Part Design and Tooling for Rotational Molding : How to Achieve Success in Every Project
|
|
|
- Jasmin Haynes
- 5 years ago
- Views:
Transcription
1 Blue-Reed, LLC Part Design and Tooling for Rotational Molding : How to Achieve Success in Every Project Blue-Reed, LLC 4191 Courtiff Circle Stow, Ohio
2 Introduction Greg Stout - designer specializing in hollow plastic parts. Over (17) years experience with rotational molding process. SolidWorks This presentation will illustrate how part design and tooling design influence and affect each other.
3 Tooling and Part Design All design has limitations to obey or follow. Material limitations. Mold or Tooling limitations Machine or Oven limitations. To achieve success in your designs you must understand and know your options.
4 Tooling Options Cast Aluminum molds. Fabricated Aluminum or Steel molds. CNC molds.
5 Tooling Advantages Cast Aluminum molds: 1. Can Mold Very Complex shapes 2. Can use Pattern or Model as a design check before pouring metal. Fabricated Aluminum or Steel molds: 1. Can Mold Nearly as Complex shapes 2. Can be lower cost. 3. Requires no Pattern or Model 4. Thinner mold wall makes for faster heat transfer. 5. Extremely large molds can be made CNC molds: 1. Very close dimensional tolerances can be held. 2. Requires no Pattern or Model 3. No Porosity
6 Part Design The following are examples of how the mold design was manipulated to help make the parts be manufactured successfully.

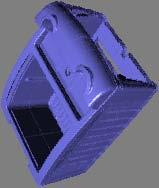
7 Dog Waste Receptacle & Bag Dispenser Two parts from two molds that hinge together to form one part. The top lid is a dispenser and the bottom is a receptacle.

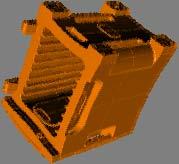
8 Dog Waste Receptacle & Bag Dispenser An inside look shows how diverse the parts are. The bottom has no restrictions to shrink while the top has to shrink around a large core.


9 Dog Waste Receptacle & Bag Dispenser Features: Two large core pins. One small core pin. Large graphic area. Routered hole for bag insertion. Routered holes for bag dispensing. Pull pins for hinges.

10 Dog Waste Receptacle & Bag Dispenser Core is very deep in cavity to accommodate pull pins on the side of the part and for the head of the router for the hole to insert the boxes of bags. Notice the crown in the graphic area to fight warp.

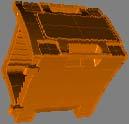
11 Dog Waste Receptacle & Bag Dispenser Features: Large graphic area Drilled holes for hinge to match molded in holes for lid. Recess in center for mounting post Drilled drain holes in bottom.

12 Dog Waste Receptacle & Bag Dispenser Problem: The lid has restricted shrinkage and the bottom has no restrictions on shrinkage. How will the parts mate together if they don t shrink the same? Solution: Since the top will not shrink as much as the bottom part, ¼ was taken out of the width of the bottom and 1/8 was taken out of the depth of the bottom part.


13 Pontoon Bass Boat A Boat that was originally vacuum formed in two pieces and then glued together. Now molded as one piece and foam filled.

14 Pontoon Bass Boat Boat has to be strong and solid in feel when stood on. Walls have to withstand clamping force of motor mount and forces when motor is running.

15 Pontoon Bass Boat Foam filling has to happen in mold and no holes can be left open. Areas in the mold have to be close enough to form a kiss-off and yet open enough to let both materials flow.

16 Pontoon Bass Boat Drop Boxes were used for foaming the part in mold. Study was done to find out the optimal kiss-off, foaming distance. Holes from the Drop Boxes were filled with an additional storage feature for the part.


17 29 Gal. Gas Walker Many threaded features Had to pass DOT Packaging Certification tests Needed to have consumer appeal.
18 29 Gal. Gas Walker Many molded in graphics as well as post molded graphics Many ribs for strength also add problems with porosity at P/L for mold maker.
19 29 Gal. Gas Walker Large center core difficult for mold maker to pour. Part had to be stackable for shipment and for testing. DOT Testing spec.: Part had to withstand 1100 lbs. stacking force for 28 days with no deformation. DOT Testing spec.: Hydrostatic Pressure of 17.5 PSI for 30 min. with no deformation. Part had to have no more than.200 wall thickness.

20 29 Gal. Gas Walker Ribs to prevent distortion from tests. Must hold at least the amount on label. Limited room for threaded caps and bushings Be careful of narrow walls for finishing and texturing.

21 29 Gal. Gas Walker Pull pins for axle pins through two walls on each side for strength. Molded in insert for hose valve is a tight area for machining in the mold

22 Sharbade Scooter Game scooter for children, adults and for the physically disabled. Has to support 250 lb. athlete. Has to approximate design of current foam covered plywood scooter.
23 Sharbade Scooter Part had to be deep enough to allow resin powder movement and to charge it in one mold half. 3:1 is standard but can go lower. Needed to run FEA to determine amount and style of slots.


24 Sharbade Scooter FEA results were very good in both stress and deformation. Hint: Red bad; Blue good! The plastic part could actually hold 440 lbs. easily. Warning: FEA is a design guide. Actual behavior of product could be different. Too many processing variables.


25 Sharbade Scooter Slots or holes give you the most added strength. If the part were larger, wider slots would give more room for an opening in the flange in the tool to help with air flow.

26 Sharbade Scooter Mounting posts in the slots make for better shut-off, no flash. Don t make slots so narrow that the tool will be solid resulting in a cold spot which will make for a thin wall.

27 Sharbade Scooter Registration in the slot bosses to keep mismatch of P/L to a minimum. Vent hole will be covered up on the finished part by the caster mounting plate. Quick-Sert pins to hold the molded in inserts for the casters.

28 Tank/Skid Customer needs large tank in certain sized footprint. Must be able to move with a hand truck or a tow motor. Oh, no! Two sizes are needed!

29 Tank/Skid Larger size- no problem. Use an additional mold piece to enlarge the tank portion of the mold. Whaddaya mean it s got to fit in the oven!??

30 Tank/Skid Oven Fit Modeled the molders oven Expanded the part to include part shrink Modeled the P/L flange, mounting posts and spider tubing. Insert model assembly into the oven and look for conflicts with oven limits and the part- remember mold wall thickness

31 Tank/Skid Oven Fit Areas that had to be adjusted were the hose hanger at the top right had to move in and the threaded cap needed to move closer to the center- a clamp has to hold it in.



