Introduction to Waterjet
|
|
|
- Willa Douglas
- 5 years ago
- Views:
Transcription
1
2 Introduction to Waterjet Fastest growing machining process One of the most versatile machining processes Compliments other technologies such as milling, laser, EDM, plasma and routers True cold cutting process no HAZ, mechanical stresses or operator and environmental hazards Not limited to machining food industry applications
3 History Dr. Franz in 1950 s first studied UHP water cutting for forestry and wood cutting (pure WJ) 1979 Dr. Mohamed Hashish added abrasive particles to increase cutting force and ability to cut hard materials including steel, glass and concrete (abrasive WJ) First commercial use was in automotive industry to cut glass in 1983 Soon after, adopted by aerospace industry for cutting high-strength materials like Inconel, stainless steel and titanium as well as composites like carbon fiber
4 Pure WJ Cutting Pure cuts soft materials corrugated cardboard, disposable diapers, tissue papers, automotive interiors Very thin stream ( dia) Extremely detailed geometry Very little material loss due to cutting Can cut thick, soft, light materials like fiberglass insulation up to 24 thick or thin, fragile materials Very low cutting forces and simple fixturing Water jet erodes work at kerf line into small particles

5 Pure WJ Cutting cont. Water inlet pressure between 20k-60k psi Forced through hole in jewel dia Sapphires, Rubies with hour life Diamond with 800-2,000 hour life, but they are pricey
6 Abrasive WJ Cutting Used to cut much harder materials Water is not used directly to cut material as in Pure, instead water is used to accelerate abrasive particles which do the cutting 80-mesh garnet (sandpaper) is typically used though 50 and 120-mesh is also used Standoff distance between mixing tube and workpart is typically important to keep to a minimum to keep a good surface finish
 Premium")
7 Abrasive WJ Cutting cont. Evolution of mixing tube technology Standard Tungsten Carbide lasts 4-6 hours (not used much anymore) Premium Composite Carbide lasts hours Consumables include water, abrasive, orifice and mixing tube
8 Tolerances Typically +/ inch Machines usually have repeatability of inch Comparatively traditional machining centers can hold tolerances 0f inch with similar repeatability WJ tolerance range is good for many applications where critical tolerances are not crucial to workpart design
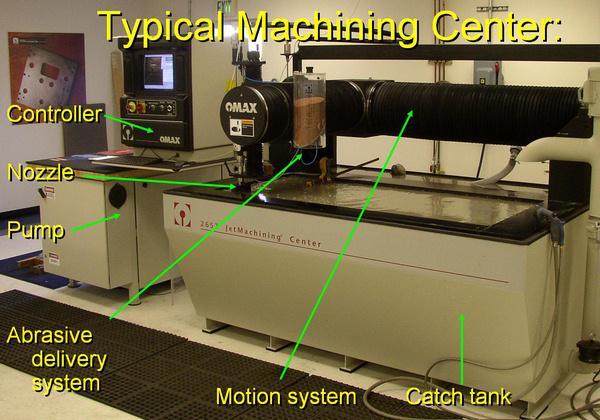
9 Setup

10 When is it Practical? The cutter is commonly connected to a high-pressure water pump, where the water is then ejected from the nozzle, cutting through the material by spraying it with the jet of highspeed water. It s practical to use it to cut any kind of material. In waterjet cutting, there is no heat generated. This is especially useful for cutting tool steel and other metals where excessive heat may change the properties of the material. Waterjet cutting does not leave a burr or a rough edge, and eliminates other machining operations such as finish sanding and grinding. It can be easily automated for production use.
 Cut thin stuff, or thick stuff. Make all sorts of shapes with only one tool.")
11 Advantages Cheaper than other processes. Cut virtually any material. (pre hardened steel, mild steel, copper, brass, aluminum; brittle materials like glass, ceramic, quartz, stone) Cut thin stuff, or thick stuff. Make all sorts of shapes with only one tool. No heat generated. Leaves a satin smooth finish, thus reducing secondary operations. Clean cutting process without gasses or oils. Modern systems are now very easy to learn. Are very safe. Machine stacks of thin parts all at once. This part is shaped with waterjet using one tool. Slots, radii, holes, and profile in one 2 minute setup.

12 Advantages (continued) Unlike machining or grinding, waterjet cutting does not produce any dust or particles that are harmful if inhaled. The kerf width in waterjet cutting is very small, and very little material is wasted. Waterjet cutting can be easily used to produce prototype parts very efficiently. An operator can program the dimensions of the part into the control station, and the waterjet will cut the part out exactly as programmed. This is much faster and cheaper than drawing detailed prints of a part and then having a machinist cut the part out. Waterjets are much lighter than equivalent laser cutters, and when mounted on an automated robot. This reduces the problems of accelerating and decelerating the robot head, as well as taking less energy. Get nice edge quality from different materials.

13 Disadvantages One of the main disadvantages of waterjet cutting is that a limited number of materials can be cut economically. While it is possible to cut tool steels, and other hard materials, the cutting rate has to be greatly reduced, and the time to cut a part can be very long. Because of this, waterjet cutting can be very costly and outweigh the advantages. Another disadvantage is that very thick parts can not be cut with waterjet cutting and still hold dimensional accuracy. If the part is too thick, the jet may dissipate some, and cause it to cut on a diagonal, or to have a wider cut at the bottom of the part than the top. It can also cause a rough wave pattern on the cut surface. Waterjet lag

14 Disadvantages (continued) Taper is also a problem with waterjet cutting in very thick materials. Taper is when the jet exits the part at a different angle than it enters the part, and can cause dimensional inaccuracy. Decreasing the speed of the head may reduce this, although it can still be a problem. Stream lag caused inside corner damage to this 1- in.-thick stainless steel part. The exit point of the stream lags behind the entrance point, causing irregularities on the inside corners of the part. The thicker the material is or the faster an operator tries to cut it, the greater the stream lag and the more pronounced the damage.

. Waterjets are safer.")
15 Waterjets vs. Lasers Abrasive waterjets can machine many materials that lasers cannot. (Reflective materials in particular, such as Aluminum and Copper. Uniformity of material is not very important to a waterjet. Waterjets do not heat your part. Thus there is no thermal distortion or hardening of the material. Precision abrasive jet machines can obtain about the same or higher tolerances than lasers (especially as thickness increases). Waterjets are safer. Maintenance on the abrasive jet nozzle is simpler than that of a laser, though probably just as frequent. After laser cutting After waterjet cutting

16 Waterjets vs. EDM Waterjets are much faster than EDM. Waterjets machine a wider variety of materials (virtually any material). Uniformity of material is not very important to a waterjet. Waterjets make their own pierce holes. Waterjets are capable of ignoring material aberrations that would cause wire EDM to lose flushing. Waterjets do not heat the surface of what they machine. Waterjets require less setup. Many EDM shops are also buying waterjets. Waterjets can be considered to be like super-fast EDM machines with less precision. Waterjets are much faster than EDM.


