle plate 7 again. 56

57 11.10 Bobbin Case Holding Wire Function The bobbin case holding wire 1 holds the top of the bobbin case and the bottom in a certain position counter to the turning movement of the hook. The needle thread loop guided around hook is pulled between the sprung holding wire 1 and the edge 2 of the top of the bobbin case. The holding wire 1 assures an unhindered through-feed of the thread over the nose 7 of the bottom of the bobbin case and through the recess in the needle plate. Settings There must be a thread through-feed gap of 0.6 to 1 mm between the edge 7 of the securing nose and the edge of the needle plate recess. In this position the edge 8 of the top of the bobbin case lies about parallel to the needle plate. The gap assures a through-feed even with thicker sewing threads. At the same time a sufficient jumping-back of the top of bobbin case during the through-feed of the thread at the edge 2 is made possible. The holding wire 1 must extend 13 mm out of the plate 5 and lay on precisely in front of the edge 2 of the top of the bobbin case ,6-1 mm
58 13 mm Set the bobbin case holding wire only with the main switch turned off. Loosen clamping screw 3 slightly. Set the holding wire 1. The holding wire 1 must extend 13 mm out of plate 5. Tighten clamping screw 3. Loosen screw 6 (see photo pg. 53). Set the height the plate 5. The holding wire 1 must lay on in front of the edge 2 of the top of the bobbin case 9. ATTENTION! During the hook turning movement the back of the hook 10 should not strike under the holding wire 1. Set the height of plate 5 accordingly. Tighten screw 6. Loosen screw 4. Slide plate 5. The clearance between the securing nose 7 and the edge of the needle plate recess must be 0.6 to 1 mm. Tighten screw 4. 58

59 11.11 Aligning the Light Barriers of the Remaining Thread Monitor The light barrier mountings 3 and 6 are set at the factory so that a sufficient safety clearance of 5-6 mm to the moving hooks is provided. The alignment of the reflecting light barriers occurs in program P ATTENTION! The remaining thread monitor is only activated when the value for the underthread counter is set to "0000" in program P41. Calling up the alignment Set the "Program" switch to "41". Press the "STOP" key The program is activated. The lower line of the display shows two bobbins. Insert an empty bobbin in the bottom of the bobbin case. Turn the empty bobbin manually. If the infra-red beam of the light barrier hits the reflecting surface 7 of the bobbin hub this must be shown in the display. A reflection of the left light barrier is shown in the left half of the lower line of the display by the symbol "]->>". A reflection of the right light barrier is shown in the right half of the lower line of the display by the symbol "<<-[". If no reflection is indicated when turning the empty bobbin then the alignment of the light barrier is to be corrected. Correcting the alignment Clean the lenses of the light barriers 1 and 5 and the reflecting surfaces 7 of the bobbin hubs with a soft cloth. Loosen clamping screw 2 or 4. Align light barrier 1 or 5 respectively by a slight movement on the bracket 3 resp. 6. The infra-red beam of the light barrier 1 or 5 must strike the bobbin hub unhindered through the light opening in the bobbin case. Tighten the clamping screw 2 or 4. Check the alignment of both light barriers again. 59

60 11.12 Center Knife Set the center knife only with the main switch turned off. Position of the center knife in the lower dead center The forward edge 4 of the movable knife 3 must lie 1 mm above the cutting edge of the fixed knife in the lower dead center mm Loosen screws 2. Set the height of center knife 3. Tighten screws 2. Loosen screw 1. Loosen screws 6. Set the knife holder 5 with center knife 3 to the left against the fixed knife in the needle plate. The center knife 3 must lay on parallel and with a light pressure. Tighten screw 1 and screws 6. Conduct a cutting trial. To correct: Set the center knife 3 to cutting through a slight turning to the left of the knife holder 5. 60

61 Center knife movement The center knife must move counter to the needle bars. When the needles are in their lower dead center the knife bar drive lever 1 must be in the upper dead center Tilt the machine head to the back. Loosen clamping screws 2. Turn eccentric 4 so that the center knife moves counter to the needle bars. Tighten clamping screws 2. Loosen clamping screws 3. Turn the counterdisc 5 into the same position as the eccentric 4. The clamping screws of the eccentric 4 and the counterdisc 5 must be in-line. Tighten clamping screws 3. Tilt the machine head forward. 61
62 Knife bar drive lever Remove the cylinder with swing lever for the thread puller after loosening the mounting screws. Remove the head cover after loosening the mounting screws. Move the knife bar drive lever 8 into its lower dead center by turning the handwheel. Loosen clamping screw 7. Slide the knife bar drive lever 8 in the axial direction on the shaft 6. The clearance between the piston rod of the vented operating cylinder 9 and the knife bar bridge 5 must be 0.5 mm. Check the clearance with a feeler gauge. Tighten clamping screw 7. Loosen nut 2. Screw in the engaging cylinder 1 until the piston rod 3 pushes down the knife bar bridge 5 by 0.5 mm. Check the dimension with a feeler gauge between the link frame 10 and knife holder 11. Tighten nut 2. ATTENTION! For a precise setting push the knife holder 11 up to the collar of the knife bar. Set the knife bar drive lever 8 in its upper dead center by turning the handwheel. Remove the winder cap after loosening the mounting screws. Loosen screws 13 of the stroke lever 12. Put air into operating cylinder 9 and engaging cylinder 1. For this set the "Program" switch to "64" (program P64). Activate the program by pressing the "STOP" key. Set the "Program" switch to "13" (solenoid valve s13). Run cylinders 9 and 1 in and out in interval operation by tapping the "Σ" key. The piston rod of the operating cylinder 9 catches in the groove 4. Turn the knife bar drive lever 8 slightly on shaft 6. In the upper dead center of the knife bar drive lever a clearance of 0.5 mm must be present between the knife bar bridge 5 and the extended piston rod 3. Tighten screws 13 and attach the winder cap. The piston rod 3 run out during the machine function is released. A striking of the knife bar bridge 5 during the stroke movement is impossible. ATTENTION! The swing lever for the turning on of the needle bars was also set. Reset the swing lever (see Chapter ). 62



63 Move the knife bar bridge 5 into its lower dead center by turning the handwheel. Prerequisite: The piston rod of the operating cylinder 9 must have caught in the groove 4. Check the ease of movement of the knife bar bridge 5 on the link frame

64 11.13 Thread Controller Springs Base setting The thread controller springs must hold the needle threads taut until the tip of the needles enter the material. If the needle threads are already loose when the needles enter there is a danger that the needles will stitch into the threads during their downward movement Set the thread controller springs only with the main switch turned off. Spring deflection Loosen screw 1. Set the regulator 3 by turning. Tighten screw 1. Spring tension Loosen screw 1. Turn bushing 2. Turning clockwise: Increase spring tension Turning counterclockwise: Decrease spring tension Tighten screw 1. 64
.")
65 11.14 Trimming and Clamping Device for the Needle Threads Function After the seam end and during pulling forward of the thread the long stroke of the cylinder 1 is switched on. The thread catcher 5 lowers and takes up the needle threads. After a set period the thread catcher 5 rises quickly (spring return of the cylinder). The needle threads are clamped onto the clamping piece 4 and trimmed on the knife 2. After the first stitches of the next seam the clamped needle threads are released. The release is made by the short stroke of the cylinder 1. Through the spring-suspended clamping piece 4 the thread catcher 5 lays level onto the knife 2. The knife 2 thus lies automatically for cutting. A setting is not required. Changing the knife and thread catcher After a certain period of operation the knife 2 loses its sharpness. The blunt knife must be removed for grinding. By a change to a different needle clearance the thread catcher 5 must also be changed Remove the knife 2 and thread catcher 5 only with the main switch turned off. Loosen screws 3. Remove the thread catcher 5 or knife 2. Insert a new thread catcher or reground knife. Tighten screws 3. 65


66 11.15 Trimming and Clamping Device for the Underthreads Function After the seam end and during the pulling forward of the thread the underthreads are pulled through the thread grooves in the needle plate into the opened underthread shears 1 and underthread clamp 2. The underthread clamp 2 is under the needle plate. It opens pneumatically. The underthreads are pulled between the needle plate wall and the opened spring clamping plates 5. The spring clamping plates 5 close. The underthread shears 1 cut the underthreads. With every work cycle the underthread shears 1 are cleaned by a jet of air. This prevents the clamping in of lint and thread ends. Setting The upper edge of the underthread shears 1 must lie at the same height as the top of the needle plate. Underthread shears lying too high can cause damage to the material. With the underthread shears lying too low the underthreads are not cut. The limiter plates 4 mounted on cylinder 3 determine the opening width of the spring clamping plates. With pneumatically opened spring clamping plates 5 both hook points must move past at a safe distance

67 Set the trimming and clamping device for the underthreads only with the main switch turned off. Loosen screw 7. Align the openings in the underthread shears 1 centered to the thread grooves of the needle plate. Tighten screw 7. Loosen screw 6. Set the underthread shears 1 higher or lower. The top of the underthread shears must build one surface with the top of the needle plate. Tighten screw 6. Align the spring clamping plates 5. The spring clamping plates must lay on level at the needle plate walls with a light spring pressure. Check the safety clearance of the hook points to the pneumatically opened spring clamping plates. If necessary adjust the limiter plates 4 accordingly. Regulate the jet of air for cleaning the underthread shears at the throttle valve 8. The stitch formation should not be effected by the jet of air. Light sewing pieces (e.g. lining material) should not be raised from the needle plate. Reduce the jet of air accordingly Changing the underthread shears Loosen screw 6. Remove the pressure spring. Remove the knife together with the guide strip. 67

