Technical Paper. Keywords: High speed drilling, Micro-holes, Flexible printed circuit board, Thrust force
|
|
|
- Clifford Hawkins
- 6 years ago
- Views:
Transcription
1 12 Technical Paper Experimental Study on Cutting Force of High-speed Micro-drilling Flexible Printed Circuit Board Xin Zhang, Chengyong Wang, Lijuan Zheng, Linfang Wang, Yuexian Song Guangdong University of Technology Keywords: High speed drilling, Micro-holes, Flexible printed circuit board, Thrust force Abstract: Drilling force is one of the most important parameters in the drilling process of FPC (flexible printed circuit board), the size of the force has a directly affect on the drill-bit's life and the micro-hole's quality. It causes the FPC delamination, pulling of the plastic, the burr of exit hole and other processing defects. In this paper, some experimental investigations of cutting force of high speed micro-drilling are carried out to improve the drilling quality of flexible printed circuit board. The results indicate that the drilling parameters(spindle speed, feed speed and drill-bit diameter) have significant influence on micro-drilling thrust force. 1. Introduction The FPC (flexible printed circuit board) is a promising branch of printed circuit board industry which is developing rapidly and prospects. It has been always seen as a prefect solution to electronic packaging needs for its highly reliable, perfect flexible. It leads to electronic packages being smaller, lighter and more functional. So it has been abundantly used in the aerospace, military, mobile communication, digital cameras and other fields. A flexible printed circuit board usually consists of a conductive material layer of traces bonded to a dielectric layer. Copper is a very common metal as the conductive material layer. The dielectric layer is usually polyimide or polyester. Usually an adhesive is used to bond the conductive material layer to the dielectric layer. Micro-hole is an important part of the flexible printed circuit board, the process of micro-drilling usually is one of the problems of the PCB manufacturers' production. But because of the layer-to-layer constructions of FPC and the viscidity of polyimide, there will bring kinds of defects in FPC micro-drilling. The defects include FPC delamination, pulling of the plastic, the burr of exit hole and so on. Most of the drilling defects are caused of the size of the drilling thrust force. In additonal, the quality of drilling process has a directly impact on the mechanical assembly performance and electrical connectivity of flexible printed circuit board, determining the final quality of the printed circuit board [1-5]. Studies of drilling force always focused on rigid board on the printed circuit board industry before. Hinds[6] studied microdrilling (0.1 and 0.25mm in diameter) of double-sided PCB, and found that thrust force and torque increases with the increasing drill wear, feed rate, depth to diameter ratio. Yang [7] studied chip morphology when drilling a 3.2mm hole in PCBs and found that the chips from the resin/glass fibre cloth layer were continuous chips with five different morphologies. The research of how to improve the drilling quality of flexible printed circuit board effectively have not a detailed experimental study so far. This paper making some experiments on a high-speed PCB drilling machine with double-sided flexible copper clad laminate composites and make some analysis on drilling thrust force. 2. Experiment procedures Three different PCB drill-bits with diameter of 0.15mm, 0.2mm and 0.3mm were used in this experiment. These three different diameter drill-bits are also mostly used in actual production. The messages of those drill-bits and the drilling conditions are shown in Table 1 and its structure is shown in Fig. 1. Drill Diameter Overall Point Helix Material length O O angle( ) angle( ) 0.15mm 120 WC Carbide 0.2mm 38.1mm mm 130 Table 1 Drills used in the experimental work Journal of the HKPCA / 2016 / Summer / Issue No. 60

 were measured using a Measurement instruments include the DYTRAN 1051 microforce sensor that made in United States and its sampling frequency is 5000Hz, an amplifier")

2 Technical Paper 13 Fig.3 Drilling thrust force measurement system Fig. 1 Structure of micro-drills Measurement system of drilling thrust force was shown in Fig.3. Cutting force (thrust forces) were measured using a Measurement instruments include the DYTRAN 1051 microforce sensor that made in United States and its sampling frequency is 5000Hz, an amplifier module that is the U.S. DYTRAN ACC amplifier, it also consists of Germany SICK the OD MAX-type laser displacement sensor and Germany SICK AOD-type controller. 3.Results and Discussion 3.1 Drilling thrust force analysis of the flexible board in the Fig.2 Structure chart of flexible double-sided copper clad laminate FPC material used in this drilling test was flame-resistant type polyimide film based flexible copper clad laminate (Double side). It is 101µ m in thickness, laminated by polyimide (PI) film of 25µ m. Both sides are clad with a copper foil of 18µ m thickness. Among polyimide (PI) film and copper foil is adhesive of 20µ m thickness. The structure shown in Fig. 2. We stacked five this double side FCCl material into a workpiece. Phenolic aldehyde entry board was placed on the top of the five-layers FCCL material and paper backup board was placed beneath the PCB during the drilling process. drilling process It is shown in Fig.4 that the law of thrust force changes with drilling time when the micro-drill drilling the flexible double-sided copper clad laminate. The curve in Fig.4 is available on the condition that the spindle speed is 160 krpm and the feed The experimental work was carried out on a PCB drilling machine which was developed by ourselves and this machine with a maximum spindle speed of 250 krpm. All drilling tests were conducted coolant free at spindle speeds of 120 krpm 140 krpm, 160 krpm 180 krpm, 200 krpm and feed speed of 50, 100, 150, 200, 250, 300 cm/min. Fig.4 Thrust force of drilling flexible copper clad laminate
3 14 Technical Paper speed is 50cm/min. Fig.4 (b) is the enlargement of Fig.4 (a), and Fig.4 (c) is the enlargement of the first peak in Fig.4 (b). Thrust force can be divided into three stages (I, II and III) as is shown in Fig.4 (b). Stage I represents the drilling thrust force when the micro-drill cuts the entry board. Stage II shows the thrust force when the drill drills in five-story FCCL. And stage III shows the thrust force when drilling in the backing board. In this paper, only this thrust force that produced when the microdrill drills five layers FCCL is studied. It is the stage II that is shown in Fig.4 (b). It can be seen that the drilling thrust force peak is of little difference when the micro-drill drills five-stacked flexible board in Fig.4(b). In this experiment, three holes are drilled in every laminated board, and in which, there is a fivestacked flexible copper clad laminate. That is to say, 15 holes are drilled in one flexible laminated board under each drilling parameters. To analyse the drilling force, the mean of the 15 maximum thrust force of every hole would be discussed. completely and enters into the adhesive layer, the drilling thrust force no longer reduces. Thirdly, when drill bit gets through the adhesive layer and starts to drill the polyimide (PI) layer, the drilling thrust force starts to reduce again and when drilling polyimide (PI) layer, the drilling thrust force reaches the minimum of the whole drilling process. Then the drill bit entered the stage of cutting the second adhesive layer, and the drilling thrust force has a certain extent increase. The thrust force is almost equal to that of drilling the first adhesive layer. Fourthly, as the depth of drilling increase, the drilling thrust force begins to rise when drill bit drill into the bottom copper foil. 3.2 The influence of spindle speed and feed speed on thrust force As is shown in Fig.4 (c), according to the feed rate and the relationship between drilling depth and drilling time, the thrust force of a through-hole can be divided into five stages in one drilling process: A (Upper copper foil: s) - B (Adhesive: Fig.5 Relationship among the rotational speed of drill, feed speed and thrust force s) - C (Polyimide PI: 0.003s) - D (Adhesive: s) - E (Lower copper foil: s). Drilling thrust force changes as follow: First, when the drill begins to drill the upper copper foil of the flexible board after drilling through the entry board, because