Casting Process Lec byprof. A.Chandrashekhar
|
|
|
- Ethelbert Campbell
- 5 years ago
- Views:
Transcription

1 Casting Process Lec byprof. A.Chandrashekhar
2
3 Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is based on the property of liquids to take up the shape of the vessel containing it. Molten metal when poured in to a cavity of desired shape (called mould) flows in to every nook and corner of the cavity and fills all the shape. The section of the work shop where metal castings are produced is known as the foundry or foundry shop.

4 The range of products that can be manufactured by the casting process vary from a small nail to very big components and simple shapes to very intricate shapes, which cannot be manufactured by any other processes. For example, the largest cannon in the world, situated at Jaigarh fort, Jaipur, weighing 50 tons, was manufactured by the process of casting in the seventeenth century
5 The Sand Casting Process The most common method of making castings is using sand moulds. Sand moulds are made by ramming sand in metallic or wooden flasks. Such a casting process is commonly called sand casting process. The basic sequence of the operations required for making metal castings are: 1. Pattern making 2. Mould making Core making 3. Melting of metal and pouring 4. Cooling and solidification 5. Cleaning of castings and inspection.

6 The cavity in the mould is a replica of the casting required. This cavity of desired size and shape is made with the help of a pattern. A pattern is defined as a model of a casting. It is constructed in such a way that it can be used for forming an impression in sand or other material used for making the mould. The process of making patterns is an important step in the casting process. A pattern has to be made before making a mould. Various types of patterns are needed to make different shaped castings.
7 Many castings may require holes or other internal hollow spaces, which must not be filled by the metal. To get these hollow spaces, cores are used in moulds. A core is a predetermined shape of mass of dry sand or other mould material, which is made separately from mould, and placed in the mould before pouring the molten metal. The process of making the core is different from the process of making moulds. It is used to obtain a shape in a casting, which cannot be obtained by the mould.
8 A mould pattern and core box for simple casting
9 Pattern Making Patterns are the foundry man's mould forming tool. Pattern is used to form the mould cavity in which molten metal is poured. Pattern making involves study of materials used for making patterns, various types of patterns and pattern allowances.
10 Pattern materials A pattern for multiple uses must last long and, therefore, must be made from a suitable material. The materials commonly used for pattern making include wood, metals and alloys, plasters, plastic, rubber, and wax. The selection of the material for a pattern depends upon the type of moulding material used, number of castings to be produced, degree of dimensional accuracy required and so on.
11 The material selected for making a pattern should fulfill the following requirements: 1. It should be easily shaped, worked, machined and joined. 2. It should be resistant to wear and corrosion. 3. It should be resistant to chemical action. 4. It should be dimensionally stable and must remain unaffected by variations in temperature and humidity. 5. It should be easily available and economical.
12 characteristics of Commonly used pattern materials are Wood : 1. The most commonly used pattern material is dried or seasoned wood. 2. The main reason for using wood for making patterns is its easy availability, low weight, and low cost. It can be easily shaped, worked, joined, and is relatively cheap. 3. By a rough estimate, more than 90% of the castings are, produced using wooden pattern. 4. The main disadvantage of the wood is that it absorbs moisture, because of which distortions and dimensional changes occur) 5. It has relatively lower life and is economical for the small quantity production.
13 Metal: Metal patterns are extensively used for the large quantity production of casting and for closer dimensional tolerances on castings. Metal patterns have much longer life and are free from major disadvantages of wooden patterns. Though many materials such as cast iron and brass can be used as pattern materials, aluminium is most commonly used as it can be easily worked, it is light weight and corrosion resistant.
14 Plastic: Plastics are used as pattern materials because of their low weight, easier formability, smooth surfaces, and durability. They do not absorb moisture and are dimensionally stable. Plastic patterns can be cleaned easily and have good corrosion resistance.
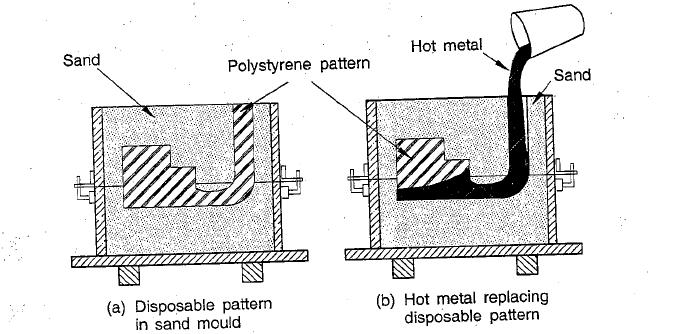
15 Polystyrene: Polystyrene (or expanded thermo Cole) is another pattern material, which has the special property that it changes to gaseous state on heating. Patterns made from polystyrene are disposable patterns that are suitable for single casting, like a prototype. Unlike other pattern materials, one pattern produces only one casting. It is very easy to make a pattern from polystyrene because it is soft. The pattern is not taken out of the mould to create the cavity. When the molten metal is poured in to the mould, the polystyrene transforms in to gaseous state, leaving negligible residue and the space occupied by the pattern is filled by the metal.
16 Types of patterns The pattern used in foundry work can be classified into following categories: Solid pattern: This type of pattern is made as a single piece pattern, which has no partings or loose piece. A solid pattern is shown in Fig. Such patterns are generally used for castings of simple shapes. This pattern and the cavity produced by it are completely in the lower flask.
17 Split pattern: Many patterns cannot be made in a single piece because of the difficulties encountered in removing them from the mould. To eliminate this difficulty, patterns are made in two parts, so that half of the pattern will be in the lower part of the mould and half in the upper part. The split in the pattern occurs at the parting line of the mould. the two parts are aligned by means of Dowel pins as shown in Fig. In case of complicated castings, a pattern may be made in three or more parts. Such patterns are known as multi-piece patterns.
18 Loose-piece pattern: It is a pattern with loose pieces, which are necessary to facilitate withdrawal of the pattern from the mould. A loose-piece pattern is shown in Fig. This type of patter used when the contour of the part is such that withdrawal of the pattern from the mould is not possible. This type of pattern is also used in situations where the casting is having projections, undercuts, or other configurations that would otherwise hinder the removal of the pattern.