68 11.16 Thread Puller for the Needle Threads The thread puller 4 pulls a set quantity of needle thread forward out of the opened thread tension. The quantity of needle thread pulled forward must be large enough to meet the following conditions: At the beginning of sewing the needles moving downward should not pull the needle threads out of the needle thread clamp. At the same time a firm stitch pull must still be assured at the beginning of sewing Set the thread puller only with the main switch turned off. Loosen lock nut 3. Set the deflection of the thread puller 4 by turning the stop screw 2. Tighten lock nut 3. Set the movement speed of the thread puller 4 at the throttle valve 1. The movement should be rapid, but not jerky. 68

69 11.17 Winder The winding procedure must shut off automatically when the bobbin is filled to within approx. 0.5 mm of the bobbin edge Set the bobbin capacity only with the main switch turned off. Correcting the bobbin capacity Remove the winder cap 3 after loosening the mounting screws. Loosen the clamping screw 2 slightly. Set the bobbin capacity by turning the operating cam 1. Turning in the direction of the arrow A: Decrease bobbin capacity Turning in the direction of the arrow B: Increase bobbin capacity Tighten clamping screw 2. Replace the winder cap 3 again. 69

70 11.18 Changing the Needle Holder Step back on the left pedal. The transport carriage runs into its rear end position. Caution Risk of Injury! Change the needle holder only with the main switch turned off. Remove the folder after loosening the clamping screw. Loosen screw 4 slightly. Remove the needle from needle holder 3. ATTENTION! A change of a needle holder is only possible when the affected needle bar is in the low position. The other needle bar must be turned off. 1 Push latch 1 downward and hold. Turn on both needle bars by turning the handwheel. Turn the handwheel farther. Before reaching the upper dead center manually press the needle bar to be turned off under the needle holder. A little resistance is perceptible. Turn the handwheel back while still pressing. The needle bar turns off. 70
.")
71 Loosen screw 2. Screw needle holder 3 out of the needle bar. Screw a new needle holder into the needle bar. Set the height of the needle holder 3 (see Chapter 11.6). Tighten screw 2. Check the entry of the needle into the needle hole of the needle plate. Check and/or set the sideways clearance of the needle to the hook (see Chapter 11.7). The change of the second needle holder occurs in the same manner. 71
 conveys the finished sewing piece out of the machine so that it hangs down on the bundle clamp 6 (Order no. 0794 002201).")

72 12. Setting the Optional Equipment 12.1 Draw-off Device and Bundle Clamp The draw-off device 4 (Order no ) conveys the finished sewing piece out of the machine so that it hangs down on the bundle clamp 6 (Order no ) Set the draw-off device only with the main switch turned off. Loosen the four mounting screws on the clamping piece 7. Align the spar 5 so that the transport rollers 1 and roller 2 lie vertically above each other. The transport rollers 1 must move up and down unhindered. The swinging-up of the cover hood should not be hindered. Set the height of the spar 5. The lowered transport rollers 1 must touch roller 2. The angle 3 can be swung out. Therefore there must be a certain clearance between the angle 3 and the draw-off device. Align the height of spar 5 appropriately. Tighten the mounting screws on the clamping piece 7. Set the lowering speed of the transport rollers 1 at the one-way restrictor valves 8 and 9. The lowering movement should occur rapidly, but not with a jerk. Set the start timing of the transport roller turning movement. During the lowering movement the transport rollers 1 must begin their turning movement approx. 3 mm before reaching the roller 2. Set the switch on the inside of the draw-off device accordingly. Note: For extremely heavy materials an earlier start timing for the turning movement may be necessary. 72

73 12.2 Length-controlled Feed and Trimming Device for Reinforcement Strips Set the feed and trimming device only with the main switch turned off. Tilt the machine head to the back. Setting the advance speed The transport roller must advance the reinforcement strips quickly. An uncontrolled advancing is to be avoided. Regulate the advance speed of the transport roller at the throttle valve 4. Setting the clamp-on pressure During the advance the clamping plate 1 operated by cylinder 3 holds the reinforcement strip clamped. During the transport and sewing procedures the clamping plate 1 is raised. Loosen lock nut 5. Set the clamp-on pressure of the clamping plate 1 by turning the stop screw 2. The reinforcement strip must just still be securely transported. Tighten lock nut 5. 73

74 12.3 Holder, Pocket Bag and Waistband Clamp With this device fullness occuring in the area of the pocket openings because of darts is securely held and smoothed. The device consists of the following components: Holder 6 Clamping plate 3 for pocket bag pieces Waistband clamp 4 Device with waistband clamp Order no Device without waistband clamp Order no Set the holder and waistband clamp only with the main switch turned off. Setting the holder 6 Loosen the screw on the clamping piece 2. Set the height of the holder 6. With the knee switch operated the extended piston rod must press on the cloth slider plate. Tighten the screw on the clamping piece 2. Loosen the screws on the clamping piece 1. Align the holder 6 toward the back (in direction of the machine head). The piston rod should hold the trouser seat clamped, not the pocket bag lying underneath it. Tighten the screws on the clamping piece 1. Regulate the lowering speed of the holder 6 at throttle valve 5. The lowering movement should occur quickly, but not with a jerk. 74


75 Setting the waistband clamp 4 Loosen screws 7 on the waistband clamp 4. By alignment of the waistband clamp 4 establish how much of the waistband is to be engaged. Tighten screws 7. Tilt the machine head to the back. Regulate the movement speed of the waistband clamp 4 at throttle valve 8. The movement should occur quickly, but not with a jerk
76 12.4 Reflecting Light Barrier for Flap Scanning ( and ) The recognition of the seam beginning and seam end occurs via the reflecting light barrier b44 when sewing with flap. Presetting: Set the correction values for seam beginning (NA) and seam end (NE) to the median value 50 (no correction) (see Short Description Microcontrol). The clearance between the forward-lying needles and the point of contact of the invisible infra-red beam must be 55 mm. With the folding plates closed the infra-red beam must hit the center of the reflecting foil 1. Checking the alignment The alignment of the infra-red reflecting light barrier (b44) is made in program P55: Turn the main switch on. Set the "Program" switch to "55". Press the "STOP" key The program is activated. The first line of the display shows the switching status of the reflecting light barrier: Reflection: "+B44" Interruption: "- B44" Place a piece of reflecting foil 6 (in the accessories pack) 55 mm in front of the needles. The light barrier should recognize the reflecting foil precisely at this point. The first line of the display must show "+B44". If necessary, correct the alignment. Scan the reflecting foil 1 by pushing the transport carriage back and forth. The first line of the display must show "+B44" along the whole length. If the display changes to "-B44": Align the reflecting light barrier exactly over the reflecting foil 1. Set the transport clamp parallel to the carriage path. Correcting the alignment Align the reflecting light barrier only with the main switch turned off. Loosen screws 7. Align the light barrier mountings 3 in the direction of transport above the underlying reflecting foil 6. Tighten screws 7 again. Screw setting screw 4 into the mounting piece 2 so that it extends approx. 4 mm on the other side. Setting screw 4 serves for the sideways fine adjustment of the reflecting light barrier b44. Loosen screw 5 slightly. Align the reflecting light barrier b44 sideways precisely over the middle of the reflecting foil 1. Tighten screw 5 again. 76

.")

77 Conduct a sewing trial. The seam beginning and seam end must lie symmetric to the flap. The first stitch should lie in front of and the last stitch behind the flap edge (see illustration a). Loosen screws 7 at joint picture b) or c). Slide the light barrier b44 counter to or in the direction of transport until the position of the seam is achieved as per illustration a). Tighten screws 7. b44 1 a) b) c) 2 b b
78 12.5 Throw-over Stacker The following base settings of the throw-over stacker were made at the factory. They are to be corrected only in exceptional cases. Before all setting work turn the main switch off and disconnect the throw-over stacker from the compressed air supply Setting the Opening The material must securely enter the opening x between the stacked-goods support 2 and clamping pipe 3 during the sewing sequence. The stop screw 4 limits the position of the opened (swung away from the stacked-goods support 2) clamping pipe 3. It thus determines the opening x of the stacker. The opening x can be set up to a maximum of 250 mm. At delivery it is 170 mm. Loosen lock nut 5. Turn stop screw 4 until the desired opening x is reached. Tighten lock nut Setting the Height of the Counterholder With the stacker open, the counterholder 7 lies under stacked-goods support 2. The clearance y between the counterholder 7 and stacked-goods support 2 is adjustable between 30 and 170 mm. For material which is just barely clamped by the stacker on the feed side, a smaller clearance y must be set. Loosen both clamping screws 8. Set the counterholder 7 to the desired height. Tighten clamping screws Setting the Position of the Placement Plate The placement plate 1 must have its angle set so that the material lies smooth after being pulled out. Loosen both clamping screws 6. Swing placement plate 1 into the desired position. Base setting: Placement plate 1 should lie at an angle of approx. 30 (see sketch). Tighten clamping screws Setting the Speed of the Smoother Movement The pull-out and return movements of the smoother are to be quick but not jerky. The speeds of the movements are regulated at the one-way restrictors 9 and 10. One-way restrictor 9: One-way restrictor 10: Regulating return movement Regulating pull-out movement 78


