Special Casting. By S K Mondal
|
|
|
- Oliver Edwards
- 6 years ago
- Views:
Transcription


1 Special Casting By S K Mondal
2 Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and plastic mixture adhere to the pattern. Then the shell is removed from the pattern. The cope and drag shells are kept in a flask with necessary backup material and the molten metal is poured into the mold.
3 Can produce complex parts. A good surface finish and good size tolerance reduce the need for machining. Materials can be cast: CI, Al and Cu alloys.

4 Shell moulding process
5 Molding Sand in Shell Molding The molding sand is a mixture of fine grained quartz sand and powdered bakelite. Cold coating and Hot coating methods are used for coating the sand grains with bakelite. Cold coating: quartz sand is poured into the mixer and then the solution of powdered bakelite in acetone and ethyl aldehyde are added. (mixture is 92% quartz sand, 5% bakelite, 3% ethylaldehyde ) Contd
6 Hot coating: the mixture is heated to 150 o C 180 o C prior to loading the sand. In the course of sand mixing, the soluble phenol formaldehyde resin is added. The mixer is allowed to cool up to o C. Hot coting gives better properties to the mixtures than cold method.
7 Advantages Dimensional accuracy. Smoother surface finish. (Due to finer size grain used) Very thin sections can be cast. Very small amount of sand is needed.
8 Limitations Expensive pattern Small size casting only. Highly complicated shapes cannot be obtained. More sophisticated equipment is needed for handling the shell moldings.
9 Applications Cylinders and cylinder heads for air- cooled IC engines Automobile transmission parts. Piston rings
10 IES-2005 In shell moulding, how can the shell thickness be accurately maintained? (a) By controlling the time during which the pattern is in contact with mould (b) By controlling the time during which the pattern is heated (c) By maintaining the temperature of the pattern in the range of 175 o C 380 o C (d) By the type of binder used
11 IAS-2007 The mould in shell moulding process is made up of which of the following? (a) Gypsum + setting agents (b) Green sand + clay (c) Sodium silicate + dried sand (d) Dried silica + phenolic resin
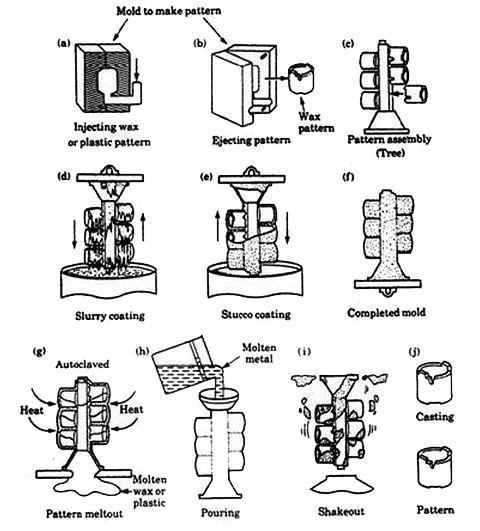
12 Investment Casting Investment casting process or lost wax process Basic steps: 1. Produce expendable wax, plastic, or polystyrene patterns. 2. Assemble these patterns onto a gating system 3. Investing or covering the pattern assembly with refractory slurry 4. Melting the pattern assembly to remove the pattern material 5. Firing the mould to remove the last traces of the pattern material 6. Pouring molten metal 7. Knockout, cutoff and finishing.

13 Fig. Investment flask-casting procedure
14
15 Ceramic Shell Investment Casting In ceramic shell investment casting a ceramic shell is built around a tree assembly by repeatedly dipping a pattern into a slurry (refractory material such as zircon with binder). After each dipping and stuccoing is completed, the assembly is allowed to thoroughly dry before the next coating is applied.
16
17 IES marks
18 Advantages Tight dimensional tolerances Excellent surface finish (1.2 to 3.0 m ) Machining can be reduced or completely eliminated High melting point alloy can be cast, almost any metal can be cast Almost unlimited intricacy
19 Limitations Costly patterns and moulds Labour costs can be high Limited size
20 Applications Aerospace and rocket components. Vanes and blades for gas turbines. Surgical instruments
21 IES 2011 The proper sequence of investment casting steps is : (a) Slurry coating pattern melt out-shakeout Stucco coating (b) Stucco coating Slurry coating Shakeout Pattern melt out (c) Slurry coating Stucco coating Pattern melt out Shakeout (d) Stucco coating Shakeout Slurry coating Pattern melt out
22 IAS-1996 Light and intricate parts with close dimensional tolerances of the order of ± mm are produced by (a) Investment casting (b) Die casting (c) Centrifugal casting (d) Shell mould casting
23 Permanent Mould Casting The process in which we use a die to make the castings is called permanent mold casting or gravity die casting, since the metal enters the mold under gravity. Some time in die-casting we inject the molten metal with a high pressure. When we apply pressure in injecting the metal it is called pressure die casting process. Grey cast iron is used for mould material.
24 Advantages Good surface finish and dimensional accuracy Metal mold gives rapid cooling and fine-grain structure Multiple-use molds.
