Shaping the future of die and moulds: EOS tooling applications
|
|
|
- Hilary Wade
- 5 years ago
- Views:
Transcription


1 Shaping the future of die and moulds: EOS tooling applications Augustin Niavas Business Development Manager Tooling Meeting SHL-EOS, Krailling,
2 Index EOS What is DMLS for tooling? How will DMLS be part of the future of the tooling industry? DMLS advantages for injection moulding Hints to advanced tooling design Criteria of choice for inserts for successful testing of technology Applications examples: tool inserts EOS 2010 EOS tooling applications Augustin Niavas Page 2
3 EOS EOS 2010 EOS tooling applications Augustin Niavas Seite 3
4 EOS was founded in worldwide market leader since 2002 for laser-sintering systems EOS History 1989 Founding EOS GmbH - Electro Optical Systems Pilot customer BMW Worldwide market leader for laser-sintering systems, the key technology for e-manufacturing. 60 Mio. Revenue in FY 2008/2009 Approx. 300 people Philosophy Application oriented solutions for numerous industries Technology leader for high-end Rapid Prototyping, Rapid Tooling and Rapid Manufacturing Systems. Joint solutions with customers. Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 4
5 In the crisis of 2009 EOS still had a good stand All set for future growth EOS gross revenue and employees [ ] Revenues [Mio. ] Employees Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Seite 5
6 EOS is the worldwide market leader with an installed base in global key regions EOS world-wide 2010 > 900 ystems installed NA: 80 Europe: 630 Asia: 150 ROW: 54 Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Seite 6
 Distributors in 22 countries 7 distributors in Asia/Pacific")
7 EOS has subsidiaries or distribution partners in all major markets of the world EOS worldwide 2010 Worldwide recognized technology leader for high-end systems for e- Manufacturing Customers in > 30 countries EOS sales/service/application offices in 10 countries (Germany, UK, France, Italy, USA, India, Singapore, Korea, Taiwan, Finland) Distributors in 22 countries 7 distributors in Asia/Pacific 12 distributors in Europe and ROW Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 7


8 Customers from various industries all over the world rely on EOS technologies Sample EOS customers (incomplete) Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Seite 8
9 EOS offers part focused application development Either direct or with partners Collaboration EOS Customer - Partner EOS Parts manufacturer (OEM) R&D Application development System Material Process Partners (e. g. post processing, software, etc. ) Parts Quelle: AKE EOS 2010 EOS tooling applications Augustin Niavas Seite 9
10 EOS verfolgt das Ziel, gemeinschaftlich mit seinen Kunden zur Fertigungslösung zu gelangen Mögliche Grade der Zusammenarbeit mit EOS 1 1 Vertrieb von Standard Systemen, Materialen und Services 2 2 Vertrieb von standardisierten Prozessen (PPP) und Services EOS Situative Kooperation Kunden Vertrieb von standardisierten, branchenspezifischen Anwendungen (z. B. Dental) Kundenspezifische Anwendungsentwicklung Entwicklung von End-to-End Prozessen (vom Design zum Postprocessing) Betreibermodelle Quelle: AKE EOS 2010 EOS tooling applications Augustin Niavas Seite 10









11 Currently EOS has a network of e-manufacturing Partners shaping the future of manufacturing EOS e-manufacturing Partner network Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Seite 11



12 EOS offers the most modern laser-sintering systems for plastics in the market EOS plastics laser-sintering product line EOSINT P 760 EOSINT P 395 FORMIGA P 100 Pictures not scaled Source: CDR EOS 2010 EOS tooling applications Augustin Niavas Seite 12






13 EOSINT P 800 is the first laser-sintering system for high performance polymeres worldwide EOSINT P 800 Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Seite 13

14 The EOSINT M 270 for the direct laser-sintering of metal is a market leading system EOSINT M M 270 operated worldwide Source: CDR EOS 2010 EOS tooling applications Augustin Niavas Seite 14

15 The EOSINT S 750 is used for laser-sintering croning moulding material EOSINT S 750 Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Seite 15
16 EOS offers a wide range of polymer materials suitable for EOS systems PrimePart Polyamide 12 Biocompatible, excellent economics, withstands high mechanical and thermal load PrimePart ST Soft material Flexible, springy, air tight PrimePart DC Polyamide 11 High impact strength, ductile PA 2200 Polyamide 12 Biocompatible, withstands high mechanical and thermal load Quelle: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 16
17 EOS materials are made to meet application requirements PA 2202 black Coloured in black Withstands high mechanical and thermal load PA 2210 FR Flame-retardant polyamide 12 High mechanical properties PA 3200 GF Glass-filled polyamide 12 Hard-wearing, withstands high mechanical and thermal load PrimeCast 101 Polystyrene for lost patterns Minimal remaining ash content Quelle: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 17
18 EOS PEEK HP3 is the first high performance material for laser-sintering in the industry Alumide Aluminium-filled polyamide 12 Dimensionally accurate Machinable, increased thermal conductivity CarbonMide Carbon fibre-filled polyamide 12 Light weight, extreme stiffness and strength, conductive EOS PEEK HP3 Polyaryletherketone Excellent mechanical, chemical and thermal properties Flame-retardant, biocompatible, can be sterilized Quelle: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 18
19 EOS offers a wide range of metal materials suitable for the EOSINT M 270 system DirectMetal 20 Proprietary material specially developed for DMLS Bronze-based mixture Injection moulding tooling, functional prototypes EOS MaragingSteel MS1 Hardenable ultra high strength steel 18 Mar 300 / steel Injection moulding series tooling, engineering parts EOS StainlessSteel GP1 Stainless steel 17-4 / Functional prototypes and series parts, engineering and medical Quelle: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 19
20 With CobaltChrome SP2 EOS has a material tuned to the dental industry s requirements EOS StainlessSteel PH1 Hardenable stainless steel Stainless steel 15-5 / Functional prototypes and series parts, engineering and medical EOS CobaltChrome MP1 High strength, high temperature CoCrMo superalloy Prototypes and series parts, engineering, medical and dental EOS CobaltChrome SP2 Biocompatible CoCrMo superalloy, optimized for ceramic veneering Dental restorations (series production) Quelle: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 20
21 EOS NickelAlloy IN718 is the latest addition to metal materials targeting aerospace applications EOS Titanium Ti64 Biocompatible, corrosion-resistant light alloy Ti6Al4V alloy prototypes and series parts, aerospace, motor sport etc. EOS Titanium TiCP Biocompatible, corrosion-resistant light alloy Pure titanium Functional prototypes and series parts, medical, dental EOS NickelAlloy IN718 High strength, high temperature NiCoCr superalloy Turbines, aerospace and automotive Quelle: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 21
22 What is DMLS for tooling? EOS 2010 EOS tooling applications Augustin Niavas Page 22
23 Definitions: e-manufacturing, DMLS e-manufacturing is the fast, flexible and cost-effective production directly from electronic data. EOSINT M systems builds up, additively layer by layer, metal parts, directly from metal powder, using a focussed laser beam, which fuses metal powder into solid part by melting it locally: this is DMLS. One in particularly most interesting and important field of application is the design for tooling inserts. Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 23


24 DMLS with Direct Tool push on tooling design Today Direct Tool means advanced tooling One of the greatest advantages of DMLS is the design driven approach DMLS makes possible the implementation of tools with complex geometry and the realization of heating/cooling channels, designed to follow the moulding surfaces of the tool: this process is known as conformal cooling. Through an optimised positioning of the tempering/cooling system, it s possible to achieve a lower or uniform temperature in the mould and a performing tempering of the tool inserts Schematical comparison between conventional cooling and conformal cooling channels Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 24
25 What means conformal cooling? Design driven manufacturing or freedom of design Optimised cooling/heating channels for productivity and quality improvement Reach hot spots and critical areas of the insert High number of possible designs: knowhow dependant suitable to thermodynamics rules and complexity is not a cost-driver Advanced tooling Conventional tooling Possible validation with simulation Uniformity of cooling and improvement of the insert life time Leave under defined circumstances the area of convential tooling and choose a new way for solving challenges Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 25
26 EOS offers a wide range of metal materials suitable for the EOSINT M 270 system DirectMetal 20 Proprietary material specially developed for DMLS Bronze-based mixture Injection moulding tooling, functional prototypes EOS MaragingSteel MS1 Hardenable ultra high strength steel 18 Mar 300 / steel Injection moulding series tooling, engineering parts EOS StainlessSteel GP1 Stainless steel 17-4 / Functional prototypes and series parts, engineering and medical Quelle: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 26
27 With CobaltChrome SP2 EOS has a material tuned to the dental industry s requirements EOS StainlessSteel PH1 Hardenable stainless steel Stainless steel 15-5 / Functional prototypes and series parts, engineering and medical EOS CobaltChrome MP1 High strength, high temperature CoCrMo superalloy Prototypes and series parts, engineering, medical and dental EOS CobaltChrome SP2 Biocompatible CoCrMo superalloy, optimized for ceramic veneering Dental restorations (series production) Quelle: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 27
28 EOS NickelAlloy IN718 is the latest addition to metal materials targeting aerospace applications EOS Titanium Ti64 Biocompatible, corrosion-resistant light alloy Ti6Al4V alloy prototypes and series parts, aerospace, motor sport etc. EOS Titanium TiCP Biocompatible, corrosion-resistant light alloy Pure titanium Functional prototypes and series parts, medical, dental EOS NickelAlloy IN718 High strength, high temperature NiCoCr superalloy Turbines, aerospace and automotive Quelle: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 28
29 Definition: EOS MaragingSteel MS1 - high performance steel for series tooling and other applications Characteristics, applications, status Key characteristics 18 Maraging 300 type steel (1.2709, X3NiCoMoTi18-9-5) fully melted to full density for high strength easily machinable as-built age hardenable up to approx. 54 HRC good thermal conductivity and polishability Typical applications series injection moulding (high volume) other tooling applications, e.g. die casting high performance parts, e.g. in aerospace Product status commercial release in 2007 Injection mould insert with conformal cooling, built in EOS MaragingSteel MS1 Source: EOS, Oase EOS 2010 EOS tooling applications Augustin Niavas Page 29
 UTS: > 1950 MPa yield strength: > 1900 MPa hardness: 50-54 HRC Physical properties relative density")
30 Properties: EOS MaragingSteel MS1 is a high performance steel for series tooling and other applications Mechanical and physical properties Mechanical properties as built UTS: 1100 MPa yield strength:1000 MPa hardness: HRC Mechanical properties after age hardening (6 hours at 490 C) UTS: > 1950 MPa yield strength: > 1900 MPa hardness: HRC Physical properties relative density as built: approx. 100 % 200 internally cooled pin inserts for injection moulding, built in EOS MaragingSteel MS1. Source: LBC GmbH Source: EOS, LBC EOS 2010 EOS tooling applications Augustin Niavas Page 30



