Solidification Process(1) - Metal Casting Chapter 9,10
|
|
|
- Octavia Ford
- 5 years ago
- Views:
Transcription
1 Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1-
2 Classification of solidification processes -2-
3 Casting Process in which molten metal flows by gravity or other force into a mold where it solidifies in the shape of the mold cavity The term casting also applies to the part made in the process Steps in casting seem simple: 1. Melt the metal 2. Pour it into a mold 3. Let it freeze -3-
 open mold, simply a container in the shape of the desired part; and (b) closed mold, in which the mold")
4 Open Molds and Closed Molds Figure 10.2 Two forms of mold: (a) open mold, simply a container in the shape of the desired part; and (b) closed mold, in which the mold geometry is more complex and requires a gating system (passageway) leading into the cavity. -4-
5 Metal Casting Process More intricate geometries are possible with expendable mold processes Part shapes in permanent mold processes are limited by the need to open the mold Permanent mold processes are more economic in high production operations -5-
6 Sand Casting Most widely used casting process, accounting for a significant majority of total tonnage cast Nearly all alloys can be sand casted, including metals with high melting temperatures, such as steel, nickel, and titanium Parts ranging in size from small to very large Production quantities from one to millions -6-
7 Sand Casting Mold
8 Term used in Sand Casting (1) Mold Mold consists of two halves: Cope = upper half of mold Drag = bottom half Mold halves are contained in a box, called a flask The two halves separate at the parting line Core The mold cavity provides the external surfaces of the cast part In addition, a casting may have internal surfaces, determined by a core, placed inside the mold cavity to define the interior geometry of part In sand casting, cores are generally made of sand
9 Term used in Sand Casting (2) Gating System Channel through which molten metal flows into cavity from outside of mold Consists of a downsprue, through which metal enters a runner leading to the main cavity At the top of downsprue, a pouring cup is often used to minimize splash and turbulence as the metal flows into downsprue Riser Reservoir in the mold which is a source of liquid metal to compensate for shrinkage of the part during solidification The riser must be designed to freeze after the main casting in order to satisfy its function -9-
10 Steps in Sand Casting 1. Pour molten metal into sand mold 2. Allow metal to solidify 3. Break up the mold to remove casting 4. Clean and inspect casting 5. Heat treatment of casting is sometimes required to improve metallurgical properties -10-
11 Sand Mold Process Steps in the production sequence in sand casting The steps include not only the casting operation but also pattern-making and mold-making -11-
12 Making the Sand Mold The cavity in the sand mold is formed by packing sand around a pattern, then separating the mold into two halves and removing the pattern The mold must also contain gating and riser system If casting is to have internal surfaces, a core must be included in mold A new sand mold must be made for each part produced -12-
13 The Pattern A full-sized model of the part, slightly enlarged to account for shrinkage and machining allowances in the casting Pattern materials: Wood - common material because it is easy to work, but it warps Metal - more expensive to make, but lasts much longer Plastic - compromise between wood and metal -13-
14 Solidification of Metals Transformation of molten metal back into solid state Solidification differs depending on whether the metal is a pure element or an alloy -14-
15 Solidification of Pure Metals I Cooling curve for the solidification of pure metals -15-

16 Solidification of Pure Metals II Due to chilling action of mold wall, a thin skin of solid metal is formed at the interface immediately after pouring Skin thickness increases to form a shell around the molten metal as solidification progresses Rate of freezing depends on heat transfer into mold, as well as thermal properties of the metal -16- Characteristic grain structure in a casting of a pure metal, showing randomly oriented grains of small size near the mold wall, and large columnar grains oriented toward the center of the casting
17 Solidification of Alloys I Most alloys freeze over a temperature range rather than at a single temperature (a) Phase diagram for a copper-nickel alloy system and (b) associated cooling curve for a 50%Ni-50%Cu composition during casting -17-
18 Solidification of Alloys II Phase diagram for the copper-nickel alloy system -18-

19 Solidification of Alloys III Characteristic grain structure in an alloy casting, showing segregation of alloying components in center of casting -19-


20 Cast Structures of Metals Solidified in a Square Mold pure metal solid-solution alloy nucleating agent 첨가 -20-
21 Solidification Time Solidification takes time Total solidification time TST = time required for casting to solidify after pouring TST depends on size and shape of casting by relationship known as Chvorinov's Rule -21-
22 Chvorinov's Rule TST V C m A n Where, TST = total solidification time; V = volume of the casting; A = surface area of casting; n = exponent usually taken to have a value = 2; C m = constant -22-
23 Mold Constant in Chvorinov's Rule C m depends on mold material, thermal properties of casting metal, and pouring temperature relative to melting point Value of C m for a given casting operation can be based on experimental data from previous operations carried out using same mold material, metal, and pouring temperature, even though the shape of the part may be quite different -23-
24 What Chvorinov's Rule Tells Us A casting with a higher volume-to-surface area ratio cools and solidifies more slowly than one with a lower ratio To feed molten metal to main cavity, TST for riser must greater than TST for main casting Since riser and casting mold constants will be equal, design the riser to have a larger volume-to-area ratio so that the main casting solidifies first This minimizes the effects of shrinkage -24-
 starting level of molten metal immediately after pouring; (1) reduction in")
25 Shrinkage in Solidification and Cooling Figure 10.8 Shrinkage of a cylindrical casting during solidification and cooling: (0) starting level of molten metal immediately after pouring; (1) reduction in level caused by liquid contraction during cooling (dimensional reductions are exaggerated for clarity). -25-
 reduction in height and formation of shrinkage cavity caused by solidification shrinkage; (3) further reduction in height and diameter due to")
26 Shrinkage in Solidification and Cooling Figure 10.8 (2) reduction in height and formation of shrinkage cavity caused by solidification shrinkage; (3) further reduction in height and diameter due to thermal contraction during cooling of solid metal (dimensional reductions are exaggerated for clarity). -26-
27 Directional Solidification To minimize damaging effects of shrinkage, it is desirable for regions of the casting most distant from the liquid metal supply to freeze first and for solidification to progress from these remote regions toward the riser(s) Thus, molten metal is continually available from risers to prevent shrinkage voids The term directional solidification describes this aspect of freezing and methods by which it is controlled Desired directional solidification is achieved using Chvorinov's Rule to design the casting itself, its orientation in the mold, and the riser system that feeds it Locate sections of the casting with lower V/A ratios away from riser, so freezing occurs first in these regions, and the liquid metal supply for the rest of the casting remains open Chills - internal or external heat sinks that cause rapid freezing in certain regions of the casting -27-
28 External Chills Figure 10.9 (a) External chill to encourage rapid freezing of the molten metal in a thin section of the casting; and (b) the likely result if the external chill were not used.

