3D Systems Guide to Prototyping Die Cast Parts
|
|
|
- Mervyn Moore
- 6 years ago
- Views:
Transcription

1 3D Systems Guide to Prototyping Die Cast Parts Tom Mueller 3D Systems May 2013
2 Table of Contents Introduction... 3 Why should I prototype?... 4 What are the options for Prototyping?... 5 Which should I choose?... 6 Prototyping Objectives... 6 Lead Time... 7 Prototype Cost... 7 How does the Plaster Mold Process Work? Process Overview Complications Secondary Operations Are There Differences Between the Plaster Mold Casting and the Die Casting? Material differences Metallurgy Differences Material Property Differences How are the castings priced? Frequently asked Questions How many castings can be made per day? Are higher production rates possible? What CAD formats can you work with? Can the castings be finished? What heat treatments can you provide? How Can I Get a Quote? Request for Quote Form Examples of Plaster Mold Castings
3 Introduction 3D Systems Guide to Prototyping Die Cast Parts Die casting is a very popular manufacturing method. It can create components with the strength required by structural applications and with the surface finish required for aesthetic applications, all at a low price provided you have production volumes high enough to justify the tooling cost. Consequently, it has been chosen as the manufacturing process of choice in thousands of applications. Die cast tooling must withstand some very demanding environments. It is subjected to very high heat and pressure during the injection of molten aluminum and then it is cooled to a temperature well below the melt temperature of the metal. Over its lifetime, the tool undergoes thousands, if not hundreds of thousands of these thermal cycles. Creating a tool that can survive that kind of operating conditions not only requires special steels, it requires careful heat treatment. Operating conditions are much more severe than for injection mold tooling. It is not surprising that die cast tooling is among the most expensive and has some of the longest lead times of any manufacturing process. In addition, because of the heat treat condition and the hardness of the material used, making changes to the tool are more expensive than for other manufacturing processes. As a result, the cost of engineering changes to a product after the tooling is built is higher and the time required to make changes is longer than for nearly all other types of tooling. It is important, therefore, to minimize the possibility of design errors before the tooling is built. Design analysis can go a long way in identifying design weaknesses before the product is available but it requires a good understanding of the loads and operating conditions that the product is likely to see. Often those aren t well understood. Testing a prototype part, however, will typically expose design weaknesses, even if load conditions aren t well understood. If those design weaknesses are identified before the tooling is built, the issues can be corrected and tooling changes will be avoided. The intent of this document is to guide the user through the process of creating prototypes of die cast components. 3
4 Why should I prototype? Designers often question the need for prototyping. After all, it is going to cost money and it may delay getting the product to market (especially if he is behind schedule already). They reason that they can make up a little lost time and reduce their expenses by skipping the prototyping step. The savings, however, may be a false economy. If, after releasing the product, a design issue is discovered that must be corrected, the cost of correcting the error, and the time lost while correcting it can be many times the cost and time of prototyping. That doesn t count the lost sales during that period that went to a competitor and you can never get back. Let s look at some of the costs of correcting a design error after tooling has been built: 1. Tooling Modifications Even minor changes can be very expensive on a die. Often the tool must be annealed to allow machining, machined, re heat treated, then machined again (because the tool can move during heat treat). Obviously this can be much more expensive than making modifications on an injection mold. It can take much longer as well. 2. Lost Sales During the time changes are being made, you can t build product to sell. Customers are unlikely, however, to delay purchases until you are back into production. If possible, they will buy from a competitor. Those are sales lost forever and cannot be regained. 3. Lost Market Share If competitors have a viable product, the sales and reputation they build up during the time you are out of production can build momentum for them that can be very difficult to overcome. 4. Damaged Brand Reputation if the design problem is not identified before the product is released to market, the product problems can have a long lasting effect on customers perception of the quality of your brand. This could impact the profitability of all products, not just the one in question. As you can see, the cost of a design error can be orders of magnitude higher than the cost of prototyping. In prototyping, you are spending a smaller amount now to avoid a much larger loss later. That is why some people refer to prototyping as product development insurance. Done properly, the cost of prototyping die cast components can be quite reasonable and have minimal impact on project schedules. Our intent with this guide is to show you how. 4
5 What are the options for Prototyping? There are a number of ways designers have used to create prototypes of die cast components. They include: 1. Die Casting It is possible to create a prototype die. Typically they are made using a lower strength material and are not heat treated. As a result, they cost is lower and the time required to make the tool is shorter. The tradeoff is that the tool will have a much shorter life than a production tool and may be good only for a few hundred parts. The advantage of this method is that you have true die cast components and they will very accurately mimic the performance of the production parts. The disadvantage is that there is a high upfront cost. If you need a large number of prototypes, however, it can be cost effective. 2. Machining It is relatively straight forward to machine the component from a block of aluminum or zinc. For many designs, it will also be the fastest way to obtain prototypes. There are some things to be aware of, however. a. Geometry differences If a prototype is machined, features that are important to a die cast design, such as draft, rounds and some fillets, are likely to be ignored. While the changes are likely very minor, in some cases they could affect the performance of the part. b. Material differences The machined part will be in a wrought material, not a casting alloy. As a result, the machined part is likely to be stronger, perhaps significantly stronger, than the die casting. If the prototype survives testing, it doesn t necessarily mean that the production part will. 3. Sand Casting It is possible to sand cast the design to get an aluminum or zinc part. This can be a very cost effective way to get higher numbers of prototypes but there are some important considerations: a. Geometry differences Sand castings require more draft than die castings. In addition, small holes may not be able to be reliably cast. Some changes to the design may be required before prototypes can be made. b. Material differences Alloys used for sand casting are different than those used for die casting and will have different material properties. In addition, the die casting process results in a somewhat unique metallurgy. The molten aluminum is quickly solidified against the relatively cold walls of the die and creates a hard, dense skin on the component. The interior of the casting cools much more slowly and is softer and less dense. In general, the strength of sand castings will be lower than the strength of the die casting. c. Surface Roughness Sand casting cannot provide the surface finish typical on die cast parts. If the surface finish is critical to the performance of the component, sand casting may not be a viable prototyping method. 5