17 Waterjets vs. Plasma Waterjets provide a nicer edge finish. Waterjets don't heat the part. Waterjets can cut virtually any material. Waterjets are more precise. Plasma is typically faster. Waterjets would make a great compliment to a plasma shop where more precision or higher quality is required, or for parts where heating is not good, or where there is a need to cut a wider range of materials. After plasma cutting After waterjet cutting
18 Waterjets vs. Other Processes Flame Cutting: Waterjets would make a great compliment to a flame cutting where more precision or higher quality is required, or for parts where heating is not good, or where there is a need to cut a wider range of materials. Milling: Waterjets are used a lot for complimenting or replacing milling operations. They are used for roughing out parts prior to milling, for replacing milling entirely, or for providing secondary machining on parts that just came off the mill. For this reason, many traditional machine shops are adding waterjet capability to provide a competitive edge. Punch Press: Some stamping houses are using waterjets for fast turn-around, or for low quantity or prototyping work. Waterjets make a great complimentary tool for punch presses and the like because they offer a wider range of capability for similar parts.
19 Future of Waterjet Drilling wells Drilling for oil Radial tunnels
20 Advanced Technology
21 Practical Applications Edge finishing Radiusing De-burring Polishing
22 Conclusion Relatively new technology has caught on quickly and is replacing century-old methods for manufacturing Used not only in typical machining applications, but food and soft-goods industries As material and pump technology advances faster cutting rates, longer component life and tighter tolerances will be achievable Paves the way for new machining processes that embrace simplicity and have a small environmental impact
23 References

24 Q&A
Unlike machining or grinding, waterjet cutting does not produce any dust or particles that are harmful if inhaled.
 We are K-Cut The Uk s leading Abrasive Waterjet Cutting Specialists Abrasive Water Jet Cutting is a sophisticated modern technique for cutting soft materials like paper through to the hardest substances
We are K-Cut The Uk s leading Abrasive Waterjet Cutting Specialists Abrasive Water Jet Cutting is a sophisticated modern technique for cutting soft materials like paper through to the hardest substances
Profiting with Wire EDM
 3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
METAL TECHNOLOGIES A GENERATION AHEAD
 METAL TECHNOLOGIES A GENERATION AHEAD THE LASER REVOLUTION Laser cutting has matured from a high-tech manufacturing process to a considerable common and popular manufacturing process today. Richinn Technology
METAL TECHNOLOGIES A GENERATION AHEAD THE LASER REVOLUTION Laser cutting has matured from a high-tech manufacturing process to a considerable common and popular manufacturing process today. Richinn Technology
COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC
 COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC Luca, A.; Popan, I.A.; Balas, M.; Blaga, L.; Bâlc, N.; alina.luca@tcm.utcluj.ro ioan.popan@tcm.utcluj.ro monica_balas@yahoo.com lucia.blaga@math.utcluj.ro
COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC Luca, A.; Popan, I.A.; Balas, M.; Blaga, L.; Bâlc, N.; alina.luca@tcm.utcluj.ro ioan.popan@tcm.utcluj.ro monica_balas@yahoo.com lucia.blaga@math.utcluj.ro
Understanding the Wire EDM Process
 5 Understanding the Wire EDM Process 81 Accuracy and Tolerances Wire EDM is extremely accurate. Many machines move in increments of 40 millionths of an inch (.00004") (.001 mm), some in 10 millionths of
5 Understanding the Wire EDM Process 81 Accuracy and Tolerances Wire EDM is extremely accurate. Many machines move in increments of 40 millionths of an inch (.00004") (.001 mm), some in 10 millionths of
Water Jet Cutting Thick Materials
 Water Jet Cutting Thick Materials Waterjet cutting systems are much like other shape cutting systems utilizing computer controlled motion and post processing of tool paths, for precision cutting. The versatility
Water Jet Cutting Thick Materials Waterjet cutting systems are much like other shape cutting systems utilizing computer controlled motion and post processing of tool paths, for precision cutting. The versatility
Electrical Discharge Machining - Wire Cut. Presented and Arranged by: Khairu bin Kamarudin
 Electrical Discharge Machining - Wire Cut Presented and Arranged by: Khairu bin Kamarudin Introduction EDM Wire Cut Machining method primarily used for hard metals or those that would be impossible to
Electrical Discharge Machining - Wire Cut Presented and Arranged by: Khairu bin Kamarudin Introduction EDM Wire Cut Machining method primarily used for hard metals or those that would be impossible to
Microprecision waterjet cutting / waterjet fine machining
 Microprecision waterjet cutting / waterjet fine machining Opportunities and potential of a new production process as an example for punched plates, samples, prototypes, and small to medium runs What is
Microprecision waterjet cutting / waterjet fine machining Opportunities and potential of a new production process as an example for punched plates, samples, prototypes, and small to medium runs What is
Wire EDM Fundamentals
 2 Wire EDM Fundamentals Revolutionizing Machining 35 Wire Electrical Discharge Machining (EDM) is one of the greatest innovations affecting the tooling and machining industry. This process has brought
2 Wire EDM Fundamentals Revolutionizing Machining 35 Wire Electrical Discharge Machining (EDM) is one of the greatest innovations affecting the tooling and machining industry. This process has brought
FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly NARRATION (VO): NARRATION (VO): NARRATION (VO): INCLUDING: METALS,
: NARRATION (VO): NARRATION (VO): INCLUDING: METALS,") Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
CUTTING AND SHAPING OF THICK MATERIALS WITH AWJ. Mohamed Hashish Flow International Corporation, Kent, WA USA
 CUTTING AND SHAPING OF THICK MATERIALS WITH AWJ Mohamed Hashish Flow International Corporation, Kent, WA USA ABSTRACT AWJs have been used of cut relatively thick materials such as concrete, titanium, steel,
CUTTING AND SHAPING OF THICK MATERIALS WITH AWJ Mohamed Hashish Flow International Corporation, Kent, WA USA ABSTRACT AWJs have been used of cut relatively thick materials such as concrete, titanium, steel,
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM)
, ELECTRO-CHEMICAL MACHINING (ECM)") NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
Advanced Machining Processes Professor Vijay K. Jain Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture 06
 Advanced Machining Processes Professor Vijay K. Jain Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture 06 (Refer Slide Time: 00:17) Today we are going to discuss about
Advanced Machining Processes Professor Vijay K. Jain Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture 06 (Refer Slide Time: 00:17) Today we are going to discuss about
THE ENGINEERS GUIDE TO DESIGNING ABRASIVE WATERJET PARTS:
 THE ENGINEERS GUIDE TO DESIGNING ABRASIVE WATERJET PARTS: This is intended to give some tips for Engineers who are not experts in abrasivejet machining, but may be designing parts for Abrasivejet Machining.
