AMAP Kolloquium. AMAP Kolloquium Aachen, January 11th, 2018
|
|
|
- Aubrie Potter
- 6 years ago
- Views:
Transcription


1 AMAP Kolloquium Aachen Thomas Gotte AMAP Kolloquium Aachen, January 11th, 2018 Specialities in theprototype castingsproduction: optical measurement and patternless mold manufacturing(sand casting) 1
2 Agenda AMAP Kolloquium Aachen Thomas Gotte About me Company overview(short) Production processes(short): Patternless mold manufacturing Geometric-optical measurement Examples(optional) 2
3 "Specialities in the prototype castings production About me Born: (48 years) in Freiberg (Saxony) Residence: Marienberg (Saxony) Family: Married, 2 children (m 10 years, f 16 years) Education: Degree in Business Administration at Technical University in Chemnitz Job: Sales Engineer at ACTech since August 2001 Contact: Phone: Fax: Mobile: tgo@actech.de 3
4 Agenda AMAP Kolloquium Aachen Thomas Gotte About me Company overview(short) Production processes(short): Patternless mold manufacturing Geometric-optical measurement Examples(optional) 4
 Capacity: Turnover")

5 Company Overview Foundation: 1995 Personnel: approx. 375 Production area: 8,500 m² (92,000 sq ft) Capacity: Turnover 2017: 35 Mio. Euro approx. 10,000 prototypes per year QM and EM certifications according to: ISO 9001:2015 and ISO 14001:2015 (valid until ) 5

6
7 Company Plant Sand casting foundry Management, administration Mold manufacturing Mold assembly Foundry shop Heat treatment Quality control 4,500 m² (48,000 sqft) shop floor 7
8 Company Plant CNC shop State of the art and extremely flexible 2,000 m² (21,500 sqft) shop floor 8
 sqftshop")
9 Company Plant Investment casting foundry Pattern manufacturing with rapid prototyping Mold manufacturing plaster and ceramic 2,000 m² (21,500) sqftshop floor 9

10 Company Locations ACTech GmbH Freiberg GERMANY headquarter manufacturing 375 employees all facilities in house ACTech North America Inc. Ann Arbor, MI USA Sales Office America 9 employees ACTech GmbH Liaison Office Bangalore INDIA Representation Office Asia 4 employees 10
11 Company Member of the Materialise company Since October 2017 (from financial investor to strategic investor) No changes in ACTech s business model!!! Materialise with 27 years of experience in 3D metal/plastics printing and belonging software solutions More information: see press releases on and 11
12 Company Member of the Materialise company Source: Press release from October 4th,
13 Company Member of the Materialise company Since October 2017 (from financial investor to strategic investor) No changes in ACTech s business model!!! Materialise with 27 years of experience in 3D metal/plastics printing and belonging software solutions More information: see press releases on and Actual challenge: Find out synergy effects in both business models Materialise: Metal printing in Bremen ACTech: Metal casting in Freiberg 13


14 Scope of Business Manufacturing of prototype castings Extremely fast lead time Complex parts Low quantities Close-to-production characteristics CNC machiningofparts ready to be installed 14



15 Your advantage Shortest lead time Time optimized planning State of the art production technologies Dependability Complete manufacturing processes under one roof Quality standard Experience of approx. 25,000 projects Planning security LIVE project status available online 24/7 15

16 No risk strategy Response to enquiries within 24 hours including a binding quote and the shortest possible delivery time In-house project management, mold design, mold production, foundry, CNC machining and testings Data security audited by our customers Certified in-house quality assurance and inspection Punctual delivery of ready-to-install prototypes 16




17 Facts and Figures More than 25,000 different casting designs. More than 190,000 castings total. More than 1,200 customers in 36 countries. Annual capacity: more than 10,000 prototype castings. 17
18 Structure of sales volume location of our customers Other 1 % Germany 39 % Asia 2 % North America 27 % Europe 31 % 18
19 Structure of sales volume business area of our customers Automotive 81 % OEM automotive supplier automotive engineering Non-Automotive 19 % turbines, pumps, hydraulics industry aerospace military others 19
20 Structure of projects number of castings per order 1 part 29 % 2 parts 22 % 3-5 parts 25 % More than50 parts 2 % parts 10 % 6-10 parts 12 % 20
21 Structure of projects material of castings Aluminium 39 % Iron 39 % Other 2 % Steel 20 % 21
22 Agenda AMAP Kolloquium Aachen Thomas Gotte About me Company overview(short) Production processes(short) Patternless mold manufacturing Geometric-optical measurement Examples(optional) 22
23 High speed workflow 23

24 Requirements To choose the right casting technology we need the following information: Quantity of parts Material specifications Necessary tests CNC machining requirements Desired delivery schedule 24

25 Mold design Simulation CATIA, ProE, Siemens NX, GeoMagic, 3Devolution, Creo, Magics Mold design depending on customers requirements, quantity and used rapid prototyping technologies Raw part design, adding machining allowance, design of the prepared feeding and gating system Define the split lines for mold segmentation and necessary cores, cores fitted with core prints for mold assembly Mold segments and cores are fitted with interlocks Mold filling and solidification simulation (PROCast) Prediction of possible casting defects Optimization of casting technology 25





26 Mold manufacturing SAND CASTING Laser sintering Direct Mold Milling 3D furan-resin printing 3D phenolic-resin printing INVESTMENT CASTING Ceramic Shell Process Plaster Mold Process 26
27 Agenda AMAP Kolloquium Aachen Thomas Gotte About me Company overview(short) Production processes(short) Patternless mold manufacturing Geometric-optical measurement Examples(optional) 27
28 RP in use 1995 Start of laser sintering - 1st machine 28
![Mold manufacturing Sand Casting Laser sintering of sand cores and molds [1 of 2] 1st important process for tool-free casting production Layerwise process of cores and mold segments Complex filigree](/docs-images/80/81766958/images/29-1.jpg "core packages with least tolerances in one piece Undercuts easy to produce No draft angles and fillets are necessary Layer approx. 0.")
29 Mold manufacturing Sand Casting Laser sintering of sand cores and molds [1 of 2] 1st important process for tool-free casting production Layerwise process of cores and mold segments Complex filigree core packages with least tolerances in one piece Undercuts easy to produce No draft angles and fillets are necessary Layer approx. 0.2 mm Build volume: 720 x 360 x 360 mm Running doble laser systems 29



30 Mold manufacturing Sand Casting Laser sintering of sand cores and molds [1 of 2] 1st important process for tool-free casting production Layerwise process of cores and mold segments Complex filigree core packages with least tolerances in one piece Undercuts easy to produce No draft angles and fillets are necessary Layer approx. 0.2 mm Build volume: 720 x 360 x 360 mm Running doble laser systems 30
![Mold manufacturing Sand Casting Laser sintering of sand cores and molds [2 of 2] All standardsandcastingalloyscanbepoured Core-in-core solutions are possible Low productivity because of point-based](/docs-images/80/81766958/images/31-1.jpg "laser power Manual finish and post-processing necessary High binder content(approx. 5.")
31 Mold manufacturing Sand Casting Laser sintering of sand cores and molds [2 of 2] All standardsandcastingalloyscanbepoured Core-in-core solutions are possible Low productivity because of point-based laser power Manual finish and post-processing necessary High binder content(approx. 5.5 %) 20 % offinal strengthduringlasersinteringprocess high strength jump after post-hardening process(special knowhow in support technology and post-processing) High strengths with more than 1,000 N/cm² 31
32 RP in use 1995 Start of laser sintering - 1st machine 1999 Start of Direct Mold Milling - 1st machine 32
![Mold manufacturing Sand Casting DIRECT MOLD MILLING [1 of 2] Moldsegmentsupto2,400 x 1,400 x 800 mm Larger molds](/docs-images/80/81766958/images/33-1.jpg "are possible by segementation No draft angles and fillets are necessary All standardsandcastingalloyscanbepoured")

