EFFECT Of THICKNESS Of GLUE LINE ON STRENGTH AND DURABILITY. Of GLUED WOOD JOINTS. Information Reviewed and Reaffirmed. June No.
|
|
|
- Gerard Andrews
- 5 years ago
- Views:
Transcription


1 EFFECT Of THICKNESS Of GLUE LINE ON STRENGTH AND DURABILITY Of GLUED WOOD JOINTS Information Reviewed and Reaffirmed June 1960 No FOREST PRODUCTS LABORATORY UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE MADISON 5. WISCONSIN Ia Cooperation with the University of Wisconsin

2 EFFECT OF THICKNESS OF GLUE LINE ON STRENGTH AND DURABILITY OF GLUED WOOD JOINTS- By Forest Products Laboratory,- 2 - Forest Service U.S. Department of Agriculture MIIMMI GO Glue lines in wood joints are generally from to inch thick, but thicknesses exceeding this range frequently occur in assembly operations because of poorly fitted surfaces or difficulty of applying preesure adequately and uniformly during the curing period. Abnormally thick glue lines are commonly - regarded as inferior in strength and durability to-those within the normal thickness range, and in glued wood structures designed to close tolerances, such as aircraft parts, thick glue, lines are usually considered a basis for rejection. The purpose of the work here reported was to obtain factual data on the relation between thickness of glue line and strength, and durability of glued joints. 'Panels were made of two-ply veneer with seven different glues in six glue-line thicknesses. Lap-joint specimens cut from the panels were exposed to various conditions of heat and moisture, and periodically some were tested in shear to4etect any change in joint strength with time of exposure. The data were analyzed for evidences of the influence of glue-line thickness on the rate of loss of joint strength. This report presents the results of the study after the specimens had been exposed for 24 months. The tests showed that shear strength decreased with increase in thickness of the glue line, but the durability; was not significantly affected by the thickness. The different glues varied in performance. The casein glue was adversely affected by moisture; the urea glues in general were weakened most by a hot, moist condition (158 F., 20 percent relative humidity); the phenol and resorcinol glues did not change much under the various conditions of the exposure. 1-Original report, dated September 1946, written by R. A. Cockrell and H. D. Bruce..?Maintained at Madison, Wis., in cooperation with the University of Wisconsin. Report No. 1616
 Room-temperature-setting urea-formaldehyde resin, passing Specifica. tion AN-G-8, \"Glue; Cold Setting Resin.")
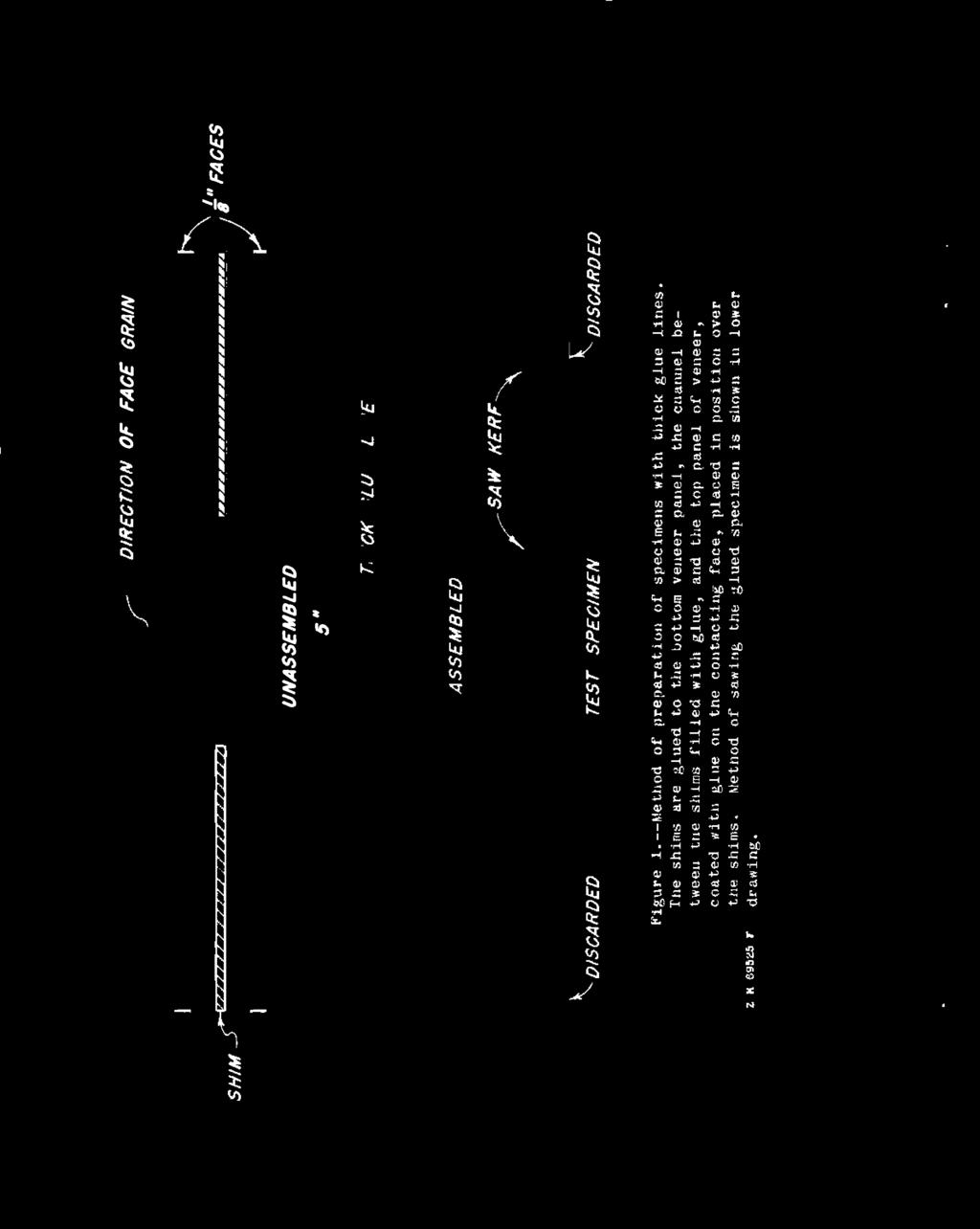
3 Glues Tested Seven commercial glues of the following types were tested in this study: (A) Prepared casein glue with 5 percent tetrachlorophenol as preservative. (B) Room-temperature-setting urea-formaldehyde resin, passing Specifica. tion AN-G-8, "Glue; Cold Setting Resin." (C) Room-temperature-setting urea-formaldehyde resin, with liquid compensator for resistance to crazing. (D) Room-temperature-setting urea-formaldehyde resin, with a film ph of (E) Intermediate-temperature-setting phenol resin.. (F) Room-temperature-setting urea-formaldehyde resin, claimed by the manu. facturer to have desirable gap-filling properties. (G) Room-temperature-setting resorcinol-formaldehyde resin, passing AAF Specification 14124A, "Glue; Low-temperature-setting Resin (Phenol, Melamine, and Resorcinol Base)." The glues were mixed and used according to manufacturers' directions, with the exception of Glue D, for which 2 percent of ammonium chloride per 100 parts of nonvolatile urea-formaldehyde resin was employed as the catalyst to achieve a film ph well below 2.5. Preparation of Test Specimens The panels were made of 1/8-inch yellow birch veneer, 5 by 12 inches, with the grain parallel to the 5-inch dimension. The veneer was conditioned to equilibrium in air at 80 F. and 65 percent relative humidity before gluing. The panels were prepared with wet glue-line thicknesses of normal joints (0.005 inch or less), and (1/100), (1/60), (1/32), (1/20), and (1/16) inch. The joints of normal thickness were made by gluing together two faces of the 1/8-inch yellow birch veneer panels. Seven to eight grams of glue were spread on each of the surfaces to be glued. The thicker glue lines were prepared by inserting between the faces two birch veneer shims of the desired thickness and 1-3/4 inches wide and 12 inches long, alined with the edges of the veneer so as to leave a channel at least 1-1/4 inches wide between the shims down the middle of Report No


4 the panel (fig. 1). A thin layer of glue was spread on one face ply and on one surface of each of the two shims, the shims immediately placed in position on the coated face, and the central channel between them filled with glue by pouring and spreading with a brush. A generous layer of glue was then applied centrally along the other face ply, which was quickly placed, glue side down, on the glue-covered shims, taking care to avoid entrapping air bubbles. An exception to this procedure for thick glue-line panel preparation was made for the panels with 1/20- and 1/16-inch shims glued with the intermediate-temperature-setting phenolic glue, F, and the resorcinol glue, G, inasmuch as these glues were too thin in consistency to remain in the wider gaps when spread in the manner previously described. For these panels, the faces and shims were thinly spread with glue and pressed into panels in frames to hold the panels upright. The lower end gap of a panel was filled with putty, the glue poured into the vertically oriented channel until it was full, and the top-end gap sealed with putty. From 15 to 20 minutes closed assembly time was allowed on all panels before pressure was applied. On joints of normal thickness, pressure of 150 pounds per square inch was applied during drying. For panels prepared with thick glue lines, the unit pressure of 150 pounds per square inch was applied only to the surface area of the shims. The glue in the central channel between the shims was not under pressure because the ends, except those puttied, were left open to allow air and excess glue to escape. In the panels in which the gap ends were sealed with putty, the trapped glue also was under little or no pressure. Glue E was cured in a kiln at 200 F. for 20 hours. The other glues were cured at room temperature, about 75 F., for at least 12 hours. After the panels were removed from the presses, they were conditioned for at least 7 days at 80 F. and 65 percent relative humidity before being cut into test specimens. Ten test specimens were prepared from each 5- by 12-inch panel in the manner customarily employed for plywood shear specimens. Each specimen was 1 inch wide and 3-1/4 inches long, with saw cuts, spaced 1 inch apart, through the glue lines to the opposite face (fig. 1). Special care was exercised in making the saw cuts so that the kerf would be barely through the glue line without cutting into the opposite face. The 10 specimens cut from each panel were separated into 10 groups, using random number tables to determine the distribution among the groups so that no panel would be represented by more than 1 specimen in each group. Two of the groups furnished specimens for the dry and wet shear tests to provide the control values for the original quality of the joints before exposure, as well as a reserve supply for supplementary tests Report No

 Alternately, 2 days soaking in water at 80 F., and 12 days drying at 80 F. and 30 percent relative humidity.")
