Sheet Metal Forming. Part 1
|
|
|
- Shanna Daniels
- 5 years ago
- Views:
Transcription
1 Sheet Metal Forming Part 1
2 Sheet Metal Forming For products with versatile shapes and lightweight Dates to 5000 B.C. Products include metal desks, file cabinets, appliances, car bodies, beverage cans Common materials: low carbon steel, aluminum or titanium First take sheet plate and cut into pieces by shearing, slitting, cutting, or sawing or produce from coil Then form into shapes by punching, blanking, stamping, embossing, bending, forming, deep drawing, and a variety of other processes
3 TABLE 16.2 Characteristic Elongation Yield point elongation Anisotropy (planar) Anisotropy (normal) Grain size Residual stresses Springback Wrinkling Quality of sheared edges Surface condition of sheet Sheet Metal Characteristics Importance Determines the capability of the sheet metal to stretch without necking and failure; high strain hardening exponent (n)and strain rate sensitivity exponent (m)desirable. Observed with mild steel sheets; also called Lueder s bands and stretcher strains; causes flamelike depressions on the sheet surfaces; can be eliminated by temper rolling, but sheet must be formed within a certain time after rolling. Exhibits different behavior in different planar directions; present in cold rolled sheets because of preferred orientation or mechanical fibering; causes earing in drawing; can be reduced or eliminated by annealing but at lowered strength. Determines thinning behavior of sheet metals during stretching; important in deepdrawing operations. Determines surface roughness on stretched sheet metal; the coarser the grain, the rougher the appearance (orange peel); also affects material strength. Caused by nonuniform deformation during forming; causes part distortion when sectioned and can lead to stress corrosion cracking; reduced or eliminated by stress relieving. Caused by elastic recovery of the plastically deformed sheet after unloading; causes distortion of part and loss of dimensional accuracy; can be controlled by techniques such as overbending and bottoming of the punch. Caused by compressive stresses in the plane of the sheet; can be objectionable or can be useful in imparting stiffness to parts; can be controlled by proper tool and die design. Depends on process used; edges can be rough, not square, and contain cracks, residual stresses, and a work hardened layer, which are all detrimental to the formability of the sheet; quality can be improved by control of clearance, tool and die design, fine blanking, shaving, and lubrication. Depends on rolling practice; important in sheet forming as it can cause tearing and poor surface quality; see also Section 13.3.
 or tearing Cupping (Swift or Ericson) tests give some idea of formability (a) Yield point")

4 Formability Formability is the ability of sheet metal to undergo shape change without failure by necking (a) or tearing Cupping (Swift or Ericson) tests give some idea of formability (a) Yield point elongation in a sheet metal specimen. (b) Lueder's bands in a low carbon steel sheet. Source: Courtesy of Caterpillar Inc. (c) Stretcher strains at the bottom of a steel can for household products. (a) (b) (c)
 Strains in deformed circular grid patterns.")
, the minor strain may be either positive or negative.")
5 Forming Limit Diagrams (FLD) Sheet metal is marked with small circles, stretched over a punch, and deformation is observed in failure areas FLD shows boundary between safe and failure zones (a) Strains in deformed circular grid patterns. (b) Forming limit diagrams (FLD) for various sheet metals. Although the major strain is always positive (stretching), the minor strain may be either positive or negative. In the lower left of the diagram, R is the normal anisotropy of the sheet, as described in Section Source: S. S. Hecker and A. K. Ghosh.
6 Shearing A blank is a properly sized piece of sheet metal removed from a much larger sheet or coil by shearing Shearing is cutting by subjecting a workpiece to shear stresses Shearing starts with small cracks at points A, B, C, D which eventually grow and meet Rough fracture surfaces and smooth burnished surfaces result Shear angles or beveled edges often used on shearing dies (a) Schematic illustration of shearing with a punch and die, indicating some of the process variables. Characteristic features of (b) a punched hole and (c) the slug. Note that the scales of the two figures are different.
7 Shearing Parameters Clearance, c, between the punch and die typically between 2% and 10% of sheet metal thickness As clearance increases, sheared edge becomes rougher and zone of deformation becomes larger clearances are smaller for softer metals, thinner sheets, or larger holes Ratio of burnished to rough edges increases with: increasing ductility, decreasing clearance and thickness Faster punch speeds cause narrower sheared zones and less burr formation Burr height increases with increasing clearance, ductility, or dull tools Maximum Punch Force, F = 0.7 T L (UTS) (product of thickness, sheared edge perimeter, and UTS)
, parting (separating into multiple pieces), notching (removing pieces from the edges), and lancing (leaving a")
 and by fine blanking (right) techniques. (b) Schematic illustration of one setup for fine blanking.")
8 Shearing Operations Punching sheared slug is discarded Blanking slug is workpiece, surrounding area discarded Die cutting includes perforating (many holes), parting (separating into multiple pieces), notching (removing pieces from the edges), and lancing (leaving a tab) Fine blanking with 1% clearances produces very smooth and squared off edges (a) (b) (a) Comparison of sheared edges produced by conventional (left) and by fine blanking (right) techniques. (b) Schematic illustration of one setup for fine blanking. Source: Feintool U.S. Operations.
 Nibbling reciprocating die for")

