END JOINTS IN LUMBER BY THREE TEST METHODS
|
|
|
- Stewart Rich
- 5 years ago
- Views:
Transcription


1 U. S. FOREST SERVCE RESEARCH PAPER FPL 41 OCTOBER EVALUATON OF COMMERCALLY MADE END JONTS N LUMBER BY THREE TEST METHODS U. S. DEPARTMENT OF AGRCULTURE FOREST SERVCE FOREST PRODUCTS LABORATORY MADSON, WS.
2 SUMMARY Three different test methods were used to evaluate end-jointed material that was fabricated using commercial end-jointing techniques. Results. show that for end-jointed lumber the tensile strength as determined with a 3/32-inch-thickspecimen having uniform cross section throughout its length is approximately equal to the tensile strength as determined with a necked-down tension specimen. For scarf-jointed lumber, the modulus of rupture and the tensile strength are approximately equal, and for fingerjointed lumber the comparison of modulus of rupture and tensile strength apparently varies with joint configuration.
3 EVALUATON OF COMMERCALLY MADE END JONTS N LUMBER BY THREE TEST METHODS 1 By BLLY BOHANNAN, Engineer and M. L. SELBO, Chemical Engineer FOREST PRODUCTS LABORATORY 2 FOREST SERVCE U. S. DEPARTMENT OF AGRCULTURE NTRODUCTON An evaluation ofcommercially fabricated, endjointed laminations of various softwoods was made at the U.S. Forest Products Laboratory using three test methods to compare the tensile strength values as determined by each method and to investigate the correlation between tensile andbendingstrength, A tension test employing a necked-downspecimen of proper design has generally beenbelieved to provide the most critical evaluation of an end joint and is required for American nstitute of Timber Construction (ATC) plant qualification. Such a test has limitations, however, because of the difficulty and cost of preparing specimens and the need for adequate test facilities. Therefore, for day-to-day quality control tests, as required of laminating plants certified according to U.S. Commercial Standard CS the necked-down tension test is often impractical. A strip-tension test using a thin rectangular specimen of uniform cross section throughout its length has been used in researchanddevelopment work on end joints at the Forest Products Laboratory and is now included in the ATC nspection Manual as an alternate test for day-today quality control. A bending test is also allowed by ATC as an alternate test on daily production. Both the strip-tension and bending tests are attractive for laminating plantsbecause specimens are easy to fabricate. The bending test is particularly attractive because it can be performed with relatively simple andinexpensive apparatus. The strength requirements of end-jointedlaminations as given in theu.s. CommercialStandard CS are the same for each of the three types of tests, but it was believed that the strength might vary with the test method, type of 1 This research was done in cooperation with the American nstitute of Timber Construction, K Street, N.W., Washington 6, D.C. 2 Maintained at Madison, Wis., in cooperation with the University of Wisconsin. 3 U.S. Dept. Commerce. Structural glued laminated timber Comrnercial Standard CS Apri, 1963.
4 joint, and possibly with species. A study of the effects of these variables on strengthwas needed. One study on end-jointed specimens prepared under laboratory control indicated thatthetensile strength determined from necked-downandstriptension specimens was about equal. 4 Results of a study conducted in the United Kingdom showed that the bending strength of single laminations containing end joints (both scarf and finger) was higher than the tensile strength of end-jointed, necked-downspecimens. 5 The purpose of the study, therefore, was to evaluate commercially made end joints in four different softwoods by the necked-downtension, strip-tension, and bending test methods and to compare strength values as determined by the different test methods, Evaluations of strength were made on scarf joints with a slope of in nominal 1-inch southern pine, Douglas-fir, West Coast hemlock, and western larch; on a finger joint in nominal 2-inchsouthern pine; and on a different type finger joint in nominal 2-inch Douglas-fir. This research was conducted at thelaboratory between April 1963 and January MATERAL AND FABRCATON Evaluation of end-jointed laminations was made on material furnished by members of the ATC. nstructions to the laminators regarding materials and method of fabricating end joints for this study included the following: Materials used will be coast-type Douglas-fir, southern pine, larch, and West Coast hemlock. Material shall be clear and straight grained, having a slope of 1 in 20 or flatter. Material shall be representative of the species and have a range of specific gravity, but the average specific gravity shall be about equal to the species average. Production equipment shall be used for cutting and gluing joints. ndustry will select and furnish all materials, end joint the laminations, and send the glued endjointed laminations to the Laboratory. The material requested was nominal 1- or 2-inch-thick(1 inch for scarf joints and2 inches for finger joints), 8-inch-wide, 8-foot-long laminations fabricated as follows: End joints shall be prepared at the opposite end of each 8-foot member, The member shall then be cut exactly 2 feet from one end and the end joint glued from the same pieces of each board. t is essential that this procedure be followed. After end gluing, the usual plant practice associated with the production of the end joint shall be followed, f the end-jointed piece is resurfaced in production before laminating, it shall be resurfaced by the laminator as is done in production; if not resurfaced in production, it shall not be resurfaced for these tests. Endjointed boards shall then be carefully packaged and shipped to the Laboratory. Material was furnished by commercial laminating plants and coded as fallows: Material designation B E D F A G H C J Species Surfaced after gluing PLAN SCARF JONTS Southern pine Southern pine Dougas-fir Douglas-fir Hemlock Hemlock Larch Larch Southern pine Douglas-fir Yes Yes Yes No No No No No FNGER JONTS Yes No Type of adhesive Phenol-resorcinol Casein Phenol-resorcinol Melamine-urea Melamine-urea Meamine-urea Phenol-resorcinol Casein Pheno-resorcinol Meamine-urea Twenty laminations were furnished of each of the scarf-jointed materials. The joints were made from nominal 1-inch lumber except for material D, which were fabricated from nominal 2-inchlumber and then dressed toafull1-inch thickness by the laminator. They were further dressed to a 25/32-inchthickness after they were received at the Laboratory, All scarf joints had an average slope of 1 in 10 except for joints 4 Sebo, M.L. Test for quality of glue bonds in end-jointed lumber. Symposium on Timber, ASTM Special Tech. Pub. No Suney, J.G., and Dawe, R. S. Strength of finger joints. Wood, Vol. 28: FPL 41 2
5 of material E which had a slope of 1 in 11. Forty nominal 2- by 8-inch laminations were Materials D and had wood dowels and material furnished for each finger joint. The joints in E had a metal pin extending through the thickness material C were cut perpendicular and in mateof the lamination at the approximate midpoint of rial J parallel to the width of the boards. Details the joint. of each type finger joint are shown in figure 1. Figure.--Details of each finger Joint. Material C was cut perpendicular and material J parallel to the wide face of the board. SELECTON AND PREPARATON OF SPECMENS Necked-down, strip-tetnsion, and bending specimens were cut side by side across the width of the board, side matched. Since there were three different types of test specimens taken from each lamination, there were three combhinations which could be used in cutting the specimens. Starting from one edge of the laminations, the sequences by which specimens could be cut were strip tension, necked-down, bending; neckeddown, bending, strip tension: and bending, strip tension, necked-down. Each cutting sequence was followed for one-third of the laminations. Prior P#or to sorting and numbering of the laminations, the cutting sequence was randomly selected for each lamination to be tested. Fifteen scarf-jointed and 30 finger-jointed laminations of each material were selected for strength evaluation. During the selection, approximately two-thirds of the desired number passed the requirements set forth in the original study plan. The remaining one-third had to be slelected from less desirable material containing small localized strength-reducing characteristics such as cross grain or pitch pockets, These two-thirds 3

6 and one-third divisions seemed to be rather consistent for each of the 10 materials. After the desired number of laminations had been selected, they were randomly mixed so that the less acceptable laminations were intermixed with the acceptable ones. After the laminations had been numbered, they were then marked for cutting according to the previously discussed randomizing system. One end-jointed and one control specimen for the necked-down tension test and for the bending test and eight end-jointed and eight control specimens for the strip-tension test were prepared from each lamination. The midlength of the endjointed specimens was at the midlength of the end joints and the midlength of the control specimens was at a common unjointed cross section. The control specimens were end matched to the end-jointed specimens and were cut as close to the end-jointed specimen as possible. A 1-inchlong cross section was cut from between the ends of the end-jointed and control speciments to obtain a value of the specific gravity of each lamination. The thickness of rthe specimens was the thickness of the laminations from which specimens were prepared, except as indicated. Laminations that were not surfaced after gluing were not surfaced when specimens were prepared. The width and thickness of all specimens were measured to the nearest inch prior to testing, and the overall size of the specimens was as follows: Necked-Down Tension Specimens The necked-down tension specimens (fig. 2) for Figure 2.--A necked-down tension specimen ready for evluation. Specimen was anchored with wedge grips in the rigid heads of the test machine. M FPL 41 4