29 Examples of Sand Casting Sand casting Examples (AURORA METALS DIVISION, L.L.C.) -29-
30 Investment Casting (Lost Wax Process) A pattern made of wax is coated with a refractory material to make mold, after which wax is melted away prior to pouring molten metal "Investment" comes from one of the less familiar definitions of "invest" - "to cover completely," which refers to coating of refractory material around wax pattern It is a precision casting process - capable of castings of high accuracy and intricate detail -30-
 several patterns are attached to a sprue to form a pattern tree")
31 Steps in Investment Casting Steps in investment casting: (1) wax patterns are produced (2) several patterns are attached to a sprue to form a pattern tree -31-
 the full mold is formed by covering the coated tree with sufficient refractory material to make it rigid")
32 Steps in Investment Casting Steps in investment casting: (3) the pattern tree is coated with a thin layer of refractory material (4) the full mold is formed by covering the coated tree with sufficient refractory material to make it rigid -32-

33 Steps in Investment Casting Steps in investment casting: (5) the mold is held in an inverted position and heated to melt the wax and permit it to drip out of the cavity -33-

34 Steps in Investment Casting Steps in investment casting: (6) the mold is preheated to a high temperature, which ensures that all contaminants are eliminated from the mold; it also permits the liquid metal to flow more easily into the detailed cavity; the molten metal is poured; it solidifies -34-

35 Steps in Investment Casting Steps in investment casting: (7) the mold is broken away from the finished casting parts are separated from the sprue -35-
36 Advantages and Disadvantages of Investment Casting Advantages: Parts of great complexity and intricacy can be cast Close dimensional control and good surface finish Wax can usually be recovered for reuse Additional machining is not normally required - this is a net shape process Disadvantages Many processing steps are required Relatively expensive process -36-
")
37 Examples of Investment Casting A one-piece compressor stator with 108 separate airfoils made by investment casting (courtesy Howmet Corp ) -37-
38 Die Casting A permanent mold casting process in which molten metal is injected into mold cavity under high pressure Pressure is maintained during solidification, then mold is opened and part is removed Molds in this casting operation are called dies; hence the name die casting Use of high pressure to force metal into die cavity is what distinguishes this from other permanent mold processes -38-
39 Die Casting Machines Designed to hold and accurately close two mold halves and keep them closed while liquid metal is forced into cavity Two main types: 1. Hot-chamber machine 2. Cold-chamber machine -39-
40 Hot-Chamber Die Casting I Metal is melted in a container, and a piston injects liquid metal under high pressure into the die High production rates parts per hour not uncommon Applications limited to low melting-point metals that do not chemically attack plunger and other mechanical components Casting metals: zinc, tin, lead, and magnesium -40-

41 Hot-Chamber Die Casting II hot-chamber casting -41-
42 Cold-Chamber Die Casting Machine I Molten metal is poured into unheated chamber from external melting container, and a piston injects metal under high pressure into die cavity High production but not usually as fast as hot-chamber machines because of pouring step Casting metals: aluminum, brass, and magnesium alloys Advantages of hot-chamber process favor its use on low melting-point alloys (zinc, tin, lead) -42-

43 Cold-Chamber Die Casting Machine II cold-chamber casting -43-
44 Molds for Die Casting Usually made of tool steel, mold steel, or maragingsteel Tungsten and molybdenum (good refractory qualities) used to die cast steel and cast iron Ejector pins required to remove part from die when it opens Lubricants must be sprayed into cavities to prevent sticking -44-
45 Advantages and Limitations of Die Casting Advantages: Economical for large production quantities Good dimensional accuracy and surface finish Thin sections are possible Rapid cooling provides small grain size and good strength to casting Disadvantages: Generally limited to metals with low melt points Part geometry must allow removal from die cavity -45-

46 Single-crystal components I -46-

47 Single-crystal components II -47-


48 General Steel Working Ingot Casting, Continuous Casting -48-

49 Examples of Casting Design CAE (Prediction of Macro Porosity) -49-
50 Product Design Considerations Geometric simplicity: Although casting can be used to produce complex part geometries, simplifying the part design usually improves castability Avoiding unnecessary complexities: Simplifies mold making Reduces the need for cores Improves the strength of the casting -50-

51 Product Design Considerations Corners on the casting: Sharp corners and angles should be avoided, since they are sources of stress concentrations and may cause hot tearing and cracks Generous fillets should be designed on inside corners and sharp edges should be blended -51-
52 Product Design Considerations Draft Guidelines: In expendable mold casting, draft facilitates removal of pattern from mold Draft = 1 for sand casting In permanent mold casting, purpose is to aid in removal of the part from the mold Draft = 2 to 3 for permanent mold processes Similar tapers should be allowed if solid cores are used -52-
 original design, and (b)")
53 Draft Minor changes in part design can reduce need for coring Figure Design change to eliminate the need for using a core: (a) original design, and (b) redesign. -53-
54 Product Design Considerations Dimensional Tolerances and Surface Finish: Significant differences in dimensional accuracies and finishes can be achieved in castings, depending on process: Poor dimensional accuracies and finish for sand casting Good dimensional accuracies and finish for die casting and investment casting -54-
55 Product Design Considerations Machining Allowances: Almost all sand castings must be machined to achieve the required dimensions and part features Additional material, called the machining allowance, is left on the casting in those surfaces where machining is necessary Typical machining allowances for sand castings are around 1.5 and 3 mm (1/16 and 1/4 in) -55-
Two Categories of Metal Casting Processes
 Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Manufacturing: Chapter 3 Casting
 CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
CASTING Fundamentals. Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014
 CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
(( Manufacturing )) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.
) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.") (( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
(( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
Permanent Mold Casting Processes. Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng.
 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold)
") BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
4.1.3: Shell Casting.
 4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
Casting Process Part 1
 Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 10: Casting Technology DR. SOTIRIS L. OMIROU CASTING - Basics - A material in a liquid or semisolid form is poured or forced to flow into a die cavity and allowed
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 10: Casting Technology DR. SOTIRIS L. OMIROU CASTING - Basics - A material in a liquid or semisolid form is poured or forced to flow into a die cavity and allowed
Chapter 1 Sand Casting Processes
 Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
CHAPTER 4: METAL CASTING PROCESS
 CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting)
") BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
METAL CASTING PROCESSES
 METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
Metal Mould System 1. Introduction
 Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Special Casting. By S K Mondal
 Special Casting By S K Mondal Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and
Special Casting By S K Mondal Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and
Guideline. Casting Selection Process. Table of Contents. Delivery Engineered Solutions
 Casting Selection Process Guideline Table of Contents Introduction... 2 Factors In Choosing A Process... 2 Category Details & Requirements... 4 Sand casting... 4 Gravity die casting (also known as permanent
Casting Selection Process Guideline Table of Contents Introduction... 2 Factors In Choosing A Process... 2 Category Details & Requirements... 4 Sand casting... 4 Gravity die casting (also known as permanent
Manufacturing Process II. Casting-3
 Manufacturing Process II Casting-3 Casting Processes Metal casting processes divide into two categories, based on mold type: (1) expendable mold and (2) permanent mold. In expendable mold casting operations,
Manufacturing Process II Casting-3 Casting Processes Metal casting processes divide into two categories, based on mold type: (1) expendable mold and (2) permanent mold. In expendable mold casting operations,
Metal Casting Processes CHAPTER 11 PART I
 Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Special Casting Process. 1. Permanent mould casting
 Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Mid term Review Questions P a g e 1 CASTING
 Mid term Review Questions P a g e 1 Q1: Define the casting process? CASTING A1: Casting is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape
Mid term Review Questions P a g e 1 Q1: Define the casting process? CASTING A1: Casting is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape
Principles of Major Manufacturing Processes. Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes
 Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Casting Processes. ver. 2
 Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
Solidification Processes
 CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
1. There is a variety of casting processes. Many casting process characteristics are similar
 CHAPTER 14 Expendable-Mold Casting Processes Review Questions 1. There is a variety of casting processes. Many casting process characteristics are similar but each has distinct characteristics that determine
CHAPTER 14 Expendable-Mold Casting Processes Review Questions 1. There is a variety of casting processes. Many casting process characteristics are similar but each has distinct characteristics that determine
Types of moulding sand
 casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part.
 Make a Selection Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part. Design engineers must choose among several
Make a Selection Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part. Design engineers must choose among several
Castings. 65tons, 7m high, 43cm dia, 1600years old
 Castings 65tons, 7m high, 43cm dia, 1600years old At 500/550 pound in weight. The biggest Gravity Die Casting in The World at the Time http://www.rainwater.demon.co.uk/bertha.htm CASTING AND RELATED PROCESSES
Castings 65tons, 7m high, 43cm dia, 1600years old At 500/550 pound in weight. The biggest Gravity Die Casting in The World at the Time http://www.rainwater.demon.co.uk/bertha.htm CASTING AND RELATED PROCESSES
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
All About Die Casting
 All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
Steel Plate in Oil Rig Blowout Preventer Valves
 Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
CASTING. Dept. of Mech & Mfg. Engg. 1
 CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
Multiple-Use-Mold Casting Processes
 Multiple-Use-Mold Casting Processes Chapter 13 13.1 Introduction In expendable mold casting, a separate mold is produced for each casting Low production rate for expendable mold casting If multiple-use
Multiple-Use-Mold Casting Processes Chapter 13 13.1 Introduction In expendable mold casting, a separate mold is produced for each casting Low production rate for expendable mold casting If multiple-use
(Refer Slide Time: 00:35)
") Fundamentals of Materials Processing (Part 1) Professor Shashank Shekhar Department of Materials Science and Engineering Indian Institute of Technology, Kanpur Lecture Number 02 Solidification (Casting)
Fundamentals of Materials Processing (Part 1) Professor Shashank Shekhar Department of Materials Science and Engineering Indian Institute of Technology, Kanpur Lecture Number 02 Solidification (Casting)
Materials & Processes in Manufacturing
 Materials & Processes in Manufacturing ME 151 Chapter 15 Multiple Use Mold Casting Processes 1 Introduction Expendable Molds - melting point materials and castings General shortcomings of the expendable-mold
Materials & Processes in Manufacturing ME 151 Chapter 15 Multiple Use Mold Casting Processes 1 Introduction Expendable Molds - melting point materials and castings General shortcomings of the expendable-mold
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 7 Metal Casting Good morning. We have been
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 7 Metal Casting Good morning. We have been
Copyright 1999 Society of Manufacturing Engineers FUNDAMENTAL MANUFACTURING PROCESSES Casting
 Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Casting SCENE 1. CG: FBI warning white text centered on black to blue gradient SCENE 2. CG: disclaimer white
Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Casting SCENE 1. CG: FBI warning white text centered on black to blue gradient SCENE 2. CG: disclaimer white
What makes Investment Casting one of the BEST way to cast metal?