6 4. Investment Casting Investment casting is a viable option for prototyping now with direct patterns (investment casting patterns made via a 3D printing process so there is no tooling involved). There are no restrictions on geometry so the die cast geometry can be used for prototyping. As with sand casting, there are differences in both the alloys used to create the casting and in the metallurgy. 5. Plaster Mold Casting Plaster mold casting is similar to sand casting but the mold material is plaster rather than sand. As a result, much smoother surfaces are possible and can be nearly as good as die casting. Plaster mold casting requires less draft than die casting so no modifications need be made to the design, with the exception of closing small holes. As with both sand casting and investment casting, there are differences in both the alloys used and the metallurgy of the casting. Because plaster is a good insulator, solidification is slower than in sand casting or investment casting and as a result, the strength of the casting is lower. Which should I choose? In general, you should choose the least expensive method that will provide prototypes in the time frame needed and that will meet prototyping objectives. While that statement is simple, there are a number of factors that can influence the best method for your application including your prototyping objective, how quickly prototypes are needed and the number of prototypes required. Prototyping Objectives There are a number reasons one might want a prototype. They include: 1. Appearance Sometimes the objective is only to get a part that is as close in appearance to the production part as possible. No real testing of the part is required. In this case it is important to use a method that will simulate the appearance and surface finish of a die casting. Plaster mold casting, die casting and investment casting would be good candidates. 2. Limited Functional Testing Most often the prototype is intended to allow testing of the product in normal use, not to failure. Neither appearance nor matching the material properties of the die cast component is critical. In this situation, any of the methods would be acceptable. 3. Design Load Testing Sometimes the objective is to confirm that the component will withstand design loads. Ideally, it would be best to mimic the material properties of the production component so that you can be sure that the production component will survive design loads. If you can t mimic the material properties, the next best solution is to choose a method that provides a prototype with less strength than the production part. That way if the prototype passes testing, you can be sure that the production part will. It means that the die cast part will 6
7 have a factor of safety above design loads. For this objective, any of the methods are acceptable. 4. Failure testing In failure testing, loads are increased until the component fails in order to determine the failure load. Failure testing is not typically required. To obtain accurate results, the material properties and metallurgy of the prototype must closely approximate those of the production part. Typically, this limits prototypes to die castings. Lead Time The above prototyping methods vary in the amount of time required to create parts. In addition, the complexity of the prototype geometry significantly affects the time required for any method. The table below provides a rough guideline for lead times. The first column is the time required to create tooling, or in the case of machining, to program toolpaths to machine the geometry and to create fixtures needed. The tooling lead time estimates assume that the project is started immediately and is not delayed by backlog of the vendor. The second column is a rough estimate of the number of prototypes that can be created in an 8 hour shift once tooling is created. Be aware that the size and complexity of the prototype will affect the estimates shown here. Method Tooling Lead Time Prototypes per Shift Die Casting 1 4 weeks 100 Machining 1 5 days 1 10 Sand Casting 2 5 days Investment Casting 3 8 days 1 15 Plaster Mold Casting 7 10 days These are rough guidelines and assume single cavity tools in the case of die casting, sand casting and plaster mold casting. Investment cast prototypes are assumed to be made from direct patterns(made from an additive manufacturing process) and the prototypes per shift is limited by the rate at which direct patterns can be created. Prototype Cost There are three factors that are the primary determinants of the cost of prototypes; the cost of tooling, the incremental cost of prototypes, and the number of prototypes required. The cost of tooling is primarily the cost of creating the tool, but may include CAD work if necessary to adjust the CAD model to fit the prototyping process, and may include the cost of a master pattern in the case of plaster mold casting. For machining, it will include the cost of CNC programming and any machining fixtures that may be required. 7
8 The incremental prototype cost is the cost of creating one prototype once the tooling has been created. In the case of investment casting, it will include the cost of the direct pattern required to create the part. For any of the methods, the incremental prototype cost may also include secondary machining, heat treat costs, impregnation costs, etc. While the incremental cost may decline slightly with volume, for the range of volumes typically encountered in prototyping, it will be relatively constant. The total cost of prototyping is then shown in the plot below. Tool Cost Total Cost of Prototypes The tooling is required before prototypes can be created so the cost line starts at the cost of the tool. The slope of the line is the incremental cost. The cost of each prototyping method can be plotted in this manner, but the tooling cost and incremental cost for each method is different. The table below gives typical relative tooling and incremental costs of each of the methods. For any of the methods, both the tooling cost and incremental cost will vary with the size and complexity of the part. Method Tooling Cost Incremental Cost Die Cast High Very Low Machining Low Medium Medium High Sand Casting Low Medium Low Investment Casting None Medium Plaster Mold Casting Low Medium Low Medium If we plotted the total prototype cost versus number of prototypes for all of the prototyping methods, it might look something like the plot below. The plots for all methods will vary depending on the size and complexity of the part, but in general, the following plot is representative. To determine the least expensive method, locate the number of prototypes desired on the horizontal axis and then move vertically. The first line encountered will be the least expensive for that number of parts. 8
9 One thing is obvious from the plot: the lowest cost method for one number of prototypes may not be the lowest cost method at another number of prototypes. For example, in the example above, investment casting is the lowest cost method at very low volumes, but at medium volumes, it is the highest cost method. It is not necessary to go to this level of detail to choose the best method. After considering your prototype objective, you most likely will have ruled out one or more prototyping methods. Only in rare circumstances will die casting be the method of choice for prototyping die cast parts. The cost and lead time of tooling can t be justified. In most cases, the surface roughness, greater draft requirements, and loss of feature resolution of sand casting rule it out as a prototyping method. For parts of medium or higher complexity, the cost of machining rules out machining. Consequently, in the majority of cases, the decision is between investment casting and plaster mold casting. In general, for very low quantities, perhaps 5 or less, investment casting will be less expensive. For higher quantities, plaster mold casting will be cheaper. Of course the breakeven quantity will vary depending on the size and complexity of the component, but five is certainly in the ball part. It is probably worthwhile to get quotes for both methods to make sure. Quickparts does not sell investment castings but we can refer you to some quality foundries. Please contact us for information. Quickparts does provide plaster mold castings and we would be happy to quote your project. Please see the How to Get a Quote section later in this guide. 9
10 How does the Plaster Mold Process Work? Plaster mold casting is similar to sand casting except that the mold is made of plaster instead of sand. Like in sand casting, the mold can only be used once and is destroyed in the process of extracting the casting. Consequently, a plaster mold must be created for each casting created. Like sand casting, a plaster mold has two main components, a cope and a drag, the top and bottom pieces of the mold. Also like sand casting, the mold is made by packing the mold material against a pattern. In plaster mold casting, however, the mold material is plaster rather than sand. Two patterns are required, one for the cope and one for the drag. Process Overview To make the cope and drag patterns, we start with a master pattern. The steps in the process are illustrated in the series of diagrams below. Description Suppose we want to create an aluminum or zinc part that looks like this. (Forgive the cartoon figure, but it is easy to create). Diagram The first step is to create a CAD model. It must be a 3D model, either a solid model or a completely surfaced model. This is the model to be supplied to the foundry. The next step is the foundry s responsibility. It is important to scale the model up to compensate for shrinkage of the metal as it solidifies. For aluminum, the model is scaled up approximately by 1%. The scaled model is used to create an SLA master pattern. The SLA pattern will be finished to provide a smooth surface. 10