of the gap between the different layers of flexible board, it must press the material layers together before the micro-drill begins to cut the upper copper foil. Then the tool begins to drill the flexible board. Among this transitional time, the thrust force would increase from scratch gradually. Secondary, the drill bit began to cut the flexible board of copper foil. With the depth of drilling increasing, the drilling thrust force, to some degree, increases till gets to the peak value which would approximately remain stable until the drill drills through the upper copper foil. Subsequently, the bit starts to drill the adhesive, and the drilling thrust force begins to reduce. When the main cutting edge gets through the upper copper foil Fig.5 shows the relation curve about spindle speed, feed speed and thrust force. It can be seen that when the drilling speed changes from r/min to r/min, in every speed stage, the thrust force gradually increase as the feed speed increases from 50cm/min to 300cm/min. And the higher the feed speed is, the greater the thrust force is. The reason is that in the process of micro drilling, increasing the feed speed in an invariable spindle speed is equal to increasing the feed amount per revolution. However, according to the knowledge of cutting theory, along with the feed increases per revolution, the theoretical thickness of cutting increases, and so does the resistance force of the material. Thus, the thrust force also increases correspondingly. Journal of the HKPCA / 2016 / Summer / Issue No. 60
4 Technical Paper 15 It can be seen from Fig.5 that the drilling thrust force get smaller while spindle speed become bigger under the same feed speed. The reason is that increasing spindle speed could greatly reduces the feeding amount per revolution when keeping the feed speed. The theoretical thickness of cutting also reduces correspondingly. Therefore, the resistance force of the material decreases, and the axial cutting force also decreases correspondingly. 3.3 The influence of drill diameter on thrust force The two graphs in Fig.7 show the relationship between drill diameter and thrust force with the spindle speed being 160krpm and 200krpm. From the graph, when in a single variable conditions, the larger the diameter drill bit is, the bigger the thrust force is. The reason is that the increase of diameter drill bit will lead to the cutting area increase, however, cutting area is one of main factors that effects the magnitude of cutting force. Therefore, it is obvious that increasing cutting area will lead to drilling force increase. The diameter size of the drill has almost the same influence on cutting force in the two different spindle speed, the difference is that the thrust force become smaller while the spindle speed is higher. 3.4 The relationship among spindle speed, speed and hole quality In the micro-drilling process of FCCL, as the drill-bit drill through the surface of lower surface of the double side FCCL material, around the exit hole usually would generate exit burr. The exit burr has serious impact on assembly accuracy and performance of the products. So after drilling it usual has a deburring process to ensure the quality of products. High speed drilling has a significant effect to reduce exit burr. Fig.7 shows the influence of spindle speed, feed speed on exit burr. It can be seen that the size of exit burr increase with the increase of feed speed, and decrease with the increase of spindle speed. And in addition, when the spindle speed arrive 200krpm, the influence of feed speed become smaller. The reason is that, with the increase of spindle speed and the decrease of feed speed, the drilling thrust force become smaller, and the larger the thrust force is, the smaller the exit burr is. Fig.7 Relationship among feed speed, drill diameter and thrust force









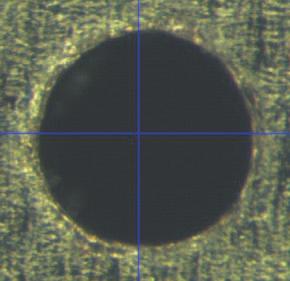
5 16 Technical Paper Feed speed Spindle speed 120krpm 160krpm 200krpm 50cm/min 100cm/min 200cm/min 300cm/min Journal of the HKPCA / 2016 / Summer / Issue No. 60
6 Technical Paper 17 Conclusions Making measurement and analysis to the drilling thrust force of drilling double-layer flexible printed circuit board in high spindle speed, this issue can get the following conclusions: [3] Lijuan Zheng, Chengyong Wang, Lipeng Yang, Yuexian Song, Lianyu Fu. Characteristics of chip formation in the micro-drilling of multi-material sheets. International Journal of Machine Tools & Manufacture, Vol. 52, No. 1(2012) Because of the layer structure of the materials, when micro-drill drill the FCCL composite materials, the magnitude of cutting force is obvious difference in drilling different material layer (copper/adhesiver/pi/adhesiver/copper). The thrust force of drill copper foil is larger than the thrust force of drill adhesiver layer, and the thrust force of drill PI layer is smallest. The higher the drilling speed is, the smaller the thrust force is, the greater the feed speed is, the greater the thrust force is. The thrust force increase with the increase of drill diameter. The size of exit burr increase with the increase of feed speed, and decrease with the increase of spindle speed. And in addition, when the spindle speed arrive 200krpm, the influence of feed speed become small. Acknowledgement This project was supported by the Key Program of NSFC- Guangdong Joint Fund, China (Grant No. U ). [4] Xu Yushan, Mao Jimei, Chen Yuanming, He Wei. Study on process of NC drilling for FPC. PRINTED CIRCUIT INFORMATION, No.10(2010) [5] Eiichi Aoyama, Hiromich Nobe, Toshiki Hirogaki. Drilled hole damage of small diameter drilling in printed wiring board. Journal of Materials Processing Technology. 118(2001) [6] L.P. Yang, L.X. Huang, C.Y. Wang, etc, Drilling force and chip morphology in drilling of PCB supported hole. Adv. Mater. Res. 188 (2011) [7] Hinds. B K, Reanor M. Drilling of printed circuit boards: Factors limiting the use of smaller drill sizes. Proceedings of the Institution of Mechanical Engineers. Part B-Engineering Manufacture, (2000) *Chengyong Wang Guangdong University of Technology cywang@gdut.edu.cn Reference [1] Lijuan Zheng, Chengyong Wang, Yuexian Song, Lipeng Yan, Yunpeng Qu, Ping Ma, Lianyu Fu. A review on drilling printed circuit boards. Advanced Materials Research Vol.188(2011) [2] H. Nakagawa, K. Ogawa, A. Kihara, T. Hirogaki. Improvement of micro-drilled hole quality for printed wiring boards.journal of Materials Processing Technology 191 (2007)
8.6 Experimental Study of Micro-holes Position Accuracy on Drilling Flexible Printed Circuit Board
 8.6 Experimental Study of Micro-holes Position Accuracy on Drilling Flexible Printed Circuit Board L. J. Zheng 1, X.Zhang 1, C. Y. Wang 1,*, L. F. Wang 1, S. Li 1, Y. X. Song 1, L. Q. Zhang 2 1 Guangdong
8.6 Experimental Study of Micro-holes Position Accuracy on Drilling Flexible Printed Circuit Board L. J. Zheng 1, X.Zhang 1, C. Y. Wang 1,*, L. F. Wang 1, S. Li 1, Y. X. Song 1, L. Q. Zhang 2 1 Guangdong
A Review on Drilling Printed Circuit Boards
 14 Technical Paper A Review on Drilling Printed Circuit Boards 1 1 1 1 1 2 Lijuan Zheng, Chengyong Wang, Yuexian Song, Lipeng Yang, Yunpeng Qu, Ping Ma1, Lianyu Fu 1. Guangdong University of Technology
14 Technical Paper A Review on Drilling Printed Circuit Boards 1 1 1 1 1 2 Lijuan Zheng, Chengyong Wang, Yuexian Song, Lipeng Yang, Yunpeng Qu, Ping Ma1, Lianyu Fu 1. Guangdong University of Technology
VIBRATION ASSISTED DEEP HOLE MICRO-DRILLING: A PRELIMINARY EXPERIMENTAL STUDY
 DOI: 10.2507/27th.daaam.proceedings.119 VIBRATION ASSISTED DEEP HOLE MICRO-DRILLING: A PRELIMINARY EXPERIMENTAL STUDY Todić Rajko, Bartulović Ante This Publication has to be referred as: Todic, R[ajko]
DOI: 10.2507/27th.daaam.proceedings.119 VIBRATION ASSISTED DEEP HOLE MICRO-DRILLING: A PRELIMINARY EXPERIMENTAL STUDY Todić Rajko, Bartulović Ante This Publication has to be referred as: Todic, R[ajko]
Assessment of the Exit Defects in Carbon Fibre-Reinforced Plastic Plates Caused by Drilling
 Key Engineering Materials Vols. 96 () pp. - Trans Tech Publications, Switzerland Assessment of the Exit Defects in Carbon Fibre-Reinforced Plastic Plates Caused by Drilling Houjiang Zhang, Wuyi Chen, Dingchang
Key Engineering Materials Vols. 96 () pp. - Trans Tech Publications, Switzerland Assessment of the Exit Defects in Carbon Fibre-Reinforced Plastic Plates Caused by Drilling Houjiang Zhang, Wuyi Chen, Dingchang
An experimental study on the burr formation in drilling of aluminum channels of rectangular section