31 Industry footprint and priority sectors for EOS Aerospace Medical 150 EOSINT M270 worldwide Approx. 25% of the systems are related to tooling applications Biggest amount of systems/company: 10 Tooling Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 31


32 EOSINT M 270 reference users in tooling business Manufacturer (OEM s): Hella Automotive lighting and Electronic supplier Continental/ Siemens VDO Production & R&D Gillette / Procter&Gamble Direct part, tooling & R&D Sharp Direct part in production & tooling Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 32
33 How will DMLS be part of the future of the tooling industry? EOS 2010 EOS tooling applications Augustin Niavas Seite 33

34 DMLS suits trends in tooling and injection moulding Complexity of the tooling inserts and of the plastic product Complexity is not a cost driver Carbon foot print in line or inferior as existing technology Energy saving technology Faster lead times DMLS is an energy saving technology for tooling and injection moulding Source: EOS, Oase EOS 2010 EOS tooling applications Augustin Niavas Page 34
35 DMLS: Parts already in production, technology potential still growing and developing Introduction Growth Maturity Decline High speed milling EDM Sales Electrical IMM DMLS Time EOS 2010 EOS tooling applications Augustin Niavas Seite 35
36 The business development growths along 3 axis M2XX as serial production machine DMLS as reference technology: the use of the technology and the possibilities it offers has to be diffused (reach the decision makers, industrial associations, etc ) Cooperations to speed up improvement: all over the manufacturing chain, from advanced tooling trainings suppliers to toolmakers, from software companies to research institute EOSINT M systems as serial production machine for tooling: gather the customers and market feedback, works together with product management to explore completely the potential of the machine DMLS as reference technology The three development axis Cooperations as improvement catalysers Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 36
37 DMLS advantages for injection moulding EOS 2010 EOS tooling applications Augustin Niavas Seite 37




38 DMLS has a positive impact on the injection moulding manufacturing chain The example concerns a thin-walled throw-away product (cheap raw material) DMLS has a selective effect on the costs along the manufacturing chain Advantages for inserts costs, productivity, cycle time, product quality and material usage Effects are additionally positive Production cost distribution for product PS coffee cup Source: Spritzgießtechnik Verarbeitung Maschine Periferie Hanser Verlag, 2004 EOS 2010 EOS tooling applications Augustin Niavas Page 38



:")

39 Advantages for tooling inserts Complexity is no cost-driver Lower price/insert thanks optimised use of the construction platform Reduction of Lead times (Cooling system and inserts are built at the same time) Hybrid approach save costs High refresh rate for MS1 PEP Project for ABS products ( parts, Legrand electrical components): lower costs and reduced lead time Source: PEP EOS 2010 EOS tooling applications Augustin Niavas Page 39

40 Influence on the injection molding process Advantages in terms of productivity Tempering system effectivity allows up to 60% cycle time reduction Mould opening - ejection Mould closing Injection carriage in Filling Cooling time Better control of the process Optimised workload and machine costs saving Better quality of the product Cycle time diagram Source: LBC, EOS, Spritzgießtechnik Verarbeitung Maschine Periferie Hanser Verlag, 2004 EOS 2010 EOS tooling applications Augustin Niavas Page 40
41 Breakeven analysis illustrates economical benefits of DMLS in comparison to conventional tooling Costs & revenue Possible initial additional costs with DMLS inserts Advantages in terms of cost saving Profit Total revenue Total costs conventional tooling Total costs DMLS Fixed costs DMLS Fixed costs conventional tooling Lower cycle time Q DMLS Q Conventional tooling Quantity of products Source: Inglass, EOS EOS 2010 EOS tooling applications Augustin Niavas Seite 41
42 Heating/cooling has the most important influence on product quality Advantages in terms of product quality 60% of defects on products come from wrong or not efficient mould temperature control Mould temperature control Hot runner choice Process stability Maintenance 25% hot runner choice 10% 5% 10% process stability 5% maintenance 25% 60% Different factors influencing quality of product parts in injection moulding Source: EOS, GTT GmbH EOS 2010 EOS tooling applications Augustin Niavas Page 42
43 Positive effects on products and material consumption Advantages in terms of product quality Conformal cooling Conventional cooling Cavity side (cold) Lower scrap rate: advantages in terms of reducing costs can be quantify: Euro for inserts parts, 2 Euro/product 25% scrap rate Core side (hot) Reduction of warpage and shrink mark thanks cooling uniformity of product Higher product quality and stability with the same amount of material Core side (hot) DMLS friendly rules will allow the manufacturing of lighter products with the same mechanical properties 175 Example of quality issues on PP-T20 product. Conformal cooling allows drastic reduction of scrap rate Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 43
44 Positive effects for products and material consuming Advantages in terms in material consuming Lower scrap rate Reduction of warpage and shrink mark thanks cooling uniformity of product Higher product quality and stability with the same amount of material DMLS friendly rules allow the manufacturing of lighter products with the same quality Source: EOS, LBC EOS 2010 EOS tooling applications Augustin Niavas Page 44
45 Hints to advanced tooling design EOS 2010 EOS tooling applications Augustin Niavas Seite 45

46 Design recommendations (1) Do not hesitate to boost your cooling system if necessary Cool down critical area, reaching them with free form shape Give preferences to smooth lines, avoid right corners Follow the contour of your insert and keep distance to surface/wall constant If you need to split your channels, then take care of balancing them. Source: LBC EOS 2010 EOS tooling applications Augustin Niavas Seite 46
47 Design recommendations (2) Boundary box 250x250x190 Reduce if possible to amount of material to be processed Think DMLS in designing your insert DMLS light for cross section Green Orange Red Boundary box and cooling channel sections 250 Source: LBC. EOS EOS 2010 EOS tooling applications Augustin Niavas Page 47
 Hole diameter (in mm) Centerline spacing between holes Distance")
48 Design recommendations (3) Characteristics, applications Design rules (EOS Whitepapers and other documentation) Recommendations about distances, diameters Knowledge optimized mould temperature control Same rules for DMLS cooling/heating or conventional mould temperature control Wallthickness of injection moulding part (in mm) Hole diameter (in mm) Centerline spacing between holes Distance between center of holes and cavity b a c x b x b Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 48

49 Example cooling lines (1) Density of cooling lines have been increased Conformal path has been increased Source: BBE, EOS EOS 2010 EOS tooling applications Augustin Niavas Page 49

50 Example cooling lines (2) Cool down critical area, reaching them with free form shape Give preferences to smooth lines, avoid right corners Follow the contour of your insert and keep distance to surface/wall constant Source: BBE, EOS EOS 2010 EOS tooling applications Augustin Niavas Seite 50
51 Criteria of choice for inserts for successful testing of technology EOS 2010 EOS tooling applications Augustin Niavas Seite 51
 Cooperate with us and our service provider to optimise or the create the design (best case) Follow the basic design rules Send us the 3D Data (under NDA if necessary)")
52 The roadmap to the successful process Identify the most suitable geometry (core or cavity) Dimensional criteria Complexity criteria Challenging injection process Free form shape DMLS oriented design from the beginning (if possible) Cooperate with us and our service provider to optimise or the create the design (best case) Follow the basic design rules Send us the 3D Data (under NDA if necessary) EOS builds the inserts, you test it EOS 2010 EOS tooling applications Augustin Niavas Page 52
53 3 types of criteria should guide us to a suitable case study Principal criteria Geometrical: parts/insert should fit into the building envelope (with or without hybrid) Material requirements: Maraging steel material of choice Case study free of NDA Application criteria Industry sector: packaging, medical, electrical and domestical appliances Complexity of heating/cooling system Innovation Potential Plastic product criteria Cycle time reduction potential High scrape rate Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Page 53
54 Conventional Tooling characteristics vs. Advanced Tooling characteristics Back-up Qualitative comparison between the two different type of processes Conventional Tooling type Advanced Tooling Poor Canal cross section Excellent Tempering system complexity Material costs Part size Durability Design flexibility (part complexity) Product quality Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Seite 54
55 Applications examples: tool inserts EOS 2010 EOS tooling applications Augustin Niavas Page 55
 Objective of the project Complete comparison between DMLS and conventional manufacturing chain Improvement of product quality Cycle time reduction Example")
56 Part description of the Polymold case study Product description Children s goblet made of high quality plastic (Polypropilene), made on one cavity mould Data of conventional and DMLS process available (tooling and IM machine/process) Objective of the project Complete comparison between DMLS and conventional manufacturing chain Improvement of product quality Cycle time reduction Example of hybrid tool Source: BKL, Polymold, EOS EOS 2010 EOS tooling applications Augustin Niavas Page 56