11 Description Diagram The next step is to create the follow board, or often called a parting line block. Its purpose is to define where the mold is going to part. It will cover all of the pattern on one side of the parting line and expose all parts of the pattern on the other side of the parting line. Now the A side of the negative is poured. A frame is placed around the assembled master pattern/follow board and RTV silicon rubber, here colored light blue, is poured against the pattern on the follow board. The silicon is allowed to harden. Once the rubber has solidified, the entire block in inverted and the follow board is removed. A frame is placed around the A negative and pattern and a mold release is applied to the top surface. At this point, additional RTV silicone rubber is poured against the pattern and the A side of the negative. We are creating the B side negative. Once the B side Negative has solidified, the two negatives can be separated and the master pattern removed. This is the A side negative. This is the B side negative inverted. 11






12 Description Diagram Now it is time to make the positives. A frame is placed around the negative and mold release is applied to the surface. RTV rubber is then poured into the frame to form the positive. Here is the A side positive as poured, shown in green. This is the B side positive as poured. Once the positives have cured, they can be removed and inverted. The positives are the tooling for the plaster mold casting process. Here is the A side positive. This is the B side positive. At this point we can begin making plaster molds. A frame is placed around the positive, and wet plaster is poured against the positive. Here is plaster (the plaster is actually white but colored pink here for clarity) poured against the A side positive. Here is plaster poured against the B side positive. After about 20 minutes, the plaster will be set up enough that it can be removed from the positive. It will then be moved to an oven and baked overnight to evaporate all the remaining moisture from the the mold. Here is the A side plaster. 12



13 Description Diagram Here is the B side plaster. It also will be baked overnight to dry. Once they are dried, the two side can be assembled to create the plaster mold. Here is the assembled mold. At this point the mold is ready to be poured. In this simple example we have not shown gates, risers and other features necessary to get the metal into the mold. Once poured, the cavity will be filled with molten metal. Once the metal has solidified and cooled, the plaster mold is broken apart and the casting extracted. The plaster mold can only be used once. A new mold is created for each casting required. This is a quick and simplified overview of how the process works. Complications Some features in the component can complicate the plaster mold casting process and require additional steps. Some common features include: 1. Undercuts Undercuts are features that would prevent the pattern from being removed from the mold. They are the same kinds of features that would prevent a die casting from being ejected from the die. In die casting, these features are formed with a moveable part of the die, often a slide. In plaster mold casting they are formed with a core. The core is a loose plaster piece that is molded separately and is assembled into one side of the mold before the cope and drag are assembled. It is held in place by extensions on the core (called core prints) that fit into pockets in the mold and keep the core from moving when molten metal is poured into the mold. 13
14 2. Small holes Small holes are difficult to cast because it would require a thin plaster column to form them. The plaster is likely to break off during pouring and end up somewhere in the casting resulting in scrap. Instead, small holes in the master pattern are usually filled and the holes are drilled out as a secondary operation. 3. Machined areas Machining is often required on prototypes to ensure flat surfaces are truly flat, to ensure that critical areas are within tolerance or to form threads. In such cases, machine stock is typically added to the area to be machined. All these complications may result in additional charges for the prototypes. 14
15 Secondary Operations Plaster mold castings may require secondary operations to meet the needs of the applications. Common secondary operations include: 1. Machining If there are tight tolerances that can t be met by the casting process alone, surfaces that must be milled flat, holes to be drilled or tapped of external threads cut, machining will be required. It may be necessary to add machine stock to the master pattern to ensure that there will be adequate material to machine. 2. Heat Treatment Because they cool so slowly, plaster mold castings are relatively soft and have lower strength than die castings. Material properties can be improved through heat treatment. Two heat treatments are typically offered for plaster mold castings a. T5 The T5 heat treatment artificially ages the casting by holding it at a relatively low temperature ( F) for several hours. The T5 heat treatment stabilizes the casting, provides some improvement in material properties and improves machinability. b. T6 In the T6 process, the casting is heated to close to the melting point and held for a period of time to allow alloying elements to go into solid solution. The casting is then quenched, typically in water, to freeze the structure. The casting is then artificially aged with a T5 treatment. This heat treatment provides significant improvements in tensile and yield strength while maintaining elongation. 3. Impregnation Plaster mold castings may contain minor amounts of porosity that prevent the castings from being pressure tight. To make them tight, it is possible to impregnate them with a solution that will fill the pores and harden in place. Impregnation is recommended for any components expected to hold pressure or that serve as a fluid container. 4. Pressure Testing If the casting needs to hold pressure, it may be important to check to make sure that the casting is pressure tight. Checking pressure may require a special fixture to allow the part to be pressurized. 5. Finishing The casting can be finished as necessary to achieve the desired appearance. Castings can be painted, plated or anodized. 6. Inspection The castings can be inspected to ensure that they are within design tolerances. 15
16 Are There Differences Between the Plaster Mold Casting and the Die Casting? Yes, there are differences and it is important to understand them if accurate conclusions about the production parts are to be drawn from testing prototype parts. Material differences For aluminum castings, the alloys used for die casting are different than the ones used for gravity casting applications like sand casting, investment casting or plaster mold casting. While the material properties are similar, there are some significant differences. Most die casting is done with the 380 series of aluminum alloys, particularly 380 and 384. Die casting alloys tend to have more impurities such as iron which aid in the die casting process by reducing the tendency of the alloys to solder or stick to the walls of the die during solidification. Die casting alloys are very difficult to pour in gravity casting processes and tend to yield unacceptable castings. Most gravity casting is done with 350 series alloys, particularly A356 Metallurgy Differences In the die casting process, molten metal is injected under pressure into a relatively cold steel mold. The molten metal solidifies quickly against the cold surface and creates a skin of dense aluminum with a fine grain structure that gives it high strength and hardness. The interior of the casting, however, solidifies more slowly and consequently has a larger grain structure and lower strength. In addition, since the metal shrinks as it solidifies, microscopic voids are created in the interior of the casting making it somewhat porous. Because the plaster insulates the casting, a plaster mold casting solidifies much more slowly resulting in larger grain structure and the casting does not have the strength or hardness of the die casting. In addition, material properties do not vary across the cross section nearly to the extent that die castings do. Material Property Differences It is important to recognize that the material properties in a die casting will vary across the cross section. The highest strength and density are found in the skin of the die casting with lower values found in the interior porous regions. It is the material properties in the skin that control the performance of the part and will be the properties we will use for comparison. Some of the major differences in material properties include: 1. Yield Strength Die castings will have a higher yield strength both because of the higher strength of the 380 series of alloys compared to the 350 series. In addition, because of the manufacturing process, grain size in the die casting will be smaller than for the plaster mold 16
