Cost- and Quality-prioritized Methodology Towards Robust Stamping Process Solutions
|
|
|
- Rodney Cunningham
- 6 years ago
- Views:
Transcription

1 Cost- and Quality-prioritized Methodology Towards Robust Stamping Process Solutions Yu-Wei Wang, AK Steel Evangelos Liasi, Ford Motor Company Kidambi Kannan, AutoForm Engineering USA

2 Troubleshooting Production Crises
3 Time is money Constraints and Pitfalls Loss of production, press downtime, assembly stoppage Rush to resolve Quality and cost compromised for time What can be changed quickly? Not necessarily what needs to be changed? Will the problem stay resolved through life of production? Intuition, experience - important, but sufficient?


4 Systematic Engineering Towards Balanced Resolution





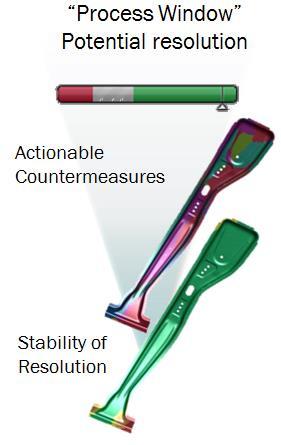
5 Thinning Design parameter 2 Thinning Systematic Engineering Design parameter 1 Influence Design parameter Process Window
6 Upfront: Systematic Engineering of Balanced Process Establish critical process elements: number of stations, die rotations, etc. Identify all die & process conditions that need to be engineered: Design Die face shape, Beads, Blank shape, Tonnages, Punch Support, etc. Identify conditions that cannot be controlled: Noise Select quality metrics for acceptance Generate simulation cluster Simulations auto-generated as random combinations of Design parameters over meaningful ranges Relationships established between Design parameters and quality-critical simulation results Identify process window and meaningful resolution Validate resolution through Robustness assessment over Noise
7 Troubleshooting: Systematic Engineering for Balanced Resolution Baseline / reproduce production condition in simulation Identify all potential countermeasures: Design Beads, Blank location, Die face changes Identify conditions that cannot be controlled: Noise Select quality metrics for acceptance Generate simulation cluster Simulations auto-generated as random combinations of Design parameters within meaningful ranges Relationships established between Design parameters and qualitycritical simulation results Identify process window and meaningful resolution Validate resolution through Robustness assessment over Noise


8 Case Study F250 Box Side Outer Panel Panel splits along lower draw wall at bottom of stroke Time consuming bead grinding leads to blank slipping past beads on lower side Process is unstable Challenging to find a balanced solution Panel slips Constraints Production material, blank dimensions, draw surfaces cannot be changed Bead adjustment is only option Panel splits



9 Baseline reproduce reported issue Balanced binderset with even blank outside of beads top and bottom Simulation bottom of draw similar to physical panel



10 Finalize baseline Convert physical bead to equivalent modeled bead baseline Original physical beads set up Modeled beads with parametric sections representing physical beads

11 Identify all potential countermeasures: Beads identified to be only viable, adjustable countermeasure These are the Design parameters Quality metrics: Even draw-in top and bottom at end of draw stroke; blank lies outside inner beads Even draw-in; Blank edge outside inner bead Systematic engineering Thinning and FLD criteria to judge panel safety Thinning Max. = 30%; FLC Safety Margin = 10% Major strain and minimum thinning criteria for panel stretch Positive Major / Minor; Required thinning = 0.5%





12 Systematic engineering Run simulations spanning ranges of all Design parameters Bead profile parameters (bead height, bead entry/exit radius) were varied over large range to produce wide variation of bead restraint Wide range of design parameters is important to ensure no potential solution is ignored Lower bead shape range Upper bead shape range

13 Results Splits on panel Worst case result in simulation-cluster identifies all split locations

14 Results Splits on panel Beads that need to be adjusted to mitigate condition Critical failure Location Marginal Location Failure locations identified based on quality metrics Dependencies derived from simulation cluster

15 Results Bead influence on splits Significant bead influence on split condition TInr => Top Inner bead Max. Failure result: notice counterintuitive dependence of lower draw wall splits on top side beads

16 Results Bead adjustment to eliminate splits Review results: Automatic resolution for splits and excessive thinning Resolution of all split issues through automatic, simultaneous adjustment of bead shapes Leads to inadequate panel stretch

17 Review results: Results Draw-in Automatic resolution for splits and excessive thinning Desirable draw-in Limit Resolution of all split issues through automatic, simultaneous adjustment of bead shapes Leads to draw-in violation
18 Results Bead adjustment for balanced draw-in Review results: Alternative resolution based on balanced draw-in Max. draw-in Actual draw-in

19 Results Validation of acceptable panel Review results: Validate that resolution for draw-in is adequate for splitting / thinning Balanced draw-in condition generates a couple of marginal formability concerns

20 Results Validation of acceptable panel Review results: Validate that the resolution for draw-in is adequate for surface metrics Balanced draw-in condition generates a couple of marginal stretch concerns


21 Engineered vs. Production panel Comparison to physical panel Systematic engineering result Production panel Panel draw-in matches quite well overall, and especially so in the highlighted area where blank edge flows past outer bead
22 Is engineered process repeatable? Is the validated resolution repeatable? A robustness assessment was carried out with following normal variations of Noise parameters Thickness mm (nominal 0.88 mm) Yield MPa (nominal 183 MPa) Tensile MPa (nominal 325 MPa) R-bar (nominal 1.75) Lube (nominal 0.12)