57 DMLS reduces cycle time up to 42% in project child gobelet (Polymold) Solution Hybrid tool, one cavity DMLS tool insert with conformal cooling channels Hardness: HRC Surface finish: high gloss polish Building time: 35 hours Advantages Reduction of scrap rate Reduction of product warpage * Cycle time reduction: from 24 seconds to 13,8 seconds, which mean a reduction of 42,5% * Cost saving (on a yearly base, Products/year): circa Euro * Tool insert Polymold child gobelet: core Source: EOS, Polymold, BKL, EOS EOS 2010 EOS tooling applications Augustin Niavas Page 57
 Source: BKL, Polymold, EOS EOS 2010 EOS tooling applications Augustin Niavas Page")
58 Comparison of conventional design insert with DMLS design insert Conventional cooling system (left), DMLS cooling channels (right) Source: BKL, Polymold, EOS EOS 2010 EOS tooling applications Augustin Niavas Page 58


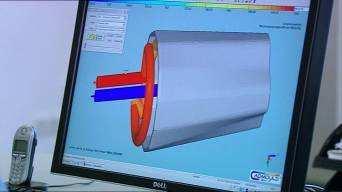
59 Simulation confirms design choice and allows to predict process results Simulation of the insert with cooling lines in core Source: BKL, Simcon EOS 2010 EOS tooling applications Augustin Niavas Page 59

60 Particularity of the cooling system Conformal cooling: - not manufacturable conventionally - the integrated cooling system increases tool insert life time Advantage : - cycle time reduction up to 40% - Better and uniform temperature balance Design advantages : - equilibrated linear coolant flow - improved flow speed in the cooling channels Cross section of the cooling channels with long hole shape: - improves the cooling performance of the tool insert - not manufacturable conventionally EOS 2010 EOS tooling applications Augustin Niavas Page 60
 Hardness tool insert: 52-54 HRC DMLS manufacturing High glossy polish finishing Hybrid design Conventional manufacturing Conventional cooling system (left), DMLS cooling channels (right)")
61 Particularity of the DMLS tool insert Tool insert for the manufacturing of child cup, material EOS Maraging Steel MS1 (1.2709) Hardness tool insert: HRC DMLS manufacturing High glossy polish finishing Hybrid design Conventional manufacturing Conventional cooling system (left), DMLS cooling channels (right) Source: BKL, Polymold, EOS EOS 2010 EOS tooling applications Augustin Niavas Page 61

62 Particularities of the plastic product Ideal temperature distribution reduces warpage in plastic product Productivity increase up to 70% Reduction of scrap rate EOS 2010 EOS tooling applications Augustin Niavas Page 62


















63 Tooling video shows benefits for injection moulding EOS 2010 EOS tooling applications Augustin Niavas Page 63


64 Building strategy has a positive impact on tooling costs Challenge Reduce the cycle time Save costs with the right building strategy Solution Horizonzal building strategy Insert built in EOS MaragingSteel MS1. Benefits Building strategy saves 50% of building time Cycle time reduction: 28% Example of hybrid tool Source: LBC EOS 2010 EOS tooling applications Augustin Niavas Page 64



65 DMLS advantages have a positive impact all over the manufacturing chain Challenge Manufacture a tooling insert for large-volume production Optimise the design of the tooling insert Solution Upper insert built on an existing moulding blank Reduction of the volume of sintered material Benefits Hybrid approach saves costs of tooling insert Cycle time reduction: 35% Reduction of scrape rate products manufactured Example of hybrid tool Source: LBC EOS 2010 EOS tooling applications Augustin Niavas Page 65

66 Serial production tooling in production (more than 2 years) Challenge Reach hot spots area Reduce cycle time Solution 12,5 m length cooling channels 5x parallel cooling channels and 4x parallel cooling channels Benefits 50% cooling time reduction Examples of cooling lines and hybrid insert Source: LBC EOS 2010 EOS tooling applications Augustin Niavas Page 66


67 Hybrid approach saves tooling costs Challenge Manufacture a high complex heat/cooling system (not possible conventionally) Optimise the design of the tooling insert Solution Thermal analysis to confirm the better performance of the conformal cooling system Insert built in EOS MaragingSteel MS1 Size: 226x 204 mm (lxh) Benefits Hybrid approach saves costs of tooling insert Free form shape surface cooling possible Examples of cooling lines and hybrid insert Source: Inglass S.r.l EOS 2010 EOS tooling applications Augustin Niavas Page 67



![piece[ ] Waste for scraps [ ] SLM 0.5% 3,000 7,000 0.055 Tradit. 2.](/docs-images/95/123660478/images/68-4.jpg "0% 3,300 7,000 0.226 Cost of molding process for the production of 250.")
![000 parts SLM t CYCLE [s] 60 Pieces / cycle 1 Machine and direct labor](/docs-images/95/123660478/images/68-5.jpg "cost per hour [ /h] 180,00 Press machine [tonn] 2200 Machine and")
![direct labor cost[ /pz] 3,000 DMLS - 117.](/docs-images/95/123660478/images/68-6.jpg "750,00 Examples of cooling lines on hybrid insert Tradit.")
68 Hybrid approach saves tooling costs Challenge reduce cycle time remove aesthetical problems due to bad cooling of the upper part of the insert Benefits elimination of defects on the aesthetical side of the part cycle time reduced from 66 down to 60 seconds. Waste due to scraps on production of parts % scraps Molding process cost / piece[ ] Material cost / piece[ ] Waste for scraps [ ] SLM 0.5% 3,000 7, Tradit. 2.0% 3,300 7, Cost of molding process for the production of parts SLM t CYCLE [s] 60 Pieces / cycle 1 Machine and direct labor cost per hour [ /h] 180,00 Press machine [tonn] 2200 Machine and direct labor cost[ /pz] 3,000 DMLS ,00 Examples of cooling lines on hybrid insert Tradit , ,300 Source: Inglass S.r.l EOS 2010 EOS tooling applications Augustin Niavas Page 68




![[tonn] Machine and direct labor cost[ /pz] SLM 110 1 114,00 1000 3,483 Tradit.](/docs-images/95/123660478/images/69-5.jpg "128 1 114,00 1000 4,053 Money waste due to scraps on production of 150.")
69 Case study for HR nozzle with DMLS cooling bushing Description: SLM bushing with conformal channels for injection gate conditioning. This device is used for molding of a PC transparent chair, 2.700gr heavy, injected by single nozzle. Objective: eliminate burning defects on the injection point due to shear heating effect on the gate. Cost saving DMLS ,00 Results: no burning defects on the injection gate, comparing to a similar part, cycle time was reduced from 128 down to 110 s. Cost of molding process for the production of parts t CYCLE [s] Pieces / cycle Machine and direct labor cost per hour [ /h] Press machine [tonn] Machine and direct labor cost[ /pz] SLM , ,483 Tradit , ,053 Money waste due to scraps on production of parts % scraps Molding process cost / piece[ ] Material cost / piece[ ] Waste for scraps [ ] SLM 0.5% 3,483 7, Tradit. 3.5% 4,053 7, Source: Inglass EOS 2010 EOS tooling applications Augustin Niavas Page 69

70 Tool insert for a fashion industry product Challenge Improve the cooling performance of the conventional insert Solution Optimisation thanks to conformal cooling system Insert built in EOS MaragingSteel MS1 20 µm layer thickness, polished Benefits 42% cycle time reduction Improved product quality Tool inserts for lipstick lids Source: BKL-Lasertechnik EOS 2010 EOS tooling applications Augustin Niavas Page 70
 40.000 parts per year Inserts costs: 3.250 Euro Cost saving: 19.")
71 Cycle time reduction allows cost saving and better product quality Solution Simulation of the process to optimise the cooling system Insert built in EOS MaragingSteel MS1 Benefits 55% cycle time reduction (von 90 to 40 seconds) parts per year Inserts costs: Euro Cost saving: Euro Amortisation time: 2 months High Injection moulding machine hours saving (555 hours that is from 1000 hours to 444 hours) Better product quality Tool insert for injection moulding Source: LBC EOS 2010 EOS tooling applications Augustin Niavas Page 71