17 castings. As a result, the plaster mold castings will have a yield strength approximately 20% lower than that for a die casting. 2. Ultimate strength For the same reasons, the ultimate strength of plaster mold castings is about 20% lower than for die castings. This is critical only if testing to failure which is not recommended for plaster mold castings. 3. Coefficient of heat transfer Plaster mold castings tend to conduct heat much better than die castings. Several years ago a small engine manufacturer developed an engine using plaster mold castings. When they went to production, however, engines were overheating and seizing. The difference in conductive heat transfer was the cause. If you are designing a component intended to transfer heat, you want to keep these differences in mind. It is important to keep these differences in mind when interpreting the results of testing plaster mold cast prototypes. The lower strength is typically not a serious issue. It the prototype does not fail during testing, it is fairly certain that the production die casting will not fail. The lower values provide a factor of safety in the design. Unfortunately, components whose function is dependent on heat transfer have the opposite problem. If prototypes function acceptably in testing, it does not necessarily mean that the production part will. The following table lists typical material properties for A356, the most common plaster mold casting alloy and the most common die casting alloys. Property A356 T5 A356 T Tensile Strength, psi 25,000 30,000 46,000 48,000 Yield Strength, psi 20,000 20,000 23,000 24,000 Elongation, %
18 How are the castings priced? When you get a quote for plaster mold castings, you will likely see several charges listed on the quote including: 1. Tooling The tooling charge will include the cost of several steps involved in creating the final patterns. a. the cost of making the master pattern including finishing b. the cost of creating the parting line block c. the cost of making the negatives d. the cost of creating the positives or patterns e. the cost of making core tooling if cores are necessary 2. Castings the casting price includes the cost of several steps involved in creating each casting. a. The cost of making the plaster mold b. The cost of pouring the casting c. The cost of the metal d. The cost of extracting the casting e. The cost of trimming gates f. The cost of straightening the casting 3. Machining if finish machining is required, there will be a machining charge for each casting. Specific machining operations will be detailed on the quote. 4. Machining fixture if machining requires a fixture, there will be a charge for the fixture. This will be a onetime charge, not a per casting charge. 5. Heat Treatment if heat treatment is requested, there will be a charge for heat treatment. It typically is a lot charge rather than a per casting charge. 6. Impregnation If the casting is to be impregnated, the charge will be called out separately. It will be a per casting charge 7. Pressure Testing If pressure testing is required, the charge will be called out separately. 8. Inspection If inspection of the parts is required, whether it be a quick check of critical dimensions on first article, a full layout of a sample of castings or 100% inspection of a critical dimension, the charge will be listed along with a description of the inspection to be done. The type of inspection will determine whether it is a lot charge or a per casting charge. 9. Engineering Charges If design work is required, such as to add draft to a design, or to make customer specified modifications to a design, a onetime charge may be added. 18
19 10. Finishing Charges If painting, plating or anodizing is required, the associated charges will be listed separately. 19
20 Frequently asked Questions How many castings can be made per day? The limit on the number of castings is how many molds can be made. It takes about minutes for the plaster to set up before the mold can be lifted off the pattern. As a result it limits the number of molds per shift to about 10 15, depending on size, whether there are cores involved, and workload in the foundry. Since a mold is required for each casting, castings are limited to per day as well. Molds with cores require more time for molding cores and for assembly and as a result, production rates will be lower. Are higher production rates possible? If a higher production rate is required, it can be accomplished in one of two ways. First, multiple cavity tools can be made. If the castings are not too large, it is possible to make a two or three cavity tool. Even though we are still limited to about 20 molds per day, a two cavity two will yield 40 castings. With a two cavity tool, the tooling cost increases, but the casting cost will actually be lower. The second method is to make two patterns. That way, two molds at a time can be created and casting production can be increased to 40 per day. Since making a second pattern involves only repeating the last step of the tooling creation process, the increase in tooling cost will only be in the range of 20%. Casting prices will remain the same. What CAD formats can you work with? We can work with most native CAD formats and all neutral formats such as IGES. For a specific list, check our website or call. Can the castings be finished? Yes, we have in house painting capability and can provide a high quality painted finish on the parts. We can also have the castings plated, anodized, or powder coated to your specifications. Contact us for further information. What heat treatments can you provide? We offer two heat treatments; T5 and T6. They are described in more detail in the Secondary Operations section. We have in house heat treating capability so the time required for heat treatment is minimized. 20
21 How Can I Get a Quote? There are several pieces of information needed to provide a complete quote. They include: CAD Model We can work from most native CAD formats and all neutral formats such as IGES, Material Desired The materials we offer include A356 aluminum and Zamac 3. Quantity Desired We can quote multiple quantities if you aren t sure exactly how many casting you need. Machining Requirements if there are areas to be machined, please note them so we can accurately quote the project. Heat Treat Requirements If you would like the castings heat treated, indicate which you would prefer. We offer T5 and T6. Impregnation Requirements If the casting is expected to be pressure tight or will act as a vessel to hold fluid, it is advisable to have the casting impregnated to ensure that it is fully sealed. Pressure Testing Requirements If the casting is expected to hold pressure, it may be worthwhile to have the casting pressure tested to make sure there will be no leaks Finishing Requirements If you would like the castings to be painted, anodized, or plated, please indicate that. Inspection Requirements If there are specific inspection requirements, please indicate the dimensions and sampling requirements. If you like, you can use the Quote Request Form on the following page to document your requirements. To get a quote, send the completed form along with the CAD model to: Randy Spears 3D Systems Randy.Spears@3dsystems.com (931) 766=
22 Request for Quote Form to Randy Spears at or fax to (931)






23 Examples of Plaster Mold Castings 23





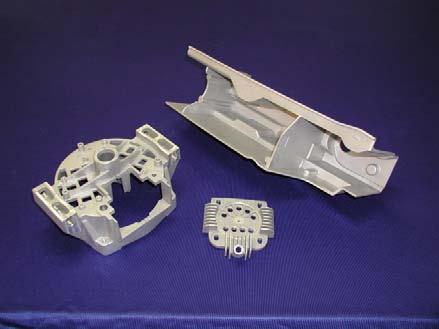
24 24


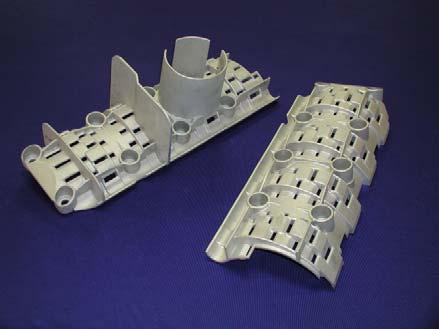

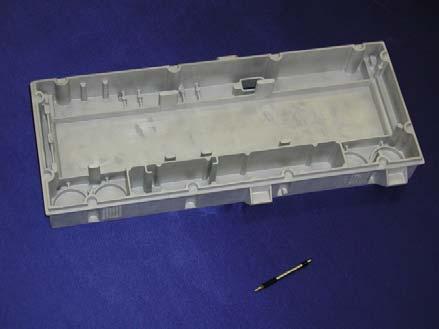
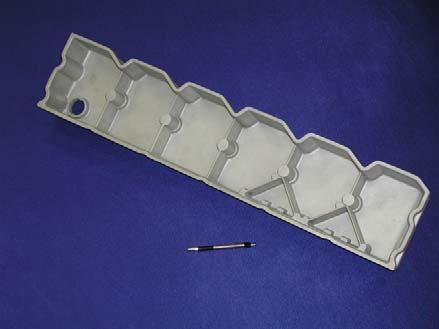
25 25
Guide to Prototyping. Die Cast Parts. Applications and Technologies of Die Cast Prototyping
 Guide to Prototyping Die Cast Parts Applications and Technologies of Die Cast Prototyping Table of Contents 1 Introduction 3 2 Why Should I Prototype? 4 3 What are the Options for Prototyping 5 Which Should
Guide to Prototyping Die Cast Parts Applications and Technologies of Die Cast Prototyping Table of Contents 1 Introduction 3 2 Why Should I Prototype? 4 3 What are the Options for Prototyping 5 Which Should
Manufacturing: Chapter 3 Casting
 CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
(( Manufacturing )) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.
) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.") (( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
(( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
Solidification Process(1) - Metal Casting Chapter 9,10
 - Metal Casting Chapter 9,10") Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Chapter 1 Sand Casting Processes
 Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
4.1.3: Shell Casting.