 5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Guwahati, Assam, India An experimental study on the burr formation
5 th International & 26 th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December 12 th 14 th, 2014, IIT Guwahati, Assam, India An experimental study on the burr formation
High Speed Milling of a Large Thin Sheet Copper Part with a Vacuum Fixture on a CNC Machine Tool
 2nd Annual International Conference on Advanced Material Engineering (AME 2016) High Speed Milling of a Large Thin Sheet Copper Part with a Vacuum Fixture on a CNC Machine Tool Y. CAO*, 1 and J. L. SHI2
2nd Annual International Conference on Advanced Material Engineering (AME 2016) High Speed Milling of a Large Thin Sheet Copper Part with a Vacuum Fixture on a CNC Machine Tool Y. CAO*, 1 and J. L. SHI2
Prediction Of Thrust Force And Torque In Drilling On Aluminum 6061-T6 Alloy
 Prediction Of Thrust Force And Torque In Drilling On Aluminum 6061-T6 Alloy P. Kishore Kumar 1 ; Dr. K. Kishore 2 ; Prof. P. Laxminarayana 3 ; Anurag group of Institutions Vasavi College of Engineering
Prediction Of Thrust Force And Torque In Drilling On Aluminum 6061-T6 Alloy P. Kishore Kumar 1 ; Dr. K. Kishore 2 ; Prof. P. Laxminarayana 3 ; Anurag group of Institutions Vasavi College of Engineering
An experimental investigation of vibration characteristics in the diamond wire sawing of granite
 An experimental investigation of vibration characteristics in the diamond wire sawing of granite Hui Huang*, Guoqin Huang, Hua Guo, Xipeng Xu Institute of Manufacturing Engineering, Huaqiao University,
An experimental investigation of vibration characteristics in the diamond wire sawing of granite Hui Huang*, Guoqin Huang, Hua Guo, Xipeng Xu Institute of Manufacturing Engineering, Huaqiao University,
A guide to. effective composite machining for aerospace components
 A guide to effective composite machining for aerospace components Introduction Demands to reduce aircraft fuel consumption and minimise the greenhouse gas emissions associated with air travel is driving
A guide to effective composite machining for aerospace components Introduction Demands to reduce aircraft fuel consumption and minimise the greenhouse gas emissions associated with air travel is driving
Low-Frequency Vibration Drilling of Titanium Alloy
 76 Low-Frequency Vibration Drilling of Titanium Alloy Kiyoshi OKAMURA, Hiroyuki SASAHARA, Toshiaki SEGAWA and Masaomi TSUTSUMI Dry drilling of composite/metallic stacks for aircraft components is extremely
76 Low-Frequency Vibration Drilling of Titanium Alloy Kiyoshi OKAMURA, Hiroyuki SASAHARA, Toshiaki SEGAWA and Masaomi TSUTSUMI Dry drilling of composite/metallic stacks for aircraft components is extremely
warwick.ac.uk/lib-publications
 Original citation: Gupta, Aniruddha, Ascroft, Helen and Barnes, Stuart (216) Effect of chisel edge in ultrasonic assisted drilling of carbon fibre reinforced plastics (CFRP). In: 7th HPC 216 CIRP Conference
Original citation: Gupta, Aniruddha, Ascroft, Helen and Barnes, Stuart (216) Effect of chisel edge in ultrasonic assisted drilling of carbon fibre reinforced plastics (CFRP). In: 7th HPC 216 CIRP Conference
Design of Feed Control System for Micro EDM Machine Tool Liao-yuan ZHANG, Yue GENG, Da-lin JIANG, Ming-wei SHANG and Yue-long WANG
 2016 International Conference on Electrical Engineering and Automation (ICEEA 2016) ISBN: 978-1-60595-407-3 Design of Feed Control System for Micro EDM Machine Tool Liao-yuan ZHANG, Yue GENG, Da-lin JIANG,
2016 International Conference on Electrical Engineering and Automation (ICEEA 2016) ISBN: 978-1-60595-407-3 Design of Feed Control System for Micro EDM Machine Tool Liao-yuan ZHANG, Yue GENG, Da-lin JIANG,
Synchronous Optimization Design of Fixture Layout and Clamping Force Based on UG. Jin Fengfeng, Wang Guodong
 3rd International Conference on Materials Engineering, Manufacturing Technology and Control (ICMEMTC 2016) Synchronous Optimization Design of Fixture Layout and Clamping Force Based on UG Jin Fengfeng,
3rd International Conference on Materials Engineering, Manufacturing Technology and Control (ICMEMTC 2016) Synchronous Optimization Design of Fixture Layout and Clamping Force Based on UG Jin Fengfeng,
Development of Orbital Drilling for the Boeing 787
 Copyright 2008 SAE International 08FAS-0006 Development of Orbital Drilling for the Boeing 787 Eric Whinnem Gary Lipczynski The Boeing Company Ingvar Eriksson Novator AB ABSTRACT The new materials and
Copyright 2008 SAE International 08FAS-0006 Development of Orbital Drilling for the Boeing 787 Eric Whinnem Gary Lipczynski The Boeing Company Ingvar Eriksson Novator AB ABSTRACT The new materials and
Innovative pcb solutions used in medical and other devices Made in Switzerland
 Innovative pcb solutions used in medical and other devices Made in Switzerland Chocolate Watches Money.PCB`s innovative pcb`s... Customer = innovation driver Need to add more parts and I/O make smaller/thinner
Innovative pcb solutions used in medical and other devices Made in Switzerland Chocolate Watches Money.PCB`s innovative pcb`s... Customer = innovation driver Need to add more parts and I/O make smaller/thinner
Rotary ultrasonic machining of carbon fiber-reinforced polymer: feasibility study
 This is the author s final, peer-reviewed manuscript as accepted for publication. The publisher-formatted version may be available through the publisher s web site or your institution s library. Rotary
This is the author s final, peer-reviewed manuscript as accepted for publication. The publisher-formatted version may be available through the publisher s web site or your institution s library. Rotary
Effect of Machine Parameters on Drilling Process of PCB
 Volume-6, Issue-2, March-April 2016 International Journal of Engineering and Management Research Page Number: 163-167 Effect of Machine Parameters on Drilling Process of PCB Padwal Gauri H 1, Sankaye Shraddha
Volume-6, Issue-2, March-April 2016 International Journal of Engineering and Management Research Page Number: 163-167 Effect of Machine Parameters on Drilling Process of PCB Padwal Gauri H 1, Sankaye Shraddha
Application Bulletin 240
 Application Bulletin 240 Design Consideration CUSTOM CAPABILITIES Standard PC board fabrication flexibility allows for various component orientations, mounting features, and interconnect schemes. The starting
Application Bulletin 240 Design Consideration CUSTOM CAPABILITIES Standard PC board fabrication flexibility allows for various component orientations, mounting features, and interconnect schemes. The starting
An experimental investigation into the orthogonal cutting of unidirectional fibre reinforced plastics
 International Journal of Machine Tools & Manufacture 43 (2003) 1015 1022 An experimental investigation into the orthogonal cutting of unidirectional fibre reinforced plastics X.M. Wang, L.C. Zhang School
International Journal of Machine Tools & Manufacture 43 (2003) 1015 1022 An experimental investigation into the orthogonal cutting of unidirectional fibre reinforced plastics X.M. Wang, L.C. Zhang School
UC Berkeley Green Manufacturing and Sustainable Manufacturing Partnership
 UC Berkeley Green Manufacturing and Sustainable Manufacturing Partnership Title Development of a micro-drilling burr-control chart for PCB drilling Permalink https://escholarship.org/uc/item/08k854nq Journal
UC Berkeley Green Manufacturing and Sustainable Manufacturing Partnership Title Development of a micro-drilling burr-control chart for PCB drilling Permalink https://escholarship.org/uc/item/08k854nq Journal
Small Hole EDM Drilling
 14 195 Small Hole EDM Drilling Small hole EDM (electrical discharge machining) drilling, also known as fast hole EDM drilling, hole popper, and start hole EDM drilling, was once relegated to a last resort
14 195 Small Hole EDM Drilling Small hole EDM (electrical discharge machining) drilling, also known as fast hole EDM drilling, hole popper, and start hole EDM drilling, was once relegated to a last resort
Effect of Ultrasonic Vibration on Micro Grooving
 Memoirs of the Faculty of Engineering, Kyushu University, Vol.68, No.1, March 2008 Effect of Ultrasonic Vibration on Micro Grooving by Osamu OHNISHI *, Hiromichi ONIKURA **, Seung-Ki MIN *** Muhammad Aziz
Memoirs of the Faculty of Engineering, Kyushu University, Vol.68, No.1, March 2008 Effect of Ultrasonic Vibration on Micro Grooving by Osamu OHNISHI *, Hiromichi ONIKURA **, Seung-Ki MIN *** Muhammad Aziz
Fig. N 1 The indexing error between two consecutive flutes: (this must be measured half way up the tooth) as indicated in figure N 2.