72 DMLS can be applied to die casting too Challenge Build an insert for a die casting application Tool insert life time likely inserts conventionally manufactured Solution Cooling system optimisation Insert built in EOS MaragingSteel MS1 Benefits 20% cycle time reduction parts manufactured in serial production Tool insert for die casting Source: LBC EOS 2010 EOS tooling applications Augustin Niavas Page 72


 and after the use of DMLS (upper).")
73 Insert reparation with DMLS is costs and time saving Challenge Replace a partially damaged insert without building it completly Solution Generation of a new reference surface (sharpening/grinding) Positioning of the part in the machine On top construction of the missing parts Benefits Save costs of a complete new insert construction High reduction of lead time (partial construction instead of complete construction) Tool insert reparation: before (under) and after the use of DMLS (upper). Source: Ecoparts EOS 2010 EOS tooling applications Augustin Niavas Page 73

74 Integration of DMLS inserts into machined tool base allows very rapid production tooling Challenge Series production tool for injection moulded plugs in PBT GF10% Tool availability as quickly as possible Solution 3-cavity mould in hybrid concept Machined aluminium tool base with inserts in EOS MaragingSteel MS1 (1.2709) Benefits Tool availability: 6 working days No need of pre-series tooling due to rapid delivery of production mould Reduction of tooling costs Production mould with inserts in EOS MaragingSteel MS1, built on EOSINT M 270 Source: FIT EOS 2010 EOS tooling applications Augustin Niavas Page 74

75 DirectTool with EOSINT M and DirectMetal 20 ideal for rapid and economical low-volume production Challenge injection molding tooling for a guide adaptor production quantity 5,000 parts annually in Polycarbonate Solution DirectTool on EOSINT M 270 with DirectMetal 20 material modular tool concept: aluminum block with DMLS insert built in DirectMetal 20 on EOSINT M 270 Benefits Tool availability: 5 days Tooling cost reduction Modular tool for a guide adaptor Source: General Pattern Inc EOS 2010 EOS tooling applications Augustin Niavas Page 75


76 EOS GmbH Electro Optical Systems Robert-Stirling-Ring 1 D Krailling Germany Tel: Fax: info@eos.info web: EOS, EOSINT, DMLS, DirectPart, DirectTool, DirectPattern, DirectCast and Alumide are registered trademarks of EOS. Source: EOS EOS 2010 EOS tooling applications Augustin Niavas Seite 76