25 Disadvantages High initial mold cost Shape, size, and complexity are limited Mold life is very limited with high-melting-point metals such as steel. Low melting point metals can be cast - Aluminum - Zinc - Magnesium alloys - Brass - Cast iron
26 Applications Pistons/cylinders/rods Gears Kitchenware
27 Die Casting Molten metal is injected into closed metal dies under pressures ranging from 100 to 150 MPa. Pressure is maintained during solidification After which the dies separate and the casting is ejected along with its attached sprues and runners. Cores must be simple and retractable and take the form of moving metal segments
28 Video
29 Die casting machines can be Hot chamber Cold chamber
30 Hot chamber machines are Good for low temperature (approx. 400 C) Faster than cold chamber machines Cycle times must be short to minimize metal contamination Metal starts in a heated cylinder A piston forces metal into the die The piston retracts, and draws metal in Metal: Lead, Tin, Zinc

31 Hot Chamber
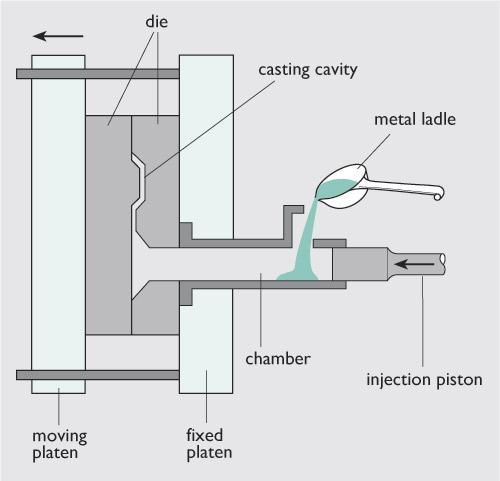
32 Cold chamber machines Casts high melting point metals ( > 600 C) High pressures used Metal is heated in a separate crucible Metal is ladled into a cold chamber The metal is rapidly forced into the mold before it cools Copper, Brass and Aluminium can cast.
33
34
35 Thin sections possible Advantages Extremely smooth surfaces (1 µm) Excellent dimensional accuracy Rapid production rate Better mechanical properties compared to sand casting Intricate parts possible Minimum finishing operations
36 Limitations High initial die cost Limited to high-fluidity nonferrous metals Part size is limited Porosity may be a problem Some scrap in sprues, runners, and flash, but this can be directly recycled
37 Applications Carburettors Automotive parts Bathroom fixtures Toys Common metals Alloys of aluminum, zinc, magnesium, and lead Also possible with alloys of copper and tin
38 IES 2011 Consider the following advantages of die casting over sand casting : 1. Rapidity of the process 2. Smooth surface 3. Strong dense metal structure Which of these advantages are correct? (a) 1, 2 and 3 (b) 1 and 2 only (c) 2 and 3 only (d) 1 and 3 only
39 IAS-2007 Consider the following statements: 1. Zinc die castings have low strength. 2. In the die casting process, very thin sections or complex shapes can be obtained easily. Which of the statements given above is/are correct? (a) 1 only (b) 2 only (c) Both 1 and 2 (d) Neither 1 nor 2
40 IES 2011 Consider the following statements : 1. Hot chamber machine is used for casting zinc, tin and other low melting alloys. 2. Cold chamber machine is used for die casting of ferrous alloys 3. Rapid cooling rate in die casting produces high strength and quality in many alloys. Which of these statements are correct? (a) 1, 2 and 3 (c) 2 and 3 only (b) 1 and 2 only (d) 1 and 3 only
41 Centrifugal Casting Process: Molten metal is introduced into a rotating sand, metal, or graphite mould, and held against the mould wall by centrifugal force until it is solidified A mold is set up and rotated along a vertical (rpm is reasonable), or horizontal ( rpm is reasonable) axis. The mold is coated with a refractory coating. During cooling lower density impurities will tend to rise towards the center of rotation.

42 Fig. True centrifugal casting
43
44 Properties The mechanical properties of centrifugally cast jobs are better compared to other processes, because the inclusions such as slag and oxides get segregated towards the centre and can be easily removed by machining. Also, the pressure acting on the metal throughout the solidification causes the porosity to be eliminated giving rise to dense metal. No cores are required for making concentric holes in the case of true centrifugal casting.
45 Advantages Fine grained structure at the outer surface of the casting free of gas and shrinkage cavities and porosity Formation of hollow interiors in cylinders without cores Can produce a wide range of cylindrical parts, including ones of large size. Good dimensional accuracy, soundness, and cleanliness There is no need for gates and runners, which increases the casting yield, reaching almost 100 %.
46 Limitations More segregation of alloy component during pouring under the forces of rotation Contamination of internal surface of castings with nonmetallic inclusions Inaccurate internal diameter Shape is limited. Spinning equipment can be expensive Poor machinability
47 Common metals Iron steel stainless steel alloys of aluminium, copper, and nickel
48 GATE (PI) In hollow cylindrical parts, made by centrifugal casting, the density of the part is (a) maximum at the outer region (b) maximum at the inner region (c) maximum at the mid-point between outer and inner surfaces (d) uniform throughout
49 IES-2009 Which of the following are the most likely characteristics in centrifugal casting? (a) Fine grain size and high porosity (b) Coarse grain size and high porosity (c) Fine grain size and high density (d) Coarse grain size and high density
50 product. Semi-centrifugal Casting Centrifugal force assists the flow of metal from a central reservoir to the extremities of a rotating symmetrical mold, which may be either expendable or multiple-use Rotational speeds are lower than for true centrifugal casting Cores can be used to increase the complexity of the
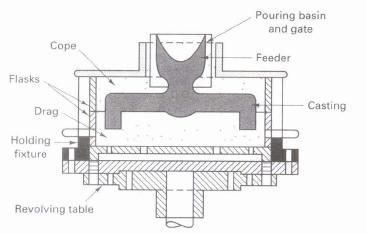
51 Fig. Semi-centrifugal casting
52 Centrifuging Uses centrifuging action to force the metal from a central pouring reservoir into separate mold cavities that are offset from the axis of rotation. Low speed May used to assist in the pouring of investment casting trees.

53 Fig. Method of casting by the centrifuging process
54 Dry Sand Molding To reduce gas forming materials air dried mould used. Types: 1.Skin drying and 2.Complete mold drying
55 Slush Casting Slush casting is a variation of the permanent mold process in which the metal is permitted to remain in the mold only until a shell of the desired thickness has formed. The mold is then inverted and the remaining liquid is poured out. When the mold halves are separated, the resulting casting is a hollow shape with good surface detail but variable wall thickness. Frequently used to cast low-melting-temperature metals into ornamental objects such as candlesticks, lamp bases, and statuary.
