3D Printing. Design Guidelines for 3D Printing Parts and Tooling
|
|
|
- Earl Jennings
- 5 years ago
- Views:
Transcription
1 Design Guidelines for Parts and Tooling



2 Agenda Things to Consider Defining 3D Printed Parts Examples Resources



3 Success with Design for The Key: Understand what is different Just like any manufacturing process, know: The process Upstream & downstream processes Strengths and weaknesses Limits Develop standards, document, and continuously improve


4 Actually Designing for End Use Parts End Use Parts: Made to be used outside of prototyping Test Fixtures Tooling Fixtures Product Parts Prototype parts are one time, throw away Don t need to be rigorous Good enough is good enough End Use 3D printed is the same as End Use milled or injection molded.
5 Things to Consider STUFF THAT IS DIFFERENT, THAT YOU NEED TO TAKE INTO ACCOUNT



6 Materials Each technology offers multiple material options Dozens of plastics Metal Goal was for prototyping Now its about functional material Workhorse for end-use is FDM ABS and ABS-like SLA and Polyjet Newe: color, clear, rubberlike, nylon, Polycarb, Polypropylene, Ultem Wide range of operating temperatures Better UV protection New materials come out about twice a year Standard powder metal Aluminum, Cobalt-Chrome, Titanium, Steels, Nickel Alloys

7 Material Selection Always consider: Strength Stiffness Poison s Ratio Environment UV Temperature Chemicals Aesthetics To Study, make samples of typical geometry The flat coupons may not be representative Make parts in several materials and test

8 Supports Every manufacturing method has something you need to work around For AM, the issue is supports As you put down a layer, there must be something to hold an overhang up Powder in powder bed processes Support material in Polyjet & most FDM Build material in other systems Each process has an overhang angle that requires some support Metal powder based need supports Warping, thermal management All powder needs a way to get powder out of internal features


9 Supports: FDM Breakaway or soluble Soluble is the least bothersome and has little impact on part Design for removal: Features need to survive breakaway removal Features need to survive warm turbulent water bath for soluble In soluble, water needs to be able to get to support material holes and channels big enough

10 Supports: SLA Cut off with sharp knife Downward surfaces need to be sanded

11 Supports - Metal Hold the part to a base plate and keep it from warping Conduct heat away from the build surface Material must be cut with Wire EDM or Machined off Surface may need further machining, grinding Need to be able to get at the supports inside

12 Orientation Design for it Remember, you are building up one layer at a time Strength varies in Z vs X and Y Min tolerance is the min layer thickness +/- process tolerance Process creates stair steps, orientation determines where they are on a part Some features are easy in X and Y, but hard in Z Supports Warpage is usually warping of the X-Y plane The orientation of the part in the machine is a design consideration Design to take advantage and avoid short comings Self supporting if possible, or at least minimize the need for support


13 Supports Design Issues How Supports are removed is important Manual for most processes - Cost Impacts surface finish where supports touch part Need access to get supports out even if powder or soluble Removal may damage the part or change its shape


14 Machine Constraints Remember Layers and droplet/beam/bead thicknesses Not like machining where you can have any value +/- tolerance Dimensions are discrete Layer thickness for Z direction Resolution of thing making material on the X-Y plane Tolerances are not as tight as traditional Little secret: Stated tolerance is usually over an inch on the X-Y Plane Tolerance from one end of the build area to another is much less accurate. Shrinkage in curing/heat treat, residual stresses, machine accuracy Creep Design parts so that you do not care about discrete distances Easy to say, hard to do Use machining of critical surfaces/holes if needed


15 Large parts can be assembled Your build area is not a limit on size, just on size per build Very large parts can be quickly assembled You can glue/weld/braise multiple parts together Suggestions Ask vendor for suggestions on bonding that is best for the material you are using Make joints: dovetails work well Make fixtures Maybe even 3D Print them

16 Complex Parts can be single parts Assemblies that needed to be assemblies to get made can be made as one part Be careful about supports and gap tolerances Ideal for: Braised parts with internal features Internal flow parts Mechanisms that require difficult assembly Complex internal passages Could be a significant cost saver

17 Critical Dimensions and Features Most technologies can be machined Especially metal Think casting Leave stock Come back and get critical features You need datums AM surfaces are not datums Single biggest source of parts not fitting Design so you will have usable datums You can use inserts for critical features Threaded inserts just like any plastic/soft metal part But be careful about tolerances Don t assume holes are round or perpendicular to datum
18 Defining 3D Printed Parts YOU STILL NEED DRAWINGS

19 Part Definition Direct from computer to printer gets people thinking about no drawings Remember what drawings are for: Capture information that manufacturing and quality need to make the right part End use parts need full documentation Solid geometry is required to run the machine Can be a drawing Can be a text document Need some pictures to identify critical features/dimensions Don t forget assemblies for joined parts

20 Standards are your friend You should develop a drawing standard for AM Parts Develop shop floor standards and reference those in notes Develop inspection standards and call those out Assume a stranger is making the part, everything they need to know must be on the drawing Manufacturing should develop standard for process planning The STL file and the drawing should fully define and control the part from creation to shipping Standardized routers for each technology, including pre- and post-processing Important: the build instructions (tool path) should be a controlled document, just like CNC code. Repeatability and tractability.
21 Drawings What to Include Material specification Painting/coating Orientation! Dimensions Support parameters Datums Acceptable machine parameters Or specific parameters to use Based on assumptions in design Post processing Support removal Washing Final curing Sanding/grit blasting, etc Heat Treat Storage constraints (temp, humidity, etc ) Inspection points for acceptable warping/distortion Key features especially machined features Part marking Lot documenting instructions Group by machine build, material lot, and/or production run Other tractability Material lot info Parameters used in build Location of each part in build volume Surface finish

22 Design Checklist Material Supports - minimize and removal Orientation - Build time, strength, stair stepping Layer Thickness Min Wall Thickness Critical surfaces/holes Surface Finish Operating Environment Capture requirements in a drawing
23 Examples REAL WORLD
 Assembly is time consuming, especially tubes and baffles Baffle placement")
24 Design Example Heat Exchanger Two fluid fuel cooling oil 14 parts not counting tubes or bolts Cast or weldment housing Sealing issues (gaskets, torque process) Assembly is time consuming, especially tubes and baffles Baffle placement inflexible

25 Design Example One single piece No assembly, no gaskets, no bolts except at interface if needed More efficient helical flow baffles Only manual is support removal and machining of interface surfaces/holes Copy of design, optimized for AM would be even better Minimize supports Maximize heat transfer flow Any weird shape


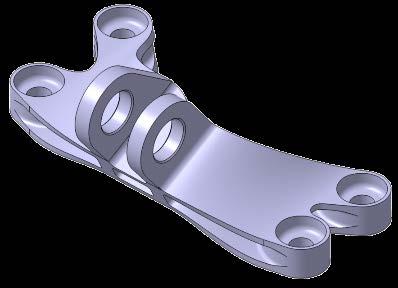
26 Design Example - Mount Mount features is a simple example of freedom to change geometry Original design is cast or machined, so no undercuts AM design can have all sorts of undercuts But designed to avoid supports



27 Design Example CAB Cathode Air Blower for Vehicle Hydrogen Fuel Cell PADT did two different applications Designed to use AM from the start SLS, inserts, machine critical dimensions Nice fit: Low volume Optimized air flow Optimized Vibration Simplified assembly Make on demand We did this 15 years ago!

