THREAD CUTTING & FORMING
|
|
|
- Regina Ramsey
- 6 years ago
- Views:
Transcription
1 THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts Straight Threads: Threads on cylindrical surfaces, ex. fasteners Conical Threads: Threads on conical surfaces, ex. Pipe joints Methods: Thread Rolling- small and standard parts, ductile materials Thread Cutting, Thread grinding.
2 Common thread applications:- fastening Special thread applications: - to transmit motion - to transmit power - to measure - to connect pipes
3 Standards: Unified (American)- dim. in inches, pitch in Threads Per Inch (TPI) ISO (Metric)- dim. in mm or inches, pitch in mm Types: UNC/NC: Coarse Thread Regular use not subjected to vibration /Series UNF/NF: Fine Thread Automotive and Aircraft UNEF/NEF: Extra Fine Thread Thin structures, High TPI. 8Thread Series, 8UN, 8N: 8TPI, Dia Thread Series, 12UN, 12N: 12TPI, Dia Not widely used. 16Thread Series, 16UN, 16N: 16TPI, Dia Widely used for fine thread. ACME: For power and motion transmission, Buttress Thread: Square Thread: 29deg worm Thread: Pipe thread
4 Unified Thread:
5 ISO
6 Geometry: Form, Major Dia, Normal Dia, Minor Dia., Pitch Dia., Pitch,Root,Crest,Flank, Rounded or flat, Thread angle
7
8 Thread Classes ANSI: 3 classes, class 1, civil constructions class 2, normal production class 3, in tight fit requirements ISO - external e- large; g - small; h - no allowance - internal G- small; H- no allowance - grades 3 9 (<6 fine, >6 coarse) *there are two separate tolerances for crest and pitch
9 1) THREAD CUTTING METHODS OF MENUFACTURING MANUAL Tap and Die usually for manual cutting of threads tap: a bolt with flutes to provide cutting edges, turned by a handle sets of taps: Taper tap ( sufficient for through hole ) Plug tap Bottoming tap (ISO 1,2 and 3) before machining a hole has to be drilled t provide the necessary allowance for the threads - threads hole vs. tap size (in general for M < 10 mm; Ø d ~ Ø t * 0.8)
10 tap geometry: Figure terminology for a plug tap with photographs of taper (t), plug (p), and bottoming (b) taps are used serially in threading holes.

11 Other types of taps: Tapping machines may use chipless threading

12 Adjustable taps: - a drill press with a tapping attachment may be used - during the taping, the tap rotates slowly. When the spindle is raised, the tap is driven in opposite direction, and much faster - these attachment used on screw machines or on turret lathes. Collapsing tap cutting elements collapse inward automatically after the thread is completed. Two types: * radial cutters small sizes * circular cutters large sizes Solid adjustable and collapsible taps.
13 Common tapping problems: -- taps overloading due to poor lubrication tap failure, wear -- difficult to remove broken taps from holes -- Tearing of threads when backing out -- in soft materials taps stick to the work. -- in hard materials (SS, Ti, Inco, Superalloys), back rake angle +3 0 to +5 0 and helical flutes.
 - Beveled edges for starting/guiding. Kept in a die stock with handle. Self-opening dies for fast return of the tool.")
14 External thread cutting easier, size <= 1.5 dia. die Resembles a hardened nut with gullets and cutting edges. - Eventually, it could be adjustable (Easy backing out, Wear compensation) - Beveled edges for starting/guiding. Kept in a die stock with handle. Self-opening dies for fast return of the tool. Thread chasing to reduce time and eliminate backtracking of the tool and to eliminate the damage of the thread as the tool is backed. CHASERS- individual cutter dies mounted in holders DIE HEADS- can have chasers mounted tangentially Radially or circularly
.")
15 - Taps and dies can be used for the machine cutting of threads - Because of the thread cutting operations, special devices to hold them during the machining are required (in order to avoid the injury of the threads). The devices may do: * reversing of the rotation * splitting the cutter (mainly for dies) Self- opening die heads, with (a) radial cutter; (b) tangential cutters, and (c) circular cutters. (d) terminology of circular chasers and their relation to the work.
