Work Holding Principles ITCD Rajeev Madhavan Nair
|
|
|
- Earl Webster
- 6 years ago
- Views:
Transcription
1 Work Holding Principles ITCD
2 Work Holding One of the most important elements of the machining process Work holder includes all devices that hold, grip or chuck a work piece to perform a manufacturing operation Applied mechanically, electrically, hydraulically or pneumatically
3 Principles
4 Multiplication of holding force
5 Elementary work holder (vise)
6 Hydraulic clamping vise
7 Holding a round workpiece
8 Purpose and function Location Clamping Support Precision Withstand cutting forces Apply holding forces Safety
9 General Considerations Physical characteristics of the workpiece - Degree of precision - Strength and stiffness of workpiece - Production requirements - Safety requirements Use standard work holders
10 Locating Principles Work piece surfaces - Flat surfaces - Cylindrical surfaces - Irregular surfaces Types of Location - Plane - Concentric - Combined - Radial

11 Plane Location
12 Concentric location
13 Radial location
14 Combined location
15 Degrees of freedom
16 Method of location
17 Method of location (contd.)
18 Method of location (contd.)
19 Concentric location
20 Radial location
21 Basic locating rules Position and number of locators Redundant locators Locational tolerances Fool proofing
22 Placement rules When more than one locator is placed on a surface, they should be distributed as far as possible on the surface - This would help in placing the work piece on locators without much skill - Also the clamping force would not be able to shift the work piece from such locators - A blank with irregular surface (such as sand casting) would be better located on such distributed locators
23 Placement rules (contd.) - Machining forces would not be able to disturb the equilibrium of the work piece in the fixture with properly distributed locators - Wear of any locator contributes less to the inaccuracy of location if the locators are placed far apart - While selecting the surface for the largest locators, consideration should be given to the largest area of the work piece - The two locators should be placed on the surface with the next largest area and the single locator on the surface with the least surface area
24 Magnification and projection of error
25 Redundant locators

26 Redundant locators (contd.)
27 Fool Proofing
28 Fool proofing (contd.)
29 Fool proofing (contd.)
30 Basic types of locators External locators - Fixed - Adjustable Threaded locators Spring pressure locators Equalizing locators Integral locators Assembled locators
31 Integral locators
32 Assembled locators
33 Basic types of locators Locating pins V-locators Locating nests Adjustable locators
34 Locating pins
 -")
35 Locator (0.5 in) - Jergens
36 Simple work holder
37 Vertical locating
38 Degrees of freedom of a cylindrical work piece
39 V-locator with stop pin
40 Workholder with multiple V-locators
41 V-locator error
42 V-locator error

43 Threaded adjustable locator
44 Support surfaces Select a surface where there is maximum likelihood for the part to deflect under the action of clamping and cutting forces Support areas selected should not disturb the location of the work piece in any manner nor displace the locators while providing the support Support areas selected should not interfere with the loading and unloading of the component into the work holding fixture
45 Adjustable locators with locknut or screw
46 Adjustable supports Adjustable locators positioned below the work piece - Threaded - Spring - Equalizers
47 Threaded type adjustable supports
48 Spring type adjustable supports
49 Equalizing type adjustable supports
50 Sight locators
51 Internal locators Use holes or bored diameters
52 Nonsticking locator design
53 Pin locators Plain Shouldered Undersized ( to ) - Prevent jamming
54 Commercial pin locators

55 Relieved locators
56 Diamond pin (radial locator)
57 Locating only with diamond pins
58 Floating locating pin
59 Floating and round locating pin combination

60 Conical locators
61 Chip and burr problems Make locators easy to clean - Small and hard - Open jigs Make them self cleaning - Edge relief around locators - Wipers Protect them
62 Raised work piece supports

63 Proper chip clearance

64 Proper chip clearance (contd.)
65 Proper chip clearance (contd.)
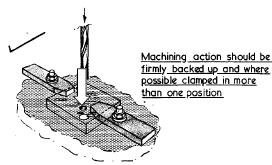
66 Clamping surfaces Generally the clamping surface should be opposite to that of a location surface for clamping to be effective However, normally the surface opposite to location would be the surface to be machined Hence this choice would only be possible if all of that surface is not be machined or a parallel surface to this is available
67 Clamping surfaces (contd.) If the surface opposite to the location is not available for clamping, alternate surfaces should be chosen for clamping such that the resultant clamping force is acting against the locators As far as possible already machined surfaces should be avoided as clamping surfaces, as they are likely to be spoiled under the clamping forces
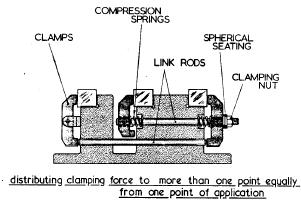
68 Clamping surfaces (contd.) Care has to be exercised to distribute this large clamping force over a large area of the work piece surface Choose a surface with enough rigidity such that no deformation of the component takes place under the clamping forces
69 Clamping surfaces (contd.) Always choose the clamping surface area large enough such that the clamping forces are properly distributed and no surface plastic deformation takes place on the component The clamping force used should take care of the cutting forces likely to come and maintain the stability of the workpiece within the fixture
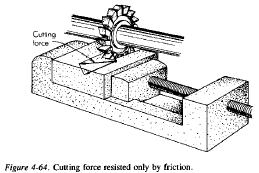
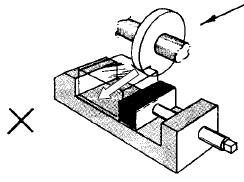
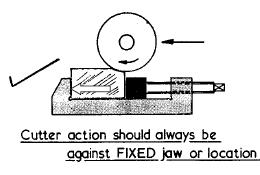
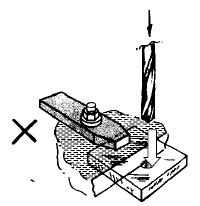
70 Tool forces Magnitude and direction of cutting forces is useful for designing the clamping
71
72
73
74
75
76
77
78
79
80
81
82
83
84
85
86
87
88
89
90
91
92
93
94
95
96
97 Basic construction principles Cast - Stability and vibration damping - Good material distribution - Used for high volume production Welded - Easy fabrication and low lead time Built-up - Most versatile - Frequently used
98 References Fundamentals of Tool Design, Fifth edition, Society of Manufacturing Engineers Jergens, Inc. Carr Lane Manufacturing Company