33 Mold manufacturing Sand Casting DIRECT MOLD MILLING [1 of 2] Moldsegmentsupto2,400 x 1,400 x 800 mm Larger molds are possible by segementation No draft angles and fillets are necessary All standardsandcastingalloyscanbepoured Productionofundercutsislimited but noproblemin combination with cores and mold segments produced with other RP technologies Processibility of all usual molding material systems Verylarge moldsareavailablewithina fewhours 33
![Mold manufacturing Sand Casting DIRECT MOLD MILLING [2 of 2] Highest variance in the molding material systems No directionality(anisotropy) of the characteristics in the molding material No expensive](/docs-images/80/81766958/images/34-1.jpg "finish of adherent sand deposits Surface qualityprimarydependson grainsizeofthemold basematerial -thiswill not becutbut tearedout ofbond Simple application of usual foundry handling systems (molding")
34 Mold manufacturing Sand Casting DIRECT MOLD MILLING [2 of 2] Highest variance in the molding material systems No directionality(anisotropy) of the characteristics in the molding material No expensive finish of adherent sand deposits Surface qualityprimarydependson grainsizeofthemold basematerial -thiswill not becutbut tearedout ofbond Simple application of usual foundry handling systems (molding boxes, reinforcements etc.) 34
35 RP in use 1995 Start of laser sintering - 1st machine 1999 Start of Direct Mold Milling - 1st machine 2016 Start of3d sand printing- 1st machine 35

 80 % offinal strengthduringprintingprocess simple post-processing For fragile cores and mold")

36 Mold manufacturing Sand Casting 3D PRINTING Highest flexibility similar to the laser sintering process but much larger build volumes Layer approx to 0.30 mm usually Higher productivity because of line-based printheads and wider printheads(ready for small series) 80 % offinal strengthduringprintingprocess simple post-processing For fragile cores and mold segments furan-resin based system is not sufficient phenolic-resin process necessary Available molding material systems for printing increase (furan-resin based, phenolic-resin based, inorganics in combination with different mold base materials) Source: ExOne Source: Voxeljet 36

37 Mold manufacturing Sand Casting 3D FURAN-RESIN PRINTING Build volume: 1,800 x 1,000 x 700 mm 2-job-box-system for continuous manufacturing process Undercuts easy to produce Application: complex mold segments and voluminous cores for aluminum, iron and steel castings Useofinexpensivequartzsandasmoldbasematerial 37
 Build volume: 800 x 500 x 400 mm Undercuts easy to produce Application: complex cores with higher strenght, core-incore solutions for aluminum, iron and steel")
38 Mold manufacturing Sand Casting 3D PHENOLIC-RESIN PRINTING (CHP) New development by company ExOnein 2015 ACTech is first user In the past: post-processing with microwaves necessary today: no more post-processing (Cold Hardening Process) Build volume: 800 x 500 x 400 mm Undercuts easy to produce Application: complex cores with higher strenght, core-incore solutions for aluminum, iron and steel castings Today: material costs for synthetic mullite mold base material approx. 25 times higher than quartz sand 38
39 Mold manufacturing Sand Casting Excursus strengths Flexural strengths in N/cm² Binder contentin % bymass 39


40 Mold manufacturing Sand Casting Mold assembly for a water-cooled aluminum exhaust turbine housing an example Quartz + Furan, printed Quartz + Phenol, sintered Mullite + Phenol, printed Quartz + Phenol, sintered Quartz + Furan, geprintet Quartz + Furan, milled 40


41 Mold manufacturing Sand Casting Quality assurance Checking molding material ACHTUNG: neue Folie Muss noch übersetzt werden!!! Bindergehalte wird über Glühverlust charakterisiert Grünfestigkeit am Biegeriegel bzw. Scheibenbiegefestigkeit gebauter Prüfkörper unter Berücksichtigung der Baulagepro Baujob GranulometrischeKennwerte, Überkornmuss vermieden werden Schichtfehler 41
42 Mold manufacturing Sand Casting Patternless mold manufacturing Summary [1 of 3] The selection of patternlesscore manufacturing technology is based on casting technology criteria and the quality requirements of the casting: Geometry Alloy Casting properties Dimensions, complexity Mass-volume ratio Core intensity Aluminum Steel, iron Mechanical properties Wall thicknesses Lightweight designs 42
43 Mold manufacturing Sand Casting Patternless mold manufacturing Summary [2 of 3] Within the rapid prototyping core manufacturing technologies the following factors can be influenced conditionally: Strength Gas permeability/volume/shock Surface Molding material system Position inside building volume Binder content Mold base material Gas discharge Mold base material Position inside building volume Finishing/coating activities 43


![Summary [3 of 3] For the production](/docs-images/80/81766958/images/44-3.jpg "of individual prototype castings is")






44 "Specialities in the prototype castings production Mold manufacturing Sand Casting Patternless mold manufacturing Summary [3 of 3] For the production of individual prototype castings is one additive-generative molding process not enough. Just the combination of the different RP processes allows the diversity For industrialization, various technical and organizational tools are necessary, which take into account the process specifics of additivegenerative manufacturing in order to achieve a stable, process-reliable production. Mono production allows the qualification of a single additive-generative process for mass production. 44
45 Agenda AMAP Kolloquium Aachen Thomas Gotte About me Company overview(short) Production processes(short) Patternless mold manufacturing Geometric-optical measurement Examples(optional) 45
46 "Specialities in the prototype castings production Mold Assembly Exact mold assembly with modern measuring technology for lowest tolerances Mold segments from the various technologies can be combined Coating of mold segments and cores Completion with foundry-specific accessories (filter, chill iron, thermal feeder) 46

47 Foundry Aluminum, grey iron, ductile iron, compacted graphite iron, alloyed and high alloyed steel, alloys following customers specification Directional solidification for better mechanical properties Vacuum supported pouring technology for thin wall thicknesses 850 kg melting capacity for aluminum 500 kg melting capacity for iron and steel alloys Core removal with shock wave technology 47
48 Agenda AMAP Kolloquium Aachen Thomas Gotte About me Company overview(short) Production processes(short) Patternless mold manufacturing Geometric-optical measurement Examples(optional) 48
 Visual inspection and endoscopy up to 2 mm diameter Ultrasonic thickness gauge Surface treatment requested by")
49 Raw part treatment and testing Geometric-optical measurement vs CAD data set Various heat treatment processes Tightness testing, crack detection, Fluoroscopy X-ray inspection (160 kv device, radioscopy) Visual inspection and endoscopy up to 2 mm diameter Ultrasonic thickness gauge Surface treatment requested by customer 49
50 CAD- Design Laser-Sintering of Croning - Mold Material Check of mold assembly Use of GOM& measuring arm Check for straighten Use of GOM Dimensional check of raw part Use of GOM information for machining Direct Mold Milling Mold assembly Foundry CNC-Machining CNC patternmaking Dimensional check of cores/mold segments Use of GOM Fast material analysis Raw part material testing in house First Article Inspection of machined parts Use of GOM& 3D CMM Geometric Optical Measurement 5 application areas along production chain 50
51 Dimensional check of cores/mold segments Use of GOM Optical measurement systems used for: Measuring of cores and mold segments as inspection in process Check of mold assembly Use of GOM& measuring arm Check for straighten processes Use of GOM Dimensional check of raw part Use of GOM Measuring assemblies for double-checking the actual assembly with nominal CAD assembly as well as detection of assembly distortions Measuring of the raw castings used as: Check of distortion and shrinkage allowance for internal quality inspection Raw casting inspection, including customer report Detection of optimal machining alignment First Article Inspection of machined parts Use of GOM& 3D CMM Inspection of the machined parts only in lower accuracy compared to tactile CMM 51