23 Validation of repeatability Panel repeatability & acceptability relative to Splits & Thinning

24 Validation of repeatability Panel draw-in acceptability & repeatability


25 Validation of repeatability Panel draw-in acceptability & repeatability Very narrow band / range of draw-in variation Draw-in resolution repeatable and acceptable except in 2 locations Draw-in overshoots by 15 mm max.
26 Summary & Conclusions Systematic resolution of stamping problems in production / tryout Reproduce problem in simulation Prioritize die & process parameters that can be changed to improve panel condition; establish meaningful ranges for these parameters Work towards established quality metrics for acceptable panel Run simulations over selected parametric ranges to build relationships between selected parameters and panel quality results Leverage these relationships for automatic, or experience-lead resolution Validate that resolution is balanced Validate that resolution is repeatable Application to Ford 250 box side outer production issue illustrated in presentation Balanced, virtual resolution matches production panel achieved after extensive and expensive bead adjustment and tryout.
27 Thank you. Yu-Wei Wang, AK Steel Evangelos Liasi, Ford Motor Company Kidambi Kannan, AutoForm Engineering USA
Design and Analysis of Draw Bead Profile in Sheet Metal Forming Of Reinf-Rr End Upr-Lh/Rh for Safe Thinning
 International Journal of Engineering Science Invention (IJESI) ISSN (Online): 2319 6734, ISSN (Print): 2319 6726 Volume 7 Issue 7 Ver IV July 2018 PP 01-10 Design and Analysis of Draw Bead Profile in Sheet
International Journal of Engineering Science Invention (IJESI) ISSN (Online): 2319 6734, ISSN (Print): 2319 6726 Volume 7 Issue 7 Ver IV July 2018 PP 01-10 Design and Analysis of Draw Bead Profile in Sheet
Module 3 Selection of Manufacturing Processes
 Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
HEMMING THIN GAUGE ADVANCED HIGH STRENGTH STEEL
 HEMMING THIN GAUGE ADVANCED HIGH STRENGTH STEEL AUTO/STEEL PARTNERSHIP PROJECT #AS-8004 Mark Hineline - AutoForm Engineering May 11, 2016 Auto/Steel Partnership Participants Project Outline Introduction
HEMMING THIN GAUGE ADVANCED HIGH STRENGTH STEEL AUTO/STEEL PARTNERSHIP PROJECT #AS-8004 Mark Hineline - AutoForm Engineering May 11, 2016 Auto/Steel Partnership Participants Project Outline Introduction
Influence of Lubrication and Draw Bead in Hemispherical Cup Forming
 INSTITUTE OF TECHNOLOGY, NIRMA UNIVERSITY, AHMEDABAD 382 481, 08-10 DECEMBER, 2011 1 Influence of Lubrication and Draw Bead in Hemispherical Cup Forming G. M. Bramhakshatriya *12, S. K. Sharma #1, B. C.
INSTITUTE OF TECHNOLOGY, NIRMA UNIVERSITY, AHMEDABAD 382 481, 08-10 DECEMBER, 2011 1 Influence of Lubrication and Draw Bead in Hemispherical Cup Forming G. M. Bramhakshatriya *12, S. K. Sharma #1, B. C.
The Fine-Art of Sheet Metal Bending
 The Fine-Art of Sheet Metal Bending Introduction...... 1 Bend allowances........2 Reverse engineering the k-factor........ 4 Principle types of bending........ 5 Tips and tricks....... 7 Other common types
The Fine-Art of Sheet Metal Bending Introduction...... 1 Bend allowances........2 Reverse engineering the k-factor........ 4 Principle types of bending........ 5 Tips and tricks....... 7 Other common types
Integrated Forming Simulations and Die Structural Analysis for Optimal Die Designs
 Integrated Forming Simulations and Die Structural Analysis for Optimal Die Designs Venkat Aitharaju*, Malcolm Liu, Jennifer Dong, Jimmy Zhang, Chuan-tao Wang General Motors Corporation, Manufacturing Engineering
Integrated Forming Simulations and Die Structural Analysis for Optimal Die Designs Venkat Aitharaju*, Malcolm Liu, Jennifer Dong, Jimmy Zhang, Chuan-tao Wang General Motors Corporation, Manufacturing Engineering
# Reducing Springback using post-stretching with stake beads By Tanmay Gupta, Ali Fallahiarezoodar, and Dr. Taylan Altan
 Reducing Springback using post-stretching with stake beads By Tanmay Gupta, Ali Fallahiarezoodar, and Dr. Taylan Altan #688-4 Reducing springback, especially in forming of Advanced High Strength Steels
Reducing Springback using post-stretching with stake beads By Tanmay Gupta, Ali Fallahiarezoodar, and Dr. Taylan Altan #688-4 Reducing springback, especially in forming of Advanced High Strength Steels
Sheet Metal Forming. Part 1
 Sheet Metal Forming Part 1 Sheet Metal Forming For products with versatile shapes and lightweight Dates to 5000 B.C. Products include metal desks, file cabinets, appliances, car bodies, beverage cans Common
Sheet Metal Forming Part 1 Sheet Metal Forming For products with versatile shapes and lightweight Dates to 5000 B.C. Products include metal desks, file cabinets, appliances, car bodies, beverage cans Common
The Formability of Perforated Metals, Part II: Stainless Steel and Aluminum
 The Formability of Perforated Metals, Part II: Stainless Steel and Aluminum A follow-up study sponsored by The Industrial Perforators Association and conducted by Robert H. Wagoner, Department of Materials
The Formability of Perforated Metals, Part II: Stainless Steel and Aluminum A follow-up study sponsored by The Industrial Perforators Association and conducted by Robert H. Wagoner, Department of Materials
Drawing of Hexagonal Shapes from Cylindrical Cups
 Dr. Waleed Khalid Jawed Metallurgy & Production Engineering Department, University of Technology /Baghdad Email: Drwaleed555@yahoo.com Sabih Salman Dawood Metallurgy & Production Engineering Department,
Dr. Waleed Khalid Jawed Metallurgy & Production Engineering Department, University of Technology /Baghdad Email: Drwaleed555@yahoo.com Sabih Salman Dawood Metallurgy & Production Engineering Department,
EVALUATION OF DRAW BEADS INFLUENCE ON INTRICATE SHAPE STAMPING DRAWING PROCESS
 TECHNOLOGICAL ENGINEERING volume XI, number 1/2014 DOI: 10.2478/teen-2014-0001 EVALUATION OF DRAW BEADS INFLUENCE ON INTRICATE SHAPE STAMPING DRAWING PROCESS Article history: Received 10 september 2014
TECHNOLOGICAL ENGINEERING volume XI, number 1/2014 DOI: 10.2478/teen-2014-0001 EVALUATION OF DRAW BEADS INFLUENCE ON INTRICATE SHAPE STAMPING DRAWING PROCESS Article history: Received 10 september 2014
LS-DYNA USED TO ANALYZE THE MANUFACTURING OF THIN WALLED CANS AUTHOR: CORRESPONDENCE: ABSTRACT