28 Example GE Bracket Challenge Redesign a bracket to meet strength but reduce weight




29 GE Bracket Challenge - Winners


30 Example Composite Layups Nevada Composites Inc Nice process: Made mold with FDM Cast tool from FDM Vacuum bag and make composite From FDM or Polyjet Strong temperature range Custom parts
Design Guide: CNC Machining VERSION 3.4
 Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
Design Guidelines for FDM technology
 Design Guidelines for FDM technology This guideline is supposed to be used by people who already have knowledge in 3D design, CAD/CAM, etc. and it s goal is to show the key points when designing a model
Design Guidelines for FDM technology This guideline is supposed to be used by people who already have knowledge in 3D design, CAD/CAM, etc. and it s goal is to show the key points when designing a model
Injection Molding from 3D Printed Molds. A study of low-volume production of small LDPE parts FORMLABS WHITE PAPER:
 FORMLABS WHITE PAPER: Injection Molding from 3D Printed Molds A study of low-volume production of small LDPE parts August 25, 2016 Formlabs and Galomb Inc. formlabs.com Table of Contents Introduction........................
FORMLABS WHITE PAPER: Injection Molding from 3D Printed Molds A study of low-volume production of small LDPE parts August 25, 2016 Formlabs and Galomb Inc. formlabs.com Table of Contents Introduction........................
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
3D Printing Technologies for Prototyping and Production
 3D Printing Technologies for Prototyping and Production HOW TO LEVERAGE ADDITIVE MANUFACTURING TO BUILD BETTER PRODUCTS ADDITIVE MANUFACTURING CNC MACHINING INJECTION MOLDING Architects don t build without
3D Printing Technologies for Prototyping and Production HOW TO LEVERAGE ADDITIVE MANUFACTURING TO BUILD BETTER PRODUCTS ADDITIVE MANUFACTURING CNC MACHINING INJECTION MOLDING Architects don t build without
Precision Prototyping THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY
 By Lior Zonder, Applications Team Leader & Nadav Sella, Solutions Sales Manager, Global Field Operations INTRODUCTION Injection molding (IM) the process of injecting plastic material into a mold cavity
By Lior Zonder, Applications Team Leader & Nadav Sella, Solutions Sales Manager, Global Field Operations INTRODUCTION Injection molding (IM) the process of injecting plastic material into a mold cavity
DIRECT METAL LASER SINTERING DESIGN GUIDE
 DIRECT METAL LASER SINTERING DESIGN GUIDE www.nextlinemfg.com TABLE OF CONTENTS Introduction... 2 What is DMLS?... 2 What is Additive Manufacturing?... 2 Typical Component of a DMLS Machine... 2 Typical
DIRECT METAL LASER SINTERING DESIGN GUIDE www.nextlinemfg.com TABLE OF CONTENTS Introduction... 2 What is DMLS?... 2 What is Additive Manufacturing?... 2 Typical Component of a DMLS Machine... 2 Typical
Multiplying Options. Keith Schneider is a big advocate for additive
 By Christina Fuges Multiplying Options Additive manufacturing s greatest impact for this company is the versatility that has allowed it to offer different solutions than other manufacturers. Keith Schneider
By Christina Fuges Multiplying Options Additive manufacturing s greatest impact for this company is the versatility that has allowed it to offer different solutions than other manufacturers. Keith Schneider
PRECISION PROTOTYPING:
 PRECISION PROTOTYPING: THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY By Lior Zonder, Applications Team Leader Nadav Sella, Solutions Sales Manager, Global Field Operations INTRODUCTION
PRECISION PROTOTYPING: THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY By Lior Zonder, Applications Team Leader Nadav Sella, Solutions Sales Manager, Global Field Operations INTRODUCTION
PRECISION PROTOTYPING THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY
 PRECISION PROTOTYPING THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY By Lior Zonder & Nadav Sella INTRODUCTION Injection molding (IM) the process of injecting plastic material into a mold
PRECISION PROTOTYPING THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY By Lior Zonder & Nadav Sella INTRODUCTION Injection molding (IM) the process of injecting plastic material into a mold
Additive Manufacturing. amc.ati.org
 Additive Manufacturing amc.ati.org Traditional Tooling 356-T6 lever casting for DSCR Wood pattern on matchboard Additive Manufacturing (AM) A new term but the technology is almost three decades old Formerly
Additive Manufacturing amc.ati.org Traditional Tooling 356-T6 lever casting for DSCR Wood pattern on matchboard Additive Manufacturing (AM) A new term but the technology is almost three decades old Formerly
rapid casting development with simulation and QMC
 1 Rapid casting development by means of Qualified Master Casting (QMC) and numerical simulation modeling Dr. Joachim Gundlach Grunewald 2008 2 1. Grunewald 2. Rapid Prototyping techniques 3. casting development
1 Rapid casting development by means of Qualified Master Casting (QMC) and numerical simulation modeling Dr. Joachim Gundlach Grunewald 2008 2 1. Grunewald 2. Rapid Prototyping techniques 3. casting development
Rapid Prototyping Introduction ENGR 1182
 Rapid Prototyping Introduction ENGR 1182 Objectives What is Rapid Prototyping? How a 3D printer works 3D Printing in EED Laser Cutting in EED Design your own part option What is Rapid Prototyping? Rapid
Rapid Prototyping Introduction ENGR 1182 Objectives What is Rapid Prototyping? How a 3D printer works 3D Printing in EED Laser Cutting in EED Design your own part option What is Rapid Prototyping? Rapid
Design Guidelines for Injection Molding
 Design Guidelines for Injection Molding TABLE OF CONTENTS INTRODUCTION TO INJECTION MOLDING A. Where is it used? B. Importance of prototyping C. Types of prototypes INJECTION MOLDING BASICS A. The machine
Design Guidelines for Injection Molding TABLE OF CONTENTS INTRODUCTION TO INJECTION MOLDING A. Where is it used? B. Importance of prototyping C. Types of prototypes INJECTION MOLDING BASICS A. The machine
600 Cannonball Lane O Fallon, MO Bruce Willson.