THE ENGINEERS GUIDE TO DESIGNING ABRASIVE WATERJET PARTS: This is intended to give some tips for Engineers who are not experts in abrasivejet machining, but may be designing parts for Abrasivejet Machining.
Design for machining
 Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
CHEMICAL MACHINING (CHM)
") CHEMICAL MACHINING (CHM) Synopsis Introduction Etchant Maskant Techniques of applying maskants Process parameters Advantages Limitations Applications Introduction Use of chemicals to remove material is
CHEMICAL MACHINING (CHM) Synopsis Introduction Etchant Maskant Techniques of applying maskants Process parameters Advantages Limitations Applications Introduction Use of chemicals to remove material is
 +91-8048763422 A. Innovative International Limited http://www.waterjetasia.com/ A innovative international ltd was established with aim of providing innovative product such as water jet cutting machine,
+91-8048763422 A. Innovative International Limited http://www.waterjetasia.com/ A innovative international ltd was established with aim of providing innovative product such as water jet cutting machine,
A Review Of Analysis Of Surface Roughness In Abrasive Water Jet Cutting
 A Review Of Analysis Of Surface Roughness In Abrasive Water Jet Cutting Sai Shridhar Joshi 1, Chaitanya Shaligram 2 UG Student, Department of Mechanical Engineering, PVG s College of Engineering & Technology,
A Review Of Analysis Of Surface Roughness In Abrasive Water Jet Cutting Sai Shridhar Joshi 1, Chaitanya Shaligram 2 UG Student, Department of Mechanical Engineering, PVG s College of Engineering & Technology,
Contents Non-Traditional Machining Handbook Unit 1 1. Fundamentals of Non-Traditional Machining Unit 2 Wire EDM Fundamentals of Wire EDM
 9 Contents Non-Traditional Machining Handbook Testimonials...3 About the Author...4 Acknowledgments...8 Unit 1 1. Fundamentals of Non-Traditional Machining Understanding the Processes of Non-Traditional
9 Contents Non-Traditional Machining Handbook Testimonials...3 About the Author...4 Acknowledgments...8 Unit 1 1. Fundamentals of Non-Traditional Machining Understanding the Processes of Non-Traditional
AKS has partnered with many high-quality machinery sales dealers and has an extensive service and support network.
 Advanced Kiffer Systems, Inc. (AKS), a subsidiary of Kiffer Industries, is headquartered in Cleveland, OH, and has been at the forefront of manufacturing high-quality machinery for over 100 years since
Advanced Kiffer Systems, Inc. (AKS), a subsidiary of Kiffer Industries, is headquartered in Cleveland, OH, and has been at the forefront of manufacturing high-quality machinery for over 100 years since
DIRECT METAL LASER SINTERING DESIGN GUIDE
 DIRECT METAL LASER SINTERING DESIGN GUIDE www.nextlinemfg.com TABLE OF CONTENTS Introduction... 2 What is DMLS?... 2 What is Additive Manufacturing?... 2 Typical Component of a DMLS Machine... 2 Typical
DIRECT METAL LASER SINTERING DESIGN GUIDE www.nextlinemfg.com TABLE OF CONTENTS Introduction... 2 What is DMLS?... 2 What is Additive Manufacturing?... 2 Typical Component of a DMLS Machine... 2 Typical
Sheet Metal Tools. by:prem Mahendranathan
 Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
White paper. Exploring metal finishing methods for 3D-printed parts
 01 Exploring metal finishing methods for 3D-printed parts 02 Overview Method tested Centrifugal disc Centrifugal barrel Media blasting Almost all metal parts whether forged, stamped, cast, machined or
01 Exploring metal finishing methods for 3D-printed parts 02 Overview Method tested Centrifugal disc Centrifugal barrel Media blasting Almost all metal parts whether forged, stamped, cast, machined or
CONFIDENCE CHOOSE WITH. About. Close Tolerance Cutting Methods Get a Closer Look. Cutting Methods at a Glance / Page 10
 CHOOSE WITH CONFIDENCE C o m p a r i n g 2- A x i s Fall 2014 P r e c i s i o n C u t t i n g M e t h o d s Key Parameters for Decision Making / Page 2 About Joshua Jablons, Ph.D. President Metal Cutting
CHOOSE WITH CONFIDENCE C o m p a r i n g 2- A x i s Fall 2014 P r e c i s i o n C u t t i n g M e t h o d s Key Parameters for Decision Making / Page 2 About Joshua Jablons, Ph.D. President Metal Cutting
Ultrasonic Machining. 1 Dr.Ravinder Kumar
 Ultrasonic Machining 1 Dr.Ravinder Kumar Why Nontraditional Processes? New Materials (1940 s) Stronger Tougher Harder Applications Cut tough materials Finish complex surface geometry Surface finish requirements
Ultrasonic Machining 1 Dr.Ravinder Kumar Why Nontraditional Processes? New Materials (1940 s) Stronger Tougher Harder Applications Cut tough materials Finish complex surface geometry Surface finish requirements
We offer a one stop shop service for small and medium size steel products manufacturing. sheet and tube laser and waterjet et cutting
 We offer a one stop shop service for small and medium size steel products manufacturing. sheet and tube laser and waterjet et cutting bending, pressing and forming turning and milling welding - stainless,
We offer a one stop shop service for small and medium size steel products manufacturing. sheet and tube laser and waterjet et cutting bending, pressing and forming turning and milling welding - stainless,
QUALITY EDGE. by Susan Woods, managing editor. New technologies achieve superior laser cutting edge quality, eliminating secondary operations
 QUALITY EDGE by Susan Woods, managing editor New technologies achieve superior laser cutting edge quality, eliminating secondary operations Today s lasers can cut sheet metal, even thick plate, and achieve
QUALITY EDGE by Susan Woods, managing editor New technologies achieve superior laser cutting edge quality, eliminating secondary operations Today s lasers can cut sheet metal, even thick plate, and achieve
Laser MicroJet Frequently Asked Questions
 Laser MicroJet Frequently Asked Questions Who is Synova? Synova is the inventor and patent owner of a new laser cutting technology (the Laser-Microjet) and provides its systems for a broad range of micromachining
Laser MicroJet Frequently Asked Questions Who is Synova? Synova is the inventor and patent owner of a new laser cutting technology (the Laser-Microjet) and provides its systems for a broad range of micromachining
Solid Carbide Tools. Composite Tools. Performance by Design. ISO 9001 Certified Company
 Solid Carbide Tools Composite Tools Performance by Design ISO 9001 Certified Company As one of the world s largest manufacturers of solid carbide rotary cutting tools, SGS Tool Company has pioneered some
Solid Carbide Tools Composite Tools Performance by Design ISO 9001 Certified Company As one of the world s largest manufacturers of solid carbide rotary cutting tools, SGS Tool Company has pioneered some
Laser MicroJet Technology. Cool Laser Machining.