32 Tank/Skid Mold with insert for larger size tank capacity. Fabricated aluminum mold.

33 Typical Fab Mold Square mounting posts that are welded on. Flat P/L with dowel pin registration.

34 Multi-Piece Fab Mold Clamping Parting lines in different planes.

35 Multi-Piece Fab Mold Another view

36 Fab Mold Round parts are best parted through the cross section rather than down the length to ensure roundness. The lengthwise parting line will make the part come out oval shaped instead of round.

37 Fab Mold Large sheet metal mold.

38 Fab Mold Some parts of a Fab mold may be machined.

39 Fab Mold Fabricated mold with kiss-offs.

40 Fab Mold Multiple piece Fabricated mold.

41 Fab Mold Fab molds are repeatable.

42 Fab Mold Fabricated molds can be very large and of complex shapes.

43 Fab Mold Computer generated 3D models are used by some fabricated mold makers to make the sheet metal pieces.

44 Fab Mold Large fabricated mold with complex geometry.

45 Fab Mold The backside of the same mold.

46 Fab Mold Bending the sheet metal for the fab mold.

47 Fab Mold A Sheet Metal tube mold.


48 Fab Mold Sheet Metal tube mold spot welded.

49 Fab Mold More complex shapes from a fab mold.

50 Fab Mold Large pull pins to create holes in the part in a fabricated mold.

51 Fab Mold Clamping directly through the parting line flange on a fabricated mold.

52 Fab Mold Fine polish of a sheet metal mold.

53 Fab Mold Complex parting line in a fabricated mold.

54 Fab Mold Molded in arrow logo in a fabricated mold.

55 Fab Mold Kiss-offs and other complex geometry.

56 Fab Mold Duplicates of fabricated molds.

57 Fab Mold Another very large fabricated mold. Too large to be cast in one piece.

58 Fab Mold Nice crisp lines.

59 Fab Mold Spider tubing bent instead of pieced welded together. Very clean and strong.

60 Fab Mold Clamping directly through a very complex parting line.


61 Fab Mold Large cone shaped mold.




62 6 Gal. Fuel Tank Cast Mold A three piece cast mold with one male thread and two female threads molded in. Room must be left for the pins and bushings.



63 Cabinet Cast Mold Cast mold with multiple pieces on slides and hinges, with pull pins and molded in inserts.

64 Spider Height Issues Die spring within mounting post. A way to reduce the overall spider height.


65 Spot Teflon Coating Spot Teflon coating allows areas with deep cores to be pulled easier.

66 Cast Mold Multiple piece cast mold.

67 Cast Mold Multiple piece cast mold. Notice the heavy duty slide for the mold piece on the right.

68 Cast Mold Completely removable mold piece.

69 Cast Mold The other side.

70 Cast Mold Close up of slide for large mold piece.

71 Cast Mold Mold opened on slide.

72 Cast Mold Another view of the slide.

73 Cast Mold The inside of the cast mold with Brown Teflon coating.

74 Cast Mold Another view.


75 Cast Mold Kiss-Offs for strength. Difficult for the foundry.


76 Cast Mold Multiple piece mold on slides and hinges enable molding of what would have been undercut. Nice mold detail to the right.

77 Cast Mold A precision slide for a molded undercut.

78 Cast Mold Close up of slide.




79 Various Clamps

80 Pneumatic Clamp Normally used on multiple cavity spiders to clamp and unclamp quickly.

81 Cast Mold Heat pins or fins attracts more heat to a particular mold area which will thicken the part wall in that area.

82 Cast Mold Heat pins can be put all over.

83 Cast Mold More heat pins! To help reduce cycle time.

84 Cast Mold Heat pins used to help heat a deep core that would be difficult to get hot oven air to.

85 Cast Mold This is a wooden pattern or model - critical to making the cast mold. The model has both plastic material shrink and aluminum shrink factored in so it is actually larger than what the part will be. The model is often used to communicate parting line and other info.

86 Cast Mold Foundry tooling to make the sands that the metal is poured into.

87 Cast Mold Pouring molten aluminum into the sand castings.

88 Cast Mold Mold polishing. Necessary in all mold making.

89 Cast Mold Another multiple piece mold.

90 Cast Mold Close up of a kiss-off in a cast mold. Usually a good idea to leave metal safe in the mold to allow the molder to adjust.

91 Cast Mold A cast mold with an insulated area on top. This will make the insulated area mold a large open area.

92 Mounting Plate A mounting plate.

93 Grate This is a grate for mounting numerous dissimilar molds.

94 Grate Mount Two molds mounted on a grate.

95 Multiple Mold Spider Multiple molds on a spider to make more parts in the same amount of time.

96 Air Amplifiers Air Amplifiers direct the heated air to a particular area that may be difficult to heat or to make a particular area s wall thickness thicker.

97 Pull Pins Pull pins are used to create molded in holes in parts.
98 European Mold Making The following are examples of how the European mold makers are making strides in our industry.



99 Cast Molds A large complex cast mold with a lot of different mold pieces to produce a lot of different configurations.



100 CNC Molds CNC molds make up approximately 40% of the molds sold there.




101 CNC Molds Nice multiple piece CNC mold.



102 CNC Molds Another good example.




103 CNC Molds A CNC mold for a liquid nylon part.


104 CNC Molds Another complex mold!


105 Model, Mold, and Part Inspection Available with some mold makers in the USA. Complete Moulds CTR Dimensional control, to ensure Tolerances, Shrinkage and correct Shape.
106 Machines The next slides will talk about advancement in automation for the rotomolding machines.