79 y
Part 3: Service Instructions Cl. 558
 Contents Page: Preface and General Safety Notes Part : Service Instructions Cl. 8. General.................................................. Handwheel................................................ Turn-off
Contents Page: Preface and General Safety Notes Part : Service Instructions Cl. 8. General.................................................. Handwheel................................................ Turn-off
Part 3: Service Instructions Cl
 Contents Page: Part 3: Service Instructions Cl. 550--. General................................................. 3. Setting the Machine Head...................................... 4. Arm Shaft Crank............................................
Contents Page: Part 3: Service Instructions Cl. 550--. General................................................. 3. Setting the Machine Head...................................... 4. Arm Shaft Crank............................................
CONTENTS PRECAUTIONS BEFORE STARTING OPERATION PREPARATION FOR OPERATION CAUTIONS ON USE OPERATION
 CONTENTS PRECAUTIONS BEFORE STARTING OPERATION ------------------------------------- 1 PREPARATION FOR OPERATION 1. Adjustment of needle bar stop position ---------------------------------------------------------
CONTENTS PRECAUTIONS BEFORE STARTING OPERATION ------------------------------------- 1 PREPARATION FOR OPERATION 1. Adjustment of needle bar stop position ---------------------------------------------------------
FBX1104P FBX1104 FBX1106P FBX1106
 FBX1104P FBX1104 FBX1106P FBX1106 Second edition : September 2004 No. 040037 INTRODUCTION Thank you for your purchasing Kansai Special's FBX Series. Read and study this instruction manual carefully before
FBX1104P FBX1104 FBX1106P FBX1106 Second edition : September 2004 No. 040037 INTRODUCTION Thank you for your purchasing Kansai Special's FBX Series. Read and study this instruction manual carefully before
SERVICE MANUAL AND PARTSLIST
 SERVICE MANUAL AND PARTSLIST Next 20 CONTENTS WHAT TO DO WHEN... 1~3 SERVICE ACCESS FACE COVER... 4 TOP COVER... 4 BASE COVER... 5 REAR COVER... 6 FRONT COVER... 7 MECHANICAL ADJUSTMENT NEEDLE THREAD TENSION...
SERVICE MANUAL AND PARTSLIST Next 20 CONTENTS WHAT TO DO WHEN... 1~3 SERVICE ACCESS FACE COVER... 4 TOP COVER... 4 BASE COVER... 5 REAR COVER... 6 FRONT COVER... 7 MECHANICAL ADJUSTMENT NEEDLE THREAD TENSION...
FBX-PA-2AC. Third edition : April No
 FBX-PA-2AC Third edition : April 2006 No. 060058 INTRODUCTION Thank you very much for purchasing Kansai Special FBX series. Read and study this Instruction Manual carefully before you start any of the
FBX-PA-2AC Third edition : April 2006 No. 060058 INTRODUCTION Thank you very much for purchasing Kansai Special FBX series. Read and study this Instruction Manual carefully before you start any of the
Basic steps to time the Gammill quilting machine s rotary sewing hook
 Basic steps to time the Gammill quilting machine s rotary sewing hook 1.) Turn the machine off and unplug it. 2.) With the needle bar in the raised position, remove the bobbin and bobbin case. 3.) Remove
Basic steps to time the Gammill quilting machine s rotary sewing hook 1.) Turn the machine off and unplug it. 2.) With the needle bar in the raised position, remove the bobbin and bobbin case. 3.) Remove
Part 1: Operating Instructions Cl. 271 to 274
 Contents Page: Preface and General Safety Notes Part 1: Operating Instructions Cl. 271 to 274 1. Product Description 1.1 Short Description and Proper Use..................... 5 1.2 Technical Data................................
Contents Page: Preface and General Safety Notes Part 1: Operating Instructions Cl. 271 to 274 1. Product Description 1.1 Short Description and Proper Use..................... 5 1.2 Technical Data................................
SERVICE MANUAL FOR HOMELOCK M1034D 2034D 1134DW 1134D
 SERVICE MANUAL FOR HOMELOCK M1034D 2034D 1134DW 1134D 11.2000 2.2012 I HOW TO USE THIS MANUAL... 1 II HOW TO ADJUST... 2 1. Height of needle bar... 2 2. Position of the lowerlooper... 3 3. Timing of the
SERVICE MANUAL FOR HOMELOCK M1034D 2034D 1134DW 1134D 11.2000 2.2012 I HOW TO USE THIS MANUAL... 1 II HOW TO ADJUST... 2 1. Height of needle bar... 2 2. Position of the lowerlooper... 3 3. Timing of the
SERVICE MANUAL MODEL: 13512, 14412, 15312
 SERVICE MANUAL MODEL: 13512, 14412, 15312 CONTENTS TROUBLESHOOTING... 1-3 SERVICE ACCESS (1) FACE COVER, BELT COVER... 4 SERVICE ACCESS (2) BASE PLATE... 5 SERVICE ACCESS (3) FRONT COVER... 6 SERVICE ACCESS
SERVICE MANUAL MODEL: 13512, 14412, 15312 CONTENTS TROUBLESHOOTING... 1-3 SERVICE ACCESS (1) FACE COVER, BELT COVER... 4 SERVICE ACCESS (2) BASE PLATE... 5 SERVICE ACCESS (3) FRONT COVER... 6 SERVICE ACCESS
S-85SCH
 4411-4423-4432-4443-4452 5511-5523-5532-5554 44S-85SCH Service Manual 104 73 14-26 2014-02-24 CONTENTS 1. Names of principal parts...2 2. Removing methods of external parts 2-1 Sewing table...3 2-2 Face
4411-4423-4432-4443-4452 5511-5523-5532-5554 44S-85SCH Service Manual 104 73 14-26 2014-02-24 CONTENTS 1. Names of principal parts...2 2. Removing methods of external parts 2-1 Sewing table...3 2-2 Face
WX8800 WX8700 LX5801 WX8842 WX MC30
 WX8800 WX8700 LX5801 WX8842 WX8842-1 MC30 First published : August 1991 Third edition : August 2004 No. 040037 INTRODUCTION Thank you for your purchasing Kansai Special's WX Series. Read and study this
WX8800 WX8700 LX5801 WX8842 WX8842-1 MC30 First published : August 1991 Third edition : August 2004 No. 040037 INTRODUCTION Thank you for your purchasing Kansai Special's WX Series. Read and study this
Brother Industries, Ltd. Nagoya, Japan
 4. 2001. This service manual has been compiled for explaining repair procedures of the MODEL XL-6562, XL6452, XR- 46. This was produced based on up-to-date product specifications at the time of issue,
4. 2001. This service manual has been compiled for explaining repair procedures of the MODEL XL-6562, XL6452, XR- 46. This was produced based on up-to-date product specifications at the time of issue,
First published : May 1997 Fourth edition : January No
 First published : May 1997 Fourth edition : January 2006 No. 050153 INTRODUCTION Thank you for your purchasing Kansai Special's FX Series. Read and study this instruction manual carefully before beginning
First published : May 1997 Fourth edition : January 2006 No. 050153 INTRODUCTION Thank you for your purchasing Kansai Special's FX Series. Read and study this instruction manual carefully before beginning
CONTENTS LOCATE AND IDENTIFY THE PARTS... WIND THE BOBBIN... PREPARE YOUR TOP THREAD... STITCH SELECTOR / STITCH LENGTH/STITCH WIDTH CONTROLS...
 SERVICE MANUAL SEWING MACHINE MODEL 385. 15208400 OCTOBER, 2003 CONTENTS LOCATE AND IDENTIFY THE PARTS... WIND THE BOBBIN... PREPARE YOUR TOP THREAD... STITCH SELECTOR / STITCH LENGTH/STITCH WIDTH CONTROLS...
SERVICE MANUAL SEWING MACHINE MODEL 385. 15208400 OCTOBER, 2003 CONTENTS LOCATE AND IDENTIFY THE PARTS... WIND THE BOBBIN... PREPARE YOUR TOP THREAD... STITCH SELECTOR / STITCH LENGTH/STITCH WIDTH CONTROLS...
OPERATING INSTRUCTIONS 3421UX VETERANS BLVD, CARLSTADT, NJ 07072
 OPERATING INSTRUCTIONS 3421UX5-1 400 VETERANS BLVD, CARLSTADT, NJ 07072 CONTENTS DESCRIPTION... 3 OPERATOR INFORMATION... 5-8 INSTALLATION...... 4 ADJUSTMENT... 8-17 LUBRICATION... 5 INDEX Description
OPERATING INSTRUCTIONS 3421UX5-1 400 VETERANS BLVD, CARLSTADT, NJ 07072 CONTENTS DESCRIPTION... 3 OPERATOR INFORMATION... 5-8 INSTALLATION...... 4 ADJUSTMENT... 8-17 LUBRICATION... 5 INDEX Description
INSTRUCTION. Industrial Sewing Machines V7100/D,DE,F,ML W8100/D,DE,F,C W8042 W V7002-1S W8103-1S. No Third edition : March 2001
 INSTRUCTION Industrial Sewing Machines V7100/D,DE,F,ML W8100/D,DE,F,C W8042 W8042-1 V7002-1S W8103-1S Third edition : March 2001 No. 010012 INTRODUCTION Thank you for your purchasing Kansai Special's V.W
INSTRUCTION Industrial Sewing Machines V7100/D,DE,F,ML W8100/D,DE,F,C W8042 W8042-1 V7002-1S W8103-1S Third edition : March 2001 No. 010012 INTRODUCTION Thank you for your purchasing Kansai Special's V.W
