Internal Threads for Thin-Walled Sections
|
|
|
- Lionel Jordan
- 5 years ago
- Views:
Transcription
1 Proceedings of the 12th International Conference on Aluminium Alloys, September 5-9, 2010, Yokohama, Japan The Japan Institute of Light Metals pp Internal s for Thin-Walled Sections Timo Engbert 1, Dirk Biermann 1 and Andreas Zabel 1 1 Institute of Machining Technology, Technische Universität Dortmund Baroper Str. 301, Dortmund, Germany Connecting aluminium extrusions with other structural elements via screw-coupling is often challenging due to the small wall thickness of the profile sections. The manufacturing technique of flow drilling combined with a subsequent threading operation offers a possibility to cope with this difficulty. With flow-drilled holes, more threads can be integrated into a thin-walled section due to a bushing formed from the displaced material. During the machining operation, high process-related mechanical and thermal loads act on the extrusion, and finally affect the machining results. To evaluate correlations between the process parameters, the geometric form of the machining results and the subsurface microstructure of the material, experimental investigations have been conducted using extruded aluminium wrought alloy components. To evaluate the geometric form and to examine the post-process subsurface microstructure of the material, longitudinal sections of flow-drilled holes are analyzed. To quantify the benefits of flow drilling, threads were produced by process, tapping, and thread, separately, in ordinary holes and in flow-drilled bushings for tensile tests. The ultimate tensile strength of the threads is used as a quality benchmark for the overall machining results. Keywords: Aluminium wrought alloy, flow drilling, thread, tapping, thread 1. Introduction Aluminium extrusion profiles are known as widely used versatile, semi-finished products. In order to achieve load-case adapted structures, for example for lightweight construction, the complexity of the cross-section design has increased over the past few years [1]. With the increasing complexity, the wall thickness of single struts within the profiles decreased, resulting in a higher number of thin-walled sections. To manufacture internal threads into these thin-walled sections, the wall thickness of the profile can be raised locally during the hole-making operation. Through flow drilling, the depth of threads produced subsequently is significantly higher than the original wall thickness, and therefore can be sufficient for screw-coupling. The strength of these threads is strongly depending on the hole-making operation and on the selected thread-machining method. Hence, this research has been carried out to characterize the influence of the peripheral tool-speed on the flow-drilling results and to find the most suitable combination of machining operations for aluminium wrought alloy extrusions. Besides the changes in the geometric form of the profile, flow drilling also affects the material characteristics of the workpiece [2]. These effects can be made visible by analyzing the subsurface microstructure. The microstructure of the bushing is transformed again during the subsequent threading operation., tapping and thread lead to considerably different results due to the individual characteristics of each threading operation. To separate the process-related effects caused by the hole-making operation and the threading processes analyzed, it was necessary to integrate a hole-making operation different from flow drilling. Circular, a technique with helix-shaped feed motion [3], provides a discontinuous cut and leads to a much lower level of mechanical and thermal loads than flow drilling, hardly affecting the workpiece material. Therefore, changes of the microstructure after circular and thread, tapping or thread can be associated with the particular threading operation.

![by using a polygon-shaped pin with conical head made of cemented carbide [4].](/docs-images/90/102624575/images/2-1.jpg "The different steps of the flow-drilling process (1-6) as well as the characteristics of the mechanical load profiles acting on the tool and the workpiece are shown in Fig. 1.")
.")

, or can be formed to a predefined flange with a shoulder of the pin.")

2 Flow drilling and threading of thin-walled aluminium extrusion Flow-drilling is a non-chip-producing method of manufacturing bushings in thin-walled structures like sheet metals, tubes or extrusions by using a polygon-shaped pin with conical head made of cemented carbide [4]. The different steps of the flow-drilling process (1-6) as well as the characteristics of the mechanical load profiles acting on the tool and the workpiece are shown in Fig. 1. The pin can be used on drilling machines or machining centres where it is accelerated up to a defined peripheral speed and is fed into the workpiece. The tool is pressed against the workpiece material either with a defined force, or by using a defined feed rate (as applied during investigations, regarding Fig. 1). Friction between the tool and the workpiece generates heat that lowers the yield strength of the workpiece material. By pushing the pin further into the workpiece, material, which is displaced by the tool, yields in the opposite direction of the feed first, and in the direction of the feed later on. The material yielding towards the spindle can either be cut off by countersink cutting edges of the pin (as applied during investigations, regarding Fig. 1), or can be formed to a predefined flange with a shoulder of the pin. The material, displaced in the direction of the feed, is deformed to a stable collar which can be used for threading, in addition to the wall thickness of the profile. ing, as a subsequent machining operation after flow-drilling, can be carried out via different machining operations. s can either be cut by tapping or thread, or formed by thread. In contrast to the conventional method of tapping, the axial forces acting on the workpiece are usually smaller than those when using thread, which can be advantageous for machining thin-walled profiles. The main advantage of the process compared to cutting operations is the resulting grain flow within the workpiece material [5]. The workpiece material is strengthened by work-hardening. The applicability of the thread technique is strongly dependant on the mechanical characteristics of the workpiece material. A tensile strength of about Rm 1200 N/mm 2 should not be exceeded, and the elongation after fracture should be more than A 5-8 % to make cold feasible [6]. Since no chips are created, chip packing cannot occur and so the process reliability is increased compared to that of tapping. Process: Workpiece material: 3000 Flow drilling AlMgSi0.5 d = 9.2 mm v c = 30 m/min F f 25 Feed force F f (N) M z Torque M Z (Nm) Process time t (s) Fig. 1 Flow-drilling process-steps, feed force and torque








3 Experimental Setup The experiments were conducted on two different three-axis machining centres. While flow-drilling experiments and subsequent threading operations were executed on GROB BZ 600 CNC machining centre, tests combining circular as hole-making operation with thread, tapping and thread were completed using GROB BZ 40 CS CNC machining centre, providing a higher maximum rotational speed, which is advantageous for operations. All samples machined are AlMgSi0.5 flat-sectioned extrusions with a wall thickness of t =. The samples have been fixed perpendicular to the spindle axis with a special clamping device to minimize workpiece deformation. A flow-drilling tool with a diameter of d = 9.2 mm has been used for hole making prior to thread, a pin with a diameter of d = 8. was used before tapping and thread. All threads produced are M10 regular threads. To restrain adhesion, a ZnS-based solid lubricant has been used on flow-drilling tools and some oil has been added, either applied automatically via MQL during circular, or manually by using a brush before threading. The peripheral speed of the flow-drilling process was varied in the experiments since this parameter has the most significant influence on mechanical and thermal loads acting on the tool and on the workpiece. The feed rate was always set to a value of during flow drilling. Tools and parameter settings for circular and all threading operations were chosen according to the requirements of each process. A single edge cutter made from cemented carbide, coated with a combination of TiAlN and an amorphous carbon layer was used for circular. The tools used for tapping and thread are made from high speed steel coated with TiN in case of thread, and TiCN in case of tapping. The thread tool is made from cemented carbide, coated with TiAlN. 4. Machining Results and Discussions The machining results are evaluated by the overall geometric form of the bushing created via flow drilling and the subsurface microstructure after flow drilling, thread, tapping and thread. These evaluations lead to the understanding of what makes some threads stronger against tensile loads than others, which is demonstrated in Fig. 4. In this context, Fig. 2 shows photographs of longitudinal sections of holes and Fig. 3 shows polished and etched section surfaces of threads and differently produced bushings compared to samples with milled holes. Workpiece material: AlMgSi0.5 Lubrication flow drilling: Lubrication circular : Circular c. speed: MQL v c = 375 m/min C. feed rate: f = 0.0/rev Infeed per helix: a p = 3 mm Circular Single edge tool, D = v c = 30 m/min Flow drilling - v c = 80 m/min v c = 130 m/min Hole diameter d = 8. d = 9.2 mm Fig. 2 Longitudinal sections of the flow-drilled holes and the holes produced via circular


 Flow drilling d = 9.2 / 8.")