107 Leonardo Machine A fully automated rotomolding machine no operator! When will we see them in the US Very soon! See the presentation later today!
108 Leonardo Machine Human resource reduced to machine set- up, human influence eliminated from the product quality. Improved product quality thanks by the uniform wall thickness distribution. Increased productivity. Absence of mould refurbishment needed. Clean and fresh working area.
109 Leonardo Machine Automatic mould opening/closing. Automatic moulds control: product demolding, inserts loading, material loading, mould temperature control. Alarm signals in case of danger or Dysfunctions. Automatic product demolding. Accurate Material dosing system.
110 Summary Thank-you Any Questions?
Design Guidelines for Injection Molding
 Design Guidelines for Injection Molding TABLE OF CONTENTS INTRODUCTION TO INJECTION MOLDING A. Where is it used? B. Importance of prototyping C. Types of prototypes INJECTION MOLDING BASICS A. The machine
Design Guidelines for Injection Molding TABLE OF CONTENTS INTRODUCTION TO INJECTION MOLDING A. Where is it used? B. Importance of prototyping C. Types of prototypes INJECTION MOLDING BASICS A. The machine
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Chapter 1 Sand Casting Processes
 Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Injection Molding from 3D Printed Molds. A study of low-volume production of small LDPE parts FORMLABS WHITE PAPER:
 FORMLABS WHITE PAPER: Injection Molding from 3D Printed Molds A study of low-volume production of small LDPE parts August 25, 2016 Formlabs and Galomb Inc. formlabs.com Table of Contents Introduction........................
FORMLABS WHITE PAPER: Injection Molding from 3D Printed Molds A study of low-volume production of small LDPE parts August 25, 2016 Formlabs and Galomb Inc. formlabs.com Table of Contents Introduction........................
4.1.3: Shell Casting.
 4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
Steel Plate in Oil Rig Blowout Preventer Valves
 Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
MUTINEER AND BUCCANEER TOP-MOUNTED CENTERBOARD HANGERS. Note, drawing not to scale Bob DeRoeck May 31, 05
 MUTINEER AND BUCCANEER TOP-MOUNTED CENTERBOARD HANGERS Note, drawing not to scale Bob DeRoeck May 31, 05 Holes for #10 selftapping SS screws (pan head). 5.75 1 Bend line Aluminum plate, series 5000 or
MUTINEER AND BUCCANEER TOP-MOUNTED CENTERBOARD HANGERS Note, drawing not to scale Bob DeRoeck May 31, 05 Holes for #10 selftapping SS screws (pan head). 5.75 1 Bend line Aluminum plate, series 5000 or
Injection moulding. Introduction. Typical characteristics of injection moulded parts
 Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
Note - the nose ribs and are thinner than the main ribs. These nose ribs will use a thinner rib cap than the ribs. This is per design.
 Stabilizer rev 1.2 The SE5a stabilizer is the heartbeat of the tail and is recreated like the full scale version. All tail pieces depend on the stabilizer. It uses the steel fittings, pulleys, inspection
Stabilizer rev 1.2 The SE5a stabilizer is the heartbeat of the tail and is recreated like the full scale version. All tail pieces depend on the stabilizer. It uses the steel fittings, pulleys, inspection
Engineering & Design: Coordinate Dimensioning
 s e c t i o n Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies
s e c t i o n Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting)
") BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
This Injection Mold Standard is used for the design and fabrication of Plastic Injection Molds.
 This Injection Mold Standard is used for the design and fabrication of Plastic Injection Molds. 1. Mold Design 1.1. A preliminary mold design review will be conducted, preferably with the customer present,
This Injection Mold Standard is used for the design and fabrication of Plastic Injection Molds. 1. Mold Design 1.1. A preliminary mold design review will be conducted, preferably with the customer present,
Factors to Consider in Plastic Molded Design
 9 Factors to Consider in Plastic Molded Design Table Of Contents Introduction 3 Design 4 1. Draft... 4 2. Surface Finish... 5 3. Witness Lines... 6 4. Wall Thickness... 6 5. Support/Straight Ribs Thickness...
9 Factors to Consider in Plastic Molded Design Table Of Contents Introduction 3 Design 4 1. Draft... 4 2. Surface Finish... 5 3. Witness Lines... 6 4. Wall Thickness... 6 5. Support/Straight Ribs Thickness...
Processes Advantages Disadvantages Identifying features Products
 Plastics Processes Plastics manufacturing processes are mostly mass production processes with high volumes of output. The high cost of machinery and tooling is offset by the speed and volume of production.
Plastics Processes Plastics manufacturing processes are mostly mass production processes with high volumes of output. The high cost of machinery and tooling is offset by the speed and volume of production.
All About Die Casting
 All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
Adding Undercut and Side Action Complexity without Sacrificing Speed
 Adding Undercut and Side Action Complexity without Sacrificing Speed About Xcentric Mold & Engineering Xcentric Mold & Engineering provides the fastest, most affordable quick-turn low-volume injection
Adding Undercut and Side Action Complexity without Sacrificing Speed About Xcentric Mold & Engineering Xcentric Mold & Engineering provides the fastest, most affordable quick-turn low-volume injection
Design Guidelines. Pressure Forming
 Design Guidelines For Pressure Forming Plastics Design & Manufacturing Centennial, Colorado Pressure Forming 101 This checklist is a guideline for the design and development of pressure formed parts in
Design Guidelines For Pressure Forming Plastics Design & Manufacturing Centennial, Colorado Pressure Forming 101 This checklist is a guideline for the design and development of pressure formed parts in
Metal Casting Processes CHAPTER 11 PART I
 Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Mould Precision Co., Ltd
 Program Name: Part Name: Tool Name: Tool Source: Tool Steel: Resin: NL9502 314501 MP1425 Mould Precision Co., Ltd Finished Mould Checklist H13 HRC 48-52 ABS HF380(LG Chem) Program No.: Part No.: Tool No.:
Program Name: Part Name: Tool Name: Tool Source: Tool Steel: Resin: NL9502 314501 MP1425 Mould Precision Co., Ltd Finished Mould Checklist H13 HRC 48-52 ABS HF380(LG Chem) Program No.: Part No.: Tool No.:
ACCESSORIES. Wooden Dowels. Fasteners. Miscellaneous. Shelf Supports
 ACCESSORIES ACCESSORIES Fasteners PMI has a variety of Fasteners and Connectors for any application. Euro-Bolts, Spiral Cam Connectors, Screws and Sleeves - we have your solution! Shelf Supports Assorted
ACCESSORIES ACCESSORIES Fasteners PMI has a variety of Fasteners and Connectors for any application. Euro-Bolts, Spiral Cam Connectors, Screws and Sleeves - we have your solution! Shelf Supports Assorted
Investment Casting Design Parameters Guide for Buyer
 Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Materials & Processes in Manufacturing
 Materials & Processes in Manufacturing ME 151 Chapter 15 Multiple Use Mold Casting Processes 1 Introduction Expendable Molds - melting point materials and castings General shortcomings of the expendable-mold
Materials & Processes in Manufacturing ME 151 Chapter 15 Multiple Use Mold Casting Processes 1 Introduction Expendable Molds - melting point materials and castings General shortcomings of the expendable-mold
Tooling Approving Report
 Project Name: Part Name: Tool Name: Tool source: Tool Steel: Resin: Project Number: Part Number: Tool Number: Customer: No of Cavities: Machine Size: CAVITY What is the customer required core hardness?
Project Name: Part Name: Tool Name: Tool source: Tool Steel: Resin: Project Number: Part Number: Tool Number: Customer: No of Cavities: Machine Size: CAVITY What is the customer required core hardness?
Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: properties and processing Lecture - 7 Rotational
Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: properties and processing Lecture - 7 Rotational
Engineering & Design: Coordinate Dimensioning
 SECTION Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies -4 5 Die
SECTION Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies -4 5 Die
Mould Precision Co., Ltd
 Mould Precision Co., Ltd Program Name: Part Name: Tool Name: Tool source: Tool Steel: Resin: Finished Mould Checklist Program No.: MP15016 NL00326-2G rev04 Part No.: MP15016 Tool No.: MP15016 Customer:
Mould Precision Co., Ltd Program Name: Part Name: Tool Name: Tool source: Tool Steel: Resin: Finished Mould Checklist Program No.: MP15016 NL00326-2G rev04 Part No.: MP15016 Tool No.: MP15016 Customer:
Design Guidelines for FDM technology
 Design Guidelines for FDM technology This guideline is supposed to be used by people who already have knowledge in 3D design, CAD/CAM, etc. and it s goal is to show the key points when designing a model
Design Guidelines for FDM technology This guideline is supposed to be used by people who already have knowledge in 3D design, CAD/CAM, etc. and it s goal is to show the key points when designing a model
Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part.
 Make a Selection Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part. Design engineers must choose among several
Make a Selection Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part. Design engineers must choose among several
Permanent Mold Casting Processes. Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng.
 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
InTurn Ultra and Ultra-T Indexing and Turning 4 th axis
 Specifications for the InTurn Ultra and Ultra-T Indexing and Turning 4 th axis Industrial quality. 100% duty cycle. Production ready. The InTurn series is the only CNC mill accessory that provides both
Specifications for the InTurn Ultra and Ultra-T Indexing and Turning 4 th axis Industrial quality. 100% duty cycle. Production ready. The InTurn series is the only CNC mill accessory that provides both
SE5a Instrument Board part 2 - rev 1.1
 SE5a Instrument Board part 2 - rev 1.1 Fuel (Petrol) Valve This valve uses two circular name plates, eight brass screws, one black plastic base, copper wire and two black plastic risers. You can pick any
SE5a Instrument Board part 2 - rev 1.1 Fuel (Petrol) Valve This valve uses two circular name plates, eight brass screws, one black plastic base, copper wire and two black plastic risers. You can pick any
Product Information Report Nutserts
 A B C A: Nutsert B: TSN (Thinsheet) Nutsert C: Large Flange Diamond Grip II ed Insert D: Standard Flange Diamond Grip II ed Insert E: Nutsert for Soft Materials D E Overview are inserts that, when installed,
A B C A: Nutsert B: TSN (Thinsheet) Nutsert C: Large Flange Diamond Grip II ed Insert D: Standard Flange Diamond Grip II ed Insert E: Nutsert for Soft Materials D E Overview are inserts that, when installed,
Build a Stout Workbench
 Build a Stout Workbench Tail vise is at the heart of this versatile bench by chris gochnour I ve done a fair amount of handplaning during my 32 years as a professional furniture maker, and I ve found that
Build a Stout Workbench Tail vise is at the heart of this versatile bench by chris gochnour I ve done a fair amount of handplaning during my 32 years as a professional furniture maker, and I ve found that
DO NOT EXCEED LOWER OF TOWING VEHICLE MANUFACTURER'S RATINGS OR THOSE LISTED BELOW:
 CATALOG NO. 40050 INSTALLATION INSTRUCTIONS NOTE: CHECK HITCH FREQUENTLY, MAKING SURE ALL FASTENERS AND BALL ARE PROPERLY TIGHTENED. A HITCH OR BALL WHICH HAS BEEN DAMAGED SHOULD BE REMOVED AND REPLACED.
CATALOG NO. 40050 INSTALLATION INSTRUCTIONS NOTE: CHECK HITCH FREQUENTLY, MAKING SURE ALL FASTENERS AND BALL ARE PROPERLY TIGHTENED. A HITCH OR BALL WHICH HAS BEEN DAMAGED SHOULD BE REMOVED AND REPLACED.
SE5a Wing Panels rev 1.0
 SE5a Wing Panels rev 1.0 The top and bottom wings are different. They might look the same but the bottom wing has one less rib and some rib spacing difference. This is due to where the wooden interplane
SE5a Wing Panels rev 1.0 The top and bottom wings are different. They might look the same but the bottom wing has one less rib and some rib spacing difference. This is due to where the wooden interplane
Design Guide: CNC Machining VERSION 3.4
 Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
H2-50 Hydrogen Generator Field Update
 This field update is intended to provide extra protection in the event the H2 generation cell fractures or cracks. Please add the additional parts to your H2-50 as soon as possible. Please take a digital
This field update is intended to provide extra protection in the event the H2 generation cell fractures or cracks. Please add the additional parts to your H2-50 as soon as possible. Please take a digital
Exploration of a Student Project in a Materials Processing Course