9 Shearing Operations Slitting cutting off with 2 circular blades (can opener) Steel rules a die for shearing soft metals, paper, leather, and rubber into specific shapes (cookie cutter) Nibbling reciprocating die for successive, overlapping holes that shears intricate, flexible shapes Shaving trims excess material to clean sheared edges Compound and progressive dies perform several operations Slitting with rotary knives. Shaving and compound dies
10 Other Methods of Cutting Sheet Metal Band saw metal material removal process that produces chips as in other machining Flame cutting especially for thick steel plates, as in shipbuilding Laser beam cutting newer process used with computer controlled equipment Plasma cutting high energy plasma formed by electric arc between tool and work material Friction sawing disk or blade that rubs against sheet or plate at high speeds Water jet cutting for metallic and non metallic workpieces

11 Laser Cutting

12 Mechanical Stamp Press
13 Sequential Process Steps

14 Progressive Die Work

15 Cut Off Die

16 Cut Off Operation Design parts with straight parallel edges and jig saw ends minimizes scrap and can be produced on simplest cut off die

17 Part Off Die

18 Part Off Operation Design parts with straight parallel edges reduces edge scrap and requires simpler part off die

19 Blanking Die

20 Hole Punching Die

21 Blank and Punch Die

22 Multi stage Stamping
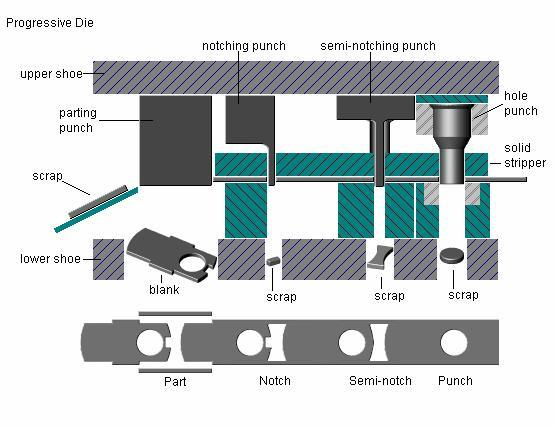
23 Progressive Die

24 Processing Limits minimum hole diameters

25 Critical Dimensions in Design of Sheet Metal Blank * * * * * * * * All dimensions > 2 x gage thickness

26 Feature Position Limits * * Dimension > 4 x gage thickness

27 Reducing Scrap Scrap metal can be as high as 30% Computer aided design and planning can minimize scrap Tailor welded blanks are multiple pieces of flat sheet buttwelded together and simultaneously stamped Production of an outer side panel of a car body, by laser butt welding and stamping. Source: After M. Geiger and T. Nakagawa.