.")













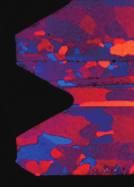
4 604 Workpiece material: Size of threads: AlMgSi0.5 M10 rot. speed: n = 400 rpm Tapping rotational speed: n = 400 rpm c. speed: v c = 300 m/min feed rate: f = 0.08 mm/rev a) Flow drilling d = 9.2 / 8. v c = 30 m/min b) Flow drilling d = 9.2 / 8. v c = 80 m/min c) Flow drilling d = 9.2 / 8. v c = 130 m/min Flow drilling Flow drilling Tapping Tapping d) C. d = 9.2 / 8. Cutting speed: v c = 375 m/min f = 0.0/rev Infeed per helix: a p = 3 mm MQL Flow drilling Circular Tapping Tapping Fig. 3 Subsurface microstructure of flow-drilled and cut holes as well as formed and cut threads The geometric form of the bushing changes with the peripheral speed of the flow-drilling process. Higher peripheral speed leads to less crack formation at the top of the bushing and more uniform results. The height of the holes lateral area that can be used for threading after hole-making is approximately double the height of the holes produced via circular. The surface has a certain roughness due to adhesion effects of the aluminium material at the flow-drilling tool (Fig. 2). Due to the severe plastic deformation during flow drilling, the subsurface microstructure of the workpiece material is changed as shown in Fig. 3. Some of the presented bushings were deformed during the compression process, which is part of the metallographic preparation. However, the microstructure of the material can be analyzed on the basis of these pictures. The arrangement of grains is determined by the process-related material displacement during flow drilling. Rearrangement and elongation of grains range from the surface up to several millimetres inside the workpiece material. This effect can be seen best in the area of the bushing that protrudes from the profile surface. Directly underneath the surface of the hole, a layer of fine grains can be observed. This layer exists along the whole longitudinal section of the flow-drilled holes. Grain refinement is known as an established method of improving mechanical properties of aluminium alloys [7]. No significant changes in the grain structure and size can be observed when circular is used as a hole-making operation. The separate influence of the threading operation can therefore be seen from the pictures in Fig. 3 d). Here, the subsurface microstructure of the holes produced by circular and that of the threads produced by and cutting after circular is shown. also leads to changes within the grain structure and size underneath the surface of the threads. Since the threads are created through material displacement, the arrangement of grains again follows the material flow. Similarly to flow drilling, this leads to an elongation of grains along the flanks of the threads. A small amount of the fine grains can also be observed along the thread surface
5 605 when thread is used. Tapping as a cutting operation does not significantly affect the grain structure and arrangement, however some spots of fine-grained structure can also be observed along the flanks of the threads. Stress due to synchronization errors between spindle rotation and feed may be the reason for that. after circular leads to no observable changes within the subsurface microstructure at all. Another interesting aspect is the analysis of combinations between flow drilling and thread, tapping or thread. The changes in the microstructure induced by the hole-making operation and the threading process are combined and lead to considerably different results. While the fine-grained layer along the surface, created by the flow-drilling operation, is retained after thread and the fine grains are rearranged along the whole new surface, the cutting operations remove parts of the fine-grained layer. The fine-grained flank structure is not destroyed but since the depth of cut exceeds the width of the layer, the roots of the threads mainly consist of bigger grains similar to the core material. For a quantitative analysis of the machining results, tensile tests were conducted. A threaded stud was screwed into the workpiece at one end and was fixed to a clamping device at its other end. During the test, the workpiece was moved relative to the stud in the direction of the central axis of the hole with a defined speed until fracture while forces were recorded. The maximum tensile force is charted for a sample of five threads in each case. Fig. 4 shows the mean values of these samples as well as the margin of error. The benefit obtained through flow-drilling is obvious and is particularly high for a subsequent thread operation. All threads either formed or cut in flow-drilled bushings resist higher maximum tensile loads before failure than threads in holes produced via circular. Both, the additional threads within the bushing as well as the fine-grained microstructure affect positively the strength of the threads. Since thread-cutting operations remove the fine-grained layer partly and may also shorten the overall bushing length when the depth of cut exceeds the width of the bushing, they are not as strong as the formed threads, which relocate the fine-grained layer. The combination of flow-drilling and thread provides not only the highest transferrable tensile loads but also the smallest margin of error. The influence of the peripheral speed during the flow-drilling process is not clearly indicated. Fig. 4 provides no clear trend concerning the conditions of the flow-drilling operation. Workpiece material: Diameter of holes: Lubrication flow drilling: AlMgSi0.5 d = 9.2 / 8. Size of threads: Lubrication threading: rot. speed: M10 Oil film n = 400 rpm Tapping rot. speed: n = 400 rpm c. speed: v c = 300 m/min feed rate: f = 0.08 mm/rev 30 a) Flow drilling v c = 30 m/min b) Flow drilling v c = 80 m/min Max. tensile force F zmax (kn) a) b) c) d) a) b) c) d) a) b) c) d) Tapping c) Flow drilling v c = 130 m/min d) Circular Cutting speed: v c = 375 m/min f = 0.0/rev Infeed per helix: a p = 3 mm Fig. 4 Maximum tensile forces transferred by threads in aluminium extrusions
