Bending. the bend radius is measured to the inner surface of the bent part
|
|
|
- Edwin Webster
- 6 years ago
- Views:
Transcription

1 Bending the bend radius is measured to the inner surface of the bent part
2 there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral axis depends on the radius and angle of bend. the width of the part L in the outer region is smaller, and in the inner region it is larger, than the initial original width. Metal on inside of neutral plane is compressed, while metal on outside of neutral plane is stretched
3 BEND ALLOWANCE It is the length of the neutral axis in the bend This determines the blank length needed for a bent part L b = α ( R + kt ) where, L b = bend allowance (mm) a = bend angle (radian) R = bend radius (mm) t = thickness of sheet (mm), and k = constant, whose value may be taken as 1/3 when R < 2 t, and as 1/2 when R 2t.
4 Example A 20 mm wide and 4 mm thick C 20 steel sheet is required to be bent at 60 0 at bend radius 10 mm. Determine the bend allowance R = 10 mm, t = 4 mm R > 2t, k = 0.5 Bend allowance
5 MINIMUM BEND RADIUS As the ratio of the bend radius to the thickness of sheet (R / t) decreases, the tensile strain on the outer fibres of sheet increases. If R / t decreases beyond a certain limit, cracks start appearing on the surface of material. This limit is called Minimum Bend Radius for the material Minimum bend radius is generally expressed in terms of the thickness of material, such as 2t, 3t, 4t, etc R 60 Minimum 1 t r True strain at fracture is r: percent area reduction
6
7 7.65 Calculate the minimum tensile true fracture strain that a sheet metal should have in order to be bent to the following R/t ratios: (a) 0.5,(b) 2, and (c) 4. (See Table 7.2.) Minimum t R 60 1 r f r
8 Types of Sheetmetal Bending V-bending - performed with a V-shaped die Bottom-bending Workpiece is in complete contact with punch on one side, and the with the die on the other side Angle is set by the form of the tooling (punch & die) Air-bending A form of three-point bending Angle is continuously variable* - set by a stop Edge bending - performed with a wiping die 8
9 V - Bending For low production rates Performed on a press brake V-dies are simple and inexpensive
10 Edge - Bending For high production rates Pressure pad required Dies are more complicated and costly 10
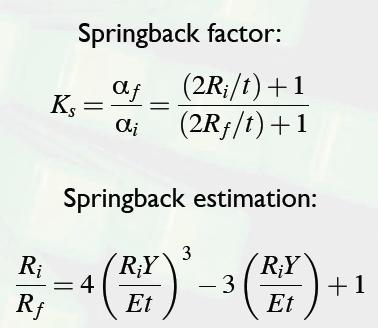
 3 3 (Ri Y /Et) + 1 Spring back Increases as (R/t ratio & yield stress of material ) increases as")
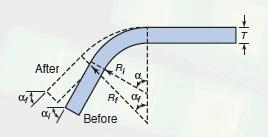
11 Spring back : In Bending,after plastic deformation there is an elastic recovery this recovery is called spring back. Spring back can be calculated approximately in terms if radii Ri and Rf Ri/Rf = 4 ( Ri Y / Et ) 3 3 (Ri Y /Et) + 1 Spring back Increases as (R/t ratio & yield stress of material ) increases as elastic modulus E decreases The part tends to recover elastically after ending,and its bend radius becomes larger. Under certain conditions,it is possible for the final bend angle to be smaller than the original angle(negative spring)
12
13 Compensation for spring back Over bending of part Bottoming the punch coin the bend area by subjecting it to high localized compressive between the technique tip of the punch and the die surface. Stretch bending Part is subjected to tension while being bent.in order to reduce spring back bending may also be carried to reduce spring back bending may also be carried out at elevated temperatures
14 Springback and Compensation Compensation: Overbending Bottoming 14 Local plastic deformation
15 Bending force : K constant ranges from 0.3(wiping die) 0.7(u-die)-1.3(Vdie) Y yield stress L- length of the bend T- thickness of sheet For a V-die Max bending force, F = (UTS)Lt 2 UTS Ultimate tensile strength W
16 Bending Force Maximum bending force estimated as follows: Where: ( UTS) Lt F k W F = bending force; UTS = tensile strength of sheet metal; t = stock thickness; and W = die opening dimension. For V - bending, K =1.2 to 1.33; For wiping die (edge bending) K =
17 Bending Force : There are two general types of die bending : V die bending and wiping die bending. V die bending is used expensively in brake die operations and stamping die operations..
18 7.66 Estimate the maximum bending force required for a 1 8 -in. thick and 12-in. wide Ti-5Al-2.5Sn titanium alloy in a V -die with a width of 6 in. UTS= 125,000 psi F k ( UTS) Lt W 2 F k 1 (125000)(12)( ) K =1.2 to 1.33 For V - bending,
19 Common bending operations: Press brake forming Used for sheets 7M(20ft) or longer and other narrow pieces Long dies in a mechanical or hydraulic press for small production runs Die material range from hardwood to carbides.

20 Roll bending : Plates are bent using a set if rolls,various curvatures can be obtained by adjusting the distance between three rolls Common die-bending operations, Showing the die-opening dimensions, W, used in calculating bending forces
21 Beading : The periphery if the sheet metal is bent into the cavity of a die (a) Bead forming with a single die (b) Bead forming with two dies,in a press brake
 Flanges on a flat sheet. (b) Dimpling. (c) The piercing of the sheet metal to form a flange.")