5 that might later be desirable. The other eight groups were subjected to four exposure conditions, two groups in each condition; the specimens of one group to be tested dry, the specimens of the other to be tested wet. The four exposure conditions were as follows: (1) Continuously, 80 F. and 30 percent relative humidity. (2) Alternately, at 80 F., 2 weeks at 97 percent relative humidity and 2 weeks at 30 percent relative humidity. (3) Alternately, 2 days soaking in water at 80 F., and 12 days drying at 80 F. and 30 percent relative humidity. (4) Continuously, 158 F. and 20 percent relative humidity. Method of Test Testing was performed on a standard plywood shear testing machine, loading at approximately 750 pounds per minute. To obtain control values for the original shear strengths, 20 specimens for each thickness of glue line and each type glue were tested dry and 20 wet, after previous conditioning for at least 1 week at 80 F. and 30 percent relative humidity. The specimens under exposure were tested at intervals of 1, 2, 4, 8, 12, 18, and 24 months. At the end of each exposure period, 10 specimens of each glue type and glue-line thickness were randomly selected from each of the 8 remaining groups for testing. Those tested dry were always conditioned for at least 5 days at 80 F. and 30 percent relative humidity prior to testing, while those tested wet were immersed in water at room temperature for 48 hours before testing. Thus, for each glue at each test period, 10 specimens from each of the 6 glue-line thickness classes were tested dry and 10 wet. The percentage of wood failure for each specimen tested was estimated and recorded. Results and Discussion In setting; all the glue lines lost solvent and shrank, so that the thicknesses of the glue lines were less when dry than when wet. The dry glue lines were measured by a traveling microscope, and the average thicknesses from measurements on 40 specimens for each glue and shim thickness are given in table 1. By comparing the glue-line thickness with shim thickness in table 1, it is possible to estimate the shrinkage that occurred when the glues hardened. The casein glue, A, exhibited the greatest shrinkage on setting, while the resorcinol resin, G, or the urea-formaldehyde resin, with crazeproof liquid, C, shrank the least. Report No


6 The type of wood failure of the specimens with thick glue lines was quite different from that of those with thin glue lines, which more nearly approximated a true shear failure along the grain of the wood. This may be explained by the fact that the greater the distance between the wood shearing surfaces in the specimens, the greater the eccentricity, and hence, the greater the torsional force upon the glue. This amounts to having the force, applied to the glue, line by the testing machine, act through lever arms of different lengths in breaking the joints. The typical failure in the thicker glue lines of the stronger glues consisted of a series of parallel tension cracks across the glue line, normal to the direction of pull and with the plane of the breaks sloping at -about 45 to the direction of pull. After the original tension failure occurred, the glue line was broken into a number of segments, diamond shaped in cross section, that rotated as the two parts of the lap joint slipped past each other. The surfaces of these rotating glue segments in contact with the wood exerted a cleaving force on the surface fibers, and usually a layer of fibers of varying thickness adhered to the glue. Table 2 gives the average numerical value for the percentage of wood failure for each group of test specimens before exposure and after 24 months of exposure at the different conditions. The percentages of wood failure were generally lower for the thicker glue lines than for the thin glue lines, with rather pronounced differences for the different glues. The room-temperature-setting urea-formaldehyde glue with low ph, glue D, made the poorest showing, with only the thinnest glue line exhibiting appreciable wood failure, and even this fell off to almost zero after 18 months at 80 F. and 30 percent relative humidity. The casein glue, A, when tested in the dry condition before exposure, gave fairly high wood failure values for the two thinnest glue lines, but nearly zero values for all greater thicknesses. The three roomtemperature-setting urea-formaldehyde glues with ph above 2.5, B,C, and F, showed wood failure values decreasing with increasing thickness, and for each thickness, decreasing slowly with time, with the exception of the specimens exposed to 158 F. and 20 percent relative humidity, at which exposure the decrease with time was rapid. Both the intermediatetemperature-setting phenol and the room-temperature-setting resorcinol resin glues, E and G, showed, in general, slightly decreasing percentage values with increased thickness of glue line, but there was no significant decrease with time in any of the exposure conditions. The shear strength data for all glues and exposure conditions are presented graphically by plotting shear strength versus elapsed time of exposure in figures 2 to 15. The slope of the curves presented in these figures represents the rate of change of shear strength with time of exposure. Since these curves for the different glue-line thicknesses are essentially parallel within each figure, it can be concluded that, for the conditions represented by this study, the rate of change of shear strength was not significantly affected by glue-line thickness; hence, the durability of the thick glue lines was equal to the durability of the thin glue lines. Report No
, and also all except the two thinnest glue lines of glue D (figs. 8 and 9).")
 had fallen apart as early as the eighth month of exposure (figs. 8 and 9).")
7 Glues A and D were affected most by moisture. In the soaking and drying cycle, all specimens with glue A disintegrated before the end of the fourth month of exposure (figs. 2 and 3), and also all except the two thinnest glue lines of glue D (figs. 8 and 9). In the alternating high and low humidity exposure, the percentage of wood failures dropped to zero with all except the two thinnest glue lines of glue A, and with all glue D specimens (table 2). Some of the glue D specimens (1/16-inch thickness) had fallen apart as early as the eighth month of exposure (figs. 8 and 9). The family of curves in each figure shows, with few exceptions, a definite decrease in initial shear strength with increase in glue-line thickness. This difference in shear strength could result from two causes--(1) the increase in offset of the two plies of the lap joints with increase in glue-line thickness, and (2) a decrease in physical strength of the glue with increase in thickness. In an attempt to estimate the relative importance of these two causes, panels were prepared of two faces of 1/8-inch veneer separated by sheets of 1/100-inch veneer up to five in number. All veneer was of yellow birch, and the grain directions of all sheets and face plies were parallel. These assemblies were glued together under a pressure of 150 pounds per square inch at room temperature with the resorcinol glue, G, and specimens were cut as for the thick glue-line specimens previously described. In this way, specimens were made similar to the two-ply lap joints with thick glue lines except that, instead of a single thick glue line between the face plies, an equal thickness was built up of a series of one to six thin glue lines interspaced with thin sheets of veneer. The average strength results of shear tests on these lap-joint specimens with multiple thin glue lines are plotted against the total thickness between the face plies (shown as the broken line in fig. 16). Also plotted (as solid lines) are the average strength results obtained on the specimens made with single thick glue lines of the several glues. The strength of the multiple thin glue-line specimens, as measured in the shear test machine, decreased as the distance between the face plies increased because of cause (1), the effect of offset. The decrease was not as great, however, as for the single thick glue-line specimens made with the same glue, G. Thus, specimens made with this glue with a single glue line inch thick were approximately 265 pounds per square inch lower in strength on the average than specimens with a glue line of normal thickness, inch; whereas with the multiple thin glue lines, the corresponding difference was only 170 pounds per square inch. The difference between 265 and 170 was presumably due to cause (2), greater characteristic weakness in thick than in thin glue lines. If this assumption is correct, from the position of the curves for glues A, B, D, and G in figure 16, urea-resin glue, B, would seem to be characterized by greater weakness in thick glue lines than the resorcinol glue, G, and casein glue A and urea glue D even more than glue B. The curve for glue D parallels closely that for glue A, and the curve for Report No


8 glue E nearly coincides with that for glue G. The curve for glue C parallels that for the multiple thin lines of glue G at approximately 250 pounds per square inch lower level, indicating that, although this urea glue characteristically showed less strength than glue G, it did not reveal inherent structural weakness as its glue lines became thicker. By considering the wood failure values along with the general appearance of the glue lines after testing, it was possible indirectly to get further evidence as to whether decreased physical strength was in part responsible for the lower joint strengths obtained on specimens with the thicker glue lines. All specimens made of glues A, B, and D with , , and inch shims failed with conspicuously less wood failure than the thinner lines of the same glues. The thick glue lines formed by casein glue A particularly, and to a lesser extent by urea glue B, were quite porous in structure. Those formed by urea glue D were both porous and crumbly. The other four glues, however, exhibited, for the most part, relatively high wood failure even in the thickest glue lines, and showed no evidence of structural weakness that might have influenced the strength values. The different types of glues differed in the rate of loss of strength with thickness. Glues that have a tendency to foam when mixed, to set with a porous structure, or to craze severely after setting would be less desirable for use where thick glue lines may occur. From these observations and the data of figure 16, it may be concluded that the decrease in shear strength with increase in glue-line thickness is caused wholly or in part by differences in eccentricity in loading the specimens during the testing operation, but for some glues, decrease is caused in part by less strength of the glue with greater thickness. Conclusions On the basis of dry and wet shear tests made on 1/8-inch birch veneer lap-joint specimens glued with seven types of glue and exposed to four, different temperature and moisture conditions, it was concluded that: (1) Shear strength decreased with increase in thickness of glue line, and this decrease was attributable wholly, or in part, to differences in eccentricity of test specimen due to difference in glue-line thickness. Eccentricity seemed to be the entire cause in the case of glues C and F, and the major cause in the case of glues E and G. Increase in structural weakness with increase in glue-line thickness was a contributing cause in the case of glue B, and probably the major cause in the case of glues A and D, which formed porous, crazed, thick glue lines. (2) In tests extending up to 2 years, rate of change of shear strength with time, or durability of the joint strength, was not affected by glueline thickness in the four exposures tested. Report No
 The change in wood failure values with time of exposure varied with the type of glue and the exposure.")