19 Gated pattern: For producing small-sized castings, in one mould many cavities may be made. This is done by making a gated pattern in which number of small patterns, of the desired casting, are attached to a single runner by means of gates. Generally, gated patterns are made of metal to make them strong, A gated pattern for eight small castings is shown in Fig.
20 Match plate pattern: When the split patterns are attached on either side of the match plate, it is called as match plate pattern. A match plate is a plate on which two halves of a split pattern is mounted, on either side, such that one side is used to prepare one flask and the other side is used to prepare other flask. This facilitates perfect alignment and easy removal of pattern. Match plate patterns speed up production and help in maintaining uniformity in the size and shape of the castings.
21 Removable & Disposable Pattern Patterns used in foundry can be classified as: Removable Pattern: It is used for producing multiple identical moulds. The sand is packed around the pattern and the pattern is withdrawn from the sand leaving the desired cavity. The cavity produced is filled with molten metal to create the casting.
22 Disposal Pattern: In this case the patterns are made from polystyrene or other materials and sand is rammed around them. The pattern is left in the mould instead of being removed from the sand. The pattern material vaporizes when the molten metal is poured in to the mould and the cavity thus created is filled with molten metal. The method is also known as full mould process or cavityless.
23
24 Pattern Allowances Pattern allowances are one of the most important issues of the pattern design. It affects the dimensional characteristics and shape of the casting. Shrinkage Allowance: ( contraction allowance) All metals used for casting shrink after solidification in the mould and there fore, the pattern must be made larger than the required casting. The pattern size is increased by an amount equal to the shrinkage of the specific metal from its melting point to room temperature.
25 The shrinkage allowance differs from metal to metal. The amount of allowance provided depends upon the type of material, its composition, and pouring temperature. Shrinkage allowance is 1 to 2 % for gray cast iron and non ferrous castings and 2 to 3 % for steel castings.
26 Machining allowance Machining allowance or finishing allowance is the extra material added to the certain parts of the casting to enable their machining or finishing to the required size, accuracy and surface finish. The amount of allowance provided depends upon the casting method used, size and shape of the casting, type of material, machining process to be used, degree of accuracy and surface finish required.
27 Draft or taper allowance The draft allowance or taper allowance is the taper provided on the vertical faces of the removable patterns so that the pattern can be withdrawn from the rammed sand without causing damage to the vertical sides and without the need for excessive rapping. Draft provides a light clearance for the vertical sides of the pattern as it is lifted up. Typical draft allowance on patterns ranges from 1 to 3 for wooden patterns.
28 Distortion allowance This is provided on patterns whose castings tend to distort on cooling. This happens due to unequal rate of cooling in different parts of the castings. Generally, distortion allowance is required for flat, long, and U and V shaped castings. The pattern itself is distorted suitably to yield a proper shaped casting.
29 Rapping or shake allowance During moulding, to withdraw the pattern from the rammed sand, it is rapped to loosen it from the sand, so that it can be easily withdrawn from the mould cavity without damaging the mould walls. When a pattern is rapped for easy withdrawals, the mould cavity is enlarged. To account for this increase in size of cavity, the pattern size is reduced, i.e. the pattern is made smaller by an amount equal to the mould enlargement that may take place during rapping. This allowance is important in large-sized or precision castings. The amount of rapping allowance depends upon factors such as extent of rapping, degree of compaction of sand, and size of mould, most of these are difficult to evaluate.
30 Moulding Sand Sand is the principle material used in the foundry for making moulds. Moulding sand possesses the necessary properties-high fusion temperature and good thermal stability-for making moulds. The principle ingredients of moulding sand are: silica sand grains, clay, moisture, and special additives like coal dust-to improve surface finish, fuel oil-to improve mouldability, and pearlite-to improve thermal stability.
31 Types of moulding sand Moulding sand is available in. nature and it can also be manufactured artificially. Moulding sand found in nature is called natural moulding sand and the moulding sand prepared artificially, is known as artificial or synthetic moulding sand. Natural moulding sand is taken from riverbeds or are dug from pits. It is also obtained by crushing and milling soft yellow sandstone and rocks. Synthetic sands or artificial sand can be prepared in the foundry shop by crushing sandstone and then washing and grading these to yield a sand grade of required shape and grain distribution. The desired strength and bonding properties of this sand are developed by additive materials. This allows greater flexibility in the properties such as permeability, dry strength, and so on, which can be easily varied as desired. Synthetic sand is more expensive than natural sand. Moulding sand can be classified, according to its use, and composition, into the following categories: 1. Green sand 4. Parting Sand 2. Dry sand. 5. Core Sand 3. Loam sand.
32 Green sand. It consists of silica sand with 18-30% clay and 4-8% water. Clay and water furnish the bond for green sand. Green sand retains the shape given to it. The name `green sand' implies damp or undried sand, as the mould made from this sand is used immediately to pour the molten metal. It is not a green coloured sand. The moulds using this sand are called as green sand moulds. Green sand is collected from natural resources. It has the advantage of maintaining moisture content for a long time.
33 Dry sand Green sand that has been dried or baked after the mould preparation is called dry sand. Dry sand yields porosity absent castings, as there is no moisture. These are suitable for large-sized castings, say, heavier than 500 kg.
34 Loam sand. When clay and silica are mixed in equal proportions with little or no special additives, it is called loam sand. It is used for loam moulding.
35 Parting Sand Parting sand is used to keep away the green sand from sticking to the pattern and to allow the sand on the parting surface of the flask to separate without clinging. This permits easy withdrawal of the patter after ramming. Parting sand is free from clay and is dry.
36 Core Sand Sand used for making core is called core sand. Core sand should be stronger than the moulding sand. To make core sand, core oil, which is composed of linseed oil, resin, and other binding materials, is mixed with silica sand.
37 Properties of moulding sand Moulding sand or foundry sand should possess certain properties to produce good moulds and castings. These properties are: Cohesiveness or strength: The ability of sand particles to stick together determines the cohesiveness or strength of sand. Moisture and clay content determine the strength of moulding sand.