7 the scarf joints were 2-1/2 inches wide and could not be tested without excessive crushing at 30 inches long, necked down on a 17-1/2-inch the grips when the specimens had a thickness radius to a width of 1/4 inch for a 10-inch length. equal to the thickness of the nominal 2-inch This gave a straight section along the full scarf laminations: therefore, these specimens were joint and for about 1 inch outside each scarf tip. ripped in half on a bandsaw, to produce two Specimens with finger joints from material J specimens approximately 3/4 inch thick. The were 2-1/2 inches wide and 26 inches long, sawn faces were surfaced. necked down on a 17-1/2-inch radius to a 1/4- Hardwood pads were not glued to the end inch width for a 6-inch length. Specimens with sections of the necked-down tension specimens. finger joints from material C were 2-1/2 inches wide and 26 inches long, necked down on a Strip-Tension Specimens 17-1/2-inch radius to an approximate width of 0.59 inch (one full pitch) for a 6-inch length. For The strip-tension specimens were cut on a the finger-jointed specimens the straight section table saw using a hollow-ground blade (fig. 3). extended across the joint area and for about All specimens were about 3/32 inch thick, Those 2 inches outside of each finger tip. cut from scarf-jointed 1-inch boards and from The control specimens for materials C and J 2-inch finger-jointed boards (from material J) and the end-jointed specimens from material C were ripped from the edges of the boards with- Figure 3.--Cutting strip-tension specimen with a hollow-ground saw. M

8 out any machining of the board surfaces; hence, Bending Specimens the width of the strip-tension specimens was equal to the thickness of the boards as received-- Bending specimens from scarf-jointed lamina- about 3/4 inch for the scarf joints and about tions were 2-1/2 inches wide and 30 inches long, 1-5/8 inches for the finger joints. The length except as indicated. As previously discussed, of all strip-tension specimens from scarf-jointed some of the laminations contained alinement laminations was 18 inches and from finger- dowels and by following the randomized sequences jointed laminations of material J, 11 inches. of cutting specimens it was impossible to elimi- Specimens fro m the finger- jointed, 2-inch nate these dowels from one-third of the bending southern pine laminations (material C) were cut specimens prepared from such laminations. Also, parallel to the face of the board and of a width one-third of the bending specimens from these equal to twice the pitch. On each edge of the speci- laminations with dowels were 2-1/4 inches wide. mens the outer finger feathered out at the mid- This change in specimen size was necessary to point (or midlength) of the joint (fig. 4). These provide sufficient material for strip-tension specimens were 12 inches in length. specimens. n summary, all scarf-jointed specimens were The finger-jointed specimens from material J about 3/32 by 3/4 by 18 inches; finger-jointed were 2-1/2 inches wide and 36 inches long and specimens from material J were 3/32 by 1-5/8 by those from material C were approximately inches; and finger-jointed specimens from inches wide (four times the pitch) and 36 Figure 4.--Strip-tension specimen in wedge grips ready for testing. M FPL 41 6

9 Conditioning of Specimens Upon receipt of the laminations at the Laboratory, they were marked with the assigned code designation and stored in an atmosphere maintained at 74 F. and 65 percent relative humidity until all materials were received--a period of about 3 months. After specimens were prepared, they were stickered and stored in the same controlled atmosphere for approximately 6 weeks, During this time a selected number of bending specimens were periodically weighed until nearly constant weights were reached to insure approximately 12 percent moisture content of the specimens at the time of test. No check of exact moisture content was made, TEST PROCEDURES Since the object of the study was to compare Necked-DownTension Test test methods, it was believed that the rate of stressing should be the same for each method. The necked-down t ens i on specimens were For the two tension tests the rate of loading was loaded with wedge grips in the rigid heads of the adjusted to produce a tensile stress of about test machine (fig. 4). The specimens weregripped 4,000 pounds per square inch per minute and for at each end over their full 2-1/2-inchwidth and the bending test to produce an outer fiber stress over an approximate 4-inchlength. A 200-pound of about 4,000 pounds per square inch per load was applied to the specimens to set the minutethroughout the elastic range. grips; then the specimens were loaded at a rate Figure 5.--Experimental apparatus with bending specimen ready for evaluation. Plywood with grain-of-face plies running parallel to was used under loading heads to prevent local crushing. M FPL 41 7
10 of approximately 4,000 pounds per square inch per minute, Strip-Tension Test The strip-tension specimens were loaded with wedge grips 3 inches in length and of sufficient width to cover the full width of the specimens (fig. 3). The grips were anchored at top and bottom by ball and socket joints. Similar to the necked-down Specimens, the rate of loading was approximately 4,000 pounds per square inch per minute, The distance from the ends of the grips to the tips of the joints was from 1-1/2 to 2 inches for all specimens. Bending Test All bending specimens were evaluated under two-point loading (fig. 5). Specimens from the scarf-jointed laminations (nominal 1-inch material) were loaded over a 24-inch span with 12 inches between loading heads. The rate of vertical movement of the loading head was 0.39 inch per minute, to comply with an outer fiber-stress rate of about 4,000 pounds per square inch per minute. Specimens from the finger-jointed laminations (nominal 2-inch material) were loaded over a 32-inch span with 8 inches loading heads. The rate of vertical movement of the loading heads was 0.30 inch per minute, to comply with an outer fiber-stress rate of about 4,000 pounds per square inch per minute. With these distances between loading heads, the tips of the joints were at least 2 inches inside the heads. The loading apparatus (fig. 5) was chosen as one that might be practical in a laminating plant and still be similar to the apparatus recommended by the American Society for Testing and Materials Standard D Roller nests were used at the supports, and the 1-5/8 -inch-diameter loading heads were fitted with Poller bearing ends to adjust for horizontal movement that might occur during test. One-eighth-inch-thickplywood with grain of face plies running parallel to the specimen was used under the loading heads to prevent local crushing. RESULTS AND DSCUSSON The results for each of the three test methods are given in table 1 and comparisons of results obtained by the three test methods are shown in figures 6 through 19. Reference lines having a slope of 1:1 are shown on each of the figures. Values given for the strip-tension specimens are the average of eight specimens from each lamination. Values for the necked-down tension specimens for control and jointed specimens of material C and for control specimens of material J are the average of two specimens produced by ripping a nominal 2-inch-thick specimen. The percentage of wood failure was estimated by visual observation of the bending specimens. Although such estimates may vary with individuals, they are, nevertheless, generally a reasonably good guide to the quality of glue joints. Failures of part of the bending specimens are shown in figures 20 to 25. Figure 26 shows some serious misalinement of joints during manufacture, which was noticeable, however, in only one group of material. n a study of this kind, which included over 3,000 specimens, it is difficult to avoid having some specimens prepared and evaluated which contain local irregularities that influenced their strength values. Also, a few of the bending specimens had dowels through their approximate center, although the dowels did not seem to greatly influence the strength of the joint. Furthermore, it seemed impractical to examine all the failed specimens in detail in an attempt to cull those whose strength was affected by the local irregularities. Such might have been desirable if exact strength values of joints in clear straight-grained boards had been the object of the study, but since a comparison of test methods was the essential object, it was believed that strength values for all specimens should be included. The specific gravity of a few of the laminations was either above or below the range that would be considered normal for the species in this study. Again, since test methods were being evaluated, the values for these few laminations were not culled. The relationships between necked-down and strip-tension strength values and between necked- FPL 41 8
11 Table.--Results of tension and bending tests on control and end-jointed specimens Piece No. Specific Tensile gravity 1 2 Strip Control Joint strength Modulus of rupture Necked-down Control Joint Control Joint Slope of scarf Percent wood failure MATERAL B--SOUTHERN PNE ,900 15,800 19,900 21,200 8,300 11,100 12,900 11,500 11,700 5,800 13,300 11,200 19,000 18,000 16,200 10,300 11,000 11,300 11,200 9,530 13,000 15,800 14,200 15,100 8,640 11,900 15,400 13,500 11,900 8, ,400 16,800 10,200 12,700 19,000 12,600 14,600 8,720 10,200 16,000 18,000 19,900 14,900 18,800 21,700 8,920 11,900 13,000 11,000 14,400 11,600 11,200 19,100 13,800 14,900 11,900 13,000 11,000 12,700 14, ,400 12,100 1,500 18,000 21,800 10,700 11,100 8,370 11,000 17,900 20,800 13,600 22,300 20,000 14,300 9,260 12,900 11,500 11,900 12,900 10,800 12,500 12,500 15,000 10,000 8,800 11,100 12,000 12, Av ,500 11,600 17,500 11,700 13,100 11, MATERRAL E--SOUTHERN PNE ,500 22,200 22,800 19,100 18,000 15,600 13,300 16,000 16,600 13,300 8,870 20,100 23,600 20,300 19,600 18,000 13,900 14,400 14,000 14,800 13,300 13,700 13,500 12,100 13,400 1,600 14,500 10,900 13,200 13,000 1:11 1:11 1:11 1: ,100 13,100 15,600 12,100 17,000 11,600 12,600 13,700 10,100 10,900 20,600 10,300 15,200 16,200 13,700 12,800 10,700 12,800 14,100 14,900 11,800 11,600 11,000 12,700 14,000 11,000 11,400 11,600 11,400 1:11 1:11 1:11 1:11 1: ,100 17,500 15,800 15,600 15,400 11,700 11,400 11,800 8,920 12,600 16,200 17,200 11,100 13,900 9,600 12,700 9,520 10,900 11,900 11,900 12,800 12,900 9,940 10,000 17,100 10,200 11,100 9,110 10,600 13,400 1:11 1:11 1:11 1:11 1: Av ,000 12,700 15,800 13,200 12,700 11,600 1:
12 Table.--Results of tension and bending tests on control and end-jointed specimens--continued Piece No. Specific gravity 1 Strip 2 Tensile strength Necked-down Modulus of rupture Slope of scarf Percent wood failure Control Joint Control Joint Control Joint MATERAL D--DOUGLAS-FR ,500 13,000 12,500 13,400 11,500 10, ,800 13,700 20,100 11,800 16,400 12, ,000 13,700 14,000 12,900 9,300 13, ,000 11,600 14,000 9,540 12,600 9, ,200 15,500 27,300 22,300 15,000 16, ,400 16,100 17,400 17,400 15,200 13, ,300 13,200 16,500 13,300 12,500 13, ,700 12,500 12,700 13,000 11,400 9, ,100 17,300 22,200 16,100 14,600 15, ,800 9,920 16,100 9,720 11,800 12, ,000 10,500 12,600 10,100 10,800 7, ,700 11,900 13,800 11,900 12,000 10, ,800 14,200 12,200 14,400 11,900 11, ,100 16,400 15,500 16,700 16,300 16, ,700 11,600 16,200 13,400 12,600 11, Av ,000 13,400 16,200 13,700 12,900 12, MATERAL F--DOUGLAS-FR ,400 9,460 12,100 13,000 11,100 9, ,900 4,960 15,400 11,800 12,800 9, ,600 8,510 9,120 7,800 10,400 8, ,200 9,760 17,400 12,600 14,400 11, ,600 11,100 14,100 10,200 13,100 9, ,990 8,000 9,910 9,0 9,540 9, ,710 7,110 11,100 7,120 9,460 9, ,170 6,420 7,650 6,700 7,750 7, ,700 8,800 14,500 8,180 11,800 10, ,370 8,940 10,500 6,650 9,520 8, ,200 6,300 13,100 6,780 10,600 8, ,760 8,120 18,000 9,490 10,000 10, ,900 11,700 14,600 9,800 11,800 9, ,900 12,000 15,200 11,200 12, ,000 9,300 7,930 12,100 9,460 9, Av ,700 8,700 12,700 9,540 11,000 9, FPL 41 10
13 Table.--Results of tension and bending tests on control and end- jointed specimens--continued MATERAL G--HEMLOCK 9,720 6,880 7,230 9,050 8,830 5,750 10,300 7,680 8,440 9,320 8,770 7,240 6,730 8,120 11,000 8,330 Piece No. 14,400 12,200 19,200 15,000 7,060 14,700 9,780 16,400 10,600 12,800 14,500 14,100 14,200 13, Av Av... Specific gravity Tensile strength Necked-down Strip 2 Contro 2,700 5,400 2,600 2,000 8,270 2,600 9,530 6,300 2,200 3,100 3,300 10,700 10,100 14,800 12,600 8,060 0, ,200 9,120 13,000 9,120 3,400 9,700 13,500 11,900 13,500 8,890 13,600 11,300 MATERAL A--HEMLOCK 6,940 8,240 10,600 7,480 8,070 8,500 8,180 8,440 8,000 7,640 7,450 8,350 8,680 7,450 6,050 8,010 8,890 10,600 8,720 11,800 13,200 15,300 11,000 14,400 14,400 11,600 9,740 11,200 15,500 12,900 10,200 12,000 8,380 6,100 5,260 8,600 9,720 4,920 9,280 7,420 7,400 12,100 8,460 5,020 9,780 6,370 8, 7,800 5,820 6,350 4,930 8,150 6,190 8,480 9,990 7,240 7,120 8,940 9,650 9,720 4,490 8,820 7,840 Modulus of rupture Contro 12,500 10,800 11,900 10,800 9,160 12,200 9,890 12,800 10,900 11,200 10,900 10,700 10,500 12,400 9,280 8,380 6,940 9,100 10,900 9,800 12,600 10,900 8,340 10,000 10,900 10,700 10,000 Joint 9,250 5,740 8,480 10,800 9,640 5,170 7,540 10,600 8,760 8,600 8,940 8,260 9,830 10,200 8,890 7,720 6,980 8,520 5,810 9, 270 4,540 7,300 10,000 9,270 8,980 7,160 9,600 9,620 6,830 7,160 7,920 Slope of scarf 1: 10 1:11 1:11 1:11 1:9.5 1:9.5 1:9.5 1:9 1: 10 1:09 Percent wood failure Joint Control Joint
14 Table.--Results of tension and bending tests on control and end-jointed specimens--continued MATERAL --LARCH Joint Piece No. Control Joint Av Av... Specific gravity Tensile strength Strip 2 Necked-down Contro 8,540 13,600 9,110 11,600 9,240 10,600 12,800 14,100 14,800 12,900 9,630 12,800 12,600 13,200 12,100 11,800 10,200 15,400 8,730 O,500 10,300 16,400 2,800 4,200 5,450 9,550 MATERAL H--LARCH 7,830 9,570 6,760 11,000 8,950 10,000 8,980 8,630 9,940 8,810 9,510 7,200 8,410 9,250 5,560 6,610 9,190 7,800 8,130 O,800 4,790 7,720 7,320 8,960 6, 10 7,840 5,100 5,030 6,520 7,190 13,000 13,800 8,400 15,700 13,800 9,650 13,600 14,200 16,100 12,600 7,470 21,900 12,200 13,000 9,580 12,400 11,000 16,100 15,700 24,500 12,400 7,670 13,100 13,100 14,800 10,100 16,300 4,660 8,600 12,700 10,000 9,550 5,730 7,380 12,000 6,980 9,600 8,250 13,300 7,440 10,800 8,160 12,400 9,400 8,450 6,420 4,080 8,500 7,460 7,570 4,300 3,770 7,320 5,770 7,960 4,180 3,840 9,000 6,690 Modulus of rupture Contro 10,400 11,700 7,650 16,400 12,100 10,400 10,800 16,000 15,000 11,900 14,200 13,200 12,300 10,400 13,600 1,000 11,800 12,200 15,800 8,810 8,550 9,620 12,300 11,100 11,800 9,100 10,700 Joint 0,700 8,660 7,430 9,420 9,990 1,200 8,910 0,400 9,940 9,030 9,880 8,010 9,700 1,400 9,760 6,940 9,540 7,290 6,380 9,020 9,260 4,640 4,100 5,670 10,300 6,860 7,200 7,420 5,920 4,690 7,020 Slope of scarf 1:9 1:9 1:9.5 1:09 Percent wood failure FPL 41 12
15 Table 1. Results of tension and bending tests on control and end- jointed specimens--continued Piece No. 9,200 6,300 8,120 7,040 6,710 7,390 10,300 6,600 7,400 5,870 8,340 10,200 9,250 6,950 7,780 9,170 9,440 9,220 6,690 7, Av... 29,200 16,900 10,300 19,600 25,700 23,500 29,400 17,000 22,800 17,700 22,400 21,600 16,500 17,700 21,100 24,400 25,300 22,200 22,400 21, Specific Tensile, strength Modulus of gravity 1 rupture Strip 2 Necked-down 4 14,100 14,200 13,800 14,900 18,000 Control 6,160 8,540 9, ,100 26,300 19, ,600 8,770 9,579 6,300 8,430 7,540 7,870 7, ,000 22,200 23,500 15,500 21,900 23,300 24,200 21,600 23,800 18,800 12,800 12,800 16,300 18,700 25,000 9,880 15,000 14,800 15,800 17,200 19,600 17,500 18,700 22,300 18,100 15,100 14,900 19, ,200 18,100 19,600 13,900 16, ,000 MATERAL C--SOUTHERN PNE 10,400 7,920 8,460 7,820 8,210 8,000 9,320 7,490 8,680 8,840 8,540 9,640 7,140 8,260 9,060 8,740 8,090 8,520 8,610 9,360 6,550 9,220 8,340 9,830 9,900 9,180 6,960 8,700 9,550 6,860 8,540 18,600 11,600 14,600 13,700 19,300 14,900 17,600 1,800 12,500 12,800 15,900 14,500 16,000 15,400 16,800 14,300 16,700 15,700 13,000 16,200 12,500 12,700 15,400 15,900 4,200 3,100 5,100 1,600 11,900 16,200 12,900 15,600 14,800 Joint 0,900 1,000 0,000 9,130 0,200 0,100 9,180 0,800 0,800 10,800 10,300 11,800 9,870 10,100 10,700 9,760 10,100 10,200 9,800 9,700 11,800 9,820 9,200 9,540 7,730 9,170 9,340 0,000 0,200 Slope of scarf Percent wood faiure Joint Control Joint Control 13
16 Table 1.--Results of tension and bending tests on control and end-jointed specimens--continued Piece No. Specific gravity 1 Tensile 2 Strip strength Necked-down Modulus of rupture Slope of scarf Percent wood failure Contro Joint 4 Control- Joint Control Joint P.s.i MATER AL J--DOUGLAS-FR ,700 20,600 16,400 15,300 9,980 7,280 12,300 9,340 8,190 7,900 17,600 21,400 14,200 13,600 14,400 8,640 14,600 12,600 14,900 9,340 12,200 7,540 10,400 9,100 11,600 5,680 12,300 9,300 8,650 9, , , , , ,800 8,920 8,660 8,980 8,160 11,400 12,400 17,500 13,200 13,700 19,300 9,750 9,060 9,440 6,540 11,400 11,200 13,800 13,700 11,900 13,900 8,430 12,300 10,600 7,260 12, ,400 9,240 16,900 9,910 20,800 9,620 6,640 12,500 7,530 8,650 18,600 11,500 22,100 12,800 22,900 9,030 7,960 9,620 7,660 10,400 12,600 12,100 13,100 10,100 14,600 9,480 8,420 11,700 6,880 7, , , , , ,400 8,470 10,100 8,460 9,090 10,600 14,200 21,600 14,900 15,300 19,800 8,470 10,900 10,200 9,680 9,630 10,700 13,200 11,700 11,700 14,200 9,440 11,700 10,100 10,100 11, ,200 19,300 14,300 11,200 14,600 9,780 9,770 9,310 6,0 8,940 14,400 14,200 15,300 10,500 16,000 8,0 10,600 9,720 7,300 8,170 11,100 12,200 11,900 11,100 12,000 9,780 11,200 10,700 8,400 8, ,100 15,600 16,500 18,900 11,700 9,540 10,800 11,000 11,500 8,970 14,500 21,600 19,400 20,400 16,900 11,000 12,900 10,400 12,700 11,300 11,800 12,100 14,400 8,840 12,400 11,300 9,800 8,400 13,100 9, Av ,200 9,310 16,500 9,510 12,500 9,790 Based on volume at time of test and ovendry weight. 2 Values for strip tension test are average of 8 specimens. 3 Bending specimens that did not fail in joint. 4 Values are average of 2 specimens. FPL 41 14
17 Figure 6.--Comparison of tensile strength of necked-down and strip-tension, scarf-jointed specimens having an average slope of scarf of in. The reference line has a slope of 1 to 1. M
18 FPL 16
19 Figure 8.--Comparison of tensile strength (necked-down) and modulus of rupture of scarfjointed specimens having an average slope of scarf of 1 in 10. The reference line has a slope of 1 to 1. M
20 FPL 41 18
21 Figure 10.--Comparison of average tensile strength of necked-down and strip-tension, scarf and finger-jointed specimens. Materials C and J were finger joints and all others were scarf joints. Complete data are shown in figures 6 and 13. The reference ine has a slope of io. M
22 Figure 11.--Comparison of average values of tensile strength (necked-down) and modulus of rupture of scarf and finger-jointed specimens. Materials C and J were finger joints and all others were scarf joints. Complete data are shown in figures 8 and 14. The reference line has a slope of 1 to 1. M FPL 41 20
23 Figure 12.--Comparison of average values of tensile strength (strip-tension) and modulus of rupture of scarf and finger-jointed specimens. Materials C and J were finger joints and all others were scarf joints. The reference ine has a slope of 1 to 1. M
24 Figure 13.--Comparison of tensile strength of necked-down and strip-tension, finger jointed specimens. The reference line has a slope of 1 to 1. M FPL 41 22
25 Figure 14.--Comparison of tensile strength (necked-down) and modulus of rupture of fingerjointed specimens. The solid reference line has a slope of 1 to 1 and the broken lines go through the average value of each group of data. M
26 Figure 15.--Comparison of tensile strength of necked-down and strip-tension control The reference line has a slope of 1 to 1. M FPL 41 24

27 Figure 16.--Comparison of average values of tensile strength of necked-down and strip- tension control specimens. The complete data are shown in figure 15. The reference ine has a slope of 1 to 1. M
28 Figure 17.--Comparison of tensile strength (necked-down) and modulus of rupture of control specimens. The reference line has a slope of 1 to 1. M FPL 41 26
29 Figure 18.--Comparison of tensile strength (necked-down) of end- jointed and control specimens. The reference line has a slope of 1 to 1. M
30 Figure 19.--Comparison of modulus of rupture of end- jointed and control specimens. The reference line has a slope of to. M FPL GPO

31 Figure 20.--Failures of finger- jointed bending specimens. The bottom or tension face is shown for material C, southern pine specimens, and the side view with arrow pointing to the tension face is shown for the material J, Douglas- fir specimens. M

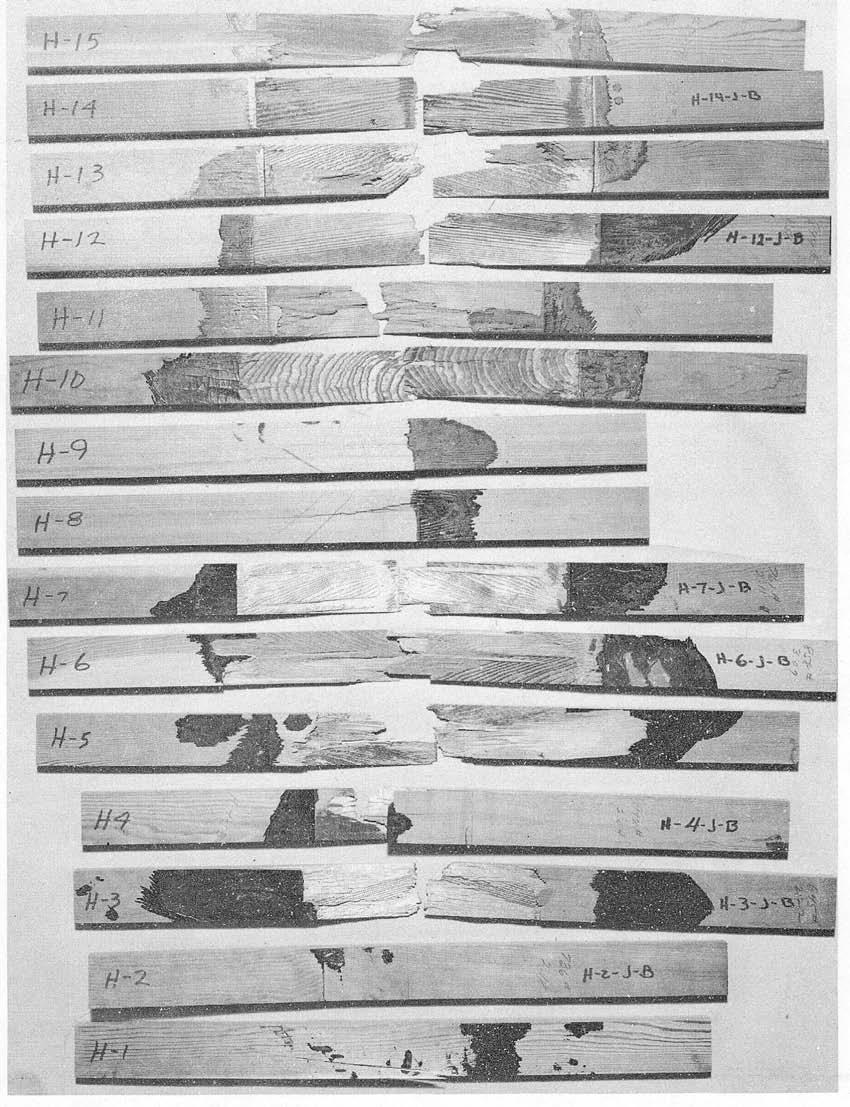
32 Figure 21.--Failures of scarf- jointed, larch bending specimens. joints had very low percentages of wood failure. n general, these M FPL 41 30
33

34 Figure Failures of scarf- jointed, southern pine bending specimens showing reasonably high percentages of wood failure. M FPL 41 32

35 Figure Failures of scarf- jointed, Douglas- fir bending specimens showing reasonably high percentages of wood failure. M

36 Figure 25.--Failures of scarf- jointed, hemlock bending specimens showing generally high but also a few low percentages of wood failure. M FPL 41 34

37 Figure 26.--Scarf- jointedlaminations which were poorly alined during manufacture, M