22 Flanging : Flanging is a process of bending the edges of sheet metals to 90 o Shrink flanging subjected to compressive hoop stress. Stretch flanging subjected to tensile stresses Various flanging operations (a) Flanges on a flat sheet. (b) Dimpling. (c) The piercing of the sheet metal to form a flange.in this operation,a hole does not have to be prepunched before the bunch descends.note however,the rough edges along the circumference of the flange. (d) The flanging of a tube; note the thinning of the edges of the flange


23 Bending Operations Straight flanging Stretch flanging Shrink flanging Hemming seaming curling

24 Dimpling : First hole is punched and expanded into a flange Flanges can be produced by piercing with shaped punch When bend angle < 90 degrees as in fitting conical ends its called flanging
25 Hemming : The edge of the sheet is folded over itself This increases stiffness of the part The metal strip is bent in stages by passing it through a series of rolls Seaming : Joining two edges of sheet metal by hemming specifically shaped rollers used for watertight and airtight joints
26 Roll forming : Roll forming is used for continuous lengths of sheet metal Used for large production runs Fig: Schematic illustration of the roll-forming process

27 Tube bending and forming Special tooling required to avoid buckling and folding Methods of bending tubes.internal mandrels,or the filling of tubes with particulate materials such as sand,are often necessary to prevent collapse of the tubes during bending.solid rods and structural shapes can also be bent by these techniques

28 Bulging : Process involves placing tabular,conical or curvilinear part into a splitfemale die and expanding it
29 Segmented die : Individuals are placed inside the parts and mechanically expanded in radial direction and finally retracted. Stretch forming Sheet metal clamped along its edges and stretched over a die or form block in required directions.

30 Bending and Forming Tubes Using internal mandrels, or filling tubes with particulate materials such as sand, prevents the tubes from collapsing during bending. Solid rods and structural shapes are also bent by these techniques

31 A method of forming a tube with sharp angles, using an axial compressive force. Compressive stresses are beneficial in forming operations because they delay fracture. Note that the tube is supported internally with rubber or fluid to avoid collapsing during forming

32 Stretch forming Fig: Schematic illustration of a stretch forming process. Aluminum skins for aircraft can be made by this process
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet Metal Introduction Sheet metal is a metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking,
MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet Metal Introduction Sheet metal is a metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking,
Hail University College of Engineering Department of Mechanical Engineering. Sheet-Metal Forming Processes and Equipment. Ch 16
 Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include
Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond
MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond
Manufacturing Processes (1)
") Manufacturing Processes (1) Chapter Twenty: Sheet Metalworking Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Sheet Metalworking includes cutting and forming operations performed
Manufacturing Processes (1) Chapter Twenty: Sheet Metalworking Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Sheet Metalworking includes cutting and forming operations performed
Module 3 Selection of Manufacturing Processes
 Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
Corso di Studi di Fabbricazione
 Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
The Fine-Art of Sheet Metal Bending
 The Fine-Art of Sheet Metal Bending Introduction...... 1 Bend allowances........2 Reverse engineering the k-factor........ 4 Principle types of bending........ 5 Tips and tricks....... 7 Other common types
The Fine-Art of Sheet Metal Bending Introduction...... 1 Bend allowances........2 Reverse engineering the k-factor........ 4 Principle types of bending........ 5 Tips and tricks....... 7 Other common types
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 9: Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - Application field- Sheet metal processing is an important
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 9: Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - Application field- Sheet metal processing is an important
Wire and tube Drawing
 Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Unit IV Drawing of rods, wires and tubes
 Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Metal Stamping Glossary
 Metal Stamping Glossary Alloy - A substance that has metallic properties and is composed of two or more chemical elements of which at least one is an elemental metal. Annealing - A process involving the
Metal Stamping Glossary Alloy - A substance that has metallic properties and is composed of two or more chemical elements of which at least one is an elemental metal. Annealing - A process involving the
Trade of Metal Fabrication. Module 3: Plate Fabrication Unit 1: Plate Forming Brake Press Phase 2
 Trade of Metal Fabrication Module 3: Plate Fabrication Unit 1: Plate Forming Brake Press Phase 2 Table of Contents Table of Contents... 3 List of Figures... 5 List of Tables... 6 Document Release History...
Trade of Metal Fabrication Module 3: Plate Fabrication Unit 1: Plate Forming Brake Press Phase 2 Table of Contents Table of Contents... 3 List of Figures... 5 List of Tables... 6 Document Release History...
FUNDAMENTAL MANUFACTURING PROCESSES. Sheet Metal Stamping Dies & Processes-SD
 FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
Sheet Metal Forming. Part 1
 Sheet Metal Forming Part 1 Sheet Metal Forming For products with versatile shapes and lightweight Dates to 5000 B.C. Products include metal desks, file cabinets, appliances, car bodies, beverage cans Common
Sheet Metal Forming Part 1 Sheet Metal Forming For products with versatile shapes and lightweight Dates to 5000 B.C. Products include metal desks, file cabinets, appliances, car bodies, beverage cans Common