6 Conclusions and Outlook Different ways of producing internal threads, including the hole-making operation, lead to significant differences in the performance of the machining result. When it comes to threading of thin-walled structures, the wall-thickness can be increased locally via flow drilling to provide a sufficient depth of threads without using additional parts. Flow drilling does not only affect the height of the holes lateral area but also the subsurface microstructure. Due to intensive shearing and plastic deformation, grains are rearranged within the workpiece material and grain refinement close to the surface can be observed. s formed in the lateral area of flow-drilled bushings have the fine grains all along their surface since the grains resulting from flow drilling are only displaced and not removed. Tapping and thread operations partly remove the fine-grained layer. The consequence is a lower ultimate tensile strength of the cut threads in comparison to the formed threads. Further investigations according to flow drilling and internal thread machining deal with the processing of continuously reinforced aluminium-matrix composites. Aluminium profiles with steel-wire reinforcement and steel-tape reinforcement are the main topics here. Continuously reinforced extrusions provide improved mechanical properties, like increased tensile strength compared to homogeneous profiles, but since the reinforcement can seriously affect the machining operations as well as the machining results, adapted processing strategies are necessary. Acknowledgement This paper is based on investigations of the Transregional Collaborative Research Centre SFB/TR10, which is kindly supported by the German Research Foundation (DFG). References [1] J.R. Kissell and R.L. Ferry: Aluminum Structures: A Guide to Their Specifications and Design. 2 nd Edition, (John Wiley & Sons, New York, 2002), pp [2] S.F. Miller, P.J. Blau and A.J. Shih: Journal of Materials Engineering and Performance, Vol. 14 (2005), pp [3] K. Weinert, S. Grünert, M. Kersting, and N. Hammer: Production Engineering Research and Development, Annals of the German Academic Society for Production Engineering, 12 (2005) 1, pp [4] S.F. Miller and A.J. Shih: Proceedings of the ASME International Conference on Manufacturing Science and Engineering, October 2006, pp [5] G. Fromentin, G. Poulachon, A. Moisan, B. Julien, and J. Giessler: CIRP Annals Manufacturing Technology, Vol. 54 (2005) 1, pp [6] N. N.: VDI 3334 Machining of internal threads General information, basic principles, techniques. (Beuth-Verlag, Berlin, 2009) [7] R. Haghayeghia, E.J. Zoquib, and H. Bahaia: Journal of Alloys and Compounds, Vol. 481 (2009) 1-2, pp
Various other types of drilling machines are available for specialized jobs. These may be portable, bench type, multiple spindle, gang, multiple
 Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Machining Strenx and Hardox. Drilling, countersinking, tapping, turning and milling
 Machining and Drilling, countersinking, tapping, turning and milling and are registered trademarks. These steel grades are manufactured only by SSAB. high strength steel and wear plate are steel grades
Machining and Drilling, countersinking, tapping, turning and milling and are registered trademarks. These steel grades are manufactured only by SSAB. high strength steel and wear plate are steel grades
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION
 DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
Numerical Simulation and Analysis of Friction Drilling Process for Alumina Alloy using Ansys
 Numerical Simulation and Analysis of Friction Drilling Process for Alumina Alloy using Ansys 1Dr. A. Gopichand, Professor & HOD, Department of Mechanical Engineering, Swarnandhra college of Engineering
Numerical Simulation and Analysis of Friction Drilling Process for Alumina Alloy using Ansys 1Dr. A. Gopichand, Professor & HOD, Department of Mechanical Engineering, Swarnandhra college of Engineering
The Ensat self-tapping threaded insert...
 The nsat self-tapping threaded insert... nsat is a self-tapping threaded insert with external and internal thread, cutting slots or cutting bores. A continuous process of further development has brought
The nsat self-tapping threaded insert... nsat is a self-tapping threaded insert with external and internal thread, cutting slots or cutting bores. A continuous process of further development has brought
Machining. Drilling Countersinking Tapping Turning Milling
 Machining Drilling Countersinking Tapping Turning Milling hardox and weldox are registered trademarks.these steel grades are manufactured only by SSAB Oxelösund AB. hardox wear plate and weldox extra-high
Machining Drilling Countersinking Tapping Turning Milling hardox and weldox are registered trademarks.these steel grades are manufactured only by SSAB Oxelösund AB. hardox wear plate and weldox extra-high
Friction drilling of cast metals
 International Journal of Machine Tools & Manufacture 46 (6) 156 1535 www.elsevier.com/locate/ijmactool Friction drilling of cast metals Scott F. Miller, Jia Tao, Albert J. Shih Department of Mechanical
International Journal of Machine Tools & Manufacture 46 (6) 156 1535 www.elsevier.com/locate/ijmactool Friction drilling of cast metals Scott F. Miller, Jia Tao, Albert J. Shih Department of Mechanical
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 5: Milling Processes DR. SOTIRIS L. OMIROU Milling Machining - Definition Milling machining is one of the very common manufacturing processes used in machinery
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 5: Milling Processes DR. SOTIRIS L. OMIROU Milling Machining - Definition Milling machining is one of the very common manufacturing processes used in machinery
Materials Removal Processes (Machining)
") Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Drilling. Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL.