 LS-DYNA USED TO ANALYZE THE MANUFACTURING OF THIN WALLED CANS AUTHOR: Joachim Danckert Department of Production Aalborg University CORRESPONDENCE: Joachim Danckert Department of Production Fibigerstraede
LS-DYNA USED TO ANALYZE THE MANUFACTURING OF THIN WALLED CANS AUTHOR: Joachim Danckert Department of Production Aalborg University CORRESPONDENCE: Joachim Danckert Department of Production Fibigerstraede
International Journal of Engineering Trends and Technology (IJETT) Volume 38 Number 4- August 2016
 Volume 38 Number 4- August 2016") Design and Development of Mounting Bracket Y. V. Thokale 1, P. G. Karajagi 2 1 PG student, Mechanical Department, Siddhant College of Engineering, Pune, India. 2 Asst. Professor and Department Academic
Design and Development of Mounting Bracket Y. V. Thokale 1, P. G. Karajagi 2 1 PG student, Mechanical Department, Siddhant College of Engineering, Pune, India. 2 Asst. Professor and Department Academic
Evolutions of Advanced Stamping CAE Technology Adventures and Business Impact on Automotive Dies and Stamping
 Evolutions of Advanced Stamping CAE Technology Adventures and Business Impact on Automotive Dies and Stamping Chuantao (C.T.) Wang General Motors Corp. Manufacturing Engineering, Die Center, 2000 Centerpoint,
Evolutions of Advanced Stamping CAE Technology Adventures and Business Impact on Automotive Dies and Stamping Chuantao (C.T.) Wang General Motors Corp. Manufacturing Engineering, Die Center, 2000 Centerpoint,
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet Metal Introduction Sheet metal is a metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking,
MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet Metal Introduction Sheet metal is a metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking,
Tool School - Rotary Draw Bending Tooling. An Engineer s Guide to Bending Tubes
 Tool School - Rotary Draw Bending Tooling An Engineer s Guide to Bending Tubes Tube Form Solutions Tool School Rotary Draw Bending Tooling Tool School Agenda: Introduction To Rotary Draw Bending Engineering
Tool School - Rotary Draw Bending Tooling An Engineer s Guide to Bending Tubes Tube Form Solutions Tool School Rotary Draw Bending Tooling Tool School Agenda: Introduction To Rotary Draw Bending Engineering
Advance in Sheet Metal Forming - One-step Solution, Multi-Beads, Gravity Prebending, Auto Nets, and Local Compensation
 12 th International LS-DYNA Users Conference Metal Forming(2) Advance in Sheet Metal Forming - One-step Solution, Multi-Beads, Gravity Prebending, Auto Nets, and Local Compensation Xinhai Zhu & Li Zhang
12 th International LS-DYNA Users Conference Metal Forming(2) Advance in Sheet Metal Forming - One-step Solution, Multi-Beads, Gravity Prebending, Auto Nets, and Local Compensation Xinhai Zhu & Li Zhang
Bending. the bend radius is measured to the inner surface of the bent part
 Bending the bend radius is measured to the inner surface of the bent part there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral
Bending the bend radius is measured to the inner surface of the bent part there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral
Design and Analysis of Press Tool Assembly
 Design and Analysis of Press Tool Assembly Raveendra M.Tech Student ABSTRACT Press working may be defined as a chip less manufacturing process by which various components are made from sheet metal. This
Design and Analysis of Press Tool Assembly Raveendra M.Tech Student ABSTRACT Press working may be defined as a chip less manufacturing process by which various components are made from sheet metal. This
design and trading company Manufacturer of metal forming machinery POLAND presses rolling mills punch presses
 design and trading company Manufacturer of metal forming machinery POLAND presses rolling mills punch presses UPH 28 Horizontal hydraulic press - Built-in memory makes it possible to save up to 4 bending
design and trading company Manufacturer of metal forming machinery POLAND presses rolling mills punch presses UPH 28 Horizontal hydraulic press - Built-in memory makes it possible to save up to 4 bending
Enabling Parallel Testing at Sort for High Power Products
 Enabling Parallel Testing at Sort for High Power Products Abdel Abdelrahman Tim Swettlen 2200 Mission College Blvd. M/S SC2-07 Santa Clara, CA 94536 Abdel.Abdelrahman@intel.com Tim.Swettlen@intel.com Agenda
Enabling Parallel Testing at Sort for High Power Products Abdel Abdelrahman Tim Swettlen 2200 Mission College Blvd. M/S SC2-07 Santa Clara, CA 94536 Abdel.Abdelrahman@intel.com Tim.Swettlen@intel.com Agenda
DESIGN PARAMETER ANALYSIS OF SINGLE STAGE DRAWING OF CYLINDRICAL CUP USING ALTAIR HYPERWORKS
 DESIGN PARAMETER ANALYSIS OF SINGLE STAGE DRAWING OF CYLINDRICAL CUP USING ALTAIR HYPERWORKS Pravinkumar Moon Phd. Scholar,Shri. Jagdishprasd Jhabarmal Tibrewala University Vidhyanagri, Jhunjhunu-Churu
DESIGN PARAMETER ANALYSIS OF SINGLE STAGE DRAWING OF CYLINDRICAL CUP USING ALTAIR HYPERWORKS Pravinkumar Moon Phd. Scholar,Shri. Jagdishprasd Jhabarmal Tibrewala University Vidhyanagri, Jhunjhunu-Churu
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond
MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond
Experimental Investigation on Locally Increasing the Thickness of Sheet Metal by Beading and Compression Technique
 Mindanao Journal of Science and Technology Vol. () 5- Experimental Investigation on Locally Increasing the Thickness of Sheet Metal by Beading and Compression Technique Consorcio S. Namoco, Jr. *, Takashi
Mindanao Journal of Science and Technology Vol. () 5- Experimental Investigation on Locally Increasing the Thickness of Sheet Metal by Beading and Compression Technique Consorcio S. Namoco, Jr. *, Takashi
SANDVIK 20C STRIP STEEL
 SANDVIK 20C STRIP STEEL DATASHEET Sandvik 20C is a hardened and tempered carbon steel characterized by good properties in respect of: Fatigue strength and wear resistance Hardness combined with ductility
SANDVIK 20C STRIP STEEL DATASHEET Sandvik 20C is a hardened and tempered carbon steel characterized by good properties in respect of: Fatigue strength and wear resistance Hardness combined with ductility
ME 363 Forming Project (100 points)
") (100 points) Due Date: Dec. 4, 2014 Introduction Metal forming software (AFDEX-2012) will be used in this project to design and simulate the metal forging process. AFDEX is a general purpose metal forming