 What makes Investment Casting one of the BEST way to cast metal? In it s simplest form, investment casting can be thought of as the melting and flowing of any of todays common engineering metals and alloys
What makes Investment Casting one of the BEST way to cast metal? In it s simplest form, investment casting can be thought of as the melting and flowing of any of todays common engineering metals and alloys
Pattern Design. Broken Edges. Patterns are generally made from wood however they can be made from metal, plastic or any number of other materials.
 Sand is a process that has been around for over 5000 years. The process itself is fairly simple. A pattern is pressed into a sand mould to leave an impression. The pattern is then removed and the impression
Sand is a process that has been around for over 5000 years. The process itself is fairly simple. A pattern is pressed into a sand mould to leave an impression. The pattern is then removed and the impression
INTRODUCTION. HareeshaN G Lecturer Department of aeronautical engg. Classification of manufacturing process
 INTRODUCTION HareeshaN G Lecturer Department of aeronautical engg Classification of manufacturing process 2 Blore 1 Classification of manufacturing process 3 Types of production systems Mass production
INTRODUCTION HareeshaN G Lecturer Department of aeronautical engg Classification of manufacturing process 2 Blore 1 Classification of manufacturing process 3 Types of production systems Mass production
Study of Sand Casting Gating System
 Study of Sand Casting Gating System Nandagopal M 1, Sivakumar K 2, Senthilkumar G 3, Sengottuvelan M 4 1,3 Associate Professor, Department of Mechanical Engineering, Bannari Amman Institute of Technology,
Study of Sand Casting Gating System Nandagopal M 1, Sivakumar K 2, Senthilkumar G 3, Sengottuvelan M 4 1,3 Associate Professor, Department of Mechanical Engineering, Bannari Amman Institute of Technology,
ME0203- Manufacturing Technology
 ME0203- Manufacturing Technology Casting and Welding Metal Casting A large sand casting weighing 680 kg for an air compressor frame Basic Features n Pattern and Mould A pattern is made of wood or metal,
ME0203- Manufacturing Technology Casting and Welding Metal Casting A large sand casting weighing 680 kg for an air compressor frame Basic Features n Pattern and Mould A pattern is made of wood or metal,
CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE
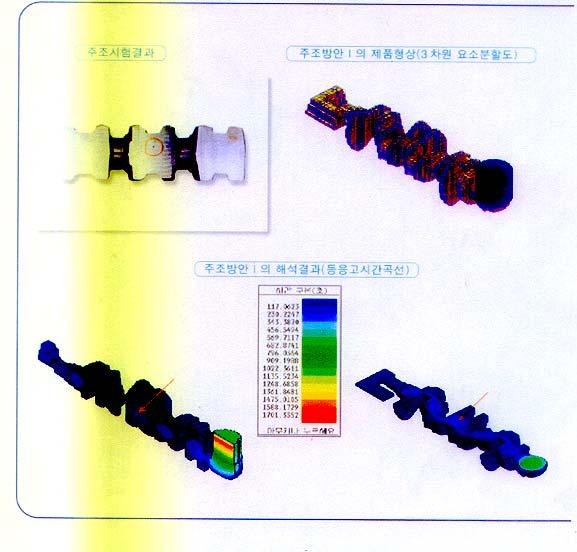
 33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
Casting. Pattern Making and Molding
 Casting Pattern Making and Molding Introduction Virtually nothing moves, turns, rolls, or flies without the benefit of cast metal products. The metal casting industry plays a key role in all the major
Casting Pattern Making and Molding Introduction Virtually nothing moves, turns, rolls, or flies without the benefit of cast metal products. The metal casting industry plays a key role in all the major
Attention is drawn to the following places, which may be of interest for search:
 CPC - B22D - 2017.08 B22D CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES (shaping of plastics or substances in a plastic state B29C; metallurgical processing, selection
CPC - B22D - 2017.08 B22D CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES (shaping of plastics or substances in a plastic state B29C; metallurgical processing, selection
1.0 PRECISION CASTING PROCESSES
 1.0 PRECISION CASTING PROCESSES An Introduction to precision casting processes The casting process is without equal as the manufacturing cable of producing fully shaped components of any size in any
1.0 PRECISION CASTING PROCESSES An Introduction to precision casting processes The casting process is without equal as the manufacturing cable of producing fully shaped components of any size in any
Creating Quality Casting
 MME 6203 Lecture 01 Creating Quality Casting AKMB Rashid Professor, Department of MME BUET, Dhaka Topics to discuss today. 1. Defects in casting 2. How to create quality casting 3. Introducing MME 6203
MME 6203 Lecture 01 Creating Quality Casting AKMB Rashid Professor, Department of MME BUET, Dhaka Topics to discuss today. 1. Defects in casting 2. How to create quality casting 3. Introducing MME 6203
Casting Process Lec byprof. A.Chandrashekhar
 Casting Process Lec 18-20 byprof. A.Chandrashekhar Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is
Casting Process Lec 18-20 byprof. A.Chandrashekhar Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is
Advantages of the Casting Process
 Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
ADVANECES IN CASTING. Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal
 Manufacturing engg. NIT Warangal") ADVANECES IN CASTING Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal http://ajourneywithtime.weebly.com CONTENTS Introduction Conventional casting process Advances & recent development
ADVANECES IN CASTING Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal http://ajourneywithtime.weebly.com CONTENTS Introduction Conventional casting process Advances & recent development
CHAPTER 5: MOULDING PROCESS
 CHAPTER OUTLINE CHAPTER 5: MOULDING PROCESS 5.1 INTRODUCTION 5.2 INJECTION MOULDING 5.3 COMPRESSION AND TRANSFER MOLDING 5.4 BLOW AND ROTATIONAL MOLDING 5.5 PRODUCT DESIGN CONSIDERATIONS 1 5.1 Introduction
CHAPTER OUTLINE CHAPTER 5: MOULDING PROCESS 5.1 INTRODUCTION 5.2 INJECTION MOULDING 5.3 COMPRESSION AND TRANSFER MOLDING 5.4 BLOW AND ROTATIONAL MOLDING 5.5 PRODUCT DESIGN CONSIDERATIONS 1 5.1 Introduction