9 (3) The percentages of wood failure were generally somewhat lower for the thicker glue lines than for the thin glue lines, with rather pronounced differences for the different glues. (4) The change in wood failure values with time of exposure varied with the type of glue and the exposure. For the urea glues, the wood failure values fell off with time and were greatly reduced by the high temperature exposure (158 F., 20 percent relative humidity), but the change was not significant for the phenol and resorcinol glues. Phenol and resorcinol glues were not affected adversely by moisture nor by hot, moist exposure. Although percentages of wood failures were high in all tests of specimens glued with phenol glue, they were usually somewhat higher when specimens were tested wet than when similar specimens were tested dry. Specimens glued with resorcinol glue showed similar trends though not so consistently. For the casein glue, the wood failure values fell off in the moist exposures but not significantly in the hot exposure. Note It should be emphasized that these conclusions were drawn from thick glue lines formed from glues that, with the exception of pressure, were used under good gluing, conditions. The conclusions would probably not be applicable to thick glue lines that resulted from an improperly formulated mixture or from excessive assembly time. Report No


10 Table 1.--Average glue-line thicknesses, when dry, of the lap-joint specimens prepared with shims of various thicknesses Shim : Thickness of dry glue linel with different glues thick-: ness : A F G : Casein: Urea : Urea plus : Urea : Phenol : Urea : Resor- :compensator: ph :intermediate: "gap : cinol : 1.73 :temperature :filling": Inch : Inch : Inch : Inch : Inch : Inch : Inch : Inch 0.0 : : : : : : :.006 :.006 :.008 :.011 : : :.008 :.011 : : : :.016 :.024 : : : :.023 :.035 : : : :.035 :.044 : : :.048!Thickness of the glue line was measured after drying with a traveling microscope, using the average of 40 specimens for each measurement given. Report No. 1616

: 30 percent : humidity : dryin 20 percent relative cyclel. cycle4 relative humidity humidity : :Testfd:Tested:Tested:Tested:Tested:Tested:Tested:Tested:Tested:Tested dry! -: wed.. : dry' :.")
11 Table 2.--Average percentage of wood failure in shear tests of lap-joint specimens with glue lines of different thicknesses before exposure and after 24 months at 4 conditions : Glue : Wood Percentage of wood failure after exposure line : failures for 24 months at-- thick-: before : ness : exposure 80 F., High - low : Soaking and : 158 F., (shim): 30 percent : humidity : dryin 20 percent relative cyclel. cycle4 relative humidity humidity : :Testfd:Tested:Tested:Tested:Tested:Tested:Tested:Tested:Tested:Tested dry! -: wed.. : dry' :.wet? : dry' : wet? : dry l : wet? : dry' : wet? : : Per- : --. Per- : cent : cent : : : : : : :. : GLUE A (CASEIN) None : 67 : 2 : 30 : 1 : 16 : 0 : 0 : 0 : 56 : 0 1/ : 1 : 29 : 2 : 16 : 4 : 0 : 0 : 0 : 1 1/60 : 2: 0: 0: 0: 0: 0: 0 : : 0: 0 1/32 : 1: 0: 0: 0: 0: 0: 0: 0: 0: 0 1/20 : 0 : 1 0 : 0:. 0: 0: 0: 0: 0: 0 1/16 : 0 0: 0: 0. 0: 0: 0: 0: 0. 0 GLUE B (UREA) None : 100 : 98 : 84 : 98 : 28 : 22 : 72 : 49 : 14 : 19 1/ 100 : 99 : 92 : 59 : 42 1 : 33 : 27 : 45 : 2 : 0 1/60 : 52 : 48 : 1 : 53 : 1 : 7 : 0 : 30 : 0 : 7 1/32 : 31 : 27 : 1 : 21 : 3 : 5 : 0 : 6 : 0 : 0 1/20 : 21 : 10 : 0 : 0 : 3 : 2 : 0 : 1 : 0 : 1 1/16 : 5 : 14 : 0 : 0 : 2 : 4 : 0 : 0 : 0 : 0 GLUE C (UREA PLUS ANTICRAZE LIQUID) None : 100 : : 77 : 56 : 36 : 61 : 21 : 0 : 10 1/ 100 : : : 98 : 96 : 18 : 17 : 0 : 0 1/ : : 0 : 0 1/ : : 0 : 0 1/20 : : : 0 : 0 1/16 : : 11 : GLUE D (UREA WITH LOW FILM ph) None : 90 : 94 : : /100 : 0 : 0. 0 : /60 : 3 : 0 : 0 : 0. 0 : /32 : 0 0: 0 : 0: 0 : 0: ' 1/20 : 0: 0: 0: 0: 0: 0: 0: /16 : 0. 0: 0 0: 0: 0: 0 : 0 : 0. 0 Report No (Sheet 1 of 2)


12 Table 2.--Average percentage of wood failure in shear tests of lap-joint specimens with glue lines of different thicknesses before exposure and after 24 months at 4 conditions--continued Glue : line : thick-: ness : (shim): Wood : failures : before : exposure : Percentage of wood failure after exposure for 24 months at-- 80 F., : High - low : Soaking and : 30 percent : humidity : drying : relative : cyclel : cyclei : humidity : 158 F., 20 percent relative humidity Tested:Tested: dry! : wetl: Tested:Tested:Tested:Tested:Tested:TestO: dryl wetl: dryl : wet? : dryi : wet6. Tested:Tested dry! : wed. Per- : cent : Per- : cent : GLUE E (PHENOL) None : 99 : 100 : 92 : 97 : 99 : 100 : 99 : 100 : 93 : 100 1/100 : 88 : 98 : 89 : 94 : 86 : 100 : 99 : 99 : 91 : 100 1/60 : 57 : 97 : 79 : 96 : 77 : 100 : 91 : 100 : 92 : 100 1/32 : 58 : 93 : 63 : 85 : 47 : 98 : 57 : 100 : 78 : 99 1/20 : 55 : 73 : 46 : 52 : 32 : 76 : 44 : 84 : 76 : 93 1/16 : 20 : 53 : 27 : 36 : 17 : 44 : 19 : 43 : 43 : 89 GLUE F (UREA, "GAP FILLING") None : 97 : 90 : 87 : 98 : 66 : 75 : 99 : 96 : 2 : 24 1/100 : 92 : 97 : 48 : 60 : 74 : 79 : 25 : 75 : 0 : 1 1/60 : 84 : 84 : 46 : 62 : 51 : 57 : 37 : 30 : 0 : 0 1/32 : 81 : 96 : 36 : 13 : 30 : 20 : 14 : 11 : 0 : 4 1/20 : 73 : 93 : 31 : 50 : 43 : 60 : 27 : 10 : 0 : 4 1/16 : 26 : 75 : 0 : 19 : 18 : 34 : 11 : 3 : 0 : 1 GLUE G (RESORCINOL) None : 97 : 93 : 98 : 94 : 92 : : 100 : 93 : 93 1/ 100 : 96 : 97 : 95 : 89 : 98 : 94 : 95 : : 94 1/60 : 80 : 96 : 83 : 93 : 77 : 96 : 96 : 99 : 95 : 94 1/32 : 53 : 80 : 80 : 87 : 43 : : 98 : 81 : 93 1/20 : 71 : 88 : 66 : 85 : 49 : 90 : 55 : 82 : 70 : 70 1/16 : 50 : 79 : 52 : 75 : 26 : 77 : 33 : 53 : 43 ; 71 1Specimens tested dry were conditioned for at least 5 days at 80 F., 30 percent relative humidity.?specimens tested wet were immersed in water at room temperature for 48 hours before testing. -Alternately, at 80 F., 2 weeks at 97 percent relative humidity and 2 weeks at 30 percent relative humidity. -Alternately, 2 days soaking in water at 80 F., and 12 days drying at 80 F., 30 percent relative humidity. Report No (Sheet 2 of 2)
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28

29 SUBJECT LISTS OF PUBLICATIONS ISSUED BY THE FOREST PRODUCTS LABORATORY The following are obtainable free on request from the Director, Forest Products Laboratory, Madison 5, Wisconsin: List of publications on Box and Crate Construction and Packaging Data List of publications on Chemistry of Wood and Derived Products List of publications on Fungus Defects in Forest Products and Decay in Trees List of publications on Glue, Glued Products and Veneer List of publications on Growth) Structure, and Identification of Wood List of publications on Mechanical Properties and Structural Uses of Wood and Wood Products Partial list of publications for Architects, Builders, Engineers, and Retail Lumbermen List of publications on Fire Protection List of publications on Logging, Milling, and Utilization of Timber Products List of publications on Pulp and Paper List of publications on Seasoning of Wood List of publications on Structural Sandwich, Plastic Laminates, and Wood-Base Aircraft Components List of publications on Wood Finishing List of publications on Wood Preservation Partial list of publications for Furniture Manufacturers, Woodworkers and Teachers of Woodshop Practice Note: Since Forest Products Laboratory publications are so varied in subject no single list is issued. Instead a list is made up for each Laboratory division. Twice a year, December 31 and June 30, a list is made up showing new reports for the previous six months. This is the only item sent regularly to the Laboratory's mailing list. Anyone who has asked for and received the proper subject lists and who has had his name placed on the mailing list can keep up to date on Forest Products Laboratory publications. Each subject list carries descriptions of all other subject lists.