28 Reducing Waste Material
Hail University College of Engineering Department of Mechanical Engineering. Sheet-Metal Forming Processes and Equipment. Ch 16
 Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include
Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include
Module 3 Selection of Manufacturing Processes
 Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
Wire and tube Drawing
 Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond
MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond
Metal Working Processes
 Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
Corso di Studi di Fabbricazione
 Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
FUNDAMENTAL MANUFACTURING PROCESSES. Sheet Metal Stamping Dies & Processes-SD
 FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
Sheet-Forming Processes
 Sheet-Forming Processes Chapter 17 17.1 Introduction Sheet metal processes involve plane stress loadings and lower forces than bulk forming Almost all sheet metal forming is considered to be secondary
Sheet-Forming Processes Chapter 17 17.1 Introduction Sheet metal processes involve plane stress loadings and lower forces than bulk forming Almost all sheet metal forming is considered to be secondary
Manufacturing Processes (1)
") Manufacturing Processes (1) Chapter Twenty: Sheet Metalworking Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Sheet Metalworking includes cutting and forming operations performed
Manufacturing Processes (1) Chapter Twenty: Sheet Metalworking Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Sheet Metalworking includes cutting and forming operations performed
Metal Stamping Glossary
 Metal Stamping Glossary Alloy - A substance that has metallic properties and is composed of two or more chemical elements of which at least one is an elemental metal. Annealing - A process involving the
Metal Stamping Glossary Alloy - A substance that has metallic properties and is composed of two or more chemical elements of which at least one is an elemental metal. Annealing - A process involving the
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet Metal Introduction Sheet metal is a metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking,
MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet Metal Introduction Sheet metal is a metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking,
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 9: Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - Application field- Sheet metal processing is an important
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 9: Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - Application field- Sheet metal processing is an important
Unit IV Drawing of rods, wires and tubes
 Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Copyright Notice. HCL Technologies Ltd. All rights reserved. A DEFINITIVE GUIDE TO DESIGN FOR MANUFACTURING SUCCESS
 Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted, in any form
Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted, in any form
Design and Analysis of Press Tool Assembly
 Design and Analysis of Press Tool Assembly Raveendra M.Tech Student ABSTRACT Press working may be defined as a chip less manufacturing process by which various components are made from sheet metal. This
Design and Analysis of Press Tool Assembly Raveendra M.Tech Student ABSTRACT Press working may be defined as a chip less manufacturing process by which various components are made from sheet metal. This
Forming - Blanking. Manufacturing Technology II Lecture 6. Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke
 Forming - Blanking Manufacturing Technology II Lecture 6 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke Seite 1 Content
Forming - Blanking Manufacturing Technology II Lecture 6 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke Seite 1 Content
4. PRESS AND PRESS WORK
 4. PRESS AND PRESS WORK Q. Which are the materials used for press work? GALVANISED IRON Zinc-coated iron is known as "galvanised iron"'. This soft steel sheet is popularly known as Gl sheet. Applications:
4. PRESS AND PRESS WORK Q. Which are the materials used for press work? GALVANISED IRON Zinc-coated iron is known as "galvanised iron"'. This soft steel sheet is popularly known as Gl sheet. Applications:
Bending. the bend radius is measured to the inner surface of the bent part
 Bending the bend radius is measured to the inner surface of the bent part there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral
Bending the bend radius is measured to the inner surface of the bent part there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral
Drawing. Fig. 1 Drawing
 Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
PRESS & PRESS WORK
 Topic and Contents Hours Marks 2.1 Introduction 08 Marks Materials used in press work for automobile applications. Classifications of presses and terminology used in presses Major parts of Fly press 2.2
Topic and Contents Hours Marks 2.1 Introduction 08 Marks Materials used in press work for automobile applications. Classifications of presses and terminology used in presses Major parts of Fly press 2.2
Wire EDMing One-Piece Stamping Dies
 8 121 Wire EDMing One-Piece Stamping Dies Blanking Die Wire EDM has made it possible to produce high quality dies from one piece of tool steel. This method of producing dies with wire EDM can result in
8 121 Wire EDMing One-Piece Stamping Dies Blanking Die Wire EDM has made it possible to produce high quality dies from one piece of tool steel. This method of producing dies with wire EDM can result in
Lecture 18. Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing
 Planing") Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
1/4/ FUNDAMENTAL MANUFACTURING PROCESSES. Sheet Metal Stamping Dies & Processes-SD
 1/4/2013 --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. FMP01A, CGS: FBI warning text centered on black to transparent gradient FMP BKG, motion background