 600 Cannonball Lane O Fallon, MO 63366 Bruce Willson http://www.ofalloncasting.com/ Definition of an Engineer o Someone who knows almost everything o About almost nothing 70 95% of total Product Cost is
600 Cannonball Lane O Fallon, MO 63366 Bruce Willson http://www.ofalloncasting.com/ Definition of an Engineer o Someone who knows almost everything o About almost nothing 70 95% of total Product Cost is
FDM Matchplate Patterns for Green Sand Casting
 FDM Matchplate Patterns for Green Sand Casting Sand casting is a cost effective and efficient process for small-lot production, and yet, when using automated equipment, it is an effective manufacturing
FDM Matchplate Patterns for Green Sand Casting Sand casting is a cost effective and efficient process for small-lot production, and yet, when using automated equipment, it is an effective manufacturing
Precision Folding Technology
 Precision Folding Technology Industrial Origami, Inc. Summary Nearly every manufacturing process has experienced dramatic improvements in accuracy and productivity as well as declining cost over the last
Precision Folding Technology Industrial Origami, Inc. Summary Nearly every manufacturing process has experienced dramatic improvements in accuracy and productivity as well as declining cost over the last
The Additive Manufacturing Gold Rush. Dream or Reality?
 The Additive Manufacturing Gold Rush Dream or Reality? Where s the Rush? Source: Gartner (July 2014) The Additive Manufacturing Gold Rush Tools of the Trade Additive Manufacturing (AM) Basics CAD Solid
The Additive Manufacturing Gold Rush Dream or Reality? Where s the Rush? Source: Gartner (July 2014) The Additive Manufacturing Gold Rush Tools of the Trade Additive Manufacturing (AM) Basics CAD Solid
RB&W. GLOBAL LIGHTWEIGHT MATERIAL PRESENTATION April 14, SPAC Applications 1
 RB&W GLOBAL LIGHTWEIGHT MATERIAL PRESENTATION April 14, 2015 SPAC Applications 1 Global Market Trend CO2 Emission Fuel Efficiency Vehicle Weight Reduction INCREASED USAGE High Strength Steels Aluminum
RB&W GLOBAL LIGHTWEIGHT MATERIAL PRESENTATION April 14, 2015 SPAC Applications 1 Global Market Trend CO2 Emission Fuel Efficiency Vehicle Weight Reduction INCREASED USAGE High Strength Steels Aluminum
3D Systems Guide to Prototyping Die Cast Parts
 3D Systems Guide to Prototyping Die Cast Parts Tom Mueller 3D Systems May 2013 Table of Contents Introduction... 3 Why should I prototype?... 4 What are the options for Prototyping?... 5 Which should I
3D Systems Guide to Prototyping Die Cast Parts Tom Mueller 3D Systems May 2013 Table of Contents Introduction... 3 Why should I prototype?... 4 What are the options for Prototyping?... 5 Which should I
Design Guidelines. Pressure Forming
 Design Guidelines For Pressure Forming Plastics Design & Manufacturing Centennial, Colorado Pressure Forming 101 This checklist is a guideline for the design and development of pressure formed parts in
Design Guidelines For Pressure Forming Plastics Design & Manufacturing Centennial, Colorado Pressure Forming 101 This checklist is a guideline for the design and development of pressure formed parts in
FDM FOR ROBOTIC END OF ARM TOOLING
 FDM FOR ROBOTIC END OF ARM TOOLING A robot s end of arm tooling (EOAT), also known as an end effector, is specific to the task it will perform, such as gripping, welding, painting or sensing. Although
FDM FOR ROBOTIC END OF ARM TOOLING A robot s end of arm tooling (EOAT), also known as an end effector, is specific to the task it will perform, such as gripping, welding, painting or sensing. Although
FRANKLIN BRONZE PRECISION COMPONENTS
 FRANKLIN BRONZE PRECISION COMPONENTS FRANKLIN BRONZE PRECISION COMPONENTS AN AUTOMATED INVESTMENT CASTING FOUNDRY OFFERING TOOLING, MACHINING AND TECHNICAL EXPERTISE. DELIVERING HIGH-QUALITY, CONSISTENT
FRANKLIN BRONZE PRECISION COMPONENTS FRANKLIN BRONZE PRECISION COMPONENTS AN AUTOMATED INVESTMENT CASTING FOUNDRY OFFERING TOOLING, MACHINING AND TECHNICAL EXPERTISE. DELIVERING HIGH-QUALITY, CONSISTENT
Injection Molding Design Guide. Design considerations for rapid manufacturing of plastic parts using injection molding
 Injection Molding Design Guide Design considerations for rapid manufacturing of plastic parts using injection molding Table of contents 1 Injection mold tooling process comparison 3 2 Size considerations
Injection Molding Design Guide Design considerations for rapid manufacturing of plastic parts using injection molding Table of contents 1 Injection mold tooling process comparison 3 2 Size considerations
Guide to Prototyping. Die Cast Parts. Applications and Technologies of Die Cast Prototyping
 Guide to Prototyping Die Cast Parts Applications and Technologies of Die Cast Prototyping Table of Contents 1 Introduction 3 2 Why Should I Prototype? 4 3 What are the Options for Prototyping 5 Which Should
Guide to Prototyping Die Cast Parts Applications and Technologies of Die Cast Prototyping Table of Contents 1 Introduction 3 2 Why Should I Prototype? 4 3 What are the Options for Prototyping 5 Which Should
CONTENTS TECHNICAL APPLICATION GUIDE: SILICONE MOLDING WITH FDM PATTERNS
 SILICONE MOLDING WITH FDM PATTERNS Silicone molding, also known as room temperature vulcanized (RTV) molding, is a fast and affordable solution for prototyping and short-run production. Offering lead times
SILICONE MOLDING WITH FDM PATTERNS Silicone molding, also known as room temperature vulcanized (RTV) molding, is a fast and affordable solution for prototyping and short-run production. Offering lead times
Steel Plate in Oil Rig Blowout Preventer Valves
 Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Stock Materials Interior Fillets... 10
 Rapid Machining Overview... 3 Capabilities... 4 Certifications & Registrations... 4 Stock Materials... 5 Design Guidelines Tolerances... 6 Wall Thickness... 7 Outside Corners... 8 Hole Depth... 9 Interior
Rapid Machining Overview... 3 Capabilities... 4 Certifications & Registrations... 4 Stock Materials... 5 Design Guidelines Tolerances... 6 Wall Thickness... 7 Outside Corners... 8 Hole Depth... 9 Interior
frame bracket Dodge x 2 & 4 x 4 (6-1/2 & 8 Boxes Includes Mega Cab)
") , Rev 4 02/19 frame bracket 8552026 Dodge 3500 4 x 2 & 4 x 4 (6-1/2 & 8 Boxes Includes Mega Cab) 14 5 7 2 4 11 9 10 17 3 6 1 8 13 15 16 18 12 ITEM PART # DESCRIPTION QTY. 1 00085.50 FLAT WASHER 10 2 00248