99 Questions???
Clamping. Clamping surfaces. Manufacturing Tooling 4. Work Holding Principles. Nageswara Rao Posinasetti
 Manufacturing Tooling 4. Work Holding Principles Nageswara Rao Posinasetti Clamping February 7, 2008 Nageswara Rao Posinasetti 2 Clamping surfaces Generally the clamping surface should be opposite to that
Manufacturing Tooling 4. Work Holding Principles Nageswara Rao Posinasetti Clamping February 7, 2008 Nageswara Rao Posinasetti 2 Clamping surfaces Generally the clamping surface should be opposite to that
MFG 316 Chapter 4 //Workholding Principles
 Workholding Principles All devices that grip, hold, chuck, or retain a workpiece in order to perform a manufacturing operation. Force=hydraulic, pneumatic, electrical, mechanical Force multiplication by
Workholding Principles All devices that grip, hold, chuck, or retain a workpiece in order to perform a manufacturing operation. Force=hydraulic, pneumatic, electrical, mechanical Force multiplication by
Locating Principles & Devices
 Locating Principles & Devices 1 LOCATING PRINCIPLES To position the work piece w.r.t. to tool, to ensure precision in machining Locating: dimensional and positional relationship b/w work piece and tool
Locating Principles & Devices 1 LOCATING PRINCIPLES To position the work piece w.r.t. to tool, to ensure precision in machining Locating: dimensional and positional relationship b/w work piece and tool
The jigs and fixtures are the economical ways to produce a component in mass production system. These are special work holding and tool guiding device
 The jigs and fixtures are the economical ways to produce a component in mass production system. These are special work holding and tool guiding device Quality of the performance of a process largely influenced
The jigs and fixtures are the economical ways to produce a component in mass production system. These are special work holding and tool guiding device Quality of the performance of a process largely influenced
Other Types Of Bushes
 Other Types Of Bushes Circuit board drill bushes: Designed to accommodate larger shank for making drill on circuit board Chip breaker bushes: Designed with chip breaking notch. Reduces friction and heat
Other Types Of Bushes Circuit board drill bushes: Designed to accommodate larger shank for making drill on circuit board Chip breaker bushes: Designed with chip breaking notch. Reduces friction and heat
Chapter 27 Workholding Devices for Machine Tools. Workholding Devices INTRODUCTION. MET Manufacturing Processes.
 MET 33800 Manufacturing Processes Chapter 27 Workholding Devices for Machine Tools Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Chapter 27-1 Workholding
MET 33800 Manufacturing Processes Chapter 27 Workholding Devices for Machine Tools Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Chapter 27-1 Workholding
ME 2029 DESIGN OF JIGS AND FIXTURES NOTES UNIT I LOCATING AND CLAMPING PRINCIPLES
 ME 2029 DESIGN OF JIGS AND FIXTURES NOTES UNIT I LOCATING AND CLAMPING PRINCIPLES Locating and clamping are the critical functions of any work holder. As such, the fundamental principles of locating and
ME 2029 DESIGN OF JIGS AND FIXTURES NOTES UNIT I LOCATING AND CLAMPING PRINCIPLES Locating and clamping are the critical functions of any work holder. As such, the fundamental principles of locating and
Trade of Toolmaking. Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 5: Jigs and Fixtures Phase 2. Published by
 Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 5: Jigs and Fixtures Phase 2 Published by SOLAS 2014 Unit 5 1 Table of Contents Document Release History... 3 Unit Objective...
Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 5: Jigs and Fixtures Phase 2 Published by SOLAS 2014 Unit 5 1 Table of Contents Document Release History... 3 Unit Objective...
Chapter 22: Turning and Boring Processes. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Turning and Boring Processes DeGarmo s Materials and Processes in Manufacturing 22.1 Introduction Turning is the process of machining external cylindrical and conical surfaces. Boring is a
Chapter 22: Turning and Boring Processes DeGarmo s Materials and Processes in Manufacturing 22.1 Introduction Turning is the process of machining external cylindrical and conical surfaces. Boring is a
WHAT? WHERE? HOW?