 measuring volumes distance meassuring points 1,000 x 750 x 750 mm 0.329 mm 750 x 530 x 520 mm 0.213 mm 560 x 420 x 420 mm 0.")
52 Dimensional check of cores/mold segments Use of GOM Check of mold assembly Use of GOM& measuring arm Check for straighten processes Use of GOM Dimensional check of raw part Use of GOM First Article Inspection of machined parts Use of GOM& 3D CMM GOM in use Hardware: 8 ATOS systems, 1 TRITOP system& 3 offline stations Software: ATOS Professional & GOM Inspect Professional ATOS Triple Scan Generation II(5 million pixels) measuring volumes distance meassuring points 1,000 x 750 x 750 mm mm 560 x 420 x 420 mm mm ATOS Triple Scan Generation III(8 million pixels) measuring volumes distance meassuring points 1,000 x 750 x 750 mm mm 750 x 530 x 520 mm mm 560 x 420 x 420 mm mm ATOS TRITOP forbigparts> 1,500 mm Offline stations for evaluations of the scans Source: 52


53 GOM in use 2004 Start ofdimensional checks of raw parts rd GOM system in the mold assembly installed 2017 now 9 optical systems running in 5 departments 53
54 GOM example for a protocolfora raw casting 54
55 GOM example for a protocolfora raw casting 55


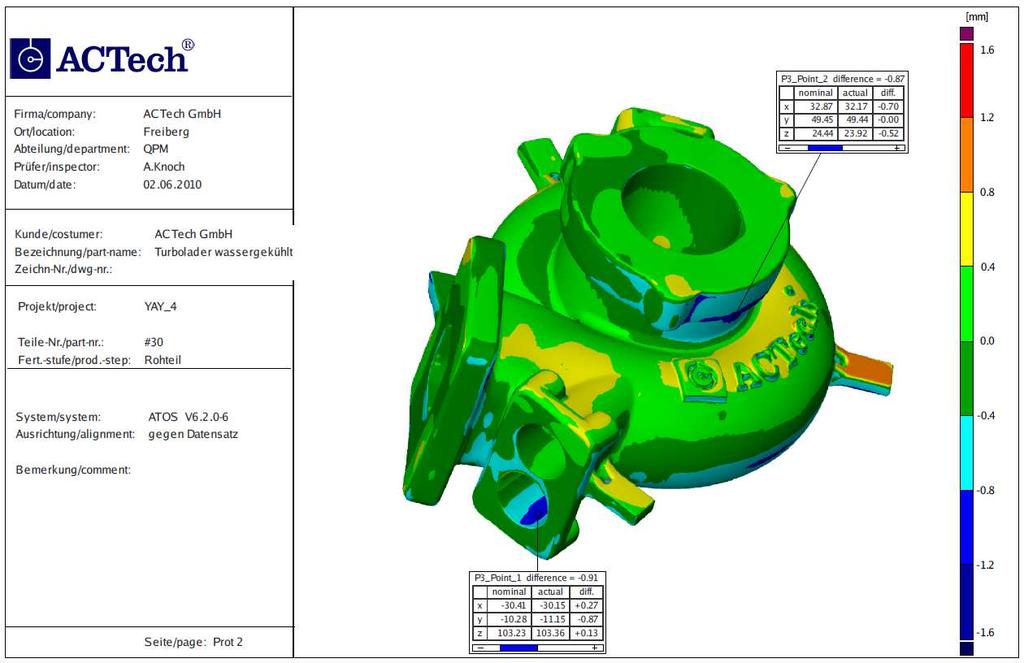

56 GOM example for a protocolfora raw casting 56

57 Optical measuring systems in the rapid prototyping casting process Using optical measuring systems for measuring and analysis throughout the steps of the Rapid Prototyping process of castings has some quantifiable advantages: Time and cost reduction Ensure short lead times Reduced scrap Improved process stability Increased dimensional accuracy Reduced machine set-up time 57
58 Agenda AMAP Kolloquium Aachen Thomas Gotte About me Company overview(short) Production processes(short) Patternless mold manufacturing Geometric-optical measurement Examples(optional) 58

59 CNC Machining CAM programming with Tebis and TopSolid VERICUT machining simulation Alignment with live optical measurement (GOM) raw part data vs 3D CAD data Complete external machining setup Tool presetter with online data transfer Shuttle table systems CNC machining 5 axis simultaneous technology mill/turn and turn/mill technology up to 1,500 mm table size available 59

60 Finished part inspection In-process measurement technology Quality testing with 3D coordinate measurement, contour and roughness measurement Tightness testing and assembly Final quality check and report 60
61 Project Management Lead Project Manager responsible for all internal and external communication coordinate work of the foundry project managers and the machining project manager provide technical customer service for key accounts and special projects Foundry Project Manager specialized in casting techniques, applications and materials responsible for raw part production details Machining Project Manager specialized in product groups, independent of markets or technology responsible for manufacturing details of machining LIVE project tracking for customers updated 4 times a day 61
62 Agenda AMAP Kolloquium Aachen Thomas Gotte About me Company overview(short) Production processes(in details): Patternless mold manufacturing Geomtric-optical measurement Examples(optional) 62

63 Cylinder head with integrated exhaust collector Material: EN AC-AlSi7Mg0.3 Dimensions: 510 x 360 x 340 mm Delivery: 6 weeks including assembly machining Quantity: 2 63

64 Cylinder block Material: EN-GJL-250 Dimensions: 355 x 341 x 269 mm Delivery: first component after 7 weeks including assembly machining and honing Quantity: 5 64

65 Integral turbine housing Material: EN-GJSA-X NiSiCr Dimensions: 110 x 103 x 65 mm Delivery: 3.5 weeks including machining Quantity: 2 65

66 Compressor housing Material: EN AC-AlSi8Cu3 Dimensions: 154 x 132 x 73 mm Delivery: 3 weeks including machining Quantity: 2 66

67 Rear axle transmission Material: EN AC-AlSi7Mg0.3 T6 Dimensions: 332 x 318 x 237 mm Delivery: 4 weeks including machining Quantity: 3 67

68 Intake module Material: EN AC-AlSi8Cu3 Dimensions: 384 x 372 x 150 mm Delivery: 4.5 weeks including machining Quantity: 2 68

69 Coolant distribution Material: EN AC-AlSi7Mg0.3 T6 Dimensions: 504 x 397 x 132 mm Delivery: first batch after 5 weeks including machining Quantity: 70 69

70 Inlet case(turbines) Material: EN AC-AlSi7Mg0.6 Dimensions: 520 x 520 x 350 mm Delivery: 5 weeks including machining Quantity: 1 70

71 Turbine inlet housing Material: EN-GJS-400 Dimensions: 1,200 x 1,200 x 550 mm Delivery: 6 weeks including machining Quantity: 1 71

72 Compressor wheel Material: EN AC-AlSi8Cu3 Dimensions: 475 x 475 x 250 mm Delivery: 3.5 weeks Quantity: 1 72

73 Main gear housing (helicopter) Material: EN AC-AlSi7Mg0.6 T6 Dimensions: 1,347 x 1,065 x 544 mm Delivery: 7.5 weeks including machining Quantity: 1 73

74 Turbine housing Material: GX 40 CrNiSi25 20 Dimensions: 110 x 103 x 65 mm Delivery: 3.5 weeks including machining Quantity: 3 74
75 Turbine housing Material: GX 40 CrNiSi25 20 Dimensions: 146 x 146 x 103 mm Delivery: 3.5 weeks including machining Quantity: 1 75