(100 points) Due Date: Dec. 4, 2014 Introduction Metal forming software (AFDEX-2012) will be used in this project to design and simulate the metal forging process. AFDEX is a general purpose metal forming
Design and Manufacturing of U-Bending Tool to Overcome Spring Back Effect by Ironing Impact
 Design and Manufacturing of U-Bending Tool to Overcome Spring Back Effect by Ironing Impact Manjunathan.R 1*, Mohanraj.R 1, Moshay.M 1, Natchimuthu.N 1, Suresh.S 2 1 Final year UG student, Department of
Design and Manufacturing of U-Bending Tool to Overcome Spring Back Effect by Ironing Impact Manjunathan.R 1*, Mohanraj.R 1, Moshay.M 1, Natchimuthu.N 1, Suresh.S 2 1 Final year UG student, Department of
RB&W. GLOBAL LIGHTWEIGHT MATERIAL PRESENTATION April 14, SPAC Applications 1
 RB&W GLOBAL LIGHTWEIGHT MATERIAL PRESENTATION April 14, 2015 SPAC Applications 1 Global Market Trend CO2 Emission Fuel Efficiency Vehicle Weight Reduction INCREASED USAGE High Strength Steels Aluminum
RB&W GLOBAL LIGHTWEIGHT MATERIAL PRESENTATION April 14, 2015 SPAC Applications 1 Global Market Trend CO2 Emission Fuel Efficiency Vehicle Weight Reduction INCREASED USAGE High Strength Steels Aluminum
Design of Mechanical Structure of Punch Feeding Manipulator
 Journal of Physics: Conference Series PAPER OPEN ACCESS Design of Mechanical Structure of Punch Feeding Manipulator To cite this article: Zhexiang Zou et al 2018 J. Phys.: Conf. Ser. 1087 042031 View the
Journal of Physics: Conference Series PAPER OPEN ACCESS Design of Mechanical Structure of Punch Feeding Manipulator To cite this article: Zhexiang Zou et al 2018 J. Phys.: Conf. Ser. 1087 042031 View the
Press Operations & Types of Dies
 Press Operations & Types of Dies Press Working Use of mechanical and hydraulic presses for forging and extrusion has been mentioned earlier. Knuckle type mechanical presses are used widely for sheet metal
Press Operations & Types of Dies Press Working Use of mechanical and hydraulic presses for forging and extrusion has been mentioned earlier. Knuckle type mechanical presses are used widely for sheet metal
3D Non-Linear FEA to Determine Burst and Collapse Capacity of Eccentrically Worn Casing
 3D Non-Linear FEA to Determine Burst and Collapse Capacity of Eccentrically Worn Casing Mark Haning Asst. Prof James Doherty Civil and Resource Engineering, University of Western Australia Andrew House
3D Non-Linear FEA to Determine Burst and Collapse Capacity of Eccentrically Worn Casing Mark Haning Asst. Prof James Doherty Civil and Resource Engineering, University of Western Australia Andrew House
Cold Forged Fastener Development utilizing Simufact.forming Software
 Cold Forged Fastener Development utilizing Simufact.forming Software Nathan Crowgey, Vico Products Co., Plymouth, MI, USA Abstract This paper considers the process the Vico Products engineering team contemplated
Cold Forged Fastener Development utilizing Simufact.forming Software Nathan Crowgey, Vico Products Co., Plymouth, MI, USA Abstract This paper considers the process the Vico Products engineering team contemplated
Posi-Bend ROTARY BENDING SOLUTIONS
 Lowers tooling costs Reduces setup time Produces bends over 90 Bends UHS steel Eliminates cam tooling to produce over bends Flexible and interchangeable Reduces down time Requires lower tonnage than traditional
Lowers tooling costs Reduces setup time Produces bends over 90 Bends UHS steel Eliminates cam tooling to produce over bends Flexible and interchangeable Reduces down time Requires lower tonnage than traditional
Hail University College of Engineering Department of Mechanical Engineering. Sheet-Metal Forming Processes and Equipment. Ch 16
 Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include
Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include
THE INNOVATOR OF OUR INDUSTRY CAMDRIVE. Interchangeable, In Stock and Loaded with Options
 THE INNOVATOR OF OUR INDUSTRY CAMDRIVE Interchangeable, In Stock and Loaded with Options READY CAMDRIVE hy Build & Repair Cams? CAMDRIVE Benefits: Low cost, versatile design Fits in smallest die space
THE INNOVATOR OF OUR INDUSTRY CAMDRIVE Interchangeable, In Stock and Loaded with Options READY CAMDRIVE hy Build & Repair Cams? CAMDRIVE Benefits: Low cost, versatile design Fits in smallest die space
STANDARD TUNING PROCEDURE AND THE BECK DRIVE: A COMPARATIVE OVERVIEW AND GUIDE
 STANDARD TUNING PROCEDURE AND THE BECK DRIVE: A COMPARATIVE OVERVIEW AND GUIDE Scott E. Kempf Harold Beck and Sons, Inc. 2300 Terry Drive Newtown, PA 18946 STANDARD TUNING PROCEDURE AND THE BECK DRIVE:
STANDARD TUNING PROCEDURE AND THE BECK DRIVE: A COMPARATIVE OVERVIEW AND GUIDE Scott E. Kempf Harold Beck and Sons, Inc. 2300 Terry Drive Newtown, PA 18946 STANDARD TUNING PROCEDURE AND THE BECK DRIVE:
Corso di Studi di Fabbricazione
 Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Portable retroreflectometers and structured pavement markings
 TECHNICAL NOTE RS104 Portable retroreflectometers and structured pavement markings Introduction This paper addresses the question: "can portable retroreflectometers be used to measure the retroreflection
TECHNICAL NOTE RS104 Portable retroreflectometers and structured pavement markings Introduction This paper addresses the question: "can portable retroreflectometers be used to measure the retroreflection
Technical Tips. Using Bundle Breaker (rotary corrugated applications) In General, bundle breaker rule is determined based on the following criteria:
 In General, bundle breaker rule is determined based on the following criteria:") Technical Tips 080215_BBarticle Using Bundle Breaker (rotary corrugated applications) Bundle Breaker: a mechanical device designed specifically to separate ganged, multiout sheets after they have been
Technical Tips 080215_BBarticle Using Bundle Breaker (rotary corrugated applications) Bundle Breaker: a mechanical device designed specifically to separate ganged, multiout sheets after they have been
Manufacturing Processes (1)
") Manufacturing Processes (1) Chapter Twenty: Sheet Metalworking Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Sheet Metalworking includes cutting and forming operations performed
Manufacturing Processes (1) Chapter Twenty: Sheet Metalworking Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Sheet Metalworking includes cutting and forming operations performed
In 1950, plastic film was relatively
 TECHNICAL REPORT BY REINHOLD SCHABLE, APPLICATIONS TECHNOLOGY MANAGER, TIDLAND CORP. Slitting Technology for Film Substrates In 1950, plastic film was relatively uncommon, today it is everywhere. Back