 JIGS WHAT? WHERE? HOW? Introduction Mass production aims at high productivities to reduce unit cost and inter-changeabilites to facilitate easy assembly. Jigs are useful in mass production. They provide
JIGS WHAT? WHERE? HOW? Introduction Mass production aims at high productivities to reduce unit cost and inter-changeabilites to facilitate easy assembly. Jigs are useful in mass production. They provide
Lathes. CADD SPHERE Place for innovation Introduction
 Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Turning and Related Operations
 Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS
 Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Copyright 2009 Society of Manufacturing Engineers. FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF
 FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF SCENE 1. DF26A, FTD87, 03:20:15:00-03:20:46:00 zoom out, milling operation DF26B, CGS: Milling Fixtures Lathe Fixtures Grinding Fixtures Broaching Fixtures
FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF SCENE 1. DF26A, FTD87, 03:20:15:00-03:20:46:00 zoom out, milling operation DF26B, CGS: Milling Fixtures Lathe Fixtures Grinding Fixtures Broaching Fixtures
Power Workholding. Power Workholding n Precision Vises n Zero Point Mounting n Assembly and Handling
 Power Workholding Power Workholding n Precision Vises n Zero Point Mounting n Assembly and Handling OUR STORY In 1982 an independent joint venture was established to marry the proven product expertise
Power Workholding Power Workholding n Precision Vises n Zero Point Mounting n Assembly and Handling OUR STORY In 1982 an independent joint venture was established to marry the proven product expertise
International Journal of Science and Engineering Research (IJ0SER), Vol 3 Issue 3 March , (P) X
, Vol 3 Issue 3 March , (P) X") Design And Optimization Techniques Using In Turning Fixture M Rajmohan 1, K S Sakthivel 1, S Sanjay 1, A Santhosh 1, P Satheesh 2 1 ( UG Student ) 2 (Assistant professor)mechanical Department, Jay Shriram
Design And Optimization Techniques Using In Turning Fixture M Rajmohan 1, K S Sakthivel 1, S Sanjay 1, A Santhosh 1, P Satheesh 2 1 ( UG Student ) 2 (Assistant professor)mechanical Department, Jay Shriram
Hardinge 5C Pneumatic Collet Block
 Hardinge 5C Pneumatic Collet Block Installation Operating Instructions Maintenance Step Chuck 3 /16 T-Handle Wrench Chapman Wrench Collet ID Sure-Grip Expanding Collet Work Stop (4) Bolt Holes Shoulder
Hardinge 5C Pneumatic Collet Block Installation Operating Instructions Maintenance Step Chuck 3 /16 T-Handle Wrench Chapman Wrench Collet ID Sure-Grip Expanding Collet Work Stop (4) Bolt Holes Shoulder
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Designing for machining round holes
 Designing for machining round holes Introduction There are various machining processes available for making of round holes. The common processes are: drilling, reaming and boring. Drilling is a machining
Designing for machining round holes Introduction There are various machining processes available for making of round holes. The common processes are: drilling, reaming and boring. Drilling is a machining
Various other types of drilling machines are available for specialized jobs. These may be portable, bench type, multiple spindle, gang, multiple
 Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Lathe. A Lathe. Photo by Curt Newton
 Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
TURNING BORING TURNING:
 TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
50, ,000 18,800 8,000. CODE 04 ER (ER ) UPC Chuck/W ITS Central Chuck. CODE 04 ER (ER ) UPC Pallet For Alignment
 UPC Chuck/W ITS Central Chuck. CODE 04 ER (ER ) UPC Pallet For Alignment") CODE 04 ER-007826 (ER-017777) UPC Pallet For Alignment CODE 04 ER-007823 (ER-016092) UPC Chuck/W ITS Central Chuck Application To align angular position and to determine the center of UPC chucks. Please
CODE 04 ER-007826 (ER-017777) UPC Pallet For Alignment CODE 04 ER-007823 (ER-016092) UPC Chuck/W ITS Central Chuck Application To align angular position and to determine the center of UPC chucks. Please
Typical Parts Made with These Processes
 Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Design for machining
 Multiple choice questions Design for machining 1) Which one of the following process is not a machining process? A) Planing B) Boring C) Turning D) Forging 2) The angle made between the rake face of a
Multiple choice questions Design for machining 1) Which one of the following process is not a machining process? A) Planing B) Boring C) Turning D) Forging 2) The angle made between the rake face of a
bcprecision Devices, Inc. HYDRAULIC ARBORS AND CHUCKS
 UNEQUALED WORK HOLDING ACCURACY for: grinding; balancing; inspection; boring; facing; reaming; drilling; turning; shaving; hobbing and honing b SQUARENESS r CONCENTRICITY f PARALLELISM e ROUNDNESS v ALIGNMENT
UNEQUALED WORK HOLDING ACCURACY for: grinding; balancing; inspection; boring; facing; reaming; drilling; turning; shaving; hobbing and honing b SQUARENESS r CONCENTRICITY f PARALLELISM e ROUNDNESS v ALIGNMENT
Clamping Tools The most effective clamping tool for individual applications an overview.
 05/2012 Clamping Tools The most effective clamping tool for individual applications an overview. By Thomas Oertli There is no best clamping tool. However, we have developed the most effective and therefore
05/2012 Clamping Tools The most effective clamping tool for individual applications an overview. By Thomas Oertli There is no best clamping tool. However, we have developed the most effective and therefore
HC Hydraulic Expansion Chucks
 Technical Information HC Hydraulic Expansion Chucks design, function, effect, and application features, handling, and action application instructions precision tool length setting torques accessories sealed
Technical Information HC Hydraulic Expansion Chucks design, function, effect, and application features, handling, and action application instructions precision tool length setting torques accessories sealed
Design a drill jig for drilling 4 holes in the following component.