 Drilling Machine Drilling Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL. The machine used for drilling is called drilling machine. The drilling
Drilling Machine Drilling Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL. The machine used for drilling is called drilling machine. The drilling
SANDVIK 14AP FREE-CUTTING WIRE WIRE
 SANDVIK 14AP FREE-CUTTING WIRE WIRE DATASHEET Sandvik 14AP is a hardenable free-cutting carbon steel characterized by excellent machinability and good wear resistance and hardness after hardening. CHEMICAL
SANDVIK 14AP FREE-CUTTING WIRE WIRE DATASHEET Sandvik 14AP is a hardenable free-cutting carbon steel characterized by excellent machinability and good wear resistance and hardness after hardening. CHEMICAL
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
In hall 4, stand A42, you can experience Intelligence in Production. The following trade show highlights can be seen at EMO:
 Guhring at EMO 2013 Intelligence in Production with precision tools from Guhring In the spirit of the motto of this year s EMO, from 16th to 21th September in Hanover, Guhring is introducing trendsetting
Guhring at EMO 2013 Intelligence in Production with precision tools from Guhring In the spirit of the motto of this year s EMO, from 16th to 21th September in Hanover, Guhring is introducing trendsetting
The Ensat self-tapping threaded
 The nsat self-tapping threaded insert nsat is a self-tapping threaded insert with external and internal threads,cutting slots or cutting bores. A continuous process of further development has brought about
The nsat self-tapping threaded insert nsat is a self-tapping threaded insert with external and internal threads,cutting slots or cutting bores. A continuous process of further development has brought about
Thread Mills. Solid Carbide Thread Milling Cutters
 Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING AND TECHNOLOGY (IJMET)
") INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING AND TECHNOLOGY (IJMET) International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print), ISSN 0976 6340 (Print) ISSN 0976 6359
INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING AND TECHNOLOGY (IJMET) International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 6340(Print), ISSN 0976 6340 (Print) ISSN 0976 6359
Ensat driving tools...
 nsat driving tools... On this page, you can configure the optimum tool for your application. A configuration is provided in the following as an illustrative example. The article number is composed of two
nsat driving tools... On this page, you can configure the optimum tool for your application. A configuration is provided in the following as an illustrative example. The article number is composed of two
AUTOMATED MACHINE TOOLS & CUTTING TOOLS
 CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
TRAINING MANUAL. Part INTRODUCTION TO TWIST DRILLS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
User s Guide. Silent Tools. turning products
 User s Guide Silent Tools turning products Introduction This guide will help you to use dampened boring bars (Silent Tools) to achieve the best possible results in internal turning. Silent Tools dampened
User s Guide Silent Tools turning products Introduction This guide will help you to use dampened boring bars (Silent Tools) to achieve the best possible results in internal turning. Silent Tools dampened
LANDMARK UNIVERSITY, OMU-ARAN
 LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
Indexable Center Drill
 i-center indexable center drill (patent pending) First Indexable center drill in the world. Shortens set up time and center drilling time. Increases tool life which reduces tooling cost. Special forms
i-center indexable center drill (patent pending) First Indexable center drill in the world. Shortens set up time and center drilling time. Increases tool life which reduces tooling cost. Special forms
Wire and pipe drawing
 Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
Drawing. Fig. 1 Drawing
 Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Metal Stamping Glossary
 Metal Stamping Glossary Alloy - A substance that has metallic properties and is composed of two or more chemical elements of which at least one is an elemental metal. Annealing - A process involving the
Metal Stamping Glossary Alloy - A substance that has metallic properties and is composed of two or more chemical elements of which at least one is an elemental metal. Annealing - A process involving the
INSTRUCTIONS FOR USE LA, MAMMUT & STR KNURLING TOOLS
 INSTRUCTIONS FOR USE LA, MAMMUT & STR KNURLING TOOLS Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. LA-Tool... 5 2.1 Technical Data... 5 2.2 Overview: Main Components...
INSTRUCTIONS FOR USE LA, MAMMUT & STR KNURLING TOOLS Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. LA-Tool... 5 2.1 Technical Data... 5 2.2 Overview: Main Components...
ROOP LAL Unit-6 (Milling) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Milling Basic Mechanical Engineering (Part B, Unit - I) 1 Introduction: Milling is a machining process which is performed with a rotary cutter with several cutting edges arranged on the periphery
Notes: Milling Basic Mechanical Engineering (Part B, Unit - I) 1 Introduction: Milling is a machining process which is performed with a rotary cutter with several cutting edges arranged on the periphery
INVESTIGATE THE BUSHING SHAPE IN MOULD SUPPORTED THERMAL FRICTION DRILLING
 Science INVESTIGATE THE BUSHING SHAPE IN MOULD SUPPORTED THERMAL FRICTION DRILLING Zülküf Demir *1, Oktay Adiyaman 2 *1 Department of Mechanical Engineering, Batman University Bati Raman Campus, Batman
Science INVESTIGATE THE BUSHING SHAPE IN MOULD SUPPORTED THERMAL FRICTION DRILLING Zülküf Demir *1, Oktay Adiyaman 2 *1 Department of Mechanical Engineering, Batman University Bati Raman Campus, Batman
SOFTSYNCHRO HIGH PERFORMANCE TAP H O L D E R S
 SOFTSYNCHRO HIGH PERFORMANCE TAP H O L D E R S You Know Taps Now take them to the next level Triple your tap life and more with Emuge Softsynchro Tap Holders! E muge is widely recognized in the industry
SOFTSYNCHRO HIGH PERFORMANCE TAP H O L D E R S You Know Taps Now take them to the next level Triple your tap life and more with Emuge Softsynchro Tap Holders! E muge is widely recognized in the industry
High-Efficiency Cutting of Super-Heat-Resistant Alloy
 12 High-Efficiency Cutting of Super-Heat-Resistant Alloy Keiichi Yamamoto *1 Motofumi Kuroda *1 Hidefumi Omokawa *1 Katsutoshi Itakura *2 Inconel 718, a super-heat-resisting alloy, is difficult to cut,