INSTRUCTION BX1425P,PSM,PTV BX1433P,PSM,PTV BX1025P,PSM BX1033P,PSM. No First published : November 1997
 INSTRUCTION Industrial Sewing Machines BX1425P,PSM,PTV BX1433P,PSM,PTV BX1025P,PSM BX1033P,PSM First published : November 1997 No. 970112 INTRODUCTION Thank you for your purchasing Kansai Special's BX
INSTRUCTION Industrial Sewing Machines BX1425P,PSM,PTV BX1433P,PSM,PTV BX1025P,PSM BX1033P,PSM First published : November 1997 No. 970112 INTRODUCTION Thank you for your purchasing Kansai Special's BX
SERVICE MANUAL PARTS LIST MODEL: NH40
 SERVICE MANUAL & PARTS LIST MODEL: NH40 CONTENTS What to do when... 1-3 SERVICE ACCESS Face Cover... 4 Bed Cover... 5 Free-arm Cover... 6 Front Cover... 7 Rear Cover... 8 MECHANICAL ADJUSTMENT Presser
SERVICE MANUAL & PARTS LIST MODEL: NH40 CONTENTS What to do when... 1-3 SERVICE ACCESS Face Cover... 4 Bed Cover... 5 Free-arm Cover... 6 Front Cover... 7 Rear Cover... 8 MECHANICAL ADJUSTMENT Presser
SERVICING MANUAL 419S/423S
 SERVICING MANUAL 415 419S/423S TROUBLESHOOTING PROBLEM CAUSE REMEDY REFERENCE 1. SKIPPING 1. NEEDLE IS NOT INSERTED INSERT THE NEEDLE PROPERLY. STITCHES PROPERLY. 2. NEEDLE IS BENT OR WORN. CHANGE THE
SERVICING MANUAL 415 419S/423S TROUBLESHOOTING PROBLEM CAUSE REMEDY REFERENCE 1. SKIPPING 1. NEEDLE IS NOT INSERTED INSERT THE NEEDLE PROPERLY. STITCHES PROPERLY. 2. NEEDLE IS BENT OR WORN. CHANGE THE
3.2.3 Rear Door Window and Quarter Window Carrier Assembly
 Tighten all bolts. Tighten bolts marked -1- and -2- in specified sequence. Tightening torque: 8 Nm Remaining bolts can be tightened in any sequence. Insert door window -3- through window recess without
Tighten all bolts. Tighten bolts marked -1- and -2- in specified sequence. Tightening torque: 8 Nm Remaining bolts can be tightened in any sequence. Insert door window -3- through window recess without
PFAFF. rom the library of: Superior Sewing Machine & Supply LLC. Service Manual Justieranl. engi. 7.92
 PFAFF 5642 Service Manual 296-12-13925 Justieranl. engi. 7.92 Notes on safety The machine must only be commissioned in full knowledge of the instruction book and operated by persons with appropriate training.
PFAFF 5642 Service Manual 296-12-13925 Justieranl. engi. 7.92 Notes on safety The machine must only be commissioned in full knowledge of the instruction book and operated by persons with appropriate training.
Symbols used. Move the part in the direction of the arrow. Set the clearance as indicated. Move the part to its highest or lowest position.
 4.1999. This service manual was compiled for use when repairing the XL5300, 5200, 5100, 5030, 5020, 5010,PX300,200,100 Zigzag Stitch Sewing Machines. Use this manual, together with the Parts Catalog, when
4.1999. This service manual was compiled for use when repairing the XL5300, 5200, 5100, 5030, 5020, 5010,PX300,200,100 Zigzag Stitch Sewing Machines. Use this manual, together with the Parts Catalog, when
Instructions for service
 Instructions for service 8 - Minerva Boskovice, a.s., Sokolská 0, CZ - 80 7 Boskovice Tel.: +0--,, Fax: +0-- http://www.minerva-boskovice.com Edition: 0/00 Printed in Czech Republic S7 0008 CONTENTS:.
Instructions for service 8 - Minerva Boskovice, a.s., Sokolská 0, CZ - 80 7 Boskovice Tel.: +0--,, Fax: +0-- http://www.minerva-boskovice.com Edition: 0/00 Printed in Czech Republic S7 0008 CONTENTS:.
Replacing the Reciprocator on the SWF Compact Series Machine (601C and 1201C)
") Follow the instructions below to replace the reciprocator in the SWF Compact series machines. The tools required can be found in the tool kit that came with the machine. Preparation 1. First, place the
Follow the instructions below to replace the reciprocator in the SWF Compact series machines. The tools required can be found in the tool kit that came with the machine. Preparation 1. First, place the
CONTENTS. LOCATE AND IDENTIFYTHE PARTS... WlNDTHE BOBBIN... PREPARE YOUR TOP THREAD... WHAT TO DO WH EN...
 SERVICE MANUAL SEWING MACHINE MODEL 385.11206300 MARCH, 2003 CONTENTS LOCATE AND IDENTIFYTHE PARTS... WlNDTHE BOBBIN... PREPARE YOUR TOP THREAD... WHAT TO DO WH EN... 1 2 3 4-6 SERVICE ACCESS FACE COVER...
SERVICE MANUAL SEWING MACHINE MODEL 385.11206300 MARCH, 2003 CONTENTS LOCATE AND IDENTIFYTHE PARTS... WlNDTHE BOBBIN... PREPARE YOUR TOP THREAD... WHAT TO DO WH EN... 1 2 3 4-6 SERVICE ACCESS FACE COVER...
SEWING MACHINE MODEL 385, 15358
 SERVICE MANUAL SEWING MACHINE MODEL 385, 15358 BER, 2006 CONTENTS LOCATE AND identify THE PARTS... WiND THE BOBBIN... PREPAREYOURTOPTHREAD... WHAT TO DO WHEN... 1 2 3 4-6 SERVICE ACCESS FACE COVER... BELT
SERVICE MANUAL SEWING MACHINE MODEL 385, 15358 BER, 2006 CONTENTS LOCATE AND identify THE PARTS... WiND THE BOBBIN... PREPAREYOURTOPTHREAD... WHAT TO DO WHEN... 1 2 3 4-6 SERVICE ACCESS FACE COVER... BELT
1. Turn off or disconnect power to unit (machine). 2. Push IN the release bar on the quick change base plate. Locking latch will pivot downward.
. 2. Push IN the release bar on the quick change base plate. Locking latch will pivot downward.") Figure 1 Miniature Quick Change Applicators, of the end feed type, are designed to crimp end feed strip terminals to prestripped wires. Each applicator is set up to accept the strip form of certain specific
Figure 1 Miniature Quick Change Applicators, of the end feed type, are designed to crimp end feed strip terminals to prestripped wires. Each applicator is set up to accept the strip form of certain specific
CONTENTS: 1. General safety instructions Introduction... 1
 CONTENTS:. General safety instructions.... Introduction.... Head of the sewing machine.... Hook and hook box..... Description.. Height setting of the hook.. Setting the distance of the hook from the needle..
CONTENTS:. General safety instructions.... Introduction.... Head of the sewing machine.... Hook and hook box..... Description.. Height setting of the hook.. Setting the distance of the hook from the needle..
SERVICE MANUAL FOR DT4-B281 FOUR NEEDLE DOUBLE CHAIN STITCHER WITH PULLER. From the library of: Superior Sewing Machine & Supply LLC
 SERVICE MANUAL FOR DT4-B281 FOUR NEEDLE DOUBLE CHAIN STITCHER WITH PULLER Table of Contents [A] Model Plate Display... 1 [B] Specifications... 2 [C] Description of Mechanism... 3 [) Needle bar mechanism...
SERVICE MANUAL FOR DT4-B281 FOUR NEEDLE DOUBLE CHAIN STITCHER WITH PULLER Table of Contents [A] Model Plate Display... 1 [B] Specifications... 2 [C] Description of Mechanism... 3 [) Needle bar mechanism...
INSTRUCTIONS and PARTS BOOK. U. S. Blind Stitch Machines
 r- INSTRUCTIONS and PARTS BOOK for U. S. Blind Stitch Machines Model 88-R. S. BLIND STITCH MACHINE CORP. 12 SEVENTH AVENUE NEW YORK 1, N. Y. LAclcawanna 4-9144-5-6 A SUPPLEMENT TO PARTS CATALOGUE FOR U.S.
r- INSTRUCTIONS and PARTS BOOK for U. S. Blind Stitch Machines Model 88-R. S. BLIND STITCH MACHINE CORP. 12 SEVENTH AVENUE NEW YORK 1, N. Y. LAclcawanna 4-9144-5-6 A SUPPLEMENT TO PARTS CATALOGUE FOR U.S.
Service Manual 1st Release August 2001
 Service Manual 1st Release August 2001 Contents 1 Foreword 3 Notes on the sewing machine in relation to environment, handling, cleaning and safety 5 Specifications off PFAFF machines 6 Removing the housing
Service Manual 1st Release August 2001 Contents 1 Foreword 3 Notes on the sewing machine in relation to environment, handling, cleaning and safety 5 Specifications off PFAFF machines 6 Removing the housing
REPAIR INSTRUCTIONS. Cat. No Cat. No MILWAUKEE ELECTRIC TOOL CORPORATION. SDS Max Demolition Hammer. SDS Max Rotary Hammer
 Cat. No. 9-0 SDS Max Demolition Hammer Cat. No. -0 SDS Max Rotary Hammer MILWAUKEE ELECTRIC TOOL CORPORATION W. LISBON ROAD BROOKFIELD, WISCONSIN 00-0 8-9-0 d 000 8-9-0 d Special Tools Require Forcing
Cat. No. 9-0 SDS Max Demolition Hammer Cat. No. -0 SDS Max Rotary Hammer MILWAUKEE ELECTRIC TOOL CORPORATION W. LISBON ROAD BROOKFIELD, WISCONSIN 00-0 8-9-0 d 000 8-9-0 d Special Tools Require Forcing