38 Chemical Resistivity: the sand used for moulding should be inert and should not react chemically with the metal/alloy being poured into it. Permeability: The property of a sand to allow easy flow of gases and vapours through it, is called permeability. Flowability: the capacity of the moulding sand to flow to different corners and intricate details on pattern without much special effort is an important requirement of moulding sand. This property of sand is known as flowability. Adhesiveness: The sand particles adhere to the mould box surface by the property called adhesiveness. This property helps the sand to retain the mould cavity and stay in the box.
39 Refractoriness: Sand must not fuse when it comes in contact with molten metal. As sand should withstand the liquid metal temperature while it is poured, the moulding sand should have sufficient refractoriness. Collapsibility: After solidification of the molten metal, the casting is required to be removed from the mould. If the moulding sand is easily collapsible, free contraction of the metal as well as easy removal of the casting is possible.
40
41 Moulding Moulding is the process of making a mould with the desired cavity in a suitable material, like sand, to pour the molten metal. Types of moulds: The principal raw material used in moulding is the moulding sand. Depending upon the raw material used for preparing the mould, moulds may be classified as Green sand mould, dry sand mould, loam mould and metal mould.
42 Green sand mould: moulds are made using green sand Green sand permit easy patching and finishing of moulds Used for small and medium sized castings Dry sand moulds: These moulds are prepared using green sand Green sand is dried or baked to remove all the moisture it contains. Used for large castings Only metallic flask are used since it requires baking even before being used.
43 Loam Mould: The mould is first built up with bricks or large iron parts. These moulds are plastered with loam sand. Loam sand moulds is dried very slowly and completely before it is ready for casting. It takes very long time to prepare loam moulds. Used for large castings.
44 Metal mould: these metals are made of metal and used for die casting, permanent mould casting, and centrifugal casting processes.
45 TOOLS USED IN MOULDING
46 Shovel: it is used for mixing moulding sand and for filling moulding sand into the flask. Riddle: it is used for removing foreign sand and from the moulding sand. Rammers: this is used for packing or ramming the sand into the mould. Trowel:A trowel is used for smoothening the surfaces of the mould. Sprue pin: It is a conical wooden pin, which is used while making the mould, while making an opening to pour the molten material into the cavity. Vent rod: this is used for making small holes to permit gases to escape while molten material is being poured.
47 Draw Spike: this is used for drawing patterns from the sand. Moulding Boxes: (moulding Flasks) moulding boxes are rigid frames made of iron or wood to hold the sand. The purpose of a flask is to impart necessary rigidity and strength to the rammed sand. The top flask is called cope and the bottom flask is called Drag. If the boxes are made of three sections then the middle one is called as cheek.
48 Procedure for making a mould
49
50
51
52 Moulding Processes The common moulding processes are: 1. Bench moulding 2. Floor moulding 3. Pit moulding
53 Bench moulding Moulds are prepared on suitable benches Used for small moulds, which are light and can be easily handled Used for making green sand, dry sand or skin dried moulds Slow and laborious method.
54 Floor moulding Used when moulds are larger and cannot be accommodated on benches. Medium and larger moulds are prepared Green or dry sands are used This is also a slow method
55 Pit moulding Used for big castings, which cannot be made by flasks Mould cavity is prepared in a pit dug in the earth floor of the foundry Used for making sand moulds.
56 Types of moulding operations There are two types of moulding operations: 1. Hand moulding 2. Machine moulding Hand moulding: All the moulding operations are performed manually. It is slow, laborious and time consuming. It is difficult to obtain uniform hardness in moulds by hand ramming. Initial cost is low and simple tools are used.
57 Machine moulding For faster and uniform quality moulds Uses various moulding machines for preparing moulds. The majority of operations like ramming the sand, pattern withdrawal, and the finishing operations are done by machines. The operation is very fast, homogeneous and suitable for any size of casting. Initial cost is high and difficult shapes cannot be obtained.
58 CORES To get holes or other internal cavities in castings, cores are used. A core may be defined as a sand shape or form, that makes the contour of a casting for which no provision has been made in the pattern. Cores are placed in the moulds in specially created cavities called core prints. Cores may be made form sand, metal, plaster or ceramics. Core is like an obstruction placed and positioned in the mould.
59 Properties of Core A good core must possess the following properties: 1. It must be strong to retain the shape while handling. 2. It must resist erosion by molten metal 3. It must be permeable to gases 4. It must have high refractoriness. 5. It must have good surface finish to replicate it on to the casting.
60 Core Making Cores are made of clay-free silica sand, which is thoroughly mixed with suitable binders, water and other ingredients to produce a core mix. This core mix is packed in to a core box that contains a cavity of desired shape. Core making consists of the following operations: 1. Core sand preparation 2. Core making 3. Core baking.
61 Gating System Gating system refers to all the passageways through which the molten metal passes to enter the mould cavity. Different components of gating system are: Pouring Cup Sprue Sprue base Runner Gate Riser
62
63
64
65 Directional solidification The contraction of the metal or volumetric shrinkage takes place in three stages: Liquid contraction: it occurs when the molten metal cools from the temperature at which it is poured to the temperature at which solidification commences. Solidification contraction: it takes place during the time the metal changes from the liquid state to the solid, i.e., when the metal loses its latent heat. Solid contraction: it takes place when the solidified metal cools from solidification temperature to room temperature.
66
67 Solidification Time t c Volume Surfacearea 2 Where C is a constant that depends up on the mould material, metal properties and temperature.

68 Casting Yield Casting Yield: It is defined as the ratio of the casting mass to actual mass of the metal that has entered the mould cavity
69 Defects in casting Blow holes smooth walled, round voids or cavities Shrinkage defects Hot tears internal or external cracks Misruns, cold shuts and pour short Inclusions separate undesirable foreign material

70 Advantages of Casting process
71 Disadvantages
72
CASTING. Dept. of Mech & Mfg. Engg. 1
 CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting)
") BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
(( Manufacturing )) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.
) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.") (( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
(( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
Manufacturing: Chapter 3 Casting
 CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
Metal Casting Processes CHAPTER 11 PART I
 Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Mid term Review Questions P a g e 1 CASTING
 Mid term Review Questions P a g e 1 Q1: Define the casting process? CASTING A1: Casting is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape
Mid term Review Questions P a g e 1 Q1: Define the casting process? CASTING A1: Casting is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape
CASTING Fundamentals. Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014
 CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
Chapter 1 Sand Casting Processes
 Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
A critical review on sand casting technology
 A critical review on sand casting technology DR. T.R. VIJAYARAM Prof., SMBS VIT University S and casting technology also known as sand molded casting process. It is a metal casting process characterized
A critical review on sand casting technology DR. T.R. VIJAYARAM Prof., SMBS VIT University S and casting technology also known as sand molded casting process. It is a metal casting process characterized
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 7 Metal Casting Good morning. We have been
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 7 Metal Casting Good morning. We have been
Solidification Processes
 CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
The properties that are generally required in molding materials are:
 Molding Sand Molding sands may be of two types namely natural or synthetic. Natural molding sands contain sufficient binder. Whereas synthetic molding sands are prepared artificially using basic sand molding
Molding Sand Molding sands may be of two types namely natural or synthetic. Natural molding sands contain sufficient binder. Whereas synthetic molding sands are prepared artificially using basic sand molding
CHAPTER 4: METAL CASTING PROCESS
 CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
METAL CASTING PROCESSES
 METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
Two Categories of Metal Casting Processes
 Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
COURSE: METAL CASTING. Module No. 6: PATTERNS
 COURSE: METAL CASTING Module No. 6: PATTERNS Lecture No-1 Patterns: Materials and Functions Pattern (Click on Fig. 6.1.1 to view a typical pattern) The pattern is not the exact replica of the object to
COURSE: METAL CASTING Module No. 6: PATTERNS Lecture No-1 Patterns: Materials and Functions Pattern (Click on Fig. 6.1.1 to view a typical pattern) The pattern is not the exact replica of the object to
Casting Process Part 1
 Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
INTRODUCTION. HareeshaN G Lecturer Department of aeronautical engg. Classification of manufacturing process
 INTRODUCTION HareeshaN G Lecturer Department of aeronautical engg Classification of manufacturing process 2 Blore 1 Classification of manufacturing process 3 Types of production systems Mass production
INTRODUCTION HareeshaN G Lecturer Department of aeronautical engg Classification of manufacturing process 2 Blore 1 Classification of manufacturing process 3 Types of production systems Mass production
Casting. Pattern Making and Molding
 Casting Pattern Making and Molding Introduction Virtually nothing moves, turns, rolls, or flies without the benefit of cast metal products. The metal casting industry plays a key role in all the major
Casting Pattern Making and Molding Introduction Virtually nothing moves, turns, rolls, or flies without the benefit of cast metal products. The metal casting industry plays a key role in all the major
Schematic set-up of sand molding / casting process
 UNIT I Casting Processes The casting process involves pouring of liquid metal in to a mold cavity and allowing it to solidify to obtain the final casting. The flow of molten metal into the mold cavity
UNIT I Casting Processes The casting process involves pouring of liquid metal in to a mold cavity and allowing it to solidify to obtain the final casting. The flow of molten metal into the mold cavity
Pattern Design. Broken Edges. Patterns are generally made from wood however they can be made from metal, plastic or any number of other materials.
 Sand is a process that has been around for over 5000 years. The process itself is fairly simple. A pattern is pressed into a sand mould to leave an impression. The pattern is then removed and the impression
Sand is a process that has been around for over 5000 years. The process itself is fairly simple. A pattern is pressed into a sand mould to leave an impression. The pattern is then removed and the impression
Drona Gyaan MACHINING-INTRODUCTION
 Drona Gyaan MACHINING-INTRODUCTION Manufacturing is a VALUE ADDITION process by which raw materials or objects of low value due to inadequate material properties, poor or irregular size, shape and finish
Drona Gyaan MACHINING-INTRODUCTION Manufacturing is a VALUE ADDITION process by which raw materials or objects of low value due to inadequate material properties, poor or irregular size, shape and finish
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 10: Casting Technology DR. SOTIRIS L. OMIROU CASTING - Basics - A material in a liquid or semisolid form is poured or forced to flow into a die cavity and allowed
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 10: Casting Technology DR. SOTIRIS L. OMIROU CASTING - Basics - A material in a liquid or semisolid form is poured or forced to flow into a die cavity and allowed
Types of moulding sand
 casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
Special Casting Process. 1. Permanent mould casting
 Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Castings. 65tons, 7m high, 43cm dia, 1600years old
 Castings 65tons, 7m high, 43cm dia, 1600years old At 500/550 pound in weight. The biggest Gravity Die Casting in The World at the Time http://www.rainwater.demon.co.uk/bertha.htm CASTING AND RELATED PROCESSES
Castings 65tons, 7m high, 43cm dia, 1600years old At 500/550 pound in weight. The biggest Gravity Die Casting in The World at the Time http://www.rainwater.demon.co.uk/bertha.htm CASTING AND RELATED PROCESSES
Solidification Process(1) - Metal Casting Chapter 9,10
 - Metal Casting Chapter 9,10") Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
4.1.3: Shell Casting.
 4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold)
") BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
1. There is a variety of casting processes. Many casting process characteristics are similar
 CHAPTER 14 Expendable-Mold Casting Processes Review Questions 1. There is a variety of casting processes. Many casting process characteristics are similar but each has distinct characteristics that determine
CHAPTER 14 Expendable-Mold Casting Processes Review Questions 1. There is a variety of casting processes. Many casting process characteristics are similar but each has distinct characteristics that determine
CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE
 33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
Creating Quality Casting
 MME 6203 Lecture 01 Creating Quality Casting AKMB Rashid Professor, Department of MME BUET, Dhaka Topics to discuss today. 1. Defects in casting 2. How to create quality casting 3. Introducing MME 6203
MME 6203 Lecture 01 Creating Quality Casting AKMB Rashid Professor, Department of MME BUET, Dhaka Topics to discuss today. 1. Defects in casting 2. How to create quality casting 3. Introducing MME 6203
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Introduction And Overview Lecture 04 Overview Of Different Casting
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Introduction And Overview Lecture 04 Overview Of Different Casting
Expendable-Mold Casting Process
 Expendable-Mold Casting Process Chapter 12 12.1 Introduction Factors to consider for castings Desired dimensional accuracy Surface quality Number of castings Type of pattern and core box needed Cost of
Expendable-Mold Casting Process Chapter 12 12.1 Introduction Factors to consider for castings Desired dimensional accuracy Surface quality Number of castings Type of pattern and core box needed Cost of
Permanent Mold Casting Processes. Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng.