12 High-Efficiency Cutting of Super-Heat-Resistant Alloy Keiichi Yamamoto *1 Motofumi Kuroda *1 Hidefumi Omokawa *1 Katsutoshi Itakura *2 Inconel 718, a super-heat-resisting alloy, is difficult to cut,
External Turning. Outline Review of Turning. Cutters for Turning Centers
 Outline Review of Turning External Turning 3 External Turning Parameters Cutting Tools Inserts Toolholders Machining Operations Roughing Finishing General Recommendations Turning Calculations Machining
Outline Review of Turning External Turning 3 External Turning Parameters Cutting Tools Inserts Toolholders Machining Operations Roughing Finishing General Recommendations Turning Calculations Machining
CNC Cooltool - Milling Machine
 CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
11/15/2009. There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate
 s Geometry & Milling Processes There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate All three of these will be discussed in later lessons What is a cutting
s Geometry & Milling Processes There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate All three of these will be discussed in later lessons What is a cutting
Solid Carbide Thread Milling Cutters
 Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
Module 2. Milling calculations, coordinates and program preparing. 1 Pepared By: Tareq Al Sawafta
 Module 2 Milling calculations, coordinates and program preparing 1 Module Objectives: 1. Calculate the cutting speed, feed rate and depth of cut 2. Recognize coordinate 3. Differentiate between Cartesian
Module 2 Milling calculations, coordinates and program preparing 1 Module Objectives: 1. Calculate the cutting speed, feed rate and depth of cut 2. Recognize coordinate 3. Differentiate between Cartesian
UNIT 4: (iii) Illustrate the general kinematic system of drilling machine and explain its working principle
 Illustrate the general kinematic system of drilling machine and explain its working principle") UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
Lower Spindle Power Consumptionn
 ower Spindle Power Consumptionn > Five cutters for drilling Ø13~Ø50 mm. > One insert for all kind of materials. > The drilling is done by helical interpolation. (circular ramping milling) Nine9 NC Helix
ower Spindle Power Consumptionn > Five cutters for drilling Ø13~Ø50 mm. > One insert for all kind of materials. > The drilling is done by helical interpolation. (circular ramping milling) Nine9 NC Helix
Experimental Evaluation of Metal Composite Multi Bolt Radial Joint on Laminate Level, under uni Axial Tensile Loading
 RESEARCH ARTICLE OPEN ACCESS Experimental Evaluation of Metal Composite Multi Bolt Radial Joint on Laminate Level, under uni Axial Tensile Loading C Sharada Prabhakar *, P Rameshbabu** *Scientist, Advanced
RESEARCH ARTICLE OPEN ACCESS Experimental Evaluation of Metal Composite Multi Bolt Radial Joint on Laminate Level, under uni Axial Tensile Loading C Sharada Prabhakar *, P Rameshbabu** *Scientist, Advanced
Advantages, Function and Characteristics of the DMwriter MX.
 DMwriter MX All-in One Overview Advantages, Function and Characteristics of the DMwriter MX. The DMwriter MX Marking Head was designed as an easy to use, economical, spindle actuated permanent marking
DMwriter MX All-in One Overview Advantages, Function and Characteristics of the DMwriter MX. The DMwriter MX Marking Head was designed as an easy to use, economical, spindle actuated permanent marking
Precision made in Germany. As per DIN The heart of a system, versatile and expandable.
 1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
Prediction Of Thrust Force And Torque In Drilling On Aluminum 6061-T6 Alloy
 Prediction Of Thrust Force And Torque In Drilling On Aluminum 6061-T6 Alloy P. Kishore Kumar 1 ; Dr. K. Kishore 2 ; Prof. P. Laxminarayana 3 ; Anurag group of Institutions Vasavi College of Engineering
Prediction Of Thrust Force And Torque In Drilling On Aluminum 6061-T6 Alloy P. Kishore Kumar 1 ; Dr. K. Kishore 2 ; Prof. P. Laxminarayana 3 ; Anurag group of Institutions Vasavi College of Engineering
Module 3 Selection of Manufacturing Processes
 Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
VIBRATION ASSISTED DEEP HOLE MICRO-DRILLING: A PRELIMINARY EXPERIMENTAL STUDY
 DOI: 10.2507/27th.daaam.proceedings.119 VIBRATION ASSISTED DEEP HOLE MICRO-DRILLING: A PRELIMINARY EXPERIMENTAL STUDY Todić Rajko, Bartulović Ante This Publication has to be referred as: Todic, R[ajko]
DOI: 10.2507/27th.daaam.proceedings.119 VIBRATION ASSISTED DEEP HOLE MICRO-DRILLING: A PRELIMINARY EXPERIMENTAL STUDY Todić Rajko, Bartulović Ante This Publication has to be referred as: Todic, R[ajko]
STAMPING TECHNOLOGY - CLAMPING RAW PARTS
 simple. gripping. future. 5-Axis 66 Makro Grip Stamping Unit 72 Stamping Unit for the workbench 73 Stamping Unit on trolley 76 Stamping Unit Accessories 77 Stamping Jaws 78 Makro Grip 5-Axis-Vices 82 5-Axis
simple. gripping. future. 5-Axis 66 Makro Grip Stamping Unit 72 Stamping Unit for the workbench 73 Stamping Unit on trolley 76 Stamping Unit Accessories 77 Stamping Jaws 78 Makro Grip 5-Axis-Vices 82 5-Axis
Special reamers. Figure N 1 Reamer with descending cutting edges in carbide (Cerin)
") Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
AUTOMOTIVE TAPPING ENGINEERED SOLUTIONS
 AUTOMOTIVE TAPPING ENGINEERED SOLUTIONS Material: AlMgSi Alloys MINIMAL LUBRICATION FOR MAXIMUM RESULTS CARBIDE FORMING TAPS AL-IK Specially developed thread forming geometry and coating with the aid of
AUTOMOTIVE TAPPING ENGINEERED SOLUTIONS Material: AlMgSi Alloys MINIMAL LUBRICATION FOR MAXIMUM RESULTS CARBIDE FORMING TAPS AL-IK Specially developed thread forming geometry and coating with the aid of
Building Rudy Kouhoupt s Walking-Beam Engine
 Building Rudy Kouhoupt s Walking-Beam Engine Some time ago I came across a copy of Rudy Kouhoupt s article: "Build this Walking-Beam Engine" (Popular Mechanics August 1969), and decided to try and make
Building Rudy Kouhoupt s Walking-Beam Engine Some time ago I came across a copy of Rudy Kouhoupt s article: "Build this Walking-Beam Engine" (Popular Mechanics August 1969), and decided to try and make
Deep Hole Drilling of Thermoplastics
 Deep Hole Drilling of Thermoplastics Upmeier, T. 1,a, Biermann, D. 1,b 1 Institute of Machining Technology (ISF), Technische Universität Dortmund, Germany Contact e-mail: a upmeier@isf.de, b biermann@isf.de
Deep Hole Drilling of Thermoplastics Upmeier, T. 1,a, Biermann, D. 1,b 1 Institute of Machining Technology (ISF), Technische Universität Dortmund, Germany Contact e-mail: a upmeier@isf.de, b biermann@isf.de
TECH SHEET PEM - REF / TESTING CLINCH PERFORMANCE. SUBJECT: Testing clinch performance of self-clinching fasteners.