76 76
77 "Specialities in the prototype castings production Contact Thank you for your attention! Thomas Gotte ACTech GmbH Halsbrücker Strasse 51 D Freiberg (Saxony) Phone: Fax: Mobile: tgo@actech.de 77
International Foundry Challenge Suitable Production of thin walled Aluminum Prototype and Small Series Castings for Body in White Applications
 1 2 International Foundry Challenge Suitable Production of thin walled Aluminum Prototype and Small Series Castings for Body in White Applications Joachim Gundlach, Jörg Detering Contents 3 Company Information
1 2 International Foundry Challenge Suitable Production of thin walled Aluminum Prototype and Small Series Castings for Body in White Applications Joachim Gundlach, Jörg Detering Contents 3 Company Information
rapid casting development with simulation and QMC
 1 Rapid casting development by means of Qualified Master Casting (QMC) and numerical simulation modeling Dr. Joachim Gundlach Grunewald 2008 2 1. Grunewald 2. Rapid Prototyping techniques 3. casting development
1 Rapid casting development by means of Qualified Master Casting (QMC) and numerical simulation modeling Dr. Joachim Gundlach Grunewald 2008 2 1. Grunewald 2. Rapid Prototyping techniques 3. casting development
High quality RAPID PROTOTYPES to strengthen you in the best market position! A. A. MODELLERIA SINCE 1981 PROTOTYPING & MODELLING ENGLISH
 A. A. MODELLERIA FOUNDRY TOOLING AND RAPID PROTOTYPING SINCE 1981 ENGLISH SINCE 1981 PROTOTYPING & MODELLING 1 3D MODEL 2 LASER SINTERING 3 FOUNDRY TOOLING 4 CORES AND MOULD ASSEMBLING 5 POURING 6 FINAL
A. A. MODELLERIA FOUNDRY TOOLING AND RAPID PROTOTYPING SINCE 1981 ENGLISH SINCE 1981 PROTOTYPING & MODELLING 1 3D MODEL 2 LASER SINTERING 3 FOUNDRY TOOLING 4 CORES AND MOULD ASSEMBLING 5 POURING 6 FINAL
Metal Casting Processes CHAPTER 11 PART I
 Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Additive Manufacturing. amc.ati.org
 Additive Manufacturing amc.ati.org Traditional Tooling 356-T6 lever casting for DSCR Wood pattern on matchboard Additive Manufacturing (AM) A new term but the technology is almost three decades old Formerly
Additive Manufacturing amc.ati.org Traditional Tooling 356-T6 lever casting for DSCR Wood pattern on matchboard Additive Manufacturing (AM) A new term but the technology is almost three decades old Formerly
More Light and Speed in Production Control CORE
 More Light and Speed in Production Control CORE CORE The Centre for Production Metrology Developed to speed production, CORE provides the ultimate in flexible 3D inspection solutions for advanced part
More Light and Speed in Production Control CORE CORE The Centre for Production Metrology Developed to speed production, CORE provides the ultimate in flexible 3D inspection solutions for advanced part
(( Manufacturing )) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.
) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.") (( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
(( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
Chapter 1 Sand Casting Processes
 Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
your long-term reliable partner
 Corporate Profile your long-term reliable partner 2018 Ozay Dokum www.ozaydokum.com 1 Key Figures - Integrated production facilities - 25 years of experience - 10.000 m 2 area - 120 employees - 45% export
Corporate Profile your long-term reliable partner 2018 Ozay Dokum www.ozaydokum.com 1 Key Figures - Integrated production facilities - 25 years of experience - 10.000 m 2 area - 120 employees - 45% export
DIRECT METAL LASER SINTERING DESIGN GUIDE
 DIRECT METAL LASER SINTERING DESIGN GUIDE www.nextlinemfg.com TABLE OF CONTENTS Introduction... 2 What is DMLS?... 2 What is Additive Manufacturing?... 2 Typical Component of a DMLS Machine... 2 Typical
DIRECT METAL LASER SINTERING DESIGN GUIDE www.nextlinemfg.com TABLE OF CONTENTS Introduction... 2 What is DMLS?... 2 What is Additive Manufacturing?... 2 Typical Component of a DMLS Machine... 2 Typical
ET2C International. Low Cost Country Outsourcing/ Sub Contract Manufacture
 ET2C International Low Cost Country Outsourcing/ Sub Contract Manufacture Who Are We For the past 18 years ET2C International have been supporting businesses globally benefit from the advantages of sourcing
ET2C International Low Cost Country Outsourcing/ Sub Contract Manufacture Who Are We For the past 18 years ET2C International have been supporting businesses globally benefit from the advantages of sourcing
CASTING Fundamentals. Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014
 CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
Drivetrain for Vehicles 2018
 Drivetrain for Vehicles 2018 presentation of an innovation RoBoC = Roll Bond Core ADVANTAGES OFFER RoBoC - Keep the stator housing battery housing power unit housing junction box and other similar applications
Drivetrain for Vehicles 2018 presentation of an innovation RoBoC = Roll Bond Core ADVANTAGES OFFER RoBoC - Keep the stator housing battery housing power unit housing junction box and other similar applications
Harmony Castings, LLC TPi Arcade, INC
 Harmony Castings, LLC TPi Arcade, INC Using the V-PROCESS V for Production and Prototype Casting Requirements What is the V-PROCESS V and how it works V-PROCESS produces castings with a smooth surface,
Harmony Castings, LLC TPi Arcade, INC Using the V-PROCESS V for Production and Prototype Casting Requirements What is the V-PROCESS V and how it works V-PROCESS produces castings with a smooth surface,
Special Casting. By S K Mondal
 Special Casting By S K Mondal Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and
Special Casting By S K Mondal Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and
About EOS. Step 01. Step 02. Step 03
 EOS EOS in Brief About EOS Founded in 1989 and headquartered in Germany, EOS is the technology and market leader for design-driven integrated e-manufacturing solutions for Additive Manufacturing (AM).
EOS EOS in Brief About EOS Founded in 1989 and headquartered in Germany, EOS is the technology and market leader for design-driven integrated e-manufacturing solutions for Additive Manufacturing (AM).
4.1.3: Shell Casting.
 4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
Two Categories of Metal Casting Processes
 Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Company Profile. Company Profile PRECISION INVESTMENT CASTING MANUFACTURER
 INTRODUCTION Adroit Techno cast Pvt. Ltd. (ATCPL) is a versatile manufacturer, capable of producing highly customized products in the field of Investment Casting. Catering to quality-conscious niches,
INTRODUCTION Adroit Techno cast Pvt. Ltd. (ATCPL) is a versatile manufacturer, capable of producing highly customized products in the field of Investment Casting. Catering to quality-conscious niches,
Solidification Process(1) - Metal Casting Chapter 9,10
 - Metal Casting Chapter 9,10") Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Metal Mould System 1. Introduction
 Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Solidification Processes
 CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
Forrest MACHINE PRODUCTS CO. LTD. Any questions? FORREST MACHINE PRODUCTS CO. LTD When Precision Quality Counts
 Forrest MACHINE PRODUCTS CO. LTD. Any questions? 139 S. Illinois Ave. Mansfield, OH 44905 P: 419-589-3774 / www.fmpcorp.com CO. LTD ABOUT US Manufacturing precision screw machine products for over 35 years.
Forrest MACHINE PRODUCTS CO. LTD. Any questions? 139 S. Illinois Ave. Mansfield, OH 44905 P: 419-589-3774 / www.fmpcorp.com CO. LTD ABOUT US Manufacturing precision screw machine products for over 35 years.
