CHAPTER 5: MOULDING PROCESS
|
|
|
- Hortense Stokes
- 5 years ago
- Views:
Transcription







1 CHAPTER OUTLINE CHAPTER 5: MOULDING PROCESS 5.1 INTRODUCTION 5.2 INJECTION MOULDING 5.3 COMPRESSION AND TRANSFER MOLDING 5.4 BLOW AND ROTATIONAL MOLDING 5.5 PRODUCT DESIGN CONSIDERATIONS Introduction Characteristics of Forming and Shaping Processes for Plastics and Composite Materials Plastics can be shaped into a wide variety of products, such as molded parts, extruded sections, films and sheets, insulation coatings on electrical wires, and fibers for textiles. Many parts previously made of metals are today being made of plastics and plastic composites. A cloth of woven carbon fiber filaments, a common element in composite materials Forming and Shaping Processes for Plastics, Elastomers, and Composite Materials One of several die configurations for extruding sheet and film Figure 19.1 Outline of forming and shaping processes for plastics, elastomers, and composite materials. (TP = Thermoplastics; TS = Thermoset; E = Elastomer.) Side view cross section of die for coating of electrical wire by extrusion 1


2 Several reasons why the plastic-shaping processes are important: ~ the variety of shaping processes (part geometries). ~ many plastic parts are formed by molding, which is a net shape process; further shaping is generally not needed. ~ less energy is required than for metals because the processing temperature are much lower for plastics. ~ many plastic processing methods are one-step operation, the amount of product handling required is substantially reduces. 5.2 Injection Molding ~ finishing by painting or plating is not required for plastics. Plastics are usually shipped to manufacturing plants as pellets or powders, and they are melted before the shaping process. Plastics are also available as sheet, plate, rod, and tubing, which may be formed into a variety of products. Polymer is heated to highly plastic state and forced to flow under high pressure into a mold cavity, where it solidifies. Produces discrete components that are almost always net shape and molded part, called a molding. Production cycle time is typically in the range seconds. Complex & intricate shapes, possible with injection molding. Challenging it s design and fabricate a mold whose cavity is the same geometry as the part and also allows for part removal. Part size range from 50 g 25 kg and economically only for large production quantities. Thermoplastics most widely used for molding processes. Some thermosets and elastomers are used, with modifications in equipment and operating parameters to allow for cross-linking of these materials. Cross-links are bonds that link one polymer chain to another 2



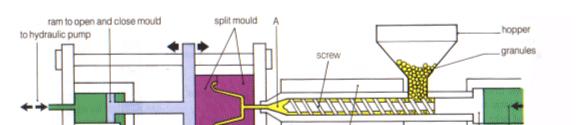
3 5.2.1 Process and Equipment Figure 5.1 shows injection molding machine consists of two principal components: (1) the plastic injection unit and (2) the mold clamping unit. Injection unit consists a barrel that is fed from one end by a hopper containing a supply of plastic pallets, it s like extruder. Inside the barrel is a screw whose operation surpasses that t of an extruder screw in the following respect, in addition to turning for mixing and heating the polymer. Figure 5.1: Diagram of an injection molding machine The screw also acts as a ram which rapidly moves forward to inject molten plastic into the mold. The functions of the injection unit are to melt and homogenize the polymer, and then inject it into the mold cavity. Clamping unit is concerned with the operation of the mold and their functions: ~ hold the two halves of the mold in proper alignment with each other. ~ keep the mold closed during injection by applying a clamping force sufficient to resist the injection force. ~ open and close the mold at the appropriate times in the molding cycle. Consists two platens, a fixed platen and movable platen, and mechanism for translating the movable platen. Mechanism is basically a power press that is operated by hydraulic piston or mechanical toggle devices. The cycle for injection molding in the following sequence, illustrated in Figure The Mold Figure 5.2: Typical molding cycle: (1) the mold is closed and clamped, (2) polymer melt is injected under high pressure into cavity by screw, the plastic cools and begins to solidify, (3) the screw is rotated and retracted with nonreturn valve open to permit fresh polymer to flow into the forward portion of the barrel, and (4) the mold is opens, and the part is ejected and removed It is custom-designed and fabricated for the given part to be produced. Several types of mold for injection molding: Two-plate mold (Figure 5.3). Consists of two halves fastened to the platens of the molding machine clamping unit. Molds can contain a single cavity or multiple cavities to produce more than one part in a single shot. A mold have distribution channel it s: ~ a sprue, which leads from the nozzle into the mold. ~ runners, which lead from the sprue to the cavity. ~ gates that constrict the flow of plastic into the cavity. 3

 closed and (b) open. Mold has two cavities to produce two cup-shaped parts with each injection shot Three-plate mold (Figure 5.")