56 IES 2011 The method of casting for producing ornamental pieces are: (a) Slush and gravity casting (b) Pressed and slush casting (c) Gravity and semi permanent mould casting (d) Semi permanent mould and pressed casting
57 IES The process of making hollow castings of non-circular shape and desired thickness by permanent mould without the use of cores is known as (a) Die casting (c) Pressed casting (b) Slush casting (d) Centrifugal casting
58 Process: Squeeze Casting 1. Molten metal is poured into an open face die. 2. A punch is advanced into the die, and to the metal. 3. Pressure (less than forging) is applied to the punch and die while the part solidifies. 4.The punch is retracted, and the part is knocked out with an ejector pin. Overcomes problems with feeding the die, and produces near net, highly detailed parts.
59 Single Crystal Casting The process is effectively: 1. Prepare a mold so that one end is a heated oven, and the other end chilled. The part should be oriented so that the cooling happens over the longest distance. 2. Cast metal into the mold 3. Solidification will begin at the chill plate. These dendrites will grow towards the heated end of the part as long dendritic crystals. The part is slowly pulled out of the oven, past the chill plate. 4. Remove the solidified part.
60 Creep and thermal shock resistance properties.
61 IES marks
62 Plaster Casting Process: A slurry of plaster, water, and various additives is additives is pouted over a pattern and allowed to set. The pattern is removed and the mould is baked to remove excess water. After pouring and solidification, the mould is broken and the casting is removed. Advantage: High dimensional accuracy and smooth surface finish, thin sections and intricate detail can produce. Limitations: Lower-temperature nonferrous metals only: Common metals: Primarily aluminium and copper
63 Pit Moulding This method is used for very large castings and is done on the foundry floor.
64 IES-1996 Which of the following pairs are correctly matched? 1. Pit moulding...for large jobs. 2. Investment moulding... Lost wax process. 3. Plaster moulding Mould prepared in gypsum. (a) 1, 2 and 3 (b) 1 and 2 (c) 1 and 3 (d) 2 and 3
65 Loam Moulding Moulding loam is generally artificially composed of common brick-clay, and sharp sand. Loam means mud. Loam Moulding is restricted to forms which cannot be cast conveniently in any other process. It is costly.
66 IES-1997 Which one of the following pairs is not correctly matched? (a) Aluminium alloy piston Pressure die casting (b) Jewellery.. Lost wax process (c) Large pipes..centrifugal casting (d) Large bells Loam moulding
67 GATE-1998 List I List II (A) Sand casting circular shapes only (1) Symmetrical and (B) Plaster mould casting skins and soft interior (2) Parts have hardened (C) Shell mould casting casting processing (3) Minimum post- (D) Investment casting (4) Parts have a tendency to warp (5) Parts have soft skin and hard interior (6) Suitable only for nonferrous metals
68
69 Conventional Casting Process Ch-21 Q. No Option 1 A 2 A 3 C 4 A 5 D 6 A 7 D 8 C 9 B 10 D 11 A 12 B Q. No Option 13 C 14 D 15 D 16 B 17 B 18 B 19 D 20 A 21 A
70 Special Casting Process Ch-22 Q. No Option 1 D 2 C 3 C 4 B 5 C 6 A 7 D 8 C 9 B 10 D Q. No Option 11 A 12 A 13 D 14 A 15 A 16 B 17 A

71
Types of moulding sand
 casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
Two Categories of Metal Casting Processes
 Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Solidification Process(1) - Metal Casting Chapter 9,10
 - Metal Casting Chapter 9,10") Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
CHAPTER 4: METAL CASTING PROCESS
 CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
Metal Casting Processes CHAPTER 11 PART I
 Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold)
") BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
Casting Process Part 1
 Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
Special Casting Process. 1. Permanent mould casting
 Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
(( Manufacturing )) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.
) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.") (( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
(( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
4.1.3: Shell Casting.
 4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
Chapter 1 Sand Casting Processes
 Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Permanent Mold Casting Processes. Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng.
 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
SHELL MOULDING & INVESTMENT CASTING
 SHELL MOULDING & INVESTMENT CASTING SHELL MOULDING Thisistheprocessinwhichthesandmixedwiththermosettingresinisallowedtocomein contact with the heated metallic pattern plate. This is done so that a thin
SHELL MOULDING & INVESTMENT CASTING SHELL MOULDING Thisistheprocessinwhichthesandmixedwiththermosettingresinisallowedtocomein contact with the heated metallic pattern plate. This is done so that a thin
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 7 Metal Casting Good morning. We have been
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 7 Metal Casting Good morning. We have been
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 5 Metal Casting Good morning. In the earlier episodes,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 5 Metal Casting Good morning. In the earlier episodes,
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 10: Casting Technology DR. SOTIRIS L. OMIROU CASTING - Basics - A material in a liquid or semisolid form is poured or forced to flow into a die cavity and allowed
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 10: Casting Technology DR. SOTIRIS L. OMIROU CASTING - Basics - A material in a liquid or semisolid form is poured or forced to flow into a die cavity and allowed
Solidification Processes
 CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
Casting Processes. ver. 2
 Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
Metal Mould System 1. Introduction
 Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
CASTING Fundamentals. Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014
 CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
Manufacturing Process II. Casting-3
 Manufacturing Process II Casting-3 Casting Processes Metal casting processes divide into two categories, based on mold type: (1) expendable mold and (2) permanent mold. In expendable mold casting operations,
Manufacturing Process II Casting-3 Casting Processes Metal casting processes divide into two categories, based on mold type: (1) expendable mold and (2) permanent mold. In expendable mold casting operations,
METAL CASTING PROCESSES
 METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
Manufacturing: Chapter 3 Casting
 CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting)
") BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
Castings. 65tons, 7m high, 43cm dia, 1600years old
 Castings 65tons, 7m high, 43cm dia, 1600years old At 500/550 pound in weight. The biggest Gravity Die Casting in The World at the Time http://www.rainwater.demon.co.uk/bertha.htm CASTING AND RELATED PROCESSES
Castings 65tons, 7m high, 43cm dia, 1600years old At 500/550 pound in weight. The biggest Gravity Die Casting in The World at the Time http://www.rainwater.demon.co.uk/bertha.htm CASTING AND RELATED PROCESSES
Guideline. Casting Selection Process. Table of Contents. Delivery Engineered Solutions
 Casting Selection Process Guideline Table of Contents Introduction... 2 Factors In Choosing A Process... 2 Category Details & Requirements... 4 Sand casting... 4 Gravity die casting (also known as permanent
Casting Selection Process Guideline Table of Contents Introduction... 2 Factors In Choosing A Process... 2 Category Details & Requirements... 4 Sand casting... 4 Gravity die casting (also known as permanent
Copyright 1999 Society of Manufacturing Engineers FUNDAMENTAL MANUFACTURING PROCESSES Casting
 Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Casting SCENE 1. CG: FBI warning white text centered on black to blue gradient SCENE 2. CG: disclaimer white
Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Casting SCENE 1. CG: FBI warning white text centered on black to blue gradient SCENE 2. CG: disclaimer white
ADVANECES IN CASTING. Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal
 Manufacturing engg. NIT Warangal") ADVANECES IN CASTING Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal http://ajourneywithtime.weebly.com CONTENTS Introduction Conventional casting process Advances & recent development
ADVANECES IN CASTING Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal http://ajourneywithtime.weebly.com CONTENTS Introduction Conventional casting process Advances & recent development
(Refer Slide Time: 00:35)
") Fundamentals of Materials Processing (Part 1) Professor Shashank Shekhar Department of Materials Science and Engineering Indian Institute of Technology, Kanpur Lecture Number 02 Solidification (Casting)
Fundamentals of Materials Processing (Part 1) Professor Shashank Shekhar Department of Materials Science and Engineering Indian Institute of Technology, Kanpur Lecture Number 02 Solidification (Casting)
All About Die Casting
 All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
Materials & Processes in Manufacturing
 Materials & Processes in Manufacturing ME 151 Chapter 15 Multiple Use Mold Casting Processes 1 Introduction Expendable Molds - melting point materials and castings General shortcomings of the expendable-mold
Materials & Processes in Manufacturing ME 151 Chapter 15 Multiple Use Mold Casting Processes 1 Introduction Expendable Molds - melting point materials and castings General shortcomings of the expendable-mold
Schematic set-up of sand molding / casting process
 UNIT I Casting Processes The casting process involves pouring of liquid metal in to a mold cavity and allowing it to solidify to obtain the final casting. The flow of molten metal into the mold cavity
UNIT I Casting Processes The casting process involves pouring of liquid metal in to a mold cavity and allowing it to solidify to obtain the final casting. The flow of molten metal into the mold cavity
ABSTRACT I. INTRODUCTION II. METHODS AND MATERIAL
 2017 IJSRSET Volume 3 Issue 2 Print ISSN: 2395-1990 Online ISSN : 2394-4099 Themed Section: Engineering and Technology A Critical Review on Casting Types and Defects T. Venkat Sai 1, T. Vinod 2, Gunda
2017 IJSRSET Volume 3 Issue 2 Print ISSN: 2395-1990 Online ISSN : 2394-4099 Themed Section: Engineering and Technology A Critical Review on Casting Types and Defects T. Venkat Sai 1, T. Vinod 2, Gunda
Multiple-Use-Mold Casting Processes
 Multiple-Use-Mold Casting Processes Chapter 13 13.1 Introduction In expendable mold casting, a separate mold is produced for each casting Low production rate for expendable mold casting If multiple-use
Multiple-Use-Mold Casting Processes Chapter 13 13.1 Introduction In expendable mold casting, a separate mold is produced for each casting Low production rate for expendable mold casting If multiple-use
CASTING 13.1 INTRODUNCTION 13.2 SIGNIFICANCE OF FLUDITY CHAPTER
 13 CHAPTER CASTING 13.1 INTRODUNCTION Casting process is one of the earliest metal shaping techniques known to human being. It means pouring molten metal into a refractory mold cavity and allows it to
13 CHAPTER CASTING 13.1 INTRODUNCTION Casting process is one of the earliest metal shaping techniques known to human being. It means pouring molten metal into a refractory mold cavity and allows it to
MF9254 ADVANCES IN CASTING AND WELDING PROCESSES UNIT III RECENT TRENDS IN CASTING AND FOUNDRY LAYOUT
 MF9254 ADVANCES IN CASTING AND WELDING PROCESSES UNIT III RECENT TRENDS IN CASTING AND FOUNDRY LAYOUT Syllabus Shell moulding, precision investment casting, CO2 moulding, centrifugal casting, Die casting,
MF9254 ADVANCES IN CASTING AND WELDING PROCESSES UNIT III RECENT TRENDS IN CASTING AND FOUNDRY LAYOUT Syllabus Shell moulding, precision investment casting, CO2 moulding, centrifugal casting, Die casting,
Expendable-Mold Casting Process
 Expendable-Mold Casting Process Chapter 12 12.1 Introduction Factors to consider for castings Desired dimensional accuracy Surface quality Number of castings Type of pattern and core box needed Cost of
Expendable-Mold Casting Process Chapter 12 12.1 Introduction Factors to consider for castings Desired dimensional accuracy Surface quality Number of castings Type of pattern and core box needed Cost of
Mid term Review Questions P a g e 1 CASTING
 Mid term Review Questions P a g e 1 Q1: Define the casting process? CASTING A1: Casting is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape
Mid term Review Questions P a g e 1 Q1: Define the casting process? CASTING A1: Casting is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape
A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING
 A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING THESIS SUBMITTED IN THE FULFILLMENT FOR THE DEGREE OF Bachelor of Technolgy In Mechanical Engineering By LOKANATH BEHERA 109ME0360 Department
A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING THESIS SUBMITTED IN THE FULFILLMENT FOR THE DEGREE OF Bachelor of Technolgy In Mechanical Engineering By LOKANATH BEHERA 109ME0360 Department
ME 4563 ME 4563 ME 4563
 Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Casting Processes for Liquid Metals There are two classes of casting processes: Ingot casting - simple shapes
Introduction to Manufacturing Processes College of Engineering Arkansas State University 1 Casting Processes for Liquid Metals There are two classes of casting processes: Ingot casting - simple shapes
Advantages of the Casting Process
 Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part.
