The jigs and fixtures are the economical ways to produce a component in mass production system. These are special work holding and tool guiding device
|
|
|
- Peter Goodman
- 5 years ago
- Views:
Transcription
1 The jigs and fixtures are the economical ways to produce a component in mass production system. These are special work holding and tool guiding device Quality of the performance of a process largely influenced by the quality of jigs and fixtures used for this purpose. The main purpose of a fixture is to locate and in the cases hold a work piece during an operation A jig differs from a fixture in the sense that it guides the tool to its correct position or towards its correct movement during an operation in addition to locating and supporting the work piece.
2 Designing of jigs and fixtures depends upon so many factors. These factors are analysed to get design inputs for jigs and fixtures (a) Study of work piece and finished component size and geometry. (b) Type and capacity of the machine, its extent of automation. (c) Provision of locating devices in the machine. (d) Available clamping arrangements in the machine. (e) Available indexing devices, their accuracy. (f) Evaluation of variability in the performance results of the machine. (g) Rigidity and of the machine tool under consideration. (h) Study of ejecting devices, safety devices, etc. (i) Required level of the accuracy in the work and quality to be produced.
3
4 The location refers to the establishment of a desired relationship between the work piece and the jigs or fixture correctness of location directly influences the accuracy of the finished product. The jigs and fixtures are desired so that all undesirable movements of the work piece can be restricted. Determination of the locating points and clamping of the work piece serve to restrict movements of the component in any direction,, while setting it in a particular pre-decided position relative to the jig. Before deciding the locating points it is advisable to find out the all possible degrees of freedom of the work piece. Then some of the degrees of freedom or all of them are restrained by making suitable arrangements.
5
6 Considering the six degree of freedom of a rectangular block as shown in Figure It is made to rest on several points on the jig body. Provide a rest to workpiece on three points on the bottom x-y surface. This will stop the movement along z-axis, rotation with respect to x-axis and y-axis. Supporting it on the three points is considered as better support then one point or two points Rest the workpiece on two points of side surface (x-z), this will fix the movement of workpiece along y-axis and rotation with respect to z-axis Provide a support at one point of the adjacent surface (y-z) that will fix other remaining free movements.
7 This principle of location of fixing points on the workpiece is also named as principle of fixture design as number of points selected at different faces of the workpiece are 3, 2 and 1 respectively.
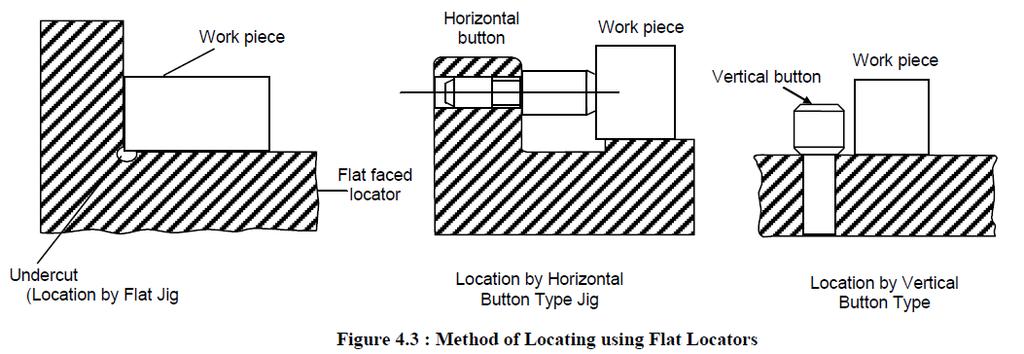
8 There are different methods used for location of a work The locating arrangement should be decided after studying the type of work, type of operation, degree of accuracy required. Volume of mass production to be done also mattes a lot Different locating methods are described below. Flat Locator : Flat locators are used for location of flat machined surfaces of the component Three different examples which can be served as a general principle of location are described here for flat locators
9
10 A flat surface locator can be used as shown in first figure In this case an undercut is provided at the bottom where two perpendicular surfaces intersect each other. This is made for swarf clearance. The middle figure shows flat headed button type locator. There is no need to made undercut for swarf clearance. The button can be adjusted to decide very fine location of the workpiece. There can be a vertical button support as shown in third figure, which is a better arrangement due to its capacity to bear end load and there is a provision for swarf clearance automatically.

11 A cylindrical locator is shown in Figure. It is used for locating components having drilled holes. The cylindrical component to be located is gripped by a cylindrical locator fitted to the jig s body and inserted in the drilled hole of the component. The face of the jig s body around the locator is undercut to provide space for swarf clearance.
12 A conical locator is illustrated in Figure 4.5. This is used for locating the workpieces having cylindrical hole in the workpiece. The workpiece is found located by supporting it over the conical locator inserted into the drilled hole of the workpiece. A conical locator is considered as superior as it has a capacity to accommodate a slight variation in the hole diameter of the component without affecting the accuracy of location. Degree of freedom along z-axis can also be restrained by putting a template over the workpiece with the help of screws.
13 .
14 Jack pin locator is used for supporting rough workpieces from the button as shown in Figure. Height of the jack pin is adjustable to accommodate the workpieces having variation in their surface texture. So this is a suitable method to accommodate the components which are rough and un-machined.

15 The drill bush locator is illustrated in Figure. It is used for holding and locating the cylindrical work pieces. The bush has conical opening for locating purpose and it is sometimes screwed on the jig s body for the adjustment of height of the work.
16 This is quick and effective method of locating the workpiece with desired level of accuracy. This is used for locating the circular and semi-circular type of workpieces as shown in Figure. The main part of locating device is Vee shaped block which is normally fixed to the jig. This locator can be of two types fixed Vee locator and adjustable Vee locator. The fixed type locator is normally fixed on the jig and adjustable locator can be moved axially to provide proper grip of Vee band to the work piece.
17

18 To restrain the workpiece completely a clamping device is required in addition to locating device and jigs and fixtures A clamping device holds the workpiece securely in a jig or fixture against the forces applied over it during on operation Basic requirement of a good clamping device are listed below : It should rigidly hold the workpiece The workpiece being clamped should not be damaged due to application of clamping pressure by the clamping unit The clamping pressure should be enough to over come the operating pressure applied on the workpiece as both pressure act on the workpiece in opposite directions Clamping device should be capable to be unaffected by the vibrations generated during an operation
19 Common strap type clamping :
20
21
22 Use of quick acting nut :
23

24 Jigs are fabricated in different pieces and joined together by welding. Normally jigs are made of hardened steel, which are wear resistant, corrosion resistant, and thermally in sensitive. Their dimensional accuracy directly influences the accuracy of performance of the operations where these are used.

25 Drilling Jigs Drilling jigs are used for large number of operations. Different types of drilling jigs are described below Template Jig : It is simply a plate made to the shape and size of the work piece; with the require number of holes made it. It is placed on the work piece and the hole will be made by the drill; which will be guided through the holes in the template plate should be hardened to avoid its frequent replacement This type of jig is suitable if only a few part are to be made.