 4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
Two Categories of Metal Casting Processes
 Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting)
") BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
Guideline. Casting Selection Process. Table of Contents. Delivery Engineered Solutions
 Casting Selection Process Guideline Table of Contents Introduction... 2 Factors In Choosing A Process... 2 Category Details & Requirements... 4 Sand casting... 4 Gravity die casting (also known as permanent
Casting Selection Process Guideline Table of Contents Introduction... 2 Factors In Choosing A Process... 2 Category Details & Requirements... 4 Sand casting... 4 Gravity die casting (also known as permanent
Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part.
 Make a Selection Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part. Design engineers must choose among several
Make a Selection Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part. Design engineers must choose among several
METAL CASTING PROCESSES
 METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
CASTING Fundamentals. Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014
 CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
Advantages of the Casting Process
 Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
Metal Casting Processes CHAPTER 11 PART I
 Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Special Casting. By S K Mondal
 Special Casting By S K Mondal Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and
Special Casting By S K Mondal Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and
Mid term Review Questions P a g e 1 CASTING
 Mid term Review Questions P a g e 1 Q1: Define the casting process? CASTING A1: Casting is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape
Mid term Review Questions P a g e 1 Q1: Define the casting process? CASTING A1: Casting is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape
Solidification Processes
 CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
All About Die Casting
 All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
Design Guide: CNC Machining VERSION 3.4
 Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
600 Cannonball Lane O Fallon, MO Bruce Willson.
 600 Cannonball Lane O Fallon, MO 63366 Bruce Willson http://www.ofalloncasting.com/ Definition of an Engineer o Someone who knows almost everything o About almost nothing 70 95% of total Product Cost is
600 Cannonball Lane O Fallon, MO 63366 Bruce Willson http://www.ofalloncasting.com/ Definition of an Engineer o Someone who knows almost everything o About almost nothing 70 95% of total Product Cost is
Harmony Castings, LLC TPi Arcade, INC
 Harmony Castings, LLC TPi Arcade, INC Using the V-PROCESS V for Production and Prototype Casting Requirements What is the V-PROCESS V and how it works V-PROCESS produces castings with a smooth surface,
Harmony Castings, LLC TPi Arcade, INC Using the V-PROCESS V for Production and Prototype Casting Requirements What is the V-PROCESS V and how it works V-PROCESS produces castings with a smooth surface,
Casting Process Part 1
 Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
Permanent Mold Casting Processes. Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng.
 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
CHAPTER 4: METAL CASTING PROCESS
 CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
Special Casting Process. 1. Permanent mould casting
 Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
3D Printing Technologies for Prototyping and Production
 3D Printing Technologies for Prototyping and Production HOW TO LEVERAGE ADDITIVE MANUFACTURING TO BUILD BETTER PRODUCTS ADDITIVE MANUFACTURING CNC MACHINING INJECTION MOLDING Architects don t build without
3D Printing Technologies for Prototyping and Production HOW TO LEVERAGE ADDITIVE MANUFACTURING TO BUILD BETTER PRODUCTS ADDITIVE MANUFACTURING CNC MACHINING INJECTION MOLDING Architects don t build without
Types of moulding sand
 casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold)
") BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
What makes Investment Casting one of the BEST way to cast metal?
 What makes Investment Casting one of the BEST way to cast metal? In it s simplest form, investment casting can be thought of as the melting and flowing of any of todays common engineering metals and alloys
What makes Investment Casting one of the BEST way to cast metal? In it s simplest form, investment casting can be thought of as the melting and flowing of any of todays common engineering metals and alloys
DIRECT METAL LASER SINTERING DESIGN GUIDE
 DIRECT METAL LASER SINTERING DESIGN GUIDE www.nextlinemfg.com TABLE OF CONTENTS Introduction... 2 What is DMLS?... 2 What is Additive Manufacturing?... 2 Typical Component of a DMLS Machine... 2 Typical
DIRECT METAL LASER SINTERING DESIGN GUIDE www.nextlinemfg.com TABLE OF CONTENTS Introduction... 2 What is DMLS?... 2 What is Additive Manufacturing?... 2 Typical Component of a DMLS Machine... 2 Typical
AATC PRESENTATION INVESTMENT CASTING PROCESS (2 OF 3 PRESENTATIONS REVISION 2014_0429) AATC, Inc W. Catalina Dr. Phoenix, AZ USA
 AATC, Inc W. Catalina Dr. Phoenix, AZ USA") AATC PRESENTATION INVESTMENT CASTING PROCESS (2 OF 3 PRESENTATIONS REVISION 2014_0429) 1 Wax Injection & Pattern Assembly Wax Injection: A wax pattern is made by injecting liquid wax into an aluminum mold.
AATC PRESENTATION INVESTMENT CASTING PROCESS (2 OF 3 PRESENTATIONS REVISION 2014_0429) 1 Wax Injection & Pattern Assembly Wax Injection: A wax pattern is made by injecting liquid wax into an aluminum mold.
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 10: Casting Technology DR. SOTIRIS L. OMIROU CASTING - Basics - A material in a liquid or semisolid form is poured or forced to flow into a die cavity and allowed
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 10: Casting Technology DR. SOTIRIS L. OMIROU CASTING - Basics - A material in a liquid or semisolid form is poured or forced to flow into a die cavity and allowed
CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE
 33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
Castings. 65tons, 7m high, 43cm dia, 1600years old
 Castings 65tons, 7m high, 43cm dia, 1600years old At 500/550 pound in weight. The biggest Gravity Die Casting in The World at the Time http://www.rainwater.demon.co.uk/bertha.htm CASTING AND RELATED PROCESSES
Castings 65tons, 7m high, 43cm dia, 1600years old At 500/550 pound in weight. The biggest Gravity Die Casting in The World at the Time http://www.rainwater.demon.co.uk/bertha.htm CASTING AND RELATED PROCESSES
Materials & Processes in Manufacturing
 Materials & Processes in Manufacturing ME 151 Chapter 15 Multiple Use Mold Casting Processes 1 Introduction Expendable Molds - melting point materials and castings General shortcomings of the expendable-mold
Materials & Processes in Manufacturing ME 151 Chapter 15 Multiple Use Mold Casting Processes 1 Introduction Expendable Molds - melting point materials and castings General shortcomings of the expendable-mold
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
Investment Casting Design Parameters Guide for Buyer
 Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Casting. Pattern Making and Molding