 Make a Selection Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part. Design engineers must choose among several
Make a Selection Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part. Design engineers must choose among several
CASTING. Dept. of Mech & Mfg. Engg. 1
 CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
Casting Process Lec byprof. A.Chandrashekhar
 Casting Process Lec 18-20 byprof. A.Chandrashekhar Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is
Casting Process Lec 18-20 byprof. A.Chandrashekhar Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is
Drona Gyaan MACHINING-INTRODUCTION
 Drona Gyaan MACHINING-INTRODUCTION Manufacturing is a VALUE ADDITION process by which raw materials or objects of low value due to inadequate material properties, poor or irregular size, shape and finish
Drona Gyaan MACHINING-INTRODUCTION Manufacturing is a VALUE ADDITION process by which raw materials or objects of low value due to inadequate material properties, poor or irregular size, shape and finish
ME0203- Manufacturing Technology
 ME0203- Manufacturing Technology Casting and Welding Metal Casting A large sand casting weighing 680 kg for an air compressor frame Basic Features n Pattern and Mould A pattern is made of wood or metal,
ME0203- Manufacturing Technology Casting and Welding Metal Casting A large sand casting weighing 680 kg for an air compressor frame Basic Features n Pattern and Mould A pattern is made of wood or metal,
Cleaning/Fettling of Castings
 Cleaning/Fettling of Castings Cleaning After the metal has solidified and cool in the mold. These molds go to a shake out station where the sand and casting are dumped from the flask. The casting are shaken
Cleaning/Fettling of Castings Cleaning After the metal has solidified and cool in the mold. These molds go to a shake out station where the sand and casting are dumped from the flask. The casting are shaken
The properties that are generally required in molding materials are:
 Molding Sand Molding sands may be of two types namely natural or synthetic. Natural molding sands contain sufficient binder. Whereas synthetic molding sands are prepared artificially using basic sand molding
Molding Sand Molding sands may be of two types namely natural or synthetic. Natural molding sands contain sufficient binder. Whereas synthetic molding sands are prepared artificially using basic sand molding
1. There is a variety of casting processes. Many casting process characteristics are similar
 CHAPTER 14 Expendable-Mold Casting Processes Review Questions 1. There is a variety of casting processes. Many casting process characteristics are similar but each has distinct characteristics that determine
CHAPTER 14 Expendable-Mold Casting Processes Review Questions 1. There is a variety of casting processes. Many casting process characteristics are similar but each has distinct characteristics that determine
Casting. Pattern Making and Molding
 Casting Pattern Making and Molding Introduction Virtually nothing moves, turns, rolls, or flies without the benefit of cast metal products. The metal casting industry plays a key role in all the major
Casting Pattern Making and Molding Introduction Virtually nothing moves, turns, rolls, or flies without the benefit of cast metal products. The metal casting industry plays a key role in all the major
Introduction 2. Casting as a metal forming process
 MME 345 Lecture 02 Introduction 2. Casting as a metal forming process Ref: P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 Ch 01: Introduction Topics to discuss today. 1. Metal forming processes
MME 345 Lecture 02 Introduction 2. Casting as a metal forming process Ref: P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 Ch 01: Introduction Topics to discuss today. 1. Metal forming processes
Pattern Design. Broken Edges. Patterns are generally made from wood however they can be made from metal, plastic or any number of other materials.
 Sand is a process that has been around for over 5000 years. The process itself is fairly simple. A pattern is pressed into a sand mould to leave an impression. The pattern is then removed and the impression
Sand is a process that has been around for over 5000 years. The process itself is fairly simple. A pattern is pressed into a sand mould to leave an impression. The pattern is then removed and the impression
1 Component Casting 1.1 INTRODUCTION
 1 Component Casting 1.1 Introduction 1 1.1.1 History of Casting 1 1.1.2 Industrial Component Casting Processes 1 1.2 Casting of Components 1 1.2.1 Production of Moulds 1 1.2.2 Metal Melt Pressure on Moulds
1 Component Casting 1.1 Introduction 1 1.1.1 History of Casting 1 1.1.2 Industrial Component Casting Processes 1 1.2 Casting of Components 1 1.2.1 Production of Moulds 1 1.2.2 Metal Melt Pressure on Moulds
Intensification of Mechanical Properties of the Investment Shell Using Camphor
 Intensification of Mechanical Properties of the Investment Shell Using Camphor 1 Khyati Tamta, 2 D. Benny Karunakar 1 Student, 2 Assistant Professor 1 Mechanical and Industrial Engineering Department,
Intensification of Mechanical Properties of the Investment Shell Using Camphor 1 Khyati Tamta, 2 D. Benny Karunakar 1 Student, 2 Assistant Professor 1 Mechanical and Industrial Engineering Department,
Creating Quality Casting
 MME 6203 Lecture 01 Creating Quality Casting AKMB Rashid Professor, Department of MME BUET, Dhaka Topics to discuss today. 1. Defects in casting 2. How to create quality casting 3. Introducing MME 6203
MME 6203 Lecture 01 Creating Quality Casting AKMB Rashid Professor, Department of MME BUET, Dhaka Topics to discuss today. 1. Defects in casting 2. How to create quality casting 3. Introducing MME 6203
What makes Investment Casting one of the BEST way to cast metal?