Year 9 Mathematics Topic 5, Measurement and Geometry Investigation The Feeding of Castings
 Name: Class: Due date: / / Mark: /48 % Year 9 Mathematics 2014. Topic 5, Measurement and Geometry Investigation The Feeding of Castings You are to investigate the calculation of casting modulus and feeder
Name: Class: Due date: / / Mark: /48 % Year 9 Mathematics 2014. Topic 5, Measurement and Geometry Investigation The Feeding of Castings You are to investigate the calculation of casting modulus and feeder
Foundry Procedures. Page 1 of 7 R. G. Sparber Copyleft protects this document. Furnace Set Up
 Foundry Procedures Furnace Set Up 1. Check weather report and only proceed if there is no chance of rain 2. lay out tarp on patio 3. place 3 fire bricks to support furnace 4. put down bottom of furnace
Foundry Procedures Furnace Set Up 1. Check weather report and only proceed if there is no chance of rain 2. lay out tarp on patio 3. place 3 fire bricks to support furnace 4. put down bottom of furnace
3D Systems Guide to Prototyping Die Cast Parts
 3D Systems Guide to Prototyping Die Cast Parts Tom Mueller 3D Systems May 2013 Table of Contents Introduction... 3 Why should I prototype?... 4 What are the options for Prototyping?... 5 Which should I
3D Systems Guide to Prototyping Die Cast Parts Tom Mueller 3D Systems May 2013 Table of Contents Introduction... 3 Why should I prototype?... 4 What are the options for Prototyping?... 5 Which should I
Injection moulding. Introduction. Typical characteristics of injection moulded parts
 Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
Molded Parts and Mold Design
 Molded Parts and Mold Design July 29, 2009 Introduction Importance of Proper Mold Design Design Considerations Overview of Design Process SolidWorks & Mold Design Overview of Mold Design Most common method
Molded Parts and Mold Design July 29, 2009 Introduction Importance of Proper Mold Design Design Considerations Overview of Design Process SolidWorks & Mold Design Overview of Mold Design Most common method
University of Arizona College of Optical Sciences
 University of Arizona College of Optical Sciences Name: Nachiket Kulkarni Course: OPTI521 Topic Plastic Injection Molding Submitted to Prof. J. Burge Date 1. Introduction In daily life, we come across
University of Arizona College of Optical Sciences Name: Nachiket Kulkarni Course: OPTI521 Topic Plastic Injection Molding Submitted to Prof. J. Burge Date 1. Introduction In daily life, we come across
Introduction 2. Casting as a metal forming process
 MME 345 Lecture 02 Introduction 2. Casting as a metal forming process Ref: P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 Ch 01: Introduction Topics to discuss today. 1. Metal forming processes
MME 345 Lecture 02 Introduction 2. Casting as a metal forming process Ref: P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 Ch 01: Introduction Topics to discuss today. 1. Metal forming processes
Guide to Prototyping. Die Cast Parts. Applications and Technologies of Die Cast Prototyping
 Guide to Prototyping Die Cast Parts Applications and Technologies of Die Cast Prototyping Table of Contents 1 Introduction 3 2 Why Should I Prototype? 4 3 What are the Options for Prototyping 5 Which Should
Guide to Prototyping Die Cast Parts Applications and Technologies of Die Cast Prototyping Table of Contents 1 Introduction 3 2 Why Should I Prototype? 4 3 What are the Options for Prototyping 5 Which Should
SHELL MOULDING & INVESTMENT CASTING
 SHELL MOULDING & INVESTMENT CASTING SHELL MOULDING Thisistheprocessinwhichthesandmixedwiththermosettingresinisallowedtocomein contact with the heated metallic pattern plate. This is done so that a thin
SHELL MOULDING & INVESTMENT CASTING SHELL MOULDING Thisistheprocessinwhichthesandmixedwiththermosettingresinisallowedtocomein contact with the heated metallic pattern plate. This is done so that a thin
Expendable-Mold Casting Process
 Expendable-Mold Casting Process Chapter 12 12.1 Introduction Factors to consider for castings Desired dimensional accuracy Surface quality Number of castings Type of pattern and core box needed Cost of
Expendable-Mold Casting Process Chapter 12 12.1 Introduction Factors to consider for castings Desired dimensional accuracy Surface quality Number of castings Type of pattern and core box needed Cost of
A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING
 A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING THESIS SUBMITTED IN THE FULFILLMENT FOR THE DEGREE OF Bachelor of Technolgy In Mechanical Engineering By LOKANATH BEHERA 109ME0360 Department
A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING THESIS SUBMITTED IN THE FULFILLMENT FOR THE DEGREE OF Bachelor of Technolgy In Mechanical Engineering By LOKANATH BEHERA 109ME0360 Department
CASTING 13.1 INTRODUNCTION 13.2 SIGNIFICANCE OF FLUDITY CHAPTER
 13 CHAPTER CASTING 13.1 INTRODUNCTION Casting process is one of the earliest metal shaping techniques known to human being. It means pouring molten metal into a refractory mold cavity and allows it to
13 CHAPTER CASTING 13.1 INTRODUNCTION Casting process is one of the earliest metal shaping techniques known to human being. It means pouring molten metal into a refractory mold cavity and allows it to
SAND CASTING LMU., MEC 329,MECH., DEPT. ADEDIRAN A.A