, Rev 4 02/19 frame bracket 8552026 Dodge 3500 4 x 2 & 4 x 4 (6-1/2 & 8 Boxes Includes Mega Cab) 14 5 7 2 4 11 9 10 17 3 6 1 8 13 15 16 18 12 ITEM PART # DESCRIPTION QTY. 1 00085.50 FLAT WASHER 10 2 00248
LS2 Dry Sleeve Kit Installation Guide
 LS2 Dry Sleeve Kit Installation Guide Thank you for purchasing the Darton state of the art new GM LS-2 Dry Sleeve Kit. The kit makes possible maximum bore sizes, increased cylinder strength and superior
LS2 Dry Sleeve Kit Installation Guide Thank you for purchasing the Darton state of the art new GM LS-2 Dry Sleeve Kit. The kit makes possible maximum bore sizes, increased cylinder strength and superior
Make Your Ideas Matter
 Make Your Ideas Matter 3D Systems MultiJet Printing (MJP) process creates precise plastic parts that are ideal for functional prototyping, rapid tooling, and many other applications. Print rigid or flexible
Make Your Ideas Matter 3D Systems MultiJet Printing (MJP) process creates precise plastic parts that are ideal for functional prototyping, rapid tooling, and many other applications. Print rigid or flexible
SECTION METAL FABRICATIONS
 SECTION 05100 PART 1 - GENERAL 1.01 DESCRIPTION A. Section includes specifications for metal fabrications, including minimum requirements for fabricator, and galvanizing. 1.02 REFERENCE STANDARDS A. ASTM
SECTION 05100 PART 1 - GENERAL 1.01 DESCRIPTION A. Section includes specifications for metal fabrications, including minimum requirements for fabricator, and galvanizing. 1.02 REFERENCE STANDARDS A. ASTM
Taking MIM Tooling To the Next Level. Originally published in The American Mold Builder Magazine, February 2014
 Taking MIM Tooling To the Next Level Originally published in The American Mold Builder Magazine, February 2014 1 Metal injection molding (MIM) merges two established technologies, plastic injection molding
Taking MIM Tooling To the Next Level Originally published in The American Mold Builder Magazine, February 2014 1 Metal injection molding (MIM) merges two established technologies, plastic injection molding
Part Design and Tooling for Rotational Molding : How to Achieve Success in Every Project
 Blue-Reed, LLC Part Design and Tooling for Rotational Molding : How to Achieve Success in Every Project Blue-Reed, LLC 4191 Courtiff Circle Stow, Ohio 44224 www.blue-reed.com Introduction Greg Stout -
Blue-Reed, LLC Part Design and Tooling for Rotational Molding : How to Achieve Success in Every Project Blue-Reed, LLC 4191 Courtiff Circle Stow, Ohio 44224 www.blue-reed.com Introduction Greg Stout -
From Plate Materials & Services - To To COMPLETE PRESS FRAMES
 From Plate Materials & Services - To To COMPLETE PRESS FRAMES Press Press Weldments Weldments & & Assemblies: Assemblies: Superior has Superior has specialized specialized in these in these unique Heavy
From Plate Materials & Services - To To COMPLETE PRESS FRAMES Press Press Weldments Weldments & & Assemblies: Assemblies: Superior has Superior has specialized specialized in these in these unique Heavy
Rapid Prototyping. Andy Fisher Faculty of Engineering and Applied Science Memorial University. Speaking of Engineering St. John s, February 19, 2009
 Rapid Prototyping Andy Fisher Faculty of Engineering and Applied Science Memorial University it g St. John s, How do we make complex things? How do we make complex things? Traditionally Subtractive ti
Rapid Prototyping Andy Fisher Faculty of Engineering and Applied Science Memorial University it g St. John s, How do we make complex things? How do we make complex things? Traditionally Subtractive ti
Solidification Process(1) - Metal Casting Chapter 9,10
 - Metal Casting Chapter 9,10") Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Profiting with Wire EDM
 3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
Moulding. Second Edition. Crawford. Roy J. 4CC%SMITHERS. A Smithers Group Company
 Practical Guide to Rotational Moulding Second Edition Roy J. Crawford Mark P. Kearns 4CC%SMITHERS %))J R A P R A A Smithers Group Company Shawbury, Shrewsbury, Shropshire, SY4 4NR, United Kingdom Telephone:
Practical Guide to Rotational Moulding Second Edition Roy J. Crawford Mark P. Kearns 4CC%SMITHERS %))J R A P R A A Smithers Group Company Shawbury, Shrewsbury, Shropshire, SY4 4NR, United Kingdom Telephone:
Parts made by people who race and know what it is about
 CONNECTING RODS From the most refined steel and titanium alloys, Saenz connecting rods are forged and machined with the latest in CNC technology. They are all designed and custom-made for each client,
CONNECTING RODS From the most refined steel and titanium alloys, Saenz connecting rods are forged and machined with the latest in CNC technology. They are all designed and custom-made for each client,
Stainless Steel CNC Machined Parts Turned Components :
 STAINLESS STEEL CNC MACHINED PARTS TURNED COMPONENTS Stainless Steel CNC Machined Parts Turned Components : We create metal turned parts with virtually any material including aluminum, brass, cast iron,
STAINLESS STEEL CNC MACHINED PARTS TURNED COMPONENTS Stainless Steel CNC Machined Parts Turned Components : We create metal turned parts with virtually any material including aluminum, brass, cast iron,
Design Analysis Process
 Prototype Design Analysis Process Rapid Prototyping What is rapid prototyping? A process that generates physical objects directly from geometric data without traditional tools Rapid Prototyping What is
Prototype Design Analysis Process Rapid Prototyping What is rapid prototyping? A process that generates physical objects directly from geometric data without traditional tools Rapid Prototyping What is
Many types of anodic coatings exist through an electrolytic formation. The important ones you need to know are:
 ANODIZING MACHINE Anodizing is a process of treating the surface of an aluminum to convert it to aluminum oxide. Anodizing aluminum takes so many processes to arrive at the state of aluminum oxide. The
ANODIZING MACHINE Anodizing is a process of treating the surface of an aluminum to convert it to aluminum oxide. Anodizing aluminum takes so many processes to arrive at the state of aluminum oxide. The