Special Casting Process. 1. Permanent mould casting
 Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Agenda. Group Overview. 3 Further information. Focus on Sirone plant & our Core Business
 Agenda 1 Group Overview 2 Focus on Sirone plant & our Core Business 3 Further information Who we were Our history The 1 st tool-shop Co.stamp was founded back in 1968. A small workshop with few employees,
Agenda 1 Group Overview 2 Focus on Sirone plant & our Core Business 3 Further information Who we were Our history The 1 st tool-shop Co.stamp was founded back in 1968. A small workshop with few employees,
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold)
") BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
Weber Manufacturing Technologies Kitchen & Bath
 Weber Manufacturing Technologies Kitchen & Bath Chris Barber Overview Founded in 1962, Weber Manufacturing Technologies Inc. is a leading manufacturer of precision tooling for Automotive, Aerospace, and
Weber Manufacturing Technologies Kitchen & Bath Chris Barber Overview Founded in 1962, Weber Manufacturing Technologies Inc. is a leading manufacturer of precision tooling for Automotive, Aerospace, and
AATC PRESENTATION - COMPANY (1 OF 3 PRESENTATIONS REVISION 2014_0429) AATC, Inc W. Catalina Dr. Phoenix, AZ USA
 AATC, Inc W. Catalina Dr. Phoenix, AZ USA") AATC PRESENTATION - COMPANY (1 OF 3 PRESENTATIONS REVISION 2014_0429) 1 Investment Casting s About AATC Quality Commitment Management We want your business Investment castings reduce or eliminate alternate
AATC PRESENTATION - COMPANY (1 OF 3 PRESENTATIONS REVISION 2014_0429) 1 Investment Casting s About AATC Quality Commitment Management We want your business Investment castings reduce or eliminate alternate
INTRODUCTION. HareeshaN G Lecturer Department of aeronautical engg. Classification of manufacturing process
 INTRODUCTION HareeshaN G Lecturer Department of aeronautical engg Classification of manufacturing process 2 Blore 1 Classification of manufacturing process 3 Types of production systems Mass production
INTRODUCTION HareeshaN G Lecturer Department of aeronautical engg Classification of manufacturing process 2 Blore 1 Classification of manufacturing process 3 Types of production systems Mass production
Technology Workpieces and processes in the automotive industry
 Technology Workpieces and processes in the automotive industry New machining solutions for that extra productivity and cost-effectiveness MAPAL technology: Tap the potential savings during the machining
Technology Workpieces and processes in the automotive industry New machining solutions for that extra productivity and cost-effectiveness MAPAL technology: Tap the potential savings during the machining
Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part.
 Make a Selection Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part. Design engineers must choose among several
Make a Selection Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part. Design engineers must choose among several
MANUFACTURER OF PRECISION MACHINED PARTS AND ASSEMBLIES.
 MANUFACTURER OF PRECISION MACHINED PARTS AND ASSEMBLIES www.steuby.com John Steuby- Founder John J. Steuby Company, founded in 1962, is a family owned and operated manufacturing company, specializing
MANUFACTURER OF PRECISION MACHINED PARTS AND ASSEMBLIES www.steuby.com John Steuby- Founder John J. Steuby Company, founded in 1962, is a family owned and operated manufacturing company, specializing
THE PARTNER FOR FOUNDRIES
 THE PARTNER FOR FOUNDRIES COMPANY HISTORY The company was established in Laasphe by Georg Müller and Heinrich Wagner under the name of Müller & Wagner as a factory for foundry machinery. After demolition
THE PARTNER FOR FOUNDRIES COMPANY HISTORY The company was established in Laasphe by Georg Müller and Heinrich Wagner under the name of Müller & Wagner as a factory for foundry machinery. After demolition
Eckold GmbH & Co. KG. Clinchen. Stanznieten. Umformen. Bördeln. Falzen. Stanzen 1 / ENG-2.6
 Eckold GmbH & Co. KG Clinchen Stanznieten Umformen Bördeln Falzen Stanzen 1 / 31.03.15 ENG-2.6 Eckold Company figures medium sized company founded in 1936 120 employees in Germany / approx. 200 wold wide
Eckold GmbH & Co. KG Clinchen Stanznieten Umformen Bördeln Falzen Stanzen 1 / 31.03.15 ENG-2.6 Eckold Company figures medium sized company founded in 1936 120 employees in Germany / approx. 200 wold wide
Hybrid Additive/Substraction Method for Rapid Casting Prototypings with Light-Cured Sand
 Paper ID #17439 Hybrid Additive/Substraction Method for Rapid Casting Prototypings with Light-Cured Sand Dr. Pavel Ikonomov, Western Michigan University Associate Professor of Engineering, Design, Manufacturing,
Paper ID #17439 Hybrid Additive/Substraction Method for Rapid Casting Prototypings with Light-Cured Sand Dr. Pavel Ikonomov, Western Michigan University Associate Professor of Engineering, Design, Manufacturing,
600 Cannonball Lane O Fallon, MO Bruce Willson.
 600 Cannonball Lane O Fallon, MO 63366 Bruce Willson http://www.ofalloncasting.com/ Definition of an Engineer o Someone who knows almost everything o About almost nothing 70 95% of total Product Cost is
600 Cannonball Lane O Fallon, MO 63366 Bruce Willson http://www.ofalloncasting.com/ Definition of an Engineer o Someone who knows almost everything o About almost nothing 70 95% of total Product Cost is
Think quality. Think global
 Think quality. Think global B.B. Investment Casting Manufactures : Precision Lost Wax Investment Castings (Feinguss - Micro Fusione) VISION THE COMPANY, AT A GLANCE At B.B. Investment Casting, we commit
Think quality. Think global B.B. Investment Casting Manufactures : Precision Lost Wax Investment Castings (Feinguss - Micro Fusione) VISION THE COMPANY, AT A GLANCE At B.B. Investment Casting, we commit
Principles of Major Manufacturing Processes. Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes
 Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Swastik Technocast Limited
 An ISO-9001:2015 & ISO-14001:2015 Certified Co. PRECISION INVESTMENT & SAND CASTING UNIT About Us :- Founded in August-2007 and started production in January -2008. Swastik Technocast Limited is the premier
An ISO-9001:2015 & ISO-14001:2015 Certified Co. PRECISION INVESTMENT & SAND CASTING UNIT About Us :- Founded in August-2007 and started production in January -2008. Swastik Technocast Limited is the premier
3E RP Presentation-2018
 3E RP Presentation-2018 www.3erp.com The "3-E" Difference Excellence in Precision Efficiency in Production Economically Priced CONTENT WHO IS 3ERP 3ERP TODAY 3ERP MISSION CORE CAPABILITIES CNC MACHINING
3E RP Presentation-2018 www.3erp.com The "3-E" Difference Excellence in Precision Efficiency in Production Economically Priced CONTENT WHO IS 3ERP 3ERP TODAY 3ERP MISSION CORE CAPABILITIES CNC MACHINING
Automotive Fasteners for Automotive Industry
 Automotive Fasteners for Automotive Industry PEINER Umformtechnik GmbH Woltorfer Straße 20-24 D-31224 Peine Phone + 49 (0) 5171 545-0 Fax + 49 (0) 5171 545-180 e- mail sales@peiner-ut.com Internet www.peiner-ut.com
Automotive Fasteners for Automotive Industry PEINER Umformtechnik GmbH Woltorfer Straße 20-24 D-31224 Peine Phone + 49 (0) 5171 545-0 Fax + 49 (0) 5171 545-180 e- mail sales@peiner-ut.com Internet www.peiner-ut.com
Advantages of the Casting Process
 Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
Investment Casting Design Parameters Guide for Buyer
 Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Table of contents: 1. Company 2. Mission and Vision 3. Technologies 4. Businesses 5. Customers 6. Team 7. Future 8. Cooperating with Fiudi