Metal Working Processes
 Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
HIGH ENERGY RATE FORMING PROCESSES
 HIGH ENERGY RATE FORMING PROCESSES In these forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of
HIGH ENERGY RATE FORMING PROCESSES In these forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION
 DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
Section 10s PRESS BRAKE TOOLING. Product of USA SOURCE CATALOG FOR AMERICAN STYLE
 www.ceooling.com Section 0s PRESS BRAKE OOLING SOURCE CAALOG FOR AMERICAN SYLE Product of USA 90 Forming Punches and Dies 90 Forming Punches and Dies hese punches and dies are the most widely used to form
www.ceooling.com Section 0s PRESS BRAKE OOLING SOURCE CAALOG FOR AMERICAN SYLE Product of USA 90 Forming Punches and Dies 90 Forming Punches and Dies hese punches and dies are the most widely used to form
Drawing. Fig. 1 Drawing
 Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Copyright Notice. HCL Technologies Ltd. All rights reserved. A DEFINITIVE GUIDE TO DESIGN FOR MANUFACTURING SUCCESS
 Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted, in any form
Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted, in any form
Principles of Rotary Bending Technology & Use of Rotary Bending Technology for Processing of Advanced, High-Strength Steels (AHSS)
") Principles of Rotary Bending Technology & Use of Rotary Bending Technology for Processing of Advanced, High-Strength Steels (AHSS) L. Ray Osborne rosborne@anchordanly.com Mechanical Engineer / Business
Principles of Rotary Bending Technology & Use of Rotary Bending Technology for Processing of Advanced, High-Strength Steels (AHSS) L. Ray Osborne rosborne@anchordanly.com Mechanical Engineer / Business
Sheet-Forming Processes
 Sheet-Forming Processes Chapter 17 17.1 Introduction Sheet metal processes involve plane stress loadings and lower forces than bulk forming Almost all sheet metal forming is considered to be secondary
Sheet-Forming Processes Chapter 17 17.1 Introduction Sheet metal processes involve plane stress loadings and lower forces than bulk forming Almost all sheet metal forming is considered to be secondary
Tool School - Rotary Draw Bending Tooling. An Engineer s Guide to Bending Tubes
 Tool School - Rotary Draw Bending Tooling An Engineer s Guide to Bending Tubes Tube Form Solutions Tool School Rotary Draw Bending Tooling Tool School Agenda: Introduction To Rotary Draw Bending Engineering
Tool School - Rotary Draw Bending Tooling An Engineer s Guide to Bending Tubes Tube Form Solutions Tool School Rotary Draw Bending Tooling Tool School Agenda: Introduction To Rotary Draw Bending Engineering
Providing Tools To Form Your Success
 If it's important to you, it's important to us. Find out how our attention to details forms the basis for your success. Providing ools o able of Contents For more than 30 years, leading sheet metal fabricators
If it's important to you, it's important to us. Find out how our attention to details forms the basis for your success. Providing ools o able of Contents For more than 30 years, leading sheet metal fabricators
F I C ~ Shrinking on a V-block. Builders Bookstore
 F I C 5-20. ~ Shrinking on a V-block. hammer downward against the upper edge directly over the "V" (figure 5-20). While hammering, move the angle back and forth across the V-block to comprese the material
F I C 5-20. ~ Shrinking on a V-block. hammer downward against the upper edge directly over the "V" (figure 5-20). While hammering, move the angle back and forth across the V-block to comprese the material
Design and Manufacturing of U-Bending Tool to Overcome Spring Back Effect by Ironing Impact
 Design and Manufacturing of U-Bending Tool to Overcome Spring Back Effect by Ironing Impact Manjunathan.R 1*, Mohanraj.R 1, Moshay.M 1, Natchimuthu.N 1, Suresh.S 2 1 Final year UG student, Department of
Design and Manufacturing of U-Bending Tool to Overcome Spring Back Effect by Ironing Impact Manjunathan.R 1*, Mohanraj.R 1, Moshay.M 1, Natchimuthu.N 1, Suresh.S 2 1 Final year UG student, Department of
This PDF document is a sample chapter from the book Item Code BK90PUB4
 This PDF document is a sample chapter from the book Item Code BK90PUB4 click here to order on line www.sme.org or complete and print out the order form ocument. Then mail, fax, or phone in your order.
This PDF document is a sample chapter from the book Item Code BK90PUB4 click here to order on line www.sme.org or complete and print out the order form ocument. Then mail, fax, or phone in your order.
SRF. Deliverable : Single cell spinning parameter defined. V. Palmieri. Laboratori Nazionali di Legnaro INSTITUTO NAZIONALE DI FISICA NUCLEARE
 SRF Deliverable 3.1.4.3: Single cell spinning parameter defined V. Palmieri Laboratori Nazionali di Legnaro INSTITUTO NAZIONALE DI FISICA NUCLEARE Abstract Seamless cavities can be spun from either blanks
SRF Deliverable 3.1.4.3: Single cell spinning parameter defined V. Palmieri Laboratori Nazionali di Legnaro INSTITUTO NAZIONALE DI FISICA NUCLEARE Abstract Seamless cavities can be spun from either blanks
Copyright 1997 Society of Manufacturing Engineers FUNDAMENTAL MANUFACTURING PROCESSES SHEET METAL SHEARING AND BENDING
 FUNDAMENTAL MANUFACTURING PROCESSES SHEET METAL SHEARING AND BENDING SCENE 1. CG: FBI warning SCENE 2. CG: disclaimer Always read the operating manual and safety information provided by the manufacturer
FUNDAMENTAL MANUFACTURING PROCESSES SHEET METAL SHEARING AND BENDING SCENE 1. CG: FBI warning SCENE 2. CG: disclaimer Always read the operating manual and safety information provided by the manufacturer
Brazing Braze Welding
 1 2 3 4 Brazing Filler metals typically melt above 450 o C (840 o F); Below MP of host metals. Term brazing derived from brass, to harden Process originated 3000-2000 B.C. Typically, a filler (braze) metal
1 2 3 4 Brazing Filler metals typically melt above 450 o C (840 o F); Below MP of host metals. Term brazing derived from brass, to harden Process originated 3000-2000 B.C. Typically, a filler (braze) metal
COIL WINDING ISSUES P. Fabbricatore INFN Genova LCD - Magnet 13Oct09. Coil winding issues