 Laser MicroJet Technology Cool Laser Machining www.synova.ch Synova S.A., headquartered in Duillier, Switzerland, manufactures leading-edge laser cutting systems since 1997 that incorporate the proprietary
Laser MicroJet Technology Cool Laser Machining www.synova.ch Synova S.A., headquartered in Duillier, Switzerland, manufactures leading-edge laser cutting systems since 1997 that incorporate the proprietary
Abrasivejet technology boosts business for EDM shops
 The following article appeared in CNC-West in the October/November 1996 issue. Abrasivejet technology boosts business for EDM shops Operator checks CNC screen for program details on OMAX JetMachining operation
The following article appeared in CNC-West in the October/November 1996 issue. Abrasivejet technology boosts business for EDM shops Operator checks CNC screen for program details on OMAX JetMachining operation
Machining With Abrasives READ ONLINE
 Machining With Abrasives READ ONLINE If looking for the ebook Machining with Abrasives in pdf format, in that case you come on to loyal site. We furnish utter release of this ebook in DjVu, txt, PDF, epub,
Machining With Abrasives READ ONLINE If looking for the ebook Machining with Abrasives in pdf format, in that case you come on to loyal site. We furnish utter release of this ebook in DjVu, txt, PDF, epub,
HIGH PERFORMANCE CARBIDE THREAD MILLS
 HIGH PERFORMANCE CARBIDE THREAD MILLS TM Series HIGH PERFORMANCE CARBIDE THREAD MILLS table of contents Introduction... page 1 Understanding Milling... page 2 Niagara Mill Advantages... page 3 High Performance
HIGH PERFORMANCE CARBIDE THREAD MILLS TM Series HIGH PERFORMANCE CARBIDE THREAD MILLS table of contents Introduction... page 1 Understanding Milling... page 2 Niagara Mill Advantages... page 3 High Performance
CUSTOM JOB SHOP. The Maudlin Advantage: Custom Shims. Spring. Laser Cutting. Wire-EDM. Stamping. Water-Jet
 The Maudlin Advantage: Custom Shims Spring Laser Cutting Wire-EDM Stamping Water-Jet CUSTOM JOB SHOP ISO 9001:2008 Certified Maudlin Products, Inc. 1929 Hwy 146, Kemah, TX 77565 (P) 281-334-7566 Toll Free
The Maudlin Advantage: Custom Shims Spring Laser Cutting Wire-EDM Stamping Water-Jet CUSTOM JOB SHOP ISO 9001:2008 Certified Maudlin Products, Inc. 1929 Hwy 146, Kemah, TX 77565 (P) 281-334-7566 Toll Free
Small Hole EDM Drilling
 14 195 Small Hole EDM Drilling Small hole EDM (electrical discharge machining) drilling, also known as fast hole EDM drilling, hole popper, and start hole EDM drilling, was once relegated to a last resort
14 195 Small Hole EDM Drilling Small hole EDM (electrical discharge machining) drilling, also known as fast hole EDM drilling, hole popper, and start hole EDM drilling, was once relegated to a last resort
NONTRADITIONAL MACHINING
 NONTRADITIONAL MACHINING INTRODUCTION Machining processes that involve chip formation have a number of inherent limitations which limit their application in industry. Large amounts of energy are expended
NONTRADITIONAL MACHINING INTRODUCTION Machining processes that involve chip formation have a number of inherent limitations which limit their application in industry. Large amounts of energy are expended
Nontraditional Manufacturing Processes
 Nontraditional Manufacturing Processes Alessandro Anzalone, Ph.D. Hillsborough Community College, Brandon Campus Agenda 1. Introduction 2. Electrodischarge Machining 3. Electrochemical Machining (ECM)
Nontraditional Manufacturing Processes Alessandro Anzalone, Ph.D. Hillsborough Community College, Brandon Campus Agenda 1. Introduction 2. Electrodischarge Machining 3. Electrochemical Machining (ECM)
Tools of the Shop MEGR 2299
 Tools of the Shop MEGR 2299 Machinery General Never wear long sleeves, never allow long hair to hang free. Always wear safety glasses. A cutting tool is usually an insert, drill bit, end mill, or device
Tools of the Shop MEGR 2299 Machinery General Never wear long sleeves, never allow long hair to hang free. Always wear safety glasses. A cutting tool is usually an insert, drill bit, end mill, or device
STUDY ON DIES FOR WOOD PELLET MACHINES
 STUDY ON DIES FOR WOOD PELLET MACHINES Definition of pellet dies Pellet die can be simply defined as a metal part with holes, either flat or ring-shaped, in which the roller forces raw material under intense
STUDY ON DIES FOR WOOD PELLET MACHINES Definition of pellet dies Pellet die can be simply defined as a metal part with holes, either flat or ring-shaped, in which the roller forces raw material under intense
TUBE AND SHEET DRILLS
 TUBE AND SHEET DRILLS 03 Tube and sheet drills The flutes of the RUKO high performance tube and sheet drills are BN ground from the solid hardened form. Because BN (cubical boron nitride) is a much harder
TUBE AND SHEET DRILLS 03 Tube and sheet drills The flutes of the RUKO high performance tube and sheet drills are BN ground from the solid hardened form. Because BN (cubical boron nitride) is a much harder
CARBIDE CUTTER SETS INCLUDING 7/8-2 1/2. Professional. Nothing Less. GREENLEE S CARBIDE CUTTERS CONTINUE TO DELIVER THE LOWEST COST PER HOLE!