GLUING OF PLYWOOD TO CONCEALED FRAMING MEMBERS WITH HIGH-FREQUENCY STRAY HUD HEATING
 GLUING OF PLYWOOD TO CONCEALED FRAMING MEMBERS WITH HIGH-FREQUENCY STRAY HUD HEATING = 1 lebruary luaa INFORMATION RENEWED ANLI..1960 No. 1694 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST
GLUING OF PLYWOOD TO CONCEALED FRAMING MEMBERS WITH HIGH-FREQUENCY STRAY HUD HEATING = 1 lebruary luaa INFORMATION RENEWED ANLI..1960 No. 1694 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST
STRENGTH OF GLUED LAMINATED SITKA SPRUCE MADE UP OF ROTARY-CUT VENEERS. R. F. LUXFORD, Senior Engineer
 STRENGTH OF GLUED LAMINATED SITKA SPRUCE MADE UP OF ROTARY-CUT VENEERS By R. F. LUXFORD, Senior Engineer Summary Wing spars and other wood airplane parts are now either made of solid wood or laminated
STRENGTH OF GLUED LAMINATED SITKA SPRUCE MADE UP OF ROTARY-CUT VENEERS By R. F. LUXFORD, Senior Engineer Summary Wing spars and other wood airplane parts are now either made of solid wood or laminated
ADHESIVES FOR ASSEMBLY OF LIGHTWEIGHT WOOD CONTAINERS
 U.S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON, WIS. U.S. FOREST SERVICE RESEARCH NOTE JULY 1964 ADHESIVES FOR ASSEMBLY OF LIGHTWEIGHT WOOD CONTAINERS ADHESIVES FOR ASSEMBLY
U.S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON, WIS. U.S. FOREST SERVICE RESEARCH NOTE JULY 1964 ADHESIVES FOR ASSEMBLY OF LIGHTWEIGHT WOOD CONTAINERS ADHESIVES FOR ASSEMBLY
TEMPERATURE DISTRIBUTION WHITE CAE LAMINATED TIMBERS HEATED IN A HIGH-FREQUENCY ELECTRIC FIELD
 TEMPERATURE DISTRIBUTION WHITE CAE LAMINATED TIMBERS HEATED IN A HIGH-FREQUENCY ELECTRIC FIELD January 1947 (No)121638 UNITED STATES DEPARTMENT OF AGRICULTURE 010 EST SERVICE ORES PRODUCTS LABORATORY Madison,
TEMPERATURE DISTRIBUTION WHITE CAE LAMINATED TIMBERS HEATED IN A HIGH-FREQUENCY ELECTRIC FIELD January 1947 (No)121638 UNITED STATES DEPARTMENT OF AGRICULTURE 010 EST SERVICE ORES PRODUCTS LABORATORY Madison,
RESISTANCE OF SEVERAL TYPES OF GLUE IN WOOD JOINTS TO FATIGUE STRESSING
 FREST PRDUCTS LIBRARY FREST RESEARCH LABRATRY REGN STATE UNIVERSITY RESISTANCE F SEVERAL TYPES F GLUE IN WD JINTS T FATIGUE STRESSING Information Reviewed and Reaffirmed June 1955 No. 1539 UNITED STATES
FREST PRDUCTS LIBRARY FREST RESEARCH LABRATRY REGN STATE UNIVERSITY RESISTANCE F SEVERAL TYPES F GLUE IN WD JINTS T FATIGUE STRESSING Information Reviewed and Reaffirmed June 1955 No. 1539 UNITED STATES
UNITED STATES DEPARTMENT OF AGRICULTURE - FOREST SERVICE - FOREST PRODUCTS LABORATORY - MADISON, WIS RESEARCH NOTE
 UNITED STATES DEPARTMENT OF AGRICULTURE - FOREST SERVICE - FOREST PRODUCTS LABORATORY - MADISON, WIS U. S. FOREST SERVICE RESEARCH NOTE May 1964 IMPROVING THE GLUING CHARACTERISTICS OF PLYWOOD SURFACES
UNITED STATES DEPARTMENT OF AGRICULTURE - FOREST SERVICE - FOREST PRODUCTS LABORATORY - MADISON, WIS U. S. FOREST SERVICE RESEARCH NOTE May 1964 IMPROVING THE GLUING CHARACTERISTICS OF PLYWOOD SURFACES
MANDREL PENDING TESTS FOR AMMAR VENEER
 MANDREL PENDING TESTS FOR AMMAR VENEER December 1950 4NFORMA-ftePtSlia AND-REAff-RMEa- Mafeli-4954riNFOFIMATION REVIEWED AND REAFFIRMED 1962 SI4 1217SS UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE
MANDREL PENDING TESTS FOR AMMAR VENEER December 1950 4NFORMA-ftePtSlia AND-REAff-RMEa- Mafeli-4954riNFOFIMATION REVIEWED AND REAFFIRMED 1962 SI4 1217SS UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE
5. Timber Application, Products and their use
 TIMBER 5. Timber Application, Products and their use Lecturer: Prof. Dr. Mohammad Ismail Faculty of Civil Engineering, -Skudai, Johor Darul Ta zim, MALAYSIA 1 Room : C09-313 Tel : 07-5531688 December 6,
TIMBER 5. Timber Application, Products and their use Lecturer: Prof. Dr. Mohammad Ismail Faculty of Civil Engineering, -Skudai, Johor Darul Ta zim, MALAYSIA 1 Room : C09-313 Tel : 07-5531688 December 6,
EFFECT OF NUMBER OF PLIES ON THE TEAR RESISTANCE OF PAPER
 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON 5, WIS EFFECT OF NUMBER OF PLIES ON THE TEAR RESISTANCE OF PAPER May 1963 EFFECT OF NUMBER OF PLIES ON THE TEAR
UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON 5, WIS EFFECT OF NUMBER OF PLIES ON THE TEAR RESISTANCE OF PAPER May 1963 EFFECT OF NUMBER OF PLIES ON THE TEAR
U. S. FOREST SERVICE RESEARCH NOTE FPL-0136 May 1966
 U. S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON, WIS In Cooperation with the University of Wisconsin U. S. FOREST SERVICE RESEARCH NOTE FPL-0136 May 1966 SOME CAUSES OF
U. S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON, WIS In Cooperation with the University of Wisconsin U. S. FOREST SERVICE RESEARCH NOTE FPL-0136 May 1966 SOME CAUSES OF
IMPROVING PAINT PERFORMANCE ON SOUTHERN PINE BY RELIEF OF MACHINING STRESSES AND CHROMIC ACID TREATMENT
 IMPROVING PAINT PERFORMANCE ON SOUTHERN PINE BY RELIEF OF MACHINING STRESSES AND CHROMIC ACID TREATMENT USDA Forest Service U.S. Department of Agriculture Research Paper Forest Service FPL 271 Forest Products
IMPROVING PAINT PERFORMANCE ON SOUTHERN PINE BY RELIEF OF MACHINING STRESSES AND CHROMIC ACID TREATMENT USDA Forest Service U.S. Department of Agriculture Research Paper Forest Service FPL 271 Forest Products
AMTS STANDARD WORKSHOP PRACTICE. Bond Design
 AMTS STANDARD WORKSHOP PRACTICE Reference Number: AMTS_SWP_0027_2008 Date: December 2008 Version: A 1 Contents 1 Technical Terms...3 2 Scope...3 3 Primary References...3 4 Basic...3 4.1 Typical joint types...4
AMTS STANDARD WORKSHOP PRACTICE Reference Number: AMTS_SWP_0027_2008 Date: December 2008 Version: A 1 Contents 1 Technical Terms...3 2 Scope...3 3 Primary References...3 4 Basic...3 4.1 Typical joint types...4
TENSILE STRENGTH AT ELEVATED TEMPERATURE CI GLUED JOINTS BETWEEN ALUMINUM AND END-GRAIN BALSA
 TENSILE STRENGTH AT ELEVATED TEMPERATURE CI GLUED JOINTS BETWEEN ALUMINUM AND END-GRAIN BALSA September 194G This Report is One of a Series Issued In Cooperation with the ARMY-NAVY-CIVIL COMMITTEE on AIRCRAFT
TENSILE STRENGTH AT ELEVATED TEMPERATURE CI GLUED JOINTS BETWEEN ALUMINUM AND END-GRAIN BALSA September 194G This Report is One of a Series Issued In Cooperation with the ARMY-NAVY-CIVIL COMMITTEE on AIRCRAFT
NABTEB Past Questions and Answers - Uploaded online
 NATIONAL BUSINESS AND TECHNICAL EXAMINATIONS BOARD NATIONAL CERTIFICATE EXAMINATION GENERAL WOOD WORK MAY/JUNE 2009 1a. Name two types of finishing materials (i) Oil finishing (ii) Wax polishies or finishe
NATIONAL BUSINESS AND TECHNICAL EXAMINATIONS BOARD NATIONAL CERTIFICATE EXAMINATION GENERAL WOOD WORK MAY/JUNE 2009 1a. Name two types of finishing materials (i) Oil finishing (ii) Wax polishies or finishe
PATTERN OF VARIATION OF FIBRIL ANGLE WITHIN ANNUAL RINGS OF PINUS ATTENURADIATA
 UNITED STATES DEPARTMENT OF AGRICULTURE. FOREST SERVICE. FOREST PRODUCTS LABORATORY. MADISON, WIS PATTERN OF VARIATION OF FIBRIL ANGLE WITHIN ANNUAL RINGS OF PINUS ATTENURADIATA FPL-034 April 1964 PATTERN
UNITED STATES DEPARTMENT OF AGRICULTURE. FOREST SERVICE. FOREST PRODUCTS LABORATORY. MADISON, WIS PATTERN OF VARIATION OF FIBRIL ANGLE WITHIN ANNUAL RINGS OF PINUS ATTENURADIATA FPL-034 April 1964 PATTERN
!DETECTION OF COMPRESSION FAILURES IN WOOD
 AGRICULTURE ROOM!DETECTION OF COMPRESSION FAILURES IN WOOD Information Reviewed and Reaffirmed May 1961 No. 1388 FOREST PRODUCTS LABORATORY MADISON 5, WISCONSIN UNITED STATES DEPARTMENT OF AGRICULTURE
AGRICULTURE ROOM!DETECTION OF COMPRESSION FAILURES IN WOOD Information Reviewed and Reaffirmed May 1961 No. 1388 FOREST PRODUCTS LABORATORY MADISON 5, WISCONSIN UNITED STATES DEPARTMENT OF AGRICULTURE
Plywood & Paste. Inspecting layered wood and discussing glues
 RESTORING ANTIQUE OR CLASSIC airplanes involves a lot of woodwork because this material composes much of their construction. Both types generally have wooden wings, and many, especially antiques, have
RESTORING ANTIQUE OR CLASSIC airplanes involves a lot of woodwork because this material composes much of their construction. Both types generally have wooden wings, and many, especially antiques, have
STUDIES OF COMPRESSION FAILURES AND THEIR DETECTION IN
 STUDIES OF COMPRESSION FAILURES AND THEIR DETECTION IN LADDER RAILS Original report dated February 1949 Reprinted 1962 No. 1733 STUDIES OF COMPRESSION FAILURES AND THEIR DETECTION IN LADDER RAILS 1 By
STUDIES OF COMPRESSION FAILURES AND THEIR DETECTION IN LADDER RAILS Original report dated February 1949 Reprinted 1962 No. 1733 STUDIES OF COMPRESSION FAILURES AND THEIR DETECTION IN LADDER RAILS 1 By
The matte surface is created and protected with acrylic varnishes, the high gloss surface is proteced by pressing with melamine.