4 Ejector pins is needed to eject the molded part from the cavity at the end of molding cycle. Cooling system consists external pump connected to passageways in the mold, through which water is circulated to remove heat from the hot plastic. Air vents permits air to escape to the outside but are too small for the viscous polymer melt to flow through (0.03 mm deep and mm wide). Figure 5.3: Details of a two-plate mold for thermoplastic injection molding: (a) closed and (b) open. Mold has two cavities to produce two cup-shaped parts with each injection shot Three-plate mold (Figure 5.4). There are advantages to this mold design. ~ The flow of molten plastic is through a gate located at the base of the cup-shaped part, rather than at the side. three-plate mold allows more automatic operation of the molding machine. As the mold opens, it divides into three plates with two openings between them. This forces disconnection of runner and parts, which drop by gravity into different containers. Figure 5.4: Three-plate mold: (a) closed, and (b) open Injection Molding Machines The name of the injection molding machine is generally based on the type of injection unit used. Injection units. Three types of injection units: ~ reciprocating-screw machine (Figure 5.1) uses the same barrels for melting and injection of plastic. ~ screw-preplasticizer machine or two-stage machine involves the use of separate barrels for plasticizing and injecting the polymer. ~ Older machines used one plunger-driven barrel to melt and inject the plastic. (Figure 5.5) Figure 5.5: Two alternative injection systems to reciprocating screw: (a) screw preplasticizer,and (b) plunger type 4
5 Clamping units. Three types of clamping units: ~ Toggle clamps include actuator moves the crosshead forward, extending the toggle links to push the moving platen toward a closed position. Suitable for low tonnage machines. ~ Hydraulic clamps are used on higher-tonnage machines ( tons). Flexible setting the tonnage at given positions during the stroke. ~ Hydro-mechanical clamps are used for large tonnages (above 1000 tons). Figure 5.6: Two clamping design: (a) one possible toggle clamp, and (b) hydraulic clamp Shrinkage Polymers have high thermal expansion coefficients, and significant shrinkage occurs during cooling of the plastic in the mold. Shrinkage is usually expressed as the reduction in linear size that occurs during cooling to room temperature from the molding temperature for the given polymer. To compensate for shrinkage, the dimensions of the mold cavity must be made larger than the specified part dimensions. Shrinkage is affected by injection pressure, compaction time, molding temperature, and part thickness. The following formula can be used: Dc = Dp + DpS + DpS 2 Table 5.1: Typical values of shrinkage for selected thermoplastics Calculation of Shrinkage in Injection Molding The nominal length of a part made of polyethylene is to be 80 mm. determine the corresponding dimension of the mold cavity that will compensate for shrinkage. Solution From Table 5.1, the shrinkage for polyethylene is S = Using Equation 5.1, the mold cavity diameter should be: D c = D p + D p S + D p S 2 = (0.025) (0.025) 2 = mm Defects in Injection Molding A short shots is a molding that has solidified before completely filling the cavity. The defect can corrected by increasing temperature and/or pressure. Flashing occurs when the polymer melt is squeezed into the parting surface between mold plates; it can also occur around ejector pins. Defect usually caused by (1) vents and clearances in the mold that are too large, (2) injection pressure too high compared to clamping force; (3) melt temperature too high; (4) excessive shot size. 5



6 Sink mark occurs when the outer surface on the molding solidifies, and void is caused by the same basic phenomenon. A better solution is to design the part to have uniform section thicknesses and to use thinner sections. Weld lines occur when polymer melt flows around a core or other convex detail in the mold cavity and meets from opposite directions: the boundary thus formed is called a weld line. Defect usually caused by higher melt temperature, higher injection pressures, alternative gating location on the part, and vent system. 5.3 Compression and Transfer Molding Two molding techniques widely used for thermosetting polymers and elastomers Compression Molding Its application include thermoplastic phonograph records, rubber tires, and various polymer matrix composite parts. The process (Figure 5.7) consists (1) loading a precise amount of molding compound, called the charge, into the bottom half of a heated mold; (2) bringing the mold halves together to compress the charge, forcing it to flow and conform to the shape of the cavity; (3) heating the charge by means of the hot mold to polymerize and cure the material into a solidified part; and (4) opening the mold halves and removing the part from the cavity. Figure 5.7: Compression molding for thermosetting plastics: (1) charge is loaded; (2) and (3) charge is compressed and cured; (4) part is ejected and removed The initial charge of molding compound can be in any of several forms, including powders or pellets, and liquid Compression molding presses are oriented vertically and contain two platens to which the mold halves are fastened. The press involve either of two types of actuation: (1) upstroke of the bottom platen or (2) downstroke of the top platen. There is no sprue and runner system stem in a compression mold, and the process itself is generally limited to simpler part geometries due to the lower capabilities of the starting thermosetting materials. Materials for compression molding include phenolics, melamine, urea-formaldehyde, epoxies, urethanes, and elastomers Transfer Molding In this process, a thermosetting charge (preform) is loaded into a chamber immediately ahead of the mold cavity, where it is heated; pressure is then applied to force the softened polymer to flow into the heated mold where curing occurs. There are two variants of the process (Figure 5.8): (a) pot transfer molding, in which the charge is injected from a pot through a vertical sprue channel into the cavity; and (b) plunger transfer molding, in which the charge is injected by means of a plunger from a heated well through lateral channels into the mold cavity. In both cases, scrap is produced each cycle, called the cull. Transfer molding is capable of molding part shapes that are more intricate. Figure 5.8: (a) Pot transfer molding, and (b) plunger transfer molding. Cycle in both processes is: (1) charge is loaded into pot, (2) softened polymer is pressed into mold cavity and cured, and (3) part is ejected 6


 extrusion or (2) injection molding. Figure 5.")