 What makes Investment Casting one of the BEST way to cast metal? In it s simplest form, investment casting can be thought of as the melting and flowing of any of todays common engineering metals and alloys
What makes Investment Casting one of the BEST way to cast metal? In it s simplest form, investment casting can be thought of as the melting and flowing of any of todays common engineering metals and alloys
Compiled By - RAMAKANT RANA
 Q. Explain the common allowances provided on patterns. Pattern Allowances (i) Shrinkage:- When any metal cools, it naturally shrinks in size. Hence, if the actual object itself is used for the pattern,
Q. Explain the common allowances provided on patterns. Pattern Allowances (i) Shrinkage:- When any metal cools, it naturally shrinks in size. Hence, if the actual object itself is used for the pattern,
The Design of Gating System 2. Introduction to the gating system
 MME 345 Lecture 14 The Design of Gating System 2. Introduction to the gating system Ref: [1] P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 [2] J. Campbell, Castings, Butterworth-Heinemann,
MME 345 Lecture 14 The Design of Gating System 2. Introduction to the gating system Ref: [1] P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 [2] J. Campbell, Castings, Butterworth-Heinemann,
INTRODUCTION. HareeshaN G Lecturer Department of aeronautical engg. Classification of manufacturing process
 INTRODUCTION HareeshaN G Lecturer Department of aeronautical engg Classification of manufacturing process 2 Blore 1 Classification of manufacturing process 3 Types of production systems Mass production
INTRODUCTION HareeshaN G Lecturer Department of aeronautical engg Classification of manufacturing process 2 Blore 1 Classification of manufacturing process 3 Types of production systems Mass production
Ryan Carmichael 5/19/09 E82. Homepaper 2: Centrifugal Jewelry Casting
 Homepaper 2: Centrifugal Jewelry Casting Centrifugal casting is a cost-effective casting process that produces hollow cylindrical components, circular plates, and intricate parts 1 from practically any
Homepaper 2: Centrifugal Jewelry Casting Centrifugal casting is a cost-effective casting process that produces hollow cylindrical components, circular plates, and intricate parts 1 from practically any
1.0 PRECISION CASTING PROCESSES
 1.0 PRECISION CASTING PROCESSES An Introduction to precision casting processes The casting process is without equal as the manufacturing cable of producing fully shaped components of any size in any
1.0 PRECISION CASTING PROCESSES An Introduction to precision casting processes The casting process is without equal as the manufacturing cable of producing fully shaped components of any size in any
A critical review on sand casting technology
 A critical review on sand casting technology DR. T.R. VIJAYARAM Prof., SMBS VIT University S and casting technology also known as sand molded casting process. It is a metal casting process characterized
A critical review on sand casting technology DR. T.R. VIJAYARAM Prof., SMBS VIT University S and casting technology also known as sand molded casting process. It is a metal casting process characterized
TOOLKIT PART 4 MANUFACTURING PROCESSES
 Understanding which manufacturing process has been used to make an object can help you identify its material as different materials are manufactured with different process. Different manufacturing processes
Understanding which manufacturing process has been used to make an object can help you identify its material as different materials are manufactured with different process. Different manufacturing processes
AATC PRESENTATION INVESTMENT CASTING PROCESS (2 OF 3 PRESENTATIONS REVISION 2014_0429) AATC, Inc W. Catalina Dr. Phoenix, AZ USA
 AATC, Inc W. Catalina Dr. Phoenix, AZ USA") AATC PRESENTATION INVESTMENT CASTING PROCESS (2 OF 3 PRESENTATIONS REVISION 2014_0429) 1 Wax Injection & Pattern Assembly Wax Injection: A wax pattern is made by injecting liquid wax into an aluminum mold.
AATC PRESENTATION INVESTMENT CASTING PROCESS (2 OF 3 PRESENTATIONS REVISION 2014_0429) 1 Wax Injection & Pattern Assembly Wax Injection: A wax pattern is made by injecting liquid wax into an aluminum mold.
Steel Plate in Oil Rig Blowout Preventer Valves
 Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Extrusion. Process. The photo below shows a typical thermoplastic extruder.
 Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
3D Systems Guide to Prototyping Die Cast Parts
 3D Systems Guide to Prototyping Die Cast Parts Tom Mueller 3D Systems May 2013 Table of Contents Introduction... 3 Why should I prototype?... 4 What are the options for Prototyping?... 5 Which should I
3D Systems Guide to Prototyping Die Cast Parts Tom Mueller 3D Systems May 2013 Table of Contents Introduction... 3 Why should I prototype?... 4 What are the options for Prototyping?... 5 Which should I
Troubleshooting Conventional Burnout Phosphate Bonded Investments
 Troubleshooting Conventional Burnout Phosphate Bonded Investments Phosphate investments are affected by many variables, but the following generalizations can be made: Thorough mixing insures complete reaction
Troubleshooting Conventional Burnout Phosphate Bonded Investments Phosphate investments are affected by many variables, but the following generalizations can be made: Thorough mixing insures complete reaction
CHAPTER 5: MOULDING PROCESS
 CHAPTER OUTLINE CHAPTER 5: MOULDING PROCESS 5.1 INTRODUCTION 5.2 INJECTION MOULDING 5.3 COMPRESSION AND TRANSFER MOLDING 5.4 BLOW AND ROTATIONAL MOLDING 5.5 PRODUCT DESIGN CONSIDERATIONS 1 5.1 Introduction
CHAPTER OUTLINE CHAPTER 5: MOULDING PROCESS 5.1 INTRODUCTION 5.2 INJECTION MOULDING 5.3 COMPRESSION AND TRANSFER MOLDING 5.4 BLOW AND ROTATIONAL MOLDING 5.5 PRODUCT DESIGN CONSIDERATIONS 1 5.1 Introduction
Guide to Prototyping. Die Cast Parts. Applications and Technologies of Die Cast Prototyping
 Guide to Prototyping Die Cast Parts Applications and Technologies of Die Cast Prototyping Table of Contents 1 Introduction 3 2 Why Should I Prototype? 4 3 What are the Options for Prototyping 5 Which Should
Guide to Prototyping Die Cast Parts Applications and Technologies of Die Cast Prototyping Table of Contents 1 Introduction 3 2 Why Should I Prototype? 4 3 What are the Options for Prototyping 5 Which Should
LECTURE 5 GEAR MANUFACTURING
 LECTURE 5 GEAR MANUFACTURING Contents of the lecture Gear manufacture can be divided into two categories, forming and machining. Forming consists of direct casting, molding, drawing, or extrusion of tooth
LECTURE 5 GEAR MANUFACTURING Contents of the lecture Gear manufacture can be divided into two categories, forming and machining. Forming consists of direct casting, molding, drawing, or extrusion of tooth
Metal Working Processes
 Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
Name: Class: Teacher:..