 SAND CASTING Sand Casting is simply melting the metal and pouring it into a preformed cavity, called mold, allowing (the metal to solidify and then breaking up the mold to remove casting. In sand casting
SAND CASTING Sand Casting is simply melting the metal and pouring it into a preformed cavity, called mold, allowing (the metal to solidify and then breaking up the mold to remove casting. In sand casting
MF9254 ADVANCES IN CASTING AND WELDING PROCESSES UNIT III RECENT TRENDS IN CASTING AND FOUNDRY LAYOUT
 MF9254 ADVANCES IN CASTING AND WELDING PROCESSES UNIT III RECENT TRENDS IN CASTING AND FOUNDRY LAYOUT Syllabus Shell moulding, precision investment casting, CO2 moulding, centrifugal casting, Die casting,
MF9254 ADVANCES IN CASTING AND WELDING PROCESSES UNIT III RECENT TRENDS IN CASTING AND FOUNDRY LAYOUT Syllabus Shell moulding, precision investment casting, CO2 moulding, centrifugal casting, Die casting,
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture 14 Design Of Gating System-I Good
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture 14 Design Of Gating System-I Good
Harmony Castings, LLC TPi Arcade, INC
 Harmony Castings, LLC TPi Arcade, INC Using the V-PROCESS V for Production and Prototype Casting Requirements What is the V-PROCESS V and how it works V-PROCESS produces castings with a smooth surface,
Harmony Castings, LLC TPi Arcade, INC Using the V-PROCESS V for Production and Prototype Casting Requirements What is the V-PROCESS V and how it works V-PROCESS produces castings with a smooth surface,
ME 4563 ME 4563 ME 4563
 Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Casting Processes for Liquid Metals There are two classes of casting processes: Ingot casting - simple shapes
Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Casting Processes for Liquid Metals There are two classes of casting processes: Ingot casting - simple shapes
A critical review on sand casting technology
 A critical review on sand casting technology DR. T.R. VIJAYARAM Prof., SMBS VIT University S and casting technology also known as sand molded casting process. It is a metal casting process characterized
A critical review on sand casting technology DR. T.R. VIJAYARAM Prof., SMBS VIT University S and casting technology also known as sand molded casting process. It is a metal casting process characterized
OET-010 Manufacturing Processes TAG Rubric COURSE OUTLINE
 OET-010 Manufacturing Processes TAG Rubric COURSE OUTLINE MET Objective SURVEY OF MANUFACTURING PROCESSES INSTRUCTOR: STEVE SYKES Mon/Wed 2:30PM 5:15PM OFFICE: 778-7946 (Room 434) TEXT: MODERN MANUFACTURING
OET-010 Manufacturing Processes TAG Rubric COURSE OUTLINE MET Objective SURVEY OF MANUFACTURING PROCESSES INSTRUCTOR: STEVE SYKES Mon/Wed 2:30PM 5:15PM OFFICE: 778-7946 (Room 434) TEXT: MODERN MANUFACTURING
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 5 Metal Casting Good morning. In the earlier episodes,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 5 Metal Casting Good morning. In the earlier episodes,
Investment Casting Design Parameters Guide for Buyer
 Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Cleaning/Fettling of Castings
 Cleaning/Fettling of Castings Cleaning After the metal has solidified and cool in the mold. These molds go to a shake out station where the sand and casting are dumped from the flask. The casting are shaken
Cleaning/Fettling of Castings Cleaning After the metal has solidified and cool in the mold. These molds go to a shake out station where the sand and casting are dumped from the flask. The casting are shaken
Use of Casting Simulation and Rapid Prototyping in an Undergraduate Course in Manufacturing Processes
 Paper ID #15374 Use of Casting Simulation and Rapid Prototyping in an Undergraduate Course in Manufacturing Processes Dr. Mathew Schaefer, Milwaukee School of Engineering MATHEW SCHAEFER is Associate Professor
Paper ID #15374 Use of Casting Simulation and Rapid Prototyping in an Undergraduate Course in Manufacturing Processes Dr. Mathew Schaefer, Milwaukee School of Engineering MATHEW SCHAEFER is Associate Professor
rapid casting development with simulation and QMC
 1 Rapid casting development by means of Qualified Master Casting (QMC) and numerical simulation modeling Dr. Joachim Gundlach Grunewald 2008 2 1. Grunewald 2. Rapid Prototyping techniques 3. casting development
1 Rapid casting development by means of Qualified Master Casting (QMC) and numerical simulation modeling Dr. Joachim Gundlach Grunewald 2008 2 1. Grunewald 2. Rapid Prototyping techniques 3. casting development
ABSTRACT I. INTRODUCTION II. METHODS AND MATERIAL
 2017 IJSRSET Volume 3 Issue 2 Print ISSN: 2395-1990 Online ISSN : 2394-4099 Themed Section: Engineering and Technology A Critical Review on Casting Types and Defects T. Venkat Sai 1, T. Vinod 2, Gunda
2017 IJSRSET Volume 3 Issue 2 Print ISSN: 2395-1990 Online ISSN : 2394-4099 Themed Section: Engineering and Technology A Critical Review on Casting Types and Defects T. Venkat Sai 1, T. Vinod 2, Gunda
Gating Design Optimization for Improvement in Yield of Casting
 Gating Design Optimization for Improvement in Yield of Casting M. N. Jadhav 1, K. H. Inamdar 2 P.G. Student, Department of Mechanical Engineering, Walchand College of Engineering, Sangli, Maharashtra,
Gating Design Optimization for Improvement in Yield of Casting M. N. Jadhav 1, K. H. Inamdar 2 P.G. Student, Department of Mechanical Engineering, Walchand College of Engineering, Sangli, Maharashtra,
Name: Class: Teacher:..