 as indicated in figure N 2.") Hob resharpening The accuracy of the hobbing process to a large extent on good hob resharpening and the performance of hob is very much affected by the type of resharpening carried out. If a hob is resharpened
Hob resharpening The accuracy of the hobbing process to a large extent on good hob resharpening and the performance of hob is very much affected by the type of resharpening carried out. If a hob is resharpened
Optimization and Process Control in Small Diameter End Mill
 Optimization and Process Control in Small Diameter End Mill Shaike Imran M.Tech (Production Engineering) Department of Mechanical Engineering Ellenki Engineering College, Chinnagundavelly Village, Near
Optimization and Process Control in Small Diameter End Mill Shaike Imran M.Tech (Production Engineering) Department of Mechanical Engineering Ellenki Engineering College, Chinnagundavelly Village, Near
SIMULATION AND ANALYSIS OF BALL-END MILLING OF PANEL MOULDS BASED ON DEFORM 3D
 ISSN 1726-4529 Int j simul model 16 (2017) 2, 343-356 Original scientific paper SIMULATION AND ANALYSIS OF BALL-END MILLING OF PANEL MOULDS BASED ON DEFORM 3D Yang, L. & Zheng, M. L. # The Key Lab of National
ISSN 1726-4529 Int j simul model 16 (2017) 2, 343-356 Original scientific paper SIMULATION AND ANALYSIS OF BALL-END MILLING OF PANEL MOULDS BASED ON DEFORM 3D Yang, L. & Zheng, M. L. # The Key Lab of National
Thermo-mechanical Coupled Simulation Analysis of Solid End Mill on. Milling Process
 th International Conference on Information Systems and Computing Technology (ISCT 201) Thermo-mechanical Coupled Simulation Analysis of Solid End Mill on Milling Process YanCAO, XinhuLIU, LeijieFU, YuBAI
th International Conference on Information Systems and Computing Technology (ISCT 201) Thermo-mechanical Coupled Simulation Analysis of Solid End Mill on Milling Process YanCAO, XinhuLIU, LeijieFU, YuBAI
Machines for Aerospace and Automobile Parts Manufacturing
 Auto Parts and the Future Industries: Aerospace, Electric Vehicle, and Intelligent System 9-10 August 2017 Bangkok, Thailand Machines for Aerospace and Automobile Parts Manufacturing Kenichi Harashima
Auto Parts and the Future Industries: Aerospace, Electric Vehicle, and Intelligent System 9-10 August 2017 Bangkok, Thailand Machines for Aerospace and Automobile Parts Manufacturing Kenichi Harashima
CARBON FIBER REINFORCED PLASTICS MACHINING: SURFACING STRATEGY FOR REDUCING CUTTING FORCES.
 18 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS CARBON FIBER REINFORCED PLASTICS MACHINING: SURFACING STRATEGY FOR REDUCING CUTTING FORCES. A.Morandeau 1*, J.Bohlmark 2, R.Leroy 1, D.Bonhoure 3,
18 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS CARBON FIBER REINFORCED PLASTICS MACHINING: SURFACING STRATEGY FOR REDUCING CUTTING FORCES. A.Morandeau 1*, J.Bohlmark 2, R.Leroy 1, D.Bonhoure 3,
WIRTSCHAFTLICHES BOHREN UND FRÄSEN VON COMPOSITE VERBUNDWERKSTOFFEN
 WIRTSCHAFTLICHES BOHREN UND FRÄSEN VON COMPOSITE VERBUNDWERKSTOFFEN WIRTSCHAFTLICHES BOHREN UND FRÄSEN VON COMPOSITE VERBUNDWERKSTOFFEN You looking forward to receive a economic and safe working solution
WIRTSCHAFTLICHES BOHREN UND FRÄSEN VON COMPOSITE VERBUNDWERKSTOFFEN WIRTSCHAFTLICHES BOHREN UND FRÄSEN VON COMPOSITE VERBUNDWERKSTOFFEN You looking forward to receive a economic and safe working solution
Performance of Diamond Segments in Different Machining Processes
 Materials Science Forum Online: 24-12-15 ISSN: 1662-9752, Vols. 471-472, pp 77-81 doi:1.428/www.scientific.net/msf.471-472.77 Materials Science Forum Vols. *** (24) pp.77-81 24 Trans Tech Publications,
Materials Science Forum Online: 24-12-15 ISSN: 1662-9752, Vols. 471-472, pp 77-81 doi:1.428/www.scientific.net/msf.471-472.77 Materials Science Forum Vols. *** (24) pp.77-81 24 Trans Tech Publications,
Effect of Tool Geometry Special Features on Cutting Forces of Multilayered CFRP Laminates
 Effect of Tool Geometry Special Features on Cutting Forces of Multilayered CFRP Laminates J-F. CHATELAIN and I. ZAGHBANI Mechanical Engineering Department Université du Québec (École de technologie supérieure)
Effect of Tool Geometry Special Features on Cutting Forces of Multilayered CFRP Laminates J-F. CHATELAIN and I. ZAGHBANI Mechanical Engineering Department Université du Québec (École de technologie supérieure)
Design and development of three-dimensional woven fabrics with stab resistance
 Proceedings of the 8 th World Conference on 3D Fabrics and Their Applications Manchester, UK, 28-29March 2018 Design and development of three-dimensional woven fabrics with stab resistance Shiyan Lu 1,
Proceedings of the 8 th World Conference on 3D Fabrics and Their Applications Manchester, UK, 28-29March 2018 Design and development of three-dimensional woven fabrics with stab resistance Shiyan Lu 1,
ESCC2006 European Supply Chain Convention
 ESCC2006 European Supply Chain Convention PCB Paper 20 Laser Technology for cutting FPC s and PCB s Mark Hüske, Innovation Manager, LPKF Laser & Electronics AG, Germany Laser Technology for cutting FPCs
ESCC2006 European Supply Chain Convention PCB Paper 20 Laser Technology for cutting FPC s and PCB s Mark Hüske, Innovation Manager, LPKF Laser & Electronics AG, Germany Laser Technology for cutting FPCs
DRC type. MagicDrill. High efficiency drill module. New lineup. Machining diameters: Ø7.94-Ø20.99 Machining depths: 3D,5D,8D. High efficiency.
 MagicDrill DRC type High efficiency drill module Larger cutting diameters now available High efficiency High reliability High feed rate High quality lineup SS-DRC (Straight Shank) Machining diameters:
MagicDrill DRC type High efficiency drill module Larger cutting diameters now available High efficiency High reliability High feed rate High quality lineup SS-DRC (Straight Shank) Machining diameters:
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
PRO LIGNO Vol. 13 N pp
 STUDY REGARDING THE INFLUENCE OF THE TOOL GEOMETRY AND FEED RATE ON THE DRILLING QUALITY OF MDF PANELS Mihai ISPAS Transilvania University of Brasov, Faculty of Wood Engineering Str. Universitatii nr.
STUDY REGARDING THE INFLUENCE OF THE TOOL GEOMETRY AND FEED RATE ON THE DRILLING QUALITY OF MDF PANELS Mihai ISPAS Transilvania University of Brasov, Faculty of Wood Engineering Str. Universitatii nr.