26 Plate Type Jig This is an improvement of the template type of jig In place of simple holes, drill bushes are provided in the plate to guide the drill The work piece can be clamped to the plate and holes can be drilled. The plate jig are employed to drill holes in large parts, maintaining accurate spacing with each other.

27 Open Type Jig In this jig the top of the jig is open; the work piece is placed on the top.

28 Box Type Jig When the holes are to drill more than one plane of the work piece, the jig has to be provided with equivalent number of bush plates. For positioning jig on the machine table feet have to be provided opposite each drilling bush plate One side of the jig will be provided with a swinging leaf for loading and unloading the work piece, such a jig would take the form of a box.

29 Channel jig The channel jig is a simple type of jig having channel like cross section The component is fitted within the channel is located and clamped by locating the knob. The tool is guided through the drill bush.

30 Leaf Jig It is also a sort of open type jig, in which the top plate is arrange to swing about a fulcrum point so that it is completely clears the jig for easy loading and unloading of the work piece The drill bushes are fitted into the plates, which is also known as leaf, latch or lid.

31 Fixtures are designed specifically for an operation and so these are named on the base of the operation to be carried out with their help Fixtures are used to hold the work piece properly to carryout the operations. Different types of fixtures are listed below (a) Turning fixtures (b) Milling fixtures (c) Fixture for grinding (d) Fixture for broaching (e) Fixture for boring/drilling (f) Tapping fixture (g) Fixture for welding (h) Assembling fixture
32 Fixtures used to perform different types of milling operations are called milling fixtures A Milling fixture is a work holding device which is firmly clamped to the table of the milling machine It holds the work piece in correct position as the table movement carries it past the cutter or cutters

33
 Inter changeability: Jigs facilitate uniform quality in manufacture. There is no need of frequent changes for selective assembly.")
34 Jigs is very important in manufacturing industry smooth and easier to operations (a) Productivity: Jigs eliminate individual marking Positioning and frequent checking. This reduces operation time and increases productivity. (b) Inter changeability: Jigs facilitate uniform quality in manufacture. There is no need of frequent changes for selective assembly. Any part of the machine would fit properly in assembly. similar components are interchangeable.
35 (c) Skill reduction: Jigs simplify locating and clamping of the work-pieces Tool guiding elements ensure correct positioning of the tools with respect to the work pieces. There is no need for skilful setting of the work-piece or tool Any average person can be trained to use jigs. The replacement of a skilled workman with unskilled labour can effect substantial saving in labour cost
36 (d) Cost reduction Higher production, reduction in scrap, easy assembly and savings in labour costs result in substantial reduction in the cost of work-pieces produced with jigs
ME 2029 DESIGN OF JIGS AND FIXTURES NOTES UNIT I LOCATING AND CLAMPING PRINCIPLES
 ME 2029 DESIGN OF JIGS AND FIXTURES NOTES UNIT I LOCATING AND CLAMPING PRINCIPLES Locating and clamping are the critical functions of any work holder. As such, the fundamental principles of locating and
ME 2029 DESIGN OF JIGS AND FIXTURES NOTES UNIT I LOCATING AND CLAMPING PRINCIPLES Locating and clamping are the critical functions of any work holder. As such, the fundamental principles of locating and
Trade of Toolmaking. Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 5: Jigs and Fixtures Phase 2. Published by
 Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 5: Jigs and Fixtures Phase 2 Published by SOLAS 2014 Unit 5 1 Table of Contents Document Release History... 3 Unit Objective...
Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 5: Jigs and Fixtures Phase 2 Published by SOLAS 2014 Unit 5 1 Table of Contents Document Release History... 3 Unit Objective...
Design a drill jig for drilling 4 holes in the following component.
 Design a drill jig for drilling 4 holes in the following component. Design procedure for Jig a. Selection of Jig A leaf (or) latch jig is selected to accomplish this component. The leaf is hinged on one
Design a drill jig for drilling 4 holes in the following component. Design procedure for Jig a. Selection of Jig A leaf (or) latch jig is selected to accomplish this component. The leaf is hinged on one
Other Types Of Bushes
 Other Types Of Bushes Circuit board drill bushes: Designed to accommodate larger shank for making drill on circuit board Chip breaker bushes: Designed with chip breaking notch. Reduces friction and heat
Other Types Of Bushes Circuit board drill bushes: Designed to accommodate larger shank for making drill on circuit board Chip breaker bushes: Designed with chip breaking notch. Reduces friction and heat
WHAT? WHERE? HOW?
 JIGS WHAT? WHERE? HOW? Introduction Mass production aims at high productivities to reduce unit cost and inter-changeabilites to facilitate easy assembly. Jigs are useful in mass production. They provide
JIGS WHAT? WHERE? HOW? Introduction Mass production aims at high productivities to reduce unit cost and inter-changeabilites to facilitate easy assembly. Jigs are useful in mass production. They provide
Jigs and fixtures are devices used to facilitate production work, making interchangeable pieces of work possible at a savings in cost of production.