77
e-manufacturing applications: Laser Sintering and Direct Metal Laser Sintering current status -AILU Stuart Jackson Regional Manager UK & Ireland
 e-manufacturing applications: Laser Sintering and Direct Metal Laser Sintering current status -AILU Stuart Jackson Regional Manager UK & Ireland EOS was founded in 1989 - worldwide market leader since
e-manufacturing applications: Laser Sintering and Direct Metal Laser Sintering current status -AILU Stuart Jackson Regional Manager UK & Ireland EOS was founded in 1989 - worldwide market leader since
About EOS. Step 01. Step 02. Step 03
 EOS EOS in Brief About EOS Founded in 1989 and headquartered in Germany, EOS is the technology and market leader for design-driven integrated e-manufacturing solutions for Additive Manufacturing (AM).
EOS EOS in Brief About EOS Founded in 1989 and headquartered in Germany, EOS is the technology and market leader for design-driven integrated e-manufacturing solutions for Additive Manufacturing (AM).
General functional principle of laser-sintering
 EOS EOS in Brief EOS Technology Additive Manufacturing This technique enables the production of components directly from 3D CAD data. Components are built up layer by layer from materials supplied as fine
EOS EOS in Brief EOS Technology Additive Manufacturing This technique enables the production of components directly from 3D CAD data. Components are built up layer by layer from materials supplied as fine
Rainer Salzberger
 IUM 2008 E-Manufacturing Solutions for Tooling Rainer Salzberger 16.04.2008 Content Tooling Applications New EOS-products Design Rules Conformal Cooling Softwaresolutions for Molddesign and Simulation
IUM 2008 E-Manufacturing Solutions for Tooling Rainer Salzberger 16.04.2008 Content Tooling Applications New EOS-products Design Rules Conformal Cooling Softwaresolutions for Molddesign and Simulation
e-manufacturing Solutions Plastic and Metal Materials for Additive Manufacturing
 e-manufacturing Solutions Plastic and Metal Materials for Additive Manufacturing Making Solutions Take Shape Bionic Handling Assistant, Material: PA 2200; Source: Festo AG & Co.KG Rear Hub, Material: EOS
e-manufacturing Solutions Plastic and Metal Materials for Additive Manufacturing Making Solutions Take Shape Bionic Handling Assistant, Material: PA 2200; Source: Festo AG & Co.KG Rear Hub, Material: EOS
Whitepaper. Open and Flexible: EOS Part Property Management Provides both Individualization and Standardization
 Whitepaper Open and Flexible: EOS Part Property Management Provides both Individualization and Standardization Additive Manufacturing (AM): the Key Technology for e-manufacturing EOS laser sintering solutions
Whitepaper Open and Flexible: EOS Part Property Management Provides both Individualization and Standardization Additive Manufacturing (AM): the Key Technology for e-manufacturing EOS laser sintering solutions
e-manufacturing Solutions Plastic and Metal Materials for Additive Manufacturing
 e-manufacturing Solutions Plastic and Metal Materials for Additive Manufacturing Systematic Approach Stronger Together We always see the big picture to let you achieve the best possible result. This is
e-manufacturing Solutions Plastic and Metal Materials for Additive Manufacturing Systematic Approach Stronger Together We always see the big picture to let you achieve the best possible result. This is
DMLS OF INJECTION MOULD INSERTS FROM 2004 UNTIL TODAY
 DMLS OF INJECTION MOULD INSERTS FROM 2004 UNTIL TODAY LBC LaserBearbeitungsCenter GmbH Im Moldengraben 34 D-70806 Kornwestheim Tel.: 07154/80 88-0 Fax: 07154/80 88-28 E-Mail: Info@LBC-GmbH.de Internet:
DMLS OF INJECTION MOULD INSERTS FROM 2004 UNTIL TODAY LBC LaserBearbeitungsCenter GmbH Im Moldengraben 34 D-70806 Kornwestheim Tel.: 07154/80 88-0 Fax: 07154/80 88-28 E-Mail: Info@LBC-GmbH.de Internet:
Multiplying Options. Keith Schneider is a big advocate for additive
 By Christina Fuges Multiplying Options Additive manufacturing s greatest impact for this company is the versatility that has allowed it to offer different solutions than other manufacturers. Keith Schneider
By Christina Fuges Multiplying Options Additive manufacturing s greatest impact for this company is the versatility that has allowed it to offer different solutions than other manufacturers. Keith Schneider
DIRECT METAL LASER SINTERING DESIGN GUIDE
 DIRECT METAL LASER SINTERING DESIGN GUIDE www.nextlinemfg.com TABLE OF CONTENTS Introduction... 2 What is DMLS?... 2 What is Additive Manufacturing?... 2 Typical Component of a DMLS Machine... 2 Typical
DIRECT METAL LASER SINTERING DESIGN GUIDE www.nextlinemfg.com TABLE OF CONTENTS Introduction... 2 What is DMLS?... 2 What is Additive Manufacturing?... 2 Typical Component of a DMLS Machine... 2 Typical
Taking MIM Tooling To the Next Level. Originally published in The American Mold Builder Magazine, February 2014
 Taking MIM Tooling To the Next Level Originally published in The American Mold Builder Magazine, February 2014 1 Metal injection molding (MIM) merges two established technologies, plastic injection molding
Taking MIM Tooling To the Next Level Originally published in The American Mold Builder Magazine, February 2014 1 Metal injection molding (MIM) merges two established technologies, plastic injection molding
Built-Rite Tool & Die
 Studio System case study 01 Built-Rite Tool & Die Injection molding firm investigates quick-turn mold application, identifies 90% cost savings. 02 Built-Rite cavity insert installed in the mold plate.
Studio System case study 01 Built-Rite Tool & Die Injection molding firm investigates quick-turn mold application, identifies 90% cost savings. 02 Built-Rite cavity insert installed in the mold plate.
International Foundry Challenge Suitable Production of thin walled Aluminum Prototype and Small Series Castings for Body in White Applications
 1 2 International Foundry Challenge Suitable Production of thin walled Aluminum Prototype and Small Series Castings for Body in White Applications Joachim Gundlach, Jörg Detering Contents 3 Company Information
1 2 International Foundry Challenge Suitable Production of thin walled Aluminum Prototype and Small Series Castings for Body in White Applications Joachim Gundlach, Jörg Detering Contents 3 Company Information
DIE & MOLD MACHINING TOOL SOLUTIONS FOR INDUSTRIES DM18 HEAD OFFICE
 DM18 DIE & MOLD MACHINING TOOL SOLUTIONS FOR INDUSTRIES HEAD OFFICE 211, Sewolcheon-ro, Bupyeong-gu, Incheon, South Korea Phone : +82-32-526-0909 E-mail : yg1@yg1.kr www.yg1.kr Note The new address above
DM18 DIE & MOLD MACHINING TOOL SOLUTIONS FOR INDUSTRIES HEAD OFFICE 211, Sewolcheon-ro, Bupyeong-gu, Incheon, South Korea Phone : +82-32-526-0909 E-mail : yg1@yg1.kr www.yg1.kr Note The new address above
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting)
") BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
SHAPED BY INNOVATION.
 SHAPED BY INNOVATION www.fishercast.com Engineering the best value At FisherCast Global, we are committed to engineering cost-effective, innovative manufacturing solutions for your small component production
SHAPED BY INNOVATION www.fishercast.com Engineering the best value At FisherCast Global, we are committed to engineering cost-effective, innovative manufacturing solutions for your small component production
PRECISION PROTOTYPING:
 PRECISION PROTOTYPING: THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY By Lior Zonder, Applications Team Leader Nadav Sella, Solutions Sales Manager, Global Field Operations INTRODUCTION
PRECISION PROTOTYPING: THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY By Lior Zonder, Applications Team Leader Nadav Sella, Solutions Sales Manager, Global Field Operations INTRODUCTION
Laser MicroJet Technology. Cool Laser Machining.
 Laser MicroJet Technology Cool Laser Machining www.synova.ch Synova S.A., headquartered in Duillier, Switzerland, manufactures leading-edge laser cutting systems since 1997 that incorporate the proprietary
Laser MicroJet Technology Cool Laser Machining www.synova.ch Synova S.A., headquartered in Duillier, Switzerland, manufactures leading-edge laser cutting systems since 1997 that incorporate the proprietary
Precision Prototyping THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY
 By Lior Zonder, Applications Team Leader & Nadav Sella, Solutions Sales Manager, Global Field Operations INTRODUCTION Injection molding (IM) the process of injecting plastic material into a mold cavity
By Lior Zonder, Applications Team Leader & Nadav Sella, Solutions Sales Manager, Global Field Operations INTRODUCTION Injection molding (IM) the process of injecting plastic material into a mold cavity
Tooling mold. Tooling mold
 Tooling mold Tooling mold * 1 cavity black box mold * Customer is from USA, a professional plastic parts supplier. * With Hasco standard mold base, mold base material is with S50C. * With Hasco standard
Tooling mold Tooling mold * 1 cavity black box mold * Customer is from USA, a professional plastic parts supplier. * With Hasco standard mold base, mold base material is with S50C. * With Hasco standard
3D Printing Technologies for Prototyping and Production
 3D Printing Technologies for Prototyping and Production HOW TO LEVERAGE ADDITIVE MANUFACTURING TO BUILD BETTER PRODUCTS ADDITIVE MANUFACTURING CNC MACHINING INJECTION MOLDING Architects don t build without
3D Printing Technologies for Prototyping and Production HOW TO LEVERAGE ADDITIVE MANUFACTURING TO BUILD BETTER PRODUCTS ADDITIVE MANUFACTURING CNC MACHINING INJECTION MOLDING Architects don t build without
Understanding Investment Casting Wax. Richard Hirst Sales & Marketing Manager Blayson Olefines Ltd
 Understanding Investment Casting Wax Richard Hirst Sales & Marketing Manager Blayson Olefines Ltd Agenda The Blayson Group Ltd What is Investment Casting Wax? Structure of Investment Casting Wax Categories
Understanding Investment Casting Wax Richard Hirst Sales & Marketing Manager Blayson Olefines Ltd Agenda The Blayson Group Ltd What is Investment Casting Wax? Structure of Investment Casting Wax Categories
A customer requiring anonymity was able to procure the casting it needed at a lower cost and lead time than its previous fabrication.
 Rapid Tooling Opens New Diecasting Doors Think diecasting tooling will ruin your lead times? Think again. North American Die Casting Association, Wheeling, Illinois Manufacturers seeking a competitive
Rapid Tooling Opens New Diecasting Doors Think diecasting tooling will ruin your lead times? Think again. North American Die Casting Association, Wheeling, Illinois Manufacturers seeking a competitive
Drivetrain for Vehicles 2018