38 down tension strength and modulus of rupture for scarf-jointed specimens are shown in figures 6 and 8 respectively. The same relationships for the finger- jointed specimens are shown in figures 13 and The average values for each material are shown in figures 10, 11, and 12. From figures 6 and 8 it is nearly impossible to visually determine the scatter and trends of the data for each material, so these figures were expanded to facilitate analysis. The expanded plots are shown in figures 7 and 9, with figure 7 showing the same data as figure 6 and figure 9 showing the same data as figure 8. Due to the variation of the data for each material, relationships between test methods are not readily apparent. Therefore, variation analyses were made on the data, and it was concluded that the variation of each set of data was fairly similar to that of the combined data for scarf joints; consequently, figures 6 and 8 of the combined data should be a reasonably good representation of the relationships between the test methods. Analyses using least squares methods were made on the combined data of figures 6 and 13, which show the relationship between the two tension-test methods for both finger- and scarfjointed specimens, and on the data of figure 8, which show the relationship between necked-down tension strength and modulus of rupture for the scarf- jointed specimens. The calculated slope of the line in these figures varied from 1:1 by a minimum of 0 percent to a maximum of 4 percent, depending upon the assumptions made in performing the calculations. Therefore, for all practical purposes, the strip-tension test method gives as good an indication of tensile strength of end- jointed specimens as the necked-down tension test. Also, the modulus of rupture is approximately equivalent to the tensile strength of scarf-jointed laminations having scarfs with a 1: 10 slope. These statements appear to be correct for strength values within the normal range of strength obtained from end joints in these tests (less than 13,000 pounds per square inch). For stronger material, the necked-down tension test gave higher strength values. This is shown in figures 15, 16, and 17, which compare strength values for the control specimens for the three test methods. The strength values for control specimens for the two tension tests represent values for one size specimens for the necked-down test (approximately 1/4- by 3/4-inch cross section) and two sizes for the strip-tension test (approximately 3/32- by 3/4-inch and 3/32- by 1-5/8-inch cross sections). The greatest difference in strength values occurred when 1-5/8-inch-wide strip specimens were used. The corresponding values for necked-down specimens were the highest obtained. t could not be determined from these results whether the specimen size caused the greater difference in values from the two test methods or whether the difference becomes greater as the strength increases. Previous work with the striptension test at the Laboratory indicated that smaller cross sections gave higher strength 4 values. A comparison of tensile strength as determined by necked-down tension test and modulus of rupture for the finger-jointed laminations is shown in figure 14. This figure shows that the relationship between these test methods varies with the of the finger joint. Figures 18 and 19 show the relationship between the strength of control and end-jointed specimens and are not directly pertinent to this study except to indicate the range of variation in values. At the start of this study it was not known how many specimens would be needed from each joint for the strip-tension test to give an accurate estimate of average strength of the joint. From previous studies it was estimated that eight specimens per lamination were about the minimum number required to determine the average strength. An analysis of the data from eight specimens per lamination gave an average withinboard coefficient of variation of 15 percent. The data from both finger and scarf joints are included in this value. Based on this 15-percentaverage coefficient of variation, the sample size needed to predict different percentages of accuracy was calculated to be as follows: Precision (Percent of mean) Specimens per joint ±5 36 ±10 9 ±15 4 ±20 3 An investigation was made of the necked-down tension data to determine if the strength of finger FPL GPO
39 Table 2.--Variance of tensile strength of necked-down tension specimens Material Species Variance Number of specimens PLAN SCARF JONTS B E D F A Southern pine Southern pine Douglas-fir Douglas-fir Hemlock 5,6,476 4,388,223 11,272,110 5,021,557 4,097, G H Hemlock Larch Larch 4,191,2 4,562,532 5,491, FNGER JONTS C J Southern pine Douglas-fir 883,824 2,060, Pooled variance of scarf joints 5,610,198 Pooled variance of finger joints 1,472, joints was less variable than the strength of scarf joints. Values of the variance for each group of laminations are given in table 2. As expected, there was a difference in the variability between materials, since the joints were made by several manufacturers: however, except for one, this difference in variability was not great for the scarf-jointed laminations. The pooled variance for the finger joints was 1,472,338 and for the scarf joints was 5,610,198. For this set of data, therefore, the strength values of finger joints are less variable than the strength values of scarf joints. Comments on Fabrication of Joints n general, the joints appeared reasonably well made. This is further substantiated by the strength and wood failure values given in table 1. n one instance, however, there were indications that the glue used was either over-aged or possibly improperly formulated. This was borne out by generally low wood failures (fig. 21) and wide variations in strength values. Serious misalinement of joints was also in evidence (fig. 26). 37
40 CONCLUSONS This study evaluated the strength of end joints by three different test methods. The material tested was end glued by several laminators using commercial end- jointing techniques. The following conclusions were drawn from this study: 1. For all practical purposes, the tensile strength of end- jointed laminations as determined by the strip-tension test method, and also the modulus of rupture of scarf- jointed laminations having scarf slopes of 1 in 10, are equivalent to the tensile strength as determined by the neckeddown tension test method, This is valid provided the strength of the end joint does not exceed the normal range of strengths obtained in this study; that is, strengths of less than 13,000 pounds per square inch. 2. For control specimens and end-jointed specimens having higher strengths, the necked-down tension test gives the best indication of strength. The relationship between tensile strength and modulus of rupture of finger- jointed specimens apparently varies with the configuration of the finger joint. 4. The strength of the finger joints was less variable than the strength of the scarf joints having slopes of 1 in 10. FPL 41 38
41 PUBLCATON LSTS SSUED BY THE FOREST PRODUCTS LABORATORY The following lists of publications deal with investigative projects of the Forest Products Laboratory or relate to special interest groups and are available upon request: Architects, Builders, Engineers, and Retail Lumbermen Box, Crate, and Packaging Data Chemistry of Wood Drying of Wood Fire Protection Fungus and nsect Defects in Forest Products Furniture Manufacturers, Woodworkers, Teachers of Woodshop Practice Growth, Structure, and dentification of Wood Logging, Milling, and Utilization of Timber Products Mechanical Properties of Timber Structural Sandwich, Plastic Laminates, and Wood-Base Components Thermal Properties of Wood Wood Fiber Products Wood Finishing Subjects Glue and Plywood Wood Preservation Note: Since Forest Products Laboratory publications are so varied in subject matter, no single catalog of titles is issued. nstead, a listing is made for each area of Laboratory research. Twice a year, January 1 and July 1, a list is compiled showing new reports for the previous 6 months. This is the only item sent regularly to the Laboratory s mailing roster, and it serves to keep current the various subject matter listings. Names may be added to the mailing roster upon request. 39
42 The FOREST SERVCE of the U. S. DEPARTMENT OF AGRCULTURE is dedicated to the principle of multiple use management of the Nation s forest resources for sustained yields of wood, water, forage, wildlife, and recreation. Through forestry research, cooperation with the States and private forest owners, and management of the National Forests and National Grasslands, it strives - as directed by Congress - to provide increasingly greater service to a growing Nation. FPL GPO

43 Forest Service regional experiment stations and Forest Products Laboratory GPO

44 FOREST PRODUCTS LABORATORY U.S. DEPARTMENT OF AGRCULTURE FOREST SERVCE MADSON, WS. n Cooperation with the University of Wisconsin
GLUING OF PLYWOOD TO CONCEALED FRAMING MEMBERS WITH HIGH-FREQUENCY STRAY HUD HEATING
 GLUING OF PLYWOOD TO CONCEALED FRAMING MEMBERS WITH HIGH-FREQUENCY STRAY HUD HEATING = 1 lebruary luaa INFORMATION RENEWED ANLI..1960 No. 1694 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST
GLUING OF PLYWOOD TO CONCEALED FRAMING MEMBERS WITH HIGH-FREQUENCY STRAY HUD HEATING = 1 lebruary luaa INFORMATION RENEWED ANLI..1960 No. 1694 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST
STRENGTH OF GLUED LAMINATED SITKA SPRUCE MADE UP OF ROTARY-CUT VENEERS. R. F. LUXFORD, Senior Engineer
 STRENGTH OF GLUED LAMINATED SITKA SPRUCE MADE UP OF ROTARY-CUT VENEERS By R. F. LUXFORD, Senior Engineer Summary Wing spars and other wood airplane parts are now either made of solid wood or laminated
STRENGTH OF GLUED LAMINATED SITKA SPRUCE MADE UP OF ROTARY-CUT VENEERS By R. F. LUXFORD, Senior Engineer Summary Wing spars and other wood airplane parts are now either made of solid wood or laminated
American Institute of Timber Construction 7012 South Revere Parkway Suite 140 Centennial, CO Phone: 303/ Fax: 303/
 American Institute of Timber Construction 7012 South Revere Parkway Suite 140 Centennial, CO 80112 Phone: 303/792-9559 Fax: 303/792-0669 404.1. SCOPE STANDARD FOR RADIALLY REINFORCING CURVED GLUED LAMINATED
American Institute of Timber Construction 7012 South Revere Parkway Suite 140 Centennial, CO 80112 Phone: 303/792-9559 Fax: 303/792-0669 404.1. SCOPE STANDARD FOR RADIALLY REINFORCING CURVED GLUED LAMINATED
Korean standards of visual grading and establishing allowable properties of softwood structural lumber
 Korean standards of visual grading and establishing allowable properties of softwood structural lumber Park, Moon-Jae 1, Shim, Kug-Bo 1 ABSTRACT Korean standards related to wood products such as "Sizes
Korean standards of visual grading and establishing allowable properties of softwood structural lumber Park, Moon-Jae 1, Shim, Kug-Bo 1 ABSTRACT Korean standards related to wood products such as "Sizes
EFFECT Of THICKNESS Of GLUE LINE ON STRENGTH AND DURABILITY. Of GLUED WOOD JOINTS. Information Reviewed and Reaffirmed. June No.