7 5.4 Blow and Rotational Molding Both of these processes are used to make hollow, seamless parts out of thermoplastic polymers. Rotational molding can also be used for thermosets. Parts range in size from small plastic bottles of only 5 ml to large storage drums of 38,000 liter. Blow molding is more suited to the mass production of small disposable containers, while rotational molding favors large, hollow shapes Blow Molding The process in which air pressure is used to inflate soft plastic into a mold cavity. Blow molding is accomplished in two steps: (1) fabrication of a starting tube of molten plastic, called a parison; and (2) inflation of the tube to the desired final shape. Forming the parison is accomplished by either of two processes: (1) extrusion or (2) injection molding. Figure 5.9: Extrusion blow molding: (1) extrusion of parison; (2) parison is pinched at the top and sealed at the bottom around a metal blow pin as the two halves of the mold come together; (3) the tube is inflated so that it takes the shape of the mold cavity; and (4) mold is opened to remove the solidified part. Extrusion Blow Molding (Figure 5.9). The process is organized as a very high production operation for making plastic bottles. The sequence is automated and usually integrated with downstream operations such as bottle filling and labeling. Injection Blow Molding (Figure 5.10). In this process, the starting parison is injection molded rather than extruder. The injection blow-molding process has a lower production rate. In a variation of injection blow molding, called stretch blow molding (Figure 5.11), the blowing rod extends downward d into the injection molded d parison during step 2, thus stretching the soft plastic and creating a more favorable stressing of the polymer than conventional injection blow molding or extrusion blow molding. Figure 5.10: Injection blow molding: (1) parison is injected molded around a blowing rod; (2) injection mold is opened and parison is transferred to a blow mold; (3) soft polymer is inflated to conform to the blow mold; and (4) blow mold is opened and blown product is removed Rotational Molding Rotational molding uses gravity inside a rotating mold to achieve a hollow form. Also called rotomolding. It is used principally for thermoplastic polymers, but applications for thermosets and elastomers are becoming more common. Rotomolding tends to favor more complex external geometries, larger parts, and lower production quantities. Figure 5.11: Stretch blow molding: (1) injection molding of parison; (2) stretching; and (3) blowing. 7
8 The process consists of: ~ A predetermined amount of polymer powder is loaded into the cavity of a split mold. ~ the mold is then heated and simultaneously rotated on two perpendicular axes, so that the powder impinges on all internal surfaces of the mold, gradually forming a fused layer of uniform thickness ~ while still rotating, the mold is cooled so that the plastic skin solidifies. ~ the mold is opened, and the part is unloaded. Rotational speeds used in the process are relatively slow. It is gravity, that causes uniform coating of the mold surfaces. Molds in rotational molding are simple and inexpensive, but the production cycle is much longer. Multicavity indexing machine (Figure 5.12) to balance advantages and disadvantages in production. Parts can be make like boat and canoe hulls, sandboxes, truck body parts, furniture, garbage cans, storage tanks, and containers. Figure 5.12: Rotational molding cycle performed on a three-station indexing machine: (1) unload-load station; (2) heat and rotate mold; (3) cool the mold 5.5 Product Design Considerations Plastics are an important design material, but the designer must be aware of their limitations. ~ Economic production quantities. Each part requires a unique mold, and the mold for any molding process can be costly, particularly for injection molding. Minimum production quantities for injection molding are usually around 10, pieces. ~ Part complexity. Although more complex part geometries mean more costly molds, it may nevertheless be economical to design a complex molding if the alternative involves many individual components that must be assembled. An advantage of plastic molding is that it allows multiple functional features to be combined into one part. Wall thickness. Thick cross sections are wasteful of material, more likely to cause warping due to shrinkage, and take longer to harden. Reinforcing ribs. Achieves increased stiffness without excessive wall thickness. Ribs should be made thinner than the walls they reinforce to minimize sink marks on outside wall. Corner radii and fillets. Sharp corners, both external and internal, are undesirable in molded parts. They interrupt smooth flow of the melt, tend to create surface defects, and cause stress concentrations in the part. Holes. Holes are quite feasible in plastic moldings, but they complicate mold design and part removal. Draft. A molded part should be designed with a draft on its sides to facilitate removal from mold. Especially important on inside wall of a cup-shaped part because plastic contracts against positive mold shape. Recommended draft: for thermosets is around 1/2º to 1º and for thermoplastics between 1/8º to 1/2º. Tolerances. Although shrinkage is predictable under closely controlled conditions, generous tolerances are desirable for injection moldings because of (1) Variations in process parameters that affect shrinkage, and (2) Diversity of part geometries encountered. 8


9 9
TOOLKIT PART 4 MANUFACTURING PROCESSES
 Understanding which manufacturing process has been used to make an object can help you identify its material as different materials are manufactured with different process. Different manufacturing processes
Understanding which manufacturing process has been used to make an object can help you identify its material as different materials are manufactured with different process. Different manufacturing processes
Design of Singe Impression Injection Mould for Lower Bearing Cover
 Design of Singe Impression Injection Mould for Lower Bearing Cover Vishwanath DC Student, M. Tech Government Tool Room and Training Centre Mysuru, India Abstract Injection moulding is one of the techniques
Design of Singe Impression Injection Mould for Lower Bearing Cover Vishwanath DC Student, M. Tech Government Tool Room and Training Centre Mysuru, India Abstract Injection moulding is one of the techniques
Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: properties and processing Lecture - 7 Rotational
Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: properties and processing Lecture - 7 Rotational
Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture - 5
Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture - 5
Injection moulding. Introduction. Typical characteristics of injection moulded parts
 Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
Injection moulding BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS FACULTY OF MECHANICAL ENGINEERING DEPARTMENT OF POLYMER ENGINEERING
 B3 BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS FACULTY OF MECHANICAL ENGINEERING DEPARTMENT OF POLYMER ENGINEERING Injection moulding INJECTION MOULDING OF THERMOPLASTICS WWW.PT.BME.HU LOCATION OF
B3 BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS FACULTY OF MECHANICAL ENGINEERING DEPARTMENT OF POLYMER ENGINEERING Injection moulding INJECTION MOULDING OF THERMOPLASTICS WWW.PT.BME.HU LOCATION OF
DESIGN AND DEVELOPMENT OF FAMILY INJECTION MOULD FOR INNOVATIVE PLASTIC IN AND INNOVATIVE PLASTIC OUT
 International Journal of Emerging Technology and Innovative Engineering Volume 1, Issue 9, September 2015 (ISSN: 2394 6598) DESIGN AND DEVELOPMENT OF FAMILY INJECTION MOULD FOR INNOVATIVE PLASTIC IN AND
International Journal of Emerging Technology and Innovative Engineering Volume 1, Issue 9, September 2015 (ISSN: 2394 6598) DESIGN AND DEVELOPMENT OF FAMILY INJECTION MOULD FOR INNOVATIVE PLASTIC IN AND
CHAPTER FIVE Polymer Forming
 CHAPTER FIVE Polymer Forming Plastic raw materials are available in a variety of forms including Powder, viscous fluids, pellets and granules. Product manufacturers use a wide range of processing machinery
CHAPTER FIVE Polymer Forming Plastic raw materials are available in a variety of forms including Powder, viscous fluids, pellets and granules. Product manufacturers use a wide range of processing machinery
Injection moulding BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS FACULTY OF MECHANICAL ENGINEERING DEPARTMENT OF POLYMER ENGINEERING
 B3 BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS FACULTY OF MECHANICAL ENGINEERING DEPARTMENT OF POLYMER ENGINEERING Injection moulding INJECTION MOULDING OF THERMOPLASTICS WWW.PT.BME.HU LOCATION OF
B3 BUDAPEST UNIVERSITY OF TECHNOLOGY AND ECONOMICS FACULTY OF MECHANICAL ENGINEERING DEPARTMENT OF POLYMER ENGINEERING Injection moulding INJECTION MOULDING OF THERMOPLASTICS WWW.PT.BME.HU LOCATION OF
Extrusion. Process. The photo below shows a typical thermoplastic extruder.
 Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
EVERYTHING TO KNOW ABOUT OVERMOLDED CABLE ASSEMBLIES
 EVERYTHING TO KNOW ABOUT OVERMOLDED CABLE ASSEMBLIES By Brian Morissette, Cable Assembly Product Manager Epec Engineered Technologies Overmolding has dramatically changed the appearance and functionality
EVERYTHING TO KNOW ABOUT OVERMOLDED CABLE ASSEMBLIES By Brian Morissette, Cable Assembly Product Manager Epec Engineered Technologies Overmolding has dramatically changed the appearance and functionality
Solidification Process(1) - Metal Casting Chapter 9,10
 - Metal Casting Chapter 9,10") Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Trade of Toolmaking. Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 10: Mould Assembly Phase 2. Published by
 Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 10: Mould Assembly Phase 2 Published by SOLAS 2014 Unit 9 1 Table of Contents Document Release History... 3 Unit Objective...
Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 10: Mould Assembly Phase 2 Published by SOLAS 2014 Unit 9 1 Table of Contents Document Release History... 3 Unit Objective...
Manufacturing Process - I
 Manufacturing Process - I UNIT III Plastic Processing Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik Contact
Manufacturing Process - I UNIT III Plastic Processing Prepared By Prof. Shinde Vishal Vasant Assistant Professor Dept. of Mechanical Engg. NDMVP S Karmaveer Baburao Thakare College of Engg. Nashik Contact
Chapter 1 Sand Casting Processes
 Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Design Guidelines for Injection Molding
 Design Guidelines for Injection Molding TABLE OF CONTENTS INTRODUCTION TO INJECTION MOLDING A. Where is it used? B. Importance of prototyping C. Types of prototypes INJECTION MOLDING BASICS A. The machine
Design Guidelines for Injection Molding TABLE OF CONTENTS INTRODUCTION TO INJECTION MOLDING A. Where is it used? B. Importance of prototyping C. Types of prototypes INJECTION MOLDING BASICS A. The machine
Processing of Plastics
 Processing of Plastics Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE Introduction of Plastics Classification of Plastics Types of Plastic Plastics
Processing of Plastics Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 TOPIC OUTLINE Introduction of Plastics Classification of Plastics Types of Plastic Plastics
University of Arizona College of Optical Sciences
 University of Arizona College of Optical Sciences Name: Nachiket Kulkarni Course: OPTI521 Topic Plastic Injection Molding Submitted to Prof. J. Burge Date 1. Introduction In daily life, we come across
University of Arizona College of Optical Sciences Name: Nachiket Kulkarni Course: OPTI521 Topic Plastic Injection Molding Submitted to Prof. J. Burge Date 1. Introduction In daily life, we come across
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
All About Die Casting
 All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
Permanent Mold Casting Processes. Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng.
 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
PLASTIC FURNITURE MANUFACTURING PROCESS I N T D F U R N I T U R E A N D F I T T I N G S
 PLASTIC FURNITURE MANUFACTURING PROCESS I N T D 3 0 1 F U R N I T U R E A N D F I T T I N G S COMMON MANUFACTURING METHODS FOR PLASTIC FURNITURE 1. MOLDING 1. Extrusion molding 2. Injection molding 3.
PLASTIC FURNITURE MANUFACTURING PROCESS I N T D 3 0 1 F U R N I T U R E A N D F I T T I N G S COMMON MANUFACTURING METHODS FOR PLASTIC FURNITURE 1. MOLDING 1. Extrusion molding 2. Injection molding 3.
Manufacturing: Chapter 3 Casting
 CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
Mid term Review Questions P a g e 1 CASTING
 Mid term Review Questions P a g e 1 Q1: Define the casting process? CASTING A1: Casting is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape
Mid term Review Questions P a g e 1 Q1: Define the casting process? CASTING A1: Casting is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting)
") BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
Two Categories of Metal Casting Processes
 Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Refer K& S text, Chapter 7
 1 2 Refer K& S text, Chapter 7 Thermosets generally possess better mechanical, thermal, and chemical properties; electrical resistance; and dimensional stability than do thermoplastics 3 4 5 This diagram
1 2 Refer K& S text, Chapter 7 Thermosets generally possess better mechanical, thermal, and chemical properties; electrical resistance; and dimensional stability than do thermoplastics 3 4 5 This diagram
Copyright 2004 Society of Manufacturing Engineers. FUNDAMENTAL MANUFACTURING PROCESSES Extrusion Processes NARRATION (VO): NARRATION (VO):
: NARRATION (VO):") FUNDAMENTAL MANUFACTURING PROCESSES Extrusion Processes SCENE 1. EP43A, GRAPHIC: Plastic Extrusion white text centered on black SCENE 2. EP44A, peter carey narration EP44B, tape 890, 05:28:23-05:28:43
FUNDAMENTAL MANUFACTURING PROCESSES Extrusion Processes SCENE 1. EP43A, GRAPHIC: Plastic Extrusion white text centered on black SCENE 2. EP44A, peter carey narration EP44B, tape 890, 05:28:23-05:28:43
Metal Mould System 1. Introduction
 Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
CHAPTER 4: METAL CASTING PROCESS
 CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
CARL HANSER VERLAG. Herbert Rees. Mold Engineering 2nd edition
 CARL HANSER VERLAG Herbert Rees Mold Engineering 2nd edition 3-446-21659-6 www.hanser.de 3 1 Introduction to Mold Engineering Mold Engineering deals with injection molds for thermoplastic molding materials.
CARL HANSER VERLAG Herbert Rees Mold Engineering 2nd edition 3-446-21659-6 www.hanser.de 3 1 Introduction to Mold Engineering Mold Engineering deals with injection molds for thermoplastic molding materials.
SUBMITTED BY: MANEET KOHLI ROLL NO.
 SUBMITTED BY: MANEET KOHLI ROLL NO. 11 INJECTION MOLDING Injection molding is nowadays the most popular method to produce 3-dimensional parts of different kinds of polymeric materials. It is a fast process
SUBMITTED BY: MANEET KOHLI ROLL NO. 11 INJECTION MOLDING Injection molding is nowadays the most popular method to produce 3-dimensional parts of different kinds of polymeric materials. It is a fast process
Trade of Toolmaking. Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 7: Injection Moulds Phase 2. Published by
 Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 7: Injection Moulds Phase 2 Published by SOLAS 2014 Unit 7 1 Table of Contents Document Release History... 3 Unit Objective...
Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 7: Injection Moulds Phase 2 Published by SOLAS 2014 Unit 7 1 Table of Contents Document Release History... 3 Unit Objective...
Injection Molding from 3D Printed Molds. A study of low-volume production of small LDPE parts FORMLABS WHITE PAPER:
 FORMLABS WHITE PAPER: Injection Molding from 3D Printed Molds A study of low-volume production of small LDPE parts August 25, 2016 Formlabs and Galomb Inc. formlabs.com Table of Contents Introduction........................
FORMLABS WHITE PAPER: Injection Molding from 3D Printed Molds A study of low-volume production of small LDPE parts August 25, 2016 Formlabs and Galomb Inc. formlabs.com Table of Contents Introduction........................
(( Manufacturing )) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.
) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.") (( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
(( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
Processes Advantages Disadvantages Identifying features Products
 Plastics Processes Plastics manufacturing processes are mostly mass production processes with high volumes of output. The high cost of machinery and tooling is offset by the speed and volume of production.
Plastics Processes Plastics manufacturing processes are mostly mass production processes with high volumes of output. The high cost of machinery and tooling is offset by the speed and volume of production.
Special Casting Process. 1. Permanent mould casting
 Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Mold Design. 5. Mold Structure. Bong-Kee Lee School of Mechanical Engineering Chonnam National University
 5. Mold Structure Bong-Kee Lee Chonnam National University the simplest and most reliable design has the fewest number of moving parts and is more straightforward to manufacture and run in production is
5. Mold Structure Bong-Kee Lee Chonnam National University the simplest and most reliable design has the fewest number of moving parts and is more straightforward to manufacture and run in production is
Unit IV Drawing of rods, wires and tubes
 Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Injection Molding Product Examples
 Injection Molding Injection Molding Product Examples Injection Molding Product Examples Injection Molding Machine Basics INJECTION MOULDING OPERATIONS (a) After the mould closes, the screw (not rotating)
Injection Molding Injection Molding Product Examples Injection Molding Product Examples Injection Molding Machine Basics INJECTION MOULDING OPERATIONS (a) After the mould closes, the screw (not rotating)
Operating & Maintenance Instructions 25 Injection Moulding Machine
 Operating & Maintenance Instructions 25 Injection Moulding Machine Table of Contents 1. Health and Safety Information... 2 2. Upon Receipt... 2 3a. Temperature Controller Settings (Brainchild Controller)...
Operating & Maintenance Instructions 25 Injection Moulding Machine Table of Contents 1. Health and Safety Information... 2 2. Upon Receipt... 2 3a. Temperature Controller Settings (Brainchild Controller)...
Factors to Consider in Plastic Molded Design
 9 Factors to Consider in Plastic Molded Design Table Of Contents Introduction 3 Design 4 1. Draft... 4 2. Surface Finish... 5 3. Witness Lines... 6 4. Wall Thickness... 6 5. Support/Straight Ribs Thickness...
9 Factors to Consider in Plastic Molded Design Table Of Contents Introduction 3 Design 4 1. Draft... 4 2. Surface Finish... 5 3. Witness Lines... 6 4. Wall Thickness... 6 5. Support/Straight Ribs Thickness...
Injection Molding Principles
 Injection Molding Principles R&D Center 1. What is injection molding? Most engineering plastics are being manufactured by injection molding and it is important to understand both its procedures and precautions.
Injection Molding Principles R&D Center 1. What is injection molding? Most engineering plastics are being manufactured by injection molding and it is important to understand both its procedures and precautions.
Manufacturing Processes
 Manufacturing Processes Product example Manufacturing process definition Deformation processes Casting processes Sheet metalworking Hammer Forging Video Polymer processing How would we manufacture a mountain
Manufacturing Processes Product example Manufacturing process definition Deformation processes Casting processes Sheet metalworking Hammer Forging Video Polymer processing How would we manufacture a mountain
EXTRUSION BLOW MOLDED FLOATING POOL CARRIER
 EXTRUSION BLOW MOLDED FLOATING POOL CARRIER Kate Pellett Chris Weikert Glenn Spiering Penn State Behrend April 14, 2017 EXTRUSION BLOW MOLDED FLOATING POOL CARRIER Kate Pellett, Chris Weikert, and Glenn
EXTRUSION BLOW MOLDED FLOATING POOL CARRIER Kate Pellett Chris Weikert Glenn Spiering Penn State Behrend April 14, 2017 EXTRUSION BLOW MOLDED FLOATING POOL CARRIER Kate Pellett, Chris Weikert, and Glenn
Gastrow Injection Molds
 Paul Unger (Ed.) Gastrow Injection Molds Sample Chapter 1: Principles of Mold Design ISBNs 978-1-56990-402-2 1-56990-402-2 HANSER Hanser Publishers, Munich Hanser Publications, Cincinnati 1.1 Types of
Paul Unger (Ed.) Gastrow Injection Molds Sample Chapter 1: Principles of Mold Design ISBNs 978-1-56990-402-2 1-56990-402-2 HANSER Hanser Publishers, Munich Hanser Publications, Cincinnati 1.1 Types of
Lecture - 05 Thermoforming Processes
 Processing of Polymers and Polymer Composites Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 05 Thermoforming Processes Namaskar
Processing of Polymers and Polymer Composites Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 05 Thermoforming Processes Namaskar
Example 33, Three-Plate Injection Mold with Stripping Device for a Precision Magazine
 88 3 Examples Example 33 Example 33, Three-Plate Injection Mold with Stripping Device for a Precision Magazine Integrated circuits (IC) are generally mounted automatically during production of electronic
88 3 Examples Example 33 Example 33, Three-Plate Injection Mold with Stripping Device for a Precision Magazine Integrated circuits (IC) are generally mounted automatically during production of electronic
INJECTION MOULDING OF PLASTICS INJECTION MOULDING
 INJECTION MOULDING OF PLASTICS INJECTION MOULDING The Material Hopper The Barrel/Cylinder heating system The Barrel/Cylinder and Screw Adhesion Abrasion Corrosion Datamination The Screw Drive System The
INJECTION MOULDING OF PLASTICS INJECTION MOULDING The Material Hopper The Barrel/Cylinder heating system The Barrel/Cylinder and Screw Adhesion Abrasion Corrosion Datamination The Screw Drive System The
Steel Plate in Oil Rig Blowout Preventer Valves
 Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Corso di Studi di Fabbricazione
 Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Molded Parts and Mold Design
 Molded Parts and Mold Design July 29, 2009 Introduction Importance of Proper Mold Design Design Considerations Overview of Design Process SolidWorks & Mold Design Overview of Mold Design Most common method
Molded Parts and Mold Design July 29, 2009 Introduction Importance of Proper Mold Design Design Considerations Overview of Design Process SolidWorks & Mold Design Overview of Mold Design Most common method
Metal Casting Processes CHAPTER 11 PART I
 Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Airframes Instructor Training Manual. Chapter 3 MANUFACTURING TECHNOLOGY
 Learning Objectives Airframes Instructor Training Manual Chapter 3 MANUFACTURING TECHNOLOGY 1. The purpose of this chapter is to discuss in more detail, the tools and processes technology that is utilised
Learning Objectives Airframes Instructor Training Manual Chapter 3 MANUFACTURING TECHNOLOGY 1. The purpose of this chapter is to discuss in more detail, the tools and processes technology that is utilised
4.1.3: Shell Casting.