1/4/2013 --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. FMP01A, CGS: FBI warning text centered on black to transparent gradient FMP BKG, motion background
EVALUATION OF DRAW BEADS INFLUENCE ON INTRICATE SHAPE STAMPING DRAWING PROCESS
 TECHNOLOGICAL ENGINEERING volume XI, number 1/2014 DOI: 10.2478/teen-2014-0001 EVALUATION OF DRAW BEADS INFLUENCE ON INTRICATE SHAPE STAMPING DRAWING PROCESS Article history: Received 10 september 2014
TECHNOLOGICAL ENGINEERING volume XI, number 1/2014 DOI: 10.2478/teen-2014-0001 EVALUATION OF DRAW BEADS INFLUENCE ON INTRICATE SHAPE STAMPING DRAWING PROCESS Article history: Received 10 september 2014
Press Operations & Types of Dies
 Press Operations & Types of Dies Press Working Use of mechanical and hydraulic presses for forging and extrusion has been mentioned earlier. Knuckle type mechanical presses are used widely for sheet metal
Press Operations & Types of Dies Press Working Use of mechanical and hydraulic presses for forging and extrusion has been mentioned earlier. Knuckle type mechanical presses are used widely for sheet metal
SANDVIK 20C STRIP STEEL
 SANDVIK 20C STRIP STEEL DATASHEET Sandvik 20C is a hardened and tempered carbon steel characterized by good properties in respect of: Fatigue strength and wear resistance Hardness combined with ductility
SANDVIK 20C STRIP STEEL DATASHEET Sandvik 20C is a hardened and tempered carbon steel characterized by good properties in respect of: Fatigue strength and wear resistance Hardness combined with ductility
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION
 DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
Chapter 25. Other Machining Processes. Materials Processing. MET Manufacturing Processes. Shaping Planing Broaching Sawing Filing
 MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
This PDF document is a sample chapter from the book Item Code BK90PUB4
 This PDF document is a sample chapter from the book Item Code BK90PUB4 click here to order on line www.sme.org or complete and print out the order form ocument. Then mail, fax, or phone in your order.
This PDF document is a sample chapter from the book Item Code BK90PUB4 click here to order on line www.sme.org or complete and print out the order form ocument. Then mail, fax, or phone in your order.
Metal Cutting (Machining)
") Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Profiting with Wire EDM
 3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
Drawing of Hexagonal Shapes from Cylindrical Cups
 Dr. Waleed Khalid Jawed Metallurgy & Production Engineering Department, University of Technology /Baghdad Email: Drwaleed555@yahoo.com Sabih Salman Dawood Metallurgy & Production Engineering Department,
Dr. Waleed Khalid Jawed Metallurgy & Production Engineering Department, University of Technology /Baghdad Email: Drwaleed555@yahoo.com Sabih Salman Dawood Metallurgy & Production Engineering Department,
Wire Drawing 7.1 Introduction: stock size
 Wire Drawing 7.1 Introduction: In drawing, the cross section of a long rod or wire is reduced or changed by pulling (hence the term drawing) it through a die called a draw die (Fig. 7.1). Thus, the difference
Wire Drawing 7.1 Introduction: In drawing, the cross section of a long rod or wire is reduced or changed by pulling (hence the term drawing) it through a die called a draw die (Fig. 7.1). Thus, the difference
Design of Slot Piercing Tool for Diaphragm Spring in a Single Plate Clutch Assembly
 Design of Slot Piercing Tool for Diaphragm Spring in a Single Plate Clutch Assembly Chetan B. Kawale 1, Ankush R. Daware 2, Aniket V. Thakare 3, Gokul B. Ajmire 4, Prof. Chaitanya G. Deshmukh 5 1, 2, 3,
Design of Slot Piercing Tool for Diaphragm Spring in a Single Plate Clutch Assembly Chetan B. Kawale 1, Ankush R. Daware 2, Aniket V. Thakare 3, Gokul B. Ajmire 4, Prof. Chaitanya G. Deshmukh 5 1, 2, 3,
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Cold Forming Basics for Industrial Fasteners
 Cold Forming Basics for Industrial Fasteners Station 1 Cut-off Coiled wire is fed into cold-former. Slug is cut off to specified length. Station 2 Squaring Ends of cut-off are squared. Station 3 Impact
Cold Forming Basics for Industrial Fasteners Station 1 Cut-off Coiled wire is fed into cold-former. Slug is cut off to specified length. Station 2 Squaring Ends of cut-off are squared. Station 3 Impact
Design for Manufacturability Guide
 Design for Manufacturability Guide WHO WE ARE Short-to-medium run metal stamping manufacturer Annual volume of 250 to 300,000 per part number We serve a very diversified mix of customers & markets Our
Design for Manufacturability Guide WHO WE ARE Short-to-medium run metal stamping manufacturer Annual volume of 250 to 300,000 per part number We serve a very diversified mix of customers & markets Our
Cutting with broach. You can find here some notices about broaching operation. Fig.N 1
 Cutting with broach You can find here some notices about broaching operation. Fig.N 1 Amount of cut per tooth This parameter depends on many characteristic of broaching operation like: Material of the
Cutting with broach You can find here some notices about broaching operation. Fig.N 1 Amount of cut per tooth This parameter depends on many characteristic of broaching operation like: Material of the
ScienceDirect. Formability of pure titanium sheet in square cup deep drawing
 Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 881 886 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 881 886 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Extruded sheet (FF) #3 Other Methods of Cutting. Technical information. This brief gives advice for:
 #3 Other Methods of Cutting. Technical information. This brief gives advice for:") Technical information Extruded sheet (FF) WARNING: This product can expose you to chemicals including Ethyl acrylate, CAS 140-88-5, which are known to the State of California to cause cancer. For more