 EFFECT Of THICKNESS Of GLUE LINE ON STRENGTH AND DURABILITY Of GLUED WOOD JOINTS Information Reviewed and Reaffirmed June 1960 No. 1616 FOREST PRODUCTS LABORATORY UNITED STATES DEPARTMENT OF AGRICULTURE
EFFECT Of THICKNESS Of GLUE LINE ON STRENGTH AND DURABILITY Of GLUED WOOD JOINTS Information Reviewed and Reaffirmed June 1960 No. 1616 FOREST PRODUCTS LABORATORY UNITED STATES DEPARTMENT OF AGRICULTURE
SIMPLIFIED DESIGN PROCEDURE FOR GLUED-LAMINATED BRIDGE DECKS
 ABSTRACT Procedures have recently been developed for the design of glued-laminated bridge decks and for steel dowel connectors. However, since most bridges are designed in accordance with the Specifications
ABSTRACT Procedures have recently been developed for the design of glued-laminated bridge decks and for steel dowel connectors. However, since most bridges are designed in accordance with the Specifications
Made from Visually Graded Hem-Fir Lumber
 Flexural Tests of Large Glued-Laminated Beams Made from Visually Graded Hem-Fir Lumber by James W. Johnson April 1973 Research Paper 18 Forest Research Laboratory School of Forestry Oregon State University
Flexural Tests of Large Glued-Laminated Beams Made from Visually Graded Hem-Fir Lumber by James W. Johnson April 1973 Research Paper 18 Forest Research Laboratory School of Forestry Oregon State University
PATTERN OF VARIATION OF FIBRIL ANGLE WITHIN ANNUAL RINGS OF PINUS ATTENURADIATA
 UNITED STATES DEPARTMENT OF AGRICULTURE. FOREST SERVICE. FOREST PRODUCTS LABORATORY. MADISON, WIS PATTERN OF VARIATION OF FIBRIL ANGLE WITHIN ANNUAL RINGS OF PINUS ATTENURADIATA FPL-034 April 1964 PATTERN
UNITED STATES DEPARTMENT OF AGRICULTURE. FOREST SERVICE. FOREST PRODUCTS LABORATORY. MADISON, WIS PATTERN OF VARIATION OF FIBRIL ANGLE WITHIN ANNUAL RINGS OF PINUS ATTENURADIATA FPL-034 April 1964 PATTERN
Effect of finger length on fingerjoint strength in radiata pine
 Effect of finger length on fingerjoint strength in radiata pine Walford, G Bryan 1 SUMMARY Fingerjoints were cut in ten matched batches of dry 90x35 mm radiata pine by different manufacturers, using a
Effect of finger length on fingerjoint strength in radiata pine Walford, G Bryan 1 SUMMARY Fingerjoints were cut in ten matched batches of dry 90x35 mm radiata pine by different manufacturers, using a
A STUDY ON PATTERN DAMAGE OF FINGER JOINTS IN BAMBOO LAMINATED BEAMS
 A STUDY ON PATTERN DAMAGE OF FINGER JOINTS IN BAMBOO LAMINATED BEAMS Agus Rivani * * Abstract The aim of this study was to know the pattern damage of finger joints in bamboo laminated beams. The dimension
A STUDY ON PATTERN DAMAGE OF FINGER JOINTS IN BAMBOO LAMINATED BEAMS Agus Rivani * * Abstract The aim of this study was to know the pattern damage of finger joints in bamboo laminated beams. The dimension
MANDREL PENDING TESTS FOR AMMAR VENEER
 MANDREL PENDING TESTS FOR AMMAR VENEER December 1950 4NFORMA-ftePtSlia AND-REAff-RMEa- Mafeli-4954riNFOFIMATION REVIEWED AND REAFFIRMED 1962 SI4 1217SS UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE
MANDREL PENDING TESTS FOR AMMAR VENEER December 1950 4NFORMA-ftePtSlia AND-REAff-RMEa- Mafeli-4954riNFOFIMATION REVIEWED AND REAFFIRMED 1962 SI4 1217SS UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE
SCREW WITHDRAWAL RESISTANCE SHEET METAL SCREWS IN PARTICLEBOARD AND MEDIUM-DENSITY HARDBOARD
 SCREW WITHDRAWAL RESISTANCE OF TYPES A AND AB SHEET METAL SCREWS IN PARTICLEBOARD AND MEDIUM-DENSITY HARDBOARD U.S.D.A. FOREST SERVICE RESEARCH PAPER FPL 239 1974 U.S. DEPARTMENT OF AGRICULTURE FOREST
SCREW WITHDRAWAL RESISTANCE OF TYPES A AND AB SHEET METAL SCREWS IN PARTICLEBOARD AND MEDIUM-DENSITY HARDBOARD U.S.D.A. FOREST SERVICE RESEARCH PAPER FPL 239 1974 U.S. DEPARTMENT OF AGRICULTURE FOREST
ADHESIVES FOR ASSEMBLY OF LIGHTWEIGHT WOOD CONTAINERS
 U.S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON, WIS. U.S. FOREST SERVICE RESEARCH NOTE JULY 1964 ADHESIVES FOR ASSEMBLY OF LIGHTWEIGHT WOOD CONTAINERS ADHESIVES FOR ASSEMBLY
U.S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON, WIS. U.S. FOREST SERVICE RESEARCH NOTE JULY 1964 ADHESIVES FOR ASSEMBLY OF LIGHTWEIGHT WOOD CONTAINERS ADHESIVES FOR ASSEMBLY
2002 ADDENDUM to the 1997 NDS and PRIOR EDITIONS
 AMERICAN FOREST & PAPER ASSOCIATION American Wood Council Engineered and Traditional Wood Products March 2002 2002 ADDENDUM to the 1997 NDS and PRIOR EDITIONS The 2001 Edition of the National Design Specification
AMERICAN FOREST & PAPER ASSOCIATION American Wood Council Engineered and Traditional Wood Products March 2002 2002 ADDENDUM to the 1997 NDS and PRIOR EDITIONS The 2001 Edition of the National Design Specification
Effect of shoulders on bending moment capacity of round mortise and tenon joints
 Effect of s on bending moment capacity of round mortise and tenon joints Carl Eckelman Yusuf Erdil Eva Haviarova Abstract Tests were conducted to determine the effect of close-fitting s on the bending
Effect of s on bending moment capacity of round mortise and tenon joints Carl Eckelman Yusuf Erdil Eva Haviarova Abstract Tests were conducted to determine the effect of close-fitting s on the bending
APA Performance Rated Rim Boards
 D a t a F i l e APA Performance Rated Rim Boards A Rim Board is the wood component that fills the space between the sill plate and bottom plate of a wall or, in second floor construction, between the top
D a t a F i l e APA Performance Rated Rim Boards A Rim Board is the wood component that fills the space between the sill plate and bottom plate of a wall or, in second floor construction, between the top
BENDING STRENGTH PROPERTIES OF SCARF JOINTED EUROPEAN SPRUCE WOOD (Picea excelsa) Sotirios Karastergiou and George Ntalos ABSTRACT
 Sotirios Karastergiou and George Ntalos ABSTRACT") BENDING STRENGTH PROPERTIES OF SCARF JOINTED EUROPEAN SPRUCE WOOD (Picea excelsa) Sotirios Karastergiou and George Ntalos Technological Education Institute of Larissa, Karditsa Branch, Dept. of Wood &
BENDING STRENGTH PROPERTIES OF SCARF JOINTED EUROPEAN SPRUCE WOOD (Picea excelsa) Sotirios Karastergiou and George Ntalos Technological Education Institute of Larissa, Karditsa Branch, Dept. of Wood &
FAURICATION OF SMALL MAR. SPECIMENS Of -MEER MR STRENGTH TESTS. -Y1) No February In Cooperation with the University of Wisconsin
 No February In Cooperation with the University of Wisconsin") FAURICATION OF SMALL MAR SPECIMENS Of -MEER MR STRENGTH TESTS -Y1) No. 2074 February 1957 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST PRODUCTS LABORATORY FOREST SERVICE MADISON 5. WISCONSIN In Cooperation
FAURICATION OF SMALL MAR SPECIMENS Of -MEER MR STRENGTH TESTS -Y1) No. 2074 February 1957 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST PRODUCTS LABORATORY FOREST SERVICE MADISON 5. WISCONSIN In Cooperation
THE ENGINEERED WOOD ASSOCIATION
 D A T A F I L E APA Performance Rated Rim Boards A rim board is the wood component that fills the space between the sill plate and bottom plate of a wall or, in second floor construction, between the top
D A T A F I L E APA Performance Rated Rim Boards A rim board is the wood component that fills the space between the sill plate and bottom plate of a wall or, in second floor construction, between the top
TEMPERATURE DISTRIBUTION WHITE CAE LAMINATED TIMBERS HEATED IN A HIGH-FREQUENCY ELECTRIC FIELD
 TEMPERATURE DISTRIBUTION WHITE CAE LAMINATED TIMBERS HEATED IN A HIGH-FREQUENCY ELECTRIC FIELD January 1947 (No)121638 UNITED STATES DEPARTMENT OF AGRICULTURE 010 EST SERVICE ORES PRODUCTS LABORATORY Madison,
TEMPERATURE DISTRIBUTION WHITE CAE LAMINATED TIMBERS HEATED IN A HIGH-FREQUENCY ELECTRIC FIELD January 1947 (No)121638 UNITED STATES DEPARTMENT OF AGRICULTURE 010 EST SERVICE ORES PRODUCTS LABORATORY Madison,
4.0 MECHANICAL TESTS. 4.2 Structural tests of cedar shingles
 4.0 MECHANICAL TESTS 4.1 Basis for the test methodology The essence of deterioration is that while it may be caused by insects, weather, fungi or bacteria, the decay is not identical. Further, no two physical
4.0 MECHANICAL TESTS 4.1 Basis for the test methodology The essence of deterioration is that while it may be caused by insects, weather, fungi or bacteria, the decay is not identical. Further, no two physical
!DETECTION OF COMPRESSION FAILURES IN WOOD
 AGRICULTURE ROOM!DETECTION OF COMPRESSION FAILURES IN WOOD Information Reviewed and Reaffirmed May 1961 No. 1388 FOREST PRODUCTS LABORATORY MADISON 5, WISCONSIN UNITED STATES DEPARTMENT OF AGRICULTURE
AGRICULTURE ROOM!DETECTION OF COMPRESSION FAILURES IN WOOD Information Reviewed and Reaffirmed May 1961 No. 1388 FOREST PRODUCTS LABORATORY MADISON 5, WISCONSIN UNITED STATES DEPARTMENT OF AGRICULTURE
UNITED STATES DEPARTMENT OF AGRICULTURE - FOREST SERVICE - FOREST PRODUCTS LABORATORY - MADISON, WIS RESEARCH NOTE
 UNITED STATES DEPARTMENT OF AGRICULTURE - FOREST SERVICE - FOREST PRODUCTS LABORATORY - MADISON, WIS U. S. FOREST SERVICE RESEARCH NOTE May 1964 IMPROVING THE GLUING CHARACTERISTICS OF PLYWOOD SURFACES
UNITED STATES DEPARTMENT OF AGRICULTURE - FOREST SERVICE - FOREST PRODUCTS LABORATORY - MADISON, WIS U. S. FOREST SERVICE RESEARCH NOTE May 1964 IMPROVING THE GLUING CHARACTERISTICS OF PLYWOOD SURFACES
Design Nailed and Wood Screwed Connections with Spreadsheet. Course Content
 Design Nailed and Wood Screwed Connections with Spreadsheet Course Content INTRODUCTION The complete design of a wood structure includes the design of connections between the various structural members.
Design Nailed and Wood Screwed Connections with Spreadsheet Course Content INTRODUCTION The complete design of a wood structure includes the design of connections between the various structural members.
Lawrence A. Soltis. James K. Little
 ANGLE TO GRAIN STRENGTH OF DOWEL-TYPE FASTENERS Lawrence A. Soltis Supervisory Research Engineer Forest Products Laboratory,' Forest Service U.S. Department of Agriculture, Madison, WI 53705 Suparman Karnasudirdja
ANGLE TO GRAIN STRENGTH OF DOWEL-TYPE FASTENERS Lawrence A. Soltis Supervisory Research Engineer Forest Products Laboratory,' Forest Service U.S. Department of Agriculture, Madison, WI 53705 Suparman Karnasudirdja
Section Downloads. Lumber Design Values. Lumber Standard. Western Lumber Product Use Manual. Section 05: Truss Materials.
 Section Downloads Download & Print TTT I Sec 05 Slides TTT I Sec 05 Problem Handout TTT I Sec 05 Design Values Section 05: Truss Materials 1 PS 20-2010 Non-Printable Downloads Version 2.1 2 Lumber Design
Section Downloads Download & Print TTT I Sec 05 Slides TTT I Sec 05 Problem Handout TTT I Sec 05 Design Values Section 05: Truss Materials 1 PS 20-2010 Non-Printable Downloads Version 2.1 2 Lumber Design
Derivation of Mechanical Properties of Rubberwood Laminated Veneer Lumber
 Derivation of Mechanical roperties of Rubberwood Laminated Veneer Lumber E.C. Yeoh, David 1, H.B. Koh 2, Diana Malini bt Jarni 3 1 Lecturer/Head of Timber Engineering Laboratory, Department of Structures
Derivation of Mechanical roperties of Rubberwood Laminated Veneer Lumber E.C. Yeoh, David 1, H.B. Koh 2, Diana Malini bt Jarni 3 1 Lecturer/Head of Timber Engineering Laboratory, Department of Structures
Dowel connections in laminated strand lumber
 Dowel connections in laminated strand lumber Cranswick, Chad J. 1, M c Gregor, Stuart I. 2 ABSTRACT Laminated strand lumber (LSL) is a relatively new structural composite lumber. As such, very limited
Dowel connections in laminated strand lumber Cranswick, Chad J. 1, M c Gregor, Stuart I. 2 ABSTRACT Laminated strand lumber (LSL) is a relatively new structural composite lumber. As such, very limited
Effect of PVAc Bonding on Finger-Joint Strength of Steamed and Unsteamed Beech Wood (Fagus sylvatica)
") Effect of PVAc Bonding on Finger-Joint Strength of Steamed and Unsteamed Beech Wood (Fagus sylvatica) Vassilios Vassiliou, 1 Ioannis Barboutis, 1 Sotorios Karastergiou 2 1 Aristotle University, Faculty
Effect of PVAc Bonding on Finger-Joint Strength of Steamed and Unsteamed Beech Wood (Fagus sylvatica) Vassilios Vassiliou, 1 Ioannis Barboutis, 1 Sotorios Karastergiou 2 1 Aristotle University, Faculty
Comparison of Eurocodes EN310 and EN789 in Determining the Bending Strength and Modulus of Elasticity of Red Seraya Plywood Panel
 Comparison of Eurocodes EN1 and EN789 in Determining the Bending Strength and Modulus of Elasticity of Red Seraya Plywood Panel S.F. Tsen and M. Zamin Jumaat Abstract The characteristic bending strength
Comparison of Eurocodes EN1 and EN789 in Determining the Bending Strength and Modulus of Elasticity of Red Seraya Plywood Panel S.F. Tsen and M. Zamin Jumaat Abstract The characteristic bending strength
Glued laminated timber beams repair.