 PEM - REF / TESTING CLINCH PERFORMANCE SUBJECT: Testing clinch performance of self-clinching fasteners. A self-clinching fastener s performance can be divided into two major types. The first is self-clinching
PEM - REF / TESTING CLINCH PERFORMANCE SUBJECT: Testing clinch performance of self-clinching fasteners. A self-clinching fastener s performance can be divided into two major types. The first is self-clinching
Indexable Milling Tools
 Tools Difference and selection between down milling and up milling X Vf Vf Y B Up milling magnified X Dowm milling magnified Y Climb milling (also called down milling): the feed direction of workpiece
Tools Difference and selection between down milling and up milling X Vf Vf Y B Up milling magnified X Dowm milling magnified Y Climb milling (also called down milling): the feed direction of workpiece
TURNING BORING TURNING:
 TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Implementation and Analysis on Carbide Boring Tool for Increasing Tool Life
 Implementation and Analysis on Carbide Boring Tool for Increasing Tool Life Prathamesh Vishwas Waghmare 1, Parag Arun Yeshi 2 Omkar Suresh Thakur 3, Amol Parshuram Khairnar 4 Deepak Padmakar Patil 5 1,2,3,4,5
Implementation and Analysis on Carbide Boring Tool for Increasing Tool Life Prathamesh Vishwas Waghmare 1, Parag Arun Yeshi 2 Omkar Suresh Thakur 3, Amol Parshuram Khairnar 4 Deepak Padmakar Patil 5 1,2,3,4,5
Tool Life Investigation of the Thread Making Tools
 Tool Life Investigation of the Thread Making Tools Katarina Monkova 1,2, Peter Monka 1, Jozef Jurko 1, Ondřej Bílek 2, Jacek Habel 3 1 TU Kosice, Faculty of Manufacturing Technologies with the seat in
Tool Life Investigation of the Thread Making Tools Katarina Monkova 1,2, Peter Monka 1, Jozef Jurko 1, Ondřej Bílek 2, Jacek Habel 3 1 TU Kosice, Faculty of Manufacturing Technologies with the seat in
Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations, Boring, Reaming, Tapping)
") 1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
Unit IV Drawing of rods, wires and tubes
 Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
THREAD CUTTING & FORMING
 THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
INFLUENCE OF DIFFERENT PARAMETERS TOWARDS MILLING BURR MINIMIZATION AT WET CONDITION
 INFLUENCE OF DIFFERENT PARAMETERS TOWARDS MILLING BURR MINIMIZATION AT WET CONDITION S.K.Singh 1, S.R.Dutta 2 1,2 Assistant Professor Department of ME, West Bengal University of Technology, India ABSTRACT
INFLUENCE OF DIFFERENT PARAMETERS TOWARDS MILLING BURR MINIMIZATION AT WET CONDITION S.K.Singh 1, S.R.Dutta 2 1,2 Assistant Professor Department of ME, West Bengal University of Technology, India ABSTRACT
An Experimental Work on Multi-Roller Burnishing Process on Difficult to Cut Material Titanium Alloy
 An Experimental Work on Multi-Roller Burnishing Process on Difficult to Cut Material Titanium Alloy S.Thamizhmanii * and S.Hassan Faculty of Mechanical and Manufacturing Engineering, Universiti Tun Hussein
An Experimental Work on Multi-Roller Burnishing Process on Difficult to Cut Material Titanium Alloy S.Thamizhmanii * and S.Hassan Faculty of Mechanical and Manufacturing Engineering, Universiti Tun Hussein
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Development of Grinding Simulation based on Grinding Process
 TECHNICAL PAPER Development of Simulation based on Process T. ONOZAKI A. SAITO This paper describes grinding simulation technology to establish the generating mechanism of chatter and grinding burn. This
TECHNICAL PAPER Development of Simulation based on Process T. ONOZAKI A. SAITO This paper describes grinding simulation technology to establish the generating mechanism of chatter and grinding burn. This
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Understanding the basics of Spiral Pointed Taps. July 2017
 Understanding the basics the of Spiral Basics Pointed Taps of Spiral Pointed Taps July 2017 Understanding the Basics of Spiral Pointed Taps What is a spiral pointed taps? Cutting torque of spiral pointed
Understanding the basics the of Spiral Basics Pointed Taps of Spiral Pointed Taps July 2017 Understanding the Basics of Spiral Pointed Taps What is a spiral pointed taps? Cutting torque of spiral pointed
Think efficiency, Think HSS MILLING
 Think efficiency, Think HSS MILLING SUMMARY MILLING TOOLS 2 Zoom on a milling cutter 3 Which HSS for maximum efficiency? 4 Coatings for the best performance 5 Vocabulary 6 Choose the right design 7 Select
Think efficiency, Think HSS MILLING SUMMARY MILLING TOOLS 2 Zoom on a milling cutter 3 Which HSS for maximum efficiency? 4 Coatings for the best performance 5 Vocabulary 6 Choose the right design 7 Select
New type of broaching system
 New type of broaching system The construction of mechanical parts, even simple ones, sometimes involves difficult problems that require, for their resolution, lengthy times or the use of special machines.
New type of broaching system The construction of mechanical parts, even simple ones, sometimes involves difficult problems that require, for their resolution, lengthy times or the use of special machines.
FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly NARRATION (VO): NARRATION (VO): NARRATION (VO): INCLUDING: METALS,
: NARRATION (VO): NARRATION (VO): INCLUDING: METALS,") Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
Dry drilling into weldments from hard-to-machine material
 Dry drilling into weldments from hard-to-machine material Ing. Lukáš Pelikán, Ing. Tomáš Kellner, Ing. Martin Kyncl Czech Technical University in Prague, Faculty of Mechanical Engineering, Department of
Dry drilling into weldments from hard-to-machine material Ing. Lukáš Pelikán, Ing. Tomáš Kellner, Ing. Martin Kyncl Czech Technical University in Prague, Faculty of Mechanical Engineering, Department of
Corso di Studi di Fabbricazione
 Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
CH # 8. Two rectangular metal pieces, the aim is to join them
 CH # 8 Screws, Fasteners, and the Design of Non-permanent Joints Department of Mechanical Engineering King Saud University Two rectangular metal pieces, the aim is to join them How this can be done? Function
CH # 8 Screws, Fasteners, and the Design of Non-permanent Joints Department of Mechanical Engineering King Saud University Two rectangular metal pieces, the aim is to join them How this can be done? Function
Features. High Positive Rake Angle. Multi-Side Grinding. High Speed, High Feed Rate. Economical
 Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Features. Special forms are possible
 Center Drill >> The is a trademark of Nine9, the developer of the first indexable center drill in the world.(patented) Offering an indexable insert system for the 1st time, Nine9 s design improves your
Center Drill >> The is a trademark of Nine9, the developer of the first indexable center drill in the world.(patented) Offering an indexable insert system for the 1st time, Nine9 s design improves your
Unit-I: Theory of Metal Cutting
 Unit-I: Theory of Metal Cutting Type-I (Cutting Forces Analysis) 1. In orthogonal cutting of a 60mm diameter MS bar on lathe, the following data was obtained, Rake angle = 15 0, Cutting Speed = 100 m/min,
Unit-I: Theory of Metal Cutting Type-I (Cutting Forces Analysis) 1. In orthogonal cutting of a 60mm diameter MS bar on lathe, the following data was obtained, Rake angle = 15 0, Cutting Speed = 100 m/min,
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS
 Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Design for machining
 Multiple choice questions Design for machining 1) Which one of the following process is not a machining process? A) Planing B) Boring C) Turning D) Forging 2) The angle made between the rake face of a
Multiple choice questions Design for machining 1) Which one of the following process is not a machining process? A) Planing B) Boring C) Turning D) Forging 2) The angle made between the rake face of a
Methods of increasing the quality of thread pitches
 Agronomy Research 11 (1), 133 138, 013 Methods of increasing the quality of thread pitches V.V. Мaksarov* and A.I. Keksin National Mineral Resources University Mining University, 1 Line, house, Vasilevsky
Agronomy Research 11 (1), 133 138, 013 Methods of increasing the quality of thread pitches V.V. Мaksarov* and A.I. Keksin National Mineral Resources University Mining University, 1 Line, house, Vasilevsky
Turning and Related Operations
 Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Influence of the gear geometry and the machine on the power-skiving cutter design
 PWS Präzisionswerkzeuge GmbH: Influence of the gear geometry and the machine on the power-skiving cutter design Author: Dr. Rainer Albert Fig. 1 As a method known for more than 100 years, power-skiving
PWS Präzisionswerkzeuge GmbH: Influence of the gear geometry and the machine on the power-skiving cutter design Author: Dr. Rainer Albert Fig. 1 As a method known for more than 100 years, power-skiving
0226/18-V1-02 IMTEC HR. High mechanical Resistance fastener for composite materials
 0226/18-V1-02 IMTEC HR High mechanical Resistance fastener for composite materials IMTEC HR Cold forged fastener BÖLLHOFF used its expertise in assembly technologies to combine the best of metals and plastics.
0226/18-V1-02 IMTEC HR High mechanical Resistance fastener for composite materials IMTEC HR Cold forged fastener BÖLLHOFF used its expertise in assembly technologies to combine the best of metals and plastics.
Competence Gun Boring. KOYEMANN Floating Tools Power Reamer
 Competence Gun Boring KOYEMANN Floating Tools Power Reamer R The KOYEMANN Floating Principle Reaming has been used for fine machining bores with excellent results from the very start of cutting technology.
Competence Gun Boring KOYEMANN Floating Tools Power Reamer R The KOYEMANN Floating Principle Reaming has been used for fine machining bores with excellent results from the very start of cutting technology.
Performance of Internal Thread Rolling Head and The Mechanical Properties of Rolled Thread
 6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey Performance of Internal Thread Rolling Head and The Mechanical Properties of Rolled Thread H. Sağlam 1, R. Kuş
6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey Performance of Internal Thread Rolling Head and The Mechanical Properties of Rolled Thread H. Sağlam 1, R. Kuş
Process combination for the manufacturing of deep holes with small diameters Marko Kirschner 1,a, Markus Heilmann 1,b, Dirk Biermann 1,c
 Advanced Materials Research Online: 214-4-9 ISSN: 1662-8985, Vol. 97, pp 265-275 doi:1.428/www.scientific.net/amr.97.265 214 Trans Tech Publications, Switzerland Process combination for the manufacturing
Advanced Materials Research Online: 214-4-9 ISSN: 1662-8985, Vol. 97, pp 265-275 doi:1.428/www.scientific.net/amr.97.265 214 Trans Tech Publications, Switzerland Process combination for the manufacturing
PRACTICAL GUIDE. Flow Punch Forming with centerdrill
 PRACTICAL GUIDE Flow Punch Forming with centerdrill ZECHA Tungsten Carbide Tools Manufacturing GmbH Since 1964 we have been manufacturing carbide tooling in standard and special designs. In addition to
PRACTICAL GUIDE Flow Punch Forming with centerdrill ZECHA Tungsten Carbide Tools Manufacturing GmbH Since 1964 we have been manufacturing carbide tooling in standard and special designs. In addition to
The jigs and fixtures are the economical ways to produce a component in mass production system. These are special work holding and tool guiding device
 The jigs and fixtures are the economical ways to produce a component in mass production system. These are special work holding and tool guiding device Quality of the performance of a process largely influenced
The jigs and fixtures are the economical ways to produce a component in mass production system. These are special work holding and tool guiding device Quality of the performance of a process largely influenced
NO NEED TO CHOOSE NINE9 DOES IT ALL!
 NO NEED TO CHOOSE NINE9 DOES IT ALL! Cat. No. 11.a NC Spot Drills Corner Rounding Cutters & Engraving Tools Various applications of NC Spot Drill We Focus: Higher efficiency Position accuracy Long tool
NO NEED TO CHOOSE NINE9 DOES IT ALL! Cat. No. 11.a NC Spot Drills Corner Rounding Cutters & Engraving Tools Various applications of NC Spot Drill We Focus: Higher efficiency Position accuracy Long tool
The new generation with system accessories. Made in Germany!