 Paper ID #8093 Exploration of a Student Project in a Materials Processing Course Prof. Somnath Chattopadhyay, Georgia Southern University c American Society for Engineering Education, 2013 EXPLORATION
Paper ID #8093 Exploration of a Student Project in a Materials Processing Course Prof. Somnath Chattopadhyay, Georgia Southern University c American Society for Engineering Education, 2013 EXPLORATION
Ripple Construction Products Pvt Ltd
 26 July 2017 1 Masonry: There is a tremendous variety of masonry bricks on the market. The different types of bricks (e.g. clay, sand-lime, or concrete bricks) are composed of different materials and are
26 July 2017 1 Masonry: There is a tremendous variety of masonry bricks on the market. The different types of bricks (e.g. clay, sand-lime, or concrete bricks) are composed of different materials and are
Features of TOOLFAST Clamping Devices and Clamping Elements
 PART I CLAMPING DEVICES & CLAMPING ELEMENTS INTRODUCTION In the following pages of this part of catalogue, different types & sizes of clamping devices and clamping elements manufactured by us are illustrated.
PART I CLAMPING DEVICES & CLAMPING ELEMENTS INTRODUCTION In the following pages of this part of catalogue, different types & sizes of clamping devices and clamping elements manufactured by us are illustrated.
14 Key Design guidelines for plastic Injection molded parts.
 14 Key Design guidelines for plastic Injection molded parts. Maybe you got the comments from plastic injection molding factory to say the parts should be modified somewhere. Why? The suggestion from factory
14 Key Design guidelines for plastic Injection molded parts. Maybe you got the comments from plastic injection molding factory to say the parts should be modified somewhere. Why? The suggestion from factory
Molded Parts and Mold Design
 Molded Parts and Mold Design July 29, 2009 Introduction Importance of Proper Mold Design Design Considerations Overview of Design Process SolidWorks & Mold Design Overview of Mold Design Most common method
Molded Parts and Mold Design July 29, 2009 Introduction Importance of Proper Mold Design Design Considerations Overview of Design Process SolidWorks & Mold Design Overview of Mold Design Most common method
Design for Manufacturability Guide
 Design for Manufacturability Guide WHO WE ARE Short-to-medium run metal stamping manufacturer Annual volume of 250 to 300,000 per part number We serve a very diversified mix of customers & markets Our
Design for Manufacturability Guide WHO WE ARE Short-to-medium run metal stamping manufacturer Annual volume of 250 to 300,000 per part number We serve a very diversified mix of customers & markets Our
Assembly Instructions
 page 1 Serious personal-injury to the operator or bystanders, as well as damage to equipment or property, can occur, if all safety and assembly instructions, provided with this product, are not followed.
page 1 Serious personal-injury to the operator or bystanders, as well as damage to equipment or property, can occur, if all safety and assembly instructions, provided with this product, are not followed.
Two Categories of Metal Casting Processes
 Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Casting Processes. ver. 2
 Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
D.I.Y. Dog and Cat Manual
 D.I.Y. Dog and Cat Manual For Cats: Cat Wand Sunshine Toy Sock Fish Pom Poms Puzzle Feeder Scratch Circle For Dogs: Tennis Ball Sock Water Bottle Sock Sock Donut Braided Tug Toy Rope Toy PVC Treat Dispenser
D.I.Y. Dog and Cat Manual For Cats: Cat Wand Sunshine Toy Sock Fish Pom Poms Puzzle Feeder Scratch Circle For Dogs: Tennis Ball Sock Water Bottle Sock Sock Donut Braided Tug Toy Rope Toy PVC Treat Dispenser
EASY-IN POOL STEP SYSTEM NE132
 EASY-IN POOL STEP SYSTEM NE132 This instruction manual features multiple guides for the step unit components. 7939 EASY POOL STEP (NE113) FOR USE WITH: EASY-IN POOL STEP (NE126) 6492 PARTS & HARDWARE FOR
EASY-IN POOL STEP SYSTEM NE132 This instruction manual features multiple guides for the step unit components. 7939 EASY POOL STEP (NE113) FOR USE WITH: EASY-IN POOL STEP (NE126) 6492 PARTS & HARDWARE FOR
Extrusion. Process. The photo below shows a typical thermoplastic extruder.
 Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
This is trial version
 Guiding components, Locating units, Dowel pins, Screws, Springs, Dateand recycling inserts, Retaining rings, Lifting devices, Clamping-systems, Thermal insulating sheets, Locating rings 1.01 1.02 Ordering
Guiding components, Locating units, Dowel pins, Screws, Springs, Dateand recycling inserts, Retaining rings, Lifting devices, Clamping-systems, Thermal insulating sheets, Locating rings 1.01 1.02 Ordering
CHAPTER 5: MOULDING PROCESS
 CHAPTER OUTLINE CHAPTER 5: MOULDING PROCESS 5.1 INTRODUCTION 5.2 INJECTION MOULDING 5.3 COMPRESSION AND TRANSFER MOLDING 5.4 BLOW AND ROTATIONAL MOLDING 5.5 PRODUCT DESIGN CONSIDERATIONS 1 5.1 Introduction
CHAPTER OUTLINE CHAPTER 5: MOULDING PROCESS 5.1 INTRODUCTION 5.2 INJECTION MOULDING 5.3 COMPRESSION AND TRANSFER MOLDING 5.4 BLOW AND ROTATIONAL MOLDING 5.5 PRODUCT DESIGN CONSIDERATIONS 1 5.1 Introduction
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
Copyright Black Box Corporation. All rights reserved Park Drive Lawrence, PA Fax
 Copyright 2003. Black Box Corporation. All rights reserved. 1000 Park Drive Lawrence, PA 15055-1018 724-746-5500 Fax 724-746-0746 JULY 2003 RM3010A RM315-R2 RM323-R2 RM329 RM451 RM457 RM3020A RM316 RM324-R2
Copyright 2003. Black Box Corporation. All rights reserved. 1000 Park Drive Lawrence, PA 15055-1018 724-746-5500 Fax 724-746-0746 JULY 2003 RM3010A RM315-R2 RM323-R2 RM329 RM451 RM457 RM3020A RM316 RM324-R2
THERMOFORMING DESIGN GUIDELINES
 THERMOFORMING DESIGN GUIDELINES 3808 North Sullivan Road, Building 6 Spokane, Washington, 99216 1-509-924-6631 www.multifab-inc.com (Revision 6-4-2009) MULTIFAB INCORPORATED 3808 North Sullivan Road, Building
THERMOFORMING DESIGN GUIDELINES 3808 North Sullivan Road, Building 6 Spokane, Washington, 99216 1-509-924-6631 www.multifab-inc.com (Revision 6-4-2009) MULTIFAB INCORPORATED 3808 North Sullivan Road, Building
CASTING Fundamentals. Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014
 CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
Retractable Pool Cover
 Retractable Pool Cover By: Abdulhadi Alkhaldi, Zachary Keller, Cody Maurice, Bradley Miller, and Patrick Weber Team 12 Midpoint Review Document Submitted towards partial fulfillment of the requirements