 Drivetrain for Vehicles 2018 presentation of an innovation RoBoC = Roll Bond Core ADVANTAGES OFFER RoBoC - Keep the stator housing battery housing power unit housing junction box and other similar applications
Drivetrain for Vehicles 2018 presentation of an innovation RoBoC = Roll Bond Core ADVANTAGES OFFER RoBoC - Keep the stator housing battery housing power unit housing junction box and other similar applications
PRECISION PROTOTYPING THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY
 PRECISION PROTOTYPING THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY By Lior Zonder & Nadav Sella INTRODUCTION Injection molding (IM) the process of injecting plastic material into a mold
PRECISION PROTOTYPING THE ROLE OF 3D PRINTED MOLDS IN THE INJECTION MOLDING INDUSTRY By Lior Zonder & Nadav Sella INTRODUCTION Injection molding (IM) the process of injecting plastic material into a mold
THE EXPERTS IN METAL ADDITIVE MANUFACTURING
 AUTHORIZED FEDERAL SUPPLY SCHEDULE PRICE LIST GPI MANUFACTURING, INC. DBA GPI Prototype & Manufacturing Services 940 North Shore Drive Lake Bluff, IL 60044-2202 Phone: 847-615-8900 FAX: 847-615-8920 Business
AUTHORIZED FEDERAL SUPPLY SCHEDULE PRICE LIST GPI MANUFACTURING, INC. DBA GPI Prototype & Manufacturing Services 940 North Shore Drive Lake Bluff, IL 60044-2202 Phone: 847-615-8900 FAX: 847-615-8920 Business
METAL LAMINATED TOOLING - A QUICK AND FLEXIBLE TOOLING CONCEPT
 METAL LAMINATED TOOLING - A QUICK AND FLEXIBLE TOOLING CONCEPT Thomas Himmer*, Dr. Anja Techel**, Dr. Steffen Nowotny**, Prof. Dr. Eckhard Beyer**,*** * Fraunhofer USA, Inc., Center for Coatings and Laser
METAL LAMINATED TOOLING - A QUICK AND FLEXIBLE TOOLING CONCEPT Thomas Himmer*, Dr. Anja Techel**, Dr. Steffen Nowotny**, Prof. Dr. Eckhard Beyer**,*** * Fraunhofer USA, Inc., Center for Coatings and Laser
IMPETUS Rapid Tooling
 IMPETUS Rapid Tooling www.impetus-engineering.de 1 Close-to-production parts from steel-mould within 4 weeks >> Design check by plastic technology experts and advice for optimization >> Close-to-production
IMPETUS Rapid Tooling www.impetus-engineering.de 1 Close-to-production parts from steel-mould within 4 weeks >> Design check by plastic technology experts and advice for optimization >> Close-to-production
Design Guidelines for Injection Molding
 Design Guidelines for Injection Molding TABLE OF CONTENTS INTRODUCTION TO INJECTION MOLDING A. Where is it used? B. Importance of prototyping C. Types of prototypes INJECTION MOLDING BASICS A. The machine
Design Guidelines for Injection Molding TABLE OF CONTENTS INTRODUCTION TO INJECTION MOLDING A. Where is it used? B. Importance of prototyping C. Types of prototypes INJECTION MOLDING BASICS A. The machine
Metal additive manufacturing for industrial applications. Global network of solutions centres. Applications expertise for a wide range of industries
 Brochure: Renishaw Solutions Centres for additive manufacturing Your partner for innovative manufacturing Metal additive manufacturing for industrial applications Global network of solutions centres Applications
Brochure: Renishaw Solutions Centres for additive manufacturing Your partner for innovative manufacturing Metal additive manufacturing for industrial applications Global network of solutions centres Applications
Building Bridges Between R&D Institutions and Tool Making Sector (Slovene experiences)
") 11th International Cold Forming Congress 12th 14th September 2005 Chester, UK Building Bridges Between R&D Institutions and Tool Making Sector (Slovene experiences) Karl Kuzman University of Ljubljana,
11th International Cold Forming Congress 12th 14th September 2005 Chester, UK Building Bridges Between R&D Institutions and Tool Making Sector (Slovene experiences) Karl Kuzman University of Ljubljana,
Press Release. Additive redesign of an oil header: Small part big impact
 Press Release Additive redesign of an oil header: Small part big impact Redesign with AM: 3D oil header from Bosch 3D-printed production tool with improved lubricating function Lichtenfels (Germany), February
Press Release Additive redesign of an oil header: Small part big impact Redesign with AM: 3D oil header from Bosch 3D-printed production tool with improved lubricating function Lichtenfels (Germany), February
LIGHTING MAKING MORE OUT OF LIGHT
 LIGHTING MAKING MORE OUT OF LIGHT Light Diffusion WHO SAYS YOU CANNOT CALCULATE AN ATTRACTIVE AMBIENCE? ALCOM LD Beauty is hard to express in figures. Our developers have nevertheless succeeded in developing
LIGHTING MAKING MORE OUT OF LIGHT Light Diffusion WHO SAYS YOU CANNOT CALCULATE AN ATTRACTIVE AMBIENCE? ALCOM LD Beauty is hard to express in figures. Our developers have nevertheless succeeded in developing
Mold trial Mold trial
 Mold trial Mold trial * Molding testing and Molding capability : we have 50~250T injection molding machines in house, 300~3000T machines in associated party. * We test the mold and product wide range of
Mold trial Mold trial * Molding testing and Molding capability : we have 50~250T injection molding machines in house, 300~3000T machines in associated party. * We test the mold and product wide range of
DESIGN PRODUCT 3D SCANNING
 DESIGN PRODUCT ENGINEERING 3D SCANNING INSPECTION PLASTIC ADDITIVE MANUFACTURING 3D PRINTING METAL ADDITIVE MANUFACTURING TOOLING / INJECTION MOLDING THERMOPLASTIC We are the leading company in France
DESIGN PRODUCT ENGINEERING 3D SCANNING INSPECTION PLASTIC ADDITIVE MANUFACTURING 3D PRINTING METAL ADDITIVE MANUFACTURING TOOLING / INJECTION MOLDING THERMOPLASTIC We are the leading company in France
PROSYS 1 PE. HSC Precision Milling Machine. Anderson Group ANDERSON EUROPE GMBH
 PROSYS 1 PE HSC Precision Milling Machine Anderson Group ANDERSON EUROPE GMBH CNC-controlled precision-hsc-milling machine for chipping of varying materials under dry processing conditions. The ProSys
PROSYS 1 PE HSC Precision Milling Machine Anderson Group ANDERSON EUROPE GMBH CNC-controlled precision-hsc-milling machine for chipping of varying materials under dry processing conditions. The ProSys
Fatigue Properties of Ti-6Al-4V Processed by SEBM
 Institut für Werkstofftechnik Metallische Werkstoffe Fatigue Properties of Ti-6Al-4V Processed by SEBM T. Niendorf, J. Günther, D. Krewerth, A. Weidner and H. Biermann EBAM 2016 Nuremberg April 2016 EBAM
Institut für Werkstofftechnik Metallische Werkstoffe Fatigue Properties of Ti-6Al-4V Processed by SEBM T. Niendorf, J. Günther, D. Krewerth, A. Weidner and H. Biermann EBAM 2016 Nuremberg April 2016 EBAM
Seeing the big picture, optimising the details: Solutions in plastic for demanding applications
 Seeing the big picture, optimising the details: Solutions in plastic for demanding applications Complete solutions in plastic, from concept through to series manufacture Turning ideas into reality Short
Seeing the big picture, optimising the details: Solutions in plastic for demanding applications Complete solutions in plastic, from concept through to series manufacture Turning ideas into reality Short
Precision Innovation Complexity
 Precision Innovation Complexity Complexity & cost control Nature is the model Highly complex forms in nature have often served as a basis for the design of new components and systems; their complete realisation
Precision Innovation Complexity Complexity & cost control Nature is the model Highly complex forms in nature have often served as a basis for the design of new components and systems; their complete realisation
All About Die Casting
 All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
Basic design rules for laser sintering. EOS Krailling, 2012
 Basic design rules for laser sintering EOS Krailling, 2012 Useful links for EOS machines, materials and material properties Overview of machines http://www.eos.info/produkte/systeme-zubehoer.html Overview
Basic design rules for laser sintering EOS Krailling, 2012 Useful links for EOS machines, materials and material properties Overview of machines http://www.eos.info/produkte/systeme-zubehoer.html Overview
Permanent Mold Casting Processes. Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng.
 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
controlled energy Å V^
 controlled energy Å V^ Interview with Ralf Schwarzkopf, CEO of Hotset GmbH What are the reasons for these changes? And this has changed hotset s self-perception? hotset is presenting itself with a new
controlled energy Å V^ Interview with Ralf Schwarzkopf, CEO of Hotset GmbH What are the reasons for these changes? And this has changed hotset s self-perception? hotset is presenting itself with a new
6043 DESIGN AND TECHNOLOGY
 www.onlineexamhelp.com www.onlineexamhelp.com CAMBRIDGE INTERNATIONAL EXAMINATIONS GCE Ordinary Level MARK SCHEME for the October/November 2013 series 6043 DESIGN AND TECHNOLOGY 6043/01 Paper 1, maximum
www.onlineexamhelp.com www.onlineexamhelp.com CAMBRIDGE INTERNATIONAL EXAMINATIONS GCE Ordinary Level MARK SCHEME for the October/November 2013 series 6043 DESIGN AND TECHNOLOGY 6043/01 Paper 1, maximum
Oerlikon Eldim Empowers Your Ambition. Issue 2
 Oerlikon Eldim Empowers Your Ambition Issue 2 Successful long-term OEM relationships Empowering your ambition Forward-thinking OEMs develop strong partnerships with trusted suppliers to achieve the competitive
Oerlikon Eldim Empowers Your Ambition Issue 2 Successful long-term OEM relationships Empowering your ambition Forward-thinking OEMs develop strong partnerships with trusted suppliers to achieve the competitive
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Marking Cutting Welding Micro Machining Additive Manufacturing
 Marking Cutting Welding Micro Machining Additive Manufacturing Slide: 1 CM-F00003 Rev 4 G4 Pulsed Fiber Laser Slide: 2 CM-F00003 Rev 4 Versatility for Industry Automotive 2D/3D Cutting Night & Day Marking
Marking Cutting Welding Micro Machining Additive Manufacturing Slide: 1 CM-F00003 Rev 4 G4 Pulsed Fiber Laser Slide: 2 CM-F00003 Rev 4 Versatility for Industry Automotive 2D/3D Cutting Night & Day Marking
Manufacturing: Chapter 3 Casting
 CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
Greater accuracy and productivity through powerful new technology
 Greater accuracy and productivity through powerful new technology BUILDING ON A TRADITION OF EXCELLENCE With many recent advances in software and hardware, jig grinding continues to play a critical role
Greater accuracy and productivity through powerful new technology BUILDING ON A TRADITION OF EXCELLENCE With many recent advances in software and hardware, jig grinding continues to play a critical role
Pilot High Performance Production through 3D Printing. Coen de Graaf - Chemnitz,
 Pilot High Performance Production through 3D Printing Coen de Graaf - Chemnitz, 26-10-2017 What is it? The Vanguard Initiative for New Growth by Smart Specialisation. WHAT A partnership of European regions