 Company Profile Table of contents: 1. Company 2. Mission and Vision 3. Technologies 4. Businesses 5. Customers 6. Team 7. Future 8. Cooperating with Fiudi Our Company Our story starts in 1959 when Mauro
Company Profile Table of contents: 1. Company 2. Mission and Vision 3. Technologies 4. Businesses 5. Customers 6. Team 7. Future 8. Cooperating with Fiudi Our Company Our story starts in 1959 when Mauro
PROSYS 1 PE. HSC Precision Milling Machine. Anderson Group ANDERSON EUROPE GMBH
 PROSYS 1 PE HSC Precision Milling Machine Anderson Group ANDERSON EUROPE GMBH CNC-controlled precision-hsc-milling machine for chipping of varying materials under dry processing conditions. The ProSys
PROSYS 1 PE HSC Precision Milling Machine Anderson Group ANDERSON EUROPE GMBH CNC-controlled precision-hsc-milling machine for chipping of varying materials under dry processing conditions. The ProSys
SUB-CONTRACT MACHINING. Collaborating with the World s Finest
 SUB-CONTRACT MACHINING Collaborating with the World s Finest 55 Years Expertise Superior Quality Craftsman Tools is one of Europe s Our services range from one-off prototypes Craftsman Tools is fully accredited
SUB-CONTRACT MACHINING Collaborating with the World s Finest 55 Years Expertise Superior Quality Craftsman Tools is one of Europe s Our services range from one-off prototypes Craftsman Tools is fully accredited
Specification D data models
 Previous Edition Specification 2017-04 Class: Dimensions, tolerances Class No.:01 Documentation of components by means of 3D data models 516 Part name (for databases) 2009-09 3D data models 852 005 160
Previous Edition Specification 2017-04 Class: Dimensions, tolerances Class No.:01 Documentation of components by means of 3D data models 516 Part name (for databases) 2009-09 3D data models 852 005 160
CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE
 33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
THE PARTNER FOR FOUNDRIES
 THE PARTNER FOR FOUNDRIES COMPANY HISTORY Müller & Wagner was originally founded by Georg Müller and Heinrich Wagner to manufacture foundry machinery. After demolition in the year 1945, the restart followed
THE PARTNER FOR FOUNDRIES COMPANY HISTORY Müller & Wagner was originally founded by Georg Müller and Heinrich Wagner to manufacture foundry machinery. After demolition in the year 1945, the restart followed
Manufacturing: Chapter 3 Casting
 CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
3ERP Presentation-2017
 3ERP Presentation-2017 www.3erp.com The "3-E" Difference Excellence in Precision Efficiency in Production Economically Priced! CONTENT WHO IS 3ERP 1 3ERP TODAY 2 3ERP MISSION 3 CORE CAPABILITIES 4 CNC
3ERP Presentation-2017 www.3erp.com The "3-E" Difference Excellence in Precision Efficiency in Production Economically Priced! CONTENT WHO IS 3ERP 1 3ERP TODAY 2 3ERP MISSION 3 CORE CAPABILITIES 4 CNC
Bronze Bath Casting. Manufacturing Process:
 Bronze Bath Casting From concept to final product, there are many hours invested in producing a bronze bathtub. These unique baths are created by artisans, using time tested old world techniques. Read
Bronze Bath Casting From concept to final product, there are many hours invested in producing a bronze bathtub. These unique baths are created by artisans, using time tested old world techniques. Read
Seiatsu Air-Flow Squeeze Moulding Process.
 Seiatsu Air-Flow Squeeze Moulding Process www.sinto.com SEIATSU... the process for producing consistently perfect moulds. The process sequence. The SEIATSU air flow squeeze moulding process is a method
Seiatsu Air-Flow Squeeze Moulding Process www.sinto.com SEIATSU... the process for producing consistently perfect moulds. The process sequence. The SEIATSU air flow squeeze moulding process is a method
Metalsa: Automated Quality Control of Formed Sheet Metal Parts
 Application Note Metalsa: Automated Quality Control of Formed Sheet Metal Parts Location / country: Bergneustadt, Germany GOM system: ATOS ScanBox 6130 GOM software: ATOS Professional Sector: automotive
Application Note Metalsa: Automated Quality Control of Formed Sheet Metal Parts Location / country: Bergneustadt, Germany GOM system: ATOS ScanBox 6130 GOM software: ATOS Professional Sector: automotive
DM&E CORPORATION EQUIPMENT AND FACILITIES LISTING
 DM&E CORPORATION EQUIPMENT AND FACILITIES LISTING DM&E Corporation PO Box 580 Shelby, NC 28151-0580 (704) 482-8876 Fax: (704) 484-8326 Email: sales@dmecutter.com Website: www.dmecutter.com Updated January
DM&E CORPORATION EQUIPMENT AND FACILITIES LISTING DM&E Corporation PO Box 580 Shelby, NC 28151-0580 (704) 482-8876 Fax: (704) 484-8326 Email: sales@dmecutter.com Website: www.dmecutter.com Updated January
COMPLEX PROTOTYPES AND SMALL SERIES. Additive Processes // CNC & Casting // Machining // Coating & Finishing
 COMPLEX PROTOTYPES AND SMALL SERIES Additive Processes // CNC & Casting // Machining // Coating & Finishing A A CONTENT 03 WE ACHIEVE THE EXCEPTIONAL EVERY DAY // Alphaform was founded in 1996 as a specialist
COMPLEX PROTOTYPES AND SMALL SERIES Additive Processes // CNC & Casting // Machining // Coating & Finishing A A CONTENT 03 WE ACHIEVE THE EXCEPTIONAL EVERY DAY // Alphaform was founded in 1996 as a specialist
MIKRON HPM 1150U HPM 1350U
 MIKRON HPM 1150U HPM 1350U High performance milling versus high speed milling - the one cannot replace the other! While with high speed milling the objective is to create as much surface on the workpiece
MIKRON HPM 1150U HPM 1350U High performance milling versus high speed milling - the one cannot replace the other! While with high speed milling the objective is to create as much surface on the workpiece
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting)
") BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
Permanent Mold Casting Processes. Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng.
 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Dies & special components
 Dies & special components 250 people working to REACH your goals High speed milling machine in VETIMEC 4 activities HPDC machine 4200 T in S.V.PETRONI 7 plants Marble milling machine in AEDIS 50 mil euro
Dies & special components 250 people working to REACH your goals High speed milling machine in VETIMEC 4 activities HPDC machine 4200 T in S.V.PETRONI 7 plants Marble milling machine in AEDIS 50 mil euro
Pacco Industrial Corporation
 Pacco Industrial Corporation Engineering Division Profile Core Competencies Product Design And Development. Concept sketching. Manufacturing detailing. Development & Prototyping. Reverse Engineering. Value
Pacco Industrial Corporation Engineering Division Profile Core Competencies Product Design And Development. Concept sketching. Manufacturing detailing. Development & Prototyping. Reverse Engineering. Value
CHAPTER 4: METAL CASTING PROCESS
 CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
About us. Our scope market is the world. Currently we are selling in 10 countries in 4 continents.
 About us SYMYB, S.L., founded in the 60's, manufactures a comprehensive range of products for automotive industry. Both of our manufacturing facilities are very conveniently located in Catalonia (NE cost
About us SYMYB, S.L., founded in the 60's, manufactures a comprehensive range of products for automotive industry. Both of our manufacturing facilities are very conveniently located in Catalonia (NE cost
SHELL MOULDING & INVESTMENT CASTING