 Glued laminated timber beams repair. Master s Degree Extended Abstract Ricardo Cardoso Henriques da Silva Keywords: glulam, delamination, self-tapping screw, plywood, repair November 2014 1. INTRODUCTION
Glued laminated timber beams repair. Master s Degree Extended Abstract Ricardo Cardoso Henriques da Silva Keywords: glulam, delamination, self-tapping screw, plywood, repair November 2014 1. INTRODUCTION
Improved Arcan Shear Test For Wood
 Improved Arcan Shear Test For Wood Jen Y. Liu, Robert J. Ross, and Douglas R. Rammer USDA Forest Service, Forest Products Laboratory, 1 Madison, WI, USA Abstract A new shear test fixture design that uses
Improved Arcan Shear Test For Wood Jen Y. Liu, Robert J. Ross, and Douglas R. Rammer USDA Forest Service, Forest Products Laboratory, 1 Madison, WI, USA Abstract A new shear test fixture design that uses
ESR-2648 Reissued May 1, 2012 This report is subject to renewal June 1, 2013.
 ICC-ES Evaluation Report ESR-2648 Reissued May 1, 2012 This report is subject to renewal June 1, 2013. www.icc-es.org (800) 423-6587 (562) 699-0543 A Subsidiary of the International Code Council DIVISION:
ICC-ES Evaluation Report ESR-2648 Reissued May 1, 2012 This report is subject to renewal June 1, 2013. www.icc-es.org (800) 423-6587 (562) 699-0543 A Subsidiary of the International Code Council DIVISION:
VENEER CUTTING AND DRYING PROPERTIES
 FOREST PRODUCTS LABORATORY t ZOREST SERVICE U. S. \DZARTMENT OF AGRICULTURE 1...41111111111ft VENEER CUTTING AND DRYING PROPERTIES NSB NOV / 3 1953 TUPELO,Ssr A TE There are three commercially important
FOREST PRODUCTS LABORATORY t ZOREST SERVICE U. S. \DZARTMENT OF AGRICULTURE 1...41111111111ft VENEER CUTTING AND DRYING PROPERTIES NSB NOV / 3 1953 TUPELO,Ssr A TE There are three commercially important
ICC-ES Evaluation Report Reissued June 1, 2010 This report is subject to re-examination in one year.
 ICC-ES Evaluation Report ESR-2648 Reissued June 1, 2010 This report is subject to re-examination in one year. www.icc-es.org (800) 423-6587 (562) 699-0543 A Subsidiary of the International Code Council
ICC-ES Evaluation Report ESR-2648 Reissued June 1, 2010 This report is subject to re-examination in one year. www.icc-es.org (800) 423-6587 (562) 699-0543 A Subsidiary of the International Code Council
IMPROVING PAINT PERFORMANCE ON SOUTHERN PINE BY RELIEF OF MACHINING STRESSES AND CHROMIC ACID TREATMENT
 IMPROVING PAINT PERFORMANCE ON SOUTHERN PINE BY RELIEF OF MACHINING STRESSES AND CHROMIC ACID TREATMENT USDA Forest Service U.S. Department of Agriculture Research Paper Forest Service FPL 271 Forest Products
IMPROVING PAINT PERFORMANCE ON SOUTHERN PINE BY RELIEF OF MACHINING STRESSES AND CHROMIC ACID TREATMENT USDA Forest Service U.S. Department of Agriculture Research Paper Forest Service FPL 271 Forest Products
SECTION INTERIOR FINISH CARPENTRY PART 1 - GENERAL 1.1 RELATED DOCUMENTS
 SECTION 062023 - INTERIOR FINISH CARPENTRY PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
SECTION 062023 - INTERIOR FINISH CARPENTRY PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification
Nailed Structural-Use Panel and Lumber Beams
 D A T A F I L E Nailed Structural-Use Panel and Lumber Beams When roof load or span requirements are too great to allow use of commonly available dimension lumber or timbers, a box beam constructed of
D A T A F I L E Nailed Structural-Use Panel and Lumber Beams When roof load or span requirements are too great to allow use of commonly available dimension lumber or timbers, a box beam constructed of
RlGIDITY AND STRENGTH OF WALL FRAMES BRACED WlTH METAL STRAPPING
 RlGIDITY AND STRENGTH OF WALL FRAMES BRACED WlTH METAL STRAPPING information Reviewed and Reaffirmed March 1955 No. R1603 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY
RlGIDITY AND STRENGTH OF WALL FRAMES BRACED WlTH METAL STRAPPING information Reviewed and Reaffirmed March 1955 No. R1603 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY
ESR-1254 * DELETED BY CITY OF LOS ANGELES. Reissued April 1, 2006 This report is subject to re-examination in one year.
 ESR-1254 Reissued April 1, 2006 This report is subject to re-examination in one year. www.icc-es.org Business/Regional Office 5360 Workman Mill Road, Whittier, California 90601 (562) 699-0543 Regional
ESR-1254 Reissued April 1, 2006 This report is subject to re-examination in one year. www.icc-es.org Business/Regional Office 5360 Workman Mill Road, Whittier, California 90601 (562) 699-0543 Regional
MAT105: Floor Framing
 MAT105: Copyright 2007 American Forest & Paper Association, Inc. Because the common applications for wood framing are in residential construction, the details of this program will be based on the IRC which
MAT105: Copyright 2007 American Forest & Paper Association, Inc. Because the common applications for wood framing are in residential construction, the details of this program will be based on the IRC which
Glulam Curved Members. Glulam Design. General Glulam Design. General Glulam Beams are Designed in the SAME Manner as Solid Sawn Beams
 Glulam Curved Members Glulam Design General Glulam Beams are Designed in the SAME Manner as Solid Sawn Beams There is an Additional Adjustment Factor, C v, the Volume Factor C v and C L (Lateral Stability
Glulam Curved Members Glulam Design General Glulam Beams are Designed in the SAME Manner as Solid Sawn Beams There is an Additional Adjustment Factor, C v, the Volume Factor C v and C L (Lateral Stability
WITHDRAWAL AND LATERAL STRENGTH OF THREADED NAILS
 238 WITHDRAWAL AND LATERAL STRENGTH OF THREADED NAILS Douglas R. Rammer, Donald A. Bender, and David G. Pollock An experimental study on the performance of threaded nails was conducted to understand and
238 WITHDRAWAL AND LATERAL STRENGTH OF THREADED NAILS Douglas R. Rammer, Donald A. Bender, and David G. Pollock An experimental study on the performance of threaded nails was conducted to understand and
B. Related Requirements: 1. Section "Interior Painting" for priming and backpriming of interior finish carpentry.
 1 ~GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification Sections, apply to this Section. 1.2 SUMMARY
1 ~GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification Sections, apply to this Section. 1.2 SUMMARY
Wood. Wood construction
 CEEN 3144 Construction Materials Wood Francisco Aguíñiga Assistant Professor Civil Engineering Program Texas A&M University Kingsville Page 1 Wood construction Page 2 1 Wood construction Page 3 Advantages
CEEN 3144 Construction Materials Wood Francisco Aguíñiga Assistant Professor Civil Engineering Program Texas A&M University Kingsville Page 1 Wood construction Page 2 1 Wood construction Page 3 Advantages
Beam & Header Technical Guide. LP SolidStart LVL. 2900F b -2.0E. U.S. Technical Guide U.S. TECHNICAL GUIDE
 U.S. Technical Guide U.S. TECHNICAL GUIDE LP SolidStart LVL & Header Technical Guide 2900F b -2.0E Please verify availability with the LP SolidStart Engineered Wood Products distributor in your area prior
U.S. Technical Guide U.S. TECHNICAL GUIDE LP SolidStart LVL & Header Technical Guide 2900F b -2.0E Please verify availability with the LP SolidStart Engineered Wood Products distributor in your area prior
AMTS STANDARD WORKSHOP PRACTICE. Bond Design
 AMTS STANDARD WORKSHOP PRACTICE Reference Number: AMTS_SWP_0027_2008 Date: December 2008 Version: A 1 Contents 1 Technical Terms...3 2 Scope...3 3 Primary References...3 4 Basic...3 4.1 Typical joint types...4
AMTS STANDARD WORKSHOP PRACTICE Reference Number: AMTS_SWP_0027_2008 Date: December 2008 Version: A 1 Contents 1 Technical Terms...3 2 Scope...3 3 Primary References...3 4 Basic...3 4.1 Typical joint types...4
Tension Perpendicular to Grain Strength of Wood, Laminated Veneer Lumber, and a Wood Plastic Composite.
 Tension Perpendicular to Grain Strength of Wood, Laminated Veneer Lumber, and a Wood Plastic Composite. Tracy Hummer, Research Assistant J. Daniel Dolan, Professor Michael Wolcott, Professor Wood Materials
Tension Perpendicular to Grain Strength of Wood, Laminated Veneer Lumber, and a Wood Plastic Composite. Tracy Hummer, Research Assistant J. Daniel Dolan, Professor Michael Wolcott, Professor Wood Materials
Edgewise compressive strength of corrugated fiberboard using the Morris method (short column test)
") ISSUED - 1995 1995 TAPPI The information and data contained in this document were prepared by a technical committee of the Association. The committee and the Association assume no liability or responsibility
ISSUED - 1995 1995 TAPPI The information and data contained in this document were prepared by a technical committee of the Association. The committee and the Association assume no liability or responsibility
STUDIES OF COMPRESSION FAILURES AND THEIR DETECTION IN
 STUDIES OF COMPRESSION FAILURES AND THEIR DETECTION IN LADDER RAILS Original report dated February 1949 Reprinted 1962 No. 1733 STUDIES OF COMPRESSION FAILURES AND THEIR DETECTION IN LADDER RAILS 1 By
STUDIES OF COMPRESSION FAILURES AND THEIR DETECTION IN LADDER RAILS Original report dated February 1949 Reprinted 1962 No. 1733 STUDIES OF COMPRESSION FAILURES AND THEIR DETECTION IN LADDER RAILS 1 By
Joinery and Adhesives
 Making Effective Use of Technological Advances: Joinery and Adhesives Daniel Hindman Assistant Professor Wood Science and Forest Products Virginia Tech Schedule Successful joints Adhesives Theory Wood
Making Effective Use of Technological Advances: Joinery and Adhesives Daniel Hindman Assistant Professor Wood Science and Forest Products Virginia Tech Schedule Successful joints Adhesives Theory Wood
STRUCTURAL FINGER JOINTED SOLID TIMBER
 STRUCTURAL FINGER JOINTED SOLID TIMBER THE BEAM WITH THE CHARACTER OF SOLID TIMBER. 01 AT A GLANCE AREAS OF APPLICATION Single and multiple family houses Multi-storey residential buildings Industrial and
STRUCTURAL FINGER JOINTED SOLID TIMBER THE BEAM WITH THE CHARACTER OF SOLID TIMBER. 01 AT A GLANCE AREAS OF APPLICATION Single and multiple family houses Multi-storey residential buildings Industrial and
A. All trim that has been damages, broken, or missing shall be repaired or replaced with material of the same size, shape, and type.
 SECTION 062000 - FINISH CARPENTRY PART 1 - GENERAL 1.1 SECTION REQUIREMENTS A. All trim that has been damages, broken, or missing shall be repaired or replaced with material of the same size, shape, and
SECTION 062000 - FINISH CARPENTRY PART 1 - GENERAL 1.1 SECTION REQUIREMENTS A. All trim that has been damages, broken, or missing shall be repaired or replaced with material of the same size, shape, and
Ring crush of paperboard (flexible beam method) (REAFFIRMATION of Classical Method T 818 cm-07) (No changes from previous drafts)
 (REAFFIRMATION of Classical Method T 818 cm-07) (No changes from previous drafts)") NOTICE: This is a DRAFT of a TAPPI Standard in ballot. Although available for public viewing, it is still under TAPPI s copyright and may not be reproduced or distributed without permission of TAPPI. This
NOTICE: This is a DRAFT of a TAPPI Standard in ballot. Although available for public viewing, it is still under TAPPI s copyright and may not be reproduced or distributed without permission of TAPPI. This
Timber Check Moisture Meter
 Timber Check Moisture Meter (99N15.01) The following instructions were provided by the manufacturer. Using Your Timber Check Moisture Meter Step 1. Push the pins into the wood sample. Step 2. Turn the
Timber Check Moisture Meter (99N15.01) The following instructions were provided by the manufacturer. Using Your Timber Check Moisture Meter Step 1. Push the pins into the wood sample. Step 2. Turn the
SECTION MANUFACTURED CASEWORK
 1 GENERAL 1.1 SECTION INCLUDES SECTION 12300 MANUFACTURED CASEWORK A. Work required to complete the manufactured casework indicated by the Contract Documents, and the items necessary for its proper installation.