UK10 UK11. First published: June No.KX03023
 UK10 UK11 First published: June 2003 No.KX03023 INTRODUCTION Thank you for purchasing Kansai Special s UK series machine. Please study this instruction manual carefully before operating the machine. 1.
UK10 UK11 First published: June 2003 No.KX03023 INTRODUCTION Thank you for purchasing Kansai Special s UK series machine. Please study this instruction manual carefully before operating the machine. 1.
Daily Maintenance. 2. Insert bobbin cases in to rotary hooks. Make sure bobbin thread is not over 2 inches long. Close bobbin case covers.
 Rotary hook 1. Open bobbin case covers and remove bobbin cases. Use brush to remove lint build up in and around rotary hooks. Compressed air may also be used. Daily Maintenance Cle aning Oiling Rotary
Rotary hook 1. Open bobbin case covers and remove bobbin cases. Use brush to remove lint build up in and around rotary hooks. Compressed air may also be used. Daily Maintenance Cle aning Oiling Rotary
Due to possible damage in shipping, the vertical stop assembly has been removed from this machine.
 Due to possible damage in shipping, the vertical stop assembly has been removed from this machine. To assemble, insert the threaded rod through the shroud opening in the top of the machine. Start the four
Due to possible damage in shipping, the vertical stop assembly has been removed from this machine. To assemble, insert the threaded rod through the shroud opening in the top of the machine. Start the four
Hardware and Components:
 Hardware and Components: (A) 5/16 x 2 Hex Bolt (B) 5/16 x 2-1/4 Hex Bolt (C) 5/16 x 2-1/2 Hex Bolt (D) 4X 5/16 x 3/4 Hex Bolt (E) 4X 5/16 x 1-1/4 Hex Bolt (F) 11X 5/16 Flat Washer (G) 12X 5/16 Nylock Nut
Hardware and Components: (A) 5/16 x 2 Hex Bolt (B) 5/16 x 2-1/4 Hex Bolt (C) 5/16 x 2-1/2 Hex Bolt (D) 4X 5/16 x 3/4 Hex Bolt (E) 4X 5/16 x 1-1/4 Hex Bolt (F) 11X 5/16 Flat Washer (G) 12X 5/16 Nylock Nut
ADJUSTMENT MANUAL. This adjustment manual applies to machines from the following serial numbers onwards: #
 45 46 ADJUSTMENT MANUAL This adjustment manual applies to machines from the following serial numbers onwards: # 6 500 4 96--9 00/00 Justieranleitung engl. 0. The reprinting, copying or translation of PFAFF
45 46 ADJUSTMENT MANUAL This adjustment manual applies to machines from the following serial numbers onwards: # 6 500 4 96--9 00/00 Justieranleitung engl. 0. The reprinting, copying or translation of PFAFF
Hardware and Components:
 Hardware and Components: (A) 4X 5/16 x 1 Carriage Bolt (B) 2X 5/16 x 2-1/4 Carriage Bolt (C) 2X 5/16 x 3-1/4 Hex Bolt (D) 2X 5/16 x 3/4 Hex Bolt (E) 2X 5/16 x 1-1/4 Hex Bolt (F) 5/16 x 2-1/4 Hex Bolt (G)
Hardware and Components: (A) 4X 5/16 x 1 Carriage Bolt (B) 2X 5/16 x 2-1/4 Carriage Bolt (C) 2X 5/16 x 3-1/4 Hex Bolt (D) 2X 5/16 x 3/4 Hex Bolt (E) 2X 5/16 x 1-1/4 Hex Bolt (F) 5/16 x 2-1/4 Hex Bolt (G)
581 Service Instructions
 581 Service Instructions IMPORTANT READ CAREFULLY BEFORE USE KEEP FOR FUTURE REFERENCE All rights reserved. Property of Dürkopp Adler AG and protected by copyright. Any reuse of these contents, including
581 Service Instructions IMPORTANT READ CAREFULLY BEFORE USE KEEP FOR FUTURE REFERENCE All rights reserved. Property of Dürkopp Adler AG and protected by copyright. Any reuse of these contents, including
Operation Manual GF MH/L38 GF MH/L38 GF MH/L38 GF MH/L38
 Operation Manual GF-137-443 MH/L38 GF-137-448 MH/L38 GF-237-443 MH/L38 GF-237-448 MH/L38 ANITA B, s.r.o. Průmyslová 2453/7 680 01 Boskovice Czech Republic tel: +420 516 454 774 fax: +420 516 452 751 e-mail:
Operation Manual GF-137-443 MH/L38 GF-137-448 MH/L38 GF-237-443 MH/L38 GF-237-448 MH/L38 ANITA B, s.r.o. Průmyslová 2453/7 680 01 Boskovice Czech Republic tel: +420 516 454 774 fax: +420 516 452 751 e-mail:
VARIABLE SPEED WOOD LATHE
 MODEL MC1100B VARIABLE SPEED WOOD LATHE INSTRUCTION MANUAL Please read and fully understand the instructions in this manual before operation. Keep this manual safe for future reference. Version: 2015.02.02
MODEL MC1100B VARIABLE SPEED WOOD LATHE INSTRUCTION MANUAL Please read and fully understand the instructions in this manual before operation. Keep this manual safe for future reference. Version: 2015.02.02
8 x 5 PLANER THICKNESSER OPERATING INSTRUCTIONS MODEL: W588
 8 x 5 PLANER THICKNESSER OPERATING INSTRUCTIONS MODEL: W588 Charnwood, Cedar Court, Walker Road, Bardon, Leicestershire, LE67 1TU Tel. 01530 516 926 Fax. 01530 516 929 Email; sales@charnwood.net website;
8 x 5 PLANER THICKNESSER OPERATING INSTRUCTIONS MODEL: W588 Charnwood, Cedar Court, Walker Road, Bardon, Leicestershire, LE67 1TU Tel. 01530 516 926 Fax. 01530 516 929 Email; sales@charnwood.net website;
1-NEEDLE, TOP AND BOTTOM FEED LOCKSTITCH MACHINE WITH A LARGE HOOK DU-1181 DU-1181N ENGINEER S MANUAL No.E371-00
 1-NEEDLE, TOP AND BOTTOM FEED LOCKSTITCH MACHINE WITH A LARGE HOOK DU-1181 DU-1181N ENGINEER S MANUAL 40040471 No.E371-00 Introduction This Engineer s Manual is for technical service engineers. In the
1-NEEDLE, TOP AND BOTTOM FEED LOCKSTITCH MACHINE WITH A LARGE HOOK DU-1181 DU-1181N ENGINEER S MANUAL 40040471 No.E371-00 Introduction This Engineer s Manual is for technical service engineers. In the
Lumber Smith. Assembly Manual. If you are having problems assembling the saw and need assistance, please contact us at:
 Lumber Smith Assembly Manual If you are having problems assembling the saw and need assistance, please contact us at: 804-577-7398 info@lumbersmith.com 1 Step 1 Safety Carefully read the Owners Manual.
Lumber Smith Assembly Manual If you are having problems assembling the saw and need assistance, please contact us at: 804-577-7398 info@lumbersmith.com 1 Step 1 Safety Carefully read the Owners Manual.
ELECTRIC TOOL CORPORATION
 Cat. No. -0 / Hex Demolition Hammer Cat. No. 0-0 Spline Rotary Hammer MILWAUKEE ELECTRIC TOOL CORPORATION W. LISBON ROAD BROOKFIELD, WISCONSIN 00-0 -9-00 d 000 -9-00 d SpecialTools Require Forcing discs
Cat. No. -0 / Hex Demolition Hammer Cat. No. 0-0 Spline Rotary Hammer MILWAUKEE ELECTRIC TOOL CORPORATION W. LISBON ROAD BROOKFIELD, WISCONSIN 00-0 -9-00 d 000 -9-00 d SpecialTools Require Forcing discs
CONTENTS LOCATE AND IDENTIFY THE PARTS... 1 WHAT TO DO WHEN THREADING OF MACHINE
 SERVICE MANUAL SEWING MACHINE MODEL 385.16221300 JULY, 2003 CONTENTS LOCATE AND IDENTIFY THE PARTS... 1 WHAT TO DO WHEN... 2-4 THREADING OF MACHINE...... 5-6 SERVICEACCESS FACE COVER... 7 TOP COVER...
SERVICE MANUAL SEWING MACHINE MODEL 385.16221300 JULY, 2003 CONTENTS LOCATE AND IDENTIFY THE PARTS... 1 WHAT TO DO WHEN... 2-4 THREADING OF MACHINE...... 5-6 SERVICEACCESS FACE COVER... 7 TOP COVER...
Adjustment Manual. This Adjustment Manual is valid for machines from the following serial numbers onwards: #
 4 Adjustment Manual This Adjustment Manual is valid for machines from the following serial numbers onwards: # 6 00 000 96--8 64/00 Justieranleitung engl. 06.05 The reprinting, copying or translation of
4 Adjustment Manual This Adjustment Manual is valid for machines from the following serial numbers onwards: # 6 00 000 96--8 64/00 Justieranleitung engl. 06.05 The reprinting, copying or translation of
Privacy Wall Glass Selections - Polished Edge Slider Door
 Privacy Wall Glass Selections - Polished Edge Slider Door 3/6" HEX BIT PUTTY KNIFE #2 ACR BIT SUCTION CUP HOLDERS DOOR LEAF: Satin Tempered Clear Tempered LOCTITE 425 SIDE LIGHT ETCHED GLASS STYLES: Satin
Privacy Wall Glass Selections - Polished Edge Slider Door 3/6" HEX BIT PUTTY KNIFE #2 ACR BIT SUCTION CUP HOLDERS DOOR LEAF: Satin Tempered Clear Tempered LOCTITE 425 SIDE LIGHT ETCHED GLASS STYLES: Satin
MF-7000 Series 2-3 Needle Cylinder Bed Coverseam Machine
 R 2-3 Needle Flat Bed Coverseam Machine MF-7000 Series 2-3 Needle Cylinder Bed Coverseam Machine MFC-7000 Series ENGINEER S MANUAL 29275609 No.02 PREFACE This Engineer s Manual is written for the technical