Retractable Pool Cover By: Abdulhadi Alkhaldi, Zachary Keller, Cody Maurice, Bradley Miller, and Patrick Weber Team 12 Midpoint Review Document Submitted towards partial fulfillment of the requirements
Injection Molding Design Guide. Design considerations for rapid manufacturing of plastic parts using injection molding
 Injection Molding Design Guide Design considerations for rapid manufacturing of plastic parts using injection molding Table of contents 1 Injection mold tooling process comparison 3 2 Size considerations
Injection Molding Design Guide Design considerations for rapid manufacturing of plastic parts using injection molding Table of contents 1 Injection mold tooling process comparison 3 2 Size considerations
FUSELAGE CONSTRUCTION
 FUSELAGE CONSTRUCTION Note: prior to building and gluing on the work surface use protective covering on your building surface. (wax paper or clear wrap) Fit the laser cut Fuselage Front and Fuselage Rear
FUSELAGE CONSTRUCTION Note: prior to building and gluing on the work surface use protective covering on your building surface. (wax paper or clear wrap) Fit the laser cut Fuselage Front and Fuselage Rear
(( Manufacturing )) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.
) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.") (( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
(( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
Manufacturing: Chapter 3 Casting
 CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
The jigs and fixtures are the economical ways to produce a component in mass production system. These are special work holding and tool guiding device
 The jigs and fixtures are the economical ways to produce a component in mass production system. These are special work holding and tool guiding device Quality of the performance of a process largely influenced
The jigs and fixtures are the economical ways to produce a component in mass production system. These are special work holding and tool guiding device Quality of the performance of a process largely influenced
CRIMP CONNECTORS & ACCESSORIES Universal Crimp Termination System. Heavy-duty lightweight stamped steel frame.
 Universal Crimp Termination System Extron Universal Crimp Tool Four in One Coax BNC Connector Crimp Tool The affordable heavy-duty Universal BNC Crimp Tool was designed by Extron to be the single tool
Universal Crimp Termination System Extron Universal Crimp Tool Four in One Coax BNC Connector Crimp Tool The affordable heavy-duty Universal BNC Crimp Tool was designed by Extron to be the single tool
Unit IV Drawing of rods, wires and tubes
 Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Quick-Drain Installation Requirements Large Volume Drainage Models
 Quick-Drain Installation Requirements Large Volume Drainage Models Installation of the Quick-Drain-QFLV and Quick-Drain-HFLV Fluid Management Systems is a straightforward process. These installation instructions
Quick-Drain Installation Requirements Large Volume Drainage Models Installation of the Quick-Drain-QFLV and Quick-Drain-HFLV Fluid Management Systems is a straightforward process. These installation instructions
Molds & technologies. die. casting. molds
 die casting molds Molds & technologies Company Introduction In last few decades, die casting has been instrumental in reducing the weight of an automobile contributing to fuel efficiency and lighter products.
die casting molds Molds & technologies Company Introduction In last few decades, die casting has been instrumental in reducing the weight of an automobile contributing to fuel efficiency and lighter products.
Design and Technology Resistant materials Key words and definitions
 Design and Technology Resistant materials Key words and definitions Word Acrylic Definition a type of thermoplastic, which is hard and can be transparent. Used to make shop signs. Perspex is a trade/brand
Design and Technology Resistant materials Key words and definitions Word Acrylic Definition a type of thermoplastic, which is hard and can be transparent. Used to make shop signs. Perspex is a trade/brand
Description. Order TECHNICAL SPECIFICATIONS
 SEMIAUTOMATIC WIRE FEEDERS Semiautomatic, Constant Speed Wire Feeder The is a semiautomatic constant speed wire feeder providing dependable performance and reliable operation, making it ideal for shop
SEMIAUTOMATIC WIRE FEEDERS Semiautomatic, Constant Speed Wire Feeder The is a semiautomatic constant speed wire feeder providing dependable performance and reliable operation, making it ideal for shop
BombiniBot Parts and Assembly
 BombiniBot Parts and Assembly Copyright 05 mindsensors.com / Parts Loose Parts: Part Quantity Tire Motor Mount 4-Wire Encoder Cable Encoder Wheel Velcro Strip Top Chasis Plate Bottom Chasis Plate Battery
BombiniBot Parts and Assembly Copyright 05 mindsensors.com / Parts Loose Parts: Part Quantity Tire Motor Mount 4-Wire Encoder Cable Encoder Wheel Velcro Strip Top Chasis Plate Bottom Chasis Plate Battery
Clocking a TD-04 Turbo Compressor Housing. Appendix A : AWIC Silicone and Tubing Fitting
 Clocking a TD-04 Turbo Compressor Housing Appendix A : AWIC Silicone and Tubing Fitting Revision A: 7-13-2015 Tools: Metric Sockets (10, 12, 14, 17mm) 5mm Hex Key Large Internal Snap Ring Pliers 3/8 Socket
Clocking a TD-04 Turbo Compressor Housing Appendix A : AWIC Silicone and Tubing Fitting Revision A: 7-13-2015 Tools: Metric Sockets (10, 12, 14, 17mm) 5mm Hex Key Large Internal Snap Ring Pliers 3/8 Socket
3D Printing. Design Guidelines for 3D Printing Parts and Tooling
 Design Guidelines for Parts and Tooling Agenda Things to Consider Defining 3D Printed Parts Examples Resources Success with Design for The Key: Understand what is different Just like any manufacturing
Design Guidelines for Parts and Tooling Agenda Things to Consider Defining 3D Printed Parts Examples Resources Success with Design for The Key: Understand what is different Just like any manufacturing
rapid casting development with simulation and QMC
 1 Rapid casting development by means of Qualified Master Casting (QMC) and numerical simulation modeling Dr. Joachim Gundlach Grunewald 2008 2 1. Grunewald 2. Rapid Prototyping techniques 3. casting development
1 Rapid casting development by means of Qualified Master Casting (QMC) and numerical simulation modeling Dr. Joachim Gundlach Grunewald 2008 2 1. Grunewald 2. Rapid Prototyping techniques 3. casting development
Laser cutting Lamination stacking, welding, and bonding C-5 Coating Finger plates Inspection. A Reliable Resource for Your Business