TIRE RACK INSTALLATION INSTRUCTIONS Dodge Sprinter
 Aluminess Products Inc 9402 Wheatlands Ct. #A Santee, CA 92071 619-449-9930 TIRE RACK INSTALLATION INSTRUCTIONS 07-11 Dodge Sprinter Please read before beginning Stainless steel hardware may bind together
Aluminess Products Inc 9402 Wheatlands Ct. #A Santee, CA 92071 619-449-9930 TIRE RACK INSTALLATION INSTRUCTIONS 07-11 Dodge Sprinter Please read before beginning Stainless steel hardware may bind together
Electrical Discharge Machining - Wire Cut. Presented and Arranged by: Khairu bin Kamarudin
 Electrical Discharge Machining - Wire Cut Presented and Arranged by: Khairu bin Kamarudin Introduction EDM Wire Cut Machining method primarily used for hard metals or those that would be impossible to
Electrical Discharge Machining - Wire Cut Presented and Arranged by: Khairu bin Kamarudin Introduction EDM Wire Cut Machining method primarily used for hard metals or those that would be impossible to
2.008 Design & Manufacturing II
 2.008 Design & Manufacturing II The Discrete Parts Manufacturing Lab IV: Product Design Lab V: Tooling Design Lab VI: Tooling Fabrication Lab VII: Process Optimization Lab VIII: Production, Quality & Variation
2.008 Design & Manufacturing II The Discrete Parts Manufacturing Lab IV: Product Design Lab V: Tooling Design Lab VI: Tooling Fabrication Lab VII: Process Optimization Lab VIII: Production, Quality & Variation
JK Rear Crusher Flares
 INSTALLATION INSTRUCTIONS INST-17-05-010_A JK Rear Crusher Flares IMPORTANT: Thank you for purchasing this Poison Spyder product. Please read through this entire document before proceeding with installation.
INSTALLATION INSTRUCTIONS INST-17-05-010_A JK Rear Crusher Flares IMPORTANT: Thank you for purchasing this Poison Spyder product. Please read through this entire document before proceeding with installation.
RAPID PROTOTYPING, RAPID TOOLING AND LOW VOLUME PRODUCTION
 RAPID PROTOTYPING, RAPID TOOLING AND LOW VOLUME PRODUCTION RAPID PROTOTYPING, RAPID TOOLING AND LOW VOLUME PRODUCTION Delivering superior quality, service and reliability with three (3) standard production
RAPID PROTOTYPING, RAPID TOOLING AND LOW VOLUME PRODUCTION RAPID PROTOTYPING, RAPID TOOLING AND LOW VOLUME PRODUCTION Delivering superior quality, service and reliability with three (3) standard production
FOR A 3D W ORLD TM. Production. Without the line.
 FOR A 3D W ORLD TM Production. Without the line. The Production Series About our technologies 3D Production Systems driven by PolyJetTM technology work by jetting state-of-the-art photopolymer materials
FOR A 3D W ORLD TM Production. Without the line. The Production Series About our technologies 3D Production Systems driven by PolyJetTM technology work by jetting state-of-the-art photopolymer materials
Threadlocking Adhesives
 Threadlocking Adhesives Locking of Threaded Fasteners Why use a Threadlocker? threadlocking products prevent self-loosening and secure any threaded fastener against vibration and shock loads. They are
Threadlocking Adhesives Locking of Threaded Fasteners Why use a Threadlocker? threadlocking products prevent self-loosening and secure any threaded fastener against vibration and shock loads. They are
Stratasys 3D Printers Designed For a 3D World
 Stratasys 3D Printers Designed For a 3D World Today, wherever speed, efficiency and accuracy matter, you ll find a Stratasys 3D Printer at work. From product design studios, engineering departments and
Stratasys 3D Printers Designed For a 3D World Today, wherever speed, efficiency and accuracy matter, you ll find a Stratasys 3D Printer at work. From product design studios, engineering departments and
Prototypes on demand? Peter Arras De Nayer instituut [Hogeschool voor Wetenschap en Kunst]
![Prototypes on demand? Peter Arras De Nayer instituut [Hogeschool voor Wetenschap en Kunst]](/thumbs/78/77202330.jpg "Prototypes on demand? Peter Arras De Nayer instituut [Hogeschool voor Wetenschap en Kunst]") Prototypes on demand? Peter Arras De Nayer instituut [Hogeschool voor Wetenschap en Kunst] Pressure on time to market urges for new ways of faster prototyping. Key words: Rapid prototyping, rapid tooling,
Prototypes on demand? Peter Arras De Nayer instituut [Hogeschool voor Wetenschap en Kunst] Pressure on time to market urges for new ways of faster prototyping. Key words: Rapid prototyping, rapid tooling,
Installation Instructions Kit, Base Rail Bracket Part # 31413
 Installation Instructions Kit, Base Rail Bracket Part # 31413 Dealer / Installer: Provide a copy of these Instructions to the end user of this product. These Instructions provide important operating and
Installation Instructions Kit, Base Rail Bracket Part # 31413 Dealer / Installer: Provide a copy of these Instructions to the end user of this product. These Instructions provide important operating and
3ERP Presentation-2017
 3ERP Presentation-2017 www.3erp.com The "3-E" Difference Excellence in Precision Efficiency in Production Economically Priced! CONTENT WHO IS 3ERP 1 3ERP TODAY 2 3ERP MISSION 3 CORE CAPABILITIES 4 CNC
3ERP Presentation-2017 www.3erp.com The "3-E" Difference Excellence in Precision Efficiency in Production Economically Priced! CONTENT WHO IS 3ERP 1 3ERP TODAY 2 3ERP MISSION 3 CORE CAPABILITIES 4 CNC
Think like a machinist when creating solid models
 Think like a machinist when creating solid models Article by Milton Florest President Tooling Research Inc. 81 Diamond St. Walpole, MA 02081 Website www.tooling research.com 508 668 1950 Since the introduction
Think like a machinist when creating solid models Article by Milton Florest President Tooling Research Inc. 81 Diamond St. Walpole, MA 02081 Website www.tooling research.com 508 668 1950 Since the introduction
EVERYTHING TO KNOW ABOUT OVERMOLDED CABLE ASSEMBLIES
 EVERYTHING TO KNOW ABOUT OVERMOLDED CABLE ASSEMBLIES By Brian Morissette, Cable Assembly Product Manager Epec Engineered Technologies Overmolding has dramatically changed the appearance and functionality
EVERYTHING TO KNOW ABOUT OVERMOLDED CABLE ASSEMBLIES By Brian Morissette, Cable Assembly Product Manager Epec Engineered Technologies Overmolding has dramatically changed the appearance and functionality