 CARBIDE CUTTER S INCLUDING 7/8-2 1/2 Professional. Nothing Less. GREENLEE S CARBIDE CUTTERS CONTINUE TO DELIVER THE LOWEST COST PER HOLE! EVERYTHING YOU NEED TO GET THE JOB DONE Complete solutions for
CARBIDE CUTTER S INCLUDING 7/8-2 1/2 Professional. Nothing Less. GREENLEE S CARBIDE CUTTERS CONTINUE TO DELIVER THE LOWEST COST PER HOLE! EVERYTHING YOU NEED TO GET THE JOB DONE Complete solutions for
COFA. Deburring Tool for Elliptical or Contoured Surfaces. increased performance. from stock
 Deburring Tool for Elliptical or Contoured Surfaces increased performance from stock Cat. No. HTC015 Introduction Catalog HTC015No. HTC14 The HEULE COFA deburring tool removes burrs from the front and
Deburring Tool for Elliptical or Contoured Surfaces increased performance from stock Cat. No. HTC015 Introduction Catalog HTC015No. HTC14 The HEULE COFA deburring tool removes burrs from the front and
DIAMOND TOOLING FOR COMPOSITE MATERIALS P.B.S. DIAMOND TOOLING PCD TOOLING FLEXIBLE DIAMOND TOOLING
 DIAMOND FOR COMPOSITE MATERIALS P.B.S. DIAMOND PCD FLEXIBLE DIAMOND P.B.S. DIAMOND First patented by Abrasive Technology in 1975, this original brazed bonding process chemically bonds superabrasive crystals
DIAMOND FOR COMPOSITE MATERIALS P.B.S. DIAMOND PCD FLEXIBLE DIAMOND P.B.S. DIAMOND First patented by Abrasive Technology in 1975, this original brazed bonding process chemically bonds superabrasive crystals
3D PRINTING & ADVANCED MANUFACTURING DESIGN GUIDELINES: DIRECT METAL LASER SINTERING (DMLS) STRATASYSDIRECT.COM
 STRATASYSDIRECT.COM") 3D PRINTING & ADVANCED MANUFACTURING DESIGN GUIDELINES: DIRECT METAL LASER SINTERING (DMLS) STRATASYSDIRECT.COM WHAT IS DIRECT METAL LASER SINTERING? Direct Metal Laser Sintering (DMLS) is an additive
3D PRINTING & ADVANCED MANUFACTURING DESIGN GUIDELINES: DIRECT METAL LASER SINTERING (DMLS) STRATASYSDIRECT.COM WHAT IS DIRECT METAL LASER SINTERING? Direct Metal Laser Sintering (DMLS) is an additive
Influence of abrasive material on abrasive waterjet cutting process
 Influence of abrasive material on abrasive waterjet cutting process I. A. Perianu, D. Ionescu, C. Ciucă National R&D Institute for Welding and Material Testing - ISIM Timişoara, Romania E-mail: aperianu@isim.ro
Influence of abrasive material on abrasive waterjet cutting process I. A. Perianu, D. Ionescu, C. Ciucă National R&D Institute for Welding and Material Testing - ISIM Timişoara, Romania E-mail: aperianu@isim.ro
Metal Cutting (Machining)
") Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
XEBEC AWARD 2008 Best Tip of the Year. How to operate XEBEC Cross-Hole Deburring Tool Alumina Fiber Rod Type with low speed lathes
 AWARD 2008 Best Tip of the Year How to operate Cross-Hole Deburring Alumina Fiber Rod Type with low speed lathes When the spindle can bring up to max 4,000 rpm only, problem is solved by using the air
AWARD 2008 Best Tip of the Year How to operate Cross-Hole Deburring Alumina Fiber Rod Type with low speed lathes When the spindle can bring up to max 4,000 rpm only, problem is solved by using the air
High performance in water starved environment
 wetdry Diamond Mini Hole Saw High performance in water starved environment a unique product that requires minimal coolant, no guiding and fast and easy slug ejection Ideal for very hard tiles, glass and
wetdry Diamond Mini Hole Saw High performance in water starved environment a unique product that requires minimal coolant, no guiding and fast and easy slug ejection Ideal for very hard tiles, glass and
Module-3: ADVANCED MATERIAL REMOVAL PROCESSES
 Module-3: ADVANCED MATERIAL REMOVAL PROCESSES Lecture No-9 Electrical Discharge Machining (EDM) It is an advanced machining process primarily used for hard and difficult metals which are difficult to machine
Module-3: ADVANCED MATERIAL REMOVAL PROCESSES Lecture No-9 Electrical Discharge Machining (EDM) It is an advanced machining process primarily used for hard and difficult metals which are difficult to machine
3D Printing Technologies for Prototyping and Production
 3D Printing Technologies for Prototyping and Production HOW TO LEVERAGE ADDITIVE MANUFACTURING TO BUILD BETTER PRODUCTS ADDITIVE MANUFACTURING CNC MACHINING INJECTION MOLDING Architects don t build without
3D Printing Technologies for Prototyping and Production HOW TO LEVERAGE ADDITIVE MANUFACTURING TO BUILD BETTER PRODUCTS ADDITIVE MANUFACTURING CNC MACHINING INJECTION MOLDING Architects don t build without
11/15/2009. There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate
 s Geometry & Milling Processes There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate All three of these will be discussed in later lessons What is a cutting
s Geometry & Milling Processes There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate All three of these will be discussed in later lessons What is a cutting
APPLICATION OF ABRASIVE WATER JET MACHINING IN FABRICATING MICRO TOOLS FOR EDM FOR PRODUCING ARRAY OF SQUARE HOLES
 APPLICATION OF ABRASIVE WATER JET MACHINING IN FABRICATING MICRO TOOLS FOR EDM FOR PRODUCING ARRAY OF SQUARE HOLES Vijay Kumar Pal 1*, S.K. Choudhury 2 1* Ph.D. Scholar, Indian Institute of Technology
APPLICATION OF ABRASIVE WATER JET MACHINING IN FABRICATING MICRO TOOLS FOR EDM FOR PRODUCING ARRAY OF SQUARE HOLES Vijay Kumar Pal 1*, S.K. Choudhury 2 1* Ph.D. Scholar, Indian Institute of Technology
TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH
 TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH MICRO-MESH finishing belts provide desired surface qualities and economic benefits to many types of finishing operations, and are available in a range
TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH MICRO-MESH finishing belts provide desired surface qualities and economic benefits to many types of finishing operations, and are available in a range
AWAY. BURRS Advancements in abrasive brushes assist manufacturers in efficiently and effectively deburring machined parts BRUSH
 by Imre Karetka, product manager, brushes, Pferd Inc. BRUSH AWAY BURRS Advancements in abrasive brushes assist manufacturers in efficiently and effectively deburring machined parts abricators gain a competitive