 SHELL MOULDING & INVESTMENT CASTING SHELL MOULDING Thisistheprocessinwhichthesandmixedwiththermosettingresinisallowedtocomein contact with the heated metallic pattern plate. This is done so that a thin
SHELL MOULDING & INVESTMENT CASTING SHELL MOULDING Thisistheprocessinwhichthesandmixedwiththermosettingresinisallowedtocomein contact with the heated metallic pattern plate. This is done so that a thin
METAL CASTING PROCESSES
 METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
Machinist NOA (1998) Subtask to Unit Comparison
 Subtask to Unit Comparison") Machinist NOA (1998) Subtask to Unit Comparison NOA Subtask Task 1 Demonstrates safe working practices. 1.01 Recognizes potential health and safety hazards. A1 Safety in the Machine Shop 1.02 Recognizes
Machinist NOA (1998) Subtask to Unit Comparison NOA Subtask Task 1 Demonstrates safe working practices. 1.01 Recognizes potential health and safety hazards. A1 Safety in the Machine Shop 1.02 Recognizes
Stainless Steel CNC Machined Parts Turned Components :
 STAINLESS STEEL CNC MACHINED PARTS TURNED COMPONENTS Stainless Steel CNC Machined Parts Turned Components : We create metal turned parts with virtually any material including aluminum, brass, cast iron,
STAINLESS STEEL CNC MACHINED PARTS TURNED COMPONENTS Stainless Steel CNC Machined Parts Turned Components : We create metal turned parts with virtually any material including aluminum, brass, cast iron,
Optimum control of the grinding process thanks to reliable in-process measurement. SHARING EXCELLENCE
 Movoline In-Process Metrology Optimum control of the grinding process thanks to reliable in-process measurement. SHARING EXCELLENCE Industrial Metrology Your partner for measuring solutions We deliver
Movoline In-Process Metrology Optimum control of the grinding process thanks to reliable in-process measurement. SHARING EXCELLENCE Industrial Metrology Your partner for measuring solutions We deliver
Casting Processes. ver. 2
 Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
World leader in live tools, angle heads, and multi-spindle drill heads
 World leader in live tools, angle heads, and multi-spindle drill heads heimatec GmbH headquarters-germany The Way to Success Heimatec is an international manufacturing company headquartered in Renchen,
World leader in live tools, angle heads, and multi-spindle drill heads heimatec GmbH headquarters-germany The Way to Success Heimatec is an international manufacturing company headquartered in Renchen,
Welcome to EONTEC
 Welcome to EONTEC Our mission www.e-ande.com Our mission We make the best quality products with competitive price and on-time delivery in order to let our customers competitive as well. We provide quick
Welcome to EONTEC Our mission www.e-ande.com Our mission We make the best quality products with competitive price and on-time delivery in order to let our customers competitive as well. We provide quick
3D Systems Guide to Prototyping Die Cast Parts
 3D Systems Guide to Prototyping Die Cast Parts Tom Mueller 3D Systems May 2013 Table of Contents Introduction... 3 Why should I prototype?... 4 What are the options for Prototyping?... 5 Which should I
3D Systems Guide to Prototyping Die Cast Parts Tom Mueller 3D Systems May 2013 Table of Contents Introduction... 3 Why should I prototype?... 4 What are the options for Prototyping?... 5 Which should I
HAMUEL MineralCasts Competence from one source
 HAMUEL MineralCasts Competence from one source High-tech for machine bases and components High-precision machining Your industry Your applications Machine tools, Medical technology Micro production Energy
HAMUEL MineralCasts Competence from one source High-tech for machine bases and components High-precision machining Your industry Your applications Machine tools, Medical technology Micro production Energy
Device for production of prototype moulds by milling
 A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 11 Special Issue 1/2011 45 50
A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 11 Special Issue 1/2011 45 50
FRANKLIN BRONZE PRECISION COMPONENTS
 FRANKLIN BRONZE PRECISION COMPONENTS FRANKLIN BRONZE PRECISION COMPONENTS AN AUTOMATED INVESTMENT CASTING FOUNDRY OFFERING TOOLING, MACHINING AND TECHNICAL EXPERTISE. DELIVERING HIGH-QUALITY, CONSISTENT
FRANKLIN BRONZE PRECISION COMPONENTS FRANKLIN BRONZE PRECISION COMPONENTS AN AUTOMATED INVESTMENT CASTING FOUNDRY OFFERING TOOLING, MACHINING AND TECHNICAL EXPERTISE. DELIVERING HIGH-QUALITY, CONSISTENT
1.0 PRECISION CASTING PROCESSES
 1.0 PRECISION CASTING PROCESSES An Introduction to precision casting processes The casting process is without equal as the manufacturing cable of producing fully shaped components of any size in any
1.0 PRECISION CASTING PROCESSES An Introduction to precision casting processes The casting process is without equal as the manufacturing cable of producing fully shaped components of any size in any
Oerlikon Eldim Empowers Your Ambition. Issue 2
 Oerlikon Eldim Empowers Your Ambition Issue 2 Successful long-term OEM relationships Empowering your ambition Forward-thinking OEMs develop strong partnerships with trusted suppliers to achieve the competitive
Oerlikon Eldim Empowers Your Ambition Issue 2 Successful long-term OEM relationships Empowering your ambition Forward-thinking OEMs develop strong partnerships with trusted suppliers to achieve the competitive
Three metals for one goal: Your success Die castings made of Aluminium, Magnesium & Zinc Lightweight construction & system components
 Three metals for one goal: Your success Die castings made of Aluminium, Magnesium & Zinc Lightweight construction & system components www.power-cast.com 3 metals 1 goal: # your success Aluminium, Magnesium,
Three metals for one goal: Your success Die castings made of Aluminium, Magnesium & Zinc Lightweight construction & system components www.power-cast.com 3 metals 1 goal: # your success Aluminium, Magnesium,
Steel Plate in Oil Rig Blowout Preventer Valves
 Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Materials & Processes in Manufacturing
 Materials & Processes in Manufacturing ME 151 Chapter 15 Multiple Use Mold Casting Processes 1 Introduction Expendable Molds - melting point materials and castings General shortcomings of the expendable-mold
Materials & Processes in Manufacturing ME 151 Chapter 15 Multiple Use Mold Casting Processes 1 Introduction Expendable Molds - melting point materials and castings General shortcomings of the expendable-mold
Guide to Prototyping. Die Cast Parts. Applications and Technologies of Die Cast Prototyping
 Guide to Prototyping Die Cast Parts Applications and Technologies of Die Cast Prototyping Table of Contents 1 Introduction 3 2 Why Should I Prototype? 4 3 What are the Options for Prototyping 5 Which Should
Guide to Prototyping Die Cast Parts Applications and Technologies of Die Cast Prototyping Table of Contents 1 Introduction 3 2 Why Should I Prototype? 4 3 What are the Options for Prototyping 5 Which Should
1
 1 System Solution Capabilities : alicon group FULL SYSTEM SOLUTIONS 2 alicon group of companies alicon group is a consortium of companies involved in Design, Engineering and Casting, Machining & Assembly
1 System Solution Capabilities : alicon group FULL SYSTEM SOLUTIONS 2 alicon group of companies alicon group is a consortium of companies involved in Design, Engineering and Casting, Machining & Assembly
YOUR PARTNER FOR MACHINING AND ASSEMBLY
 YOUR PARTNER FOR MACHINING AND ASSEMBLY Oprema Presentation EN 2018.docx Oprema Strojevi Inc. 1. Firmenprofil... Error! Bookmark not defined. 2. Company potential... 3 3. SOFTWARE... 4 4. QUALITÄTSICHERUNG...