BYOE: A Method for Creating CAD-based, Two-sided Molded Prototype Parts
 Paper ID #18086 BYOE: A Method for Creating CAD-based, Two-sided Molded Prototype Parts Dr. Christopher P. Pung, Grand Valley State University Dr. Pung has interests in experiential learning, design processes
Paper ID #18086 BYOE: A Method for Creating CAD-based, Two-sided Molded Prototype Parts Dr. Christopher P. Pung, Grand Valley State University Dr. Pung has interests in experiential learning, design processes
The fruition of shorten the delivery time to 1 & reduce the cost to 1 3.
 The fruition of shorten the delivery time to 1 & reduce the cost to 1 3. Original Die-Sets System Our proprietary Original Die-Sets System incorporates only the bare minimum functions required for production,
The fruition of shorten the delivery time to 1 & reduce the cost to 1 3. Original Die-Sets System Our proprietary Original Die-Sets System incorporates only the bare minimum functions required for production,
Built-Rite Tool & Die
 Studio System case study 01 Built-Rite Tool & Die Injection molding firm investigates quick-turn mold application, identifies 90% cost savings. 02 Built-Rite cavity insert installed in the mold plate.
Studio System case study 01 Built-Rite Tool & Die Injection molding firm investigates quick-turn mold application, identifies 90% cost savings. 02 Built-Rite cavity insert installed in the mold plate.
Precision Castings Division. Cost Drivers and Design Considerations for Investment Casting
 Precision Castings Division Cost Drivers and Design Considerations for Investment Casting Contents INVESTMENT CASTINGS... 3 WHY INVESTMENT CASTINGS?... 3 SPOKANE INDUSTRIES INVESTMENT CASTING PRODUCTION
Precision Castings Division Cost Drivers and Design Considerations for Investment Casting Contents INVESTMENT CASTINGS... 3 WHY INVESTMENT CASTINGS?... 3 SPOKANE INDUSTRIES INVESTMENT CASTING PRODUCTION
Advantages of the Casting Process
 Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
SECTION SITE FURNISHINGS FOR CFCRT. 1. American Society for Testing and Materials (ASTM).
.") PART 1 - GENERAL 1.1 SECTION INCLUDES A. Benches. B. Trash receptacles. C. Bike storage. 1.2 REFERENCE STANDARDS A. Including but not limited to: 1. American Society for Testing and Materials (ASTM). 1.3
PART 1 - GENERAL 1.1 SECTION INCLUDES A. Benches. B. Trash receptacles. C. Bike storage. 1.2 REFERENCE STANDARDS A. Including but not limited to: 1. American Society for Testing and Materials (ASTM). 1.3
Metal Cutting - 5. Content. Milling Characteristics. Parts made by milling Example of Part Produced on a CNC Milling Machine 7.
 Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
WHY LANG ALUMINUM RAILING SYSTEM?
 LANG ALUMINUM RAILINGS PRODUCT PROFILE Whether you re building to sell, renovating or a property manager, Lang Do-It-Yourself Aluminum Railing Systems with the patented wrap around picket spacer, will
LANG ALUMINUM RAILINGS PRODUCT PROFILE Whether you re building to sell, renovating or a property manager, Lang Do-It-Yourself Aluminum Railing Systems with the patented wrap around picket spacer, will
ON-DEMAND PARTS MANUFACTURING. Quickparts
 ON-DEMAND PARTS MANUFACTURING Quickparts On-demand parts manufacturing services Using our additive and traditional manufacturing technologies, bring your design to life and create real functional end-use
ON-DEMAND PARTS MANUFACTURING Quickparts On-demand parts manufacturing services Using our additive and traditional manufacturing technologies, bring your design to life and create real functional end-use
INSTALLATION MANUAL IOWA MOLD TOOLING CO., INC. BOX 189, GARNER, IA MANUAL PART NUMBER:
 PARTS-1 Model 24562/28562 Crane INSTALLATION MANUAL IOWA MOLD TOOLING CO., INC. BOX 189, GARNER, IA 50438-0189 641-923-3711 MANUAL PART NUMBER: 99903701 Iowa Mold Tooling Co., Inc. is an Oshkosh Truck
PARTS-1 Model 24562/28562 Crane INSTALLATION MANUAL IOWA MOLD TOOLING CO., INC. BOX 189, GARNER, IA 50438-0189 641-923-3711 MANUAL PART NUMBER: 99903701 Iowa Mold Tooling Co., Inc. is an Oshkosh Truck
Engineering & Design: Coordinate Dimensioning
 s e c t i o n Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies
s e c t i o n Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies
Course code Title Description Type
 1st Semester 3М11OP01 3M21OM01 3M22OM01 3M23IND01 Mathematics for engineering Technical mechanics Materials and joining techniques Graphical communication 3M31IND01 Industrial design 1 Introduction to
1st Semester 3М11OP01 3M21OM01 3M22OM01 3M23IND01 Mathematics for engineering Technical mechanics Materials and joining techniques Graphical communication 3M31IND01 Industrial design 1 Introduction to
Principles of Engineering
 Principles of Engineering Unit 2.1 Manufacturing & Materials Tic-Tac-Toe Game Project Design Brief Client: Wilson School District Target Consumer: I-STEM Students Problem Statement: Create a project that
Principles of Engineering Unit 2.1 Manufacturing & Materials Tic-Tac-Toe Game Project Design Brief Client: Wilson School District Target Consumer: I-STEM Students Problem Statement: Create a project that
3D PRINTER MATERIALS GUIDE
 3D PRINTER MATERIALS GUIDE The two primary technologies used for desktop 3D printing are fused deposition modeling () and stereolithography (). For those new to 3D printing, technology feeds melted plastic
3D PRINTER MATERIALS GUIDE The two primary technologies used for desktop 3D printing are fused deposition modeling () and stereolithography (). For those new to 3D printing, technology feeds melted plastic
DESIGN PRODUCT 3D SCANNING
 DESIGN PRODUCT ENGINEERING 3D SCANNING INSPECTION PLASTIC ADDITIVE MANUFACTURING 3D PRINTING METAL ADDITIVE MANUFACTURING TOOLING / INJECTION MOLDING THERMOPLASTIC We are the leading company in France
DESIGN PRODUCT ENGINEERING 3D SCANNING INSPECTION PLASTIC ADDITIVE MANUFACTURING 3D PRINTING METAL ADDITIVE MANUFACTURING TOOLING / INJECTION MOLDING THERMOPLASTIC We are the leading company in France
Harmony Castings, LLC TPi Arcade, INC
 Harmony Castings, LLC TPi Arcade, INC Using the V-PROCESS V for Production and Prototype Casting Requirements What is the V-PROCESS V and how it works V-PROCESS produces castings with a smooth surface,