Pilot High Performance Production through 3D Printing Coen de Graaf - Chemnitz, 26-10-2017 What is it? The Vanguard Initiative for New Growth by Smart Specialisation. WHAT A partnership of European regions
whr Hossinger Kunststofftechnik GmbH
 whr Hossinger Kunststofftechnik GmbH COMPETENCE Competence Projects Engineering Tooling Molding Innovation How Ideas Turn Into Products We are a creative and flexible development partner for exceptional
whr Hossinger Kunststofftechnik GmbH COMPETENCE Competence Projects Engineering Tooling Molding Innovation How Ideas Turn Into Products We are a creative and flexible development partner for exceptional
Biodynamics medical technology is the centre of excellence in the area of endoprosthetics and is specialised in joint implants and instruments.
 2 3 Biodynamics medical technology is the centre of excellence in the area of endoprosthetics and is specialised in joint implants and instruments. CUSTOMER ORIENTATION AS A MATTER OF PRINCIPLE We stand
2 3 Biodynamics medical technology is the centre of excellence in the area of endoprosthetics and is specialised in joint implants and instruments. CUSTOMER ORIENTATION AS A MATTER OF PRINCIPLE We stand
Presse- Information. First of its kind: nibbler for fiber composite materials
 First of its kind: nibbler for fiber composite materials Handheld TRUMPF power tool punches CFRP // Drastic reduction in emissions // Long service life of wear parts Ditzingen, April 2017 TRUMPF has developed
First of its kind: nibbler for fiber composite materials Handheld TRUMPF power tool punches CFRP // Drastic reduction in emissions // Long service life of wear parts Ditzingen, April 2017 TRUMPF has developed
Developing the future today: [ Custom materials for home appliances ] Makrolon, Apec, Bayblend and Makroblend
![Developing the future today: [ Custom materials for home appliances ] Makrolon, Apec, Bayblend and Makroblend](/thumbs/87/96908064.jpg "Developing the future today: [ Custom materials for home appliances ] Makrolon, Apec, Bayblend and Makroblend") Developing the future today: [ Custom materials for home appliances ] Makrolon, Apec, Bayblend and Makroblend [ + Did you know ] that polycarbonates and polycarbonate blends from Bayer MaterialScience
Developing the future today: [ Custom materials for home appliances ] Makrolon, Apec, Bayblend and Makroblend [ + Did you know ] that polycarbonates and polycarbonate blends from Bayer MaterialScience
MANUFACTURER OF PRECISION MACHINED PARTS AND ASSEMBLIES.
 MANUFACTURER OF PRECISION MACHINED PARTS AND ASSEMBLIES www.steuby.com John Steuby- Founder John J. Steuby Company, founded in 1962, is a family owned and operated manufacturing company, specializing
MANUFACTURER OF PRECISION MACHINED PARTS AND ASSEMBLIES www.steuby.com John Steuby- Founder John J. Steuby Company, founded in 1962, is a family owned and operated manufacturing company, specializing
Thinking ahead the Future. of Additive Manufacturing: Research Landscape, Opportunities and Barriers
 Thinking ahead the Future of Additive Manufacturing: Research Landscape, Opportunities and Barriers Analysing Future Commercial Opportunities For 3D Printing And Examining Trends In Additive Manufacturing
Thinking ahead the Future of Additive Manufacturing: Research Landscape, Opportunities and Barriers Analysing Future Commercial Opportunities For 3D Printing And Examining Trends In Additive Manufacturing
Design Guide: CNC Machining VERSION 3.4
 Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
University of Arizona College of Optical Sciences
 University of Arizona College of Optical Sciences Name: Nachiket Kulkarni Course: OPTI521 Topic Plastic Injection Molding Submitted to Prof. J. Burge Date 1. Introduction In daily life, we come across
University of Arizona College of Optical Sciences Name: Nachiket Kulkarni Course: OPTI521 Topic Plastic Injection Molding Submitted to Prof. J. Burge Date 1. Introduction In daily life, we come across
MADE IN GERMANY INDUSTRIAL ENAMELLING DIES
 INDUSTRIAL ENAMELLING DIES MADE IN GERMANY Headquarter Euromicron Group Frankfurt a. M. Dear valuable Customer, engine design, measuring technology, or textile industry for almost every industry segment
INDUSTRIAL ENAMELLING DIES MADE IN GERMANY Headquarter Euromicron Group Frankfurt a. M. Dear valuable Customer, engine design, measuring technology, or textile industry for almost every industry segment
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold)
") BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
Classification of Metal Removal Processes and Machine tools. Introduction to Manufacturing and Machining
 Classification of Metal Removal Processes and Machine tools Introduction to Manufacturing and Machining Production Engineering covers two domains: (a) Production or Manufacturing Processes (b) Production
Classification of Metal Removal Processes and Machine tools Introduction to Manufacturing and Machining Production Engineering covers two domains: (a) Production or Manufacturing Processes (b) Production
MIKRON HPM 1150U HPM 1350U
 MIKRON HPM 1150U HPM 1350U High performance milling versus high speed milling - the one cannot replace the other! While with high speed milling the objective is to create as much surface on the workpiece
MIKRON HPM 1150U HPM 1350U High performance milling versus high speed milling - the one cannot replace the other! While with high speed milling the objective is to create as much surface on the workpiece
IUM 2011, Bad Wörishofen, April 2011 Joseph Weilhammer
 EOSINT M IUM 2011, Bad Wörishofen, April 2011 Joseph Weilhammer EOSINT M Agenda 1 EOSINT M 2 EOSINT M 280 3 4 Material and process development PSW 3.5 - New Features 5 Software 6 EOSINT M 270 Dual Mode
EOSINT M IUM 2011, Bad Wörishofen, April 2011 Joseph Weilhammer EOSINT M Agenda 1 EOSINT M 2 EOSINT M 280 3 4 Material and process development PSW 3.5 - New Features 5 Software 6 EOSINT M 270 Dual Mode
Knives for the Veneer and Plywood Industry
 Knives for the Veneer and Plywood Industry Knives for the veneer and plywood industry 2 3 Precision and Perfection: For optimal cutting performance, surface consistency and longevity. Our in-depth understanding
Knives for the Veneer and Plywood Industry Knives for the veneer and plywood industry 2 3 Precision and Perfection: For optimal cutting performance, surface consistency and longevity. Our in-depth understanding
3D PRINTING & ADVANCED MANUFACTURING DESIGN GUIDELINES: DIRECT METAL LASER SINTERING (DMLS) STRATASYSDIRECT.COM
 STRATASYSDIRECT.COM") 3D PRINTING & ADVANCED MANUFACTURING DESIGN GUIDELINES: DIRECT METAL LASER SINTERING (DMLS) STRATASYSDIRECT.COM WHAT IS DIRECT METAL LASER SINTERING? Direct Metal Laser Sintering (DMLS) is an additive
3D PRINTING & ADVANCED MANUFACTURING DESIGN GUIDELINES: DIRECT METAL LASER SINTERING (DMLS) STRATASYSDIRECT.COM WHAT IS DIRECT METAL LASER SINTERING? Direct Metal Laser Sintering (DMLS) is an additive
Colors and design will come to life
 GE Plastics Colors and design will come to life Lexan* film and sheet for the graphics industry GE imagination at work GE Plastics Specialty Film and Sheet GE Plastics Specialty Film and Sheet provides
GE Plastics Colors and design will come to life Lexan* film and sheet for the graphics industry GE imagination at work GE Plastics Specialty Film and Sheet GE Plastics Specialty Film and Sheet provides
Microprecision waterjet cutting / waterjet fine machining
 Microprecision waterjet cutting / waterjet fine machining Opportunities and potential of a new production process as an example for punched plates, samples, prototypes, and small to medium runs What is
Microprecision waterjet cutting / waterjet fine machining Opportunities and potential of a new production process as an example for punched plates, samples, prototypes, and small to medium runs What is
TRUMPF Group Business Divisions
 State of the art laser systems for materials processing Carsten Keim International Sales Lasers and Laser Systems TRUMPF Laser- und Systemtechnik GmbH TWI Cambridge, UK 07 July 2009 TRUMPF - State of the
State of the art laser systems for materials processing Carsten Keim International Sales Lasers and Laser Systems TRUMPF Laser- und Systemtechnik GmbH TWI Cambridge, UK 07 July 2009 TRUMPF - State of the
Advantages of the Casting Process
 Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
Enterprise 3D printing, an insight into the industrial implementation of Additive Manufacturing in an indigenous company.
 Schivo engineering Partnerships Enterprise 3D printing, an insight into the industrial implementation of Additive Manufacturing in an indigenous company. National Manufacturing & Supply Chain Conference,
Schivo engineering Partnerships Enterprise 3D printing, an insight into the industrial implementation of Additive Manufacturing in an indigenous company. National Manufacturing & Supply Chain Conference,
Chapter 2 High Speed Machining
 Chapter 2 High Speed Machining 1 WHAT IS HIGH SPEED MACHINING (HSM)??? Low Speed High Speed 2 Defined as the use of higher spindle speeds and axis feed rates to achieve high material removal rates without
Chapter 2 High Speed Machining 1 WHAT IS HIGH SPEED MACHINING (HSM)??? Low Speed High Speed 2 Defined as the use of higher spindle speeds and axis feed rates to achieve high material removal rates without
Injection moulding. Introduction. Typical characteristics of injection moulded parts
 Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
micro precision... We work closely with our customers to turn their vision into reality. Manufacture of Ultra Precision Injection Moulds
 micro precision... 1 micro precision... Manufacture of Ultra Precision Injection Moulds Microsystems specialises in the design, manufacture and validation of ultra precision injection moulds for the medical,
micro precision... 1 micro precision... Manufacture of Ultra Precision Injection Moulds Microsystems specialises in the design, manufacture and validation of ultra precision injection moulds for the medical,
Unlike machining or grinding, waterjet cutting does not produce any dust or particles that are harmful if inhaled.
 We are K-Cut The Uk s leading Abrasive Waterjet Cutting Specialists Abrasive Water Jet Cutting is a sophisticated modern technique for cutting soft materials like paper through to the hardest substances
We are K-Cut The Uk s leading Abrasive Waterjet Cutting Specialists Abrasive Water Jet Cutting is a sophisticated modern technique for cutting soft materials like paper through to the hardest substances
METAL TECHNOLOGIES A GENERATION AHEAD