 INTRODUCTION Over the past century, manufacturing has made considerable progress. New machine tools, high-performance cutting tools, and modern manufacturing processes enable today's industries to make
INTRODUCTION Over the past century, manufacturing has made considerable progress. New machine tools, high-performance cutting tools, and modern manufacturing processes enable today's industries to make
S.K.P. Engineering College, Tiruvannamalai
 SKP Engineering College Tiruvannamalai 606611 A Course Material on Design of Jigs, Fixtures & Press Tools By Mr.A.Jayaveeran, Mr.G.Karthikeyan, Mr.R.Susenthirar, Mr.V.Bakkiyaraj Assistant Professor 1 Quality
SKP Engineering College Tiruvannamalai 606611 A Course Material on Design of Jigs, Fixtures & Press Tools By Mr.A.Jayaveeran, Mr.G.Karthikeyan, Mr.R.Susenthirar, Mr.V.Bakkiyaraj Assistant Professor 1 Quality
Jig and Fixture Design. Chapter 1: Types and Functions of Jigs and Fixtures
 Jig and Fixture Design Chapter 1: Types and Functions of Jigs and Fixtures Purpose of Tool Design Objectives: Provide simple, easy-to-operate tools for maximum efficiency Reduce manufacturing expenses
Jig and Fixture Design Chapter 1: Types and Functions of Jigs and Fixtures Purpose of Tool Design Objectives: Provide simple, easy-to-operate tools for maximum efficiency Reduce manufacturing expenses
Clamping. Clamping surfaces. Manufacturing Tooling 4. Work Holding Principles. Nageswara Rao Posinasetti
 Manufacturing Tooling 4. Work Holding Principles Nageswara Rao Posinasetti Clamping February 7, 2008 Nageswara Rao Posinasetti 2 Clamping surfaces Generally the clamping surface should be opposite to that
Manufacturing Tooling 4. Work Holding Principles Nageswara Rao Posinasetti Clamping February 7, 2008 Nageswara Rao Posinasetti 2 Clamping surfaces Generally the clamping surface should be opposite to that
Designing for machining round holes
 Designing for machining round holes Introduction There are various machining processes available for making of round holes. The common processes are: drilling, reaming and boring. Drilling is a machining
Designing for machining round holes Introduction There are various machining processes available for making of round holes. The common processes are: drilling, reaming and boring. Drilling is a machining
MFG 316 Chapter 4 //Workholding Principles
 Workholding Principles All devices that grip, hold, chuck, or retain a workpiece in order to perform a manufacturing operation. Force=hydraulic, pneumatic, electrical, mechanical Force multiplication by
Workholding Principles All devices that grip, hold, chuck, or retain a workpiece in order to perform a manufacturing operation. Force=hydraulic, pneumatic, electrical, mechanical Force multiplication by
Work Holding Principles ITCD Rajeev Madhavan Nair
 Work Holding Principles ITCD 301-001 Work Holding One of the most important elements of the machining process Work holder includes all devices that hold, grip or chuck a work piece to perform a manufacturing
Work Holding Principles ITCD 301-001 Work Holding One of the most important elements of the machining process Work holder includes all devices that hold, grip or chuck a work piece to perform a manufacturing
FixLogix CMM Fixture System Instructions
 FixLogix CMM Fixture System Instructions FixLogix uses t-slot technology to provide simple fixture construction. Components are locked onto the plate or linear frames using FixLogix t-nuts. This design
FixLogix CMM Fixture System Instructions FixLogix uses t-slot technology to provide simple fixture construction. Components are locked onto the plate or linear frames using FixLogix t-nuts. This design
Procedure for Longworth Chuck construction
 Procedure for Longworth Chuck construction Overall construction The Longworth chuck is composed of three major components. Connected to the lathe spindle is some device that fastens to the first of two
Procedure for Longworth Chuck construction Overall construction The Longworth chuck is composed of three major components. Connected to the lathe spindle is some device that fastens to the first of two
Locating Principles & Devices
 Locating Principles & Devices 1 LOCATING PRINCIPLES To position the work piece w.r.t. to tool, to ensure precision in machining Locating: dimensional and positional relationship b/w work piece and tool
Locating Principles & Devices 1 LOCATING PRINCIPLES To position the work piece w.r.t. to tool, to ensure precision in machining Locating: dimensional and positional relationship b/w work piece and tool
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES
 Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
International Journal of Science and Engineering Research (IJ0SER), Vol 3 Issue 3 March , (P) X
, Vol 3 Issue 3 March , (P) X") Design And Optimization Techniques Using In Turning Fixture M Rajmohan 1, K S Sakthivel 1, S Sanjay 1, A Santhosh 1, P Satheesh 2 1 ( UG Student ) 2 (Assistant professor)mechanical Department, Jay Shriram
Design And Optimization Techniques Using In Turning Fixture M Rajmohan 1, K S Sakthivel 1, S Sanjay 1, A Santhosh 1, P Satheesh 2 1 ( UG Student ) 2 (Assistant professor)mechanical Department, Jay Shriram
Student, Department of Mechanical Engineering, Knowledge Institute of Technology, Salem, Tamilnadu (1,3)
") International Journal of Scientific & Engineering Research, Volume 7, Issue 5, May-2016 11 Combined Drilling and Tapping Machine by using Cone Mechanism N.VENKATESH 1, G.THULASIMANI 2, S.NAVEENKUMAR 3,
International Journal of Scientific & Engineering Research, Volume 7, Issue 5, May-2016 11 Combined Drilling and Tapping Machine by using Cone Mechanism N.VENKATESH 1, G.THULASIMANI 2, S.NAVEENKUMAR 3,
Review on Design of Jig and Fixture for Turning on Lathe
 Review on Design of Jig and Fixture for Turning on Lathe Gulam Shaikh 1, Siddiki Arshadali 2, Shaikh Masood 3, Thakur Aditya 4, Juberbhai Mansuri 5 1 Theem College of engineering, shaikhgulam45@gmail.com
Review on Design of Jig and Fixture for Turning on Lathe Gulam Shaikh 1, Siddiki Arshadali 2, Shaikh Masood 3, Thakur Aditya 4, Juberbhai Mansuri 5 1 Theem College of engineering, shaikhgulam45@gmail.com
Clamping devices 521
 Clamping devices 521 522 Product overview Clamping devices Adjustable straps K0001 Hook clamps K0012 Goose-neck straps with long slot K0002 Page 526 Hook Clamps with collar K0013 Page 535 Equipped clamps
Clamping devices 521 522 Product overview Clamping devices Adjustable straps K0001 Hook clamps K0012 Goose-neck straps with long slot K0002 Page 526 Hook Clamps with collar K0013 Page 535 Equipped clamps
A Reference Guide. Continuous Hinge, Inventory and Service Worldwide Est End Play Design Engineering with Standard Continuous Hinges
 Hinge Width Paint Clearance Knuckle Length End Play Design Engineering with Standard Continuous Hinges A Reference Guide Knuckle Dear Design Engineer or Purchasing Agent, We frequently see blueprints for
Hinge Width Paint Clearance Knuckle Length End Play Design Engineering with Standard Continuous Hinges A Reference Guide Knuckle Dear Design Engineer or Purchasing Agent, We frequently see blueprints for
DESIGN AND MANUFACTURING OF MODIFIED ANGLE JIG TOOL
 DESIGN AND MANUFACTURING OF MODIFIED ANGLE JIG TOOL ABHIJIT TAGADE 1, NILESH NIRWAN 2, MANISH MISHRA 3 1. M.Tech student, Wainganga college of engineering, Nagpur (India) 2. Facutly, Wainganga college