YOUR PARTNER FOR MACHINING AND ASSEMBLY Oprema Presentation EN 2018.docx Oprema Strojevi Inc. 1. Firmenprofil... Error! Bookmark not defined. 2. Company potential... 3 3. SOFTWARE... 4 4. QUALITÄTSICHERUNG...
1.8.3 Haptic-Based CAD 1.9 About this Book 1.10 Exercises References Development of Additive Manufacturing Technology
 Contents 1 Introduction and Basic Principles 1 1.1 What Is Additive Manufacturing? 1 1.2 What Are AM Parts Used for? 3 1.3 The Generic AM Process 4 1.3.1 Step 1: CAD 4 1.3.2 Step 2: Conversion to STL 4
Contents 1 Introduction and Basic Principles 1 1.1 What Is Additive Manufacturing? 1 1.2 What Are AM Parts Used for? 3 1.3 The Generic AM Process 4 1.3.1 Step 1: CAD 4 1.3.2 Step 2: Conversion to STL 4
Reviewed, accepted August 29, 2003
 ON CERAMIC PARTS FABRICATED RAPID PROTOTYPING MACHINE BASED ON CERAMIC LASER FUSION H. H. Tang*, H. C. Yen*, and W. H. Lin** *Department of Mechanical Engineering, National Taipei University of Technology,
ON CERAMIC PARTS FABRICATED RAPID PROTOTYPING MACHINE BASED ON CERAMIC LASER FUSION H. H. Tang*, H. C. Yen*, and W. H. Lin** *Department of Mechanical Engineering, National Taipei University of Technology,
Models for foundries and molds
 Models for foundries and molds Those who are in love with practice without knowledge are like the sailor who gets into a ship without rudder or compass and who never can be certain whether he is going
Models for foundries and molds Those who are in love with practice without knowledge are like the sailor who gets into a ship without rudder or compass and who never can be certain whether he is going
The Renishaw Additive Manufacturing formula
 Renishaw Investor Day 2018 The Renishaw Additive Manufacturing formula Clive Martell Head of Global Additive Manufacturing What is Renishaw additive manufacturing? Renishaw and additive manufacturing Additive
Renishaw Investor Day 2018 The Renishaw Additive Manufacturing formula Clive Martell Head of Global Additive Manufacturing What is Renishaw additive manufacturing? Renishaw and additive manufacturing Additive
PRECAST REFRACTORIES. Allied Mineral Products, Inc.
 PRECAST REFRACTORIES Allied Mineral Products, Inc. ALLIED S PRECAST CENTER Allied s precast center, was founded in 1995, in Columbus, Ohio when it acquired American Precast Refractories. Since then, the
PRECAST REFRACTORIES Allied Mineral Products, Inc. ALLIED S PRECAST CENTER Allied s precast center, was founded in 1995, in Columbus, Ohio when it acquired American Precast Refractories. Since then, the
The best of productivity with CNC flexibility
 The best of productivity with CNC flexibility Productive. Accurate. Mikron Multistar NX-24 1 Mikron Multistar NX-24 For an unbeatable cost per part Do you need to machine complex and highly precise parts
The best of productivity with CNC flexibility Productive. Accurate. Mikron Multistar NX-24 1 Mikron Multistar NX-24 For an unbeatable cost per part Do you need to machine complex and highly precise parts
A Study of Resin as Master Jewelry Material, a New Alternative Material to Perform Higher Complexity and Surface Quality of Jewelry Master using CNC
 A Study of Resin as Master Jewelry Material, a New Alternative Material to Perform Higher Complexity and Surface Quality of Jewelry Master using CNC Paryana Puspaputra Department of Mechanical Engineering
A Study of Resin as Master Jewelry Material, a New Alternative Material to Perform Higher Complexity and Surface Quality of Jewelry Master using CNC Paryana Puspaputra Department of Mechanical Engineering
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
Polyjet technology applications for rapid tooling
 DOI: 10.1051/ matecconf/20171120301 1 Polyjet technology applications for rapid tooling Razvan Udroiu *, and Ion Cristian Braga Transilvania University of Brasov, Department of Manufacturing Engineering,
DOI: 10.1051/ matecconf/20171120301 1 Polyjet technology applications for rapid tooling Razvan Udroiu *, and Ion Cristian Braga Transilvania University of Brasov, Department of Manufacturing Engineering,
Selma Precision Technologies, NC 27576, LLC
 Selma Precision Technologies, NC 27576, LLC 1 Agenda Introduction & Vision Technical Capabilities of Net Formed Gears at SPT Plan for Revival of SPT, NC, Selma Plant Investment Plan Staffing Plan & ISO
Selma Precision Technologies, NC 27576, LLC 1 Agenda Introduction & Vision Technical Capabilities of Net Formed Gears at SPT Plan for Revival of SPT, NC, Selma Plant Investment Plan Staffing Plan & ISO
OPTIFLUX 1000 Technical Datasheet
 OPTIFLUX 1000 Technical Datasheet Electromagnetic flow sensor in sandwich design Lightweight and compact Excellent price performance ratio Quick and easy to install The documentation is only complete when
OPTIFLUX 1000 Technical Datasheet Electromagnetic flow sensor in sandwich design Lightweight and compact Excellent price performance ratio Quick and easy to install The documentation is only complete when
Guideline. Casting Selection Process. Table of Contents. Delivery Engineered Solutions
 Casting Selection Process Guideline Table of Contents Introduction... 2 Factors In Choosing A Process... 2 Category Details & Requirements... 4 Sand casting... 4 Gravity die casting (also known as permanent
Casting Selection Process Guideline Table of Contents Introduction... 2 Factors In Choosing A Process... 2 Category Details & Requirements... 4 Sand casting... 4 Gravity die casting (also known as permanent
AATC PRESENTATION INVESTMENT CASTING PROCESS (2 OF 3 PRESENTATIONS REVISION 2014_0429) AATC, Inc W. Catalina Dr. Phoenix, AZ USA
 AATC, Inc W. Catalina Dr. Phoenix, AZ USA") AATC PRESENTATION INVESTMENT CASTING PROCESS (2 OF 3 PRESENTATIONS REVISION 2014_0429) 1 Wax Injection & Pattern Assembly Wax Injection: A wax pattern is made by injecting liquid wax into an aluminum mold.
AATC PRESENTATION INVESTMENT CASTING PROCESS (2 OF 3 PRESENTATIONS REVISION 2014_0429) 1 Wax Injection & Pattern Assembly Wax Injection: A wax pattern is made by injecting liquid wax into an aluminum mold.
METAL TECHNOLOGIES A GENERATION AHEAD
 METAL TECHNOLOGIES A GENERATION AHEAD THE LASER REVOLUTION Laser cutting has matured from a high-tech manufacturing process to a considerable common and popular manufacturing process today. Richinn Technology
METAL TECHNOLOGIES A GENERATION AHEAD THE LASER REVOLUTION Laser cutting has matured from a high-tech manufacturing process to a considerable common and popular manufacturing process today. Richinn Technology
Types of moulding sand
 casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
Metal additive manufacturing for industrial applications. Global network of solutions centres. Applications expertise for a wide range of industries
 Brochure: Renishaw Solutions Centres for additive manufacturing Your partner for innovative manufacturing Metal additive manufacturing for industrial applications Global network of solutions centres Applications
Brochure: Renishaw Solutions Centres for additive manufacturing Your partner for innovative manufacturing Metal additive manufacturing for industrial applications Global network of solutions centres Applications
COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC
 COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC Luca, A.; Popan, I.A.; Balas, M.; Blaga, L.; Bâlc, N.; alina.luca@tcm.utcluj.ro ioan.popan@tcm.utcluj.ro monica_balas@yahoo.com lucia.blaga@math.utcluj.ro
COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC Luca, A.; Popan, I.A.; Balas, M.; Blaga, L.; Bâlc, N.; alina.luca@tcm.utcluj.ro ioan.popan@tcm.utcluj.ro monica_balas@yahoo.com lucia.blaga@math.utcluj.ro