 Design a drill jig for drilling 4 holes in the following component. Design procedure for Jig a. Selection of Jig A leaf (or) latch jig is selected to accomplish this component. The leaf is hinged on one
Design a drill jig for drilling 4 holes in the following component. Design procedure for Jig a. Selection of Jig A leaf (or) latch jig is selected to accomplish this component. The leaf is hinged on one
User s Guide. Silent Tools. turning products
 User s Guide Silent Tools turning products Introduction This guide will help you to use dampened boring bars (Silent Tools) to achieve the best possible results in internal turning. Silent Tools dampened
User s Guide Silent Tools turning products Introduction This guide will help you to use dampened boring bars (Silent Tools) to achieve the best possible results in internal turning. Silent Tools dampened
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES
 Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Workpiece drawing factors. Size Shape Composition Dimensions Specifications
 ITCD 301-001 Workpiece drawing factors Size Shape Composition Dimensions Specifications Tolerance Total amount of dimensional variation Designer specifies an unattainable condition Designer specifies a
ITCD 301-001 Workpiece drawing factors Size Shape Composition Dimensions Specifications Tolerance Total amount of dimensional variation Designer specifies an unattainable condition Designer specifies a
Hydraulic Chuck Reducer Sleeves
 Hydraulic Chuck Reducer Sleeves with ERICKSON SAFE- OCK Smart Coolant Primary Application ERICKSON Safe-Lock Smart Coolant reducer sleeves are specially designed for high-precision and secure clamping
Hydraulic Chuck Reducer Sleeves with ERICKSON SAFE- OCK Smart Coolant Primary Application ERICKSON Safe-Lock Smart Coolant reducer sleeves are specially designed for high-precision and secure clamping
Pull-down clamps. No Low height clamping jaws, model Bulle
 Pull-down clamps The wedge action of clamping jaws is the characteristic feature of these pull down clamps. It causes the pull down effect, which presses the workpiece against both, stop and machine table.
Pull-down clamps The wedge action of clamping jaws is the characteristic feature of these pull down clamps. It causes the pull down effect, which presses the workpiece against both, stop and machine table.
Competence Gun Boring. KOYEMANN Floating Tools Power Reamer
 Competence Gun Boring KOYEMANN Floating Tools Power Reamer R The KOYEMANN Floating Principle Reaming has been used for fine machining bores with excellent results from the very start of cutting technology.
Competence Gun Boring KOYEMANN Floating Tools Power Reamer R The KOYEMANN Floating Principle Reaming has been used for fine machining bores with excellent results from the very start of cutting technology.
Comparative Measuring Instruments
 Comparative Measuring Instruments F-1 TESA YA Internal Measuring Instruments Specially designed for small bores from 0,47 up to 12,20 Determine dimensions as well as form and shape deviations through 2-point
Comparative Measuring Instruments F-1 TESA YA Internal Measuring Instruments Specially designed for small bores from 0,47 up to 12,20 Determine dimensions as well as form and shape deviations through 2-point
Jigs and fixtures are devices used to facilitate production work, making interchangeable pieces of work possible at a savings in cost of production.
 INTRODUCTION Over the past century, manufacturing has made considerable progress. New machine tools, high-performance cutting tools, and modern manufacturing processes enable today's industries to make
INTRODUCTION Over the past century, manufacturing has made considerable progress. New machine tools, high-performance cutting tools, and modern manufacturing processes enable today's industries to make
Special reamers. Figure N 1 Reamer with descending cutting edges in carbide (Cerin)
") Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
MACHINE TOOLS GRINDING MACHINE TOOLS
 MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
TOGGLE CLAMPS. Holding Pressure Competitor Conversion Index General Information
 Holding Pressure Competitor Conversion Index... 124 General Information... 124 Hold Down Action Vertical Handle... 125-129 Horizontal Handle... 130-132 Toggle Pliers... 133-134 Straight Line Action...
Holding Pressure Competitor Conversion Index... 124 General Information... 124 Hold Down Action Vertical Handle... 125-129 Horizontal Handle... 130-132 Toggle Pliers... 133-134 Straight Line Action...
Helpful Alignment Tips for Machine Shops
 Table of Contents Background... 3 Offset or Centerline Misalignment... 3 Parallelism or Angular Misalignment... 4 Alignment Equipment Needed... 5 How it Works... 5 Measuring Procedure... 5 Making the Measurements...
Table of Contents Background... 3 Offset or Centerline Misalignment... 3 Parallelism or Angular Misalignment... 4 Alignment Equipment Needed... 5 How it Works... 5 Measuring Procedure... 5 Making the Measurements...
STEVENS SUBPLATES. STEVENS ENGINEERING, INC. TOLL-FREE WEB FAX
 STEVENS SUBPLATES Spacing of hole patterns on Stevens accessories is identical to the pattern on Stevens Subplates. Insertion of the pull dowels thru bushed holes in the accessory into corresponding bushed
STEVENS SUBPLATES Spacing of hole patterns on Stevens accessories is identical to the pattern on Stevens Subplates. Insertion of the pull dowels thru bushed holes in the accessory into corresponding bushed
High Precision Air Chucks
 Precision Workholding Solutions High Precision Air Chucks www..com Improve productivity and lower the cost of secondary machining operations..... through high concentricity. Holding close concentricity
Precision Workholding Solutions High Precision Air Chucks www..com Improve productivity and lower the cost of secondary machining operations..... through high concentricity. Holding close concentricity
Air precision chucks APC
 Air precision chucks APC MicroCentric GmbH Berblingerstr. 16 71254 Ditzingen / Germany Tel.: +49 (0)7156 17819-0 Fax: +49 (0)7156 17819-20 E-Mail: info@microcentric.de www.microcentric.de Products in this
Air precision chucks APC MicroCentric GmbH Berblingerstr. 16 71254 Ditzingen / Germany Tel.: +49 (0)7156 17819-0 Fax: +49 (0)7156 17819-20 E-Mail: info@microcentric.de www.microcentric.de Products in this
Geometric Dimensioning and Tolerancing
 Geometric Dimensioning and Tolerancing (Known as GDT) What is GDT Helps ensure interchangeability of parts. Use is dictated by function and relationship of the part feature. It does not take the place
Geometric Dimensioning and Tolerancing (Known as GDT) What is GDT Helps ensure interchangeability of parts. Use is dictated by function and relationship of the part feature. It does not take the place
Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations, Boring, Reaming, Tapping)
") 1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
S.K.P. Engineering College, Tiruvannamalai
 SKP Engineering College Tiruvannamalai 606611 A Course Material on Design of Jigs, Fixtures & Press Tools By Mr.A.Jayaveeran, Mr.G.Karthikeyan, Mr.R.Susenthirar, Mr.V.Bakkiyaraj Assistant Professor 1 Quality
SKP Engineering College Tiruvannamalai 606611 A Course Material on Design of Jigs, Fixtures & Press Tools By Mr.A.Jayaveeran, Mr.G.Karthikeyan, Mr.R.Susenthirar, Mr.V.Bakkiyaraj Assistant Professor 1 Quality
Trade of Toolmaking. Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 6: Jig Components Phase 2. Published by
 Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 6: Jig Components Phase 2 Published by SOLAS 2014 Unit 6 1 Table of Contents Document Release History... 3 Unit Objective...
Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 6: Jig Components Phase 2 Published by SOLAS 2014 Unit 6 1 Table of Contents Document Release History... 3 Unit Objective...
CNC EXPANDING MANDRELS
 CNC EXPANDING MANDRELS ID CLAMPING OFFERS FULL OD PART ACCESS PARALLEL EXPANSION FOR OPTIMUM ACCURACY AND GRIP FORCE LARGE RANGE IN STOCK FOR IMMEDIATE SHIPMENT ROYAL CNC EXPANDING MANDRELS Rigid and Accurate
CNC EXPANDING MANDRELS ID CLAMPING OFFERS FULL OD PART ACCESS PARALLEL EXPANSION FOR OPTIMUM ACCURACY AND GRIP FORCE LARGE RANGE IN STOCK FOR IMMEDIATE SHIPMENT ROYAL CNC EXPANDING MANDRELS Rigid and Accurate
Precision Grinding and Control Vise. Vises PSS. Tools and Accessories. For more Information current prices, please
 PSK 50 shown incl. pull-down feature Vises Precision Grinding and Control Vise high precision, robust structure, hardened and ground v-grooves, high holding capacity can be used on 4 different sides face
PSK 50 shown incl. pull-down feature Vises Precision Grinding and Control Vise high precision, robust structure, hardened and ground v-grooves, high holding capacity can be used on 4 different sides face
Cutting with broach. You can find here some notices about broaching operation. Fig.N 1
 Cutting with broach You can find here some notices about broaching operation. Fig.N 1 Amount of cut per tooth This parameter depends on many characteristic of broaching operation like: Material of the
Cutting with broach You can find here some notices about broaching operation. Fig.N 1 Amount of cut per tooth This parameter depends on many characteristic of broaching operation like: Material of the
Introduction to Machining: Lathe Operation
 Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
How to reduce vibration in metal cutting. Turning
 How to reduce vibration in metal cutting Turning Introduction Vibration in metal cutting is familiar to every machine tool operator. This phenomena is recognised in operations such as internal turning,
How to reduce vibration in metal cutting Turning Introduction Vibration in metal cutting is familiar to every machine tool operator. This phenomena is recognised in operations such as internal turning,
SALE SALE SALE palmgren.com chhanson.com SWIVEL BASES SPEED HANDLES
 FRIENDS OF PALMGREN SPECIAL OFFERS WORKHOLDING S EVENT DUAL FORCE PRECISION MACHINE VISES Palmgren s Dual Force line of machine vises are all designed for precision part clamping and are ideal for use
FRIENDS OF PALMGREN SPECIAL OFFERS WORKHOLDING S EVENT DUAL FORCE PRECISION MACHINE VISES Palmgren s Dual Force line of machine vises are all designed for precision part clamping and are ideal for use
Chapter 23 Drilling and Hole Making Processes. Materials Processing. Hole Making Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
APPLICATION NOTE. Mounting instructions for EasyPIM / EasyPACK modules with screw clamps. 1. General information
 APPLICATION NOTE Date:2003-02-14 Page 1 of 10 with screw clamps 1. General information The mounting instructions outlined below are recommended for the safe and reliable operation of these modules in industry
APPLICATION NOTE Date:2003-02-14 Page 1 of 10 with screw clamps 1. General information The mounting instructions outlined below are recommended for the safe and reliable operation of these modules in industry
TIPS FOR SELECTION OF A JIG
 TIPS FOR SELECTION OF A JIG 1)- To drill holes on the rectangular surface. Clamping screw Plate jig with side and top views *To drill holes on large work pieces we generally go for table jig *Table jigs
TIPS FOR SELECTION OF A JIG 1)- To drill holes on the rectangular surface. Clamping screw Plate jig with side and top views *To drill holes on large work pieces we generally go for table jig *Table jigs
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Shrink Fit System... Thermal Induction
 Shrink Fit System... Thermal Induction process-controlled heating no overheating on the tool quick and accurate shrinking, on and off for tools with carbide or steel shanks slim design of the chucks through
Shrink Fit System... Thermal Induction process-controlled heating no overheating on the tool quick and accurate shrinking, on and off for tools with carbide or steel shanks slim design of the chucks through
CLAMPING TECHNOLOGY Individual special clamping tools
 CLAMPING TECHNOLOGY Individual special clamping tools 1 QUALITY SINCE 1958 Know-how, the highest quality and first class engineering. We see ourselves as a system supplier and offer our customers a full
CLAMPING TECHNOLOGY Individual special clamping tools 1 QUALITY SINCE 1958 Know-how, the highest quality and first class engineering. We see ourselves as a system supplier and offer our customers a full
BSF. Large Ratio Automatic Back Counterboring & Spotfacing Tool
 BSF Large Ratio Automatic Back Counterboring & Spotfacing Tool Counterbores up to 2.3xd Replaceable carbide coated blades for extended life Very simple to use Suitable for CNC machines with through coolant