 veneer Product Description The product name veneer is applied to decorative high-pressure laminates (HPL) with a face made from genuine wood veneers. veneer is composed from one type of wood or available
veneer Product Description The product name veneer is applied to decorative high-pressure laminates (HPL) with a face made from genuine wood veneers. veneer is composed from one type of wood or available
SOME METHODS OF GLUING!ICU! LAMINATED OR PLYWOOD CURVED SHAPES FROM VENEER
 2-fn LABORMOV SOME METHODS OF GLUING!ICU! LAMINATED OR PLYWOOD CURVED SHAPES FROM VENEER Information Reviewed and Reaffirmed November 1950 1 No. 81485 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE
2-fn LABORMOV SOME METHODS OF GLUING!ICU! LAMINATED OR PLYWOOD CURVED SHAPES FROM VENEER Information Reviewed and Reaffirmed November 1950 1 No. 81485 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE
Delamination Due to Outdoor Exposure of Southern Yellow Pine Plywood
 Delamination Due to Outdoor Exposure of Southern Yellow Pine Plywood Todd F. Shupe, Associate Professor School of Renewable Natural Resources Louisiana State University Agricultural Center Chung Y. Hse
Delamination Due to Outdoor Exposure of Southern Yellow Pine Plywood Todd F. Shupe, Associate Professor School of Renewable Natural Resources Louisiana State University Agricultural Center Chung Y. Hse
SCREW WITHDRAWAL RESISTANCE SHEET METAL SCREWS IN PARTICLEBOARD AND MEDIUM-DENSITY HARDBOARD
 SCREW WITHDRAWAL RESISTANCE OF TYPES A AND AB SHEET METAL SCREWS IN PARTICLEBOARD AND MEDIUM-DENSITY HARDBOARD U.S.D.A. FOREST SERVICE RESEARCH PAPER FPL 239 1974 U.S. DEPARTMENT OF AGRICULTURE FOREST
SCREW WITHDRAWAL RESISTANCE OF TYPES A AND AB SHEET METAL SCREWS IN PARTICLEBOARD AND MEDIUM-DENSITY HARDBOARD U.S.D.A. FOREST SERVICE RESEARCH PAPER FPL 239 1974 U.S. DEPARTMENT OF AGRICULTURE FOREST
Curved Pieces are a Common Woodworking Challenge
 Curved Pieces are a Common Woodworking Challenge I recently created a set of four dining chairs that required three curved back rest pieces each. On the top piece of each chair I wanted to inlay a marquetry
Curved Pieces are a Common Woodworking Challenge I recently created a set of four dining chairs that required three curved back rest pieces each. On the top piece of each chair I wanted to inlay a marquetry
LIGHTER, CLEANER, ENVIRONMENTALLY SOUND
 R E - D R I E D T R E AT E D L U M B E R LIGHTER, CLEANER, ENVIRONMENTALLY SOUND Foreword The purpose of this booklet is to assist you in getting more value, performance, and satisfaction from pressure-treated
R E - D R I E D T R E AT E D L U M B E R LIGHTER, CLEANER, ENVIRONMENTALLY SOUND Foreword The purpose of this booklet is to assist you in getting more value, performance, and satisfaction from pressure-treated
4.0 MECHANICAL TESTS. 4.2 Structural tests of cedar shingles
 4.0 MECHANICAL TESTS 4.1 Basis for the test methodology The essence of deterioration is that while it may be caused by insects, weather, fungi or bacteria, the decay is not identical. Further, no two physical
4.0 MECHANICAL TESTS 4.1 Basis for the test methodology The essence of deterioration is that while it may be caused by insects, weather, fungi or bacteria, the decay is not identical. Further, no two physical
Frequently asked questions about Alcolin Waterproof Glue
 Frequently asked questions about Alcolin Waterproof Glue 1. How can I lengthen the time to assemble my glued furniture? Apply adhesive to both surfaces. Of the polyvinyl acetate type adhesives, Alcolin
Frequently asked questions about Alcolin Waterproof Glue 1. How can I lengthen the time to assemble my glued furniture? Apply adhesive to both surfaces. Of the polyvinyl acetate type adhesives, Alcolin
EVALUATION OF METHODS OF ASSEMBLING PALLETS RESEARCH PAPER FPL U. S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY
 EVALUATION OF METHODS OF ASSEMBLING PALLETS U. S. D. A. FOREST SERVICE RESEARCH PAPER FPL 213 1973 U. S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON,WIS. ABSTRACT The performance
EVALUATION OF METHODS OF ASSEMBLING PALLETS U. S. D. A. FOREST SERVICE RESEARCH PAPER FPL 213 1973 U. S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON,WIS. ABSTRACT The performance
HOW GROWTH Of WHITE PINE AFFECTS ITS!PROPERTIES FOR MATCHES
 HOW GROWTH Of WHITE PINE AFFECTS ITS!PROPERTIES FOR MATCHES August 1953 \SRA 0 OCT 12 1953 UNITED STATES (DEPARTMENT OF AGRICULTURE FOREST SERVICE F ORESTPRODUCTS LABORATORY Madison P Wisconsin In Cooperation
HOW GROWTH Of WHITE PINE AFFECTS ITS!PROPERTIES FOR MATCHES August 1953 \SRA 0 OCT 12 1953 UNITED STATES (DEPARTMENT OF AGRICULTURE FOREST SERVICE F ORESTPRODUCTS LABORATORY Madison P Wisconsin In Cooperation
Crackle Paste is a water-based product formulated with styrene-acrylic copolymer emulsions, and may have a tendency to yellow.
 PRODUCT DESCRIPTION Crackle Paste is a water-based product formulated with styrene-acrylic copolymer emulsions, and may have a tendency to yellow. This product has white, low-density solids that replace
PRODUCT DESCRIPTION Crackle Paste is a water-based product formulated with styrene-acrylic copolymer emulsions, and may have a tendency to yellow. This product has white, low-density solids that replace
(elpe-* EFFECTS Of TENSION WOOD IN HARDWOOD ILUMI3ER AND VENEER iliri II n mi1 iriinuirliir [Riau
 W) o EFFECTS Of TENSION WOOD IN HARDWOOD ILUMI3ER AND VENEER Original report dated April 1953 Information Reviewed and Reaffirmed r)-) July 1962 (elpe-* No. 1943 111 1 111111111111iliri II n mi1 iriinuirliir
W) o EFFECTS Of TENSION WOOD IN HARDWOOD ILUMI3ER AND VENEER Original report dated April 1953 Information Reviewed and Reaffirmed r)-) July 1962 (elpe-* No. 1943 111 1 111111111111iliri II n mi1 iriinuirliir
WOOD 474 Structural Panels. Plywood
 WOOD 474 Structural Panels Plywood 1 Oriented Strand Board Structural panels Plywood Produced from veneers glued together at right angles to maximise stability and strength. Oriented Strand Board (OSB)
WOOD 474 Structural Panels Plywood 1 Oriented Strand Board Structural panels Plywood Produced from veneers glued together at right angles to maximise stability and strength. Oriented Strand Board (OSB)
Knowledge about display stand wood materials. Fuyuan wood factory learning summary reporter:willian
 Knowledge about display stand wood materials Fuyuan wood factory learning summary reporter:willian Ⅰ wood 1.Particleboard 2. MDF 3. Plywood 4. Solid wood board Ⅱ mechanical equipment 1. Automatic cutting
Knowledge about display stand wood materials Fuyuan wood factory learning summary reporter:willian Ⅰ wood 1.Particleboard 2. MDF 3. Plywood 4. Solid wood board Ⅱ mechanical equipment 1. Automatic cutting
Glulam Connection Details
 T E C H N I C A L N O T E Glulam Connection Details Note: This version is superseded by a more current edition. Check the current edition for updated design and application recommendations. ENGINEERED
T E C H N I C A L N O T E Glulam Connection Details Note: This version is superseded by a more current edition. Check the current edition for updated design and application recommendations. ENGINEERED
HOW WOOD MB. p 3,zoo /00. Information Reviewed and Reaffirmed. September No Ay'
 p 3,zoo /00 HOW WOOD MB Ay' Information Reviewed and Reaffirmed September 1956 No. 1642 1 1111111r111111 11111 1 11111H int HIN FOREST PRODUCTS LABORATORY UNITED STATES DEPARTMENT OF AGRICULTURE FOREST
p 3,zoo /00 HOW WOOD MB Ay' Information Reviewed and Reaffirmed September 1956 No. 1642 1 1111111r111111 11111 1 11111H int HIN FOREST PRODUCTS LABORATORY UNITED STATES DEPARTMENT OF AGRICULTURE FOREST
REINFORCING THE CORNERS OF FLAT FRAMES
 REINFORCING THE CORNERS OF FLAT FRAMES There are a number of different methods that may be used to join flat frame sides together. As most Woodworkers know, end grain glue joints are not nearly as strong
REINFORCING THE CORNERS OF FLAT FRAMES There are a number of different methods that may be used to join flat frame sides together. As most Woodworkers know, end grain glue joints are not nearly as strong
FABRICATING ARBOR. koroseal.com/arbor Arbor Veneered Components
 Arbor Veneered Components Arbor natural wood veneer can be applied to any substrate and is flexible enough to be formed around the tightest radii providing the ultimate wood finish. From vertical wall
Arbor Veneered Components Arbor natural wood veneer can be applied to any substrate and is flexible enough to be formed around the tightest radii providing the ultimate wood finish. From vertical wall
Effect of finger length on fingerjoint strength in radiata pine
 Effect of finger length on fingerjoint strength in radiata pine Walford, G Bryan 1 SUMMARY Fingerjoints were cut in ten matched batches of dry 90x35 mm radiata pine by different manufacturers, using a
Effect of finger length on fingerjoint strength in radiata pine Walford, G Bryan 1 SUMMARY Fingerjoints were cut in ten matched batches of dry 90x35 mm radiata pine by different manufacturers, using a
Instructables Butcher Block Top
 Instructables Butcher Block Top Project Overview: This project requires basic woodworking skills and access to woodworking machines. Woodworking machines have sharp cutting edges and are NOT forgiving.
Instructables Butcher Block Top Project Overview: This project requires basic woodworking skills and access to woodworking machines. Woodworking machines have sharp cutting edges and are NOT forgiving.