 Laser cutting Lamination stacking, welding, and bonding C-5 Coating Finger plates Inspection A Reliable Resource for Your Business Laser Cutting Polaris Laser Laminations is a laser cutting job shop specializing
Laser cutting Lamination stacking, welding, and bonding C-5 Coating Finger plates Inspection A Reliable Resource for Your Business Laser Cutting Polaris Laser Laminations is a laser cutting job shop specializing
Table of Contents. Prime Industries, Inc.
 MARINE HARDWARE Table of Contents Deck Cleats...1-2 Chocks...2 Deck Fills...3 Top Fittings... 4-6 Pull Pins & Accessories...6-7 Noise Reduction Top Fittings... NEW!...7 Snap Hooks & Additional Hardware...8
MARINE HARDWARE Table of Contents Deck Cleats...1-2 Chocks...2 Deck Fills...3 Top Fittings... 4-6 Pull Pins & Accessories...6-7 Noise Reduction Top Fittings... NEW!...7 Snap Hooks & Additional Hardware...8
Thermoforming Components TOOLING TECHNOLOGY
 Thermoforming Components TOOLING TECHNOLOGY TOOLING TECHNOLOGY Trim Tool Components Cone Locator Cartridges PDSP75 Male cone locator cartridge PDSP76 Female cone locator cartridge Cone locator cartridges
Thermoforming Components TOOLING TECHNOLOGY TOOLING TECHNOLOGY Trim Tool Components Cone Locator Cartridges PDSP75 Male cone locator cartridge PDSP76 Female cone locator cartridge Cone locator cartridges
COLLET CLOSERS, FIXTURES AND COLLETS FOR ROTATING AND FIXED APPLICATIONS
 COLLET CLOSERS, FIXTURES AND COLLETS FOR ROTATING AND FIXED APPLICATIONS ROYAL QUICK-GRIP MANUAL COLLET FIXTURES FOR 4TH AND 5TH AXIS APPLICATIONS q Unit is actuated via a hybrid mechanical/hydraulic mechanism.
COLLET CLOSERS, FIXTURES AND COLLETS FOR ROTATING AND FIXED APPLICATIONS ROYAL QUICK-GRIP MANUAL COLLET FIXTURES FOR 4TH AND 5TH AXIS APPLICATIONS q Unit is actuated via a hybrid mechanical/hydraulic mechanism.
Cook's Corner Kitchen Assembly Instructions
 Assembly Instructions 00 Melissa & Doug, LLC All rights reserved 0 We care about your comments Please call us! -800-84-948 www.melissaanddoug.com PARTS D A E I ( pieces) Q N B F J R ( pieces) S ( pieces)
Assembly Instructions 00 Melissa & Doug, LLC All rights reserved 0 We care about your comments Please call us! -800-84-948 www.melissaanddoug.com PARTS D A E I ( pieces) Q N B F J R ( pieces) S ( pieces)
VACUSEAL MODEL 300 & 400
 VACUSEAL MODEL 300 & 400 G L HOT TUB PRODUCTS 2 Toelles Road, Suite 13 Wallingford, CT 06492 860-469-2580 www.hottubproducts.com J G F H H K E D C I A P B 10 9 8 7 6 5 4 3 2 1 0 0 1 Figure 1 2 3 4 SPAS
VACUSEAL MODEL 300 & 400 G L HOT TUB PRODUCTS 2 Toelles Road, Suite 13 Wallingford, CT 06492 860-469-2580 www.hottubproducts.com J G F H H K E D C I A P B 10 9 8 7 6 5 4 3 2 1 0 0 1 Figure 1 2 3 4 SPAS
6043 DESIGN AND TECHNOLOGY
 UNIVERSITY OF CAMBRIDGE INTERNATIONAL EXAMINATIONS GCE Ordinary Level MARK SCHEME for the October/November 2010 question paper for the guidance of teachers 6043 DESIGN AND TECHNOLOGY 6043/01 Paper 1, maximum
UNIVERSITY OF CAMBRIDGE INTERNATIONAL EXAMINATIONS GCE Ordinary Level MARK SCHEME for the October/November 2010 question paper for the guidance of teachers 6043 DESIGN AND TECHNOLOGY 6043/01 Paper 1, maximum
Installation Instructions
 edium + Heavy duty READ BEFORE INSTALLING UNIT Preliminary instructions: 1. Check window opening size: the mounting parts furnished with this air conditioner are made to install in a wooden sill double-hung
edium + Heavy duty READ BEFORE INSTALLING UNIT Preliminary instructions: 1. Check window opening size: the mounting parts furnished with this air conditioner are made to install in a wooden sill double-hung
READ BEFORE INSTALLING UNIT INSTALLATION WARNINGS AND CAUTION
 edium + Heavy duty READ BEFORE INSTALLING UNIT INSTALLATION WARNINGS AND CAUTION Carefully read the installation manual before beginning. Pay attention to danger and safety notices. be exposed: Carefully
edium + Heavy duty READ BEFORE INSTALLING UNIT INSTALLATION WARNINGS AND CAUTION Carefully read the installation manual before beginning. Pay attention to danger and safety notices. be exposed: Carefully
15 Dovetail Jig. Instruction Manual. Part # 3452
 15 Dovetail Jig Instruction Manual Part # 3452 CAUTION: Please read, understand, and follow all manufacturers instructions, guidelines and owners manuals that come with your power tools. Peachtree Woodworking
15 Dovetail Jig Instruction Manual Part # 3452 CAUTION: Please read, understand, and follow all manufacturers instructions, guidelines and owners manuals that come with your power tools. Peachtree Woodworking
Precision Folding Technology
 Precision Folding Technology Industrial Origami, Inc. Summary Nearly every manufacturing process has experienced dramatic improvements in accuracy and productivity as well as declining cost over the last
Precision Folding Technology Industrial Origami, Inc. Summary Nearly every manufacturing process has experienced dramatic improvements in accuracy and productivity as well as declining cost over the last
Taking MIM Tooling To the Next Level. Originally published in The American Mold Builder Magazine, February 2014
 Taking MIM Tooling To the Next Level Originally published in The American Mold Builder Magazine, February 2014 1 Metal injection molding (MIM) merges two established technologies, plastic injection molding
Taking MIM Tooling To the Next Level Originally published in The American Mold Builder Magazine, February 2014 1 Metal injection molding (MIM) merges two established technologies, plastic injection molding
GENERAL ISOMETRIC LAYOUT
 EXISTING OR PROPOSED WIPER WALL SUPPORT STRUCTURE GATE LID CARBATHAN HG 0 WEB GRAY LOWER PAN GRATING ALUMINUM WIPER WALL CARBATHANE HG, 90 GRAY STRUCTURAL SPECIFICATIONS:. FLOODGATE MATERIAL TO BE ALUMINUM
EXISTING OR PROPOSED WIPER WALL SUPPORT STRUCTURE GATE LID CARBATHAN HG 0 WEB GRAY LOWER PAN GRATING ALUMINUM WIPER WALL CARBATHANE HG, 90 GRAY STRUCTURAL SPECIFICATIONS:. FLOODGATE MATERIAL TO BE ALUMINUM
Copyright 2007 MLCS 1
 Copyright 2007 MLCS 1 REFERENCE GUIDE and SPECIFICATIONS: Edge Guides: This 12 Dovetail Template comes complete with 2 Edge Guide Sets one set for Half Blind and one set for Rabbeted Half Blind Dovetails.
Copyright 2007 MLCS 1 REFERENCE GUIDE and SPECIFICATIONS: Edge Guides: This 12 Dovetail Template comes complete with 2 Edge Guide Sets one set for Half Blind and one set for Rabbeted Half Blind Dovetails.
1104. Clean up the door striker plates with a hand grinder using a wire brush and WD-40.