DESIGN AND MANUFACTURING OF MODIFIED ANGLE JIG TOOL ABHIJIT TAGADE 1, NILESH NIRWAN 2, MANISH MISHRA 3 1. M.Tech student, Wainganga college of engineering, Nagpur (India) 2. Facutly, Wainganga college
Lathe. A Lathe. Photo by Curt Newton
 Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
ANNAI MATHAMMAL SHEELA ENGINEERING COLLEGE, NAMAKKAL DEPARTMENT OF MECHANICAL ENGINEERING DESIGN OF JIGS, FIXTURES AND PRESS TOOLS
 ANNAI MATHAMMAL SHEELA ENGINEERING COLLEGE, NAMAKKAL DEPARTMENT OF MECHANICAL ENGINEERING DESIGN OF JIGS, FIXTURES AND PRESS TOOLS UNIT - 1 LOCATING AND CLAMPING PRINCIPLES PART- A 1. Define the term Tool
ANNAI MATHAMMAL SHEELA ENGINEERING COLLEGE, NAMAKKAL DEPARTMENT OF MECHANICAL ENGINEERING DESIGN OF JIGS, FIXTURES AND PRESS TOOLS UNIT - 1 LOCATING AND CLAMPING PRINCIPLES PART- A 1. Define the term Tool
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 5: Milling Processes DR. SOTIRIS L. OMIROU Milling Machining - Definition Milling machining is one of the very common manufacturing processes used in machinery
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 5: Milling Processes DR. SOTIRIS L. OMIROU Milling Machining - Definition Milling machining is one of the very common manufacturing processes used in machinery
HINGES SPECIFICATIONS
 SPECIFICATIONS MORTISE HINGE SPECIFICATIONS FEATURES: Extruded brass, full mortise hinges are machined for precise installation and smooth movement. Knuckles are milled to a clearance of 0.010 (.25mm)
SPECIFICATIONS MORTISE HINGE SPECIFICATIONS FEATURES: Extruded brass, full mortise hinges are machined for precise installation and smooth movement. Knuckles are milled to a clearance of 0.010 (.25mm)
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
High Precision Air Chucks
 Precision Workholding Solutions High Precision Air Chucks www..com Improve productivity and lower the cost of secondary machining operations..... through high concentricity. Holding close concentricity
Precision Workholding Solutions High Precision Air Chucks www..com Improve productivity and lower the cost of secondary machining operations..... through high concentricity. Holding close concentricity
Design for machining
 Multiple choice questions Design for machining 1) Which one of the following process is not a machining process? A) Planing B) Boring C) Turning D) Forging 2) The angle made between the rake face of a
Multiple choice questions Design for machining 1) Which one of the following process is not a machining process? A) Planing B) Boring C) Turning D) Forging 2) The angle made between the rake face of a
Design Tapping Fixtures for Aluminium Die Casting Body in Petrol Pump
 International Journal of Innovative Research in Computer Science & Technology (IJIRCST) ISSN: 2347-5552, Volume-4, Issue-6, November 2016 DOI: 10.21276/ijircst.2016.4.6.2 Design Tapping Fixtures for Aluminium
International Journal of Innovative Research in Computer Science & Technology (IJIRCST) ISSN: 2347-5552, Volume-4, Issue-6, November 2016 DOI: 10.21276/ijircst.2016.4.6.2 Design Tapping Fixtures for Aluminium
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS
 Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
HINGES SPECIFICATIONS. Hinge Chart - General Specifications
 SPECIFICATIONS MORTISE HINGE SPECIFICATIONS FEATURES: Extruded brass, full mortise hinges are machined for precise installation and smooth movement. Knuckles are milled to a clearance of 0.010 (.25mm)
SPECIFICATIONS MORTISE HINGE SPECIFICATIONS FEATURES: Extruded brass, full mortise hinges are machined for precise installation and smooth movement. Knuckles are milled to a clearance of 0.010 (.25mm)
MACHINE TOOLS GRINDING MACHINE TOOLS
 MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
GAGING AND INSPECTION
 Fixture Plates...75 Fixturing Towers...76 CMM Fixturing Kits... 77-78 Clamping Components... 79-80 Standoffs and Locators... 81-82 Magnetic Components... 83-84 Height Adjustment...84 Positioners...85 Clamp
Fixture Plates...75 Fixturing Towers...76 CMM Fixturing Kits... 77-78 Clamping Components... 79-80 Standoffs and Locators... 81-82 Magnetic Components... 83-84 Height Adjustment...84 Positioners...85 Clamp
TIPS FOR SELECTION OF A JIG
 TIPS FOR SELECTION OF A JIG 1)- To drill holes on the rectangular surface. Clamping screw Plate jig with side and top views *To drill holes on large work pieces we generally go for table jig *Table jigs
TIPS FOR SELECTION OF A JIG 1)- To drill holes on the rectangular surface. Clamping screw Plate jig with side and top views *To drill holes on large work pieces we generally go for table jig *Table jigs
11/15/2009. There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate
 s Geometry & Milling Processes There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate All three of these will be discussed in later lessons What is a cutting
s Geometry & Milling Processes There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate All three of these will be discussed in later lessons What is a cutting
Design for machining
 Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
STEVENS SUBPLATES. STEVENS ENGINEERING, INC. TOLL-FREE WEB FAX
 STEVENS SUBPLATES Spacing of hole patterns on Stevens accessories is identical to the pattern on Stevens Subplates. Insertion of the pull dowels thru bushed holes in the accessory into corresponding bushed
STEVENS SUBPLATES Spacing of hole patterns on Stevens accessories is identical to the pattern on Stevens Subplates. Insertion of the pull dowels thru bushed holes in the accessory into corresponding bushed
Machine tooling technology. Zero point clamping system SPN THE KNOW-HOW FACTORY.
 Machine tooling technology Zero point clamping system SPN THE KNOW-HOW FACTORY www.zimmer-group.com ORDER INFORMATION ZERO POINT CLAMPING SYSTEM SPN STRUCTURE OF THE ORDER NUMBER ORDER NUMBER SAMPLE SP
Machine tooling technology Zero point clamping system SPN THE KNOW-HOW FACTORY www.zimmer-group.com ORDER INFORMATION ZERO POINT CLAMPING SYSTEM SPN STRUCTURE OF THE ORDER NUMBER ORDER NUMBER SAMPLE SP
Design Guide: CNC Machining VERSION 3.4
 Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
Lathes. CADD SPHERE Place for innovation Introduction
 Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Delrin Cone T-Handle Spring Stop w/pad...9 Screw Jack Large Toggle Clamp w/pad...9 Adjustable Ball Positioner...14
 Distributed by Rapp Industrial Sales INDEX Aluminum Fixture Plates...4 Pin Rest...11 Acrylic Plates...4 Thread Adapter...11 Fixturing Towers...5 Delrin Cone...11 CMM Fixturing Kits...6-7 Magnetic Rest
Distributed by Rapp Industrial Sales INDEX Aluminum Fixture Plates...4 Pin Rest...11 Acrylic Plates...4 Thread Adapter...11 Fixturing Towers...5 Delrin Cone...11 CMM Fixturing Kits...6-7 Magnetic Rest
Research Scholar, Department of Mechanical Engineering K.B.P.college of Engineering, Satara , India
 Design & Development of Hydraulic Fixture for VMC Komal Barge 1, Smita Bhise 2 1 Assistant Professor, Department of production Engineering 2 Research Scholar, Department of Mechanical Engineering K.B.P.college
Design & Development of Hydraulic Fixture for VMC Komal Barge 1, Smita Bhise 2 1 Assistant Professor, Department of production Engineering 2 Research Scholar, Department of Mechanical Engineering K.B.P.college
PLANING MACHINE. Crossrail. Tool head. Table. Table. reciprocating movement Roller. Bed. Open Side Planer Sketch S-8.1-A. Feed screws.