 Casting Pattern Making and Molding Introduction Virtually nothing moves, turns, rolls, or flies without the benefit of cast metal products. The metal casting industry plays a key role in all the major
Casting Pattern Making and Molding Introduction Virtually nothing moves, turns, rolls, or flies without the benefit of cast metal products. The metal casting industry plays a key role in all the major
FDM Matchplate Patterns for Green Sand Casting
 FDM Matchplate Patterns for Green Sand Casting Sand casting is a cost effective and efficient process for small-lot production, and yet, when using automated equipment, it is an effective manufacturing
FDM Matchplate Patterns for Green Sand Casting Sand casting is a cost effective and efficient process for small-lot production, and yet, when using automated equipment, it is an effective manufacturing
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 7 Metal Casting Good morning. We have been
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 7 Metal Casting Good morning. We have been
Metal Mould System 1. Introduction
 Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Engineering & Design: Coordinate Dimensioning
 s e c t i o n Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies
s e c t i o n Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies
Molded Parts and Mold Design
 Molded Parts and Mold Design July 29, 2009 Introduction Importance of Proper Mold Design Design Considerations Overview of Design Process SolidWorks & Mold Design Overview of Mold Design Most common method
Molded Parts and Mold Design July 29, 2009 Introduction Importance of Proper Mold Design Design Considerations Overview of Design Process SolidWorks & Mold Design Overview of Mold Design Most common method
Design Guidelines for Injection Molding
 Design Guidelines for Injection Molding TABLE OF CONTENTS INTRODUCTION TO INJECTION MOLDING A. Where is it used? B. Importance of prototyping C. Types of prototypes INJECTION MOLDING BASICS A. The machine
Design Guidelines for Injection Molding TABLE OF CONTENTS INTRODUCTION TO INJECTION MOLDING A. Where is it used? B. Importance of prototyping C. Types of prototypes INJECTION MOLDING BASICS A. The machine
Principles of Major Manufacturing Processes. Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes
 Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
ET2C International. Low Cost Country Outsourcing/ Sub Contract Manufacture
 ET2C International Low Cost Country Outsourcing/ Sub Contract Manufacture Who Are We For the past 18 years ET2C International have been supporting businesses globally benefit from the advantages of sourcing
ET2C International Low Cost Country Outsourcing/ Sub Contract Manufacture Who Are We For the past 18 years ET2C International have been supporting businesses globally benefit from the advantages of sourcing
Wire Electric Discharge (ED) Machining
 Machining") Wire Electric Discharge (ED) Machining Tampere University of Technology Tuula Höök Wire electric discharge (ED) machining is based on the same principle as die-sink ED machining. The basic elements in
Wire Electric Discharge (ED) Machining Tampere University of Technology Tuula Höök Wire electric discharge (ED) machining is based on the same principle as die-sink ED machining. The basic elements in
rapid casting development with simulation and QMC
 1 Rapid casting development by means of Qualified Master Casting (QMC) and numerical simulation modeling Dr. Joachim Gundlach Grunewald 2008 2 1. Grunewald 2. Rapid Prototyping techniques 3. casting development
1 Rapid casting development by means of Qualified Master Casting (QMC) and numerical simulation modeling Dr. Joachim Gundlach Grunewald 2008 2 1. Grunewald 2. Rapid Prototyping techniques 3. casting development
SHAPED BY INNOVATION.
 SHAPED BY INNOVATION www.fishercast.com Engineering the best value At FisherCast Global, we are committed to engineering cost-effective, innovative manufacturing solutions for your small component production
SHAPED BY INNOVATION www.fishercast.com Engineering the best value At FisherCast Global, we are committed to engineering cost-effective, innovative manufacturing solutions for your small component production
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 5 Metal Casting Good morning. In the earlier episodes,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 5 Metal Casting Good morning. In the earlier episodes,
MN Modelling Objects and Creating Manufacturing Strategy
 Abstract This document and the accompanying files describe the process of modelling a bell housing jig using the 3D software Catia V5. The manufacturing process by which the bell housing would be created
Abstract This document and the accompanying files describe the process of modelling a bell housing jig using the 3D software Catia V5. The manufacturing process by which the bell housing would be created
Exploration of a Student Project in a Materials Processing Course
 Paper ID #8093 Exploration of a Student Project in a Materials Processing Course Prof. Somnath Chattopadhyay, Georgia Southern University c American Society for Engineering Education, 2013 EXPLORATION
Paper ID #8093 Exploration of a Student Project in a Materials Processing Course Prof. Somnath Chattopadhyay, Georgia Southern University c American Society for Engineering Education, 2013 EXPLORATION
Copyright 1999 Society of Manufacturing Engineers FUNDAMENTAL MANUFACTURING PROCESSES Casting
 Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Casting SCENE 1. CG: FBI warning white text centered on black to blue gradient SCENE 2. CG: disclaimer white
Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Casting SCENE 1. CG: FBI warning white text centered on black to blue gradient SCENE 2. CG: disclaimer white
Use of Casting Simulation and Rapid Prototyping in an Undergraduate Course in Manufacturing Processes
 Paper ID #15374 Use of Casting Simulation and Rapid Prototyping in an Undergraduate Course in Manufacturing Processes Dr. Mathew Schaefer, Milwaukee School of Engineering MATHEW SCHAEFER is Associate Professor
Paper ID #15374 Use of Casting Simulation and Rapid Prototyping in an Undergraduate Course in Manufacturing Processes Dr. Mathew Schaefer, Milwaukee School of Engineering MATHEW SCHAEFER is Associate Professor
COURSE: METAL CASTING. Module No. 6: PATTERNS
 COURSE: METAL CASTING Module No. 6: PATTERNS Lecture No-1 Patterns: Materials and Functions Pattern (Click on Fig. 6.1.1 to view a typical pattern) The pattern is not the exact replica of the object to
COURSE: METAL CASTING Module No. 6: PATTERNS Lecture No-1 Patterns: Materials and Functions Pattern (Click on Fig. 6.1.1 to view a typical pattern) The pattern is not the exact replica of the object to
Defects but No Failures. By R. G. Sparber. Copyleft protects this article. 12/15/2007
 Defects but No Failures By R. G. Sparber Copyleft protects this article. 12/15/2007 A defect is when something does not turn out the way you wanted. A failure is when you don't learn from the experience.
Defects but No Failures By R. G. Sparber Copyleft protects this article. 12/15/2007 A defect is when something does not turn out the way you wanted. A failure is when you don't learn from the experience.