 4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
Multiflex. Trouble Shooting Guide. Thermoplastic Elastomers. Injection molding. Extrusion. Overmolding. Trouble Shooting Guide
 Multiflex Thermoplastic Elastomers Trouble Shooting Guide Injection molding Extrusion Overmolding M a t e r i a l s t o w i n TROUBLE-SHOOTING GUIDE - INJECTION MOULDING Incomplete fill Air entrapment
Multiflex Thermoplastic Elastomers Trouble Shooting Guide Injection molding Extrusion Overmolding M a t e r i a l s t o w i n TROUBLE-SHOOTING GUIDE - INJECTION MOULDING Incomplete fill Air entrapment
MOULD FLOW AND STRUCTURAL ANALYSIS OF INJECTION MOULD TOOL FOR HOOTER BODY COVER COMPONENT
 MOULD FLOW AND STRUCTURAL ANALYSIS OF INJECTION MOULD TOOL FOR HOOTER BODY COVER COMPONENT Allwin Arulanandan.K 1, Ramesha.N 2 1 Dept. of PG studies, Govt. Tool Room & Training centre, Mysore, Karnataka,
MOULD FLOW AND STRUCTURAL ANALYSIS OF INJECTION MOULD TOOL FOR HOOTER BODY COVER COMPONENT Allwin Arulanandan.K 1, Ramesha.N 2 1 Dept. of PG studies, Govt. Tool Room & Training centre, Mysore, Karnataka,
Casting Process Part 1
 Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
Taking MIM Tooling To the Next Level. Originally published in The American Mold Builder Magazine, February 2014
 Taking MIM Tooling To the Next Level Originally published in The American Mold Builder Magazine, February 2014 1 Metal injection molding (MIM) merges two established technologies, plastic injection molding
Taking MIM Tooling To the Next Level Originally published in The American Mold Builder Magazine, February 2014 1 Metal injection molding (MIM) merges two established technologies, plastic injection molding
CASTING. Dept. of Mech & Mfg. Engg. 1
 CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
16 Plastics Fig. 1 Basic mechanism of MES. Mold Closing Unit. Extruder Unit. Unit. Movable Plate. B Mold (Upper) A Mold (Upper) A Mold (Lower)
 A Mold (Upper) A Mold (Lower)") 1. Introduction 3D-blow molding, which molds crooked products two or three dimensionally or products with bellows without any flash, is done by storing the parison into the blow mold cavity. In this article,
1. Introduction 3D-blow molding, which molds crooked products two or three dimensionally or products with bellows without any flash, is done by storing the parison into the blow mold cavity. In this article,
OUR GROUP OF COMPAINES
 OUR GROUP OF COMPAINES Over 16 years of experience in PET / PP PREFORM MOULDS 280/2/B, Bhadakmora, Vapi - Silvassa Main Road, Vapi - 396 195 +91 260 2424702 shailendra@dowellmoulds.com www.dowellmoulds.com
OUR GROUP OF COMPAINES Over 16 years of experience in PET / PP PREFORM MOULDS 280/2/B, Bhadakmora, Vapi - Silvassa Main Road, Vapi - 396 195 +91 260 2424702 shailendra@dowellmoulds.com www.dowellmoulds.com
Types of moulding sand
 casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
- sprue gate - pinpoint gate - fan gate - tunnel gate
 Moulds for processing of thermosetting moulding compounds 1. Sprue and Runner Systems and Gates Sprues should have either a round cross-section or a rounded trapezoidal construction and must have well-polished
Moulds for processing of thermosetting moulding compounds 1. Sprue and Runner Systems and Gates Sprues should have either a round cross-section or a rounded trapezoidal construction and must have well-polished
CASTING Fundamentals. Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014
 CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
Casting Process Lec byprof. A.Chandrashekhar
 Casting Process Lec 18-20 byprof. A.Chandrashekhar Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is
Casting Process Lec 18-20 byprof. A.Chandrashekhar Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is
Injection Moulding Of Plastics
 Injection Moulding Of Plastics 1 / 6 2 / 6 3 / 6 Injection Moulding Of Plastics Injection moulding. Injection moulding ( British English) or injection molding ( American English) is a manufacturing process
Injection Moulding Of Plastics 1 / 6 2 / 6 3 / 6 Injection Moulding Of Plastics Injection moulding. Injection moulding ( British English) or injection molding ( American English) is a manufacturing process
CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE
 33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
MN Modelling Objects and Creating Manufacturing Strategy
 Abstract This document and the accompanying files describe the process of modelling a bell housing jig using the 3D software Catia V5. The manufacturing process by which the bell housing would be created
Abstract This document and the accompanying files describe the process of modelling a bell housing jig using the 3D software Catia V5. The manufacturing process by which the bell housing would be created
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 10: Casting Technology DR. SOTIRIS L. OMIROU CASTING - Basics - A material in a liquid or semisolid form is poured or forced to flow into a die cavity and allowed
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 10: Casting Technology DR. SOTIRIS L. OMIROU CASTING - Basics - A material in a liquid or semisolid form is poured or forced to flow into a die cavity and allowed
DESIGN OF PLASTIC INJECTION MOULD TOOL FOR AIR FILTER BOX BOTTOM COVER
 DESIGN OF PLASTIC INJECTION MOULD TOOL FOR AIR FILTER BOX BOTTOM COVER Madhukumar K 1, Sampathkumar L 2, Nataraj M N 3, Kumarswamy R 4 1,2,3,4 Department of Mechanical Egineering, Sir M. Visvesvaraya Institute