R 2-3 Needle Flat Bed Coverseam Machine MF-7000 Series 2-3 Needle Cylinder Bed Coverseam Machine MFC-7000 Series ENGINEER S MANUAL 29275609 No.02 PREFACE This Engineer s Manual is written for the technical
Horizontal and Vertical. Metal Cutting Band Saw MODEL: BS-115
 Horizontal and Vertical Metal Cutting Band Saw MODEL: BS-5 SAFETY. Know your band saw. Read the operator s Manual carefully. Learn the operations, applications and limitation.. Use recommended accessories.
Horizontal and Vertical Metal Cutting Band Saw MODEL: BS-5 SAFETY. Know your band saw. Read the operator s Manual carefully. Learn the operations, applications and limitation.. Use recommended accessories.
From the library of: Superior Sewing Machine & Supply LLC
 SEIKO {( im (B JP M t O ^ mid jmt ^ IO JES JLi X) 2n> ^ ^ ^ ^ ^ ^ SSlSiD STSRM SlUMRSS 1? /tf SPECIFICATIONS Maximum speed: Number of needle : Needle: Thread: Feed : Stitch: Presser foot: Presser bar lift:
SEIKO {( im (B JP M t O ^ mid jmt ^ IO JES JLi X) 2n> ^ ^ ^ ^ ^ ^ SSlSiD STSRM SlUMRSS 1? /tf SPECIFICATIONS Maximum speed: Number of needle : Needle: Thread: Feed : Stitch: Presser foot: Presser bar lift:
MK-7 Maintenance Manual Revision3 (Ver R02)
") MK-7 Maintenance Manual Revision3 () 1. Features ------------------------------------------------------------------------------------ P2 2. Components -------------------------------------------------------------------------------
MK-7 Maintenance Manual Revision3 () 1. Features ------------------------------------------------------------------------------------ P2 2. Components -------------------------------------------------------------------------------
Replacing the Reciprocator on an SWF Multi-head.
 Replacing the Reciprocator on an SWF Multi-head. Follow the instructions below to replace the reciprocator in the SWF multi-head machines. The tools required are found in the tool kit that came with the
Replacing the Reciprocator on an SWF Multi-head. Follow the instructions below to replace the reciprocator in the SWF multi-head machines. The tools required are found in the tool kit that came with the
Top Innovations, Inc. Innovative Products to Make Your Life Easier. Model SP-402 Owner s Manual
 Top Innovations, Inc. Innovative Products to Make Your Life Easier Model SP-402 Owner s Manual THIS IS NOT A TOY! Adult supervision recommended Item contains sharp functional points and small parts Machine
Top Innovations, Inc. Innovative Products to Make Your Life Easier Model SP-402 Owner s Manual THIS IS NOT A TOY! Adult supervision recommended Item contains sharp functional points and small parts Machine
the needle, the user must take sufficient care to avoid injury and observe the sewing area continuously while sewing.
 / - nstruct0fl maflua 7 the needle, the user must take the light bulb is 15 watts. agent. by anyone but an authorized Pfaff D) The drive belt must never be adjusted B) When leaving the machine, chan C)
/ - nstruct0fl maflua 7 the needle, the user must take the light bulb is 15 watts. agent. by anyone but an authorized Pfaff D) The drive belt must never be adjusted B) When leaving the machine, chan C)
CONTENTS LOCATE AND IDENTIFY THE PARTS... WIND THE BOBBIN... PREPARE YOUR TOP THREAD... STITCH SELECTOR / STITCH LENGTH/STITCH WIDTH CONTROLS...
 SERVICE MANUAL SEWING MACHINE MODEL 385. 15218400 OCTOBER, 2003 CONTENTS LOCATE AND IDENTIFY THE PARTS... WIND THE BOBBIN... PREPARE YOUR TOP THREAD... STITCH SELECTOR / STITCH LENGTH/STITCH WIDTH CONTROLS...
SERVICE MANUAL SEWING MACHINE MODEL 385. 15218400 OCTOBER, 2003 CONTENTS LOCATE AND IDENTIFY THE PARTS... WIND THE BOBBIN... PREPARE YOUR TOP THREAD... STITCH SELECTOR / STITCH LENGTH/STITCH WIDTH CONTROLS...
Electric Skein Winder
 Electric Skein Winder Assembly and Use Package Contents 1 - Triangular Body (w/ motor) 1 - Cross Arm 1 - Left Foot (w/ yarn guide) 1 - Right Foot 1 - Adjustable Finger (w/ yarn clip) 3 - Adjustable Fingers
Electric Skein Winder Assembly and Use Package Contents 1 - Triangular Body (w/ motor) 1 - Cross Arm 1 - Left Foot (w/ yarn guide) 1 - Right Foot 1 - Adjustable Finger (w/ yarn clip) 3 - Adjustable Fingers
Manual, complete. Downloaded from manuals search engine
 Manual, complete 580 Double-chainstitch buttonhole automat Single-chainstitch automat for stitched eyelets Operating Instructions Installation Instructions Service Instructions! Postfach 17 0 51, D-70
Manual, complete 580 Double-chainstitch buttonhole automat Single-chainstitch automat for stitched eyelets Operating Instructions Installation Instructions Service Instructions! Postfach 17 0 51, D-70
SERIES I MILLING MACHINES
 INSTALLATION, OPERATION, MAINTENANCE, AND PARTS LIST SERIES I MILLING MACHINES TP5260 Revised: August 29, 2005 Manual No. M-450 Litho in U.S.A. Part No. M -0009500-0450 June, 2003 MAINTENANCE PROCEDURES
INSTALLATION, OPERATION, MAINTENANCE, AND PARTS LIST SERIES I MILLING MACHINES TP5260 Revised: August 29, 2005 Manual No. M-450 Litho in U.S.A. Part No. M -0009500-0450 June, 2003 MAINTENANCE PROCEDURES
MF-7524 INSTRUCTION MANUAL
 MF-7524 INSTRUCTION MANUAL 1 CONTENTS Ⅰ. SPECIFICATIONS...1 Ⅱ. CONFIGURATION OF THE MACHINE COMPONENTS...2 Ⅲ. INSTALLATION... 3 1. Installing the machine head onto the table...3 2. Selecting the motor
MF-7524 INSTRUCTION MANUAL 1 CONTENTS Ⅰ. SPECIFICATIONS...1 Ⅱ. CONFIGURATION OF THE MACHINE COMPONENTS...2 Ⅲ. INSTALLATION... 3 1. Installing the machine head onto the table...3 2. Selecting the motor
NAMES OF PARTS. 1 Thread guide for bobbin winding 2 Take-up lever. 3 Upper thread tension dial. 4 Face cover. 5 Thread guide for upper threading
 6 Presser foot thumb screw 9 Spool pins (retractable) 8 Shuttle cover 5 Thread guide for upper threading 7 Presser foot 4 Face cover NAMES OF PARTS.r4r : VjN S* ;WWE7-17 16 15 MODEL 860.-.-.- --. :.---.-
6 Presser foot thumb screw 9 Spool pins (retractable) 8 Shuttle cover 5 Thread guide for upper threading 7 Presser foot 4 Face cover NAMES OF PARTS.r4r : VjN S* ;WWE7-17 16 15 MODEL 860.-.-.- --. :.---.-
VARIABLE SPEED WOOD LATHE. Model DB900 INSTRUCTION MANUAL
 VARIABLE SPEED WOOD LATHE Model DB900 INSTRUCTION MANUAL 1007 TABLE OF CONTENTS SECTION...PAGE Technical data.. 1 General safety rules....1-3 Specific safety rules for wood lathe.....3 Electrical information.4
VARIABLE SPEED WOOD LATHE Model DB900 INSTRUCTION MANUAL 1007 TABLE OF CONTENTS SECTION...PAGE Technical data.. 1 General safety rules....1-3 Specific safety rules for wood lathe.....3 Electrical information.4
STRINGING MACHINE OWNER'S MANUAL. Copyright 1998 GAMMA Sports - All Rights Reserved
 6002 STRINGING MACHINE OWNER'S MANUAL Issue 3 - June 20, 1998 Copyright 1998 GAMMA Sports - All Rights Reserved 6002 OWNER'S MANUAL TABLE OF CONTENTS PAGE 1... WARRANTY PAGE 2... FEATURES PAGE 3... ASSEMBLY
6002 STRINGING MACHINE OWNER'S MANUAL Issue 3 - June 20, 1998 Copyright 1998 GAMMA Sports - All Rights Reserved 6002 OWNER'S MANUAL TABLE OF CONTENTS PAGE 1... WARRANTY PAGE 2... FEATURES PAGE 3... ASSEMBLY
Click Here to Go Back
 Click Here to Go Back Fig. -94 Fig. -97 CC42D 10. Remove the cap screw securing the gear shift stopper plate pin retainer; then remove the retainer. Fig. -95 CC45D 12. Remove the link arm and account for
Click Here to Go Back Fig. -94 Fig. -97 CC42D 10. Remove the cap screw securing the gear shift stopper plate pin retainer; then remove the retainer. Fig. -95 CC45D 12. Remove the link arm and account for
Removing Right-Side. Components. Right-Side. Components. Click Here to Go Back AT THIS POINT
 Click Here to Go Back NOTE: There is an oil passage beneath the driven gear/drive gear assembly. This passage should be plugged prior to removing the driven gear and drive gear. Failure to do so could
Click Here to Go Back NOTE: There is an oil passage beneath the driven gear/drive gear assembly. This passage should be plugged prior to removing the driven gear and drive gear. Failure to do so could
SPIDA SAW OPERATIONS MANUAL