Analysis and Design of a Multi-Frequency Microstrip Antenna Based on a PBG Substrate
 Sensors & Transducers 2014 by IFSA Publishing, S. L. http://www.sensorsportal.com Analysis and Design of a Multi-Frequency Microstrip Antenna Based on a PBG Substrate YANG Hong, WANG Zhi Peng, SHAO Jian
Sensors & Transducers 2014 by IFSA Publishing, S. L. http://www.sensorsportal.com Analysis and Design of a Multi-Frequency Microstrip Antenna Based on a PBG Substrate YANG Hong, WANG Zhi Peng, SHAO Jian
Available online at ScienceDirect. 6th CIRP International Conference on High Performance Cutting, HPC2014
 Available online at www.sciencedirect.com ScienceDirect Procedia CIRP 14 ( 2014 ) 389 394 6th CIRP International Conference on High Performance Cutting, HPC2014 High-Precision and High-Efficiency Micromachining
Available online at www.sciencedirect.com ScienceDirect Procedia CIRP 14 ( 2014 ) 389 394 6th CIRP International Conference on High Performance Cutting, HPC2014 High-Precision and High-Efficiency Micromachining
Linewidth control by overexposure in laser lithography
 Optica Applicata, Vol. XXXVIII, No. 2, 2008 Linewidth control by overexposure in laser lithography LIANG YIYONG*, YANG GUOGUANG State Key Laboratory of Modern Optical Instruments, Zhejiang University,
Optica Applicata, Vol. XXXVIII, No. 2, 2008 Linewidth control by overexposure in laser lithography LIANG YIYONG*, YANG GUOGUANG State Key Laboratory of Modern Optical Instruments, Zhejiang University,
EFFECT OF RESIN AND GRAPHITE OF THE BRONZE-BONDED DIAMOND COMPOSITE TOOLS ON THE DRY GRINDING BK7 GLASSES
 16 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS EFFECT OF RESIN AND GRAPHITE OF THE BRONZE-BONDED DIAMOND COMPOSITE TOOLS ON THE DRY GRINDING BK7 GLASSES Shenq-Yih Luo, Tseng-Yi Wang, Tsung-Han Yu
16 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS EFFECT OF RESIN AND GRAPHITE OF THE BRONZE-BONDED DIAMOND COMPOSITE TOOLS ON THE DRY GRINDING BK7 GLASSES Shenq-Yih Luo, Tseng-Yi Wang, Tsung-Han Yu
Experimental Investigation of Unsteady Pressure on an Axial Compressor Rotor Blade Surface
 Energy and Power Engineering, 2010, 2, 131-136 doi:10.4236/epe.2010.22019 Published Online May 2010 (http://www. SciRP.org/journal/epe) 131 Experimental Investigation of Unsteady Pressure on an Axial Compressor
Energy and Power Engineering, 2010, 2, 131-136 doi:10.4236/epe.2010.22019 Published Online May 2010 (http://www. SciRP.org/journal/epe) 131 Experimental Investigation of Unsteady Pressure on an Axial Compressor
Effect of Support Distance on Damage of Drilled Thin CFRP Laminates Jean François Chatelain, Imed Zaghbani, Gilbert Lebrun, Kaml Hasni
 Effect of Support Distance on Damage of Drilled Thin CFRP Laminates Jean François Chatelain, Imed Zaghbani, Gilbert Lebrun, Kaml Hasni Abstract Severe damages may occur during the drilling of carbon fiber
Effect of Support Distance on Damage of Drilled Thin CFRP Laminates Jean François Chatelain, Imed Zaghbani, Gilbert Lebrun, Kaml Hasni Abstract Severe damages may occur during the drilling of carbon fiber
Deburring tools GUHRING YOUR WORLD-WIDE PARTNER. EW 100 G Deburring fork EWR 500 Deburring reamer EW 100 S Deburring spiral. Chamfering milling cutter
 EW 100 G Deburring fork EWR 500 Deburring reamer EW 100 S Deburring spiral Chamfering milling cutter Front/back deburrer Ball nose deburrer EW Deburring reamer EWR 500 Deburring tools GURIG YOUR WORLD-WIDE
EW 100 G Deburring fork EWR 500 Deburring reamer EW 100 S Deburring spiral Chamfering milling cutter Front/back deburrer Ball nose deburrer EW Deburring reamer EWR 500 Deburring tools GURIG YOUR WORLD-WIDE
MACHINING HOT-ROLLED STEEL PLATES AND COILS
 www.ruukki.com MACHINING HOT-ROLLED STEEL PLATES AND COILS This brochure compiles information on machining our hot rolled steel products, including the following methods: drilling thread cutting sawing
www.ruukki.com MACHINING HOT-ROLLED STEEL PLATES AND COILS This brochure compiles information on machining our hot rolled steel products, including the following methods: drilling thread cutting sawing
In hall 4, stand A42, you can experience Intelligence in Production. The following trade show highlights can be seen at EMO:
 Guhring at EMO 2013 Intelligence in Production with precision tools from Guhring In the spirit of the motto of this year s EMO, from 16th to 21th September in Hanover, Guhring is introducing trendsetting
Guhring at EMO 2013 Intelligence in Production with precision tools from Guhring In the spirit of the motto of this year s EMO, from 16th to 21th September in Hanover, Guhring is introducing trendsetting
Solid Carbide Tools. Composite Tools. Performance by Design. ISO 9001 Certified Company
 Solid Carbide Tools Composite Tools Performance by Design ISO 9001 Certified Company As one of the world s largest manufacturers of solid carbide rotary cutting tools, SGS Tool Company has pioneered some
Solid Carbide Tools Composite Tools Performance by Design ISO 9001 Certified Company As one of the world s largest manufacturers of solid carbide rotary cutting tools, SGS Tool Company has pioneered some
Study on Glow Discharge Plasma Used in Polyester. surface modification
 Study on Glow Discharge Plasma Used in Polyester Surface Modification LIU Wenzheng ( ), LEI Xiao ( ), ZHAO Qiang ( ) School of Electrical Engineering, Beijing Jiaotong University, Beijing 100044, China
Study on Glow Discharge Plasma Used in Polyester Surface Modification LIU Wenzheng ( ), LEI Xiao ( ), ZHAO Qiang ( ) School of Electrical Engineering, Beijing Jiaotong University, Beijing 100044, China
EXPERIMENTAL INVESTIGATION OF FATIGUE BEHAVIOUR IN COMPOSITE BOLTED JOINTS
 EXPERIMENTAL INVESTIGATION OF FATIGUE BEHAVIOUR IN COMPOSITE BOLTED JOINTS Roman Starikov 1 and Joakim Schön 2 1 Department of Aeronautics, Royal Institute of Technology SE-1 44 Stockholm, Sweden 2 Structures
EXPERIMENTAL INVESTIGATION OF FATIGUE BEHAVIOUR IN COMPOSITE BOLTED JOINTS Roman Starikov 1 and Joakim Schön 2 1 Department of Aeronautics, Royal Institute of Technology SE-1 44 Stockholm, Sweden 2 Structures
OPTIMIZATION OF CUTTING TOOL GEOMETRIC PARAMETERS IN MILLING OF CFRP LAMINATES
 21 st International Conference on Composite Materials Xi an, 20-25 th August 2017 OPTIMIZATION OF CUTTING TOOL GEOMETRIC PARAMETERS IN MILLING OF CFRP LAMINATES S. Waqar 1, Y. He 2*, C.A. Abbas 3, and
21 st International Conference on Composite Materials Xi an, 20-25 th August 2017 OPTIMIZATION OF CUTTING TOOL GEOMETRIC PARAMETERS IN MILLING OF CFRP LAMINATES S. Waqar 1, Y. He 2*, C.A. Abbas 3, and
Various other types of drilling machines are available for specialized jobs. These may be portable, bench type, multiple spindle, gang, multiple
 Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
INVESTIGATION OF PROCESS-RELATED DAMAGE DURING THERMAL PIERCING OF A THERMOPLASTIC COMPOSITE
 THE 19 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS INVESTIGATION OF PROCESS-RELATED DAMAGE DURING THERMAL PIERCING OF A THERMOPLASTIC COMPOSITE N.W.A. Brown 1,2 *, C.M. Worrall 1, A. Kapadia 1,
THE 19 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS INVESTIGATION OF PROCESS-RELATED DAMAGE DURING THERMAL PIERCING OF A THERMOPLASTIC COMPOSITE N.W.A. Brown 1,2 *, C.M. Worrall 1, A. Kapadia 1,
Experimental Study of Influence of Drilling Tool Geometry for Hybrid Composite Materials
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 14, Issue 2 Ver. VII (Mar. - Apr. 2017), PP 13-17 www.iosrjournals.org Experimental Study of Influence
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) e-issn: 2278-1684,p-ISSN: 2320-334X, Volume 14, Issue 2 Ver. VII (Mar. - Apr. 2017), PP 13-17 www.iosrjournals.org Experimental Study of Influence
Feasibility study of the ultrasonic vibration assisted drilling of Inconel superalloy
 International Journal of Machine Tools & Manufacture 47 (27) 1988 1996 www.elsevier.com/locate/ijmactool Feasibility study of the ultrasonic vibration assisted drilling of Inconel superalloy Y.S. Liao