by Imre Karetka, product manager, brushes, Pferd Inc. BRUSH AWAY BURRS Advancements in abrasive brushes assist manufacturers in efficiently and effectively deburring machined parts abricators gain a competitive
POWER TOOL ACCESSORIES
 POWER TOOL ACCESSORIES SUPER PREMIUM CHALLENGER SEGMENTED SAW 100% hot press Anti clog bond system High premium treated diamonds Effortless fast cutting Segmented 105 1.8 X 8 20 Super Hard Granite and
POWER TOOL ACCESSORIES SUPER PREMIUM CHALLENGER SEGMENTED SAW 100% hot press Anti clog bond system High premium treated diamonds Effortless fast cutting Segmented 105 1.8 X 8 20 Super Hard Granite and
High Precision Air Chucks
 Precision Workholding Solutions High Precision Air Chucks www..com Improve productivity and lower the cost of secondary machining operations..... through high concentricity. Holding close concentricity
Precision Workholding Solutions High Precision Air Chucks www..com Improve productivity and lower the cost of secondary machining operations..... through high concentricity. Holding close concentricity
Holemaking Products & Accessories
 Holemaking Products & Holemaking Products & Made of top-of-the-line materials for longer lasting performance, Klein's diverse line of drill bits and holemaking products and accessories provide accuracy
Holemaking Products & Holemaking Products & Made of top-of-the-line materials for longer lasting performance, Klein's diverse line of drill bits and holemaking products and accessories provide accuracy
Abrasive Flow Machining ( AFM ) Semih Sancar Selçuk Ünal Yunus Kocabozdoğan
 Semih Sancar Selçuk Ünal Yunus Kocabozdoğan") Abrasive Flow Machining ( AFM ) Semih Sancar 20622852 Selçuk Ünal 20622976 Yunus Kocabozdoğan 20519809 Goals Getting basic knowledge about AFM Clasification of AFM One-way AFM Two-way AFM Orbital AFM Application
Abrasive Flow Machining ( AFM ) Semih Sancar 20622852 Selçuk Ünal 20622976 Yunus Kocabozdoğan 20519809 Goals Getting basic knowledge about AFM Clasification of AFM One-way AFM Two-way AFM Orbital AFM Application
Listed below are some of our most common drill designs used in many various aerospace applications:
 www.lomas.co.uk Tools can be manufactured in 3 material choices for use on composites: Solid Tungsten Carbide Tooling CVD Diamond Coated Solid Tungsten Carbide Polycrystalline Diamond (PCD) LOMAS design
www.lomas.co.uk Tools can be manufactured in 3 material choices for use on composites: Solid Tungsten Carbide Tooling CVD Diamond Coated Solid Tungsten Carbide Polycrystalline Diamond (PCD) LOMAS design
Trade of Sheet Metalwork. Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2
 Trade of Sheet Metalwork Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module
Trade of Sheet Metalwork Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module
Sheet Metal Forming. Part 1
 Sheet Metal Forming Part 1 Sheet Metal Forming For products with versatile shapes and lightweight Dates to 5000 B.C. Products include metal desks, file cabinets, appliances, car bodies, beverage cans Common
Sheet Metal Forming Part 1 Sheet Metal Forming For products with versatile shapes and lightweight Dates to 5000 B.C. Products include metal desks, file cabinets, appliances, car bodies, beverage cans Common
DESIGN FOR POLISHING AND PLATING
 DESIGN FOR POLISHING AND PLATING Polishing and plating are generally considered to be a part of finishing process. Polishing processes Conventional polishing In conventional polishing, surface irregularities
DESIGN FOR POLISHING AND PLATING Polishing and plating are generally considered to be a part of finishing process. Polishing processes Conventional polishing In conventional polishing, surface irregularities
Jig Saw Blades. Teeth (TPI) Color Code. Wood and Metal Cutting Jig Saw Blades. Progressor jig saw blades cut thin and thick material cleanly.
 Color Code. Wood and Metal Cutting Jig Saw Blades. Progressor jig saw blades cut thin and thick material cleanly.") 212 2012/2013 Power Tools & Accessories Catalog Jig Saw s Bosch understands the need to cut materials quickly, smoothly and precisely. The company s broad product offering cuts both conventional and specialized
212 2012/2013 Power Tools & Accessories Catalog Jig Saw s Bosch understands the need to cut materials quickly, smoothly and precisely. The company s broad product offering cuts both conventional and specialized
FABRICATION & INSTALLATION MANUAL
 FABRICATION & INSTALLATION MANUAL INTRODUCTION PROForms and PROPlate Structural Shapes, PROGrid Molded Grating and PROGrate Pultruded Grating are designed to provide superior mechanical properties and
FABRICATION & INSTALLATION MANUAL INTRODUCTION PROForms and PROPlate Structural Shapes, PROGrid Molded Grating and PROGrate Pultruded Grating are designed to provide superior mechanical properties and
Profiling press braking CNC MACHINING FABRICATION FINISHING
 Profiling press braking CNC MACHINING FABRICATION FINISHING +44 (0)114 321 6303 enquiries@dnametalwork.com www.dnametalwork.com Profiling Bevel Capability up to 45 LASER cutting PLASMA cutting WATERJET
Profiling press braking CNC MACHINING FABRICATION FINISHING +44 (0)114 321 6303 enquiries@dnametalwork.com www.dnametalwork.com Profiling Bevel Capability up to 45 LASER cutting PLASMA cutting WATERJET
Distribution. Head Office. USA Head Office. 47 Barry Road. Campbellfield, Victoria 3061, Australia. Tel: Fax:
 Head Office 47 Barry Road Campbellfield, Victoria 3061, Australia Tel: 61 3 9357 8360 Fax: 61 3 9357 0446 Email: sales@techniwaterjet.com USA Head Office 855 North Martway Drive Olathe, KS 66061, USA Tel:
Head Office 47 Barry Road Campbellfield, Victoria 3061, Australia Tel: 61 3 9357 8360 Fax: 61 3 9357 0446 Email: sales@techniwaterjet.com USA Head Office 855 North Martway Drive Olathe, KS 66061, USA Tel:
STAR TOOL SUPPLY / GRAND TOOL SUPPLY
 Tel: 20-5-8 / Fax: 20-59-7 50 Huyler St / So. Hackensack, NJ 070 USA JIG AND RECIPROCATING Starrett offers industrial quality high speed steel edge bi-metal saw blades. These blades have a high speed steel