 SPIDA SAW OPERATIONS MANUAL CM SERIAL NUMBER. OCTOBER 2000 CONTENTS Page description 1.) Contents 2.) Safety First 3.) CM Overview 4.) CM Specifications 5.) CM Installation 6.) CM Operation Setting the
SPIDA SAW OPERATIONS MANUAL CM SERIAL NUMBER. OCTOBER 2000 CONTENTS Page description 1.) Contents 2.) Safety First 3.) CM Overview 4.) CM Specifications 5.) CM Installation 6.) CM Operation Setting the
CAUTION- SAVE THESE INSTRUCTIONS This product is for household use, or equivalent.
 Never operate this sewing machine if it has a damaged cord or plug, if it is not working properly, if it has been dropped or damaged, dropped into water. Return this sewing machine to the nearest authorized
Never operate this sewing machine if it has a damaged cord or plug, if it is not working properly, if it has been dropped or damaged, dropped into water. Return this sewing machine to the nearest authorized
52/8 04/2005 UNIVERSAL. Narrow Stitching Head. Operating-Instructions Spare parts list
 Operating-Instructions Spare parts list UNIVERSAL 52/8 04/2005 Narrow Stitching Head hohner Maschinenbau GmbH Gänsäcker 19, 78532 Tuttlingen, Telephone 07462 / 9468-0, Fax 07462 / 9468-20 hohner Maschinenbau
Operating-Instructions Spare parts list UNIVERSAL 52/8 04/2005 Narrow Stitching Head hohner Maschinenbau GmbH Gänsäcker 19, 78532 Tuttlingen, Telephone 07462 / 9468-0, Fax 07462 / 9468-20 hohner Maschinenbau
LS2-B891 LT2-B892 LS2-B891-05, LT2-B892-05
 LS2-B891 LT2-B892 Single Needle Unison Feed Lock Stitcher Single Needle Unison Feed Lock Stitcher with Thread Trimmer Twin Needle Unison Feed Lock Stitcher Twin Needle Unison Feed Lock Stitcher with Thread
LS2-B891 LT2-B892 Single Needle Unison Feed Lock Stitcher Single Needle Unison Feed Lock Stitcher with Thread Trimmer Twin Needle Unison Feed Lock Stitcher Twin Needle Unison Feed Lock Stitcher with Thread
Repair manual. Fifth-wheel coupling JSK 38/50
 Repair manual Fifth-wheel coupling JSK 38/5 ZDE 199 3 12 E 6/212 1 Foreword Table of contents Page Fifth wheel couplings are connecting parts that must comply with very high safety requirements and must
Repair manual Fifth-wheel coupling JSK 38/5 ZDE 199 3 12 E 6/212 1 Foreword Table of contents Page Fifth wheel couplings are connecting parts that must comply with very high safety requirements and must
Part 1: Operating Instructions Cl. 558
 Contents Page: Preface and General Safety Notes Part 1: Operating Instructions Cl. 558 1. Product Description............................. 5 1.1 Short Description............................... 5 1.2 Sub-classes..................................
Contents Page: Preface and General Safety Notes Part 1: Operating Instructions Cl. 558 1. Product Description............................. 5 1.1 Short Description............................... 5 1.2 Sub-classes..................................
OPERATING INSTRUCTIONS
 OPERATING INSTRUCTIONS Rotary Microtome CUT 4062 / CUT 5062 / CUT 6062 CUT 6062 illustrated above INS1000GB 2012-01-06 Instructions CUT4062 / CUT 5062 / CUT 6062 2 CONTENTS 1. INTENDED USE... 4 2. SYMBOLS...
OPERATING INSTRUCTIONS Rotary Microtome CUT 4062 / CUT 5062 / CUT 6062 CUT 6062 illustrated above INS1000GB 2012-01-06 Instructions CUT4062 / CUT 5062 / CUT 6062 2 CONTENTS 1. INTENDED USE... 4 2. SYMBOLS...
Before use please read & understand this manual, paying particular attention to the safety instructions.
 OPERATOR S MANUAL AND PARTS LIST 12 HAND PUSH ROLLER MOWER - THHMR Sales & Helpline 01793 333220 www.thehandy.co.uk Before use please read & understand this manual, paying particular attention to the safety
OPERATOR S MANUAL AND PARTS LIST 12 HAND PUSH ROLLER MOWER - THHMR Sales & Helpline 01793 333220 www.thehandy.co.uk Before use please read & understand this manual, paying particular attention to the safety
BABY WOLF LOOM. Assembly Instructions for Knocked-Down Looms
 BABY WOLF LOOM Assembly Instructions for Knocked-Down Looms BEFORE YOU BEGIN Please read through the directions before beginning to assemble your loom. Unpack the loom parts carefully. Do not throw away
BABY WOLF LOOM Assembly Instructions for Knocked-Down Looms BEFORE YOU BEGIN Please read through the directions before beginning to assemble your loom. Unpack the loom parts carefully. Do not throw away
INSTRUCTIONS and PARTS BOOK for U.S. MACHINES
 NSTRUCTONS and PARTS BOOK for U.S. MACHNES BASC and SPECAL PARTS for All SKP STTCH MODELS SUCH AS: 18,18-1,1 18, 118-1, 58, 58-1, 58-C, 58-K 518, 518-1, 518-2, 518-9, 518-A, 518-C, 518-PR, 5 18-PRB U.
NSTRUCTONS and PARTS BOOK for U.S. MACHNES BASC and SPECAL PARTS for All SKP STTCH MODELS SUCH AS: 18,18-1,1 18, 118-1, 58, 58-1, 58-C, 58-K 518, 518-1, 518-2, 518-9, 518-A, 518-C, 518-PR, 5 18-PRB U.
Assembly Instructions: AM-10 Hand & Foot Cycle Early Intervention Part #: 50-HFC-0105
 Assembly Instructions: AM-10 Hand & Foot Cycle Early Intervention Part #: 50-HFC-0105 Refer to the following instructions on how to assemble your tryke. Study the instructions carefully before beginning
Assembly Instructions: AM-10 Hand & Foot Cycle Early Intervention Part #: 50-HFC-0105 Refer to the following instructions on how to assemble your tryke. Study the instructions carefully before beginning
Thomas Scientific Swedesboro, NJ U.S.A.
 Thomas Scientific Swedesboro, NJ 08085-0099 U.S.A. Wiley Mini Mill 3383-L10 (115 V, 60 HZ) USE AND CARE OF CATALOG NUMBER: 3383-L10 Wiley Mini Mill (115 V, 60 HZ) PRELIMINARY 1. Mill has been properly
Thomas Scientific Swedesboro, NJ 08085-0099 U.S.A. Wiley Mini Mill 3383-L10 (115 V, 60 HZ) USE AND CARE OF CATALOG NUMBER: 3383-L10 Wiley Mini Mill (115 V, 60 HZ) PRELIMINARY 1. Mill has been properly
Ruby 0-4-0T Kit Assembly Instructions
 Ruby 0-4-0T Kit Assembly Instructions Ruby Parts List PART NO.& NAME QTY PART NO.& NAME QTY SHEET 1 1 Frame 2 2 Bracket 4 3 M2 x 4 Hex Head Screw 25 4 Wheelset (without eccentrics) 1 5 Wheelset (with eccentrics)
Ruby 0-4-0T Kit Assembly Instructions Ruby Parts List PART NO.& NAME QTY PART NO.& NAME QTY SHEET 1 1 Frame 2 2 Bracket 4 3 M2 x 4 Hex Head Screw 25 4 Wheelset (without eccentrics) 1 5 Wheelset (with eccentrics)
16U288 SINGER' SEWING MACHINE. From the library of: Superior I Sewing Machine & Supply LLC INSTRUCTIONS. Form UIO3 (Rev, 377)., THE SINGER COMPANY
., THE SINGER COMPANY") iiv^- Form UIO3 (Rev, 377)., INSTRUCTIONS FOR USING AND ADJUSTING SINGER' SEWING MACHINE 16U288 THE SINGER COMPANY From the library of: Superior I Sewing Machine & Supply LLC CONTENTS PAGE DESCRIPTION
iiv^- Form UIO3 (Rev, 377)., INSTRUCTIONS FOR USING AND ADJUSTING SINGER' SEWING MACHINE 16U288 THE SINGER COMPANY From the library of: Superior I Sewing Machine & Supply LLC CONTENTS PAGE DESCRIPTION
1 of 2 3/3/2017 4:49 PM
 1 of 2 3/3/2017 4:49 PM Front Door Window, Assembly Overview 1 - Window guide - Inserted on flange 2 - Door 3 - Inner window recess seal - Inserted on flange 4 - Bolt - 20 Nm 5 - Carrier assembly - Window
1 of 2 3/3/2017 4:49 PM Front Door Window, Assembly Overview 1 - Window guide - Inserted on flange 2 - Door 3 - Inner window recess seal - Inserted on flange 4 - Bolt - 20 Nm 5 - Carrier assembly - Window
Fifth-wheel coupling JSK 38/50
 Repair manual Fifth-wheel coupling JSK 38/5 ZDE 199 3 12 E 6/25 1 LT SK38C-3 English RevA Foreword Table of contents Page Fifth wheel couplings are connecting parts that must comply with very high safety
Repair manual Fifth-wheel coupling JSK 38/5 ZDE 199 3 12 E 6/25 1 LT SK38C-3 English RevA Foreword Table of contents Page Fifth wheel couplings are connecting parts that must comply with very high safety
General Four-Way Operation, Maintenance & Service Manual
 General Four-Way Operation, Maintenance & Service Manual SCOPE Included in the following pages you will find assembly drawings, exploded views, parts lists, assembly tips, operational descriptions and
General Four-Way Operation, Maintenance & Service Manual SCOPE Included in the following pages you will find assembly drawings, exploded views, parts lists, assembly tips, operational descriptions and