BSF Large Ratio Automatic Back Counterboring & Spotfacing Tool Counterbores up to 2.3xd Replaceable carbide coated blades for extended life Very simple to use Suitable for CNC machines with through coolant
LANDMARK UNIVERSITY, OMU-ARAN
 LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
Processing and Quality Assurance Equipment
 Processing and Quality Assurance Equipment The machine tool, the wash station, and the coordinate measuring machine (CMM) are the principal processing equipment. These machines provide the essential capability
Processing and Quality Assurance Equipment The machine tool, the wash station, and the coordinate measuring machine (CMM) are the principal processing equipment. These machines provide the essential capability
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Tooltech Precision Reamers are designed to meet hole geometry requirements in the complex and demanding machining environment of today s manufacturing
 BLADED REAMERS Tooltech Precision Reamers are designed to meet hole geometry requirements in the complex and demanding machining environment of today s manufacturing industry. The innovative design of
BLADED REAMERS Tooltech Precision Reamers are designed to meet hole geometry requirements in the complex and demanding machining environment of today s manufacturing industry. The innovative design of
Fixtures Design Using Computer for Cylindrical Workpieces in Drilling Operations
 Jazan Univerity College of Engineering Mechanical Engineering Department Fixtures Design Using Computer for Cylindrical Workpieces in Drilling Operations By Team Members: Supervisor (s): Ahmed Mohammd
Jazan Univerity College of Engineering Mechanical Engineering Department Fixtures Design Using Computer for Cylindrical Workpieces in Drilling Operations By Team Members: Supervisor (s): Ahmed Mohammd
Trade of Toolmaking. Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 2: Blanking Tool (Unguided) Phase 2. Published by
 Phase 2. Published by") Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 2: Blanking Tool (Unguided) Phase 2 Published by SOLAS 2014 Unit 2 1 Table of Contents Document Release History... 3 Unit Objective...
Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 2: Blanking Tool (Unguided) Phase 2 Published by SOLAS 2014 Unit 2 1 Table of Contents Document Release History... 3 Unit Objective...
STAMPING TECHNOLOGY - CLAMPING RAW PARTS
 simple. gripping. future. 5-Axis 66 Makro Grip Stamping Unit 72 Stamping Unit for the workbench 73 Stamping Unit on trolley 76 Stamping Unit Accessories 77 Stamping Jaws 78 Makro Grip 5-Axis-Vices 82 5-Axis
simple. gripping. future. 5-Axis 66 Makro Grip Stamping Unit 72 Stamping Unit for the workbench 73 Stamping Unit on trolley 76 Stamping Unit Accessories 77 Stamping Jaws 78 Makro Grip 5-Axis-Vices 82 5-Axis
Hardinge. The Hardinge Advantage. Hardinge Inc. One Hardinge Drive Elmira, NY USA. Worldwide Leader in Super-Precision
 The Hardinge Advantage Worldwide Leader in Super-Precision Hardinge Inc. One Hardinge Drive Elmira, NY 14902-1507 USA Phone: 800-843-8801 Fax: 607-734-3886 Internet: www.hardinge.com Hardinge Inc., 1997
The Hardinge Advantage Worldwide Leader in Super-Precision Hardinge Inc. One Hardinge Drive Elmira, NY 14902-1507 USA Phone: 800-843-8801 Fax: 607-734-3886 Internet: www.hardinge.com Hardinge Inc., 1997
PRAZI USA. Model PR-3900 Owners Manual. Please read this manual in its entirety before using the PRAZI ChestMate.
 PRAZI USA Model PR-3900 Owners Manual Please read this manual in its entirety before using the PRAZI ChestMate. PRAZI USA 214 Rear South Meadow Rd (800)-262-0211 Plymouth MA, 02360 www.praziusa.com ChestMate
PRAZI USA Model PR-3900 Owners Manual Please read this manual in its entirety before using the PRAZI ChestMate. PRAZI USA 214 Rear South Meadow Rd (800)-262-0211 Plymouth MA, 02360 www.praziusa.com ChestMate
MECHANICAL ASSEMBLY John Wiley & Sons, Inc. M. P. Groover, Fundamentals of Modern Manufacturing 2/e
 MECHANICAL ASSEMBLY Threaded Fasteners Rivets and Eyelets Assembly Methods Based on Interference Fits Other Mechanical Fastening Methods Molding Inserts and Integral Fasteners Design for Assembly Mechanical
MECHANICAL ASSEMBLY Threaded Fasteners Rivets and Eyelets Assembly Methods Based on Interference Fits Other Mechanical Fastening Methods Molding Inserts and Integral Fasteners Design for Assembly Mechanical
Precision Chucks for Improved Accuracy and Increased Productivity
 Precision Workholding Technology Precision Chucks for Improved Accuracy and Increased Productivity Precision Air Chucks (Self Contained Design) MicroCentric Precision Air Chucks feature a patented open
Precision Workholding Technology Precision Chucks for Improved Accuracy and Increased Productivity Precision Air Chucks (Self Contained Design) MicroCentric Precision Air Chucks feature a patented open