TECHNICAL REPORT BY REINHOLD SCHABLE, APPLICATIONS TECHNOLOGY MANAGER, TIDLAND CORP. Slitting Technology for Film Substrates In 1950, plastic film was relatively uncommon, today it is everywhere. Back
Principles of Rotary Bending Technology & Use of Rotary Bending Technology for Processing of Advanced, High-Strength Steels (AHSS)
") Principles of Rotary Bending Technology & Use of Rotary Bending Technology for Processing of Advanced, High-Strength Steels (AHSS) L. Ray Osborne rosborne@anchordanly.com Mechanical Engineer / Business
Principles of Rotary Bending Technology & Use of Rotary Bending Technology for Processing of Advanced, High-Strength Steels (AHSS) L. Ray Osborne rosborne@anchordanly.com Mechanical Engineer / Business
Unit IV Drawing of rods, wires and tubes
 Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Product Information Report Maximizing Drill Bit Performance
 Overview Drills perform three functions when making a hole: Forming the chip The drill point digs into the material and pushes up a piece of it. Cutting the chip The cutting lips take the formed chip away
Overview Drills perform three functions when making a hole: Forming the chip The drill point digs into the material and pushes up a piece of it. Cutting the chip The cutting lips take the formed chip away
Guide to Pipe Beveling
 Guide to Pipe Beveling Make Weld Ready Bevels on Pipe to Fit Your Application When welding two pieces of pipe together the ends of the pipe must be properly prepared to obtain the best possible weld joint.
Guide to Pipe Beveling Make Weld Ready Bevels on Pipe to Fit Your Application When welding two pieces of pipe together the ends of the pipe must be properly prepared to obtain the best possible weld joint.
New generation of welding and inspection systems
 New generation of welding and inspection systems Throughout the pipeline industry, and particularly in offshore and spool base production, welding requirements are shifting toward higher quality, greater
New generation of welding and inspection systems Throughout the pipeline industry, and particularly in offshore and spool base production, welding requirements are shifting toward higher quality, greater
Computer Simulated and Experimental Verification of Tooling for Progressive Deep Drawing.
 8 th International LS-DYNA Users Conference Metal Forming (1) Computer Simulated and Experimental Verification of Tooling for Progressive Deep Drawing. Peter Kostka, Peter Cekan Slovak University of Technology
8 th International LS-DYNA Users Conference Metal Forming (1) Computer Simulated and Experimental Verification of Tooling for Progressive Deep Drawing. Peter Kostka, Peter Cekan Slovak University of Technology
Preform design for near net shape close die gear forging using simulation technique
 Available online at www.scholarsresearchlibrary.com Scholars Research Library Archives of Applied Science Research, 2010, 2 (6):317-324 (http://scholarsresearchlibrary.com/archive.html) ISSN 0975-508X
Available online at www.scholarsresearchlibrary.com Scholars Research Library Archives of Applied Science Research, 2010, 2 (6):317-324 (http://scholarsresearchlibrary.com/archive.html) ISSN 0975-508X
FUNDAMENTAL MANUFACTURING PROCESSES. Sheet Metal Stamping Dies & Processes-SD
 FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
Copyright 1997 by the Society of Photo-Optical Instrumentation Engineers.
 Copyright 1997 by the Society of Photo-Optical Instrumentation Engineers. This paper was published in the proceedings of Microlithographic Techniques in IC Fabrication, SPIE Vol. 3183, pp. 14-27. It is
Copyright 1997 by the Society of Photo-Optical Instrumentation Engineers. This paper was published in the proceedings of Microlithographic Techniques in IC Fabrication, SPIE Vol. 3183, pp. 14-27. It is
CCFSS Technical Bulletin
 CCFSS Technical Bulletin Vol. 12, No. 1 February 2003 FREQUENTLY ASKED QUESTIONS CONCERNING THE AISI BASE TEST METHOD AND THE USE OF THE AISI ANCHORAGE EQUATIONS Answers Provided by the AISI Task Committee
CCFSS Technical Bulletin Vol. 12, No. 1 February 2003 FREQUENTLY ASKED QUESTIONS CONCERNING THE AISI BASE TEST METHOD AND THE USE OF THE AISI ANCHORAGE EQUATIONS Answers Provided by the AISI Task Committee
Tool Making Innovations in Sheet Metal Forming
 Tool Making Innovations in Sheet Metal Forming M. Tisza 1, Zs. Lukács 1, P. Kovács 1 1 Univeristy of Miskolc, Department of Mechanical Engineering, Hungary Summary The increased competition in the automotive
Tool Making Innovations in Sheet Metal Forming M. Tisza 1, Zs. Lukács 1, P. Kovács 1 1 Univeristy of Miskolc, Department of Mechanical Engineering, Hungary Summary The increased competition in the automotive
DESIGN OF DRAW DIE FOR CYLINDRICAL CUP FORMATION
 DESIGN OF DRAW DIE FOR CYLINDRICAL CUP FORMATION Mr.Bhushan Sanjay Paysheti, Dr. Shekhar Yadgiri Gajjal Abstract For production of sheet metal parts we need various dies (press tools) which will convert
DESIGN OF DRAW DIE FOR CYLINDRICAL CUP FORMATION Mr.Bhushan Sanjay Paysheti, Dr. Shekhar Yadgiri Gajjal Abstract For production of sheet metal parts we need various dies (press tools) which will convert
A BALANCING ACT: STREAMLINING METHOD TRANSFERS WITHOUT COMPROMISING COMPLIANCE OR SCIENCE JULIE FROST SENIOR SPECIALIST, QUALITY CONTROL
 A BALANCING ACT: STREAMLINING METHOD TRANSFERS WITHOUT COMPROMISING COMPLIANCE OR SCIENCE JULIE FROST SENIOR SPECIALIST, QUALITY CONTROL PRESENTATION OUTLINE Introduction The Improved Comparative Study
A BALANCING ACT: STREAMLINING METHOD TRANSFERS WITHOUT COMPROMISING COMPLIANCE OR SCIENCE JULIE FROST SENIOR SPECIALIST, QUALITY CONTROL PRESENTATION OUTLINE Introduction The Improved Comparative Study
Wire EDMing One-Piece Stamping Dies
 8 121 Wire EDMing One-Piece Stamping Dies Blanking Die Wire EDM has made it possible to produce high quality dies from one piece of tool steel. This method of producing dies with wire EDM can result in
8 121 Wire EDMing One-Piece Stamping Dies Blanking Die Wire EDM has made it possible to produce high quality dies from one piece of tool steel. This method of producing dies with wire EDM can result in
General Practices & Preventative Maintenance for your Pellet Mill
 General Practices & Preventative Maintenance for your Pellet Mill The pellet feed industry has grown to cover a wide range of animal feeds. Studies have shown that feeding animals pelleted feed will induce