 METAL TECHNOLOGIES A GENERATION AHEAD THE LASER REVOLUTION Laser cutting has matured from a high-tech manufacturing process to a considerable common and popular manufacturing process today. Richinn Technology
METAL TECHNOLOGIES A GENERATION AHEAD THE LASER REVOLUTION Laser cutting has matured from a high-tech manufacturing process to a considerable common and popular manufacturing process today. Richinn Technology
COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC
 COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC Luca, A.; Popan, I.A.; Balas, M.; Blaga, L.; Bâlc, N.; alina.luca@tcm.utcluj.ro ioan.popan@tcm.utcluj.ro monica_balas@yahoo.com lucia.blaga@math.utcluj.ro
COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC Luca, A.; Popan, I.A.; Balas, M.; Blaga, L.; Bâlc, N.; alina.luca@tcm.utcluj.ro ioan.popan@tcm.utcluj.ro monica_balas@yahoo.com lucia.blaga@math.utcluj.ro
White paper. Exploring metal finishing methods for 3D-printed parts
 01 Exploring metal finishing methods for 3D-printed parts 02 Overview Method tested Centrifugal disc Centrifugal barrel Media blasting Almost all metal parts whether forged, stamped, cast, machined or
01 Exploring metal finishing methods for 3D-printed parts 02 Overview Method tested Centrifugal disc Centrifugal barrel Media blasting Almost all metal parts whether forged, stamped, cast, machined or
20 Flat Nose Pliers. 22 Round Nose Pliers ØD1 DIN ISO short, flat jaws serrated gripping surfaces special tool steel, oil-hardened and tempered
 20 Flat Nose Pliers DIN ISO 5745 short, flat jaws serrated gripping surfaces special tool steel, oil-hardened and tempered 20 01 160 20 02 160 20 06 160 Part No. Head Handles Dimensions Weight Length W3
20 Flat Nose Pliers DIN ISO 5745 short, flat jaws serrated gripping surfaces special tool steel, oil-hardened and tempered 20 01 160 20 02 160 20 06 160 Part No. Head Handles Dimensions Weight Length W3
Extrusion. Process. The photo below shows a typical thermoplastic extruder.
 Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
LESJÖFORS FLAT SPRINGS. The Lesjöfors Group also includes.
 LESJÖFORS FLAT SPRINGS The Lesjöfors Group also includes 1 2 LESJÖFORS As an industry leader in the design and manufacture of custom engineered mechanical springs and spring assemblies, Lesjöfors has the
LESJÖFORS FLAT SPRINGS The Lesjöfors Group also includes 1 2 LESJÖFORS As an industry leader in the design and manufacture of custom engineered mechanical springs and spring assemblies, Lesjöfors has the
Solidification Process(1) - Metal Casting Chapter 9,10
 - Metal Casting Chapter 9,10") Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Two Categories of Metal Casting Processes
 Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
LECTURE 5 GEAR MANUFACTURING
 LECTURE 5 GEAR MANUFACTURING Contents of the lecture Gear manufacture can be divided into two categories, forming and machining. Forming consists of direct casting, molding, drawing, or extrusion of tooth
LECTURE 5 GEAR MANUFACTURING Contents of the lecture Gear manufacture can be divided into two categories, forming and machining. Forming consists of direct casting, molding, drawing, or extrusion of tooth
HIGHER QUALITY. FASTER MOULDS.
 HIGHER QUALITY. FASTER MOULDS. Established in 1952, SCHÖTTLI has evolved from pioneer of the injection moulding industry to global player and specialist for developing and manufacturing moulds and complete
HIGHER QUALITY. FASTER MOULDS. Established in 1952, SCHÖTTLI has evolved from pioneer of the injection moulding industry to global player and specialist for developing and manufacturing moulds and complete
Design and Manufacture of Plastic Injection Mould Cavity for Base Cover of Bus Ticketing Machine
 Design and Manufacture of Plastic Injection Mould Cavity for Base Cover of Bus Ticketing Machine Naveen R Karki 1, Chandrasekhar M 2, Dr. Prasanna P Raravi 3 1 Student (M.Tech), Department of Industrial
Design and Manufacture of Plastic Injection Mould Cavity for Base Cover of Bus Ticketing Machine Naveen R Karki 1, Chandrasekhar M 2, Dr. Prasanna P Raravi 3 1 Student (M.Tech), Department of Industrial
3D Printing Processes and Printing Materials
 3D Printing Processes and Printing Materials Introduction to 3D Printing Three-dimensional (3D) printing in recent years has become the main focus of public and media attention as a technology has at last
3D Printing Processes and Printing Materials Introduction to 3D Printing Three-dimensional (3D) printing in recent years has become the main focus of public and media attention as a technology has at last
World leader in live tools, angle heads, and multi-spindle drill heads
 World leader in live tools, angle heads, and multi-spindle drill heads heimatec GmbH headquarters-germany The Way to Success Heimatec is an international manufacturing company headquartered in Renchen,
World leader in live tools, angle heads, and multi-spindle drill heads heimatec GmbH headquarters-germany The Way to Success Heimatec is an international manufacturing company headquartered in Renchen,
PRODUCTION TOOLING FOR POLYMER COMPONENTS VIA THE DTM RAPIDSTEEL PROCESS
 PRODUCTION TOOLING FOR POLYMER COMPONENTS VIA THE DTM RAPIDSTEEL PROCESS KW Dalgarno, TD Stewart, & THC Childs School of Mechanical Engineering, University of Leeds, Leeds, LS2 9JT, UK Abstract This paper
PRODUCTION TOOLING FOR POLYMER COMPONENTS VIA THE DTM RAPIDSTEEL PROCESS KW Dalgarno, TD Stewart, & THC Childs School of Mechanical Engineering, University of Leeds, Leeds, LS2 9JT, UK Abstract This paper
Electromagnetic driven selfpiercing riveting of metal & composite sheets
 , BWI, Ghent, Belgium Electromagnetic driven selfpiercing riveting of metal & composite sheets Charlotte Beerwald Poynting GmbH, Dortmund, Germany Company Profile Since 13 years POYNTING company is equipment
, BWI, Ghent, Belgium Electromagnetic driven selfpiercing riveting of metal & composite sheets Charlotte Beerwald Poynting GmbH, Dortmund, Germany Company Profile Since 13 years POYNTING company is equipment
Make Your Ideas Matter
 Make Your Ideas Matter 3D Systems MultiJet Printing (MJP) process creates precise plastic parts that are ideal for functional prototyping, rapid tooling, and many other applications. Print rigid or flexible
Make Your Ideas Matter 3D Systems MultiJet Printing (MJP) process creates precise plastic parts that are ideal for functional prototyping, rapid tooling, and many other applications. Print rigid or flexible
Pacco Industrial Corporation
 Pacco Industrial Corporation Engineering Division Profile Core Competencies Product Design And Development. Concept sketching. Manufacturing detailing. Development & Prototyping. Reverse Engineering. Value
Pacco Industrial Corporation Engineering Division Profile Core Competencies Product Design And Development. Concept sketching. Manufacturing detailing. Development & Prototyping. Reverse Engineering. Value
600 CENTRE JUSTIFIES FANUC WIRE EDM INSTALLATION AT HASHIMOTO. Phil Slaymaker is one of five toolroom team leaders for Hashimoto s tooling repair
 14 June 2007 600 CENTRE JUSTIFIES FANUC WIRE EDM INSTALLATION AT HASHIMOTO Phil Slaymaker is one of five toolroom team leaders for Hashimoto s tooling repair operation in Boldon, Tyne & Wear that provides
14 June 2007 600 CENTRE JUSTIFIES FANUC WIRE EDM INSTALLATION AT HASHIMOTO Phil Slaymaker is one of five toolroom team leaders for Hashimoto s tooling repair operation in Boldon, Tyne & Wear that provides
ESPRIT ProfitMilling A Technical Overview
 ESPRIT ProfitMilling A Technical Overview Contents ProfitMilling : What is it? Benefits to Manufacturers Traditional Roughing Limitations ProfitMilling Advantages Benefits of ProfitMilling Energy Consumption
ESPRIT ProfitMilling A Technical Overview Contents ProfitMilling : What is it? Benefits to Manufacturers Traditional Roughing Limitations ProfitMilling Advantages Benefits of ProfitMilling Energy Consumption
Metal Mould System 1. Introduction
 Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
your long-term reliable partner
 Corporate Profile your long-term reliable partner 2018 Ozay Dokum www.ozaydokum.com 1 Key Figures - Integrated production facilities - 25 years of experience - 10.000 m 2 area - 120 employees - 45% export
Corporate Profile your long-term reliable partner 2018 Ozay Dokum www.ozaydokum.com 1 Key Figures - Integrated production facilities - 25 years of experience - 10.000 m 2 area - 120 employees - 45% export
FR54. Let your process flow! NonStick Coatings PERMANENT RELEASE COATING FOR CORE BOXES. Coatings for Foundry Efficiency
 NonStick Coatings FR54 Permanent Release & Protection Spacer Varnish for Core Boxes PERMANENT RELEASE COATING FOR CORE BOXES FOR LONG LASTING RELIABLE RELEASE EFFECT In cold box core production, release
NonStick Coatings FR54 Permanent Release & Protection Spacer Varnish for Core Boxes PERMANENT RELEASE COATING FOR CORE BOXES FOR LONG LASTING RELIABLE RELEASE EFFECT In cold box core production, release
Abrasives for Precision Grinding
 Genuine STARCKE. Since 1829. Abrasives for Precision Grinding www.st a r c k e.de Genuine STARCKE. Since 1829. EXCELLENCE IS NOT A MATTER OF CHANCE. Abrasives from STARCKE are typical products Made in
Genuine STARCKE. Since 1829. Abrasives for Precision Grinding www.st a r c k e.de Genuine STARCKE. Since 1829. EXCELLENCE IS NOT A MATTER OF CHANCE. Abrasives from STARCKE are typical products Made in
COMPLEX PROTOTYPES AND SMALL SERIES. Additive Processes // CNC & Casting // Machining // Coating & Finishing
 COMPLEX PROTOTYPES AND SMALL SERIES Additive Processes // CNC & Casting // Machining // Coating & Finishing A A CONTENT 03 WE ACHIEVE THE EXCEPTIONAL EVERY DAY // Alphaform was founded in 1996 as a specialist
COMPLEX PROTOTYPES AND SMALL SERIES Additive Processes // CNC & Casting // Machining // Coating & Finishing A A CONTENT 03 WE ACHIEVE THE EXCEPTIONAL EVERY DAY // Alphaform was founded in 1996 as a specialist
Rotary sizing of tube and pipe on the mill
 Rotary sizing of tube and pipe on the mill By Bruce Chidlow, Kusakabe Electric & Machinery Co Ltd, Kobe, Japan Introduction The sizing methods used on tube and pipe mills have not changed significantly
Rotary sizing of tube and pipe on the mill By Bruce Chidlow, Kusakabe Electric & Machinery Co Ltd, Kobe, Japan Introduction The sizing methods used on tube and pipe mills have not changed significantly
Harmony Castings, LLC TPi Arcade, INC
 Harmony Castings, LLC TPi Arcade, INC Using the V-PROCESS V for Production and Prototype Casting Requirements What is the V-PROCESS V and how it works V-PROCESS produces castings with a smooth surface,
Harmony Castings, LLC TPi Arcade, INC Using the V-PROCESS V for Production and Prototype Casting Requirements What is the V-PROCESS V and how it works V-PROCESS produces castings with a smooth surface,