1 GENERAL 1.1 SECTION INCLUDES SECTION 12300 MANUFACTURED CASEWORK A. Work required to complete the manufactured casework indicated by the Contract Documents, and the items necessary for its proper installation.
Screw-holding, internal bond, and related properties of composite board products for furniture and cabinet manufacture: a survey of the literature
 Screw-holding, internal bond, and related properties of composite board products for furniture and cabinet manufacture: a survey of the literature by J. Dobbin McNatt Technologist, USDA Forest Service,
Screw-holding, internal bond, and related properties of composite board products for furniture and cabinet manufacture: a survey of the literature by J. Dobbin McNatt Technologist, USDA Forest Service,
Joint Evaluation Report
 0 Joint Evaluation Report ICC-ES (800) 423-6587 (562) 699-0543 www.icc-es.org 000 ESR-2909 Reissued 09/2017 This report is subject to renewal 09/2019. DIVISION: 06 00 00 WOOD, PLASTICS AND COMPOSITES SECTION:
0 Joint Evaluation Report ICC-ES (800) 423-6587 (562) 699-0543 www.icc-es.org 000 ESR-2909 Reissued 09/2017 This report is subject to renewal 09/2019. DIVISION: 06 00 00 WOOD, PLASTICS AND COMPOSITES SECTION:
DIEBOARDS & PLYWOOD. Flat Dieboards. Rotary Dieboards. Plywood. Other Sheet Materials
 DIEBOARDS & PLYWOOD In addition to supplying the highest quality pattern grade lumbers for over 100 years, Freeman offers flat and rotary dieboards, a variety of high-grade, economical plywoods, and specialty
DIEBOARDS & PLYWOOD In addition to supplying the highest quality pattern grade lumbers for over 100 years, Freeman offers flat and rotary dieboards, a variety of high-grade, economical plywoods, and specialty
Withdrawal Strength of Staples
 Holding Strength of Staples Staples are widely used in the furniture industry, both for upholstering purposes and for frame construction. The staples used for upholstering are usually rather small and
Holding Strength of Staples Staples are widely used in the furniture industry, both for upholstering purposes and for frame construction. The staples used for upholstering are usually rather small and
LIGHTER, CLEANER, ENVIRONMENTALLY SOUND
 R E - D R I E D T R E AT E D L U M B E R LIGHTER, CLEANER, ENVIRONMENTALLY SOUND Foreword The purpose of this booklet is to assist you in getting more value, performance, and satisfaction from pressure-treated
R E - D R I E D T R E AT E D L U M B E R LIGHTER, CLEANER, ENVIRONMENTALLY SOUND Foreword The purpose of this booklet is to assist you in getting more value, performance, and satisfaction from pressure-treated
MASTERSPEC TECHNICAL SPECIFICATIONS DIVISION 08 - OPENINGS
 SECTION 081433 - STILE AND RAIL WOOD DOORS PART 1 - GENERAL 1.1 SUMMARY A. Section Includes: 1. Exterior stile and rail wood doors and sidelites. 2. Interior stile and rail wood doors. 3. Interior fire-rated,
SECTION 081433 - STILE AND RAIL WOOD DOORS PART 1 - GENERAL 1.1 SUMMARY A. Section Includes: 1. Exterior stile and rail wood doors and sidelites. 2. Interior stile and rail wood doors. 3. Interior fire-rated,
B. American Society for Testing and Materials (ASTM):
:") SECTION 06400 ARCHITECTURAL WOODWORK PART 1 GENERAL 1.01 SUMMARY A. Provide necessary services, tools, equipment, material, and labor required to furnish and install millwork and cabinet work. Install
SECTION 06400 ARCHITECTURAL WOODWORK PART 1 GENERAL 1.01 SUMMARY A. Provide necessary services, tools, equipment, material, and labor required to furnish and install millwork and cabinet work. Install
(elpe-* EFFECTS Of TENSION WOOD IN HARDWOOD ILUMI3ER AND VENEER iliri II n mi1 iriinuirliir [Riau
 W) o EFFECTS Of TENSION WOOD IN HARDWOOD ILUMI3ER AND VENEER Original report dated April 1953 Information Reviewed and Reaffirmed r)-) July 1962 (elpe-* No. 1943 111 1 111111111111iliri II n mi1 iriinuirliir
W) o EFFECTS Of TENSION WOOD IN HARDWOOD ILUMI3ER AND VENEER Original report dated April 1953 Information Reviewed and Reaffirmed r)-) July 1962 (elpe-* No. 1943 111 1 111111111111iliri II n mi1 iriinuirliir
Technical Bulletin
 Technical Bulletin 2018 11 First Release: January 2018 Revised: Prepared by: Ron Anthony and Tom Nehil, P.E. Title: Determining Allowable Design Stresses for Timber using ASTM Standards D2555 and D245
Technical Bulletin 2018 11 First Release: January 2018 Revised: Prepared by: Ron Anthony and Tom Nehil, P.E. Title: Determining Allowable Design Stresses for Timber using ASTM Standards D2555 and D245
***************************************************************************************************************
 06400 ARCHITECTURAL WOODWORK SPECIFIER: CSI MasterFormat 2004 number 06 40 00 PART 1 GENERAL 1.1 SUMMARY A. Provide necessary services, tools, equipment, material, and labor required to furnish and install
06400 ARCHITECTURAL WOODWORK SPECIFIER: CSI MasterFormat 2004 number 06 40 00 PART 1 GENERAL 1.1 SUMMARY A. Provide necessary services, tools, equipment, material, and labor required to furnish and install
MEASURING MOISTURE IN GREEN WOOD
 MEASURING MOISTURE IN GREEN WOOD Dr. John R. Parkinson, formerly of Laucks Laboratories, Inc. Overlake Park, Redmond, Washington The moisture in green wood -- so necessary for growth -- so useless in wood
MEASURING MOISTURE IN GREEN WOOD Dr. John R. Parkinson, formerly of Laucks Laboratories, Inc. Overlake Park, Redmond, Washington The moisture in green wood -- so necessary for growth -- so useless in wood
Attachment A BURLINGTON NORTHERN SANTA FE SPECIFICATIONS FOR CROSS TIES AND SWITCH TIES I. GENERAL
 Attachment A BURLINGTON NORTHERN SANTA FE SPECIFICATIONS FOR CROSS TIES AND SWITCH TIES I. GENERAL 101. Scope: (a) This specification shall cover the manufacturing of grade 3, 4, 5 & SG cross ties and
Attachment A BURLINGTON NORTHERN SANTA FE SPECIFICATIONS FOR CROSS TIES AND SWITCH TIES I. GENERAL 101. Scope: (a) This specification shall cover the manufacturing of grade 3, 4, 5 & SG cross ties and
SHEAR STIFFNESS OF TWO-INCH WOOD DECKS FOR ROOF SYSTEMS U.S.D.A. FOREST
 SHEAR STIFFNESS OF TWO-INCH WOOD DECKS FOR ROOF SYSTEMS U.S.D.A. FOREST SERVlCE RESEARCH PA PER FPL 155 1972 Forest Products Laboratory, Forest Service, U.S. Department of Agriculture, Madison, Wisconsin
SHEAR STIFFNESS OF TWO-INCH WOOD DECKS FOR ROOF SYSTEMS U.S.D.A. FOREST SERVlCE RESEARCH PA PER FPL 155 1972 Forest Products Laboratory, Forest Service, U.S. Department of Agriculture, Madison, Wisconsin
PROCEDURE FOR DESIGN OF GLUED-LAMINATED
 PROCEDURE FOR DESIGN OF GLUED-LAMINATED ORTHOTROPIC BRIDGE DECKS U.S.D.A. FOREST SERVICE RESEARCH PAPER FPL 210 1973 U.S. Department of Agriculture Forest Service Forest Products Laboratory Madison, Wis
PROCEDURE FOR DESIGN OF GLUED-LAMINATED ORTHOTROPIC BRIDGE DECKS U.S.D.A. FOREST SERVICE RESEARCH PAPER FPL 210 1973 U.S. Department of Agriculture Forest Service Forest Products Laboratory Madison, Wis
A. Boards or Strips: Lumber of less than 2 inches nominal size in least dimension.
 HIGGINSVILLE HABILITATION CENTER MISC. BUILDING RENOVATIONS STATE OF MISSOURI HIGGINSVILLE, MISSOURI SECTION 061000 - ROUGH CARPENTRY PART 1 -GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions
HIGGINSVILLE HABILITATION CENTER MISC. BUILDING RENOVATIONS STATE OF MISSOURI HIGGINSVILLE, MISSOURI SECTION 061000 - ROUGH CARPENTRY PART 1 -GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions
Lawrence A. Soltis, M. and Robert J. Ross, M. 1
 REPAIR OF WHITE OAK GLUED-LAMINATED BEAMS Lawrence A. Soltis, M. and Robert J. Ross, M. 1 Abstract Connections between steel side plates and white oak glued-laminated beams subjected to tension perpendicular-to-grain
REPAIR OF WHITE OAK GLUED-LAMINATED BEAMS Lawrence A. Soltis, M. and Robert J. Ross, M. 1 Abstract Connections between steel side plates and white oak glued-laminated beams subjected to tension perpendicular-to-grain
NATIONAL GRADING RULES, FRAMING & DECKING
 NATIONAL GRADING RULES, FRAMING & DECKING -1 -2 NATIONAL GRADING RULE FOR SOFTWOOD DIMENSION LUMBER 1 INTRODUCTION Product Standard 20 (American Softwood Lumber Standard), published by the U.S. Department
NATIONAL GRADING RULES, FRAMING & DECKING -1 -2 NATIONAL GRADING RULE FOR SOFTWOOD DIMENSION LUMBER 1 INTRODUCTION Product Standard 20 (American Softwood Lumber Standard), published by the U.S. Department
EVALUATION OF METHODS OF ASSEMBLING PALLETS RESEARCH PAPER FPL U. S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY
 EVALUATION OF METHODS OF ASSEMBLING PALLETS U. S. D. A. FOREST SERVICE RESEARCH PAPER FPL 213 1973 U. S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON,WIS. ABSTRACT The performance
EVALUATION OF METHODS OF ASSEMBLING PALLETS U. S. D. A. FOREST SERVICE RESEARCH PAPER FPL 213 1973 U. S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON,WIS. ABSTRACT The performance
2. Wood grounds, nailers, blocking, miscellaneous framing, sleepers, etc.
 06100 - ROUGH CARPENTRY PART 1 - GENERAL 1.1 STIPULATIONS A. The specifications sections " General Conditions of the Construction Contract ", "Special Conditions", and "Division 1 - General Requirements"
06100 - ROUGH CARPENTRY PART 1 - GENERAL 1.1 STIPULATIONS A. The specifications sections " General Conditions of the Construction Contract ", "Special Conditions", and "Division 1 - General Requirements"
A. Rough carpentry includes but is not limited to the following:
 SECTION 06100 ROUGH CARPENTRY PART 1 - GENERAL 1.01 RELATED DOCUMENTS A. Drawings and general provisions of Contract, including General and Supplementary Conditions and Division-1 Specification Sections,
SECTION 06100 ROUGH CARPENTRY PART 1 - GENERAL 1.01 RELATED DOCUMENTS A. Drawings and general provisions of Contract, including General and Supplementary Conditions and Division-1 Specification Sections,
LVL8 H1.2 GENERAL FRAMING. Eco Friendly Revolutionary H1.2 Treatment Azotek by Zelam
 LVL8 H1.2 GENERAL FRAMING Eco Friendly Revolutionary H1.2 Treatment Azotek by Zelam NPIL/MARCH2015 Introduction to NelsonPine LVL8 H1.2 NelsonPine LVL is an engineered wood composite made from rotary peeled
LVL8 H1.2 GENERAL FRAMING Eco Friendly Revolutionary H1.2 Treatment Azotek by Zelam NPIL/MARCH2015 Introduction to NelsonPine LVL8 H1.2 NelsonPine LVL is an engineered wood composite made from rotary peeled
Anti-check bolts as means of repair for damaged split ring connections
 Anti-check bolts as means of repair for damaged split ring connections Quenneville, J.H.P. 1 and Mohammad, M. 2 ABSTRACT There are numerous large span timber hangars dating back to the Second World War.