General Practices & Preventative Maintenance for your Pellet Mill The pellet feed industry has grown to cover a wide range of animal feeds. Studies have shown that feeding animals pelleted feed will induce
Optimization of Process Parameters of Plasma Arc Cutting Using Taguchi s Robust Design Methodology
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684, p-issn : 2320 334X PP 124-128 www.iosrjournals.org Optimization of Process Parameters of Plasma Arc Cutting Using Taguchi
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684, p-issn : 2320 334X PP 124-128 www.iosrjournals.org Optimization of Process Parameters of Plasma Arc Cutting Using Taguchi
CND INCORPORATED Massillon, OH
 Report on Vibratory Stress Relief Prepared by Bruce B. Klauba Product Group Manager CND INCORPORATED Massillon, OH 9500 HP FAN HOUSINGS Large distortion during separation of 9500 HP Fan Housing halves
Report on Vibratory Stress Relief Prepared by Bruce B. Klauba Product Group Manager CND INCORPORATED Massillon, OH 9500 HP FAN HOUSINGS Large distortion during separation of 9500 HP Fan Housing halves
Appliances. Barbecue Grills. Plumbingware. Architectural
 ENAMELING STEEL S Appliances Barbecue Grills Plumbingware Architectural AK Steel manufactures three enameled products to meet a variety of porcelain enameling and formability requirements: UNIVIT, VIT-PLUS,
ENAMELING STEEL S Appliances Barbecue Grills Plumbingware Architectural AK Steel manufactures three enameled products to meet a variety of porcelain enameling and formability requirements: UNIVIT, VIT-PLUS,
Profiting with Wire EDM
 3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
ScienceDirect. Effect of tool shape on galling behavior in plate shearing
 Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 1817 1822 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 1817 1822 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Wire and tube Drawing
 Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Detection of an Inner Race Defect Using PeakVue
 Detection of an Inner Race Defect Using PeakVue By: Aubrey Green, Lead Analyst In early January of 2012, I assumed the responsibilities of the vibration analysis program at a customer s site that had been
Detection of an Inner Race Defect Using PeakVue By: Aubrey Green, Lead Analyst In early January of 2012, I assumed the responsibilities of the vibration analysis program at a customer s site that had been
Metroll. Purlins & Girts. C Section Purlins. C Section Purlins are manufactured from Galvaspan steel and are roll formed into C Section.
 C Section Purlins C Section Purlins are manufactured from Galvaspan steel and are roll formed into C Section. Metroll C Section Purlins are recommended for simple, non-continuous span construction. Structural
C Section Purlins C Section Purlins are manufactured from Galvaspan steel and are roll formed into C Section. Metroll C Section Purlins are recommended for simple, non-continuous span construction. Structural
Curvature Matched Machining Methods Versus Commercial CAD Methods
 Curvature Matched Machining Methods Versus Commercial CAD Methods K. A. White Contour Numerical Control, Inc., Provo, Utah 1. K. Hill and C. G. Jensen Mechanical Engineering, Brigham Young University,
Curvature Matched Machining Methods Versus Commercial CAD Methods K. A. White Contour Numerical Control, Inc., Provo, Utah 1. K. Hill and C. G. Jensen Mechanical Engineering, Brigham Young University,
FROM THE P.E.I. GROUP
 1 FROM THE P.E.I. GROUP PROTECTIVE SHIELDS WITH THE NEW STEEL BAND COVER 2 J & JL ROLL-UP COVER 3 4 BIPLASTIC WIPER ROUND AND SHAPED HEAT- WELDED BELLOWS AT THE 26 th BI-MU 2008 1) PROTECTIVE SHIELDS WITH
1 FROM THE P.E.I. GROUP PROTECTIVE SHIELDS WITH THE NEW STEEL BAND COVER 2 J & JL ROLL-UP COVER 3 4 BIPLASTIC WIPER ROUND AND SHAPED HEAT- WELDED BELLOWS AT THE 26 th BI-MU 2008 1) PROTECTIVE SHIELDS WITH
Disclaimer. Socket Products Socket depth limits maximum torque. Torque figures are based on 80% of maximum torque for a given key size.
 E546 V3 (1/17) Disclaimer Torque values listed in this book are based on mathematical calculations and experimental data. The values are valid only when the matched strength system listed is used. The
E546 V3 (1/17) Disclaimer Torque values listed in this book are based on mathematical calculations and experimental data. The values are valid only when the matched strength system listed is used. The
B rochure & Specifications
 B rochure & Specifications MEET THE HELICAL FORMER D e cember 2017 THE HELICAL FLIGHT FORMER PRODUCES TRUE HELICES FOR EARTH AUGERS, AUGER WINGS, SCREW FEEDERS, SCREW-PILES, HELICAL PIERS, SCREW CONVEYORS,
B rochure & Specifications MEET THE HELICAL FORMER D e cember 2017 THE HELICAL FLIGHT FORMER PRODUCES TRUE HELICES FOR EARTH AUGERS, AUGER WINGS, SCREW FEEDERS, SCREW-PILES, HELICAL PIERS, SCREW CONVEYORS,
TEST SERIES TO EVALUATE THE STRUCTURAL BEHAVIOUR OF ISOBOARD OVER RAFTER SYSTEM
 TEST SERIES TO EVALUATE THE STRUCTURAL BEHAVIOUR OF ISOBOARD OVER RAFTER SYSTEM J A Wium Institute of Structural Engineering 19 November 2007 ISI2007-3 TEST SERIES TO EVALUATE THE STRUCTURAL BEHAVIOUR
TEST SERIES TO EVALUATE THE STRUCTURAL BEHAVIOUR OF ISOBOARD OVER RAFTER SYSTEM J A Wium Institute of Structural Engineering 19 November 2007 ISI2007-3 TEST SERIES TO EVALUATE THE STRUCTURAL BEHAVIOUR
PROFESSIONAL FLARING TOOL 001ERL 37 & ERL 37
 PROFESSIONAL FLARING TOOL 001ERL 37 & 45 002ERL 37 001ERL shown here OWNER S MANUAL 199R11215 EDUCATIONAL TIPS Make sure the end of the tube is cut off square. Before flaring, make sure the die clamp is
PROFESSIONAL FLARING TOOL 001ERL 37 & 45 002ERL 37 001ERL shown here OWNER S MANUAL 199R11215 EDUCATIONAL TIPS Make sure the end of the tube is cut off square. Before flaring, make sure the die clamp is
JOHANN CATTY CETIM, 52 Avenue Félix Louat, Senlis Cedex, France. What is the effect of operating conditions on the result of the testing?
 ACOUSTIC EMISSION TESTING - DEFINING A NEW STANDARD OF ACOUSTIC EMISSION TESTING FOR PRESSURE VESSELS Part 2: Performance analysis of different configurations of real case testing and recommendations for
ACOUSTIC EMISSION TESTING - DEFINING A NEW STANDARD OF ACOUSTIC EMISSION TESTING FOR PRESSURE VESSELS Part 2: Performance analysis of different configurations of real case testing and recommendations for