SAFETY PRECAUTIONS GENERAL INFORMATION
 Form No. 102831 SPX Corporation 5885 11th Street Rockford, IL 61109-3699 USA Internet Address: http://www.hytec.com Tech. Services: (800) 477-8326 Fax: (800) 765-8326 Order Entry: (800) 541-1418 Fax: (800)
Form No. 102831 SPX Corporation 5885 11th Street Rockford, IL 61109-3699 USA Internet Address: http://www.hytec.com Tech. Services: (800) 477-8326 Fax: (800) 765-8326 Order Entry: (800) 541-1418 Fax: (800)
Design for machining
 Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
Chapter 23. Machining Processes Used to Produce Round Shapes: Turning and Hole Making
 Chapter 23 Machining Processes Used to Produce Round Shapes: Turning and Hole Making R. Jerz 1 2/24/2006 Processes Turning (outside surface) straight, taper, facing, contour, form, cut-off, threading,
Chapter 23 Machining Processes Used to Produce Round Shapes: Turning and Hole Making R. Jerz 1 2/24/2006 Processes Turning (outside surface) straight, taper, facing, contour, form, cut-off, threading,
Quick Change Carbide & Steel Boring Bar Instructions Manual
 Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Dr Ghassan Al-Kindi - MECH2118 Lecture 9
 Dr Ghassan Al-Kindi - MECH2118 Lecture 9 Machining A material removal process in which a sharp cutting tool is used to mechanically cut away material so that the desired part geometry remains Most common
Dr Ghassan Al-Kindi - MECH2118 Lecture 9 Machining A material removal process in which a sharp cutting tool is used to mechanically cut away material so that the desired part geometry remains Most common
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 5: Milling Processes DR. SOTIRIS L. OMIROU Milling Machining - Definition Milling machining is one of the very common manufacturing processes used in machinery
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 5: Milling Processes DR. SOTIRIS L. OMIROU Milling Machining - Definition Milling machining is one of the very common manufacturing processes used in machinery
COLLET CLOSERS, FIXTURES AND COLLETS FOR ROTATING AND FIXED APPLICATIONS
 COLLET CLOSERS, FIXTURES AND COLLETS FOR ROTATING AND FIXED APPLICATIONS ROYAL QUICK-GRIP MANUAL COLLET FIXTURES FOR 4TH AND 5TH AXIS APPLICATIONS q Unit is actuated via a hybrid mechanical/hydraulic mechanism.
COLLET CLOSERS, FIXTURES AND COLLETS FOR ROTATING AND FIXED APPLICATIONS ROYAL QUICK-GRIP MANUAL COLLET FIXTURES FOR 4TH AND 5TH AXIS APPLICATIONS q Unit is actuated via a hybrid mechanical/hydraulic mechanism.
Zero Point Clamping System. ZERO lock BALL lock
 Zero Point Clamping System ZERO lock BALL lock kap3 kap 263 Technical information regarding ZERO lock Zero Point Clamping System Application The modularly designed, flexible ZERO lock Zero-Point Clamping
Zero Point Clamping System ZERO lock BALL lock kap3 kap 263 Technical information regarding ZERO lock Zero Point Clamping System Application The modularly designed, flexible ZERO lock Zero-Point Clamping
5-axis clamping system compact
 5-axis clamping system compact 395 5-axis clamping system compact Function We are setting standards with the new KIPP 5-axis clamping system compact in this field. The system was specifically designed
5-axis clamping system compact 395 5-axis clamping system compact Function We are setting standards with the new KIPP 5-axis clamping system compact in this field. The system was specifically designed
in perfect order Gripping under pressure Cleaning Unit rgg for your machine room Manufacturing more efficiently!
 in perfect order Gripping under pressure Cleaning Unit rgg for your machine room Vacuum gripper solves your time and cost goals Vacuum functionality can be implemented without an additional vacuum connection
in perfect order Gripping under pressure Cleaning Unit rgg for your machine room Vacuum gripper solves your time and cost goals Vacuum functionality can be implemented without an additional vacuum connection
MINIATURE METAL BELLOWS COUPLINGS
 VERSATILE AND PRECISE. MINIATURE METAL BELLOWS COUPLINS SERIES MK 0.05 10 Nm THE ULTIMATE COUPLIN FROM 0.05 10 Nm BACKLASH FREE MINIATURE BELLOWS COUPLINS Areas of application: Ideal for precise transmission
VERSATILE AND PRECISE. MINIATURE METAL BELLOWS COUPLINS SERIES MK 0.05 10 Nm THE ULTIMATE COUPLIN FROM 0.05 10 Nm BACKLASH FREE MINIATURE BELLOWS COUPLINS Areas of application: Ideal for precise transmission
GAGING AND INSPECTION
 Fixture Plates...75 Fixturing Towers...76 CMM Fixturing Kits... 77-78 Clamping Components... 79-80 Standoffs and Locators... 81-82 Magnetic Components... 83-84 Height Adjustment...84 Positioners...85 Clamp
Fixture Plates...75 Fixturing Towers...76 CMM Fixturing Kits... 77-78 Clamping Components... 79-80 Standoffs and Locators... 81-82 Magnetic Components... 83-84 Height Adjustment...84 Positioners...85 Clamp
ACCESSORIES.