 1 The new generation with system accessories. Made in Germany! For face, longitudinal and taper turning, thread-cutting. For machining steel, brass, aluminium and plastic. Mounting flange for fastening
1 The new generation with system accessories. Made in Germany! For face, longitudinal and taper turning, thread-cutting. For machining steel, brass, aluminium and plastic. Mounting flange for fastening
Fasteners. Fastener. Chapter 18
 Fasteners Chapter 18 Material taken from Mott, 2003, Machine Elements in Mechanical Design Fastener A fastener is any device used to connect or join two or more components. The most common are threaded
Fasteners Chapter 18 Material taken from Mott, 2003, Machine Elements in Mechanical Design Fastener A fastener is any device used to connect or join two or more components. The most common are threaded
APPLICATION NOTE. Mounting instructions for EasyPIM / EasyPACK modules with screw clamps. 1. General information
 APPLICATION NOTE Date:2003-02-14 Page 1 of 10 with screw clamps 1. General information The mounting instructions outlined below are recommended for the safe and reliable operation of these modules in industry
APPLICATION NOTE Date:2003-02-14 Page 1 of 10 with screw clamps 1. General information The mounting instructions outlined below are recommended for the safe and reliable operation of these modules in industry
MACHINING HOT-ROLLED STEEL PLATES AND COILS
 www.ruukki.com MACHINING HOT-ROLLED STEEL PLATES AND COILS This brochure compiles information on machining our hot rolled steel products, including the following methods: drilling thread cutting sawing
www.ruukki.com MACHINING HOT-ROLLED STEEL PLATES AND COILS This brochure compiles information on machining our hot rolled steel products, including the following methods: drilling thread cutting sawing
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics)
 Discover what's under the surface (Arial, 20-point bold font in italics)") A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Longitudinal turning Flexibly producing complex turned
A very warm welcome (Arial, 24-point bold font) Discover what's under the surface (Arial, 20-point bold font in italics) HORN Technology Days 2015 Longitudinal turning Flexibly producing complex turned
Effect Of Drilling Parameters On Quality Of The Hole
 AUSTRALIAN JOURNAL OF BASIC AND APPLIED SCIENCES ISSN:1991-8178 EISSN: 2309-8414 Journal home page: www.ajbasweb.com Effect Of Drilling Parameters On Quality Of The Hole 1 Miloud RAMZI, 2 Mohamed ELAJRAMI,
AUSTRALIAN JOURNAL OF BASIC AND APPLIED SCIENCES ISSN:1991-8178 EISSN: 2309-8414 Journal home page: www.ajbasweb.com Effect Of Drilling Parameters On Quality Of The Hole 1 Miloud RAMZI, 2 Mohamed ELAJRAMI,
The role of inclination angle, λ on the direction of chip flow is schematically shown in figure which visualizes that,
 EXPERIMENT NO. 1 Aim: To study of Orthogonal & Oblique Cutting on a Lathe. Experimental set up.: Lathe Machine Theoretical concept: It is appears from the diagram in the following figure that while turning
EXPERIMENT NO. 1 Aim: To study of Orthogonal & Oblique Cutting on a Lathe. Experimental set up.: Lathe Machine Theoretical concept: It is appears from the diagram in the following figure that while turning
INSTRUCTIONS FOR USE A1 & A2 KNURLING TOOLS
 INSTRUCTIONS FOR USE A1 & A2 KNURLING TOOLS Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. A1-Tools... 5 2.1 Technical Data... 5 2.2 Overview: Main Components...
INSTRUCTIONS FOR USE A1 & A2 KNURLING TOOLS Contents CONTENTS 1. General... 2 1.1 Introduction... 2 1.2 Tool Construction... 3 2. A1-Tools... 5 2.1 Technical Data... 5 2.2 Overview: Main Components...
LS-DYNA USED TO ANALYZE THE MANUFACTURING OF THIN WALLED CANS AUTHOR: CORRESPONDENCE: ABSTRACT
 LS-DYNA USED TO ANALYZE THE MANUFACTURING OF THIN WALLED CANS AUTHOR: Joachim Danckert Department of Production Aalborg University CORRESPONDENCE: Joachim Danckert Department of Production Fibigerstraede
LS-DYNA USED TO ANALYZE THE MANUFACTURING OF THIN WALLED CANS AUTHOR: Joachim Danckert Department of Production Aalborg University CORRESPONDENCE: Joachim Danckert Department of Production Fibigerstraede
The new generation with system accessories. Made in Europe!
 1 The new generation with system accessories. Made in Europe! Of cast iron, wide-legged prismatic guide. For vibration-free work even at high loads. Rear flange for mounting the mill/drill head PF 230.
1 The new generation with system accessories. Made in Europe! Of cast iron, wide-legged prismatic guide. For vibration-free work even at high loads. Rear flange for mounting the mill/drill head PF 230.
Advanced Drilling Equipment Cutting Tools
 Advanced Drilling Equipment Cutting Tools January 2015 2014 APEX TOOL GROUP 1 Product Overview Precision Good surface finish Fit to application special cutter with tight hole tolerance Advanced Drilling
Advanced Drilling Equipment Cutting Tools January 2015 2014 APEX TOOL GROUP 1 Product Overview Precision Good surface finish Fit to application special cutter with tight hole tolerance Advanced Drilling
EXPERIMENTAL PLATFORM FOR IN-PROCESS METROLOGY DURING ORTHOGONAL TURNING
 EXPERIMENTAL PLATFORM FOR IN-PROCESS METROLOGY DURING ORTHOGONAL TURNING Mark A. Rubeo, Ryan Copenhaver, Saurabh Landge, and Tony L. Schmitz Mechanical Engineering and Engineering Science University of
EXPERIMENTAL PLATFORM FOR IN-PROCESS METROLOGY DURING ORTHOGONAL TURNING Mark A. Rubeo, Ryan Copenhaver, Saurabh Landge, and Tony L. Schmitz Mechanical Engineering and Engineering Science University of
New Item & New Concept Tools Aqua EX Flat Drill
 New Item & New Concept Tools Aqua EX Flat Drill Completely Flat Point Angle! (Point Angle 180 ) Multi-Function Drill Covering Wide Application Range Aqua EX Flat Drill Sharpness & Rigidity at the Same
New Item & New Concept Tools Aqua EX Flat Drill Completely Flat Point Angle! (Point Angle 180 ) Multi-Function Drill Covering Wide Application Range Aqua EX Flat Drill Sharpness & Rigidity at the Same
Metal Cutting (Machining)
") Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,