INSTRUMENTS FOR RAPIDLY MEASURING SLOPE OF GRAIN IN LUMBER
 INSTRUMENTS FOR RAPIDLY MEASURING SLOPE OF GRAIN IN LUMBER Information Reviewed and Reaffirmed April 1955 INFORMATION REVIEWED AND REAFFIRMED 1960 No. 1592 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST
INSTRUMENTS FOR RAPIDLY MEASURING SLOPE OF GRAIN IN LUMBER Information Reviewed and Reaffirmed April 1955 INFORMATION REVIEWED AND REAFFIRMED 1960 No. 1592 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST
FEATURE Raw Materials
 FEATURE Raw Materials By Charles B. Vick, research scientist USDA Forest Service, Madison, Wis. he lack of structural durability of epoxy bonds to wood has been a continuing frustration to fabricators
FEATURE Raw Materials By Charles B. Vick, research scientist USDA Forest Service, Madison, Wis. he lack of structural durability of epoxy bonds to wood has been a continuing frustration to fabricators
NURABOND LOW FOAMING PU ADHESIVE TECHNICAL DATA SHEET
 53 A Victoria Street Onehunga Auckland Phone 09 579 2046 www.nuralite.co.nz NURABOND LOW FOAMING PU ADHESIVE TECHNICAL DATA SHEET DESCRIPTION AND USE Nurabond PU Adhesive is a ready to use, high performance,
53 A Victoria Street Onehunga Auckland Phone 09 579 2046 www.nuralite.co.nz NURABOND LOW FOAMING PU ADHESIVE TECHNICAL DATA SHEET DESCRIPTION AND USE Nurabond PU Adhesive is a ready to use, high performance,
How to build a Javelin Skiff
 How to build a Javelin Skiff This is not your grandfather s plywood boat! The Javelin involves a high-tech type construction, called composite. The hull can be constructed with foam or plywood; these materials
How to build a Javelin Skiff This is not your grandfather s plywood boat! The Javelin involves a high-tech type construction, called composite. The hull can be constructed with foam or plywood; these materials
MEASURING MOISTURE IN GREEN WOOD
 MEASURING MOISTURE IN GREEN WOOD Dr. John R. Parkinson, formerly of Laucks Laboratories, Inc. Overlake Park, Redmond, Washington The moisture in green wood -- so necessary for growth -- so useless in wood
MEASURING MOISTURE IN GREEN WOOD Dr. John R. Parkinson, formerly of Laucks Laboratories, Inc. Overlake Park, Redmond, Washington The moisture in green wood -- so necessary for growth -- so useless in wood
WORKING of nidaplast
 nida 8/gb - 03.07.07 Technical Information. 2 WORKING of nidaplast nidaplast is a polypropylene honeycomb covered on both faces with a soft polyester nonwoven fabric. It is available in 2500 x 1200 mm
nida 8/gb - 03.07.07 Technical Information. 2 WORKING of nidaplast nidaplast is a polypropylene honeycomb covered on both faces with a soft polyester nonwoven fabric. It is available in 2500 x 1200 mm
the sale of higher grade veneer for use in engineered wood products are all factors
 AN ABSTRACT OF THE THESIS OF David B. DeVallance for the degree of Master of Science in Wood Science presented on June 12, 2003. Title: Influence of Veneer Roughness, Lathe Check, and Annual Ring Characteristics
AN ABSTRACT OF THE THESIS OF David B. DeVallance for the degree of Master of Science in Wood Science presented on June 12, 2003. Title: Influence of Veneer Roughness, Lathe Check, and Annual Ring Characteristics
Definitions. Forestry 240 Wood Science
 Definitions Forestry 240 Wood Science Chapter 15 Nonstructural Panels Panel products made from wood-based veneer and particle products that are not suitable for structural applications. Used for Decorative
Definitions Forestry 240 Wood Science Chapter 15 Nonstructural Panels Panel products made from wood-based veneer and particle products that are not suitable for structural applications. Used for Decorative
2e eov-47) CHANGES IN SPIRAL GRAIN DIRECTION IN PONDEROSA PINE. No. 058 June 1956 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST PRODUCTS LABORATORY
 CHANGES IN SPIRAL GRAIN DIRECTION IN PONDEROSA PINE. No. 058 June 1956 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST PRODUCTS LABORATORY") CHANGES IN SPIRAL GRAIN DIRECTION 1 IN PONDEROSA PINE 2e eov-47) No. 058 June 1956 FOREST PRODUCTS LABORATORY MADISON 5 WISCONSIN UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE In Cooperation with
CHANGES IN SPIRAL GRAIN DIRECTION 1 IN PONDEROSA PINE 2e eov-47) No. 058 June 1956 FOREST PRODUCTS LABORATORY MADISON 5 WISCONSIN UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE In Cooperation with
VENEER CUTTING AND DRYING PROPERTIES
 FOREST PRODUCTS LABORATORY t ZOREST SERVICE U. S. \DZARTMENT OF AGRICULTURE 1...41111111111ft VENEER CUTTING AND DRYING PROPERTIES NSB NOV / 3 1953 TUPELO,Ssr A TE There are three commercially important
FOREST PRODUCTS LABORATORY t ZOREST SERVICE U. S. \DZARTMENT OF AGRICULTURE 1...41111111111ft VENEER CUTTING AND DRYING PROPERTIES NSB NOV / 3 1953 TUPELO,Ssr A TE There are three commercially important
SECTION INTERIOR FINISH CARPENTRY PART 1 - GENERAL 1.1 RELATED DOCUMENTS
 SECTION 062023 - INTERIOR FINISH CARPENTRY PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
SECTION 062023 - INTERIOR FINISH CARPENTRY PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
RlGIDITY AND STRENGTH OF WALL FRAMES BRACED WlTH METAL STRAPPING
 RlGIDITY AND STRENGTH OF WALL FRAMES BRACED WlTH METAL STRAPPING information Reviewed and Reaffirmed March 1955 No. R1603 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY
RlGIDITY AND STRENGTH OF WALL FRAMES BRACED WlTH METAL STRAPPING information Reviewed and Reaffirmed March 1955 No. R1603 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY
Technical Recommendations for Milling, Gluing and Finishing of Lyptus
 Technical Recommendations for Milling, Gluing and Finishing of Lyptus Index Introduction Lyptus Products Care in Storage of Lyptus Products Technical Recommendations: 01) Cross Cutting 02) Gang Ripping
Technical Recommendations for Milling, Gluing and Finishing of Lyptus Index Introduction Lyptus Products Care in Storage of Lyptus Products Technical Recommendations: 01) Cross Cutting 02) Gang Ripping
Laminated Furniture Components
 Laminated Furniture Components Dec 2010 Woodworkers Simple Round Cherry Table Fritz Smith Cherry - 2008 Woodworkers 2 Snowboard Bench Fritz Smith White Oak Snowboard - 2009 Woodworkers 3 Fritz Smith Shell
Laminated Furniture Components Dec 2010 Woodworkers Simple Round Cherry Table Fritz Smith Cherry - 2008 Woodworkers 2 Snowboard Bench Fritz Smith White Oak Snowboard - 2009 Woodworkers 3 Fritz Smith Shell
Creative Project in Woodbending. Thomas M. Lomax. Honors Project (~D March 3, 1983
 Creative Project in Woodbending By Thomas M. Lomax -- Honors Project (~D 4291 March 3, 1983 Project Advisor Ray Shackelford Ball State University Muncie, Indiana 47306 fl, bb A month before my woodbending
Creative Project in Woodbending By Thomas M. Lomax -- Honors Project (~D 4291 March 3, 1983 Project Advisor Ray Shackelford Ball State University Muncie, Indiana 47306 fl, bb A month before my woodbending
The properties that are generally required in molding materials are:
 Molding Sand Molding sands may be of two types namely natural or synthetic. Natural molding sands contain sufficient binder. Whereas synthetic molding sands are prepared artificially using basic sand molding
Molding Sand Molding sands may be of two types namely natural or synthetic. Natural molding sands contain sufficient binder. Whereas synthetic molding sands are prepared artificially using basic sand molding
Joinery and Adhesives
 Making Effective Use of Technological Advances: Joinery and Adhesives Daniel Hindman Assistant Professor Wood Science and Forest Products Virginia Tech Schedule Successful joints Adhesives Theory Wood
Making Effective Use of Technological Advances: Joinery and Adhesives Daniel Hindman Assistant Professor Wood Science and Forest Products Virginia Tech Schedule Successful joints Adhesives Theory Wood
Unit 2 Engineered Panels
 Unit 2 Engineered Panels MULTICHOICE 1. What is another name for large, reconstituted wood sheets or panels? (A) formed panels (B) engineered panels (C) architectural panels (D) construction panels 2.
Unit 2 Engineered Panels MULTICHOICE 1. What is another name for large, reconstituted wood sheets or panels? (A) formed panels (B) engineered panels (C) architectural panels (D) construction panels 2.
END JOINTS IN LUMBER BY THREE TEST METHODS
 U. S. FOREST SERVCE RESEARCH PAPER FPL 41 OCTOBER EVALUATON OF COMMERCALLY MADE END JONTS N LUMBER BY THREE TEST METHODS U. S. DEPARTMENT OF AGRCULTURE FOREST SERVCE FOREST PRODUCTS LABORATORY MADSON,
U. S. FOREST SERVCE RESEARCH PAPER FPL 41 OCTOBER EVALUATON OF COMMERCALLY MADE END JONTS N LUMBER BY THREE TEST METHODS U. S. DEPARTMENT OF AGRCULTURE FOREST SERVCE FOREST PRODUCTS LABORATORY MADSON,
LOOK AROUND and you will see the
 Selecting Lumber LOOK AROUND and you will see the many applications of lumber. A great amount is used in building construction, but it is also used for furniture, tool handles, paper, and many more uses.
Selecting Lumber LOOK AROUND and you will see the many applications of lumber. A great amount is used in building construction, but it is also used for furniture, tool handles, paper, and many more uses.