DESIGN OF PLASTIC INJECTION MOULD TOOL FOR AIR FILTER BOX BOTTOM COVER Madhukumar K 1, Sampathkumar L 2, Nataraj M N 3, Kumarswamy R 4 1,2,3,4 Department of Mechanical Egineering, Sir M. Visvesvaraya Institute
SR2. Rotative blowing for large mass productionof packagings from 0,1 L to 2 L
 SR2 Rotative blowing for large mass productionof packagings from 0,1 L to 2 L SR2 PRODUCTION : Maxi Dimensions : Closing force : 1 T Volume : 2000 cm3 Height : 320 mm Diameter : 100 mm MAXIMUM USUAL DIMENSIONS
SR2 Rotative blowing for large mass productionof packagings from 0,1 L to 2 L SR2 PRODUCTION : Maxi Dimensions : Closing force : 1 T Volume : 2000 cm3 Height : 320 mm Diameter : 100 mm MAXIMUM USUAL DIMENSIONS
DESIGN & MANUFACTURING OF PLASTIC INJECTION MOULD THREAD COVER
 DESIGN & MANUFACTURING OF PLASTIC INJECTION MOULD THREAD COVER Shubham Boralkar 1, Pranit Patil 2, Akash Patil 3, Ajay Warekar 4, Rohit Patil 5 1,2,3,4,5 Mechanical Engineering, Nanasaheb Mahadik College
DESIGN & MANUFACTURING OF PLASTIC INJECTION MOULD THREAD COVER Shubham Boralkar 1, Pranit Patil 2, Akash Patil 3, Ajay Warekar 4, Rohit Patil 5 1,2,3,4,5 Mechanical Engineering, Nanasaheb Mahadik College
Precision Prototyping THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY
 By Lior Zonder, Applications Team Leader & Nadav Sella, Solutions Sales Manager, Global Field Operations INTRODUCTION Injection molding (IM) the process of injecting plastic material into a mold cavity
By Lior Zonder, Applications Team Leader & Nadav Sella, Solutions Sales Manager, Global Field Operations INTRODUCTION Injection molding (IM) the process of injecting plastic material into a mold cavity
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES
 Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Qualification: Level 2 Technical Award in Engineering Level 2 Engineering Theory exam (1) June 2018 Marking scheme
 June 2018 Marking scheme") Qualification: 1145-20 Level 2 Technical Award in Engineering 1145-502 Level 2 Engineering Theory exam (1) June 2018 Marking scheme 1a What does the symbol in Figure 1 represent on an orthographic drawing?
Qualification: 1145-20 Level 2 Technical Award in Engineering 1145-502 Level 2 Engineering Theory exam (1) June 2018 Marking scheme 1a What does the symbol in Figure 1 represent on an orthographic drawing?
Injection Molding Design Guide. Design considerations for rapid manufacturing of plastic parts using injection molding
 Injection Molding Design Guide Design considerations for rapid manufacturing of plastic parts using injection molding Table of contents 1 Injection mold tooling process comparison 3 2 Size considerations
Injection Molding Design Guide Design considerations for rapid manufacturing of plastic parts using injection molding Table of contents 1 Injection mold tooling process comparison 3 2 Size considerations
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 7 Metal Casting Good morning. We have been
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 7 Metal Casting Good morning. We have been
Castings. 65tons, 7m high, 43cm dia, 1600years old
 Castings 65tons, 7m high, 43cm dia, 1600years old At 500/550 pound in weight. The biggest Gravity Die Casting in The World at the Time http://www.rainwater.demon.co.uk/bertha.htm CASTING AND RELATED PROCESSES
Castings 65tons, 7m high, 43cm dia, 1600years old At 500/550 pound in weight. The biggest Gravity Die Casting in The World at the Time http://www.rainwater.demon.co.uk/bertha.htm CASTING AND RELATED PROCESSES
HIGH PRESSURE MOULDING TECHNOLOGY
 HIGH PRESSURE MOULDING TECHNOLOGY Romuald Lemaitre, Pierre Gaillard, Franck Tortey, Paul Woodward franck.tortey@alcatel-lucent.fr Alcatel - Lucent, 536 Quai de La Loire 62100 Calais Abstract: The Optical
HIGH PRESSURE MOULDING TECHNOLOGY Romuald Lemaitre, Pierre Gaillard, Franck Tortey, Paul Woodward franck.tortey@alcatel-lucent.fr Alcatel - Lucent, 536 Quai de La Loire 62100 Calais Abstract: The Optical
Compression Molding. Solutions for 3D TSV and other advanced packages as well as cost savings for standard package applications
 Compression Molding Solutions for 3D TSV and other advanced packages as well as cost savings for standard package applications 1. Company Introduction 2. Package Development Trend 3. Compression FFT Molding
Compression Molding Solutions for 3D TSV and other advanced packages as well as cost savings for standard package applications 1. Company Introduction 2. Package Development Trend 3. Compression FFT Molding
Special Casting. By S K Mondal
 Special Casting By S K Mondal Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and
Special Casting By S K Mondal Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and
Drawing. Fig. 1 Drawing
 Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Design and Technology Resistant materials Key words and definitions
 Design and Technology Resistant materials Key words and definitions Word Acrylic Definition a type of thermoplastic, which is hard and can be transparent. Used to make shop signs. Perspex is a trade/brand
Design and Technology Resistant materials Key words and definitions Word Acrylic Definition a type of thermoplastic, which is hard and can be transparent. Used to make shop signs. Perspex is a trade/brand
FAMILY MOULD DESIGN FOR QUALITY LEVERS
 FAMILY MOULD DESIGN FOR QUALITY LEVERS Ebinezar 1, Bheemrao Kamble 2 1 Asst.professor, BKIT Bhalki, Karnataka, India 2 Asst.professor, BKIT Bhalki, Karnataka, India Abstract Moulding is a process in which