Harmony Castings, LLC TPi Arcade, INC Using the V-PROCESS V for Production and Prototype Casting Requirements What is the V-PROCESS V and how it works V-PROCESS produces castings with a smooth surface,
3D PRINTING & ADVANCED MANUFACTURING DESIGN GUIDELINES: DIRECT METAL LASER SINTERING (DMLS) STRATASYSDIRECT.COM
 STRATASYSDIRECT.COM") 3D PRINTING & ADVANCED MANUFACTURING DESIGN GUIDELINES: DIRECT METAL LASER SINTERING (DMLS) STRATASYSDIRECT.COM WHAT IS DIRECT METAL LASER SINTERING? Direct Metal Laser Sintering (DMLS) is an additive
3D PRINTING & ADVANCED MANUFACTURING DESIGN GUIDELINES: DIRECT METAL LASER SINTERING (DMLS) STRATASYSDIRECT.COM WHAT IS DIRECT METAL LASER SINTERING? Direct Metal Laser Sintering (DMLS) is an additive
What makes Investment Casting one of the BEST way to cast metal?
 What makes Investment Casting one of the BEST way to cast metal? In it s simplest form, investment casting can be thought of as the melting and flowing of any of todays common engineering metals and alloys
What makes Investment Casting one of the BEST way to cast metal? In it s simplest form, investment casting can be thought of as the melting and flowing of any of todays common engineering metals and alloys
International Foundry Challenge Suitable Production of thin walled Aluminum Prototype and Small Series Castings for Body in White Applications
 1 2 International Foundry Challenge Suitable Production of thin walled Aluminum Prototype and Small Series Castings for Body in White Applications Joachim Gundlach, Jörg Detering Contents 3 Company Information
1 2 International Foundry Challenge Suitable Production of thin walled Aluminum Prototype and Small Series Castings for Body in White Applications Joachim Gundlach, Jörg Detering Contents 3 Company Information
Design Guide: Sheet Metal Fabrication VERSION 2.1
 Design Guide: Sheet Metal Fabrication VERSION 2.1 SHEET METAL GUIDE V2.1 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Wall Thickness...5 Bends...5 Curls...6 Countersinks...6 Hems...7
Design Guide: Sheet Metal Fabrication VERSION 2.1 SHEET METAL GUIDE V2.1 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Wall Thickness...5 Bends...5 Curls...6 Countersinks...6 Hems...7
How To Make A. Large Diameter Brayer
 How To Make A Large Diameter Brayer Charles G. Morgan Mossworks Studio 77 Moss Street Victoria, B.C. V8V 4M2 CANADA 2008 www.mossworks.com charlesgmorgan@yahoo.com I got the basic design for this homemade
How To Make A Large Diameter Brayer Charles G. Morgan Mossworks Studio 77 Moss Street Victoria, B.C. V8V 4M2 CANADA 2008 www.mossworks.com charlesgmorgan@yahoo.com I got the basic design for this homemade
ALUMINUM PIPE GUIDERAIL 01/01/
 NOTES PIPE RAILING & POSTS: Structural Tube, Pipe and Bar shall be in accordance with ASTM B22 or ASTM B429, Alloy 606-T6. End Rail 90 bends and corner bends with maximum 4-0" post spacing, may be Alloy
NOTES PIPE RAILING & POSTS: Structural Tube, Pipe and Bar shall be in accordance with ASTM B22 or ASTM B429, Alloy 606-T6. End Rail 90 bends and corner bends with maximum 4-0" post spacing, may be Alloy
PLAY HOUSE IMPORTANT
 IMPORTANT Page 1 PLEASE READ THESE INSTRUCTIONS BEFORE COMMENCING ASSEMBLY. All equipment must be installed in accordance with these instructions. Check your shipment against Bill of Lading and Parts list.
IMPORTANT Page 1 PLEASE READ THESE INSTRUCTIONS BEFORE COMMENCING ASSEMBLY. All equipment must be installed in accordance with these instructions. Check your shipment against Bill of Lading and Parts list.
MANUFACTURER OF PRECISION MACHINED PARTS AND ASSEMBLIES.
 MANUFACTURER OF PRECISION MACHINED PARTS AND ASSEMBLIES www.steuby.com John Steuby- Founder John J. Steuby Company, founded in 1962, is a family owned and operated manufacturing company, specializing
MANUFACTURER OF PRECISION MACHINED PARTS AND ASSEMBLIES www.steuby.com John Steuby- Founder John J. Steuby Company, founded in 1962, is a family owned and operated manufacturing company, specializing
Zip Block MODEL ZB INSTALLATION INSTRUCTIONS
 Zip Block MODEL ZB 100-400 INSTALLATION INSTRUCTIONS 12BT EXPOSED SURFACE SEAL WIDTH Zip Block SEAL 3/4" ± 1/8" [19.05mm ± 3.18mm] BLOCKOUT EDGE 3 1/2" [88.90mm] MAXIMUM BLOCKOUT NOMINAL JOINT WIDTH EPOXY
Zip Block MODEL ZB 100-400 INSTALLATION INSTRUCTIONS 12BT EXPOSED SURFACE SEAL WIDTH Zip Block SEAL 3/4" ± 1/8" [19.05mm ± 3.18mm] BLOCKOUT EDGE 3 1/2" [88.90mm] MAXIMUM BLOCKOUT NOMINAL JOINT WIDTH EPOXY
Maximum Part Size with Sinter-1. X: mm (9.25 ) Y: 68.3 mm (2.69 ) Z 1: 65.5 mm (2.58 ) Z2: 80.0 mm (3.19 ) R: 55.5 mm (2.
 Y: 68.3 mm (2.69 ) Z 1: 65.5 mm (2.58 ) Z2: 80.0 mm (3.19 ) R: 55.5 mm (2.") Metal X esign Reference Sheet Listed dimensions are as designed for your final part unless otherwise specified. These guides serve as recommendations and may not reflect all implementations, since 3 printing
Metal X esign Reference Sheet Listed dimensions are as designed for your final part unless otherwise specified. These guides serve as recommendations and may not reflect all implementations, since 3 printing
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
University of Bath Department of Mechanical Engineering Design for FDM Rapid Prototyping Manufacture (Basic)
") University of Bath BATH BA2 7AY United Kingdom Tel +44 (0)1225 388388 University of Bath Department of Mechanical Engineering Design for FDM Rapid Prototyping Manufacture (Basic) Prepared by... E Sells
University of Bath BATH BA2 7AY United Kingdom Tel +44 (0)1225 388388 University of Bath Department of Mechanical Engineering Design for FDM Rapid Prototyping Manufacture (Basic) Prepared by... E Sells
LAB 1A: Intro to SolidWorks: 2D -> 3D Brackets
 LAB 1A: Intro to SolidWorks: 2D -> 3D Brackets Set units Create Sketch Add relations Linear patterns Mirror Fillet Extrude Extrude cut First, set units. click Option on top of main menu Open Document Properties
LAB 1A: Intro to SolidWorks: 2D -> 3D Brackets Set units Create Sketch Add relations Linear patterns Mirror Fillet Extrude Extrude cut First, set units. click Option on top of main menu Open Document Properties
3E RP Presentation-2018