 Coil winding issues Based on experience acquired with CMS coil construction, some preliminary considerations about the envisaged winding (and in general manufacturing) issues of a large superconducting
Coil winding issues Based on experience acquired with CMS coil construction, some preliminary considerations about the envisaged winding (and in general manufacturing) issues of a large superconducting
Cutting with broach. You can find here some notices about broaching operation. Fig.N 1
 Cutting with broach You can find here some notices about broaching operation. Fig.N 1 Amount of cut per tooth This parameter depends on many characteristic of broaching operation like: Material of the
Cutting with broach You can find here some notices about broaching operation. Fig.N 1 Amount of cut per tooth This parameter depends on many characteristic of broaching operation like: Material of the
4. PRESS AND PRESS WORK
 4. PRESS AND PRESS WORK Q. Which are the materials used for press work? GALVANISED IRON Zinc-coated iron is known as "galvanised iron"'. This soft steel sheet is popularly known as Gl sheet. Applications:
4. PRESS AND PRESS WORK Q. Which are the materials used for press work? GALVANISED IRON Zinc-coated iron is known as "galvanised iron"'. This soft steel sheet is popularly known as Gl sheet. Applications:
# Reducing Springback using post-stretching with stake beads By Tanmay Gupta, Ali Fallahiarezoodar, and Dr. Taylan Altan
 Reducing Springback using post-stretching with stake beads By Tanmay Gupta, Ali Fallahiarezoodar, and Dr. Taylan Altan #688-4 Reducing springback, especially in forming of Advanced High Strength Steels
Reducing Springback using post-stretching with stake beads By Tanmay Gupta, Ali Fallahiarezoodar, and Dr. Taylan Altan #688-4 Reducing springback, especially in forming of Advanced High Strength Steels
Wire Drawing 7.1 Introduction: stock size
 Wire Drawing 7.1 Introduction: In drawing, the cross section of a long rod or wire is reduced or changed by pulling (hence the term drawing) it through a die called a draw die (Fig. 7.1). Thus, the difference
Wire Drawing 7.1 Introduction: In drawing, the cross section of a long rod or wire is reduced or changed by pulling (hence the term drawing) it through a die called a draw die (Fig. 7.1). Thus, the difference
Design Guide: Sheet Metal Fabrication VERSION 2.1
 Design Guide: Sheet Metal Fabrication VERSION 2.1 SHEET METAL GUIDE V2.1 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Wall Thickness...5 Bends...5 Curls...6 Countersinks...6 Hems...7
Design Guide: Sheet Metal Fabrication VERSION 2.1 SHEET METAL GUIDE V2.1 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Wall Thickness...5 Bends...5 Curls...6 Countersinks...6 Hems...7
Experimental Evaluation of Metal Composite Multi Bolt Radial Joint on Laminate Level, under uni Axial Tensile Loading
 RESEARCH ARTICLE OPEN ACCESS Experimental Evaluation of Metal Composite Multi Bolt Radial Joint on Laminate Level, under uni Axial Tensile Loading C Sharada Prabhakar *, P Rameshbabu** *Scientist, Advanced
RESEARCH ARTICLE OPEN ACCESS Experimental Evaluation of Metal Composite Multi Bolt Radial Joint on Laminate Level, under uni Axial Tensile Loading C Sharada Prabhakar *, P Rameshbabu** *Scientist, Advanced
Experimental and numerical investigation of tube sinking of rectangular tubes from round section
 International Journal of Engineering and Technology sciences (IJETS) ISSN 2289-4152 Academic Research Online Publisher Research Article Experimental and numerical investigation of tube sinking of rectangular
International Journal of Engineering and Technology sciences (IJETS) ISSN 2289-4152 Academic Research Online Publisher Research Article Experimental and numerical investigation of tube sinking of rectangular
Trade of Sheet Metalwork. Module 1: Sheetmetal Fundamentals Unit 14: Exhaust Pipe Phase 2
 Trade of Sheet Metalwork Module 1: Sheetmetal Fundamentals Unit 14: Exhaust Pipe Phase 2 Table of Contents List of Figures... 4 List of Tables... 4 Document Release History... 5 Module 1 Sheetmetal Fundamentals...
Trade of Sheet Metalwork Module 1: Sheetmetal Fundamentals Unit 14: Exhaust Pipe Phase 2 Table of Contents List of Figures... 4 List of Tables... 4 Document Release History... 5 Module 1 Sheetmetal Fundamentals...
PRESS & PRESS WORK
 Topic and Contents Hours Marks 2.1 Introduction 08 Marks Materials used in press work for automobile applications. Classifications of presses and terminology used in presses Major parts of Fly press 2.2
Topic and Contents Hours Marks 2.1 Introduction 08 Marks Materials used in press work for automobile applications. Classifications of presses and terminology used in presses Major parts of Fly press 2.2
You can also order our FREE Rotary Draw Bending Guide wall chart.
 A re you looking for the latest techniques on tube & pipe bending? Ask for our FREE Tube and Pipe Bending manual shown here. It answers a lot of questions about bending, with tips and techniques to make
A re you looking for the latest techniques on tube & pipe bending? Ask for our FREE Tube and Pipe Bending manual shown here. It answers a lot of questions about bending, with tips and techniques to make
TALAT Lecture Deep Drawing. 15 pages, 16 figures. Advanced Level
 TALAT Lecture 3704 Deep Drawing 15 pages, 16 figures Advanced Level prepared by K. Siegert and S. Wagner, Institut für Umformtechnik, Universität Stuttgart Objectives: Definition and explanation of terms
TALAT Lecture 3704 Deep Drawing 15 pages, 16 figures Advanced Level prepared by K. Siegert and S. Wagner, Institut für Umformtechnik, Universität Stuttgart Objectives: Definition and explanation of terms
HEMMING THIN GAUGE ADVANCED HIGH STRENGTH STEEL
 HEMMING THIN GAUGE ADVANCED HIGH STRENGTH STEEL AUTO/STEEL PARTNERSHIP PROJECT #AS-8004 Mark Hineline - AutoForm Engineering May 11, 2016 Auto/Steel Partnership Participants Project Outline Introduction
HEMMING THIN GAUGE ADVANCED HIGH STRENGTH STEEL AUTO/STEEL PARTNERSHIP PROJECT #AS-8004 Mark Hineline - AutoForm Engineering May 11, 2016 Auto/Steel Partnership Participants Project Outline Introduction
XXL-Center. Cutting. Bending. Forming. R E I N H A R D T MASCHINENBAU D SINDELFINGEN D SINDELFINGEN RICHARD-WAGNER-STR.