 Rotary, Dividing, & Cross Tables 166 Indexes 167 Dividing Heads 168 Screw Jack Sets 168 Angle Plates & V-Blocks 169 Quick Change Tool Posts & 170-171 CNC Tool Holder Bushings 171 Lathe Chucks 172-177 www.sowatool.com
Rotary, Dividing, & Cross Tables 166 Indexes 167 Dividing Heads 168 Screw Jack Sets 168 Angle Plates & V-Blocks 169 Quick Change Tool Posts & 170-171 CNC Tool Holder Bushings 171 Lathe Chucks 172-177 www.sowatool.com
CAD MODELLING & CONCEPT DESIGN OF JIG FIXTURE FOR CONCENTRIC DRILLING
 Research Paper ISSN 2278 0149 www.ijmerr.com Vol. 3, No. 2, April, 2014 2014 IJMERR. All Rights Reserved CAD MODELLING & CONCEPT DESIGN OF JIG FIXTURE FOR CONCENTRIC DRILLING D P Kute 1 *, A V Gadge 1
Research Paper ISSN 2278 0149 www.ijmerr.com Vol. 3, No. 2, April, 2014 2014 IJMERR. All Rights Reserved CAD MODELLING & CONCEPT DESIGN OF JIG FIXTURE FOR CONCENTRIC DRILLING D P Kute 1 *, A V Gadge 1
Jet-Stream Modular Carbide & Steel Boring Bar Instructions Manual
 Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
HDL(M)6 Nut/Screw Assembly
6 Nut/Screw Assembly") HDL(M)6 Nut/Screw Assembly Remove, repair, and reassemble the nut and screw assembly in your HDL series double lock vise. In these instructions when we refer to the front of the vise or nut/screw assembly,
HDL(M)6 Nut/Screw Assembly Remove, repair, and reassemble the nut and screw assembly in your HDL series double lock vise. In these instructions when we refer to the front of the vise or nut/screw assembly,
DESIGN AND MANUFACTURING OF MODIFIED ANGLE JIG TOOL
 DESIGN AND MANUFACTURING OF MODIFIED ANGLE JIG TOOL ABHIJIT TAGADE 1, NILESH NIRWAN 2, MANISH MISHRA 3 1. M.Tech student, Wainganga college of engineering, Nagpur (India) 2. Facutly, Wainganga college
DESIGN AND MANUFACTURING OF MODIFIED ANGLE JIG TOOL ABHIJIT TAGADE 1, NILESH NIRWAN 2, MANISH MISHRA 3 1. M.Tech student, Wainganga college of engineering, Nagpur (India) 2. Facutly, Wainganga college
Review on Design of Jig and Fixture for Turning on Lathe
 Review on Design of Jig and Fixture for Turning on Lathe Gulam Shaikh 1, Siddiki Arshadali 2, Shaikh Masood 3, Thakur Aditya 4, Juberbhai Mansuri 5 1 Theem College of engineering, shaikhgulam45@gmail.com
Review on Design of Jig and Fixture for Turning on Lathe Gulam Shaikh 1, Siddiki Arshadali 2, Shaikh Masood 3, Thakur Aditya 4, Juberbhai Mansuri 5 1 Theem College of engineering, shaikhgulam45@gmail.com
LOC ATING COMPONENTS. Locating Components
 Adjustable Jack Screws... 212 Adjustable Locating Buttons... 212 Alloy Steel Pull Dowel Pins...198 199 Bullet Nose Dowels... 219 Bullet Nose Pins... 220 Drift Handles... 213 Fixture Jacks... 212 Fixture
Adjustable Jack Screws... 212 Adjustable Locating Buttons... 212 Alloy Steel Pull Dowel Pins...198 199 Bullet Nose Dowels... 219 Bullet Nose Pins... 220 Drift Handles... 213 Fixture Jacks... 212 Fixture
Features of TOOLFAST Clamping Devices and Clamping Elements
 PART I CLAMPING DEVICES & CLAMPING ELEMENTS INTRODUCTION In the following pages of this part of catalogue, different types & sizes of clamping devices and clamping elements manufactured by us are illustrated.
PART I CLAMPING DEVICES & CLAMPING ELEMENTS INTRODUCTION In the following pages of this part of catalogue, different types & sizes of clamping devices and clamping elements manufactured by us are illustrated.
A study of accuracy of finished test piece on multi-tasking machine tool
 A study of accuracy of finished test piece on multi-tasking machine tool M. Saito 1, Y. Ihara 1, K. Shimojima 2 1 Osaka Institute of Technology, Japan 2 Okinawa National College of Technology, Japan yukitoshi.ihara@oit.ac.jp
A study of accuracy of finished test piece on multi-tasking machine tool M. Saito 1, Y. Ihara 1, K. Shimojima 2 1 Osaka Institute of Technology, Japan 2 Okinawa National College of Technology, Japan yukitoshi.ihara@oit.ac.jp
Universal Machining Chucks. 4-Jaw Vertical
 Universal Machining Chucks 4-Jaw Vertical Parts are gripped firmly by the formed jaws, ensuring high precision (deviation within 0.03mm) Large workpieces can be held tight with the low profile vise body
Universal Machining Chucks 4-Jaw Vertical Parts are gripped firmly by the formed jaws, ensuring high precision (deviation within 0.03mm) Large workpieces can be held tight with the low profile vise body
Module 1. Classification of Metal Removal Processes and Machine tools. Version 2 ME IIT, Kharagpur
 Module 1 Classification of Metal Removal Processes and Machine tools Lesson 2 Basic working principle, configuration, specification and classification of machine tools Instructional Objectives At the end
Module 1 Classification of Metal Removal Processes and Machine tools Lesson 2 Basic working principle, configuration, specification and classification of machine tools Instructional Objectives At the end
ULTRA PRECISION HARD TURNING MACHINES
 ULTRA PRECISION HARD TURNING MACHINES Hembrug Machine Tools, with more than 50 years experience in the design, manufacturing and marketing of ultra precision, fully hydrostatic turning machines, Hembrug
ULTRA PRECISION HARD TURNING MACHINES Hembrug Machine Tools, with more than 50 years experience in the design, manufacturing and marketing of ultra precision, fully hydrostatic turning machines, Hembrug
Wettstein Tool TECHNOLOGIES. Milling Accessories. No. A C Air Collet Fixture. Manufacturers of Specialty TECHNOLOGIES INC.
 Wettstein Tool Milling Accessories No. A1 212 5C Air Collet Fixture For use with standard Hardinge 5C Collets. Designed especially for high production applications. Their light weight and compact size
Wettstein Tool Milling Accessories No. A1 212 5C Air Collet Fixture For use with standard Hardinge 5C Collets. Designed especially for high production applications. Their light weight and compact size