 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 1 Metal Casting Metal casting, metal casting
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 1 Metal Casting Metal casting, metal casting
(Refer Slide Time: 00:35)
") Fundamentals of Materials Processing (Part 1) Professor Shashank Shekhar Department of Materials Science and Engineering Indian Institute of Technology, Kanpur Lecture Number 02 Solidification (Casting)
Fundamentals of Materials Processing (Part 1) Professor Shashank Shekhar Department of Materials Science and Engineering Indian Institute of Technology, Kanpur Lecture Number 02 Solidification (Casting)
Special Casting. By S K Mondal
 Special Casting By S K Mondal Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and
Special Casting By S K Mondal Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture - 02 Moulding Sands And Design-I Good
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture - 02 Moulding Sands And Design-I Good
Metal Mould System 1. Introduction
 Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture 03 Moulding Sands and Design-II Welcome
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture 03 Moulding Sands and Design-II Welcome
ABSTRACT I. INTRODUCTION II. METHODS AND MATERIAL
 2017 IJSRSET Volume 3 Issue 2 Print ISSN: 2395-1990 Online ISSN : 2394-4099 Themed Section: Engineering and Technology A Critical Review on Casting Types and Defects T. Venkat Sai 1, T. Vinod 2, Gunda
2017 IJSRSET Volume 3 Issue 2 Print ISSN: 2395-1990 Online ISSN : 2394-4099 Themed Section: Engineering and Technology A Critical Review on Casting Types and Defects T. Venkat Sai 1, T. Vinod 2, Gunda
SHELL MOULDING & INVESTMENT CASTING
 SHELL MOULDING & INVESTMENT CASTING SHELL MOULDING Thisistheprocessinwhichthesandmixedwiththermosettingresinisallowedtocomein contact with the heated metallic pattern plate. This is done so that a thin
SHELL MOULDING & INVESTMENT CASTING SHELL MOULDING Thisistheprocessinwhichthesandmixedwiththermosettingresinisallowedtocomein contact with the heated metallic pattern plate. This is done so that a thin
Module-2: ADVANCED METAL CASTING PROCESSES:
 Module-2: ADVANCED METAL CASTING PROCESSES: Lecture No-3 Hybrid Evaporative Pattern Casting Process One of the limitations of EPC process is that the sand, which is free flowing, falls on the unfilled
Module-2: ADVANCED METAL CASTING PROCESSES: Lecture No-3 Hybrid Evaporative Pattern Casting Process One of the limitations of EPC process is that the sand, which is free flowing, falls on the unfilled
Chapter Name of the Topic Marks
 Chapter Name of the Topic Marks 3 3 FOUNDRY Specific Objectives: Study of various foundry processes Contents: 3.1 Introduction: Types of Foundries Advantages and disadvantages of foundry process. 3.2 Pattern
Chapter Name of the Topic Marks 3 3 FOUNDRY Specific Objectives: Study of various foundry processes Contents: 3.1 Introduction: Types of Foundries Advantages and disadvantages of foundry process. 3.2 Pattern
Guideline. Casting Selection Process. Table of Contents. Delivery Engineered Solutions
 Casting Selection Process Guideline Table of Contents Introduction... 2 Factors In Choosing A Process... 2 Category Details & Requirements... 4 Sand casting... 4 Gravity die casting (also known as permanent
Casting Selection Process Guideline Table of Contents Introduction... 2 Factors In Choosing A Process... 2 Category Details & Requirements... 4 Sand casting... 4 Gravity die casting (also known as permanent
ME0203- Manufacturing Technology
 ME0203- Manufacturing Technology Casting and Welding Metal Casting A large sand casting weighing 680 kg for an air compressor frame Basic Features n Pattern and Mould A pattern is made of wood or metal,
ME0203- Manufacturing Technology Casting and Welding Metal Casting A large sand casting weighing 680 kg for an air compressor frame Basic Features n Pattern and Mould A pattern is made of wood or metal,
Casting Processes. ver. 2
 Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
Manufacturing Process II. Casting-3
 Manufacturing Process II Casting-3 Casting Processes Metal casting processes divide into two categories, based on mold type: (1) expendable mold and (2) permanent mold. In expendable mold casting operations,
Manufacturing Process II Casting-3 Casting Processes Metal casting processes divide into two categories, based on mold type: (1) expendable mold and (2) permanent mold. In expendable mold casting operations,
MANUFACTURING TECHNOLOGY-I
 MANUFACTURING TECHNOLOGY-I PROF. (DR.) K.S. YADAV Professionally U.K. Trained Educationist and Writer Director Satyam College of Engineering and Management, Delhi-NCR Formerly Director Subharti Institute
MANUFACTURING TECHNOLOGY-I PROF. (DR.) K.S. YADAV Professionally U.K. Trained Educationist and Writer Director Satyam College of Engineering and Management, Delhi-NCR Formerly Director Subharti Institute
1.0 PRECISION CASTING PROCESSES
 1.0 PRECISION CASTING PROCESSES An Introduction to precision casting processes The casting process is without equal as the manufacturing cable of producing fully shaped components of any size in any
1.0 PRECISION CASTING PROCESSES An Introduction to precision casting processes The casting process is without equal as the manufacturing cable of producing fully shaped components of any size in any
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 5 Metal Casting Good morning. In the earlier episodes,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 5 Metal Casting Good morning. In the earlier episodes,
PES INSTITUTE OF TECHNOLOGY - BANGALORE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore ) Department of Mechanical Engg.