FAMILY MOULD DESIGN FOR QUALITY LEVERS Ebinezar 1, Bheemrao Kamble 2 1 Asst.professor, BKIT Bhalki, Karnataka, India 2 Asst.professor, BKIT Bhalki, Karnataka, India Abstract Moulding is a process in which
Metal Working Processes
 Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
COMPREHENSIVE ONLINE TRAINING FOR SCIENTIFIC INJECTION MOLDING
 COMPREHENSIVE ONLINE TRAINING FOR SCIENTIFIC INJECTION MOLDING Fundamental Injection Molding Courses An Introduction to Injection Molding * Injection Molding Basics, Part 1: The Injection Molding Machine
COMPREHENSIVE ONLINE TRAINING FOR SCIENTIFIC INJECTION MOLDING Fundamental Injection Molding Courses An Introduction to Injection Molding * Injection Molding Basics, Part 1: The Injection Molding Machine
HILMA Quick Tool Change for Forging Applications
 HILMA Quick Tool Change for Forging Applications Upper tool is seated in pocket of the master die set clamped with Hilma Wedge Clamps Lower tool is clamped with vertical clamping bars locked in place with
HILMA Quick Tool Change for Forging Applications Upper tool is seated in pocket of the master die set clamped with Hilma Wedge Clamps Lower tool is clamped with vertical clamping bars locked in place with
Dicing Through Hard and Brittle Materials in the Micro Electronic Industry By Gideon Levinson, Dicing Tools Product Manager
 Dicing Through Hard and Brittle Materials in the Micro Electronic Industry By Gideon Levinson, Dicing Tools Product Manager A high percentage of micro electronics dicing applications require dicing completely
Dicing Through Hard and Brittle Materials in the Micro Electronic Industry By Gideon Levinson, Dicing Tools Product Manager A high percentage of micro electronics dicing applications require dicing completely
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
PRECISION PROTOTYPING:
 PRECISION PROTOTYPING: THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY By Lior Zonder, Applications Team Leader Nadav Sella, Solutions Sales Manager, Global Field Operations INTRODUCTION
PRECISION PROTOTYPING: THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY By Lior Zonder, Applications Team Leader Nadav Sella, Solutions Sales Manager, Global Field Operations INTRODUCTION
Solidification Processes
 CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
PRECISION PROTOTYPING THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY
 PRECISION PROTOTYPING THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY By Lior Zonder & Nadav Sella INTRODUCTION Injection molding (IM) the process of injecting plastic material into a mold
PRECISION PROTOTYPING THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY By Lior Zonder & Nadav Sella INTRODUCTION Injection molding (IM) the process of injecting plastic material into a mold
Profile Extrusion. Extrusion. Extrusion PL ET 370. Extrusion Screw. Screw Terminology
 Profile PL ET 370 Modified S05 Screw Screw Terminology L/D - Ratio of Screw Length to Screw Diameter Compression Ratio - Ratio of the volume in the first flight to the volume in the last flight Mixing
Profile PL ET 370 Modified S05 Screw Screw Terminology L/D - Ratio of Screw Length to Screw Diameter Compression Ratio - Ratio of the volume in the first flight to the volume in the last flight Mixing
Design and Manufacture of Plastic Injection Mould Cavity for Base Cover of Bus Ticketing Machine
 Design and Manufacture of Plastic Injection Mould Cavity for Base Cover of Bus Ticketing Machine Naveen R Karki 1, Chandrasekhar M 2, Dr. Prasanna P Raravi 3 1 Student (M.Tech), Department of Industrial
Design and Manufacture of Plastic Injection Mould Cavity for Base Cover of Bus Ticketing Machine Naveen R Karki 1, Chandrasekhar M 2, Dr. Prasanna P Raravi 3 1 Student (M.Tech), Department of Industrial
DEVELOPMENT OF DIE FOR THE PRODUCTION OF PLASTIC CONTAINER
 DEVELOPMENT OF DIE FOR THE PRODUCTION OF PLASTIC CONTAINER Abhishek Sawalkar 1, Ashish Yelekar 2, Yogesh Yadav 3, Aakash Bisen 4 JD College of Engineering And Management, Nagpur, India. Department of Mechanical
DEVELOPMENT OF DIE FOR THE PRODUCTION OF PLASTIC CONTAINER Abhishek Sawalkar 1, Ashish Yelekar 2, Yogesh Yadav 3, Aakash Bisen 4 JD College of Engineering And Management, Nagpur, India. Department of Mechanical
Vacuum Casting in the Loughborough Design School
 Vacuum Casting in the Loughborough Design School A Guide for Final Year Students Dr. Richard Bibb Selecting Vacuum Casting for Student Projects Vacuum casting can be an excellent way of creating complex
Vacuum Casting in the Loughborough Design School A Guide for Final Year Students Dr. Richard Bibb Selecting Vacuum Casting for Student Projects Vacuum casting can be an excellent way of creating complex
Wire Electric Discharge (ED) Machining
 Machining") Wire Electric Discharge (ED) Machining Tampere University of Technology Tuula Höök Wire electric discharge (ED) machining is based on the same principle as die-sink ED machining. The basic elements in
Wire Electric Discharge (ED) Machining Tampere University of Technology Tuula Höök Wire electric discharge (ED) machining is based on the same principle as die-sink ED machining. The basic elements in
Design Analysis Process
 Prototype Design Analysis Process Rapid Prototyping What is rapid prototyping? A process that generates physical objects directly from geometric data without traditional tools Rapid Prototyping What is
Prototype Design Analysis Process Rapid Prototyping What is rapid prototyping? A process that generates physical objects directly from geometric data without traditional tools Rapid Prototyping What is