M14 MODULAR CHASSIS SYSTEM (MOD 1) INSTRUCTION MANUAL. West Springfield, MA Phone: (866) FAX: (413)
 INSTRUCTION MANUAL. West Springfield, MA Phone: (866) FAX: (413)") M14 MODULAR CHASSIS SYSTEM (MOD 1) INSTRUCTION MANUAL Troy Industries, Inc. WWW.TROYIND.COM West Springfield, MA 01089 Phone: (866) 788-6412 FAX: (413) 383-0339 Thank You M14/M1A MODULAR CHASSIS SYSTEM
M14 MODULAR CHASSIS SYSTEM (MOD 1) INSTRUCTION MANUAL Troy Industries, Inc. WWW.TROYIND.COM West Springfield, MA 01089 Phone: (866) 788-6412 FAX: (413) 383-0339 Thank You M14/M1A MODULAR CHASSIS SYSTEM
BERNINA. Overlocker Workbook 2
 Overlocker Plus For current BERNINA models 2016 BERNINA of America. Permission granted to copy and distribute in original form only. Content may not be altered or used in any other form or under any other
Overlocker Plus For current BERNINA models 2016 BERNINA of America. Permission granted to copy and distribute in original form only. Content may not be altered or used in any other form or under any other
M14 MODULAR CHASSIS SYSTEM (MOD 1) INSTRUCTION MANUAL. West Springfield, MA Phone: (866) FAX: (413)
 INSTRUCTION MANUAL. West Springfield, MA Phone: (866) FAX: (413)") M14 MODULAR CHASSIS SYSTEM (MOD 1) INSTRUCTION MANUAL Troy Industries, Inc. WWW.TROYIND.COM West Springfield, MA 01089 Phone: (866) 788-6412 FAX: (413) 383-0339 Thank You M14/M1A MODULAR CHASSIS SYSTEM
M14 MODULAR CHASSIS SYSTEM (MOD 1) INSTRUCTION MANUAL Troy Industries, Inc. WWW.TROYIND.COM West Springfield, MA 01089 Phone: (866) 788-6412 FAX: (413) 383-0339 Thank You M14/M1A MODULAR CHASSIS SYSTEM
SECTION 9: PARTS. Table Breakdown REF PART # DESCRIPTION REF PART # DESCRIPTION
 SECTION 9: PARTS Table Breakdown 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 23 25 17 26 27 8 1 P0675001 CAP SCREW M8-1.25 X 30 15 P0675015 SUPPORT BLOCK 2 P0675002 TABLE SUPPORT BLOCK
SECTION 9: PARTS Table Breakdown 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 23 25 17 26 27 8 1 P0675001 CAP SCREW M8-1.25 X 30 15 P0675015 SUPPORT BLOCK 2 P0675002 TABLE SUPPORT BLOCK
LifeGear G1 /HOME GYM ITEM NO.: 63100
 LifeGear G1 /HOME GYM ITEM NO.: 63100 OWNER S MANUAL IMPORTANT: Read all instructions carefully before using this product. Retain this owner s manual for future reference. The specifications of this product
LifeGear G1 /HOME GYM ITEM NO.: 63100 OWNER S MANUAL IMPORTANT: Read all instructions carefully before using this product. Retain this owner s manual for future reference. The specifications of this product
REPAIR INSTRUCTIONS: CABLE
 The repair instructions describe replacing the Cable in the Easy Sun PARASOL Sunshade. These repair instructions are intended only for persons with experience of using the tools required. Please read the
The repair instructions describe replacing the Cable in the Easy Sun PARASOL Sunshade. These repair instructions are intended only for persons with experience of using the tools required. Please read the
The Bowflex Revolution XP Home Gym Assembly Instructions. P/N: Rev ( /0 )
") P/N: 001-7057 Rev ( /0 ) The Bowflex Revolution XP Home Gym Assembly Instructions 2 Table of Contents Before You Start... 2 Tools You Will Need / Hardware Contents... 3 Box Contents... 6 Assembling Your
P/N: 001-7057 Rev ( /0 ) The Bowflex Revolution XP Home Gym Assembly Instructions 2 Table of Contents Before You Start... 2 Tools You Will Need / Hardware Contents... 3 Box Contents... 6 Assembling Your
SERVICE MANUAL. Sewing Machine. Copyright 1976 The Singer Company Aii Rights Reserved Throughout the World *A Trademark of THE SiNGER COMPANY
 1 SERVICE MANUAL SINGER Sewing Machine 121D200A Copyright 1976 The Singer Company Aii Rights Reserved Throughout the World *A Trademark of THE SiNGER COMPANY Form 21624 (876) Printed In U.S.A. LUBRICATION
1 SERVICE MANUAL SINGER Sewing Machine 121D200A Copyright 1976 The Singer Company Aii Rights Reserved Throughout the World *A Trademark of THE SiNGER COMPANY Form 21624 (876) Printed In U.S.A. LUBRICATION
MODEL 83 Pail Handler
 MORSE MFG. CO., INC. 727 West Manlius Street P.O. Box 518 East Syracuse, NY 13057-0518 Phone: 315-437-8475 Fax: 315-437-1029 Email: service@morsemfgco.com Website: www.morsemfgco.com COPYRIGHT 2005 MORSE
MORSE MFG. CO., INC. 727 West Manlius Street P.O. Box 518 East Syracuse, NY 13057-0518 Phone: 315-437-8475 Fax: 315-437-1029 Email: service@morsemfgco.com Website: www.morsemfgco.com COPYRIGHT 2005 MORSE
ADJUSTING INSTRUCTIONS
 ADJUSTING INSTRUCTIONS 54200 SERIES MANUAL NO. INS9203 STYLES 54200J-12-16 REV. 10/22/98 Manual No. INS9203 Adjusting Instructions for the 54200 Series Flat Bed Machines Style 54200-12-16 First Edition,
ADJUSTING INSTRUCTIONS 54200 SERIES MANUAL NO. INS9203 STYLES 54200J-12-16 REV. 10/22/98 Manual No. INS9203 Adjusting Instructions for the 54200 Series Flat Bed Machines Style 54200-12-16 First Edition,
OPERATIONS MANUAL. Port-O-Slitter
 Tapco Products Company The World Leader in Specialty Tools for the Professional Port-O-Slitter OPERATIONS MANUAL General instructions, set up, accessories and guide to using your portable precision slitting,
Tapco Products Company The World Leader in Specialty Tools for the Professional Port-O-Slitter OPERATIONS MANUAL General instructions, set up, accessories and guide to using your portable precision slitting,
HD installation guide
 JANUS INTERNATIONAL 1 866 562 2580 www.janusintl.c o m 1950 1950HD installation guide RIGHT DRIVE END SHOWN LH OPPOSITE LEFT TENSION END SHOWN RH OPPOSITE PUSH-UP OPERATION 1950 1950HD SHOWN A rolling
JANUS INTERNATIONAL 1 866 562 2580 www.janusintl.c o m 1950 1950HD installation guide RIGHT DRIVE END SHOWN LH OPPOSITE LEFT TENSION END SHOWN RH OPPOSITE PUSH-UP OPERATION 1950 1950HD SHOWN A rolling
Inventory (Figure 2)
") MODEL T10127 12" SPIRAL CUTTERHEAD INSTRUCTIONS The Model T10127 indexable insert spiral cutterhead is designed to replace the straightknife cutterhead from the Grizzly jointer Model G0609. The total procedure
MODEL T10127 12" SPIRAL CUTTERHEAD INSTRUCTIONS The Model T10127 indexable insert spiral cutterhead is designed to replace the straightknife cutterhead from the Grizzly jointer Model G0609. The total procedure
FLIP TARP SINGLE & DOUBLE UNDERBODY TRAILERS
 1-800-248-7717 1002 N. 15th Street, Middlesboro, KY 40965 FLIP TARP SINGLE & DOUBLE UNDERBODY TRAILERS INSTALLATION INSTRUCTIONS Congratulations on your purchase of a Mountain Flip Tarp Trailer system.
1-800-248-7717 1002 N. 15th Street, Middlesboro, KY 40965 FLIP TARP SINGLE & DOUBLE UNDERBODY TRAILERS INSTALLATION INSTRUCTIONS Congratulations on your purchase of a Mountain Flip Tarp Trailer system.
ENGLISH MF-7500 INSTRUCTION MANUAL
 ENGLISH MF-7500 INSTRUCTION MANUAL i CONTENTS Ⅰ. SPECIFICATIONS...1 Ⅱ. CONFIGURATION OF THE MACHINE COMPONENTS...2 Ⅲ. INSTALLATION...3 1. Installing the machine head onto the table... 3 2. Selecting the
ENGLISH MF-7500 INSTRUCTION MANUAL i CONTENTS Ⅰ. SPECIFICATIONS...1 Ⅱ. CONFIGURATION OF THE MACHINE COMPONENTS...2 Ⅲ. INSTALLATION...3 1. Installing the machine head onto the table... 3 2. Selecting the
Part 1: Operating Instructions Cl
 Contents Page: Preface and General Safety Information Part 1: Operating Instructions Cl. 381-382 1. Product Description........................... 5 2. Proper Use................................. 5 3.
Contents Page: Preface and General Safety Information Part 1: Operating Instructions Cl. 381-382 1. Product Description........................... 5 2. Proper Use................................. 5 3.
MODEL T " SPIRAL CUTTERHEAD INSTALLATION INSTRUCTIONS
 MODEL T27449 8" SPIRAL CUTTERHEAD INSTALLATION INSTRUCTIONS The Model T27449 indexable insert spiral cutterhead is designed to replace the straightknife cutterhead on the Grizzly jointer Model G0490W/G0490XW
MODEL T27449 8" SPIRAL CUTTERHEAD INSTALLATION INSTRUCTIONS The Model T27449 indexable insert spiral cutterhead is designed to replace the straightknife cutterhead on the Grizzly jointer Model G0490W/G0490XW