Wooden façade damage and the design of new wooden façades - Long-term durability of timber Façades in Finland
 Wooden façade damage and the design of new wooden façades - Long-term durability of timber Façades in Finland Soikkeli, Anu 1 ABSTRACT Wooden facings on façades are durable if the boarding and its details
Wooden façade damage and the design of new wooden façades - Long-term durability of timber Façades in Finland Soikkeli, Anu 1 ABSTRACT Wooden facings on façades are durable if the boarding and its details
Troubleshooting Conventional Burnout Phosphate Bonded Investments
 Troubleshooting Conventional Burnout Phosphate Bonded Investments Phosphate investments are affected by many variables, but the following generalizations can be made: Thorough mixing insures complete reaction
Troubleshooting Conventional Burnout Phosphate Bonded Investments Phosphate investments are affected by many variables, but the following generalizations can be made: Thorough mixing insures complete reaction
Adhesives and Glues 1
 Adhesives and Glues 1 Definition An adhesive is a compound that adheres or bonds two items together. The use of the terms adhesive and glue is confused. Historically natural compounds used as an adhesive
Adhesives and Glues 1 Definition An adhesive is a compound that adheres or bonds two items together. The use of the terms adhesive and glue is confused. Historically natural compounds used as an adhesive
Effect of shoulders on bending moment capacity of round mortise and tenon joints
 Effect of s on bending moment capacity of round mortise and tenon joints Carl Eckelman Yusuf Erdil Eva Haviarova Abstract Tests were conducted to determine the effect of close-fitting s on the bending
Effect of s on bending moment capacity of round mortise and tenon joints Carl Eckelman Yusuf Erdil Eva Haviarova Abstract Tests were conducted to determine the effect of close-fitting s on the bending
Structural Panels. Forestry 240 Wood Science. Plywood. Plywood Manufacturing. Rotary Lathe. Chargers. Chapter 14 - Structural Panels
 Forestry 240 Wood Science Chapter 14 - Structural Panels Structural Panels Structural Panels have revolutionized the nature of light woodframe construction. Larger panel area (32 ft 2 ) facilitates faster
Forestry 240 Wood Science Chapter 14 - Structural Panels Structural Panels Structural Panels have revolutionized the nature of light woodframe construction. Larger panel area (32 ft 2 ) facilitates faster
VENEERING AND LAMINATING SOLUTIONS
 With over 35 years experience in the adhesives industry, Alansons have become known as a solutions provider, rather than a mere supplier of adhesive products. Nowhere is this fact better demonstrated than
With over 35 years experience in the adhesives industry, Alansons have become known as a solutions provider, rather than a mere supplier of adhesive products. Nowhere is this fact better demonstrated than
INTERGOVERNMENTAL STANDARD GOST Plywood with faces in hardwood veneer for general use.
 INTERGOVERNMENTAL STANDARD GOST 3916.1-96 Plywood with faces in hardwood veneer for general use. 1 Contents DESCRIPTION - GENERAL USE PLYWOOD CLASSIFICATION AND DIMENSIONS TECHNICAL REQUIREMENTS RULES
INTERGOVERNMENTAL STANDARD GOST 3916.1-96 Plywood with faces in hardwood veneer for general use. 1 Contents DESCRIPTION - GENERAL USE PLYWOOD CLASSIFICATION AND DIMENSIONS TECHNICAL REQUIREMENTS RULES
Chapter 1 Sand Casting Processes
 Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Benchwork and Roadbed
 Metro-North Division January 16, 2016 Benchwork and Roadbed Considerations and Suggestions Topics to discuss Different types of benchwork Styles of sub-roadbed What type of lumber? dimensional or plywood?
Metro-North Division January 16, 2016 Benchwork and Roadbed Considerations and Suggestions Topics to discuss Different types of benchwork Styles of sub-roadbed What type of lumber? dimensional or plywood?
ANCHOR PLATE ATTACHMENT STEEL STUD FRAMING OR FURRING CONSTRUCTION WITH ACCESS FROM PANEL SIDE ONLY
 ANCHOR PLATE ATTACHMENT STEEL STUD FRAMING OR FURRING CONSTRUCTION WITH ACCESS FROM PANEL SIDE ONLY INSTALLATION MATERIALS No. 8 Phillips Head Tek Screws Glazier's horseshoe shaped shims 1/16 inch, 1/8
ANCHOR PLATE ATTACHMENT STEEL STUD FRAMING OR FURRING CONSTRUCTION WITH ACCESS FROM PANEL SIDE ONLY INSTALLATION MATERIALS No. 8 Phillips Head Tek Screws Glazier's horseshoe shaped shims 1/16 inch, 1/8
CHAPTER 1. WOOD STRUCTURE
 9/8/98 AC 43.13-1B CHAPTER 1. WOOD STRUCTURE SECTION 1. MATERIALS AND PRACTICES 1-1. GENERAL. Wood aircraft construction dates back to the early days of certificated aircraft. Today only a limited number
9/8/98 AC 43.13-1B CHAPTER 1. WOOD STRUCTURE SECTION 1. MATERIALS AND PRACTICES 1-1. GENERAL. Wood aircraft construction dates back to the early days of certificated aircraft. Today only a limited number
BIRCH PLYWOOD FOR CONCRETE FORMWORK
 BIRCH PLYWOOD FOR CONCRETE FORMWORK Riga Form and Riga Poliform birch plywood with excellent mechanical properties and strength to weight ratio, designed to fulfil demanding concrete construction design
BIRCH PLYWOOD FOR CONCRETE FORMWORK Riga Form and Riga Poliform birch plywood with excellent mechanical properties and strength to weight ratio, designed to fulfil demanding concrete construction design
NZQA registered unit standard version 3 Page 1 of 6
 Page 1 of 6 Title Demonstrate knowledge of technology and processes for laminated veneer lumber and plywood manufacture Level 3 Credits 10 Purpose People credited with this unit standard are able to demonstrate
Page 1 of 6 Title Demonstrate knowledge of technology and processes for laminated veneer lumber and plywood manufacture Level 3 Credits 10 Purpose People credited with this unit standard are able to demonstrate
Commonwealth of Pennsylvania PA Test Method No. 517 Department of Transportation October Pages LABORATORY TESTING SECTION. Method of Test for
 Commonwealth of Pennsylvania PA Test Method No. 517 Department of Transportation 10 Pages 1. SCOPE LABORATORY TESTING SECTION Method of Test for DETERMINATION OF ACCELERATED POLISH OF COARSE AGGREGATE
Commonwealth of Pennsylvania PA Test Method No. 517 Department of Transportation 10 Pages 1. SCOPE LABORATORY TESTING SECTION Method of Test for DETERMINATION OF ACCELERATED POLISH OF COARSE AGGREGATE
Timber Check Moisture Meter
 Timber Check Moisture Meter (99N15.01) The following instructions were provided by the manufacturer. Using Your Timber Check Moisture Meter Step 1. Push the pins into the wood sample. Step 2. Turn the
Timber Check Moisture Meter (99N15.01) The following instructions were provided by the manufacturer. Using Your Timber Check Moisture Meter Step 1. Push the pins into the wood sample. Step 2. Turn the
Anti-check bolts as means of repair for damaged split ring connections
 Anti-check bolts as means of repair for damaged split ring connections Quenneville, J.H.P. 1 and Mohammad, M. 2 ABSTRACT There are numerous large span timber hangars dating back to the Second World War.
Anti-check bolts as means of repair for damaged split ring connections Quenneville, J.H.P. 1 and Mohammad, M. 2 ABSTRACT There are numerous large span timber hangars dating back to the Second World War.
SERIES 'F' PART XII ISSUE I,DATED 20TH MARCH '1992. Subject:- Inspection of Wooden Aircraft. 1. INTRODUCTION :
 GOVERNMENT OF INDIA CIVIL AVIATION DEPARTMENT FILE NO. 11-690/92-AI(2) CIVIL AVIATION REQUIREMENTS SECTION 2 - AIRWORTHINESS SERIES 'F' PART XII ISSUE I,DATED 20TH MARCH '1992 EFFECTIVE : FORTHWITH Subject:-
GOVERNMENT OF INDIA CIVIL AVIATION DEPARTMENT FILE NO. 11-690/92-AI(2) CIVIL AVIATION REQUIREMENTS SECTION 2 - AIRWORTHINESS SERIES 'F' PART XII ISSUE I,DATED 20TH MARCH '1992 EFFECTIVE : FORTHWITH Subject:-
NOTE: This product can be used externally if UV Guard is added (BY REQUEST ONLY).
.") Product Description PHOENIX PAINTS MAXICOAT 100 is a 2 Pack Water-Dispersed Top Coat which not only exhibits the physical and chemical strengths of epoxy, but also the safety and convenience of water as
Product Description PHOENIX PAINTS MAXICOAT 100 is a 2 Pack Water-Dispersed Top Coat which not only exhibits the physical and chemical strengths of epoxy, but also the safety and convenience of water as
NREM 1213, INTRODUCTION TO WOOD PROPERTIES AND WOOD PRODUCTS
 1 NREM 1213, INTRODUCTION TO WOOD PROPERTIES AND WOOD PRODUCTS Spring 2015 INSTRUCTOR : CLASS : DR. S. HIZIROGLU Department of Natural Resource Ecology & Management 303-G Agricultural Hall Oklahoma State
1 NREM 1213, INTRODUCTION TO WOOD PROPERTIES AND WOOD PRODUCTS Spring 2015 INSTRUCTOR : CLASS : DR. S. HIZIROGLU Department of Natural Resource Ecology & Management 303-G Agricultural Hall Oklahoma State
SECTION FINISH CARPENTRY PART 1 GENERAL. 1.1 SECTION INCLUDES A. Interior Finish Carpentry Work: 1. Refer to schedule at end of Section.
 SECTION 06200 - FINISH CARPENTRY PART 1 GENERAL 1.1 SECTION INCLUDES A. Interior Finish Carpentry Work: 1. Refer to schedule at end of Section. 1.2 RELATED SECTIONS A. Section 06100 - Rough Carpentry:
SECTION 06200 - FINISH CARPENTRY PART 1 GENERAL 1.1 SECTION INCLUDES A. Interior Finish Carpentry Work: 1. Refer to schedule at end of Section. 1.2 RELATED SECTIONS A. Section 06100 - Rough Carpentry:
Derivation of Mechanical Properties of Rubberwood Laminated Veneer Lumber
 Derivation of Mechanical roperties of Rubberwood Laminated Veneer Lumber E.C. Yeoh, David 1, H.B. Koh 2, Diana Malini bt Jarni 3 1 Lecturer/Head of Timber Engineering Laboratory, Department of Structures
Derivation of Mechanical roperties of Rubberwood Laminated Veneer Lumber E.C. Yeoh, David 1, H.B. Koh 2, Diana Malini bt Jarni 3 1 Lecturer/Head of Timber Engineering Laboratory, Department of Structures
ODEK shared 50% of Ukrainian plywood production in 2010, 48% in 2011 and 2012.