 Name: Class: Teacher:.. 1 Metals All metals in use today are either PURE METALS or ALLOYS. Copper, iron, tin, lead, gold and silver are all examples of PURE METALS which have been mined from the Earth
Name: Class: Teacher:.. 1 Metals All metals in use today are either PURE METALS or ALLOYS. Copper, iron, tin, lead, gold and silver are all examples of PURE METALS which have been mined from the Earth
Company Profile. Company Profile PRECISION INVESTMENT CASTING MANUFACTURER
 INTRODUCTION Adroit Techno cast Pvt. Ltd. (ATCPL) is a versatile manufacturer, capable of producing highly customized products in the field of Investment Casting. Catering to quality-conscious niches,
INTRODUCTION Adroit Techno cast Pvt. Ltd. (ATCPL) is a versatile manufacturer, capable of producing highly customized products in the field of Investment Casting. Catering to quality-conscious niches,
Interfacial Reaction between Magnesium Alloy and magnesia Ceramic Shell Mold
 Interfacial Reaction between Magnesium Alloy and magnesia Ceramic Shell Mold S. Madhav Reddy* and A. Chennakesava Reddy** *Assistant Professor, Department of Mechanical Engineering MGIT, Hyderabad, India
Interfacial Reaction between Magnesium Alloy and magnesia Ceramic Shell Mold S. Madhav Reddy* and A. Chennakesava Reddy** *Assistant Professor, Department of Mechanical Engineering MGIT, Hyderabad, India
SAND CASTING LMU., MEC 329,MECH., DEPT. ADEDIRAN A.A
 SAND CASTING Sand Casting is simply melting the metal and pouring it into a preformed cavity, called mold, allowing (the metal to solidify and then breaking up the mold to remove casting. In sand casting
SAND CASTING Sand Casting is simply melting the metal and pouring it into a preformed cavity, called mold, allowing (the metal to solidify and then breaking up the mold to remove casting. In sand casting
Study of Sand Casting Gating System
 Study of Sand Casting Gating System Nandagopal M 1, Sivakumar K 2, Senthilkumar G 3, Sengottuvelan M 4 1,3 Associate Professor, Department of Mechanical Engineering, Bannari Amman Institute of Technology,
Study of Sand Casting Gating System Nandagopal M 1, Sivakumar K 2, Senthilkumar G 3, Sengottuvelan M 4 1,3 Associate Professor, Department of Mechanical Engineering, Bannari Amman Institute of Technology,
Chapter Name of the Topic Marks
 Chapter Name of the Topic Marks 3 3 FOUNDRY Specific Objectives: Study of various foundry processes Contents: 3.1 Introduction: Types of Foundries Advantages and disadvantages of foundry process. 3.2 Pattern
Chapter Name of the Topic Marks 3 3 FOUNDRY Specific Objectives: Study of various foundry processes Contents: 3.1 Introduction: Types of Foundries Advantages and disadvantages of foundry process. 3.2 Pattern
PES INSTITUTE OF TECHNOLOGY - BANGALORE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore ) Department of Mechanical Engg.