 Chapter 31 - Misc. Putting VW Back Together (Video Clip 31) 1104. Clean up the door striker plates with a hand grinder using a wire brush and WD-40. 1105. Install both door striker plates on the VW body
Chapter 31 - Misc. Putting VW Back Together (Video Clip 31) 1104. Clean up the door striker plates with a hand grinder using a wire brush and WD-40. 1105. Install both door striker plates on the VW body
How to Build Your Custom Teardrop Camper. 5 x 10 Trailer. 5 Tall Cabin
 How to Build Your Custom Teardrop Camper 5 x 10 Trailer 5 Tall Cabin Contact: hennesseystealth@bigteardrop.com http://www.bigteardrop.com ebay Seller ID: hennesseystealth1957 United States Copyright TXu
How to Build Your Custom Teardrop Camper 5 x 10 Trailer 5 Tall Cabin Contact: hennesseystealth@bigteardrop.com http://www.bigteardrop.com ebay Seller ID: hennesseystealth1957 United States Copyright TXu
Fabrication Manual 01/2012
 17.1. TOOLS REQUIRED (OVEN DETAILS) An oven or platten heater is essential to conduct thermoforming. The specification for a good thermoforming over is fairly simple: It has to be designed so that the
17.1. TOOLS REQUIRED (OVEN DETAILS) An oven or platten heater is essential to conduct thermoforming. The specification for a good thermoforming over is fairly simple: It has to be designed so that the
INSTALLATION INSTRUCTIONS FREE STANDING TUB FILLERS
 INSTALLATION INSTRUCTIONS FREE STANDING TUB FILLERS Model # 2040-4261 Model # 2480-4261 Congratulations on the purchase of your Newport Brass product, an excellent choice, that will give you years of quality
INSTALLATION INSTRUCTIONS FREE STANDING TUB FILLERS Model # 2040-4261 Model # 2480-4261 Congratulations on the purchase of your Newport Brass product, an excellent choice, that will give you years of quality
installation guide 1 GUIDE#: pwb-assault-001
 assault WAKEBOARD tower installation guide INSTALLATION SUPPORT 1 important information This Aerial wakeboard tower fits motor boats with 76-108 inch wide beam widths. This measurement is taken from the
assault WAKEBOARD tower installation guide INSTALLATION SUPPORT 1 important information This Aerial wakeboard tower fits motor boats with 76-108 inch wide beam widths. This measurement is taken from the
INSTALLATION INSTRUCTIONS 6 OVAL BENT END SIDEBARS DODGE RAM 1500, CREW CAB PART#: /241533B
 PARTS LIST: 1 Driver/Left Sidebar 24 8mm x 24mm x 2mm Flat Washers 1 Passenger/Right Sidebar 12 8mm Lock Washers 3 Driver/left, Passenger Center and Rear 6 8mm Hex Nuts 3 INSTALLATION INSTRUCTIONS 6 OVAL
PARTS LIST: 1 Driver/Left Sidebar 24 8mm x 24mm x 2mm Flat Washers 1 Passenger/Right Sidebar 12 8mm Lock Washers 3 Driver/left, Passenger Center and Rear 6 8mm Hex Nuts 3 INSTALLATION INSTRUCTIONS 6 OVAL
Design for Quality, Manufacturing and Assembly Prof. G.Saravana Kumar Department of Engineering Design Indian Institute of Technology, Madras
 Design for Quality, Manufacturing and Assembly Prof. G.Saravana Kumar Department of Engineering Design Indian Institute of Technology, Madras Lecture 20 Estimation of Mold Cost for Injection Molding (Dixon
Design for Quality, Manufacturing and Assembly Prof. G.Saravana Kumar Department of Engineering Design Indian Institute of Technology, Madras Lecture 20 Estimation of Mold Cost for Injection Molding (Dixon
H HD Adult Wheelchair Swing Frame & Hangers(perm) IMPORTANT
 IMPORTANT") Page 1 IMPORTANT PLEASE READ THESE INSTRUCTIONS BEFORE COMMENCING ASSEMBLY. All equipment must be installed in accordance with these instructions. Check your shipment against Bill of Lading and Parts list.
Page 1 IMPORTANT PLEASE READ THESE INSTRUCTIONS BEFORE COMMENCING ASSEMBLY. All equipment must be installed in accordance with these instructions. Check your shipment against Bill of Lading and Parts list.
19-in. Mini-Rack Cabinet, Type 1
 Spec-00466 19-in. DP FX (763) Mini-Rack 422-2588 422-2661 Cabinet, Components and Accessories Free-Stand Networking Cabinets 19-in. Mini-Rack Cabinet, Type 1 Industry Standards NEMA Type 1 EIA 310-D /
Spec-00466 19-in. DP FX (763) Mini-Rack 422-2588 422-2661 Cabinet, Components and Accessories Free-Stand Networking Cabinets 19-in. Mini-Rack Cabinet, Type 1 Industry Standards NEMA Type 1 EIA 310-D /
!! " # $ % & '! ( ) * +, -
 * +, -") !! " # $ % & '! ( ) * +, - North Pegasus This carton contains: (1) Instruction package. Response Curves North Creek Cabinet Handbook North Creek Wiring Guide (2) 6 oz. Rolls of Dacron stuffing. (1) Tube
!! " # $ % & '! ( ) * +, - North Pegasus This carton contains: (1) Instruction package. Response Curves North Creek Cabinet Handbook North Creek Wiring Guide (2) 6 oz. Rolls of Dacron stuffing. (1) Tube
BESSEY Training BESSEY Tools North America Alvin Products: Lab Metal, Lab Solvent
 BESSEY Training BESSEY Tools North America Alvin Products: Lab Metal, Lab Solvent Page 1-1 Lab Metal A ready to use, aluminum filled metal repair, filler and patching compound. Easy to use Ready to use
BESSEY Training BESSEY Tools North America Alvin Products: Lab Metal, Lab Solvent Page 1-1 Lab Metal A ready to use, aluminum filled metal repair, filler and patching compound. Easy to use Ready to use
Dura-Lock Roof System
 DLR-14 Dura-Lock Roof System Assembly and Installation Instructions Read the instructions before starting the job. They explain the steps required to produce a finished product that will meet factory specifications.
DLR-14 Dura-Lock Roof System Assembly and Installation Instructions Read the instructions before starting the job. They explain the steps required to produce a finished product that will meet factory specifications.
Lockformer / 16 Gauge Speednotch
 Lockformer / 16 Gauge Speednotch INSTALLATION PRELIMINARY: After uncrating, locate unit, with or without base skid, to area of operation. Unbind foot switch cord and cylinder hoses and remove gauge pin
Lockformer / 16 Gauge Speednotch INSTALLATION PRELIMINARY: After uncrating, locate unit, with or without base skid, to area of operation. Unbind foot switch cord and cylinder hoses and remove gauge pin
EXPRESS ASSEMBLY MANUAL SECTION 3 F5-RG/FT WING ASSEMBLY. Procedure 3.155A WING CLOSE-OUT PROCEDURES
 Procedure 3.155A WING CLOSE-OUT PROCEDURES In this procedure The lower wing skin will be bonded to the upper wing For this procedure, the following parts will be required: Part Number Description Qty 111-11-060-01
Procedure 3.155A WING CLOSE-OUT PROCEDURES In this procedure The lower wing skin will be bonded to the upper wing For this procedure, the following parts will be required: Part Number Description Qty 111-11-060-01