(Refer Slide Time: 00:35)
") Fundamentals of Materials Processing (Part 1) Professor Shashank Shekhar Department of Materials Science and Engineering Indian Institute of Technology, Kanpur Lecture Number 02 Solidification (Casting)
Fundamentals of Materials Processing (Part 1) Professor Shashank Shekhar Department of Materials Science and Engineering Indian Institute of Technology, Kanpur Lecture Number 02 Solidification (Casting)
The properties that are generally required in molding materials are:
 Molding Sand Molding sands may be of two types namely natural or synthetic. Natural molding sands contain sufficient binder. Whereas synthetic molding sands are prepared artificially using basic sand molding
Molding Sand Molding sands may be of two types namely natural or synthetic. Natural molding sands contain sufficient binder. Whereas synthetic molding sands are prepared artificially using basic sand molding
ADVANECES IN CASTING. Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal
 Manufacturing engg. NIT Warangal") ADVANECES IN CASTING Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal http://ajourneywithtime.weebly.com CONTENTS Introduction Conventional casting process Advances & recent development
ADVANECES IN CASTING Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal http://ajourneywithtime.weebly.com CONTENTS Introduction Conventional casting process Advances & recent development
Steel Plate in Oil Rig Blowout Preventer Valves
 Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Design Guidelines for FDM technology
 Design Guidelines for FDM technology This guideline is supposed to be used by people who already have knowledge in 3D design, CAD/CAM, etc. and it s goal is to show the key points when designing a model
Design Guidelines for FDM technology This guideline is supposed to be used by people who already have knowledge in 3D design, CAD/CAM, etc. and it s goal is to show the key points when designing a model
1. There is a variety of casting processes. Many casting process characteristics are similar
 CHAPTER 14 Expendable-Mold Casting Processes Review Questions 1. There is a variety of casting processes. Many casting process characteristics are similar but each has distinct characteristics that determine
CHAPTER 14 Expendable-Mold Casting Processes Review Questions 1. There is a variety of casting processes. Many casting process characteristics are similar but each has distinct characteristics that determine
CASTING. Dept. of Mech & Mfg. Engg. 1
 CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
Stock Materials Interior Fillets... 10
 Rapid Machining Overview... 3 Capabilities... 4 Certifications & Registrations... 4 Stock Materials... 5 Design Guidelines Tolerances... 6 Wall Thickness... 7 Outside Corners... 8 Hole Depth... 9 Interior
Rapid Machining Overview... 3 Capabilities... 4 Certifications & Registrations... 4 Stock Materials... 5 Design Guidelines Tolerances... 6 Wall Thickness... 7 Outside Corners... 8 Hole Depth... 9 Interior
DM&E CORPORATION EQUIPMENT AND FACILITIES LISTING
 DM&E CORPORATION EQUIPMENT AND FACILITIES LISTING DM&E Corporation PO Box 580 Shelby, NC 28151-0580 (704) 482-8876 Fax: (704) 484-8326 Email: sales@dmecutter.com Website: www.dmecutter.com Updated January
DM&E CORPORATION EQUIPMENT AND FACILITIES LISTING DM&E Corporation PO Box 580 Shelby, NC 28151-0580 (704) 482-8876 Fax: (704) 484-8326 Email: sales@dmecutter.com Website: www.dmecutter.com Updated January
A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING
 A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING THESIS SUBMITTED IN THE FULFILLMENT FOR THE DEGREE OF Bachelor of Technolgy In Mechanical Engineering By LOKANATH BEHERA 109ME0360 Department
A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING THESIS SUBMITTED IN THE FULFILLMENT FOR THE DEGREE OF Bachelor of Technolgy In Mechanical Engineering By LOKANATH BEHERA 109ME0360 Department
INTRODUCTION. HareeshaN G Lecturer Department of aeronautical engg. Classification of manufacturing process
 INTRODUCTION HareeshaN G Lecturer Department of aeronautical engg Classification of manufacturing process 2 Blore 1 Classification of manufacturing process 3 Types of production systems Mass production
INTRODUCTION HareeshaN G Lecturer Department of aeronautical engg Classification of manufacturing process 2 Blore 1 Classification of manufacturing process 3 Types of production systems Mass production
TECHNICAL APPLICATION GUIDE FDM FOR SAND CASTING
 Sand casting is a cost-effective, efficient process for small-lot production or high-volume manufacturing when used in conjunction with automated equipment. The sand casting process is relatively simple,
Sand casting is a cost-effective, efficient process for small-lot production or high-volume manufacturing when used in conjunction with automated equipment. The sand casting process is relatively simple,
Multiplying Options. Keith Schneider is a big advocate for additive
 By Christina Fuges Multiplying Options Additive manufacturing s greatest impact for this company is the versatility that has allowed it to offer different solutions than other manufacturers. Keith Schneider
By Christina Fuges Multiplying Options Additive manufacturing s greatest impact for this company is the versatility that has allowed it to offer different solutions than other manufacturers. Keith Schneider
University of Arizona College of Optical Sciences
 University of Arizona College of Optical Sciences Name: Nachiket Kulkarni Course: OPTI521 Topic Plastic Injection Molding Submitted to Prof. J. Burge Date 1. Introduction In daily life, we come across
University of Arizona College of Optical Sciences Name: Nachiket Kulkarni Course: OPTI521 Topic Plastic Injection Molding Submitted to Prof. J. Burge Date 1. Introduction In daily life, we come across
Extrusion. Process. The photo below shows a typical thermoplastic extruder.
 Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
Engineering & Design: Coordinate Dimensioning
 SECTION Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies -4 5 Die
SECTION Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies -4 5 Die
EVERYTHING TO KNOW ABOUT OVERMOLDED CABLE ASSEMBLIES
 EVERYTHING TO KNOW ABOUT OVERMOLDED CABLE ASSEMBLIES By Brian Morissette, Cable Assembly Product Manager Epec Engineered Technologies Overmolding has dramatically changed the appearance and functionality
EVERYTHING TO KNOW ABOUT OVERMOLDED CABLE ASSEMBLIES By Brian Morissette, Cable Assembly Product Manager Epec Engineered Technologies Overmolding has dramatically changed the appearance and functionality
Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture - 5
Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture - 5
Casting Process Lec byprof. A.Chandrashekhar
 Casting Process Lec 18-20 byprof. A.Chandrashekhar Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is
Casting Process Lec 18-20 byprof. A.Chandrashekhar Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is
AATC PRESENTATION - COMPANY (1 OF 3 PRESENTATIONS REVISION 2014_0429) AATC, Inc W. Catalina Dr. Phoenix, AZ USA
 AATC, Inc W. Catalina Dr. Phoenix, AZ USA") AATC PRESENTATION - COMPANY (1 OF 3 PRESENTATIONS REVISION 2014_0429) 1 Investment Casting s About AATC Quality Commitment Management We want your business Investment castings reduce or eliminate alternate
AATC PRESENTATION - COMPANY (1 OF 3 PRESENTATIONS REVISION 2014_0429) 1 Investment Casting s About AATC Quality Commitment Management We want your business Investment castings reduce or eliminate alternate
Casting Processes. ver. 2
 Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
Manufacturing Process II. Casting-3
 Manufacturing Process II Casting-3 Casting Processes Metal casting processes divide into two categories, based on mold type: (1) expendable mold and (2) permanent mold. In expendable mold casting operations,
Manufacturing Process II Casting-3 Casting Processes Metal casting processes divide into two categories, based on mold type: (1) expendable mold and (2) permanent mold. In expendable mold casting operations,
Pattern Design. Broken Edges. Patterns are generally made from wood however they can be made from metal, plastic or any number of other materials.