Technical information Extruded sheet (FF) WARNING: This product can expose you to chemicals including Ethyl acrylate, CAS 140-88-5, which are known to the State of California to cause cancer. For more
Copyright 1997 Society of Manufacturing Engineers FUNDAMENTAL MANUFACTURING PROCESSES SHEET METAL SHEARING AND BENDING
 FUNDAMENTAL MANUFACTURING PROCESSES SHEET METAL SHEARING AND BENDING SCENE 1. CG: FBI warning SCENE 2. CG: disclaimer Always read the operating manual and safety information provided by the manufacturer
FUNDAMENTAL MANUFACTURING PROCESSES SHEET METAL SHEARING AND BENDING SCENE 1. CG: FBI warning SCENE 2. CG: disclaimer Always read the operating manual and safety information provided by the manufacturer
Influence of Lubrication and Draw Bead in Hemispherical Cup Forming
 INSTITUTE OF TECHNOLOGY, NIRMA UNIVERSITY, AHMEDABAD 382 481, 08-10 DECEMBER, 2011 1 Influence of Lubrication and Draw Bead in Hemispherical Cup Forming G. M. Bramhakshatriya *12, S. K. Sharma #1, B. C.
INSTITUTE OF TECHNOLOGY, NIRMA UNIVERSITY, AHMEDABAD 382 481, 08-10 DECEMBER, 2011 1 Influence of Lubrication and Draw Bead in Hemispherical Cup Forming G. M. Bramhakshatriya *12, S. K. Sharma #1, B. C.
Design for machining
 Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
Sheet Metal Tools. by:prem Mahendranathan
 Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
The end-to-end joining of coils of strip has grown in
 Coil-to-coil joining with laser welding The combination of steel strip edge preparation via laser cutting, accurate strip positioning systems, and laser welding in a single unit provides the optimum coil-to-coil
Coil-to-coil joining with laser welding The combination of steel strip edge preparation via laser cutting, accurate strip positioning systems, and laser welding in a single unit provides the optimum coil-to-coil
Understanding the Wire EDM Process
 5 Understanding the Wire EDM Process 81 Accuracy and Tolerances Wire EDM is extremely accurate. Many machines move in increments of 40 millionths of an inch (.00004") (.001 mm), some in 10 millionths of
5 Understanding the Wire EDM Process 81 Accuracy and Tolerances Wire EDM is extremely accurate. Many machines move in increments of 40 millionths of an inch (.00004") (.001 mm), some in 10 millionths of
BUYER S GUIDE TO CONTROLLED TOLERANCE STAMPINGS
 36 WAYS TO MAKE YOUR SHORT RUN STAMPING MORE ECONOMICAL BUYER S GUIDE TO CONTROLLED TOLERANCE STAMPINGS 7 TH EDITION Wrico Controlled Tolerance Stampings There Is A Difference! Wrico Does It Better A privately
36 WAYS TO MAKE YOUR SHORT RUN STAMPING MORE ECONOMICAL BUYER S GUIDE TO CONTROLLED TOLERANCE STAMPINGS 7 TH EDITION Wrico Controlled Tolerance Stampings There Is A Difference! Wrico Does It Better A privately
HINGE TOOL SET-UP, ADJUSTMENT AND TROUBLESHOOTING GUIDE
 HINGE TOOL SET-UP, ADJUSTMENT AND TROUBLESHOOTING GUIDE HINGE TOOL FORMING SET-UP High Level Process (For detailed information, reference Detailed Instructions): 1. Inspect and assemble tool (if required).
HINGE TOOL SET-UP, ADJUSTMENT AND TROUBLESHOOTING GUIDE HINGE TOOL FORMING SET-UP High Level Process (For detailed information, reference Detailed Instructions): 1. Inspect and assemble tool (if required).
TENSILKUT ENGINEERING
 TENSILKUT ENGINEERING For Accurate Test Specimens Manufacturer of equipment for the accurate preparation of physical test specimens since 1955 SIEBURG INTERNATIONAL, INC. 1901 Clydesdale Street, Maryville,
TENSILKUT ENGINEERING For Accurate Test Specimens Manufacturer of equipment for the accurate preparation of physical test specimens since 1955 SIEBURG INTERNATIONAL, INC. 1901 Clydesdale Street, Maryville,
The Fine-Art of Sheet Metal Bending
 The Fine-Art of Sheet Metal Bending Introduction...... 1 Bend allowances........2 Reverse engineering the k-factor........ 4 Principle types of bending........ 5 Tips and tricks....... 7 Other common types
The Fine-Art of Sheet Metal Bending Introduction...... 1 Bend allowances........2 Reverse engineering the k-factor........ 4 Principle types of bending........ 5 Tips and tricks....... 7 Other common types
Standard Test Methods for Bend Testing of Material for Ductility 1
 Designation: E290 14 Standard Test Methods for Bend Testing of Material for Ductility 1 This standard is issued under the fixed designation E290; the number immediately following the designation indicates
Designation: E290 14 Standard Test Methods for Bend Testing of Material for Ductility 1 This standard is issued under the fixed designation E290; the number immediately following the designation indicates
D E S I G N A N D M A N U F A C T U R E : C O U R S E M A T E R I A L
 UNIT D E S I G N A N D M A N U F A C T U R E : C O U R S E M A T E R I A L metalwork processes Screw Threads The screw thread is a very important detail in engineering. It is used to hold parts together.
UNIT D E S I G N A N D M A N U F A C T U R E : C O U R S E M A T E R I A L metalwork processes Screw Threads The screw thread is a very important detail in engineering. It is used to hold parts together.
Wire and pipe drawing
 Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
Strip straighteners. Strip spectrum The following coil strips can be processed using our straightening
 STRIP STRAIGHTENERS Strip straighteners SOPREM Precision Straighteners ensure your product quality. Distorted metal components are a thing of the past; today quality products are processed regardless of
STRIP STRAIGHTENERS Strip straighteners SOPREM Precision Straighteners ensure your product quality. Distorted metal components are a thing of the past; today quality products are processed regardless of
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Appliances. Barbecue Grills. Plumbingware. Architectural