International Journal of Machine Tools & Manufacture 47 (27) 1988 1996 www.elsevier.com/locate/ijmactool Feasibility study of the ultrasonic vibration assisted drilling of Inconel superalloy Y.S. Liao
MICRODRILLING AND MICROMILLING OF BRASS USING A 10 µm DIAMETER TOOL
 MICRODRILLING AND MICROMILLING OF BRASS USING A 10 µm DIAMETER TOOL EGASHIRA Kai and MIZUTANI Katsumi Kinki University, Uchita, Wakayama 649-6493, Japan Abstract The microdrilling and micromilling of brass
MICRODRILLING AND MICROMILLING OF BRASS USING A 10 µm DIAMETER TOOL EGASHIRA Kai and MIZUTANI Katsumi Kinki University, Uchita, Wakayama 649-6493, Japan Abstract The microdrilling and micromilling of brass
Internal Threads for Thin-Walled Sections
 Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan 2010 2010 The Japan Institute of Light Metals pp. 601-606 601 Internal s for Thin-Walled Sections
Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan 2010 2010 The Japan Institute of Light Metals pp. 601-606 601 Internal s for Thin-Walled Sections
Temperature Field Simulation of Ballscrew Whirlwind Milling Yan Feng Li 1,3,a,Jian Song 2,b,Shao Hui Liu 3,c, Xian Chun Song 3,d
 Advanced Materials Research Online: 2012-11-29 ISSN: 1662-8985, Vols. 591-593, pp 588-592 doi:10.4028/www.scientific.net/amr.591-593.588 2012 Trans Tech Publications, Switzerland Temperature Field Simulation
Advanced Materials Research Online: 2012-11-29 ISSN: 1662-8985, Vols. 591-593, pp 588-592 doi:10.4028/www.scientific.net/amr.591-593.588 2012 Trans Tech Publications, Switzerland Temperature Field Simulation
Chapter 23 Drilling and Hole Making Processes. Materials Processing. Hole Making Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
Ultra-Compact Photonic Crystal Based Water Temperature Sensor
 PHOTONIC SENSORS / Vol. 6, No. 3, 2016: 274 278 Ultra-Compact Photonic Crystal Based Water Temperature Sensor Mahmoud NIKOUFARD *, Masoud KAZEMI ALAMOUTI, and Alireza ADEL Department of Electronics, Faculty
PHOTONIC SENSORS / Vol. 6, No. 3, 2016: 274 278 Ultra-Compact Photonic Crystal Based Water Temperature Sensor Mahmoud NIKOUFARD *, Masoud KAZEMI ALAMOUTI, and Alireza ADEL Department of Electronics, Faculty
ULTRASONIC GUIDED WAVE ANNULAR ARRAY TRANSDUCERS FOR STRUCTURAL HEALTH MONITORING
 ULTRASONIC GUIDED WAVE ANNULAR ARRAY TRANSDUCERS FOR STRUCTURAL HEALTH MONITORING H. Gao, M. J. Guers, J.L. Rose, G. (Xiaoliang) Zhao 2, and C. Kwan 2 Department of Engineering Science and Mechanics, The
ULTRASONIC GUIDED WAVE ANNULAR ARRAY TRANSDUCERS FOR STRUCTURAL HEALTH MONITORING H. Gao, M. J. Guers, J.L. Rose, G. (Xiaoliang) Zhao 2, and C. Kwan 2 Department of Engineering Science and Mechanics, The
FOR IMMEDIATE RELEASE
 FOR IMMEDIATE RELEASE Contact: Seco Tools AB Björnbacksvägen 2 73782 Fagersta Sweden Bettina LIEBL Phone: +49 211 2401-313 E-mail: bettina.liebl@secotools.com www.secotools.com MEP takes the edge off aerospace
FOR IMMEDIATE RELEASE Contact: Seco Tools AB Björnbacksvägen 2 73782 Fagersta Sweden Bettina LIEBL Phone: +49 211 2401-313 E-mail: bettina.liebl@secotools.com www.secotools.com MEP takes the edge off aerospace
Wah Lee Industrial Corp. was founded in In order to integrate the industry development of Taiwan with the overall operation requirement of Wah
 2010 10 Wah Lee Industrial Corp. was founded in 1968. In order to integrate the industry development of Taiwan with the overall operation requirement of Wah Lee, we defined our mission as "Introduce and
2010 10 Wah Lee Industrial Corp. was founded in 1968. In order to integrate the industry development of Taiwan with the overall operation requirement of Wah Lee, we defined our mission as "Introduce and
MEASUREMENT OF ROUGHNESS USING IMAGE PROCESSING. J. Ondra Department of Mechanical Technology Military Academy Brno, Brno, Czech Republic
 MEASUREMENT OF ROUGHNESS USING IMAGE PROCESSING J. Ondra Department of Mechanical Technology Military Academy Brno, 612 00 Brno, Czech Republic Abstract: A surface roughness measurement technique, based
MEASUREMENT OF ROUGHNESS USING IMAGE PROCESSING J. Ondra Department of Mechanical Technology Military Academy Brno, 612 00 Brno, Czech Republic Abstract: A surface roughness measurement technique, based
TENSILKUT ENGINEERING
 TENSILKUT ENGINEERING For Accurate Test Specimens Manufacturer of equipment for the accurate preparation of physical test specimens since 1955 SIEBURG INTERNATIONAL, INC. 1901 Clydesdale Street, Maryville,
TENSILKUT ENGINEERING For Accurate Test Specimens Manufacturer of equipment for the accurate preparation of physical test specimens since 1955 SIEBURG INTERNATIONAL, INC. 1901 Clydesdale Street, Maryville,
How Long is Too Long? A Via Stub Electrical Performance Study
 How Long is Too Long? A Via Stub Electrical Performance Study Michael Rowlands, Endicott Interconnect Michael.rowlands@eitny.com, 607.755.5143 Jianzhuang Huang, Endicott Interconnect 1 Abstract As signal
How Long is Too Long? A Via Stub Electrical Performance Study Michael Rowlands, Endicott Interconnect Michael.rowlands@eitny.com, 607.755.5143 Jianzhuang Huang, Endicott Interconnect 1 Abstract As signal
Yarn hairiness on ring spinning with modified yarn path
 Indian Journal of Fibre & Textile Research Vol. 41, June 2016, pp. 221-225 Yarn hairiness on ring spinning with modified yarn path Xinjin Liu 1,a & Xuzhong Su 2 1 School of Textile and Clothing, 2 Key
Indian Journal of Fibre & Textile Research Vol. 41, June 2016, pp. 221-225 Yarn hairiness on ring spinning with modified yarn path Xinjin Liu 1,a & Xuzhong Su 2 1 School of Textile and Clothing, 2 Key
Wear of the blade diamond tools in truing vitreous bond grinding wheels Part I. Wear measurement and results
 Wear 250 (2001) 587 592 Wear of the blade diamond tools in truing vitreous bond grinding wheels Part I. Wear measurement and results Albert J. Shih a,, Jeffrey L. Akemon b a Department of Mechanical and
Wear 250 (2001) 587 592 Wear of the blade diamond tools in truing vitreous bond grinding wheels Part I. Wear measurement and results Albert J. Shih a,, Jeffrey L. Akemon b a Department of Mechanical and
Experimental Studies on Perpendicularity of Drilling Operation using DOE
 Volume,Issue 3, April 24, e-issn: 2348-447, print-issn:2348-646 Experimental Studies on Perpendicularity of Drilling Operation using DOE B. P. Patel, Prof. (Dr.) P. M. George 2, Prof. (Dr.) V.J.Patel 3
Volume,Issue 3, April 24, e-issn: 2348-447, print-issn:2348-646 Experimental Studies on Perpendicularity of Drilling Operation using DOE B. P. Patel, Prof. (Dr.) P. M. George 2, Prof. (Dr.) V.J.Patel 3
Advanced Drilling Equipment Cutting Tools
 Advanced Drilling Equipment Cutting Tools January 2015 2014 APEX TOOL GROUP 1 Product Overview Precision Good surface finish Fit to application special cutter with tight hole tolerance Advanced Drilling
Advanced Drilling Equipment Cutting Tools January 2015 2014 APEX TOOL GROUP 1 Product Overview Precision Good surface finish Fit to application special cutter with tight hole tolerance Advanced Drilling
TWIST DRILL FOR DRILLING IN TO GREY GRAY CAST IRON GG 20 SVOČ FST 2011
 TWIST DRILL FOR DRILLING IN TO GREY GRAY CAST IRON GG 20 SVOČ FST 2011 Pavel Roud, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRACT The aim of this paper is to present
TWIST DRILL FOR DRILLING IN TO GREY GRAY CAST IRON GG 20 SVOČ FST 2011 Pavel Roud, Západočeská univerzita v Plzni, Univerzitní 8, 306 14 Plzeň Česká republika ABSTRACT The aim of this paper is to present
Study of Surface Roughness Characteristics of Drilled Hole in Glass Fiber Reinforced Plastic (GFRP) by CNC Milling
 by CNC Milling") RESEARCH ARTICLE OPEN ACCESS Study of Surface Roughness Characteristics of ed Hole in Glass Fiber Reinforced Plastic (GFRP) by CNC Milling Shubham. S. Dabhade* *(Department of Mechanical Engineering, MIT
RESEARCH ARTICLE OPEN ACCESS Study of Surface Roughness Characteristics of ed Hole in Glass Fiber Reinforced Plastic (GFRP) by CNC Milling Shubham. S. Dabhade* *(Department of Mechanical Engineering, MIT
Investigation on Inner Diameter Hard Grinding Technology of RN Wind Turbine Bearing J.X.Xue1, a, L.N.Wang1, b, Y.Zhang1, c and F.