 Cutting. Bending. Forming. XXL-Center D-71045 SINDELFINGEN P O S T F A C H 3 6 9 T E L E F O N 0 7 0 3 1-8 6 3-0 D-71065 SINDELFINGEN RICHARD-WAGNER-STR. 4 10 T E L E F A X 0 70 31-863-185 R E I N H A
Cutting. Bending. Forming. XXL-Center D-71045 SINDELFINGEN P O S T F A C H 3 6 9 T E L E F O N 0 7 0 3 1-8 6 3-0 D-71065 SINDELFINGEN RICHARD-WAGNER-STR. 4 10 T E L E F A X 0 70 31-863-185 R E I N H A
Drawing of Hexagonal Shapes from Cylindrical Cups
 Dr. Waleed Khalid Jawed Metallurgy & Production Engineering Department, University of Technology /Baghdad Email: Drwaleed555@yahoo.com Sabih Salman Dawood Metallurgy & Production Engineering Department,
Dr. Waleed Khalid Jawed Metallurgy & Production Engineering Department, University of Technology /Baghdad Email: Drwaleed555@yahoo.com Sabih Salman Dawood Metallurgy & Production Engineering Department,
Bending of Sheet Metal (st37) Using 90 Degree to Estimate Blank Dimensions
 Using 90 Degree to Estimate Blank Dimensions") 23 THE INTERNATIONAL JOURNAL OF ENGINEERING AND INFORMATION TECHNOLOGY (IJEIT), VOL. 2, NO. 1, 2015 Bending of Sheet Metal (st37) Using 90 Degree to Estimate Blank Dimensions M. EM. Abid Tripoli University/Marine
23 THE INTERNATIONAL JOURNAL OF ENGINEERING AND INFORMATION TECHNOLOGY (IJEIT), VOL. 2, NO. 1, 2015 Bending of Sheet Metal (st37) Using 90 Degree to Estimate Blank Dimensions M. EM. Abid Tripoli University/Marine
# in 1 Metal Worker Auxiliary Operating Instructions
 340 Snyder Avenue, Berkeley Heights, NJ 07922 www.micromark.com MMTechService@micromark.com Tech Support: 908-464-1094, weekdays, 1pm to 5 pm ET #86556 3 in 1 Metal Worker Auxiliary Operating Instructions
340 Snyder Avenue, Berkeley Heights, NJ 07922 www.micromark.com MMTechService@micromark.com Tech Support: 908-464-1094, weekdays, 1pm to 5 pm ET #86556 3 in 1 Metal Worker Auxiliary Operating Instructions
Incremental ring rolling to create conical profile rings
 Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 207 (2017) 1248 1253 International Conference on the Technology of Plasticity, ICTP 2017, 17-22 September 2017, Cambridge, United
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 207 (2017) 1248 1253 International Conference on the Technology of Plasticity, ICTP 2017, 17-22 September 2017, Cambridge, United
Wire and pipe drawing
 Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES
 ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
Stretch Forming Analysis for Skin of Aircraft, Model. B Abstract
 Stretch Forming Analysis for Skin of Aircraft, Model. B717-200 Paper Reference Number: 2001-89 Myung-Hyun. Jung Aerospace Div. Korean Air co, Korea. Tel: 82-01-051-970-5639 E-mail: jumyhy@dreamx.net Abstract
Stretch Forming Analysis for Skin of Aircraft, Model. B717-200 Paper Reference Number: 2001-89 Myung-Hyun. Jung Aerospace Div. Korean Air co, Korea. Tel: 82-01-051-970-5639 E-mail: jumyhy@dreamx.net Abstract
How to make tailwheel shock rubber donuts and aluminum shims with formed flange
 How to make tailwheel shock rubber donuts and aluminum shims with formed flange The following shows how to form a flange on the inner hole of aluminum shims to go between the rubber donuts for the tailwheel
How to make tailwheel shock rubber donuts and aluminum shims with formed flange The following shows how to form a flange on the inner hole of aluminum shims to go between the rubber donuts for the tailwheel
Advance in Sheet Metal Forming - One-step Solution, Multi-Beads, Gravity Prebending, Auto Nets, and Local Compensation
 12 th International LS-DYNA Users Conference Metal Forming(2) Advance in Sheet Metal Forming - One-step Solution, Multi-Beads, Gravity Prebending, Auto Nets, and Local Compensation Xinhai Zhu & Li Zhang
12 th International LS-DYNA Users Conference Metal Forming(2) Advance in Sheet Metal Forming - One-step Solution, Multi-Beads, Gravity Prebending, Auto Nets, and Local Compensation Xinhai Zhu & Li Zhang
Item #28187 EASTWOOD BEAD ROLLER INSTRUCTIONS
 Item #28187 EASTWOOD BEAD ROLLER INSTRUCTIONS The Eastwood Bead Roller is a professional metal fabrication tool for producing strengthening ribs in panels used in creating replacement fl oor pans, fi rewalls,
Item #28187 EASTWOOD BEAD ROLLER INSTRUCTIONS The Eastwood Bead Roller is a professional metal fabrication tool for producing strengthening ribs in panels used in creating replacement fl oor pans, fi rewalls,
Metal Shaping Taught by a World Renowned Master: Fay Butler
 Metal Shaping Taught by a World Renowned Master: Fay Butler By David E. Tyminski Fay and David at the power hammer I had the privilege to attend and participate in a metal shaping seminar taught by Fay
Metal Shaping Taught by a World Renowned Master: Fay Butler By David E. Tyminski Fay and David at the power hammer I had the privilege to attend and participate in a metal shaping seminar taught by Fay
Roll Forming General overview By Dako Kolev P.Eng.
 Roll Forming General overview By Dako Kolev P.Eng. Design in the world of Engineering is a mental process of creativity when we layout our vision of functionality and arrangement of elements or details
Roll Forming General overview By Dako Kolev P.Eng. Design in the world of Engineering is a mental process of creativity when we layout our vision of functionality and arrangement of elements or details
EVALUATION OF DRAW BEADS INFLUENCE ON INTRICATE SHAPE STAMPING DRAWING PROCESS
 TECHNOLOGICAL ENGINEERING volume XI, number 1/2014 DOI: 10.2478/teen-2014-0001 EVALUATION OF DRAW BEADS INFLUENCE ON INTRICATE SHAPE STAMPING DRAWING PROCESS Article history: Received 10 september 2014
TECHNOLOGICAL ENGINEERING volume XI, number 1/2014 DOI: 10.2478/teen-2014-0001 EVALUATION OF DRAW BEADS INFLUENCE ON INTRICATE SHAPE STAMPING DRAWING PROCESS Article history: Received 10 september 2014
Improving Edge Quality in Film Applications with Tangent Shear Slitting
 Improving Edge Quality in Film Applications with Tangent Shear Slitting Presented by: Sean Craig General Manager, Maxcess-Tidland Date: October 17, 2017 What is Fracture Mechanics? The study of how things
Improving Edge Quality in Film Applications with Tangent Shear Slitting Presented by: Sean Craig General Manager, Maxcess-Tidland Date: October 17, 2017 What is Fracture Mechanics? The study of how things
Forming - Blanking. Manufacturing Technology II Lecture 6. Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke
 Forming - Blanking Manufacturing Technology II Lecture 6 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke Seite 1 Content
Forming - Blanking Manufacturing Technology II Lecture 6 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke Seite 1 Content
Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Lecture - 06 Swaging & Wire Drawing Very good morning
Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Lecture - 06 Swaging & Wire Drawing Very good morning
Folding Center XXL-Center
 RAS Reinhardt Maschinenbau GmbH RAS : A revolution in folding long parts Does this sound familiar? Your bread and butter is in long parts, but bending them requires two, maybe three operators. The floor
RAS Reinhardt Maschinenbau GmbH RAS : A revolution in folding long parts Does this sound familiar? Your bread and butter is in long parts, but bending them requires two, maybe three operators. The floor
Factors Causing Undesirable Deformations during the Bending of Extruded Sections*
 Materials Transactions, Vol. 47, o. 5 (26) pp. 1354 to 1359 #26 The Japan Institute of Metals actors Causing Undesirable eformations during the Bending of Extruded ections* huji akaki 1 and oah Utsumi
Materials Transactions, Vol. 47, o. 5 (26) pp. 1354 to 1359 #26 The Japan Institute of Metals actors Causing Undesirable eformations during the Bending of Extruded ections* huji akaki 1 and oah Utsumi
Module 10 : Improvement of rock mass responses. Content
 IMPROVEMENT OF ROCK MASS RESPONSES Content 10.1 INTRODUCTION 10.2 ROCK REINFORCEMENT Rock bolts, dowels and anchors 10.3 ROCK BOLTING MECHANICS Suspension theory Beam building theory Keying theory 10.4
IMPROVEMENT OF ROCK MASS RESPONSES Content 10.1 INTRODUCTION 10.2 ROCK REINFORCEMENT Rock bolts, dowels and anchors 10.3 ROCK BOLTING MECHANICS Suspension theory Beam building theory Keying theory 10.4
Eurocode EN Eurocode 3: 3 Design of steel structures. Part 1-1: General rules and rules for buildings
 Eurocode EN 1993-1-1 Eurocode 3: 3 Design of steel structures Part 1-1: General rules and rules for buildings Eurocode EN 1993-1-1 Eurocode 3 applies to the design of buildings and civil engineering works
Eurocode EN 1993-1-1 Eurocode 3: 3 Design of steel structures Part 1-1: General rules and rules for buildings Eurocode EN 1993-1-1 Eurocode 3 applies to the design of buildings and civil engineering works
RB&W. GLOBAL LIGHTWEIGHT MATERIAL PRESENTATION April 14, SPAC Applications 1
 RB&W GLOBAL LIGHTWEIGHT MATERIAL PRESENTATION April 14, 2015 SPAC Applications 1 Global Market Trend CO2 Emission Fuel Efficiency Vehicle Weight Reduction INCREASED USAGE High Strength Steels Aluminum
RB&W GLOBAL LIGHTWEIGHT MATERIAL PRESENTATION April 14, 2015 SPAC Applications 1 Global Market Trend CO2 Emission Fuel Efficiency Vehicle Weight Reduction INCREASED USAGE High Strength Steels Aluminum
Posi-Bend ROTARY BENDING SOLUTIONS
 Lowers tooling costs Reduces setup time Produces bends over 90 Bends UHS steel Eliminates cam tooling to produce over bends Flexible and interchangeable Reduces down time Requires lower tonnage than traditional
Lowers tooling costs Reduces setup time Produces bends over 90 Bends UHS steel Eliminates cam tooling to produce over bends Flexible and interchangeable Reduces down time Requires lower tonnage than traditional
BUYER S GUIDE TO CONTROLLED TOLERANCE STAMPINGS
 36 WAYS TO MAKE YOUR SHORT RUN STAMPING MORE ECONOMICAL BUYER S GUIDE TO CONTROLLED TOLERANCE STAMPINGS 7 TH EDITION Wrico Controlled Tolerance Stampings There Is A Difference! Wrico Does It Better A privately
36 WAYS TO MAKE YOUR SHORT RUN STAMPING MORE ECONOMICAL BUYER S GUIDE TO CONTROLLED TOLERANCE STAMPINGS 7 TH EDITION Wrico Controlled Tolerance Stampings There Is A Difference! Wrico Does It Better A privately
Forming Box-Shaped Ends in Circular Tubes
 INTERNATIONAL JOURNAL OF PRECISION ENGINEERING AND MANUFACTURING Vol. 16, No. 9, pp. 1975-1981 AUGUST 2015 / 1975 DOI: 10.1007/s12541-015-0257-0 ISSN 2234-7593 (Print) / ISSN 2005-4602 (Online) Forming
INTERNATIONAL JOURNAL OF PRECISION ENGINEERING AND MANUFACTURING Vol. 16, No. 9, pp. 1975-1981 AUGUST 2015 / 1975 DOI: 10.1007/s12541-015-0257-0 ISSN 2234-7593 (Print) / ISSN 2005-4602 (Online) Forming
ScienceDirect. Formability of pure titanium sheet in square cup deep drawing
 Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 881 886 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 881 886 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
L ow-budget Hydro-forming
 L ow-budget Hydro-forming We are often looking for methods for creating parts on our experimental aircraft that replicate the professionalism of factory built aircraft. The biggest stumbling block is usually
L ow-budget Hydro-forming We are often looking for methods for creating parts on our experimental aircraft that replicate the professionalism of factory built aircraft. The biggest stumbling block is usually
Aircraft Metal Structural Repair
 Chapter 4 Aircraft Metal Structural Repair Aircraft Metal Structural Repair The satisfactory performance of an aircraft requires continuous maintenance of aircraft structural integrity. It is important
Chapter 4 Aircraft Metal Structural Repair Aircraft Metal Structural Repair The satisfactory performance of an aircraft requires continuous maintenance of aircraft structural integrity. It is important
Surface Developments. Sacramento City College Engineering Design Technology. Surface Developments 1
 Surface Developments Sacramento City College Engineering Design Technology Surface Developments 1 Surface Developments A surface development is a full-size layout of an object made on a single flat plane.
Surface Developments Sacramento City College Engineering Design Technology Surface Developments 1 Surface Developments A surface development is a full-size layout of an object made on a single flat plane.
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES
 Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
It further covers the following parts and devices related to those apparatus:
 CPC - B21D - 2017.08 B21D WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL (working or processing of wire B21F) Processes and
CPC - B21D - 2017.08 B21D WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL (working or processing of wire B21F) Processes and
Table saws are not recommended for cutting sheets larger than 4'X4' I size.