 ENAMELING STEEL S Appliances Barbecue Grills Plumbingware Architectural AK Steel manufactures three enameled products to meet a variety of porcelain enameling and formability requirements: UNIVIT, VIT-PLUS,
ENAMELING STEEL S Appliances Barbecue Grills Plumbingware Architectural AK Steel manufactures three enameled products to meet a variety of porcelain enameling and formability requirements: UNIVIT, VIT-PLUS,
Laser Marking of Circular Grid Pattern for Plotting Strain Variation of Deep Drawing of Cylindrical Component
 Laser Marking of Circular Grid Pattern for Plotting Strain Variation of Deep Drawing of Cylindrical Component Yalagandala Akshay Kumar M.Tech Student, Department of MECH (Machine Design), CVSR College
Laser Marking of Circular Grid Pattern for Plotting Strain Variation of Deep Drawing of Cylindrical Component Yalagandala Akshay Kumar M.Tech Student, Department of MECH (Machine Design), CVSR College
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM)
, ELECTRO-CHEMICAL MACHINING (ECM)") NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
DESIGN FOR POLISHING AND PLATING
 DESIGN FOR POLISHING AND PLATING Polishing and plating are generally considered to be a part of finishing process. Polishing processes Conventional polishing In conventional polishing, surface irregularities
DESIGN FOR POLISHING AND PLATING Polishing and plating are generally considered to be a part of finishing process. Polishing processes Conventional polishing In conventional polishing, surface irregularities
FITTING INTRODUCTION:
 FITTING INTRODUCTION: Machine tools are capable of producing work at a faster rate, but there are occasions when components are processed at the bench. Sometimes it becomes necessary to replace or repair
FITTING INTRODUCTION: Machine tools are capable of producing work at a faster rate, but there are occasions when components are processed at the bench. Sometimes it becomes necessary to replace or repair
YAMATO. ROBUTO Roller Burnishing Tools. Mirror Like Surface Finishes In One Pass...
 ROBUTO Roller Burnishing Tools Mirror Like Surface Finishes In One Pass... ROBUTO THE ART OF ROLLER BURNISHING / EFFECTS - ADVANTAGES... 5 INTERNAL ROBUTO (ID) Ø 5-3 mm... 3 Ø Ø 32-85 mm... 5 86-200 mm...
ROBUTO Roller Burnishing Tools Mirror Like Surface Finishes In One Pass... ROBUTO THE ART OF ROLLER BURNISHING / EFFECTS - ADVANTAGES... 5 INTERNAL ROBUTO (ID) Ø 5-3 mm... 3 Ø Ø 32-85 mm... 5 86-200 mm...
Abrasive Machining Processes. N. Sinha, Mechanical Engineering Department, IIT Kanpur
 Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Mission Statement. State Steel strives to provide quality products and services at competitive
 Mission Statement State Steel strives to provide quality products and services at competitive prices. This commitment is demonstrated with several branch locations all offering large, diverse inventories
Mission Statement State Steel strives to provide quality products and services at competitive prices. This commitment is demonstrated with several branch locations all offering large, diverse inventories
Trade of Metal Fabrication. Module 1: Basic Fabrication Unit 6: Universal Ironworker Phase 2
 Trade of Metal Fabrication Module 1: Basic Fabrication Unit 6: Universal Ironworker Phase 2 Table of Contents List of Figures... 5 List of Tables... 5 Document Release History... 6 Module 1 Basic Fabrication...
Trade of Metal Fabrication Module 1: Basic Fabrication Unit 6: Universal Ironworker Phase 2 Table of Contents List of Figures... 5 List of Tables... 5 Document Release History... 6 Module 1 Basic Fabrication...
NABTEB Past Questions and Answers - Uploaded online PAST QUESTIONS AND ANSWERS GENERAL METAL WORK (191-1) MAY/JUNE 2005
 MAY/JUNE 2005") PAST QUESTIONS AND ANSWERS GENERAL METAL WORK (191-1) MAY/JUNE 2005 1a. Define Drilling Drilling is defined as the process or method of creating or originating hole in any of the engineering materials,
PAST QUESTIONS AND ANSWERS GENERAL METAL WORK (191-1) MAY/JUNE 2005 1a. Define Drilling Drilling is defined as the process or method of creating or originating hole in any of the engineering materials,
Design and Analysis of Progressive Die for Chain Link Plate
 Design and Analysis of Progressive Die for Chain Link Plate Md Inaithul Rehaman #1, P Satish Reddy #2, Matta Manoj #3, N.Guru Murthy #4 ME Department, Prasiddha College of Engg and Technology, Anathavaram
Design and Analysis of Progressive Die for Chain Link Plate Md Inaithul Rehaman #1, P Satish Reddy #2, Matta Manoj #3, N.Guru Murthy #4 ME Department, Prasiddha College of Engg and Technology, Anathavaram
Improving Edge Quality in Film Applications with Tangent Shear Slitting
 Improving Edge Quality in Film Applications with Tangent Shear Slitting Presented by: Sean Craig General Manager, Maxcess-Tidland Date: October 17, 2017 What is Fracture Mechanics? The study of how things
Improving Edge Quality in Film Applications with Tangent Shear Slitting Presented by: Sean Craig General Manager, Maxcess-Tidland Date: October 17, 2017 What is Fracture Mechanics? The study of how things
Sheet Metal OverviewChapter1:
 Sheet Metal OverviewChapter1: Chapter 1 This chapter describes the terminology, design methods, and fundamental tools used in the design of sheet metal parts. Building upon these foundational elements
Sheet Metal OverviewChapter1: Chapter 1 This chapter describes the terminology, design methods, and fundamental tools used in the design of sheet metal parts. Building upon these foundational elements
Design and Manufacturing of U-Bending Tool to Overcome Spring Back Effect by Ironing Impact
 Design and Manufacturing of U-Bending Tool to Overcome Spring Back Effect by Ironing Impact Manjunathan.R 1*, Mohanraj.R 1, Moshay.M 1, Natchimuthu.N 1, Suresh.S 2 1 Final year UG student, Department of
Design and Manufacturing of U-Bending Tool to Overcome Spring Back Effect by Ironing Impact Manjunathan.R 1*, Mohanraj.R 1, Moshay.M 1, Natchimuthu.N 1, Suresh.S 2 1 Final year UG student, Department of