 6th International Conference on Mechatronics, Materials, Biotechnology and Environment (ICMMBE 2016) Investigation on Inner Diameter Hard Grinding Technology of RN Wind Turbine Bearing J.X.Xue1, a, L.N.Wang1,
6th International Conference on Mechatronics, Materials, Biotechnology and Environment (ICMMBE 2016) Investigation on Inner Diameter Hard Grinding Technology of RN Wind Turbine Bearing J.X.Xue1, a, L.N.Wang1,
Finite Element Modeling of Early Stage Self-loosening of Bolted Joints Haoliang Xu 1, a, Lihua Yang 1, b,, Lie Yu 1,2, c
 International Conference on Information Sciences, Machinery, Materials and Energy (ICISMME 2015) Finite Element Modeling of Early Stage Self-loosening of Bolted Joints Haoliang Xu 1, a, Lihua Yang 1, b,,
International Conference on Information Sciences, Machinery, Materials and Energy (ICISMME 2015) Finite Element Modeling of Early Stage Self-loosening of Bolted Joints Haoliang Xu 1, a, Lihua Yang 1, b,,
Mill Tool Life Troubleshooting - Drill
 Haas Technical Documentation Mill Tool Life Troubleshooting - Drill Scan code to get the latest version of this document Translation Available The Tool is Dull It is normal for tools to wear over time.
Haas Technical Documentation Mill Tool Life Troubleshooting - Drill Scan code to get the latest version of this document Translation Available The Tool is Dull It is normal for tools to wear over time.
Research on the Common Causes of Defects and Their Prevention Measures for RCF-Type PCB Mills Production
 Research on the Common Causes of Defects and Their Prevention Measures for RCF-Type PCB Mills Production Heying Wu and Haiyan Zhu School of Railway Tracks and Transportation, East China Jiaotong University,
Research on the Common Causes of Defects and Their Prevention Measures for RCF-Type PCB Mills Production Heying Wu and Haiyan Zhu School of Railway Tracks and Transportation, East China Jiaotong University,
MARKATOR BZ-Marker NG. Simple change of marking pin
 MARKATOR BZ-Marker NG for CNC-Machining Centers NEW GENERATION: Simple change of marking pin New generation (NG) of BZ-MARKER s The BZ-Markers are work tools for the durable marking of work pieces. These
MARKATOR BZ-Marker NG for CNC-Machining Centers NEW GENERATION: Simple change of marking pin New generation (NG) of BZ-MARKER s The BZ-Markers are work tools for the durable marking of work pieces. These
Simulation for Cutting Force and Temperature in High-Speed Milling of TB6 Titanium Alloy Daoxia Wu 1a, Changfeng Yao 1b, Dinghua Zhang 1c, Wei Zuo 1d
 Applied Mechanics and Materials Online: 213-9-3 ISSN: 1662-7482, Vol. 415, pp 618-622 doi:1.428/www.scientific.net/amm.415.618 213 rans ech Publications, Switzerland Simulation for Cutting Force and emperature
Applied Mechanics and Materials Online: 213-9-3 ISSN: 1662-7482, Vol. 415, pp 618-622 doi:1.428/www.scientific.net/amm.415.618 213 rans ech Publications, Switzerland Simulation for Cutting Force and emperature
SGS Carbide Tool set to launch Series 33 high performance end mills at EMO
 SGS Carbide Tool (UK) Ltd 10 Ashville Way Wokingham Berkshire RG41 2PL Tel: 01189 795200 Fax: 01189 795295 www.sgstool.com Ref Series 33 August 2013 SGS Carbide Tool set to launch Series 33 high performance
SGS Carbide Tool (UK) Ltd 10 Ashville Way Wokingham Berkshire RG41 2PL Tel: 01189 795200 Fax: 01189 795295 www.sgstool.com Ref Series 33 August 2013 SGS Carbide Tool set to launch Series 33 high performance
The Application of FEMA and Error-Proofing Equipment on the Shell Drawing Line of G Company Yu-bin ZHENG, Wu ZHENG*, Yue SHI, and Bin YANG
 01 International Conference on Informatics, Management Engineering and Industrial Application (IMEIA 01) ISBN: 978-1-0595-5-8 The Application of FEMA and Error-Proofing Equipment on the Shell Drawing Line
01 International Conference on Informatics, Management Engineering and Industrial Application (IMEIA 01) ISBN: 978-1-0595-5-8 The Application of FEMA and Error-Proofing Equipment on the Shell Drawing Line
Design of Signal Conditioning Circuit for Photoelectric Sensor. , Zhennan Zhang
 7th International Conference on Education, Management, Computer and Medicine (EMCM 2016) Design of Signal Conditioning Circuit for Photoelectric Sensor 1, a* Nan Xie 2, b, Zhennan Zhang 2, c and Weimin
7th International Conference on Education, Management, Computer and Medicine (EMCM 2016) Design of Signal Conditioning Circuit for Photoelectric Sensor 1, a* Nan Xie 2, b, Zhennan Zhang 2, c and Weimin
Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations, Boring, Reaming, Tapping)
") 1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
Analysis signal transitions characteristics of BGA-via multi-chip module Baolin Zhou1,a, Dejian Zhou1,b
 5th International Conference on Computer Sciences and Automation Engineering (ICCSAE 2015) Analysis signal transitions characteristics of BGA-via multi-chip module Baolin Zhou1,a, Dejian Zhou1,b 1 Electromechanical
5th International Conference on Computer Sciences and Automation Engineering (ICCSAE 2015) Analysis signal transitions characteristics of BGA-via multi-chip module Baolin Zhou1,a, Dejian Zhou1,b 1 Electromechanical
Bob Willis Process Guides
 What is a Printed Circuit Board Pad? What is a printed circuit board pad, it may sound like a dumb question but do you stop to think what it really does and how its size is defined and why? A printed circuit
What is a Printed Circuit Board Pad? What is a printed circuit board pad, it may sound like a dumb question but do you stop to think what it really does and how its size is defined and why? A printed circuit
Research Article A New Kind of Circular Polarization Leaky-Wave Antenna Based on Substrate Integrated Waveguide
 Antennas and Propagation Volume 1, Article ID 3979, pages http://dx.doi.org/1.11/1/3979 Research Article A New Kind of Circular Polarization Leaky-Wave Antenna Based on Substrate Integrated Waveguide Chong
Antennas and Propagation Volume 1, Article ID 3979, pages http://dx.doi.org/1.11/1/3979 Research Article A New Kind of Circular Polarization Leaky-Wave Antenna Based on Substrate Integrated Waveguide Chong
COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC
 COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC Luca, A.; Popan, I.A.; Balas, M.; Blaga, L.; Bâlc, N.; alina.luca@tcm.utcluj.ro ioan.popan@tcm.utcluj.ro monica_balas@yahoo.com lucia.blaga@math.utcluj.ro
COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC Luca, A.; Popan, I.A.; Balas, M.; Blaga, L.; Bâlc, N.; alina.luca@tcm.utcluj.ro ioan.popan@tcm.utcluj.ro monica_balas@yahoo.com lucia.blaga@math.utcluj.ro
Numerical simulation of a gradient-index fibre probe and its properties of light propagation
 Numerical simulation of a gradient-index fibre probe and its properties of light propagation Wang Chi( ) a), Mao You-Xin( ) b), Tang Zhi( ) a), Fang Chen( ) a), Yu Ying-Jie( ) a), and Qi Bo( ) c) a) Department
Numerical simulation of a gradient-index fibre probe and its properties of light propagation Wang Chi( ) a), Mao You-Xin( ) b), Tang Zhi( ) a), Fang Chen( ) a), Yu Ying-Jie( ) a), and Qi Bo( ) c) a) Department