 Name: Class: Teacher:.. 1 Metals All metals in use today are either PURE METALS or ALLOYS. Copper, iron, tin, lead, gold and silver are all examples of PURE METALS which have been mined from the Earth
Name: Class: Teacher:.. 1 Metals All metals in use today are either PURE METALS or ALLOYS. Copper, iron, tin, lead, gold and silver are all examples of PURE METALS which have been mined from the Earth
Schematic set-up of sand molding / casting process
 UNIT I Casting Processes The casting process involves pouring of liquid metal in to a mold cavity and allowing it to solidify to obtain the final casting. The flow of molten metal into the mold cavity
UNIT I Casting Processes The casting process involves pouring of liquid metal in to a mold cavity and allowing it to solidify to obtain the final casting. The flow of molten metal into the mold cavity
Computer-aided Casting Method Design, Simulation and Optimization
 Silver Jubilee Seminar Institute of Indian Foundrymen (Indore Chapter), 13 March 2008, Indore Computer-aided Casting Method Design, Simulation and Optimization Dr. B. Ravi, Professor Mechanical Engineering
Silver Jubilee Seminar Institute of Indian Foundrymen (Indore Chapter), 13 March 2008, Indore Computer-aided Casting Method Design, Simulation and Optimization Dr. B. Ravi, Professor Mechanical Engineering
The Design of Gating System 2. Introduction to the gating system
 MME 345 Lecture 14 The Design of Gating System 2. Introduction to the gating system Ref: [1] P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 [2] J. Campbell, Castings, Butterworth-Heinemann,
MME 345 Lecture 14 The Design of Gating System 2. Introduction to the gating system Ref: [1] P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 [2] J. Campbell, Castings, Butterworth-Heinemann,
Engineering & Design: Coordinate Dimensioning
 s e c t i o n Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies
s e c t i o n Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies
Addressing Tooling and Casting Requirements at the Design Stage. Whitepaper. Bhaskar Sinha
 Addressing Tooling and Casting Requirements at the Design Stage Whitepaper Bhaskar Sinha Contents Abstract... 2 Introduction... 2 Casting Guidelines... 2 Wall Thickness... 2 Mold Wall thickness... 3 Ribs...
Addressing Tooling and Casting Requirements at the Design Stage Whitepaper Bhaskar Sinha Contents Abstract... 2 Introduction... 2 Casting Guidelines... 2 Wall Thickness... 2 Mold Wall thickness... 3 Ribs...
Manufacturing Processes
 Manufacturing Processes Product example Manufacturing process definition Deformation processes Casting processes Sheet metalworking Hammer Forging Video Polymer processing How would we manufacture a mountain
Manufacturing Processes Product example Manufacturing process definition Deformation processes Casting processes Sheet metalworking Hammer Forging Video Polymer processing How would we manufacture a mountain
Unit 12 Soldering. INTC 1307 Instrumentation Test Equipment Teaching Unit 12 Soldering
 RICHLAND COLLEGE School of Engineering Business & Technology Rev. 0 W. Slonecker Rev. 1 (8/26/2012) J. Bradbury INTC 1307 Instrumentation Test Equipment Teaching Unit 12 Soldering Unit 12 Soldering 2002
RICHLAND COLLEGE School of Engineering Business & Technology Rev. 0 W. Slonecker Rev. 1 (8/26/2012) J. Bradbury INTC 1307 Instrumentation Test Equipment Teaching Unit 12 Soldering Unit 12 Soldering 2002
On the Analysis of Molten Metal Flow through Sprue in Casting Process
 On the Analysis of Molten Metal Flow through Sprue in Casting Process Mohd. Imran Ansari and Dr. D.K. Singh Mechanical Engineering Department Madan Mohan Malaviya Engineering College Gorakhpur, India Abstract
On the Analysis of Molten Metal Flow through Sprue in Casting Process Mohd. Imran Ansari and Dr. D.K. Singh Mechanical Engineering Department Madan Mohan Malaviya Engineering College Gorakhpur, India Abstract
AATC PRESENTATION INVESTMENT CASTING PROCESS (2 OF 3 PRESENTATIONS REVISION 2014_0429) AATC, Inc W. Catalina Dr. Phoenix, AZ USA
 AATC, Inc W. Catalina Dr. Phoenix, AZ USA") AATC PRESENTATION INVESTMENT CASTING PROCESS (2 OF 3 PRESENTATIONS REVISION 2014_0429) 1 Wax Injection & Pattern Assembly Wax Injection: A wax pattern is made by injecting liquid wax into an aluminum mold.
AATC PRESENTATION INVESTMENT CASTING PROCESS (2 OF 3 PRESENTATIONS REVISION 2014_0429) 1 Wax Injection & Pattern Assembly Wax Injection: A wax pattern is made by injecting liquid wax into an aluminum mold.
Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture - 5
Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture - 5
NADCA Product Specification Standards for Die Casting
 NADCA Product Specification Standards for Die Casting Aluminum, Aluminum-MMC, Copper, Magnesium, Zinc and ZA Alloys NORTH AMERICAN DIE CASTING ASSOCIATION Arlington Heights, Illinois Revised for 2015 9
NADCA Product Specification Standards for Die Casting Aluminum, Aluminum-MMC, Copper, Magnesium, Zinc and ZA Alloys NORTH AMERICAN DIE CASTING ASSOCIATION Arlington Heights, Illinois Revised for 2015 9
Ryan Carmichael 5/19/09 E82. Homepaper 2: Centrifugal Jewelry Casting
 Homepaper 2: Centrifugal Jewelry Casting Centrifugal casting is a cost-effective casting process that produces hollow cylindrical components, circular plates, and intricate parts 1 from practically any
Homepaper 2: Centrifugal Jewelry Casting Centrifugal casting is a cost-effective casting process that produces hollow cylindrical components, circular plates, and intricate parts 1 from practically any
7 WAYS TO IMPROVE YOUR DIE CAST COMPONENTS
 www.dynacast.com 7 WAYS TO IMPROVE YOUR DIE CAST COMPONENTS Design for manufacturing (DFM) is a core methodology that ensures your die cast parts perform to specification and require the minimum of secondary
www.dynacast.com 7 WAYS TO IMPROVE YOUR DIE CAST COMPONENTS Design for manufacturing (DFM) is a core methodology that ensures your die cast parts perform to specification and require the minimum of secondary
Design Guidelines for Injection Molding
 Design Guidelines for Injection Molding TABLE OF CONTENTS INTRODUCTION TO INJECTION MOLDING A. Where is it used? B. Importance of prototyping C. Types of prototypes INJECTION MOLDING BASICS A. The machine
Design Guidelines for Injection Molding TABLE OF CONTENTS INTRODUCTION TO INJECTION MOLDING A. Where is it used? B. Importance of prototyping C. Types of prototypes INJECTION MOLDING BASICS A. The machine
COURSE: METAL CASTING. Module No. 6: PATTERNS
 COURSE: METAL CASTING Module No. 6: PATTERNS Lecture No-1 Patterns: Materials and Functions Pattern (Click on Fig. 6.1.1 to view a typical pattern) The pattern is not the exact replica of the object to
COURSE: METAL CASTING Module No. 6: PATTERNS Lecture No-1 Patterns: Materials and Functions Pattern (Click on Fig. 6.1.1 to view a typical pattern) The pattern is not the exact replica of the object to
Electrical Discharge Machining - Wire Cut. Presented and Arranged by: Khairu bin Kamarudin
 Electrical Discharge Machining - Wire Cut Presented and Arranged by: Khairu bin Kamarudin Introduction EDM Wire Cut Machining method primarily used for hard metals or those that would be impossible to
Electrical Discharge Machining - Wire Cut Presented and Arranged by: Khairu bin Kamarudin Introduction EDM Wire Cut Machining method primarily used for hard metals or those that would be impossible to
Drona Gyaan MACHINING-INTRODUCTION
 Drona Gyaan MACHINING-INTRODUCTION Manufacturing is a VALUE ADDITION process by which raw materials or objects of low value due to inadequate material properties, poor or irregular size, shape and finish
Drona Gyaan MACHINING-INTRODUCTION Manufacturing is a VALUE ADDITION process by which raw materials or objects of low value due to inadequate material properties, poor or irregular size, shape and finish
The optimization of working cycles for HPDC technology
 ARCHIVES of FOUNDRY ENGINEERING Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 10 Issue Special1/2010 441-446 87/1 The optimization
ARCHIVES of FOUNDRY ENGINEERING Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 10 Issue Special1/2010 441-446 87/1 The optimization
International Foundry Challenge Suitable Production of thin walled Aluminum Prototype and Small Series Castings for Body in White Applications
 1 2 International Foundry Challenge Suitable Production of thin walled Aluminum Prototype and Small Series Castings for Body in White Applications Joachim Gundlach, Jörg Detering Contents 3 Company Information
1 2 International Foundry Challenge Suitable Production of thin walled Aluminum Prototype and Small Series Castings for Body in White Applications Joachim Gundlach, Jörg Detering Contents 3 Company Information
AATC PRESENTATION - COMPANY (1 OF 3 PRESENTATIONS REVISION 2014_0429) AATC, Inc W. Catalina Dr. Phoenix, AZ USA
 AATC, Inc W. Catalina Dr. Phoenix, AZ USA") AATC PRESENTATION - COMPANY (1 OF 3 PRESENTATIONS REVISION 2014_0429) 1 Investment Casting s About AATC Quality Commitment Management We want your business Investment castings reduce or eliminate alternate
AATC PRESENTATION - COMPANY (1 OF 3 PRESENTATIONS REVISION 2014_0429) 1 Investment Casting s About AATC Quality Commitment Management We want your business Investment castings reduce or eliminate alternate
Address for Correspondence
 Research Paper USING FLOW SIMULATION AS A TOOL FOR DEPLOYING ANALYTICAL METHODOLOGY TO DETERMINE THE MOST SUITABLE PARAMETERS FOR DESIGN FOR A DIE CASTING DIE 1 Swati Sambhajirao Patil (Sathe), 2 D.G.Kumbhar,
Research Paper USING FLOW SIMULATION AS A TOOL FOR DEPLOYING ANALYTICAL METHODOLOGY TO DETERMINE THE MOST SUITABLE PARAMETERS FOR DESIGN FOR A DIE CASTING DIE 1 Swati Sambhajirao Patil (Sathe), 2 D.G.Kumbhar,
Engineering & Design: Coordinate Dimensioning
 SECTION Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies -4 5 Die
SECTION Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies -4 5 Die
Guide for Casting Titanium with SuperCast Contents
 Contents Contents... 1 Introduction:... 2 Flask Preparation Process... 2 Prepare the wax-up model... 2 Preparing the metal flask... 2 Mixing the investment... 3 Vacuuming the mixture... 4 Solidifying the
Contents Contents... 1 Introduction:... 2 Flask Preparation Process... 2 Prepare the wax-up model... 2 Preparing the metal flask... 2 Mixing the investment... 3 Vacuuming the mixture... 4 Solidifying the