Tel: 20-5-8 / Fax: 20-59-7 50 Huyler St / So. Hackensack, NJ 070 USA JIG AND RECIPROCATING Starrett offers industrial quality high speed steel edge bi-metal saw blades. These blades have a high speed steel
CARBIDE END MILLS SPECIFICATIONS
 SPECIFICATIONS COATING GUIDE Material Hardness TiN TiCN TiALN Austentic Stainless Steel < 35 HRc * X Martinistic Stainless Steel < 35 HRc * X Martinistic Stainless Steel >= 35 HRc X PH Stainless Steel
SPECIFICATIONS COATING GUIDE Material Hardness TiN TiCN TiALN Austentic Stainless Steel < 35 HRc * X Martinistic Stainless Steel < 35 HRc * X Martinistic Stainless Steel >= 35 HRc X PH Stainless Steel
CNC MACHINING OF MONOBLOCK PROPELLERS TO FINAL FORM AND FINISH. Bodo Gospodnetic
 CNC MACHINING OF MONOBLOCK PROPELLERS TO FINAL FORM AND FINISH Bodo Gospodnetic Dominis Engineering Ltd. 5515 Canotek Rd., Unit 15 Gloucester, Ontario Canada K1J 9L1 tel.: (613) 747-0193 fax.: (613) 746-3321
CNC MACHINING OF MONOBLOCK PROPELLERS TO FINAL FORM AND FINISH Bodo Gospodnetic Dominis Engineering Ltd. 5515 Canotek Rd., Unit 15 Gloucester, Ontario Canada K1J 9L1 tel.: (613) 747-0193 fax.: (613) 746-3321
Dr Ghassan Al-Kindi - MECH2118 Lecture 9
 Dr Ghassan Al-Kindi - MECH2118 Lecture 9 Machining A material removal process in which a sharp cutting tool is used to mechanically cut away material so that the desired part geometry remains Most common
Dr Ghassan Al-Kindi - MECH2118 Lecture 9 Machining A material removal process in which a sharp cutting tool is used to mechanically cut away material so that the desired part geometry remains Most common
HONING OPERATIONAL INFORMATION & TROUBLE SHOOTING DATA
 3225 Ave E East, Arlington TX 76011 www.abrasivehones.com 1-800-966-7574 - Fax 817-695-1001 Sales@SSUNL.com HONING OPERATIONAL INFORMATION & TROUBLE SHOOTING DATA Page 1: Page 2: Page 3: Page 4: Page 5:
3225 Ave E East, Arlington TX 76011 www.abrasivehones.com 1-800-966-7574 - Fax 817-695-1001 Sales@SSUNL.com HONING OPERATIONAL INFORMATION & TROUBLE SHOOTING DATA Page 1: Page 2: Page 3: Page 4: Page 5:
All About Die Casting
 All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
GF Machining Solutions. AgieCharmilles LASER P 400
 GF Machining Solutions AgieCharmilles LASER P 400 GF Machining Solutions : all about you When all you need is everything, it s good to know that there is one company that you can count on to deliver complete
GF Machining Solutions AgieCharmilles LASER P 400 GF Machining Solutions : all about you When all you need is everything, it s good to know that there is one company that you can count on to deliver complete
Marking Cutting Welding Micro Machining Additive Manufacturing
 Marking Cutting Welding Micro Machining Additive Manufacturing Slide: 1 CM-F00003 Rev 4 G4 Pulsed Fiber Laser Slide: 2 CM-F00003 Rev 4 Versatility for Industry Automotive 2D/3D Cutting Night & Day Marking
Marking Cutting Welding Micro Machining Additive Manufacturing Slide: 1 CM-F00003 Rev 4 G4 Pulsed Fiber Laser Slide: 2 CM-F00003 Rev 4 Versatility for Industry Automotive 2D/3D Cutting Night & Day Marking
From Plate Materials & Services - To To COMPLETE PRESS FRAMES
 From Plate Materials & Services - To To COMPLETE PRESS FRAMES Press Press Weldments Weldments & & Assemblies: Assemblies: Superior has Superior has specialized specialized in these in these unique Heavy
From Plate Materials & Services - To To COMPLETE PRESS FRAMES Press Press Weldments Weldments & & Assemblies: Assemblies: Superior has Superior has specialized specialized in these in these unique Heavy
HIGH THROUGHPUT MINIMUM SET-UP TIME BT-Z LARGE BAR PEELERS
 UPDATE ON HETRAN BT-Z LARGE BAR PEELERS: MAXIMIZING PRODUCTIVITY IRRESPECTIVE OF ALLOY, BAR OR TUBE DIAMETER! Copyright September 2013 All Rights Reserved REVOLUTIONARY WORLD-CLASS DESIGN EXTENSIVE RANGE
UPDATE ON HETRAN BT-Z LARGE BAR PEELERS: MAXIMIZING PRODUCTIVITY IRRESPECTIVE OF ALLOY, BAR OR TUBE DIAMETER! Copyright September 2013 All Rights Reserved REVOLUTIONARY WORLD-CLASS DESIGN EXTENSIVE RANGE
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond
MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond
A BALAX, INC. GUIDE TO TAPPING IN THE 21ST CENTURY
 2011 Threading Solutions for Every Industry A BALAX, INC. GUIDE TO TAPPING IN THE 21ST CENTURY At Balax, we recognize the increased demands placed on our customers for improved quality and lower production
2011 Threading Solutions for Every Industry A BALAX, INC. GUIDE TO TAPPING IN THE 21ST CENTURY At Balax, we recognize the increased demands placed on our customers for improved quality and lower production
Citation for the original published paper (version of record):
:") http://www.diva-portal.org This is the published version of a paper published in. Citation for the original published paper (version of record): Wanner, B., Archenti, A., Nicolescu, M. (2017) HYBRID MACHINING:
http://www.diva-portal.org This is the published version of a paper published in. Citation for the original published paper (version of record): Wanner, B., Archenti, A., Nicolescu, M. (2017) HYBRID MACHINING:
AUTOMATED MACHINE TOOLS & CUTTING TOOLS
 CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY
 LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
OVER 600 INCHES OF HIGH QUALITY ROBOTIC
 STATE OF THE ART ROBOTICS FOR WELDING! OVER 600 INCHES OF HIGH QUALITY ROBOTIC WELDING ON EVERY 36 X96 FORM. Precise uses a specially designed 4 channel. Precise Forms was the first to introduce and is
STATE OF THE ART ROBOTICS FOR WELDING! OVER 600 INCHES OF HIGH QUALITY ROBOTIC WELDING ON EVERY 36 X96 FORM. Precise uses a specially designed 4 channel. Precise Forms was the first to introduce and is
III YEAR/VI SEMESTER UNIT III ELECTRICAL ENERGY BASED PROCESSES
 Department Of Mechanical III YEAR/VI SEMESTER UNIT III ELECTRICAL ENERGY BASED PROCESSES 8 Electric Discharge Machining (EDM)- working Principle-equipments-Process Parameters- Surface Finish and MRR- electrode
Department Of Mechanical III YEAR/VI SEMESTER UNIT III ELECTRICAL ENERGY BASED PROCESSES 8 Electric Discharge Machining (EDM)- working Principle-equipments-Process Parameters- Surface Finish and MRR- electrode
Profiform 200 Profiform 320. Operating manual