Numerical Simulation and Analysis of Friction Drilling Process for Alumina Alloy using Ansys
 Numerical Simulation and Analysis of Friction Drilling Process for Alumina Alloy using Ansys 1Dr. A. Gopichand, Professor & HOD, Department of Mechanical Engineering, Swarnandhra college of Engineering
Numerical Simulation and Analysis of Friction Drilling Process for Alumina Alloy using Ansys 1Dr. A. Gopichand, Professor & HOD, Department of Mechanical Engineering, Swarnandhra college of Engineering
Precision Machining by Optical Image Type Tool Measurement System
 10 Precision Machining by Optical Image Type Tool Measurement System YOSHIKATSU SATO *1 Due to the globalization of production bases and increasing demand for accuracy in recent years, machines and applications
10 Precision Machining by Optical Image Type Tool Measurement System YOSHIKATSU SATO *1 Due to the globalization of production bases and increasing demand for accuracy in recent years, machines and applications
Design and simulation of AC-DC constant current source with high power factor
 2nd Annual International Conference on Electronics, Electrical Engineering and Information Science (EEEIS 26) Design and simulation of AC-DC constant current source with high power factor Hong-Li Cheng,
2nd Annual International Conference on Electronics, Electrical Engineering and Information Science (EEEIS 26) Design and simulation of AC-DC constant current source with high power factor Hong-Li Cheng,
BASIC TECHNICAL INFORMATION FOR REAMERS FLUTE STYLES
 BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
MICROSTRIP PHASE INVERTER USING INTERDIGI- TAL STRIP LINES AND DEFECTED GROUND
 Progress In Electromagnetics Research Letters, Vol. 29, 167 173, 212 MICROSTRIP PHASE INVERTER USING INTERDIGI- TAL STRIP LINES AND DEFECTED GROUND X.-C. Zhang 1, 2, *, C.-H. Liang 1, and J.-W. Xie 2 1
Progress In Electromagnetics Research Letters, Vol. 29, 167 173, 212 MICROSTRIP PHASE INVERTER USING INTERDIGI- TAL STRIP LINES AND DEFECTED GROUND X.-C. Zhang 1, 2, *, C.-H. Liang 1, and J.-W. Xie 2 1
Excerpts from Cutting Tool Engineering Magazine September 2011 Issue
 Excerpts from Cutting Tool Engineering Magazine September 2011 Issue M&S hold tolerances down to 0.00002 on ground parts. Shown is a secondary diameter of 0.010 being ground on a cardiac guide wire. A
Excerpts from Cutting Tool Engineering Magazine September 2011 Issue M&S hold tolerances down to 0.00002 on ground parts. Shown is a secondary diameter of 0.010 being ground on a cardiac guide wire. A
Study on Laser Conditioning Parameters of HfO2/SiO2 Multilayer Mirrors
 Advances in Materials Physics and Chemistry, 2017, 7, 242-254 http://www.scirp.org/journal/ampc ISSN Online: 2162-5328 ISSN Print: 2162-531X Study on Laser Conditioning Parameters of HfO2/SiO2 Multilayer
Advances in Materials Physics and Chemistry, 2017, 7, 242-254 http://www.scirp.org/journal/ampc ISSN Online: 2162-5328 ISSN Print: 2162-531X Study on Laser Conditioning Parameters of HfO2/SiO2 Multilayer
Indexable Milling Tools
 Tools Difference and selection between down milling and up milling X Vf Vf Y B Up milling magnified X Dowm milling magnified Y Climb milling (also called down milling): the feed direction of workpiece
Tools Difference and selection between down milling and up milling X Vf Vf Y B Up milling magnified X Dowm milling magnified Y Climb milling (also called down milling): the feed direction of workpiece
CHAPTER 6 RESULTS AND DISCUSSION
 159 CHAPTER 6 RESULTS AND DISCUSSION Composite materials are widely used in different fields due to their excellent properties. CFRP composite plates are used in many applications such as aerospace, defense,
159 CHAPTER 6 RESULTS AND DISCUSSION Composite materials are widely used in different fields due to their excellent properties. CFRP composite plates are used in many applications such as aerospace, defense,
Acoustic emission based drill condition monitoring during drilling of glass/phenolic polymeric composite using wavelet packet transform
 Materials Science and Engineering A 412 (2005) 141 145 Acoustic emission based drill condition monitoring during drilling of glass/phenolic polymeric composite using wavelet packet transform A. Velayudham
Materials Science and Engineering A 412 (2005) 141 145 Acoustic emission based drill condition monitoring during drilling of glass/phenolic polymeric composite using wavelet packet transform A. Velayudham
Journal of Chemical and Pharmaceutical Research, 2013, 5(9): Research Article
: Research Article") Available online www.jocpr.com Journal of Chemical and Pharmaceutical Research, 2013, 5(9):381-387 Research Article ISSN : 0975-7384 CODEN(USA) : JCPRC5 Dynamic analysis and test study of ultrasonic compound
Available online www.jocpr.com Journal of Chemical and Pharmaceutical Research, 2013, 5(9):381-387 Research Article ISSN : 0975-7384 CODEN(USA) : JCPRC5 Dynamic analysis and test study of ultrasonic compound
Why gundrills? Dr. Viktor P. Astakhov, Independent Consultant
 Why gundrills? Dr. Viktor P. Astakhov, Independent Consultant Gundrilling, one of the basic and frequently performed material removal processes in the automotive, die and mold, and turbine industries,
Why gundrills? Dr. Viktor P. Astakhov, Independent Consultant Gundrilling, one of the basic and frequently performed material removal processes in the automotive, die and mold, and turbine industries,
Properties of Electro Discharge Machining with a Spinning Disc Tool System
 Transactions on Electrical Engineering, Vol.4 (2015), No. 2 31 Properties of Electro Discharge Machining with a Spinning Disc Tool System Jan Hošek 1) and Jan Drahokoupil 1) 1) Czech Technical University
Transactions on Electrical Engineering, Vol.4 (2015), No. 2 31 Properties of Electro Discharge Machining with a Spinning Disc Tool System Jan Hošek 1) and Jan Drahokoupil 1) 1) Czech Technical University
An Analytical Method of Prediction of Stability and Experimental Validation using FFT Analyzer in End Milling process
 International Journal of Applied Engineering Research ISSN 97-5 Volume, Number 7 (8) pp. 5-5 An Analytical Method of Prediction of Stability and Experimental Validation using FFT Analyzer in End Milling
International Journal of Applied Engineering Research ISSN 97-5 Volume, Number 7 (8) pp. 5-5 An Analytical Method of Prediction of Stability and Experimental Validation using FFT Analyzer in End Milling
International Journal of Scientific & Engineering Research, Volume 5, Issue 7, July-2014 ISSN
 ISSN 2229-5518 724 Abstract Diamond core drilling is considered to be a cost effective method for making deep holes in advanced ceramics, composites, quartz, stone, glass etc. with superior surface finish.
ISSN 2229-5518 724 Abstract Diamond core drilling is considered to be a cost effective method for making deep holes in advanced ceramics, composites, quartz, stone, glass etc. with superior surface finish.