 Aluminum Composite Panel (Fabrication) Considerable care should be taken in the layout and handling of Aluminum Composite Panel. The use if coolants or lubricants are not required when sawing. A. Sawing
Aluminum Composite Panel (Fabrication) Considerable care should be taken in the layout and handling of Aluminum Composite Panel. The use if coolants or lubricants are not required when sawing. A. Sawing
Creasability and foldability
 Creasability and foldability The purpose of creasing is to make well-defined folding lines, which facilitate the folding operation and provide the conditions for the paperboard product to obtain its intended
Creasability and foldability The purpose of creasing is to make well-defined folding lines, which facilitate the folding operation and provide the conditions for the paperboard product to obtain its intended
Heavy Plate Leveler improvement by coupling a model to a flatness gauge
 Heavy Plate Leveler improvement by coupling a model to a flatness gauge Laurent Bodini, Siemens VAI Metals Technologies SAS, 51 rue Sibert, F-42403 Saint Chamond cedex Olaf Ehrich, Thyssenkrupp Steel,
Heavy Plate Leveler improvement by coupling a model to a flatness gauge Laurent Bodini, Siemens VAI Metals Technologies SAS, 51 rue Sibert, F-42403 Saint Chamond cedex Olaf Ehrich, Thyssenkrupp Steel,
Design and Fabrication of Hydraulic Zigzag Bending Machine
 Design and Fabrication of Hydraulic Zigzag Bending Machine Manoj Kumar.S 1, 1 Assistant Professor, Department of Mechanical Engineering, Hindusthan Institute of Technology, Coimbatore, India. Abstract--The
Design and Fabrication of Hydraulic Zigzag Bending Machine Manoj Kumar.S 1, 1 Assistant Professor, Department of Mechanical Engineering, Hindusthan Institute of Technology, Coimbatore, India. Abstract--The
a) If a bolt is over-tightened, which will fail first the bolt, or the plastic?
 If a bolt is over-tightened, which will fail first the bolt, or the plastic?") 2.2.75 6.525 Problem Set 3: Solutions to ME problems Fall 2013 Jacob Bayless Problem 1: Bolted joint a) If a bolt is over-tightened, which will fail first the bolt, or the plastic? The bolt is made of
2.2.75 6.525 Problem Set 3: Solutions to ME problems Fall 2013 Jacob Bayless Problem 1: Bolted joint a) If a bolt is over-tightened, which will fail first the bolt, or the plastic? The bolt is made of
Fasteners. Fastener. Chapter 18
 Fasteners Chapter 18 Material taken from Mott, 2003, Machine Elements in Mechanical Design Fastener A fastener is any device used to connect or join two or more components. The most common are threaded
Fasteners Chapter 18 Material taken from Mott, 2003, Machine Elements in Mechanical Design Fastener A fastener is any device used to connect or join two or more components. The most common are threaded
Psi casing ENd seals type Kt type du type KG/Ko type HA type stm
 PSI Casing end seals type kt type du type kg/ko type ha type stm www.psi-products.com 101 PSI Casing End Seals Pipes carrying media (e.g. gas pipes, water pipes, sewage pipes, etc.) below motorways, main
PSI Casing end seals type kt type du type kg/ko type ha type stm www.psi-products.com 101 PSI Casing End Seals Pipes carrying media (e.g. gas pipes, water pipes, sewage pipes, etc.) below motorways, main
Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations, Boring, Reaming, Tapping)
") 1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
Standard Test Methods for Bend Testing of Material for Ductility 1
 Designation: E290 14 Standard Test Methods for Bend Testing of Material for Ductility 1 This standard is issued under the fixed designation E290; the number immediately following the designation indicates
Designation: E290 14 Standard Test Methods for Bend Testing of Material for Ductility 1 This standard is issued under the fixed designation E290; the number immediately following the designation indicates
EFFECTS OF PROCESS VARIABLES ON DIMENSIONAL CONTROL OF COLD DRAWN 1526 GRADE STEEL TUBING NICKOLAS LANGILOTTI
 EFFECTS OF PROCESS VARIABLES ON DIMENSIONAL CONTROL OF COLD DRAWN 1526 GRADE STEEL TUBING By NICKOLAS LANGILOTTI Bachelor of Science in Mechanical Engineering Bachelor of Science in Aerospace Engineering
EFFECTS OF PROCESS VARIABLES ON DIMENSIONAL CONTROL OF COLD DRAWN 1526 GRADE STEEL TUBING By NICKOLAS LANGILOTTI Bachelor of Science in Mechanical Engineering Bachelor of Science in Aerospace Engineering
Schaeff, LLP. 22 Filed: Nov. 2, 1998 (51) Int. Cl."... B21D 51/ U.S. Cl... 72/329; 72/ Field of Search... 72/327, 328, 329, 72/348
 Int. Cl.... B21D 51/ U.S. Cl... 72/329; 72/ Field of Search... 72/327, 328, 329, 72/348") United States Patent Turner et al. 19 USOO607.9249A 11 Patent Number: (45) Date of Patent: Jun. 27, 2000 54 METHODS AND APPARATUS FOR FORMING A BEADED CAN END 75 Inventors: Stephen B. Turner, Kettering;
United States Patent Turner et al. 19 USOO607.9249A 11 Patent Number: (45) Date of Patent: Jun. 27, 2000 54 METHODS AND APPARATUS FOR FORMING A BEADED CAN END 75 Inventors: Stephen B. Turner, Kettering;
Glulam Curved Members. Glulam Design. General Glulam Design. General Glulam Beams are Designed in the SAME Manner as Solid Sawn Beams
 Glulam Curved Members Glulam Design General Glulam Beams are Designed in the SAME Manner as Solid Sawn Beams There is an Additional Adjustment Factor, C v, the Volume Factor C v and C L (Lateral Stability
Glulam Curved Members Glulam Design General Glulam Beams are Designed in the SAME Manner as Solid Sawn Beams There is an Additional Adjustment Factor, C v, the Volume Factor C v and C L (Lateral Stability
KAZMIER TOOLING INC, MIER TOOL. Francis Company Inc. SPEClALlZlNG IN PRESS BRAKE TOOLING
 KAZMIER TOOLING INC, MIER TOOL Francis Company Inc SPEClALlZlNG IN PRESS BRAKE TOOLING Kazmier Tooling Inc, Table of Contents: How to Order: Ordering Instructions... 2 1. Specify Tooling Part Number. Safety
KAZMIER TOOLING INC, MIER TOOL Francis Company Inc SPEClALlZlNG IN PRESS BRAKE TOOLING Kazmier Tooling Inc, Table of Contents: How to Order: Ordering Instructions... 2 1. Specify Tooling Part Number. Safety
Rigid Fluid Lines Tubing Materials Material Identification 7-1
 Aircraft fluid lines are usually made of metal tubing or flexible hose. Metal tubing (also called rigid fluid lines) is used in stationary applications and where long, relatively straight runs are possible.