Anti-check bolts as means of repair for damaged split ring connections Quenneville, J.H.P. 1 and Mohammad, M. 2 ABSTRACT There are numerous large span timber hangars dating back to the Second World War.
F'II'XURAI PROPERTIES. and DIiIENSIONAL STABILITIES of two ronsrsrfcions of 4 8inch,,l SOUTHERN PINE PIY WOOD. ris on m p o f I( F
 CIRCULAR 210 j ris on m p o f F'II'XURAI PROPERTIES I( F and DIiIENSIONAL STABILITIES of two ronsrsrfcions of 4 8inch,,l SOUTHERN PINE PIY WOOD Agricultural Experiment Station AUBURN UNIVERSITY R. Dennis
CIRCULAR 210 j ris on m p o f F'II'XURAI PROPERTIES I( F and DIiIENSIONAL STABILITIES of two ronsrsrfcions of 4 8inch,,l SOUTHERN PINE PIY WOOD Agricultural Experiment Station AUBURN UNIVERSITY R. Dennis
Space-frame connection for small-diameter round timber
 Space-frame connection for small-diameter round timber Wolfe, Ronald W., 1 Gjinolli, Agron E., 1 and King, John R. 2 ABSTRACT To promote more efficient use of small-diameter timber, research efforts are
Space-frame connection for small-diameter round timber Wolfe, Ronald W., 1 Gjinolli, Agron E., 1 and King, John R. 2 ABSTRACT To promote more efficient use of small-diameter timber, research efforts are
DIVISION 6 WOODS AND PLASTICS SECTION FINISH CARPENTRY
 DIVISION 6 WOODS AND PLASTICS SECTION 06 20 23 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01
DIVISION 6 WOODS AND PLASTICS SECTION 06 20 23 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01
LOOK AROUND and you will see the
 Selecting Lumber LOOK AROUND and you will see the many applications of lumber. A great amount is used in building construction, but it is also used for furniture, tool handles, paper, and many more uses.
Selecting Lumber LOOK AROUND and you will see the many applications of lumber. A great amount is used in building construction, but it is also used for furniture, tool handles, paper, and many more uses.
TFEC Standard for Design of Timber Frame Structures and Commentary
 TFEC 1-07 Standard for Design of Timber Frame Structures and Commentary TFEC 1-07 Standard for Design of Timber Frame Structures and Commentary Timber Frame Engineering Council Technical Activities Committee
TFEC 1-07 Standard for Design of Timber Frame Structures and Commentary TFEC 1-07 Standard for Design of Timber Frame Structures and Commentary Timber Frame Engineering Council Technical Activities Committee
Design of Bolted Connections per the 2015 NDS
 Design of Bolted Connections per the 2015 NDS EARN 0.1 ICC Continuing Education Unit (CEU) DES335-A Design of Bolted Connections per the 2015 NDS Description: This article provides an overview of a bolt
Design of Bolted Connections per the 2015 NDS EARN 0.1 ICC Continuing Education Unit (CEU) DES335-A Design of Bolted Connections per the 2015 NDS Description: This article provides an overview of a bolt
TIMBERS BEAMS & STRINGERS, POSTS & TIMBERS
 TIMBERS BEAMS & STRINGERS, POSTS & TIMBERS -1 -2 TIMBERS ASPEN SPRUCE PINE FIR(s) EASTERN SPRUCE *RED MAPLE EASTERN HEMLOCK *MIXED MAPLE TAMARACK *BEECH BIRCH BALSAM FIR HICKORY NORTHERN WHITE CEDAR *MIXED
TIMBERS BEAMS & STRINGERS, POSTS & TIMBERS -1 -2 TIMBERS ASPEN SPRUCE PINE FIR(s) EASTERN SPRUCE *RED MAPLE EASTERN HEMLOCK *MIXED MAPLE TAMARACK *BEECH BIRCH BALSAM FIR HICKORY NORTHERN WHITE CEDAR *MIXED
ICBO Evaluation Service, Inc Workman Mill Road, Whittier, California / 16
 ER-5736 Reissued September 1, 2002 ICBO Evaluation Service, Inc. 5360 Workman Mill Road, Whittier, California 90601 www.icboes.org Filing Category: FASTENERS Wood Hangers and Framing Anchors USP LUMBER
ER-5736 Reissued September 1, 2002 ICBO Evaluation Service, Inc. 5360 Workman Mill Road, Whittier, California 90601 www.icboes.org Filing Category: FASTENERS Wood Hangers and Framing Anchors USP LUMBER
5. Timber Application, Products and their use
 TIMBER 5. Timber Application, Products and their use Lecturer: Prof. Dr. Mohammad Ismail Faculty of Civil Engineering, -Skudai, Johor Darul Ta zim, MALAYSIA 1 Room : C09-313 Tel : 07-5531688 December 6,
TIMBER 5. Timber Application, Products and their use Lecturer: Prof. Dr. Mohammad Ismail Faculty of Civil Engineering, -Skudai, Johor Darul Ta zim, MALAYSIA 1 Room : C09-313 Tel : 07-5531688 December 6,
Recommended Resources: The following resources may be useful in teaching this
 Unit D: Forest Products Lesson 2: Understanding the Characteristics of Wood Student Learning Objectives: Instruction in this lesson should result in students achieving the following objectives: 1. Describe
Unit D: Forest Products Lesson 2: Understanding the Characteristics of Wood Student Learning Objectives: Instruction in this lesson should result in students achieving the following objectives: 1. Describe
Featuring TJ Rim Board and TimberStrand LSL
 #TJ-8000 SPECIFIER S GUIDE TRUS JOIST RIM BOARD Featuring TJ Rim Board and TimberStrand LSL Multiple thicknesses, grades, and products to cover all your rim board needs 1¼" Thickness matches lateral load
#TJ-8000 SPECIFIER S GUIDE TRUS JOIST RIM BOARD Featuring TJ Rim Board and TimberStrand LSL Multiple thicknesses, grades, and products to cover all your rim board needs 1¼" Thickness matches lateral load
EFFECTS OF GEOMETRY ON MECHANICAL BEHAVIOR OF DOVETAIL CONNECTION
 EFFECTS OF GEOMETRY ON MECHANICAL BEHAVIOR OF DOVETAIL CONNECTION Gi Young Jeong 1, Moon-Jae Park 2, KweonHwan Hwang 3, Joo-Saeng Park 2 ABSTRACT: The goal of this study is to analyze the effects of geometric
EFFECTS OF GEOMETRY ON MECHANICAL BEHAVIOR OF DOVETAIL CONNECTION Gi Young Jeong 1, Moon-Jae Park 2, KweonHwan Hwang 3, Joo-Saeng Park 2 ABSTRACT: The goal of this study is to analyze the effects of geometric
DIVISION 6 WOOD AND PLASTICS
 DIVISION 6 WOOD AND PLASTICS PART 1 - GENERAL 1.01 SUMMARY A. This Section includes the following: 1. Wood framing. 2. Wood supports. 3. Wood blocking. 4. Wood cants. 5. Wood nailers. 6. Wood furring.
DIVISION 6 WOOD AND PLASTICS PART 1 - GENERAL 1.01 SUMMARY A. This Section includes the following: 1. Wood framing. 2. Wood supports. 3. Wood blocking. 4. Wood cants. 5. Wood nailers. 6. Wood furring.
Exploratory study of high-strength, low-cost through-bolt with cross-pipe and nut connections for square and roundwood timber frame construction
 Exploratory study of high-strength, low-cost through-bolt with cross-pipe and nut connections for square and roundwood timber frame construction C. A. Eckelman Abstract An exploratory test program was
Exploratory study of high-strength, low-cost through-bolt with cross-pipe and nut connections for square and roundwood timber frame construction C. A. Eckelman Abstract An exploratory test program was
U. S. FOREST SERVICE RESEARCH NOTE FPL-0136 May 1966
 U. S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON, WIS In Cooperation with the University of Wisconsin U. S. FOREST SERVICE RESEARCH NOTE FPL-0136 May 1966 SOME CAUSES OF
U. S. DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON, WIS In Cooperation with the University of Wisconsin U. S. FOREST SERVICE RESEARCH NOTE FPL-0136 May 1966 SOME CAUSES OF
Chapter 5. Veneer and Plywood
 Chapter 5. Veneer and Plywood Measurement 68 Standard Reporting Basis 68 Square foot 3/8 inch basis Square meter, 1 mm basis Imperial to metric conversion factors U.S. Softwood Veneer and Plywood 68 Veneer
Chapter 5. Veneer and Plywood Measurement 68 Standard Reporting Basis 68 Square foot 3/8 inch basis Square meter, 1 mm basis Imperial to metric conversion factors U.S. Softwood Veneer and Plywood 68 Veneer
SECTION INTERIOR FINISH CARPENTRY
 SECTION 06 20 23 PART 1 - GENERAL 1.01 SUMMARY A. Section includes the following items for field-applied paint finish: 1. Interior standing and running trim. 2. Interior plywood paneling. B. Related Sections
SECTION 06 20 23 PART 1 - GENERAL 1.01 SUMMARY A. Section includes the following items for field-applied paint finish: 1. Interior standing and running trim. 2. Interior plywood paneling. B. Related Sections
A. Extent of structural precast concrete work is shown on drawings and in schedules.
 SECTION 03 41 00 - STRUCTURAL PRECAST CONCRETE PART 1 GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of Contract, including General and Supplementary Conditions and Division 1 specification
SECTION 03 41 00 - STRUCTURAL PRECAST CONCRETE PART 1 GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of Contract, including General and Supplementary Conditions and Division 1 specification
Simplified analysis of timber rivet connections
 Simplified analysis of timber rivet connections Stahl, Douglas C., 1 Begel, Marshall, 2 and Wolfe, Ronald W. 3 ABSTRACT Timber rivets, fasteners for glulam and heavy timber construction, have been used
Simplified analysis of timber rivet connections Stahl, Douglas C., 1 Begel, Marshall, 2 and Wolfe, Ronald W. 3 ABSTRACT Timber rivets, fasteners for glulam and heavy timber construction, have been used
RESISTANCE OF SEVERAL TYPES OF GLUE IN WOOD JOINTS TO FATIGUE STRESSING
 FREST PRDUCTS LIBRARY FREST RESEARCH LABRATRY REGN STATE UNIVERSITY RESISTANCE F SEVERAL TYPES F GLUE IN WD JINTS T FATIGUE STRESSING Information Reviewed and Reaffirmed June 1955 No. 1539 UNITED STATES
FREST PRDUCTS LIBRARY FREST RESEARCH LABRATRY REGN STATE UNIVERSITY RESISTANCE F SEVERAL TYPES F GLUE IN WD JINTS T FATIGUE STRESSING Information Reviewed and Reaffirmed June 1955 No. 1539 UNITED STATES
SECTION FINISH CARPENTRY
 SECTION 06200 - PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 1 Specification Sections, apply to
SECTION 06200 - PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 1 Specification Sections, apply to
EFFECT OF NUMBER OF PLIES ON THE TEAR RESISTANCE OF PAPER
 UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON 5, WIS EFFECT OF NUMBER OF PLIES ON THE TEAR RESISTANCE OF PAPER May 1963 EFFECT OF NUMBER OF PLIES ON THE TEAR
UNITED STATES DEPARTMENT OF AGRICULTURE FOREST SERVICE FOREST PRODUCTS LABORATORY MADISON 5, WIS EFFECT OF NUMBER OF PLIES ON THE TEAR RESISTANCE OF PAPER May 1963 EFFECT OF NUMBER OF PLIES ON THE TEAR