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES
 ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
Trade of Sheet Metalwork. Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2
 Trade of Sheet Metalwork Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module
Trade of Sheet Metalwork Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module
Rotary Engraving Fact Sheet
 Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Lecture - 06 Swaging & Wire Drawing Very good morning
Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Lecture - 06 Swaging & Wire Drawing Very good morning
International Journal of Engineering Trends and Technology (IJETT) Volume 38 Number 4- August 2016
 Volume 38 Number 4- August 2016") Design and Development of Mounting Bracket Y. V. Thokale 1, P. G. Karajagi 2 1 PG student, Mechanical Department, Siddhant College of Engineering, Pune, India. 2 Asst. Professor and Department Academic
Design and Development of Mounting Bracket Y. V. Thokale 1, P. G. Karajagi 2 1 PG student, Mechanical Department, Siddhant College of Engineering, Pune, India. 2 Asst. Professor and Department Academic
GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON
 GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON Electromagnetic Iron can be readily machined when proper tool angles are used. Tools should be ground to more acute cutting edge angles than are
GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON Electromagnetic Iron can be readily machined when proper tool angles are used. Tools should be ground to more acute cutting edge angles than are
Holemaking Products & Accessories
 Holemaking Products & Holemaking Products & Made of top-of-the-line materials for longer lasting performance, Klein's diverse line of drill bits and holemaking products and accessories provide accuracy
Holemaking Products & Holemaking Products & Made of top-of-the-line materials for longer lasting performance, Klein's diverse line of drill bits and holemaking products and accessories provide accuracy
Design and Analysis of Draw Bead Profile in Sheet Metal Forming Of Reinf-Rr End Upr-Lh/Rh for Safe Thinning
 International Journal of Engineering Science Invention (IJESI) ISSN (Online): 2319 6734, ISSN (Print): 2319 6726 Volume 7 Issue 7 Ver IV July 2018 PP 01-10 Design and Analysis of Draw Bead Profile in Sheet
International Journal of Engineering Science Invention (IJESI) ISSN (Online): 2319 6734, ISSN (Print): 2319 6726 Volume 7 Issue 7 Ver IV July 2018 PP 01-10 Design and Analysis of Draw Bead Profile in Sheet
THREAD CUTTING & FORMING
 THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
Manufacturing Process:
 Manufacturing Process: This document is an operations manual describing the steps taken in order to build the 12442 Haitian stove. Included is a list of materials and tools needed to complete the construction
Manufacturing Process: This document is an operations manual describing the steps taken in order to build the 12442 Haitian stove. Included is a list of materials and tools needed to complete the construction
LS-DYNA USED TO ANALYZE THE MANUFACTURING OF THIN WALLED CANS AUTHOR: CORRESPONDENCE: ABSTRACT
 LS-DYNA USED TO ANALYZE THE MANUFACTURING OF THIN WALLED CANS AUTHOR: Joachim Danckert Department of Production Aalborg University CORRESPONDENCE: Joachim Danckert Department of Production Fibigerstraede
LS-DYNA USED TO ANALYZE THE MANUFACTURING OF THIN WALLED CANS AUTHOR: Joachim Danckert Department of Production Aalborg University CORRESPONDENCE: Joachim Danckert Department of Production Fibigerstraede
MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
 XXXX B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR XXXX PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE
XXXX B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR XXXX PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE
6043 DESIGN AND TECHNOLOGY
 UNIVERSITY OF CAMBRIDGE INTERNATIONAL EXAMINATIONS GCE Ordinary Level www.xtremepapers.com MARK SCHEME for the October/November 2008 question paper 6043 DESIGN AND TECHNOLOGY 6043/01 Paper 1 (Technology),
UNIVERSITY OF CAMBRIDGE INTERNATIONAL EXAMINATIONS GCE Ordinary Level www.xtremepapers.com MARK SCHEME for the October/November 2008 question paper 6043 DESIGN AND TECHNOLOGY 6043/01 Paper 1 (Technology),
Design of Punch and Die for Trimming Operation of Differential Bearing Cap
 International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2017 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Design
International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2017 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Design
Design Guide: Sheet Metal Fabrication VERSION 2.1
 Design Guide: Sheet Metal Fabrication VERSION 2.1 SHEET METAL GUIDE V2.1 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Wall Thickness...5 Bends...5 Curls...6 Countersinks...6 Hems...7
Design Guide: Sheet Metal Fabrication VERSION 2.1 SHEET METAL GUIDE V2.1 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Wall Thickness...5 Bends...5 Curls...6 Countersinks...6 Hems...7
SAFETY INFORMATION PACKET
 WILLOWCREEK MIDDLE SCHOOL SAFETY INFORMATION PACKET GENERAL SHOP SAFETY 1 WIDE BELT SANDER 2 BAND SAW 3 MITER SAW 4 UP- CUT SAW 4 PLANER 6 TABLE SAW 7 DRILL PRESS 8 LATHE 8 DISK / VERTICAL BELT SANDER
WILLOWCREEK MIDDLE SCHOOL SAFETY INFORMATION PACKET GENERAL SHOP SAFETY 1 WIDE BELT SANDER 2 BAND SAW 3 MITER SAW 4 UP- CUT SAW 4 PLANER 6 TABLE SAW 7 DRILL PRESS 8 LATHE 8 DISK / VERTICAL BELT SANDER
HEMMING THIN GAUGE ADVANCED HIGH STRENGTH STEEL
 HEMMING THIN GAUGE ADVANCED HIGH STRENGTH STEEL AUTO/STEEL PARTNERSHIP PROJECT #AS-8004 Mark Hineline - AutoForm Engineering May 11, 2016 Auto/Steel Partnership Participants Project Outline Introduction
HEMMING THIN GAUGE ADVANCED HIGH STRENGTH STEEL AUTO/STEEL PARTNERSHIP PROJECT #AS-8004 Mark Hineline - AutoForm Engineering May 11, 2016 Auto/Steel Partnership Participants Project Outline Introduction