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 9: Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - Application field- Sheet metal processing is an important
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 9: Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - Application field- Sheet metal processing is an important
Operator's manual. TruTool N 1000 (1B1) english
 english") Operator's manual TruTool N 1000 (1B1) english Table of contents 1. Safety...4 1.1 General safety information...4 1.2 Specific safety information...5 2. Description...6 2.1 Intended use...7 2.2 Technical
Operator's manual TruTool N 1000 (1B1) english Table of contents 1. Safety...4 1.1 General safety information...4 1.2 Specific safety information...5 2. Description...6 2.1 Intended use...7 2.2 Technical
Win and Influence Design Engineers--- Change Their Affordability DNA
 Win and Influence Design Engineers--- Change Their Affordability DNA Authors: Timothy G. Morrill Sr. Principal Electrical Engineer Design Performance, Architecture and Testability Department Raytheon Missile
Win and Influence Design Engineers--- Change Their Affordability DNA Authors: Timothy G. Morrill Sr. Principal Electrical Engineer Design Performance, Architecture and Testability Department Raytheon Missile
Technical Datasheet #0051. Extrusion cutter blade design Eight pointers to a better cut finish
 Technical Datasheet #0051 Blade shape & position, thickness, width, length, and bevelling & sharpening - here s a look at the critical aspects of an area too often overlooked or else taken for granted.
Technical Datasheet #0051 Blade shape & position, thickness, width, length, and bevelling & sharpening - here s a look at the critical aspects of an area too often overlooked or else taken for granted.
Design and Manufacturing of Single sided expanding collet for Rotary VMC Fixture
 Proceedings of RK University s First International Conference on Research & Entrepreneurship (Jan. 5 th & Jan. 6 th, 2016) ISBN: 978-93-5254-061-7 (Proceedings available for download at rku.ac.in/icre)
Proceedings of RK University s First International Conference on Research & Entrepreneurship (Jan. 5 th & Jan. 6 th, 2016) ISBN: 978-93-5254-061-7 (Proceedings available for download at rku.ac.in/icre)
SPECIFICATIONS MS-10-5 MS Cutting capacity (Rated 80,000 PSI Tensile) Cutting length 62 in "
 Cutting length 62 in") MS-25-10 STANDARD Low speed electric motor & low hydraulic working pressure ensures long life. If the remote foot-pedal control is released anywhere in the stroke the ram returns to "up" position. Two
MS-25-10 STANDARD Low speed electric motor & low hydraulic working pressure ensures long life. If the remote foot-pedal control is released anywhere in the stroke the ram returns to "up" position. Two
ISO INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD ISO 12004-2 First edition 2008-10-15 Metallic materials Sheet and strip Determination of forming-limit curves Part 2: Determination of forming-limit curves in the laboratory Matériaux
INTERNATIONAL STANDARD ISO 12004-2 First edition 2008-10-15 Metallic materials Sheet and strip Determination of forming-limit curves Part 2: Determination of forming-limit curves in the laboratory Matériaux
Operating manual. TruTool N 500 (1A1) english
 english") Operating manual TruTool N 500 (1A1) english Table of Contents 1. Safety...4 1.1 General safety information...4 1.2 Specific safety information...5 2. Description...6 2.1 Correct use...7 2.2 Technical
Operating manual TruTool N 500 (1A1) english Table of Contents 1. Safety...4 1.1 General safety information...4 1.2 Specific safety information...5 2. Description...6 2.1 Correct use...7 2.2 Technical
Sheet Metal Tools. by:prem Mahendranathan
 Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
Ultra-thin Die Characterization for Stack-die Packaging
 Ultra-thin Die Characterization for Stack-die Packaging Wei Sun, W.H. Zhu, F.X. Che, C.K. Wang, Anthony Y.S. Sun and H.B. Tan United Test & Assembly Center Ltd (UTAC) Packaging Analysis & Design Center
Ultra-thin Die Characterization for Stack-die Packaging Wei Sun, W.H. Zhu, F.X. Che, C.K. Wang, Anthony Y.S. Sun and H.B. Tan United Test & Assembly Center Ltd (UTAC) Packaging Analysis & Design Center
Copyright Notice. HCL Technologies Ltd. All rights reserved. A DEFINITIVE GUIDE TO DESIGN FOR MANUFACTURING SUCCESS
 Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted, in any form
Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted, in any form
TECH SHEET PEM - REF / AXIAL THREAD CLEARANCE. SUBJECT: Method for providing adequate axial thread clearance
 SUBJECT: Method for providing adequate axial thread clearance In our long history of working with customers in the application of our self-clinching nuts, PennEngineering has seen numerous instances of
SUBJECT: Method for providing adequate axial thread clearance In our long history of working with customers in the application of our self-clinching nuts, PennEngineering has seen numerous instances of
The Nanosolar Utility Panel An Overview of the Solar Panel and its Advantages. May 2010
 May 2010 The Nanosolar Utility Panel 1 Designed for Utility-Scale Performance The Nanosolar Utility Panel is specifically designed for utility-scale systems. Engineered to reduce totalsystem cost, the
May 2010 The Nanosolar Utility Panel 1 Designed for Utility-Scale Performance The Nanosolar Utility Panel is specifically designed for utility-scale systems. Engineered to reduce totalsystem cost, the
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION
 DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
Punches. The Shape of Things to Come. 35 New Point Configurations for Round Punches. New! More piercing and extruding applications
 H&O DIE SUY, INC. 800-222-5441 sales@hodie.com New! 35 New oint Configurations for Round unches Inch & Metric. Jektole & Regular. Dayton rogress is now offering a full line of standard form punches that
H&O DIE SUY, INC. 800-222-5441 sales@hodie.com New! 35 New oint Configurations for Round unches Inch & Metric. Jektole & Regular. Dayton rogress is now offering a full line of standard form punches that
Statistical Static Timing Analysis Technology
 Statistical Static Timing Analysis Technology V Izumi Nitta V Toshiyuki Shibuya V Katsumi Homma (Manuscript received April 9, 007) With CMOS technology scaling down to the nanometer realm, process variations