 About Company The history of the plywood factory has started at the end of the XIX century when the Society of mechanical wood processing was founded in Orzhiv, Rivne region, Ukraine. Over a period of
About Company The history of the plywood factory has started at the end of the XIX century when the Society of mechanical wood processing was founded in Orzhiv, Rivne region, Ukraine. Over a period of
GENERAL NOTES: Page 1 of 9
 Laminating A Zia Into A Turning Blank by W. H. Kloepping, Jan. 2009 This describes how a zia (the New Mexico state symbol) can be laminated into a turning blank. Materials needed: Square Turning Block
Laminating A Zia Into A Turning Blank by W. H. Kloepping, Jan. 2009 This describes how a zia (the New Mexico state symbol) can be laminated into a turning blank. Materials needed: Square Turning Block
A. Extent of structural precast concrete work is shown on drawings and in schedules.
 SECTION 03 41 00 - STRUCTURAL PRECAST CONCRETE PART 1 GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of Contract, including General and Supplementary Conditions and Division 1 specification
SECTION 03 41 00 - STRUCTURAL PRECAST CONCRETE PART 1 GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of Contract, including General and Supplementary Conditions and Division 1 specification
WOODStore.net. Thank You! Adobe Acrobat Reader Troubleshooting Guide. WOOD Store. Browse more than 800 plans, projects, books, techniques, & more
 WOODStore.net Browse more than 800 plans, projects, books, techniques, & more Thank You! WOOD Store Customer Favorites Shop Tools & Accessories Thank you for ordering a WOOD magazine download. We hope
WOODStore.net Browse more than 800 plans, projects, books, techniques, & more Thank You! WOOD Store Customer Favorites Shop Tools & Accessories Thank you for ordering a WOOD magazine download. We hope
DRIEF DIESCRIPTICN CF THE
 SD q33 tik o- DRIEF DIESCRIPTICN CF THE MANUFACTURE OF HIER AND WHISKEY PARMA Information Reviewed and Reaffirmed April 1957 No. 1030 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST PRODUCTS LABORATORY
SD q33 tik o- DRIEF DIESCRIPTICN CF THE MANUFACTURE OF HIER AND WHISKEY PARMA Information Reviewed and Reaffirmed April 1957 No. 1030 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST PRODUCTS LABORATORY
Section 914. JOINT AND WATERPROOFING MATERIALS
 914.01 Section 914. JOINT AND WATERPROOFING MATERIALS 914.01. General Requirements. Joint and waterproofing material for use in concrete construction must meet the requirements of this section. 914.02.
914.01 Section 914. JOINT AND WATERPROOFING MATERIALS 914.01. General Requirements. Joint and waterproofing material for use in concrete construction must meet the requirements of this section. 914.02.
Flammability. ACT Voluntary Performance Guidelines. The measurement of a fabric s performance when it is exposed to specific sources of ignition.
 ACT Voluntary Performance Guidelines for Flammability and four aspects of fabric durability Wet & Dry Crocking, Colorfastness to Light, Physical Properties, and Abrasion make fabric specification easier.
ACT Voluntary Performance Guidelines for Flammability and four aspects of fabric durability Wet & Dry Crocking, Colorfastness to Light, Physical Properties, and Abrasion make fabric specification easier.
Above are the offsets for the plywood panels.
 DinkyDink Plans Bottom Panel Half Station X Y X2 Y2 1 1/4 3/4 0 11 5/16 2 4 9/16 4 12 9/16 3 11 11/16 1/4 11 7/16 14 1/2 4 18 5/8 1/16 18 5/8 15 11/16 5 25 3/4 0 25 3/4 16 5/16 6 32 13/16 0 32 13/16 16
DinkyDink Plans Bottom Panel Half Station X Y X2 Y2 1 1/4 3/4 0 11 5/16 2 4 9/16 4 12 9/16 3 11 11/16 1/4 11 7/16 14 1/2 4 18 5/8 1/16 18 5/8 15 11/16 5 25 3/4 0 25 3/4 16 5/16 6 32 13/16 0 32 13/16 16
joining materials - wood
 UNIT D E S I G N A N D M A N U F A C T U R E : C O U R S E M A T E R I A L Wood joints joining materials - wood The majority of joints used in woodcraft have been designed specifically to attain the maximum
UNIT D E S I G N A N D M A N U F A C T U R E : C O U R S E M A T E R I A L Wood joints joining materials - wood The majority of joints used in woodcraft have been designed specifically to attain the maximum
Timberflex & Flexboard Technical Guide
 Timberflex & Flexboard Technical Guide A bendable substrate material that can be formed first and laminated last Patent #5,618,601; #5,232,762; #5,824,382 Doors Larger radius and small doors are easily
Timberflex & Flexboard Technical Guide A bendable substrate material that can be formed first and laminated last Patent #5,618,601; #5,232,762; #5,824,382 Doors Larger radius and small doors are easily
Improve your productivity fast
 Improve your productivity fast Executive summary: Up until the recent downturn in the oil and gas industry the previous decade saw unprecedented levels of new construction projects across many industry
Improve your productivity fast Executive summary: Up until the recent downturn in the oil and gas industry the previous decade saw unprecedented levels of new construction projects across many industry
What Made This Part Fail?
 What Made This Part Fail? Richard Palinkas Chemtura Corporation Ride Wheel With Internal Cracks Cracks appeared when the wheel was machined on a lathe. They were not visible on the surface. They were primarily
What Made This Part Fail? Richard Palinkas Chemtura Corporation Ride Wheel With Internal Cracks Cracks appeared when the wheel was machined on a lathe. They were not visible on the surface. They were primarily
Working Methods TOTAL JOINERY REPAIR SOLUTIONS
 Working Methods TOTAL JOINERY REPAIR SOLUTIONS Preparation Remove paint at least 10mm from the area to be repaired. Remove all decayed and soft timber using a Repair Care Mini-PROFI router and round cutter.
Working Methods TOTAL JOINERY REPAIR SOLUTIONS Preparation Remove paint at least 10mm from the area to be repaired. Remove all decayed and soft timber using a Repair Care Mini-PROFI router and round cutter.
25-Sep-17. SPECIES, SITE, SOIL, CLIMATE, MICROCLIMATE, WEATHER, GENES etc
 SPECIES, SITE, SOIL, CLIMATE, MICROCLIMATE, WEATHER, GENES etc 1 Pine Spruce Grading use 2 WOOD 3 WOOD: CELLULOSE HEMICELLULOSES LIGNIN (BINDER) 4 WOOD: CELLULOSE HEMICELLULOSES LIGNIN (BINDER) RESINS
SPECIES, SITE, SOIL, CLIMATE, MICROCLIMATE, WEATHER, GENES etc 1 Pine Spruce Grading use 2 WOOD 3 WOOD: CELLULOSE HEMICELLULOSES LIGNIN (BINDER) 4 WOOD: CELLULOSE HEMICELLULOSES LIGNIN (BINDER) RESINS
FAURICATION OF SMALL MAR. SPECIMENS Of -MEER MR STRENGTH TESTS. -Y1) No February In Cooperation with the University of Wisconsin
 No February In Cooperation with the University of Wisconsin") FAURICATION OF SMALL MAR SPECIMENS Of -MEER MR STRENGTH TESTS -Y1) No. 2074 February 1957 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST PRODUCTS LABORATORY FOREST SERVICE MADISON 5. WISCONSIN In Cooperation
FAURICATION OF SMALL MAR SPECIMENS Of -MEER MR STRENGTH TESTS -Y1) No. 2074 February 1957 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST PRODUCTS LABORATORY FOREST SERVICE MADISON 5. WISCONSIN In Cooperation
DIEBOARDS & PLYWOOD. Flat Dieboards. Rotary Dieboards. Plywood. Other Sheet Materials
 DIEBOARDS & PLYWOOD In addition to supplying the highest quality pattern grade lumbers for over 100 years, Freeman offers flat and rotary dieboards, a variety of high-grade, economical plywoods, and specialty
DIEBOARDS & PLYWOOD In addition to supplying the highest quality pattern grade lumbers for over 100 years, Freeman offers flat and rotary dieboards, a variety of high-grade, economical plywoods, and specialty
A. All trim that has been damages, broken, or missing shall be repaired or replaced with material of the same size, shape, and type.
 SECTION 062000 - FINISH CARPENTRY PART 1 - GENERAL 1.1 SECTION REQUIREMENTS A. All trim that has been damages, broken, or missing shall be repaired or replaced with material of the same size, shape, and
SECTION 062000 - FINISH CARPENTRY PART 1 - GENERAL 1.1 SECTION REQUIREMENTS A. All trim that has been damages, broken, or missing shall be repaired or replaced with material of the same size, shape, and
A cut above the best. For over 25 years. Plywood Block Boards Doors ISO 9001:2015 Company
 A cut above the best. For over 25 years. Plywood Block Boards Doors ISO 9001:2015 Company Quality & Strength in Every Inch When you want ply, you want durability. You want reliability. You want strength.
A cut above the best. For over 25 years. Plywood Block Boards Doors ISO 9001:2015 Company Quality & Strength in Every Inch When you want ply, you want durability. You want reliability. You want strength.
SECTION PRE-MANUFACTURED CABINETS
 SECTION 12390 PRE-MANUFACTURED PART 1 GENERAL 1.1 DESCRIPTION OF WORK A. The work includes furnishing all labor, materials and equipment required to complete the Pre-Manufactured Cabinet work as shown
SECTION 12390 PRE-MANUFACTURED PART 1 GENERAL 1.1 DESCRIPTION OF WORK A. The work includes furnishing all labor, materials and equipment required to complete the Pre-Manufactured Cabinet work as shown
Working Methods TOTAL JOINERY REPAIR SOLUTIONS
 Working Methods TOTAL JOINERY REPAIR SOLUTIONS Preparation Remove paint at least 10mm from the area to be repaired. Remove all decayed and soft timber using a Repair Care Mini-PROFI router and round cutter.
Working Methods TOTAL JOINERY REPAIR SOLUTIONS Preparation Remove paint at least 10mm from the area to be repaired. Remove all decayed and soft timber using a Repair Care Mini-PROFI router and round cutter.
2007 Final Summary of the bed wood finishes testing
 2007 Final Summary of the bed wood finishes testing In the Summer of 2005 we began a test of 10 different wood finishes. The purpose was to get comparative test results of how well the finishes would last
2007 Final Summary of the bed wood finishes testing In the Summer of 2005 we began a test of 10 different wood finishes. The purpose was to get comparative test results of how well the finishes would last