 3E RP Presentation-2018 www.3erp.com The "3-E" Difference Excellence in Precision Efficiency in Production Economically Priced CONTENT WHO IS 3ERP 3ERP TODAY 3ERP MISSION CORE CAPABILITIES CNC MACHINING
3E RP Presentation-2018 www.3erp.com The "3-E" Difference Excellence in Precision Efficiency in Production Economically Priced CONTENT WHO IS 3ERP 3ERP TODAY 3ERP MISSION CORE CAPABILITIES CNC MACHINING
Investment Casting Design Parameters Guide for Buyer
 Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
MIM DESIGN GUIDE
 www.dynacast.com MIM DESIGN GUIDE 1 WELCOME TO DYNACAST S MIM DESIGN GUIDE Metal Injection Molding (MIM) is a process merging two established technologies, plastic injection molding and powdered metallurgy.
www.dynacast.com MIM DESIGN GUIDE 1 WELCOME TO DYNACAST S MIM DESIGN GUIDE Metal Injection Molding (MIM) is a process merging two established technologies, plastic injection molding and powdered metallurgy.
Requirement for Holes - Holes for Hanging
 Requirement for Holes - Holes for Hanging In order for items to progress through the series of pretreatment and galvanizing baths at our facility, they must be suspended in a suitable manner to ensure
Requirement for Holes - Holes for Hanging In order for items to progress through the series of pretreatment and galvanizing baths at our facility, they must be suspended in a suitable manner to ensure
Proposal for new standard. Determination of interface friction between painted parts. Orientation. p. 1 (15) Draft1, Revised
 Draft1, Revised") p. 1 (15) Draft1, Revised 2018-03-29 Proposal for new standard Determination of interface friction between painted parts. Orientation This standard specifies the method and conditions to evaluate interface
p. 1 (15) Draft1, Revised 2018-03-29 Proposal for new standard Determination of interface friction between painted parts. Orientation This standard specifies the method and conditions to evaluate interface
1.8.3 Haptic-Based CAD 1.9 About this Book 1.10 Exercises References Development of Additive Manufacturing Technology
 Contents 1 Introduction and Basic Principles 1 1.1 What Is Additive Manufacturing? 1 1.2 What Are AM Parts Used for? 3 1.3 The Generic AM Process 4 1.3.1 Step 1: CAD 4 1.3.2 Step 2: Conversion to STL 4
Contents 1 Introduction and Basic Principles 1 1.1 What Is Additive Manufacturing? 1 1.2 What Are AM Parts Used for? 3 1.3 The Generic AM Process 4 1.3.1 Step 1: CAD 4 1.3.2 Step 2: Conversion to STL 4
CERAMIC TIP DUAL CERAMIC TIP
 DURACLAMP Designed To Last Engineered to provide superior strength and durability, the Duraclamp will stand up to your toughest racking requirements. Metal Finishers worldwide have made our Duraclamp the
DURACLAMP Designed To Last Engineered to provide superior strength and durability, the Duraclamp will stand up to your toughest racking requirements. Metal Finishers worldwide have made our Duraclamp the
Vertical Struts. P16603: Work Piece Movement Jonathan Sanabria April 19, Contents
 Vertical Struts P16603: Work Piece Movement Jonathan Sanabria April 19, 2016 Contents Overview Assumptions for Research/Design Summary of Research Summary of Design Moving Forward Overview The primary
Vertical Struts P16603: Work Piece Movement Jonathan Sanabria April 19, 2016 Contents Overview Assumptions for Research/Design Summary of Research Summary of Design Moving Forward Overview The primary
Die Life Checklist. Part Consideration. Critical to Function & Cosmetic. Cosmetic, No Function. Critical to Function. Not Critical but Functional
 Tooling for Die Casting NADCA T-2-2-00 Guidelines Guidelines to increase die life are as follows: Before the start of tooling 1) Redesign of part to reduce or eliminate sharp internal corners or features
Tooling for Die Casting NADCA T-2-2-00 Guidelines Guidelines to increase die life are as follows: Before the start of tooling 1) Redesign of part to reduce or eliminate sharp internal corners or features
Separation Connector. Prototyping Progress Update March 1, 2013
 Separation Connector By Koll Christianson, Luis Herrera, and Zheng Lian Team 19 Prototyping Progress Update March 1, 2013 Submitted towards partial fulfillment of the requirements for Mechanical Engineering
Separation Connector By Koll Christianson, Luis Herrera, and Zheng Lian Team 19 Prototyping Progress Update March 1, 2013 Submitted towards partial fulfillment of the requirements for Mechanical Engineering
PolyJet Investment Casting
 PolyJet Investment Casting DESIGN GUIDE A GLOBAL LEADER IN APPLIED ADDITIVE TECHNOLOGY SOLUTIONS 1. INTRODUCTION AND BACKGROUND 4 1.1. Scope 4 1.2. Application Overview 4 1.3. Background and Purpose 4
PolyJet Investment Casting DESIGN GUIDE A GLOBAL LEADER IN APPLIED ADDITIVE TECHNOLOGY SOLUTIONS 1. INTRODUCTION AND BACKGROUND 4 1.1. Scope 4 1.2. Application Overview 4 1.3. Background and Purpose 4
ET2C International. Low Cost Country Outsourcing/ Sub Contract Manufacture
 ET2C International Low Cost Country Outsourcing/ Sub Contract Manufacture Who Are We For the past 18 years ET2C International have been supporting businesses globally benefit from the advantages of sourcing
ET2C International Low Cost Country Outsourcing/ Sub Contract Manufacture Who Are We For the past 18 years ET2C International have been supporting businesses globally benefit from the advantages of sourcing
Copyright 2007 MLCS 1
 Copyright 2007 MLCS 1 REFERENCE GUIDE and SPECIFICATIONS: Edge Guides: This 12 Dovetail Template comes complete with 2 Edge Guide Sets one set for Half Blind and one set for Rabbeted Half Blind Dovetails.
Copyright 2007 MLCS 1 REFERENCE GUIDE and SPECIFICATIONS: Edge Guides: This 12 Dovetail Template comes complete with 2 Edge Guide Sets one set for Half Blind and one set for Rabbeted Half Blind Dovetails.
Product Catalogue. Casements / Holders Plaques Photoluminescent Mounting Materials Custom Graphics Printing. EvacGlow.com
 Product Catalogue Casements / Holders Plaques Photoluminescent Mounting Materials Custom Graphics Printing EvacGlow.com Introduction Building evacuation plans, fire evacuation maps and emergency exit signs
Product Catalogue Casements / Holders Plaques Photoluminescent Mounting Materials Custom Graphics Printing EvacGlow.com Introduction Building evacuation plans, fire evacuation maps and emergency exit signs