 Department of Mechanical Engg.") Third Semester B.E. 1 st IA Test, 2016 USN 1 P E PES INSTITUTE OF TECHNOLOGY - BANGALE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore-560 100) Department of Mechanical Engineering Subject
Third Semester B.E. 1 st IA Test, 2016 USN 1 P E PES INSTITUTE OF TECHNOLOGY - BANGALE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore-560 100) Department of Mechanical Engineering Subject
Investment Casting with PolyCast
 Application Note Investment Casting with PolyCast 1. Overview PolyCast is an entirely new 3D printing filament designed specifically for investment casting applications. This document provides the basic
Application Note Investment Casting with PolyCast 1. Overview PolyCast is an entirely new 3D printing filament designed specifically for investment casting applications. This document provides the basic
Casting & Working of Metals Lab Manuals LIST OF EXPERIMENTS
 LIST OF EXPERIMENTS 1. 2. PRACTICE FOR PREPRATION MOULDING SAND MIXTURES (1 session) PRACTICE FOR MAKING SAND MOLDS USING DIFFERENT PATTERNS (2 sessions) 3. PRACTICE FOR MELTING ALUMINUM AND ITS ALLOYS
LIST OF EXPERIMENTS 1. 2. PRACTICE FOR PREPRATION MOULDING SAND MIXTURES (1 session) PRACTICE FOR MAKING SAND MOLDS USING DIFFERENT PATTERNS (2 sessions) 3. PRACTICE FOR MELTING ALUMINUM AND ITS ALLOYS
Principles of Major Manufacturing Processes. Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes
 Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Injection moulding. Introduction. Typical characteristics of injection moulded parts
 Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
Attention is drawn to the following places, which may be of interest for search:
 CPC - B22D - 2017.08 B22D CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES (shaping of plastics or substances in a plastic state B29C; metallurgical processing, selection
CPC - B22D - 2017.08 B22D CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES (shaping of plastics or substances in a plastic state B29C; metallurgical processing, selection
rapid casting development with simulation and QMC
 1 Rapid casting development by means of Qualified Master Casting (QMC) and numerical simulation modeling Dr. Joachim Gundlach Grunewald 2008 2 1. Grunewald 2. Rapid Prototyping techniques 3. casting development
1 Rapid casting development by means of Qualified Master Casting (QMC) and numerical simulation modeling Dr. Joachim Gundlach Grunewald 2008 2 1. Grunewald 2. Rapid Prototyping techniques 3. casting development
Design and Technology Resistant materials Key words and definitions
 Design and Technology Resistant materials Key words and definitions Word Acrylic Definition a type of thermoplastic, which is hard and can be transparent. Used to make shop signs. Perspex is a trade/brand
Design and Technology Resistant materials Key words and definitions Word Acrylic Definition a type of thermoplastic, which is hard and can be transparent. Used to make shop signs. Perspex is a trade/brand
Manufacture of Cast Products
 Manufacture of Cast Products When a layer of rubber is deposited on the interior surface of a hollow mould, it is known as casting. The latex products obtained by the casting process are hollow and toys,
Manufacture of Cast Products When a layer of rubber is deposited on the interior surface of a hollow mould, it is known as casting. The latex products obtained by the casting process are hollow and toys,
600 Cannonball Lane O Fallon, MO Bruce Willson.
 600 Cannonball Lane O Fallon, MO 63366 Bruce Willson http://www.ofalloncasting.com/ Definition of an Engineer o Someone who knows almost everything o About almost nothing 70 95% of total Product Cost is
600 Cannonball Lane O Fallon, MO 63366 Bruce Willson http://www.ofalloncasting.com/ Definition of an Engineer o Someone who knows almost everything o About almost nothing 70 95% of total Product Cost is
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture - 02 Moulding Sands And Design-I Good
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture - 02 Moulding Sands And Design-I Good
OVERVIEW OF FOUNDRY PROCESSES
 OVERVIEW OF FOUNDRY PROCESSES Contents 1. Overview of Casting Processes... 3 2. Casting Processes... 6 2.1 Sand Casting... 6 2.1.1 Pattern Making... 7 2.1.2 Mould Making... 7 2.1.3 Melting and Pouring...
OVERVIEW OF FOUNDRY PROCESSES Contents 1. Overview of Casting Processes... 3 2. Casting Processes... 6 2.1 Sand Casting... 6 2.1.1 Pattern Making... 7 2.1.2 Mould Making... 7 2.1.3 Melting and Pouring...
Manufacturing Processes
 Manufacturing Processes Product example Manufacturing process definition Deformation processes Casting processes Sheet metalworking Hammer Forging Video Polymer processing How would we manufacture a mountain
Manufacturing Processes Product example Manufacturing process definition Deformation processes Casting processes Sheet metalworking Hammer Forging Video Polymer processing How would we manufacture a mountain
Trade of Toolmaking. Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 10: Mould Assembly Phase 2. Published by
 Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 10: Mould Assembly Phase 2 Published by SOLAS 2014 Unit 9 1 Table of Contents Document Release History... 3 Unit Objective...
Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 10: Mould Assembly Phase 2 Published by SOLAS 2014 Unit 9 1 Table of Contents Document Release History... 3 Unit Objective...
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
OET-010 Manufacturing Processes TAG Rubric COURSE OUTLINE
 OET-010 Manufacturing Processes TAG Rubric COURSE OUTLINE MET Objective SURVEY OF MANUFACTURING PROCESSES INSTRUCTOR: STEVE SYKES Mon/Wed 2:30PM 5:15PM OFFICE: 778-7946 (Room 434) TEXT: MODERN MANUFACTURING
OET-010 Manufacturing Processes TAG Rubric COURSE OUTLINE MET Objective SURVEY OF MANUFACTURING PROCESSES INSTRUCTOR: STEVE SYKES Mon/Wed 2:30PM 5:15PM OFFICE: 778-7946 (Room 434) TEXT: MODERN MANUFACTURING
Investment Casting Design Parameters Guide for Buyer
 Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
University of Arizona College of Optical Sciences
 University of Arizona College of Optical Sciences Name: Nachiket Kulkarni Course: OPTI521 Topic Plastic Injection Molding Submitted to Prof. J. Burge Date 1. Introduction In daily life, we come across
University of Arizona College of Optical Sciences Name: Nachiket Kulkarni Course: OPTI521 Topic Plastic Injection Molding Submitted to Prof. J. Burge Date 1. Introduction In daily life, we come across
Guide for Casting Titanium with SuperCast Contents
 Contents Contents... 1 Introduction:... 2 Flask Preparation Process... 2 Prepare the wax-up model... 2 Preparing the metal flask... 2 Mixing the investment... 3 Vacuuming the mixture... 4 Solidifying the
Contents Contents... 1 Introduction:... 2 Flask Preparation Process... 2 Prepare the wax-up model... 2 Preparing the metal flask... 2 Mixing the investment... 3 Vacuuming the mixture... 4 Solidifying the
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 1 Metal Casting Metal casting, metal casting
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 1 Metal Casting Metal casting, metal casting
The dimensional and shape accuracy of vacuum castings prepared in plaster moulds
 A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 11 Issue 3/2011 143 148 24/3
A R C H I V E S of F O U N D R Y E N G I N E E R I N G Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences ISSN (1897-3310) Volume 11 Issue 3/2011 143 148 24/3