Metals can be bought from suppliers in standardized forms and sizes, such as round,
 1.4 METAL CUTTING BAND SAWS: Metals can be bought from suppliers in standardized forms and sizes, such as round, rectangular or square bar stock or in the form of large sheets (plates). Bar stock normally
1.4 METAL CUTTING BAND SAWS: Metals can be bought from suppliers in standardized forms and sizes, such as round, rectangular or square bar stock or in the form of large sheets (plates). Bar stock normally
Ch. 1 Theory of Metal Cutting
 Ch. 1 Theory of Metal Cutting May 1 Nov - 1 1. Explain types of chips that occur in metal cutting. Why a built up edge on a tool is undesirable and also explain reason behind various chip formation. 4
Ch. 1 Theory of Metal Cutting May 1 Nov - 1 1. Explain types of chips that occur in metal cutting. Why a built up edge on a tool is undesirable and also explain reason behind various chip formation. 4
Roll Forming General overview By Dako Kolev P.Eng.
 Roll Forming General overview By Dako Kolev P.Eng. Design in the world of Engineering is a mental process of creativity when we layout our vision of functionality and arrangement of elements or details
Roll Forming General overview By Dako Kolev P.Eng. Design in the world of Engineering is a mental process of creativity when we layout our vision of functionality and arrangement of elements or details
Tripar CNC Punch/Laser Capabilities & Design Guide
 Metal Stamping & CNC Fabrication Tripar CNC Punch/Laser Capabilities & Design Guide March, 2018 www.triparinc.com / 514-648-7471 / Sales@Triparinc.com 1 2 Table of Contents 1. Introduction... 4 2. Welcome
Metal Stamping & CNC Fabrication Tripar CNC Punch/Laser Capabilities & Design Guide March, 2018 www.triparinc.com / 514-648-7471 / Sales@Triparinc.com 1 2 Table of Contents 1. Introduction... 4 2. Welcome
In 1950, plastic film was relatively
 TECHNICAL REPORT BY REINHOLD SCHABLE, APPLICATIONS TECHNOLOGY MANAGER, TIDLAND CORP. Slitting Technology for Film Substrates In 1950, plastic film was relatively uncommon, today it is everywhere. Back
TECHNICAL REPORT BY REINHOLD SCHABLE, APPLICATIONS TECHNOLOGY MANAGER, TIDLAND CORP. Slitting Technology for Film Substrates In 1950, plastic film was relatively uncommon, today it is everywhere. Back
HIGH SPEED CUTTING QUANTITY Excellence in cutting
 HYDRAULIC SWING SHEAR MS7-4x2500 HIGH SPEED CUTTING QUANTITY Excellence in cutting STANDARDS: - Swing beam shesrs with Euro design - ESTUN E21s NC Controller System - Motorized blade gap adjustment - 600mm
HYDRAULIC SWING SHEAR MS7-4x2500 HIGH SPEED CUTTING QUANTITY Excellence in cutting STANDARDS: - Swing beam shesrs with Euro design - ESTUN E21s NC Controller System - Motorized blade gap adjustment - 600mm
Precision Folding Technology
 Precision Folding Technology Industrial Origami, Inc. Summary Nearly every manufacturing process has experienced dramatic improvements in accuracy and productivity as well as declining cost over the last
Precision Folding Technology Industrial Origami, Inc. Summary Nearly every manufacturing process has experienced dramatic improvements in accuracy and productivity as well as declining cost over the last
THEORY OF METAL CUTTING
 THEORY OF METAL CUTTING INTRODUCTION Overview of Machining Technology Mechanism of chip formation Orthogonal and Oblique cutting Single Point and Multipoint Cutting Tools Machining forces - Merchant s
THEORY OF METAL CUTTING INTRODUCTION Overview of Machining Technology Mechanism of chip formation Orthogonal and Oblique cutting Single Point and Multipoint Cutting Tools Machining forces - Merchant s
Makrolon Solid Polycarbonate Sheets
 1. General remarks Tools sheets can be machined using the standard tools commonly used for metal and woodworking. We recommend carbide-tipped tools. Above all, it is important to use sharp cutting tools
1. General remarks Tools sheets can be machined using the standard tools commonly used for metal and woodworking. We recommend carbide-tipped tools. Above all, it is important to use sharp cutting tools
1/2/2016. Lecture Slides. Screws, Fasteners, and the Design of Nonpermanent Joints. Reasons for Non-permanent Fasteners
 Lecture Slides Screws, Fasteners, and the Design of Nonpermanent Joints Reasons for Non-permanent Fasteners Field assembly Disassembly Maintenance Adjustment 1 Introduction There are two distinct uses
Lecture Slides Screws, Fasteners, and the Design of Nonpermanent Joints Reasons for Non-permanent Fasteners Field assembly Disassembly Maintenance Adjustment 1 Introduction There are two distinct uses
Small Scraping Plane 05P29.50
 Small Scraping Plane 05P29.50 U.S. Des. Pat. D609,548 The Veritas Small Scraping Plane is used for the final smoothing of small, flat surfaces, even if they are highly figured, or small areas of difficult
Small Scraping Plane 05P29.50 U.S. Des. Pat. D609,548 The Veritas Small Scraping Plane is used for the final smoothing of small, flat surfaces, even if they are highly figured, or small areas of difficult
Introduction to Waterjet
 Introduction to Waterjet Fastest growing machining process One of the most versatile machining processes Compliments other technologies such as milling, laser, EDM, plasma and routers True cold cutting
Introduction to Waterjet Fastest growing machining process One of the most versatile machining processes Compliments other technologies such as milling, laser, EDM, plasma and routers True cold cutting
Brazing Braze Welding
 1 2 3 4 Brazing Filler metals typically melt above 450 o C (840 o F); Below MP of host metals. Term brazing derived from brass, to harden Process originated 3000-2000 B.C. Typically, a filler (braze) metal
1 2 3 4 Brazing Filler metals typically melt above 450 o C (840 o F); Below MP of host metals. Term brazing derived from brass, to harden Process originated 3000-2000 B.C. Typically, a filler (braze) metal