Aircraft fluid lines are usually made of metal tubing or flexible hose. Metal tubing (also called rigid fluid lines) is used in stationary applications and where long, relatively straight runs are possible.
YAMATO. ROBUTO Roller Burnishing Tools. Mirror Like Surface Finishes In One Pass...
 ROBUTO Roller Burnishing Tools Mirror Like Surface Finishes In One Pass... ROBUTO THE ART OF ROLLER BURNISHING / EFFECTS - ADVANTAGES... 5 INTERNAL ROBUTO (ID) Ø 5-3 mm... 3 Ø Ø 32-85 mm... 5 86-200 mm...
ROBUTO Roller Burnishing Tools Mirror Like Surface Finishes In One Pass... ROBUTO THE ART OF ROLLER BURNISHING / EFFECTS - ADVANTAGES... 5 INTERNAL ROBUTO (ID) Ø 5-3 mm... 3 Ø Ø 32-85 mm... 5 86-200 mm...
Design of Punch and Die for Trimming Operation of Differential Bearing Cap
 International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2017 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Design
International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2017 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Design
Design and Analysis of Press Tool Assembly
 Design and Analysis of Press Tool Assembly Raveendra M.Tech Student ABSTRACT Press working may be defined as a chip less manufacturing process by which various components are made from sheet metal. This
Design and Analysis of Press Tool Assembly Raveendra M.Tech Student ABSTRACT Press working may be defined as a chip less manufacturing process by which various components are made from sheet metal. This
DESIGN OF MACHINE MEMBERS-I
 Code No: R31035 R10 Set No: 1 JNT University Kakinada III B.Tech. I Semester Regular/Supplementary Examinations, Dec - 2014/Jan -2015 DESIGN OF MACHINE MEMBERS-I (Mechanical Engineering) Time: 3 Hours
Code No: R31035 R10 Set No: 1 JNT University Kakinada III B.Tech. I Semester Regular/Supplementary Examinations, Dec - 2014/Jan -2015 DESIGN OF MACHINE MEMBERS-I (Mechanical Engineering) Time: 3 Hours
Section 914. JOINT AND WATERPROOFING MATERIALS
 914.01 Section 914. JOINT AND WATERPROOFING MATERIALS 914.01. General Requirements. Joint and waterproofing material for use in concrete construction must meet the requirements of this section. 914.02.
914.01 Section 914. JOINT AND WATERPROOFING MATERIALS 914.01. General Requirements. Joint and waterproofing material for use in concrete construction must meet the requirements of this section. 914.02.
Subject Index. Bearing damage, in bolted, composite-metal
 STP927-EB/Nov. 1986 Subject Index A Adhesive binding, use in structural steel joints, 72-93 Adhesives creep strength, 76, 93 Versilok 204, 76 Aircraft crack failure in, 9-12, 37-38, 63-64, 95,118,222 crack
STP927-EB/Nov. 1986 Subject Index A Adhesive binding, use in structural steel joints, 72-93 Adhesives creep strength, 76, 93 Versilok 204, 76 Aircraft crack failure in, 9-12, 37-38, 63-64, 95,118,222 crack
Exploration of a Student Project in a Materials Processing Course
 Paper ID #8093 Exploration of a Student Project in a Materials Processing Course Prof. Somnath Chattopadhyay, Georgia Southern University c American Society for Engineering Education, 2013 EXPLORATION
Paper ID #8093 Exploration of a Student Project in a Materials Processing Course Prof. Somnath Chattopadhyay, Georgia Southern University c American Society for Engineering Education, 2013 EXPLORATION
CUT OUT FLARES INSTALLATION INSTRUCTIONS FOR 20017, 20018, F100-F150 F250-F350 P.U. & BRONCO CUT OUTS
 20017 04/22/03 REV-A CUT OUT FLARES INSTALLATION INSTRUCTIONS FOR 20017, 20018, F100-F150 F250-F350 P.U. & BRONCO CUT OUTS Tools Required for Installation: (A) 3/16 Drill Bit (B) Pop-Rivet Gun (C) Air
20017 04/22/03 REV-A CUT OUT FLARES INSTALLATION INSTRUCTIONS FOR 20017, 20018, F100-F150 F250-F350 P.U. & BRONCO CUT OUTS Tools Required for Installation: (A) 3/16 Drill Bit (B) Pop-Rivet Gun (C) Air
(1) Brass, an alloy of copper and zinc, consists of 70% by volume of copper and 30% by volume of zinc.
 Brass, an alloy of copper and zinc, consists of 70% by volume of copper and 30% by volume of zinc.") PhysicsAndMathsTutor.com 1 Q1. (a) Define the density of a material....... (1) Brass, an alloy of copper and zinc, consists of 70% by volume of copper and 30% by volume of zinc. density of copper = 8.9
PhysicsAndMathsTutor.com 1 Q1. (a) Define the density of a material....... (1) Brass, an alloy of copper and zinc, consists of 70% by volume of copper and 30% by volume of zinc. density of copper = 8.9
INTRODUCTION TO PRESS BRAKES. A Vital Piece of Shop Equipment
 INTRODUCTION TO PRESS BRAKES A Vital Piece of Shop Equipment Introduction to Press Brakes Press Brakes are utilized in the forming lengths of sheet metal components. A press brake is a vital necessity
INTRODUCTION TO PRESS BRAKES A Vital Piece of Shop Equipment Introduction to Press Brakes Press Brakes are utilized in the forming lengths of sheet metal components. A press brake is a vital necessity