 Profiform 200 Profiform 320 Operating manual Profiform 200 / Profiform 320 Operating manual Page 1 Table of contents 1. General information Page 2 2. Profile of the Profiform sheet metal working machines
Profiform 200 Profiform 320 Operating manual Profiform 200 / Profiform 320 Operating manual Page 1 Table of contents 1. General information Page 2 2. Profile of the Profiform sheet metal working machines
MANUFACTURING, INTRODUCTION (620)
") DESCRIPTION Manufacturing Technology introduces students to the manufacturing industry. Students must demonstrate knowledge and skill about how manufactures use technology to change raw materials into
DESCRIPTION Manufacturing Technology introduces students to the manufacturing industry. Students must demonstrate knowledge and skill about how manufactures use technology to change raw materials into
Trade of Toolmaking. Module 3: Milling Unit 9: Precision Vee Block Assembly Phase 2. Published by. Trade of Toolmaking Phase 2 Module 3 Unit 9
 Trade of Toolmaking Module 3: Milling Unit 9: Precision Vee Block Assembly Phase 2 Published by SOLAS 2014 Unit 9 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
Trade of Toolmaking Module 3: Milling Unit 9: Precision Vee Block Assembly Phase 2 Published by SOLAS 2014 Unit 9 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
MICRO-SWISS Dicing Blades for 4 -Spindles. minitron. electronik gmbh
 e MICRO-SWISS Dicing Blades for 4 -Spindles minitron electronik gmbh Industry Background Towards the year 2000 we face a new, complex set of demands as the microelectronics industry grows more sophisticated.
e MICRO-SWISS Dicing Blades for 4 -Spindles minitron electronik gmbh Industry Background Towards the year 2000 we face a new, complex set of demands as the microelectronics industry grows more sophisticated.
Green Waterjet Machining Technology
 Green Waterjet Machining Technology (Peter) H.-T. Liu, PhD ASETSDefense Workshop 2018 August 23, 2018 OMAX Corporation www.omax.com Merits of Waterjet Green machining process Use no toxic machining fluid
Green Waterjet Machining Technology (Peter) H.-T. Liu, PhD ASETSDefense Workshop 2018 August 23, 2018 OMAX Corporation www.omax.com Merits of Waterjet Green machining process Use no toxic machining fluid
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting. By Prof.A.Chandrashekhar
 Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
New Lasers Improve Glass Cutting Methods
 New Lasers Improve Glass Cutting Methods Over the past decade, glass has become an increasingly sophisticated structural and functional component in uses as varied as flat panel displays (FPDs), automobiles
New Lasers Improve Glass Cutting Methods Over the past decade, glass has become an increasingly sophisticated structural and functional component in uses as varied as flat panel displays (FPDs), automobiles
Chapter 26 Abrasive Machining Processes. Materials Processing ABRASIVE MACHINING 10/11/2014. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
Permanent Mold Casting Processes. Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng.
 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
HIGH ENERGY RATE FORMING PROCESSES
 HIGH ENERGY RATE FORMING PROCESSES In these forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of
HIGH ENERGY RATE FORMING PROCESSES In these forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of
Router Section 2018 Master Catalog
 Router Section 2018 Master Catalog For more than 95 years, M.A. Ford has been at the cutting edge of tooling design and manufacturing and has developed an enviable global reputation for performance and
Router Section 2018 Master Catalog For more than 95 years, M.A. Ford has been at the cutting edge of tooling design and manufacturing and has developed an enviable global reputation for performance and
Machining vs. Grinding
 University of Connecticut Machining vs. Grinding -- Towards High Efficiency Machining Bi Zhang Mechanical Engineering zhang@engr.uconn.edu Presentation Sequence Introduction High Speed Machining High Speed
University of Connecticut Machining vs. Grinding -- Towards High Efficiency Machining Bi Zhang Mechanical Engineering zhang@engr.uconn.edu Presentation Sequence Introduction High Speed Machining High Speed
 +91-8048763378 Onkar Engineering, Bhosari http://www.onkarengg.net/ We are a leading service provider, engaged in providing all kinds of Industrial Cutting like Gas Cutting using Water jet, Plasma and
+91-8048763378 Onkar Engineering, Bhosari http://www.onkarengg.net/ We are a leading service provider, engaged in providing all kinds of Industrial Cutting like Gas Cutting using Water jet, Plasma and
Filling the cracks. Grinding and sanding. velomobiel.nl
 Filling the cracks We have published a manual on how to repair the laminate before, now it's time to smoothen the outside of the repair. This nose damage (picture ) has been repaired from the inside. The
Filling the cracks We have published a manual on how to repair the laminate before, now it's time to smoothen the outside of the repair. This nose damage (picture ) has been repaired from the inside. The
Design Guide: CNC Machining VERSION 3.4
 Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
Metal Drilling
 www.irwin.com Metal Drilling Engineered for Controlled Precision and Speed Shank Diameter Shank Point Angle Drill Bit Diameter : The length from the point to the end of the drill bit Point Angle: The angle
www.irwin.com Metal Drilling Engineered for Controlled Precision and Speed Shank Diameter Shank Point Angle Drill Bit Diameter : The length from the point to the end of the drill bit Point Angle: The angle
HIGH PRECISION AND HIGH POWER ASJ SINGULATIONS FOR SEMICONDUCTOR MANUFACTURING
 2005 WJT American Waterjet Conference August 21-23, 2005 Houston, Texas Paper HIGH PRECISION AND HIGH POWER ASJ SINGULATIONS FOR SEMICONDUCTOR MANUFACTURING Shan Jiang, Ross Popescu, Cris Mihai, Kim Tan
2005 WJT American Waterjet Conference August 21-23, 2005 Houston, Texas Paper HIGH PRECISION AND HIGH POWER ASJ SINGULATIONS FOR SEMICONDUCTOR MANUFACTURING Shan Jiang, Ross Popescu, Cris Mihai, Kim Tan