 8 PLANING MACHINE A8.1 : Planing Machine Tool head Table reciprocating movement Roller Table Cross-rail Bed Column Open Side Planer Sketch S-8.1-A Introduction This is also a reciprocating type of machine
8 PLANING MACHINE A8.1 : Planing Machine Tool head Table reciprocating movement Roller Table Cross-rail Bed Column Open Side Planer Sketch S-8.1-A Introduction This is also a reciprocating type of machine
Design of Fixture for Cross Hole Drilling of Flange-Yoke
 OPEN ACCESS International Journal Of Modern Engineering Research (IJMER) Design of Fixture for Cross Hole Drilling of Flange-Yoke Tushar D. Patil 1, Aditya V. Kavdikar 2, Anish T. Nadar 3, Gitesh M. Shirsat
OPEN ACCESS International Journal Of Modern Engineering Research (IJMER) Design of Fixture for Cross Hole Drilling of Flange-Yoke Tushar D. Patil 1, Aditya V. Kavdikar 2, Anish T. Nadar 3, Gitesh M. Shirsat
Design of Jig for Multihead Drilling Machine
 Design of Jig for Multihead Drilling Machine K.Saravanakumar 1,P.Dineshkumar 2,V.R.Dinesh kumar 3,T.Mahalingam 4,G.Maheswaran 5. B.E, Dept. of Mechanical Engineering, Jay Shriram Group of Institutions.
Design of Jig for Multihead Drilling Machine K.Saravanakumar 1,P.Dineshkumar 2,V.R.Dinesh kumar 3,T.Mahalingam 4,G.Maheswaran 5. B.E, Dept. of Mechanical Engineering, Jay Shriram Group of Institutions.
Mold Design. 5. Mold Structure. Bong-Kee Lee School of Mechanical Engineering Chonnam National University
 5. Mold Structure Bong-Kee Lee Chonnam National University the simplest and most reliable design has the fewest number of moving parts and is more straightforward to manufacture and run in production is
5. Mold Structure Bong-Kee Lee Chonnam National University the simplest and most reliable design has the fewest number of moving parts and is more straightforward to manufacture and run in production is
Introduction to Machining: Lathe Operation
 Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
Chapter 23. Machining Processes Used to Produce Round Shapes: Turning and Hole Making
 Chapter 23 Machining Processes Used to Produce Round Shapes: Turning and Hole Making R. Jerz 1 2/24/2006 Processes Turning (outside surface) straight, taper, facing, contour, form, cut-off, threading,
Chapter 23 Machining Processes Used to Produce Round Shapes: Turning and Hole Making R. Jerz 1 2/24/2006 Processes Turning (outside surface) straight, taper, facing, contour, form, cut-off, threading,
Manufacturing Processes II Prof. A.B.Chattopadhyay Department of Mechanical Engineering Indian Institute of Technology, Kharagpur
 Manufacturing Processes II Prof. A.B.Chattopadhyay Department of Mechanical Engineering Indian Institute of Technology, Kharagpur Lecture No.34 Design and Applications of Jigs and Fixtures Young friends
Manufacturing Processes II Prof. A.B.Chattopadhyay Department of Mechanical Engineering Indian Institute of Technology, Kharagpur Lecture No.34 Design and Applications of Jigs and Fixtures Young friends
Research on Casting Edge Grinding Machine of Tracking Type Chang-Chun LI a,*, Nai-Jian CHEN b, Chang-Zhong WU c
 2016 International Conference on Mechanics Design, Manufacturing and Automation (MDM 2016) ISBN: 978-1-60595-354-0 Research on Casting Edge Grinding Machine of Tracking Type Chang-Chun LI a,*, Nai-Jian
2016 International Conference on Mechanics Design, Manufacturing and Automation (MDM 2016) ISBN: 978-1-60595-354-0 Research on Casting Edge Grinding Machine of Tracking Type Chang-Chun LI a,*, Nai-Jian
Fig. 2 DORMA-Glas Stand/Issue 02/03 Seite/Page 1/7
 FSW Installation instructions Track rail 75 x 72 mm 1. Ceiling substructure and installation of the track rail (Fig. 1): The track rail must be bolted over its entire length (including the stacking track
FSW Installation instructions Track rail 75 x 72 mm 1. Ceiling substructure and installation of the track rail (Fig. 1): The track rail must be bolted over its entire length (including the stacking track
Chapter 27 Workholding Devices for Machine Tools. Workholding Devices INTRODUCTION. MET Manufacturing Processes.
 MET 33800 Manufacturing Processes Chapter 27 Workholding Devices for Machine Tools Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Chapter 27-1 Workholding
MET 33800 Manufacturing Processes Chapter 27 Workholding Devices for Machine Tools Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Chapter 27-1 Workholding
Design and Fabrication of Angular Drilling Jig
 Design and Fabrication of Angular Drilling Jig Karthikeyan P 1, Arulmani J 2, Sirajudeen A 3, Philip Perinba Vinith R 4, Yokesh M 5, Arun P 6 1,2 Asst.Professor, M.Tech/Department of Mechanical Engineering,
Design and Fabrication of Angular Drilling Jig Karthikeyan P 1, Arulmani J 2, Sirajudeen A 3, Philip Perinba Vinith R 4, Yokesh M 5, Arun P 6 1,2 Asst.Professor, M.Tech/Department of Mechanical Engineering,
HOW TO WORK WITH HERMANN SCHMIDT
 HOW TO WORK WITH HERMANN SCHMIDT Visit HSCHMIDT.COM Find in-depth product details and resources. View large library of configuration examples. Order products online: Pay by credit card. Terms customers
HOW TO WORK WITH HERMANN SCHMIDT Visit HSCHMIDT.COM Find in-depth product details and resources. View large library of configuration examples. Order products online: Pay by credit card. Terms customers
LocoGear. Technical Bulletin - 02 January 11, by LocoGear LIVE STEAM CASTINGS. Tech Bulletin - 02
 LIVE STEAM CASTINGS Tech Bulletin - 02 LocoGear Technical Bulletin - 02 January 11, 2003 2003 by LocoGear John D.L. Johnson 3879 Woods Walk Blvd. Lake Worth, FL 33467-2359 jjohnson@locogear.com www.locogear.com
LIVE STEAM CASTINGS Tech Bulletin - 02 LocoGear Technical Bulletin - 02 January 11, 2003 2003 by LocoGear John D.L. Johnson 3879 Woods Walk Blvd. Lake Worth, FL 33467-2359 jjohnson@locogear.com www.locogear.com
Copyright 2009 Society of Manufacturing Engineers. FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF
 FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF SCENE 1. DF26A, FTD87, 03:20:15:00-03:20:46:00 zoom out, milling operation DF26B, CGS: Milling Fixtures Lathe Fixtures Grinding Fixtures Broaching Fixtures
FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF SCENE 1. DF26A, FTD87, 03:20:15:00-03:20:46:00 zoom out, milling operation DF26B, CGS: Milling Fixtures Lathe Fixtures Grinding Fixtures Broaching Fixtures
UNIVERSAL CENTRE LATHES
 UNIVERSAL CENTRE LATHES TRADITION AND EXPERIENCE SR 6000 SR 2000 ŠKODA machine tools of different type and variant have been present in the world market for over 100 years. Among them were a lot of special
UNIVERSAL CENTRE LATHES TRADITION AND EXPERIENCE SR 6000 SR 2000 ŠKODA machine tools of different type and variant have been present in the world market for over 100 years. Among them were a lot of special
Special Purpose Fixture
 ASSEMBLY FIXTURES Assembly fixtures Simple Fixtures Features Used in single or small lot production. These are universal fixtures. Usually they have machined locating surfaces and holes to receive fastening
ASSEMBLY FIXTURES Assembly fixtures Simple Fixtures Features Used in single or small lot production. These are universal fixtures. Usually they have machined locating surfaces and holes to receive fastening
PUNCHING DRILLING HEBEN LIFTING CUTTING DEBURRING
 PUNCHING DRILLING LIFTING CUTTING DEBURRING www.alfra.de E-EN E ALFRA Edge-Milling and Deburring Devices Overview KFV KFH 150 Page 7 78 2520 25100 Prism mounting L = 150 / W = 20/40 End mill Ø 45 or straight
PUNCHING DRILLING LIFTING CUTTING DEBURRING www.alfra.de E-EN E ALFRA Edge-Milling and Deburring Devices Overview KFV KFH 150 Page 7 78 2520 25100 Prism mounting L = 150 / W = 20/40 End mill Ø 45 or straight
LANDMARK UNIVERSITY, OMU-ARAN
 LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
Fixture design of connecting rod parts
 Abstract Fixture design of connecting rod parts Junchen Cao a, Hongen Ge b College of mechanical and Electronic Engineering, Shandong University of Science and Technology, Qingdao 266590, China; a cjch789@126.com,
Abstract Fixture design of connecting rod parts Junchen Cao a, Hongen Ge b College of mechanical and Electronic Engineering, Shandong University of Science and Technology, Qingdao 266590, China; a cjch789@126.com,
SYLLABUS. Apprenticeship Training Scheme
 SYLLABUS For the trade of JIGS AND FIXTURE MAKER UNDER Apprenticeship Training Scheme Government of India Ministry of Labour & Employment Directorate General of Employment & Training New Delhi-110001 GENERAL
SYLLABUS For the trade of JIGS AND FIXTURE MAKER UNDER Apprenticeship Training Scheme Government of India Ministry of Labour & Employment Directorate General of Employment & Training New Delhi-110001 GENERAL
INSTRUCTIONS FOR HIT TEMPLATE FOR CYLINDRICAL LOCK PREPS
 1825 VIA BURTON ANAHEIM CA 92806 714-772-5202 / FAX 714-772-2302 EMAIL: MAIL@MAJORMFG.COM WEB: WWW.MAJORMFG.COM INSTRUCTIONS FOR HIT-66-110 TEMPLATE FOR CYLINDRICAL LOCK PREPS WHEN USING POWER TOOLS ALWAYS
1825 VIA BURTON ANAHEIM CA 92806 714-772-5202 / FAX 714-772-2302 EMAIL: MAIL@MAJORMFG.COM WEB: WWW.MAJORMFG.COM INSTRUCTIONS FOR HIT-66-110 TEMPLATE FOR CYLINDRICAL LOCK PREPS WHEN USING POWER TOOLS ALWAYS
Copyright 2007 MLCS 1
 Copyright 2007 MLCS 1 REFERENCE GUIDE and SPECIFICATIONS: Edge Guides: This 12 Dovetail Template comes complete with 2 Edge Guide Sets one set for Half Blind and one set for Rabbeted Half Blind Dovetails.
Copyright 2007 MLCS 1 REFERENCE GUIDE and SPECIFICATIONS: Edge Guides: This 12 Dovetail Template comes complete with 2 Edge Guide Sets one set for Half Blind and one set for Rabbeted Half Blind Dovetails.
THE MOST IMPORTANT FACTS ABOUT SUPPORT BLOCKS
 THE MOST IMPORTANT FACTS ABOUT SUPPORT BLOCKS > Material: High quality tempering steel resp. castings. > Machining: All support blocks shown, have machined base- and contact faces. The serrated elements
THE MOST IMPORTANT FACTS ABOUT SUPPORT BLOCKS > Material: High quality tempering steel resp. castings. > Machining: All support blocks shown, have machined base- and contact faces. The serrated elements
MN Modelling Objects and Creating Manufacturing Strategy
 Abstract This document and the accompanying files describe the process of modelling a bell housing jig using the 3D software Catia V5. The manufacturing process by which the bell housing would be created
Abstract This document and the accompanying files describe the process of modelling a bell housing jig using the 3D software Catia V5. The manufacturing process by which the bell housing would be created
STEEL RULE. Stock TRY SQUARE
 FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
Lecture 3 2: General Purpose Machine Tools: Drilling Machines and Operations Dr. Parviz Kahhal
 Lecture 3 2: General Purpose Machine Tools: Drilling Machines and Dr. Parviz Kahhal Drilling Operation Drilling is a process used extensivelybywhichthroughorblind holes are originated or enlarged in a
Lecture 3 2: General Purpose Machine Tools: Drilling Machines and Dr. Parviz Kahhal Drilling Operation Drilling is a process used extensivelybywhichthroughorblind holes are originated or enlarged in a
Automatic Reversible Cam Action Workholding Assemblies
 Automatic Reversible Cam Action Workholding Assemblies AUTOMATICALLY RELEASES AND RETRACTS CLAMP STRAP Reversible Cam Action Workholding Assembly Handle Lever is adjustable throughout 0º. AUTOMATIC REVERSIBLE
Automatic Reversible Cam Action Workholding Assemblies AUTOMATICALLY RELEASES AND RETRACTS CLAMP STRAP Reversible Cam Action Workholding Assembly Handle Lever is adjustable throughout 0º. AUTOMATIC REVERSIBLE
Precision Grinding and Control Vise. Vises PSS. Tools and Accessories. For more Information current prices, please
 PSK 50 shown incl. pull-down feature Vises Precision Grinding and Control Vise high precision, robust structure, hardened and ground v-grooves, high holding capacity can be used on 4 different sides face
PSK 50 shown incl. pull-down feature Vises Precision Grinding and Control Vise high precision, robust structure, hardened and ground v-grooves, high holding capacity can be used on 4 different sides face