 Department of Mechanical Engg.") Third Semester B.E. 1 st IA Test, 2016 USN 1 P E PES INSTITUTE OF TECHNOLOGY - BANGALE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore-560 100) Department of Mechanical Engineering Subject
Third Semester B.E. 1 st IA Test, 2016 USN 1 P E PES INSTITUTE OF TECHNOLOGY - BANGALE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore-560 100) Department of Mechanical Engineering Subject
SAND CASTING LMU., MEC 329,MECH., DEPT. ADEDIRAN A.A
 SAND CASTING Sand Casting is simply melting the metal and pouring it into a preformed cavity, called mold, allowing (the metal to solidify and then breaking up the mold to remove casting. In sand casting
SAND CASTING Sand Casting is simply melting the metal and pouring it into a preformed cavity, called mold, allowing (the metal to solidify and then breaking up the mold to remove casting. In sand casting
Introduction 2. Casting as a metal forming process
 MME 345 Lecture 02 Introduction 2. Casting as a metal forming process Ref: P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 Ch 01: Introduction Topics to discuss today. 1. Metal forming processes
MME 345 Lecture 02 Introduction 2. Casting as a metal forming process Ref: P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 Ch 01: Introduction Topics to discuss today. 1. Metal forming processes
All About Die Casting
 All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
MANUFACTURING TECHNOLOGY - I
 MANUFACTURING TECHNOLOGY - I (Production Technology) For III Semester BE, Mechanical Engineering Students As per Latest Syllabus of Anna University - TN With Short Questions & Answers and University Solved
MANUFACTURING TECHNOLOGY - I (Production Technology) For III Semester BE, Mechanical Engineering Students As per Latest Syllabus of Anna University - TN With Short Questions & Answers and University Solved
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Copyright 1999 Society of Manufacturing Engineers FUNDAMENTAL MANUFACTURING PROCESSES Casting
 Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Casting SCENE 1. CG: FBI warning white text centered on black to blue gradient SCENE 2. CG: disclaimer white
Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Casting SCENE 1. CG: FBI warning white text centered on black to blue gradient SCENE 2. CG: disclaimer white
Principles of Major Manufacturing Processes. Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes
 Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Casting & Working of Metals Lab Manuals LIST OF EXPERIMENTS
 LIST OF EXPERIMENTS 1. 2. PRACTICE FOR PREPRATION MOULDING SAND MIXTURES (1 session) PRACTICE FOR MAKING SAND MOLDS USING DIFFERENT PATTERNS (2 sessions) 3. PRACTICE FOR MELTING ALUMINUM AND ITS ALLOYS
LIST OF EXPERIMENTS 1. 2. PRACTICE FOR PREPRATION MOULDING SAND MIXTURES (1 session) PRACTICE FOR MAKING SAND MOLDS USING DIFFERENT PATTERNS (2 sessions) 3. PRACTICE FOR MELTING ALUMINUM AND ITS ALLOYS
CHAPTER 5: MOULDING PROCESS
 CHAPTER OUTLINE CHAPTER 5: MOULDING PROCESS 5.1 INTRODUCTION 5.2 INJECTION MOULDING 5.3 COMPRESSION AND TRANSFER MOLDING 5.4 BLOW AND ROTATIONAL MOLDING 5.5 PRODUCT DESIGN CONSIDERATIONS 1 5.1 Introduction
CHAPTER OUTLINE CHAPTER 5: MOULDING PROCESS 5.1 INTRODUCTION 5.2 INJECTION MOULDING 5.3 COMPRESSION AND TRANSFER MOLDING 5.4 BLOW AND ROTATIONAL MOLDING 5.5 PRODUCT DESIGN CONSIDERATIONS 1 5.1 Introduction
UNIT 2 MOULDING MATERIALS
 UNIT 2 MOULDING MATERIALS Moulding Materials Structure 2.1 Introduction Objectives 2.2 Moulding Sands 2.2.1 Properties of a Good Moulding Sand 2.2.2 Principal Ingredients of Moulding Sands 2.2.3 Other
UNIT 2 MOULDING MATERIALS Moulding Materials Structure 2.1 Introduction Objectives 2.2 Moulding Sands 2.2.1 Properties of a Good Moulding Sand 2.2.2 Principal Ingredients of Moulding Sands 2.2.3 Other
Study of Sand Casting Gating System
 Study of Sand Casting Gating System Nandagopal M 1, Sivakumar K 2, Senthilkumar G 3, Sengottuvelan M 4 1,3 Associate Professor, Department of Mechanical Engineering, Bannari Amman Institute of Technology,
Study of Sand Casting Gating System Nandagopal M 1, Sivakumar K 2, Senthilkumar G 3, Sengottuvelan M 4 1,3 Associate Professor, Department of Mechanical Engineering, Bannari Amman Institute of Technology,
3D Systems Guide to Prototyping Die Cast Parts
 3D Systems Guide to Prototyping Die Cast Parts Tom Mueller 3D Systems May 2013 Table of Contents Introduction... 3 Why should I prototype?... 4 What are the options for Prototyping?... 5 Which should I
3D Systems Guide to Prototyping Die Cast Parts Tom Mueller 3D Systems May 2013 Table of Contents Introduction... 3 Why should I prototype?... 4 What are the options for Prototyping?... 5 Which should I
14AME08- PRODUCTION TECHNOLOGY LABORATORY MANUAL
 14AME08- PRODUCTION TECHNOLOGY LABORATORY MANUAL (For II B.Tech Mechanical Engineering) DEPARTMENT OF MECHANICAL ENGINEERING SRI VENKATESWARA COLLEGE OF ENGINEERING & TECHNOLOGY R.V.S NAGAR, CHITTOOR-517127
14AME08- PRODUCTION TECHNOLOGY LABORATORY MANUAL (For II B.Tech Mechanical Engineering) DEPARTMENT OF MECHANICAL ENGINEERING SRI VENKATESWARA COLLEGE OF ENGINEERING & TECHNOLOGY R.V.S NAGAR, CHITTOOR-517127
Extrusion. Process. The photo below shows a typical thermoplastic extruder.
 Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
Steel Plate in Oil Rig Blowout Preventer Valves
 Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Harmony Castings, LLC TPi Arcade, INC
 Harmony Castings, LLC TPi Arcade, INC Using the V-PROCESS V for Production and Prototype Casting Requirements What is the V-PROCESS V and how it works V-PROCESS produces castings with a smooth surface,
Harmony Castings, LLC TPi Arcade, INC Using the V-PROCESS V for Production and Prototype Casting Requirements What is the V-PROCESS V and how it works V-PROCESS produces castings with a smooth surface,
Manufacturing Technology, ME-202-E. Cores:
 Syllabus: Cores: Types of cores, core prints, chaplets, and chills. Gating Systems: Gates and gating systems risers. Melting Furnaces: Cupola, charge calculations. Casting Defects & Cleaning: Fettling,
Syllabus: Cores: Types of cores, core prints, chaplets, and chills. Gating Systems: Gates and gating systems risers. Melting Furnaces: Cupola, charge calculations. Casting Defects & Cleaning: Fettling,
Troubleshooting Conventional Burnout Phosphate Bonded Investments
 Troubleshooting Conventional Burnout Phosphate Bonded Investments Phosphate investments are affected by many variables, but the following generalizations can be made: Thorough mixing insures complete reaction
Troubleshooting Conventional Burnout Phosphate Bonded Investments Phosphate investments are affected by many variables, but the following generalizations can be made: Thorough mixing insures complete reaction
SLIP-CASTING. Learning the basics
 SLIP-CASTING Learning the basics To find out more, visit: http://virginiadecolombani.wordpress.com/ INDEX 02. What is slip-casting? 03. Slip-casting manifesto 04. Making a ptototype 05. Planning mould
SLIP-CASTING Learning the basics To find out more, visit: http://virginiadecolombani.wordpress.com/ INDEX 02. What is slip-casting? 03. Slip-casting manifesto 04. Making a ptototype 05. Planning mould
Gating Design Optimization for Improvement in Yield of Casting
 Gating Design Optimization for Improvement in Yield of Casting M. N. Jadhav 1, K. H. Inamdar 2 P.G. Student, Department of Mechanical Engineering, Walchand College of Engineering, Sangli, Maharashtra,
Gating Design Optimization for Improvement in Yield of Casting M. N. Jadhav 1, K. H. Inamdar 2 P.G. Student, Department of Mechanical Engineering, Walchand College of Engineering, Sangli, Maharashtra,
Foundry Procedures. Page 1 of 7 R. G. Sparber Copyleft protects this document. Furnace Set Up
 Foundry Procedures Furnace Set Up 1. Check weather report and only proceed if there is no chance of rain 2. lay out tarp on patio 3. place 3 fire bricks to support furnace 4. put down bottom of furnace
Foundry Procedures Furnace Set Up 1. Check weather report and only proceed if there is no chance of rain 2. lay out tarp on patio 3. place 3 fire bricks to support furnace 4. put down bottom of furnace
Root Cause Analysis of Defects in Duplex Mould Casting
 Root Cause Analysis of Defects in Duplex Mould Casting A.G.Thakare 1, Dr.D.J.Tidke 2 1 Research Scholar, 2 Ex. Professor G.H.Raisoni College of Engineering, Nagpur, India Abstract Casting defects are usually
Root Cause Analysis of Defects in Duplex Mould Casting A.G.Thakare 1, Dr.D.J.Tidke 2 1 Research Scholar, 2 Ex. Professor G.H.Raisoni College of Engineering, Nagpur, India Abstract Casting defects are usually
Multiple-Use-Mold Casting Processes
 Multiple-Use-Mold Casting Processes Chapter 13 13.1 Introduction In expendable mold casting, a separate mold is produced for each casting Low production rate for expendable mold casting If multiple-use
Multiple-Use-Mold Casting Processes Chapter 13 13.1 Introduction In expendable mold casting, a separate mold is produced for each casting Low production rate for expendable mold casting If multiple-use
The Design of Gating System 2. Introduction to the gating system
 MME 345 Lecture 14 The Design of Gating System 2. Introduction to the gating system Ref: [1] P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 [2] J. Campbell, Castings, Butterworth-Heinemann,
MME 345 Lecture 14 The Design of Gating System 2. Introduction to the gating system Ref: [1] P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 [2] J. Campbell, Castings, Butterworth-Heinemann,
TOOLKIT PART 4 MANUFACTURING PROCESSES
 Understanding which manufacturing process has been used to make an object can help you identify its material as different materials are manufactured with different process. Different manufacturing processes
Understanding which manufacturing process has been used to make an object can help you identify its material as different materials are manufactured with different process. Different manufacturing processes
In the foundry. (continued)
") In the foundry Me by a vertical squeeze-caster - an Ube 350T model used to cast Aluminium. I was involved in refining the conditions used with this machine, in order to get fully-sound castings at large
In the foundry Me by a vertical squeeze-caster - an Ube 350T model used to cast Aluminium. I was involved in refining the conditions used with this machine, in order to get fully-sound castings at large
6043 DESIGN AND TECHNOLOGY
 www.onlineexamhelp.com www.onlineexamhelp.com CAMBRIDGE INTERNATIONAL EXAMINATIONS GCE Ordinary Level MARK SCHEME for the October/November 2013 series 6043 DESIGN AND TECHNOLOGY 6043/01 Paper 1, maximum
www.onlineexamhelp.com www.onlineexamhelp.com CAMBRIDGE INTERNATIONAL EXAMINATIONS GCE Ordinary Level MARK SCHEME for the October/November 2013 series 6043 DESIGN AND TECHNOLOGY 6043/01 Paper 1, maximum
Guide to Prototyping. Die Cast Parts. Applications and Technologies of Die Cast Prototyping
 Guide to Prototyping Die Cast Parts Applications and Technologies of Die Cast Prototyping Table of Contents 1 Introduction 3 2 Why Should I Prototype? 4 3 What are the Options for Prototyping 5 Which Should
Guide to Prototyping Die Cast Parts Applications and Technologies of Die Cast Prototyping Table of Contents 1 Introduction 3 2 Why Should I Prototype? 4 3 What are the Options for Prototyping 5 Which Should
Defects but No Failures. By R. G. Sparber. Copyleft protects this article. 12/15/2007
 Defects but No Failures By R. G. Sparber Copyleft protects this article. 12/15/2007 A defect is when something does not turn out the way you wanted. A failure is when you don't learn from the experience.
Defects but No Failures By R. G. Sparber Copyleft protects this article. 12/15/2007 A defect is when something does not turn out the way you wanted. A failure is when you don't learn from the experience.
Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part.