 Sand is a process that has been around for over 5000 years. The process itself is fairly simple. A pattern is pressed into a sand mould to leave an impression. The pattern is then removed and the impression
Sand is a process that has been around for over 5000 years. The process itself is fairly simple. A pattern is pressed into a sand mould to leave an impression. The pattern is then removed and the impression
Mold Making THE MOLDING PROCESS
 1 Mold Making THE MOLDING PROCESS As you know, the lost-wax casting process uses wax models for casting. The mold you make will be used to make a large quantity of these models. A properly made mold will
1 Mold Making THE MOLDING PROCESS As you know, the lost-wax casting process uses wax models for casting. The mold you make will be used to make a large quantity of these models. A properly made mold will
Prototypes on demand? Peter Arras De Nayer instituut [Hogeschool voor Wetenschap en Kunst]
![Prototypes on demand? Peter Arras De Nayer instituut [Hogeschool voor Wetenschap en Kunst]](/thumbs/78/77202330.jpg "Prototypes on demand? Peter Arras De Nayer instituut [Hogeschool voor Wetenschap en Kunst]") Prototypes on demand? Peter Arras De Nayer instituut [Hogeschool voor Wetenschap en Kunst] Pressure on time to market urges for new ways of faster prototyping. Key words: Rapid prototyping, rapid tooling,
Prototypes on demand? Peter Arras De Nayer instituut [Hogeschool voor Wetenschap en Kunst] Pressure on time to market urges for new ways of faster prototyping. Key words: Rapid prototyping, rapid tooling,
Pacco Industrial Corporation
 Pacco Industrial Corporation Engineering Division Profile Core Competencies Product Design And Development. Concept sketching. Manufacturing detailing. Development & Prototyping. Reverse Engineering. Value
Pacco Industrial Corporation Engineering Division Profile Core Competencies Product Design And Development. Concept sketching. Manufacturing detailing. Development & Prototyping. Reverse Engineering. Value
B.1 Die Solder Reduction
 B.1 Die Solder Reduction Patrick Hogan (MS Candidate Industrial Intern) Advisors: Diran Apelian, Joe Bigelow Sponsored by Contech LLC Introduction Die soldering is a die casting processing problem, which
B.1 Die Solder Reduction Patrick Hogan (MS Candidate Industrial Intern) Advisors: Diran Apelian, Joe Bigelow Sponsored by Contech LLC Introduction Die soldering is a die casting processing problem, which
Precision Castings Division. Cost Drivers and Design Considerations for Investment Casting
 Precision Castings Division Cost Drivers and Design Considerations for Investment Casting Contents INVESTMENT CASTINGS... 3 WHY INVESTMENT CASTINGS?... 3 SPOKANE INDUSTRIES INVESTMENT CASTING PRODUCTION
Precision Castings Division Cost Drivers and Design Considerations for Investment Casting Contents INVESTMENT CASTINGS... 3 WHY INVESTMENT CASTINGS?... 3 SPOKANE INDUSTRIES INVESTMENT CASTING PRODUCTION
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Injection moulding. Introduction. Typical characteristics of injection moulded parts
 Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
Injection Molding Design Guide. Design considerations for rapid manufacturing of plastic parts using injection molding
 Injection Molding Design Guide Design considerations for rapid manufacturing of plastic parts using injection molding Table of contents 1 Injection mold tooling process comparison 3 2 Size considerations
Injection Molding Design Guide Design considerations for rapid manufacturing of plastic parts using injection molding Table of contents 1 Injection mold tooling process comparison 3 2 Size considerations
3D Printing. Design Guidelines for 3D Printing Parts and Tooling
 Design Guidelines for Parts and Tooling Agenda Things to Consider Defining 3D Printed Parts Examples Resources Success with Design for The Key: Understand what is different Just like any manufacturing
Design Guidelines for Parts and Tooling Agenda Things to Consider Defining 3D Printed Parts Examples Resources Success with Design for The Key: Understand what is different Just like any manufacturing
Investment Casting with PolyCast
 Application Note Investment Casting with PolyCast 1. Overview PolyCast is an entirely new 3D printing filament designed specifically for investment casting applications. This document provides the basic
Application Note Investment Casting with PolyCast 1. Overview PolyCast is an entirely new 3D printing filament designed specifically for investment casting applications. This document provides the basic
TIPS FOR CHOOSING A PROTOTYPING MACHINE SHOP
 CHOOSING the right prototyping machine shop for your next project is quite possibly the most important decision you will make in the entire process. This is particularly true for entrepreneurs with little
CHOOSING the right prototyping machine shop for your next project is quite possibly the most important decision you will make in the entire process. This is particularly true for entrepreneurs with little
Expendable-Mold Casting Process
 Expendable-Mold Casting Process Chapter 12 12.1 Introduction Factors to consider for castings Desired dimensional accuracy Surface quality Number of castings Type of pattern and core box needed Cost of
Expendable-Mold Casting Process Chapter 12 12.1 Introduction Factors to consider for castings Desired dimensional accuracy Surface quality Number of castings Type of pattern and core box needed Cost of
GENERAL INSTALLATION GUIDE: WARRANTY: PRODUCT INFORMATION T F
 GENERAL INSTALLATION GUIDE: Unless otherwise indicated, all Seven Oaks M.U. Architectural Products materials are to be used for decorative purposes only. All products must be installed using ample amount
GENERAL INSTALLATION GUIDE: Unless otherwise indicated, all Seven Oaks M.U. Architectural Products materials are to be used for decorative purposes only. All products must be installed using ample amount
Foundry Procedures. Page 1 of 7 R. G. Sparber Copyleft protects this document. Furnace Set Up
 Foundry Procedures Furnace Set Up 1. Check weather report and only proceed if there is no chance of rain 2. lay out tarp on patio 3. place 3 fire bricks to support furnace 4. put down bottom of furnace
Foundry Procedures Furnace Set Up 1. Check weather report and only proceed if there is no chance of rain 2. lay out tarp on patio 3. place 3 fire bricks to support furnace 4. put down bottom of furnace
Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: properties and processing Lecture - 7 Rotational
Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: properties and processing Lecture - 7 Rotational
Requirement for Holes - Holes for Hanging
 Requirement for Holes - Holes for Hanging In order for items to progress through the series of pretreatment and galvanizing baths at our facility, they must be suspended in a suitable manner to ensure
Requirement for Holes - Holes for Hanging In order for items to progress through the series of pretreatment and galvanizing baths at our facility, they must be suspended in a suitable manner to ensure
MOLDING LARGE SCALE MODEL TIRES
 JRH SCALE CARS www.jrhscalecars.com MOLDING LARGE SCALE MODEL TIRES Introduction One of the challenges in scratch-building scale models is making appropriate tires. Properly sized, properly scaled, historically
JRH SCALE CARS www.jrhscalecars.com MOLDING LARGE SCALE MODEL TIRES Introduction One of the challenges in scratch-building scale models is making appropriate tires. Properly sized, properly scaled, historically
Creating Quality Casting
 MME 6203 Lecture 01 Creating Quality Casting AKMB Rashid Professor, Department of MME BUET, Dhaka Topics to discuss today. 1. Defects in casting 2. How to create quality casting 3. Introducing MME 6203
MME 6203 Lecture 01 Creating Quality Casting AKMB Rashid Professor, Department of MME BUET, Dhaka Topics to discuss today. 1. Defects in casting 2. How to create quality casting 3. Introducing MME 6203
Additive Manufacturing. amc.ati.org
 Additive Manufacturing amc.ati.org Traditional Tooling 356-T6 lever casting for DSCR Wood pattern on matchboard Additive Manufacturing (AM) A new term but the technology is almost three decades old Formerly
Additive Manufacturing amc.ati.org Traditional Tooling 356-T6 lever casting for DSCR Wood pattern on matchboard Additive Manufacturing (AM) A new term but the technology is almost three decades old Formerly
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Troubleshooting Conventional Burnout Phosphate Bonded Investments
 Troubleshooting Conventional Burnout Phosphate Bonded Investments Phosphate investments are affected by many variables, but the following generalizations can be made: Thorough mixing insures complete reaction
Troubleshooting Conventional Burnout Phosphate Bonded Investments Phosphate investments are affected by many variables, but the following generalizations can be made: Thorough mixing insures complete reaction