Trade of Toolmaking. Module 3: Milling Unit 9: Precision Vee Block Assembly Phase 2. Published by. Trade of Toolmaking Phase 2 Module 3 Unit 9
 Trade of Toolmaking Module 3: Milling Unit 9: Precision Vee Block Assembly Phase 2 Published by SOLAS 2014 Unit 9 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
Trade of Toolmaking Module 3: Milling Unit 9: Precision Vee Block Assembly Phase 2 Published by SOLAS 2014 Unit 9 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
TURNING BORING TURNING:
 TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
10/24/2011. Chapter 3
 Chapter 3 Exact alignment Availability to compensate wear Minimum friction Ease of assembly and economy of manufacture Freedom from restrain Prevention of chip and dirt accumulation Effective lubrication
Chapter 3 Exact alignment Availability to compensate wear Minimum friction Ease of assembly and economy of manufacture Freedom from restrain Prevention of chip and dirt accumulation Effective lubrication
HOLD IT. EVEN PRESSURE. ODD SIZES. INTRODUCING THE AUTO-PRO AUTO-ADJUST TOGGLE AND DOG CLAMPS, DOG PEG TABLE FENCES AND BRACKETS BY ARMOR TOOL
 HOLD IT. INTRODUCING THE AUTO-PRO TOGGLE AND DOG CLAMPS, DOG PEG TABLE FENCES AND BRACKETS BY ARMOR TOOL EVEN PRESSURE. ODD SIZES. PATENTED MECHANISM 888.695.3055 armor-tool.com TABLE OF CONTENTS Auto-Pro
HOLD IT. INTRODUCING THE AUTO-PRO TOGGLE AND DOG CLAMPS, DOG PEG TABLE FENCES AND BRACKETS BY ARMOR TOOL EVEN PRESSURE. ODD SIZES. PATENTED MECHANISM 888.695.3055 armor-tool.com TABLE OF CONTENTS Auto-Pro
BHJ Products, Inc. Parts List & Instructions
 Product Name: Lifter-Tru Kit for General Motors LS V8 Page 1 of 5 Kit Contents: 2x End Plates 2x Threaded Adjustment Sleeves 1x Front Angle Bracket 2x M10-1.5 x 65 Hex Head Bolts * 2x Angle Adapter Blocks
Product Name: Lifter-Tru Kit for General Motors LS V8 Page 1 of 5 Kit Contents: 2x End Plates 2x Threaded Adjustment Sleeves 1x Front Angle Bracket 2x M10-1.5 x 65 Hex Head Bolts * 2x Angle Adapter Blocks
Question Bank Technical Drawing Metal
 Question Bank Technical Drawing Metal Table of Contents Question Bank Technical Drawing Metal...1 ASSEMBLY DRAWINGS & DETAILS...1 READING OF DRAWINGS...38 VIEWS...61 MACHINE ELEMENTS...87 i ii Question
Question Bank Technical Drawing Metal Table of Contents Question Bank Technical Drawing Metal...1 ASSEMBLY DRAWINGS & DETAILS...1 READING OF DRAWINGS...38 VIEWS...61 MACHINE ELEMENTS...87 i ii Question
Pull-down clamps. No Low height clamping jaws, model Bulle
 Pull-down clamps The wedge action of clamping jaws is the characteristic feature of these pull down clamps. It causes the pull down effect, which presses the workpiece against both, stop and machine table.
Pull-down clamps The wedge action of clamping jaws is the characteristic feature of these pull down clamps. It causes the pull down effect, which presses the workpiece against both, stop and machine table.
Mechanical Drawing. Fig 5-1
 College of Engineering 1 Mechanical Drawing Mechanical Engineering Department Mechanical Drawing Lecture 5 Keys and keyways 5-1 Introduction A key, Fig. 5.1, is usually made from steel and is inserted
College of Engineering 1 Mechanical Drawing Mechanical Engineering Department Mechanical Drawing Lecture 5 Keys and keyways 5-1 Introduction A key, Fig. 5.1, is usually made from steel and is inserted
ACCESSORIES.
 Rotary, Dividing, & Cross Tables 166 Indexes 167 Dividing Heads 168 Screw Jack Sets 168 Angle Plates & V-Blocks 169 Quick Change Tool Posts & 170-171 CNC Tool Holder Bushings 171 Lathe Chucks 172-177 www.sowatool.com
Rotary, Dividing, & Cross Tables 166 Indexes 167 Dividing Heads 168 Screw Jack Sets 168 Angle Plates & V-Blocks 169 Quick Change Tool Posts & 170-171 CNC Tool Holder Bushings 171 Lathe Chucks 172-177 www.sowatool.com
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT III THEORY OF METAL CUTTING Broad classification of Engineering Manufacturing Processes. It is extremely difficult to tell the exact number of various manufacturing processes
MANUFACTURING TECHNOLOGY UNIT III THEORY OF METAL CUTTING Broad classification of Engineering Manufacturing Processes. It is extremely difficult to tell the exact number of various manufacturing processes
The new generation with system accessories. Made in Europe!
 1 The new generation with system accessories. Made in Europe! Of cast iron, wide-legged prismatic guide. For vibration-free work even at high loads. Rear flange for mounting the mill/drill head PF 230.
1 The new generation with system accessories. Made in Europe! Of cast iron, wide-legged prismatic guide. For vibration-free work even at high loads. Rear flange for mounting the mill/drill head PF 230.
Development of Orbital Drilling for the Boeing 787
 Copyright 2008 SAE International 08FAS-0006 Development of Orbital Drilling for the Boeing 787 Eric Whinnem Gary Lipczynski The Boeing Company Ingvar Eriksson Novator AB ABSTRACT The new materials and
Copyright 2008 SAE International 08FAS-0006 Development of Orbital Drilling for the Boeing 787 Eric Whinnem Gary Lipczynski The Boeing Company Ingvar Eriksson Novator AB ABSTRACT The new materials and
Chapter 22: Turning and Boring Processes. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Turning and Boring Processes DeGarmo s Materials and Processes in Manufacturing 22.1 Introduction Turning is the process of machining external cylindrical and conical surfaces. Boring is a
Chapter 22: Turning and Boring Processes DeGarmo s Materials and Processes in Manufacturing 22.1 Introduction Turning is the process of machining external cylindrical and conical surfaces. Boring is a
Features of TOOLFAST Clamping Devices and Clamping Elements
 PART I CLAMPING DEVICES & CLAMPING ELEMENTS INTRODUCTION In the following pages of this part of catalogue, different types & sizes of clamping devices and clamping elements manufactured by us are illustrated.
PART I CLAMPING DEVICES & CLAMPING ELEMENTS INTRODUCTION In the following pages of this part of catalogue, different types & sizes of clamping devices and clamping elements manufactured by us are illustrated.