Statistical Static Timing Analysis Technology V Izumi Nitta V Toshiyuki Shibuya V Katsumi Homma (Manuscript received April 9, 007) With CMOS technology scaling down to the nanometer realm, process variations
CWP FEEDS FULL-FEATURED FEEDING TECHNOLOGY. cooper-weymouth, peterson
 CWP FEEDS FULL-FEATURED FEEDING TECHNOLOGY cooper-weymouth, peterson SERVO FEEDS ServoMax SE feeds are designed around the proven performance, accuracy and rugged reliability of ServoMax II feeds. ServoMax
CWP FEEDS FULL-FEATURED FEEDING TECHNOLOGY cooper-weymouth, peterson SERVO FEEDS ServoMax SE feeds are designed around the proven performance, accuracy and rugged reliability of ServoMax II feeds. ServoMax
cargo LAsHiNG
 CARGO LASHING www.tiscotex.be Lashing straps 50 mm Stf 375 (mm) WEBBING WEIGHT (g/m) DAN DAN LENTH (m) STF DAN DR5-5ton 50 130 2500 5000 8.5-0.5 375 DR5-4ton 50 100 2000 4000 8.5-0.5 375 Lashing straps
CARGO LASHING www.tiscotex.be Lashing straps 50 mm Stf 375 (mm) WEBBING WEIGHT (g/m) DAN DAN LENTH (m) STF DAN DR5-5ton 50 130 2500 5000 8.5-0.5 375 DR5-4ton 50 100 2000 4000 8.5-0.5 375 Lashing straps
Tool and Die Maker Level 2
 Level 2 B2 Read and Interpret Drawings II Duration: 32 hours 32 hours 0 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary to read and interpret
Level 2 B2 Read and Interpret Drawings II Duration: 32 hours 32 hours 0 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary to read and interpret
CALCULATING ENDPLAY TAKE-UP FOR BEVELED RETAINING RINGS By Jeffrey Finkernagel, Technical Sales Engineer
 Rotor Clip Company, Inc. Word Count: 1,400 187 Davidson Avenue Somerset, NJ 08875-0461 Contact: Joe Cappello 732-469-7333 E-mail: Joe.Cappello@rotorclip.com CALCULATING ENDPLAY TAKE-UP FOR BEVELED RETAINING
Rotor Clip Company, Inc. Word Count: 1,400 187 Davidson Avenue Somerset, NJ 08875-0461 Contact: Joe Cappello 732-469-7333 E-mail: Joe.Cappello@rotorclip.com CALCULATING ENDPLAY TAKE-UP FOR BEVELED RETAINING
Operating Instructions For Lockformer Button Punch Flanger
 Capacity: 20 to 28 Gauge Galvanize Operating Instructions For Lockformer Button Punch Flanger To satisfactorily form the 90º button punch flange on light gauge materials, it was necessary to form the metal
Capacity: 20 to 28 Gauge Galvanize Operating Instructions For Lockformer Button Punch Flanger To satisfactorily form the 90º button punch flange on light gauge materials, it was necessary to form the metal
What is the CONTINUOUS DUTY (S1) power rating of the spindle? What is the CONTINUOUS DUTY (S1) torque rating of the spindle?
 power rating of the spindle? What is the CONTINUOUS DUTY (S1) torque rating of the spindle?") Today there is a wide variety of CNC dental machining centers available to suite a variety of needs and choosing the right one for you can seem to be a daunting task. Knowing the construction characteristics
Today there is a wide variety of CNC dental machining centers available to suite a variety of needs and choosing the right one for you can seem to be a daunting task. Knowing the construction characteristics
Roll Forming General overview By Dako Kolev P.Eng.
 Roll Forming General overview By Dako Kolev P.Eng. Design in the world of Engineering is a mental process of creativity when we layout our vision of functionality and arrangement of elements or details
Roll Forming General overview By Dako Kolev P.Eng. Design in the world of Engineering is a mental process of creativity when we layout our vision of functionality and arrangement of elements or details
3. The dimensioning SYMBOLS for arcs and circles should be given:
 Draft Student Name: Teacher: District: Date: Wake County Test: 9_12 T and I IC61 - Drafting I Test 2 Description: 4.08 Dimensioning Form: 501 1. The MINIMUM amount of space between two, ADJACENT DIMENSION
Draft Student Name: Teacher: District: Date: Wake County Test: 9_12 T and I IC61 - Drafting I Test 2 Description: 4.08 Dimensioning Form: 501 1. The MINIMUM amount of space between two, ADJACENT DIMENSION
MS HYDRAULIC GUILLOTINE SHEAR
 MS-25-10 HYDRAULIC GUILLOTE SHEAR MS-25-10 HYDRAULIC GUILLOTE SHEAR STANDARD Low speed electric motor & low hydraulic working pressure ensures long life. If the remote foot-pedal control is released anywhere
MS-25-10 HYDRAULIC GUILLOTE SHEAR MS-25-10 HYDRAULIC GUILLOTE SHEAR STANDARD Low speed electric motor & low hydraulic working pressure ensures long life. If the remote foot-pedal control is released anywhere
INF3430 Clock and Synchronization
 INF3430 Clock and Synchronization P.P.Chu Using VHDL Chapter 16.1-6 INF 3430 - H12 : Chapter 16.1-6 1 Outline 1. Why synchronous? 2. Clock distribution network and skew 3. Multiple-clock system 4. Meta-stability
INF3430 Clock and Synchronization P.P.Chu Using VHDL Chapter 16.1-6 INF 3430 - H12 : Chapter 16.1-6 1 Outline 1. Why synchronous? 2. Clock distribution network and skew 3. Multiple-clock system 4. Meta-stability
BERKEL 818/919 SERIES Slicer
 Hardee s Food Systems, Inc. BERKEL 818/919 SERIES Slicer EQUIP 1601 Slicers October 1, 1994 CALIBRATION EQUIPMENT and TOOLS 10 millimeter Metric Wrench CLEANING SUPPLIES Berkel USDA Authorized Oil Multi-Purpose
Hardee s Food Systems, Inc. BERKEL 818/919 SERIES Slicer EQUIP 1601 Slicers October 1, 1994 CALIBRATION EQUIPMENT and TOOLS 10 millimeter Metric Wrench CLEANING SUPPLIES Berkel USDA Authorized Oil Multi-Purpose
Hazlan Abdul Hamid* & Mohammad Iqbal Shah Harsad
 Malaysian Journal of Civil Engineering 28(1):59-68 (2016) BEHAVIOUR OF SELF-DRILLING SCREW UPON SINGLE SHEAR LOADING ON COLD FORMED STEEL Hazlan Abdul Hamid* & Mohammad Iqbal Shah Harsad Faculty of Civil
Malaysian Journal of Civil Engineering 28(1):59-68 (2016) BEHAVIOUR OF SELF-DRILLING SCREW UPON SINGLE SHEAR LOADING ON COLD FORMED STEEL Hazlan Abdul Hamid* & Mohammad Iqbal Shah Harsad Faculty of Civil
Tension Perpendicular to Grain Strength of Wood, Laminated Veneer Lumber, and a Wood Plastic Composite.
 Tension Perpendicular to Grain Strength of Wood, Laminated Veneer Lumber, and a Wood Plastic Composite. Tracy Hummer, Research Assistant J. Daniel Dolan, Professor Michael Wolcott, Professor Wood Materials
Tension Perpendicular to Grain Strength of Wood, Laminated Veneer Lumber, and a Wood Plastic Composite. Tracy Hummer, Research Assistant J. Daniel Dolan, Professor Michael Wolcott, Professor Wood Materials