 Make a Selection Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part. Design engineers must choose among several
Make a Selection Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part. Design engineers must choose among several
Attention is drawn to the following places, which may be of interest for search:
 CPC - B22D - 2017.08 B22D CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES (shaping of plastics or substances in a plastic state B29C; metallurgical processing, selection
CPC - B22D - 2017.08 B22D CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES (shaping of plastics or substances in a plastic state B29C; metallurgical processing, selection
- sprue gate - pinpoint gate - fan gate - tunnel gate
 Moulds for processing of thermosetting moulding compounds 1. Sprue and Runner Systems and Gates Sprues should have either a round cross-section or a rounded trapezoidal construction and must have well-polished
Moulds for processing of thermosetting moulding compounds 1. Sprue and Runner Systems and Gates Sprues should have either a round cross-section or a rounded trapezoidal construction and must have well-polished
A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING
 A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING THESIS SUBMITTED IN THE FULFILLMENT FOR THE DEGREE OF Bachelor of Technolgy In Mechanical Engineering By LOKANATH BEHERA 109ME0360 Department
A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING THESIS SUBMITTED IN THE FULFILLMENT FOR THE DEGREE OF Bachelor of Technolgy In Mechanical Engineering By LOKANATH BEHERA 109ME0360 Department
Investment Casting Design Parameters Guide for Buyer
 Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Design of Singe Impression Injection Mould for Lower Bearing Cover
 Design of Singe Impression Injection Mould for Lower Bearing Cover Vishwanath DC Student, M. Tech Government Tool Room and Training Centre Mysuru, India Abstract Injection moulding is one of the techniques
Design of Singe Impression Injection Mould for Lower Bearing Cover Vishwanath DC Student, M. Tech Government Tool Room and Training Centre Mysuru, India Abstract Injection moulding is one of the techniques
CASTING 13.1 INTRODUNCTION 13.2 SIGNIFICANCE OF FLUDITY CHAPTER
 13 CHAPTER CASTING 13.1 INTRODUNCTION Casting process is one of the earliest metal shaping techniques known to human being. It means pouring molten metal into a refractory mold cavity and allows it to
13 CHAPTER CASTING 13.1 INTRODUNCTION Casting process is one of the earliest metal shaping techniques known to human being. It means pouring molten metal into a refractory mold cavity and allows it to
D E S I G N A N D M A N U F A C T U R E : C O U R S E M A T E R I A L
 UNIT D E S I G N A N D M A N U F A C T U R E : C O U R S E M A T E R I A L metalwork processes Screw Threads The screw thread is a very important detail in engineering. It is used to hold parts together.
UNIT D E S I G N A N D M A N U F A C T U R E : C O U R S E M A T E R I A L metalwork processes Screw Threads The screw thread is a very important detail in engineering. It is used to hold parts together.
How to Make a Simple Sand Mold
 4/8/2015 Metal Casting How to Make a Simple Sand Mold Kevin Bakey ENGL 202C Introduction Sand casting is a metal forming process that uses sand as the molding material, allowing unique metal shapes to
4/8/2015 Metal Casting How to Make a Simple Sand Mold Kevin Bakey ENGL 202C Introduction Sand casting is a metal forming process that uses sand as the molding material, allowing unique metal shapes to
Molded Parts and Mold Design
 Molded Parts and Mold Design July 29, 2009 Introduction Importance of Proper Mold Design Design Considerations Overview of Design Process SolidWorks & Mold Design Overview of Mold Design Most common method
Molded Parts and Mold Design July 29, 2009 Introduction Importance of Proper Mold Design Design Considerations Overview of Design Process SolidWorks & Mold Design Overview of Mold Design Most common method
University of Arizona College of Optical Sciences
 University of Arizona College of Optical Sciences Name: Nachiket Kulkarni Course: OPTI521 Topic Plastic Injection Molding Submitted to Prof. J. Burge Date 1. Introduction In daily life, we come across
University of Arizona College of Optical Sciences Name: Nachiket Kulkarni Course: OPTI521 Topic Plastic Injection Molding Submitted to Prof. J. Burge Date 1. Introduction In daily life, we come across
Finishing Process. By Prof.A.Chandrashekhar
 Finishing Process By Prof.A.Chandrashekhar Introduction Finishing process are different from other manufacturing processes. The distinction between the finishing processes and other manufacturing processes
Finishing Process By Prof.A.Chandrashekhar Introduction Finishing process are different from other manufacturing processes. The distinction between the finishing processes and other manufacturing processes
Advantages of the Casting Process
 Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
COURSE: METAL CASTING. Module No. 1: INTRODUCTION
 COURSE: METAL CASTING Module No. 1: INTRODUCTION Lecture No-1 Scope, Challenges, Focus and History of Casting Process Introduction The metal casting industry plays a key role in all the major sectors of
COURSE: METAL CASTING Module No. 1: INTRODUCTION Lecture No-1 Scope, Challenges, Focus and History of Casting Process Introduction The metal casting industry plays a key role in all the major sectors of
Finishes and Finishing Techniques
 Finishes and Finishing Techniques TED 126 Spring 2007 Review pages 147-150, 284-294 Finishes and finishing techniques The finishing process to choose depends partly on the type of wood and the appearance
Finishes and Finishing Techniques TED 126 Spring 2007 Review pages 147-150, 284-294 Finishes and finishing techniques The finishing process to choose depends partly on the type of wood and the appearance
Intensification of Mechanical Properties of the Investment Shell Using Camphor
 Intensification of Mechanical Properties of the Investment Shell Using Camphor 1 Khyati Tamta, 2 D. Benny Karunakar 1 Student, 2 Assistant Professor 1 Mechanical and Industrial Engineering Department,
Intensification of Mechanical Properties of the Investment Shell Using Camphor 1 Khyati Tamta, 2 D. Benny Karunakar 1 Student, 2 Assistant Professor 1 Mechanical and Industrial Engineering Department,
Stephanie O Connor ATI Wah Chang, an Allegheny Technologies Company Albany, OR
 Stephanie O Connor ATI Wah Chang, an Allegheny Technologies Company Albany, OR INTRODUCTION Design engineers are faced with multiple considerations when it comes to component design and fabrication for
Stephanie O Connor ATI Wah Chang, an Allegheny Technologies Company Albany, OR INTRODUCTION Design engineers are faced with multiple considerations when it comes to component design and fabrication for