RESHARPENING & INSPECTION
 755 E. Debra Lane, Anaheim, CA 92805 (714) 780-0730 (714) 780-0735 Fax Technical Support Page Case for Resharpening: When the product finish becomes worse, the cutting edge must get dulled, chips become
755 E. Debra Lane, Anaheim, CA 92805 (714) 780-0730 (714) 780-0735 Fax Technical Support Page Case for Resharpening: When the product finish becomes worse, the cutting edge must get dulled, chips become
Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY
 TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
INSTRUCTIONS FOR HIT TEMPLATE FOR SALTO XS-4 MORTISE & CYLINDRICAL LOCKS
 1825 VIA BURTON ANAHEIM CA 92806 714-772-5202 / FAX 714-772-2302 EMAIL: MAIL@MAJORMFG.COM WEB: WWW.MAJORMFG.COM INSTRUCTIONS FOR HIT-66-268 TEMPLATE FOR SALTO XS-4 MORTISE & CYLINDRICAL LOCKS WHEN USING
1825 VIA BURTON ANAHEIM CA 92806 714-772-5202 / FAX 714-772-2302 EMAIL: MAIL@MAJORMFG.COM WEB: WWW.MAJORMFG.COM INSTRUCTIONS FOR HIT-66-268 TEMPLATE FOR SALTO XS-4 MORTISE & CYLINDRICAL LOCKS WHEN USING
C-Clamps and Lifting Eyes (Eye Bolts)
") 0-C-Clamps & Lifting Eyes-R 2/21/08 9:42 PM Page 1 C-Clamps A B C Armstrong C-Clamps When your requirements call for clamps, specify Armstrong the most accepted name in the business. When you see Armstrong
0-C-Clamps & Lifting Eyes-R 2/21/08 9:42 PM Page 1 C-Clamps A B C Armstrong C-Clamps When your requirements call for clamps, specify Armstrong the most accepted name in the business. When you see Armstrong
Complete O.D. Machining in One Operation
 MFDODM209 Complete O.D. Machining in One Operation Including: Hydra-Drive For Extreme Accuracy CREATING INNOVATIONS IN FACE DRIVING TECHNOLOGY www.facedrivers.com Complete O.D. Machining in one Operation
MFDODM209 Complete O.D. Machining in One Operation Including: Hydra-Drive For Extreme Accuracy CREATING INNOVATIONS IN FACE DRIVING TECHNOLOGY www.facedrivers.com Complete O.D. Machining in one Operation
INSTRUCTIONS FOR HIT TEMPLATE FOR SCHLAGE AD MORTISE LOCK
 1825 VIA BURTON ANAHEIM CA 92806 714-772-5202 / FAX 714-772-2302 EMAIL: MAIL@MAJORMFG.COM WEB: WWW.MAJORMFG.COM INSTRUCTIONS FOR HIT-66-280 TEMPLATE FOR SCHLAGE AD MORTISE LOCK WHEN USING POWER TOOLS ALWAYS
1825 VIA BURTON ANAHEIM CA 92806 714-772-5202 / FAX 714-772-2302 EMAIL: MAIL@MAJORMFG.COM WEB: WWW.MAJORMFG.COM INSTRUCTIONS FOR HIT-66-280 TEMPLATE FOR SCHLAGE AD MORTISE LOCK WHEN USING POWER TOOLS ALWAYS
Double Locating Fixed Vise w/.500 locating holes. Adjustable Vise w/.500 locating holes
 VISES VISES EZE-VISE TM MODULAR SETUPS Low profile, low cost modular vise set incorporates features found in higher priced products: positive location in 3-axes, raised locator surface to facilitate drilling
VISES VISES EZE-VISE TM MODULAR SETUPS Low profile, low cost modular vise set incorporates features found in higher priced products: positive location in 3-axes, raised locator surface to facilitate drilling
50, ,000 18,800 8,000. CODE 04 ER (ER ) UPC Chuck/W ITS Central Chuck. CODE 04 ER (ER ) UPC Pallet For Alignment
 UPC Chuck/W ITS Central Chuck. CODE 04 ER (ER ) UPC Pallet For Alignment") CODE 04 ER-007826 (ER-017777) UPC Pallet For Alignment CODE 04 ER-007823 (ER-016092) UPC Chuck/W ITS Central Chuck Application To align angular position and to determine the center of UPC chucks. Please
CODE 04 ER-007826 (ER-017777) UPC Pallet For Alignment CODE 04 ER-007823 (ER-016092) UPC Chuck/W ITS Central Chuck Application To align angular position and to determine the center of UPC chucks. Please
Trade of Toolmaking Module 1: Induction & Bench Fitting Unit 8 Recessing and Assembling Parts Phase 2
 Trade of Toolmaking Module 1: Induction & Bench Fitting Unit 8 Recessing and Assembling Parts Phase 2 Published by SOLAS 2014 Unit 8 1 Table of Contents Document Release History... 3 Unit Objective...
Trade of Toolmaking Module 1: Induction & Bench Fitting Unit 8 Recessing and Assembling Parts Phase 2 Published by SOLAS 2014 Unit 8 1 Table of Contents Document Release History... 3 Unit Objective...
Model TR-5 Fixture Kit INSTRUCTION MANUAL. CheckSum, LLC th Street NE Arlington, WA (360) Web site:
 Web site:") Model TR-5 Fixture Kit INSTRUCTION MANUAL CheckSum, LLC 6120 195th Street NE Arlington, WA 98223 (360) 435-5510 Web site: www.checksum.com P/N 4400-007 Revision 20150113 Copyright 1992-2015 - CheckSum
Model TR-5 Fixture Kit INSTRUCTION MANUAL CheckSum, LLC 6120 195th Street NE Arlington, WA 98223 (360) 435-5510 Web site: www.checksum.com P/N 4400-007 Revision 20150113 Copyright 1992-2015 - CheckSum
Precision made in Germany. As per DIN The heart of a system, versatile and expandable.
 1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
Lecture 18. Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing
 Planing") Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
THREAD CUTTING & FORMING
 THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
Modular clamping and positioning system for milling machines and machine tool. flexible
 Modular clamping and positioning system for milling machines and machine tool flexible Titan 125 Everything under control The new Allmatic TITAN 125 high pressure vice combines virtually all the features
Modular clamping and positioning system for milling machines and machine tool flexible Titan 125 Everything under control The new Allmatic TITAN 125 high pressure vice combines virtually all the features
Tool & Cutter Grinder
 Tool & Cutter Grinder The Bonelle Tool and Cutter grinder (based on prof. Chaddock s Quorn) can be used to grind most kind of tools from lathe tools to end-mills and reamers. I have been grinding my end-mills
Tool & Cutter Grinder The Bonelle Tool and Cutter grinder (based on prof. Chaddock s Quorn) can be used to grind most kind of tools from lathe tools to end-mills and reamers. I have been grinding my end-mills