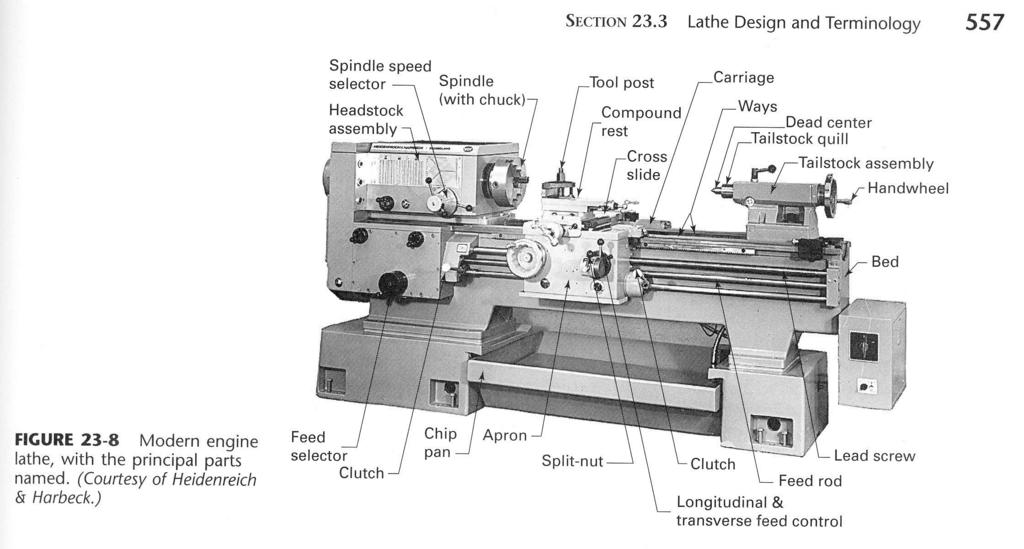
16 THREAD CUTTING ON A LATHE - used only for special threads or small production Requirements:- - the tool has to be properly formed - the tool moves longitudinally, proportionally to the revolution angle of the work. - the lead-screw is used here and NOT the feed rod - the shape of the tool, checked by a template TWO types of feed are used. * tool is fed straight * tool is fed at an angle (the cutter is swiveled in the tool post) for both cross feed is used.
17
18
19
20 - The pitch accomplished by a train of gears - The lead screw is spun at the required speed in order to produce any desired pitch of screw. - The lead screw engages with the split nut, providing positive drive for the tool. - This constant position relationship will be maintained between the work piece spindle and the cutting tool through the lead screw -For 2mm pitch, the tool travels by 2mm per revolution of the work
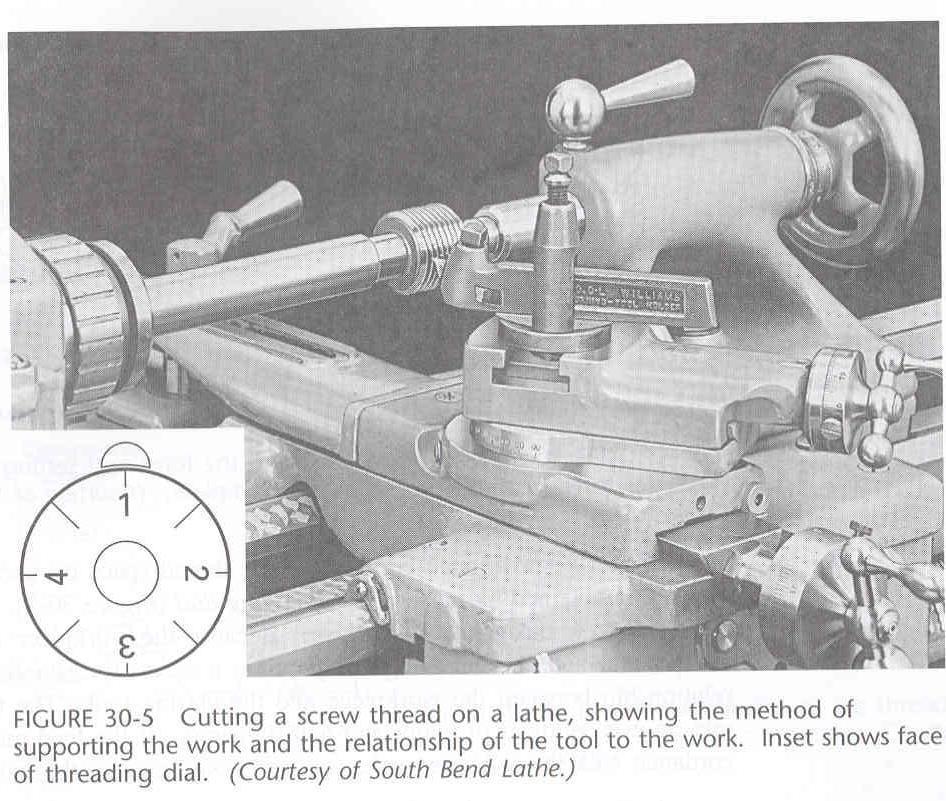
21 THREADING DIAL attached to the carriage and is driven directly by the lead screw Threading dial divided in to 4 major divisions and 8 half divisions. THE SPLIT NUT in the apron has to be engaged according the following rules regarding pitch of the thread 1-8 UNC (for even numbered threads)-at any line UNC (for odd numbered thread) any numbered line 2 45 UNC (for half threads) any odd number Special (for threads with ¼ ) original starting point each time.
22
23 The thread cutting procedure - Depth of cutting small 0.25 / 0.4 mm (0.010 in) Smallest at the end of the cutting (to improve the quality to the thread) - The tool : withdrawn using the cross slide screw and returned by power, to the initial position - The change in depth of cut is made by the compound rest
24
25 CUTTING SPEEDS in correction with the lead of the thread. - Tapered thread pipe thread (NPT) can be cut by setting the tailstock off center -The contemporary lathes equipped with a gear box (NORTON) to be able to cut all screw pitches required old lathes exchange gears installed between the lead screw and the spindle. Ex: Lead screw = 5 rev/in 5.08 mm lead thread to be cut = 2 mm the ratio required: 5.08 /2 = 2.54
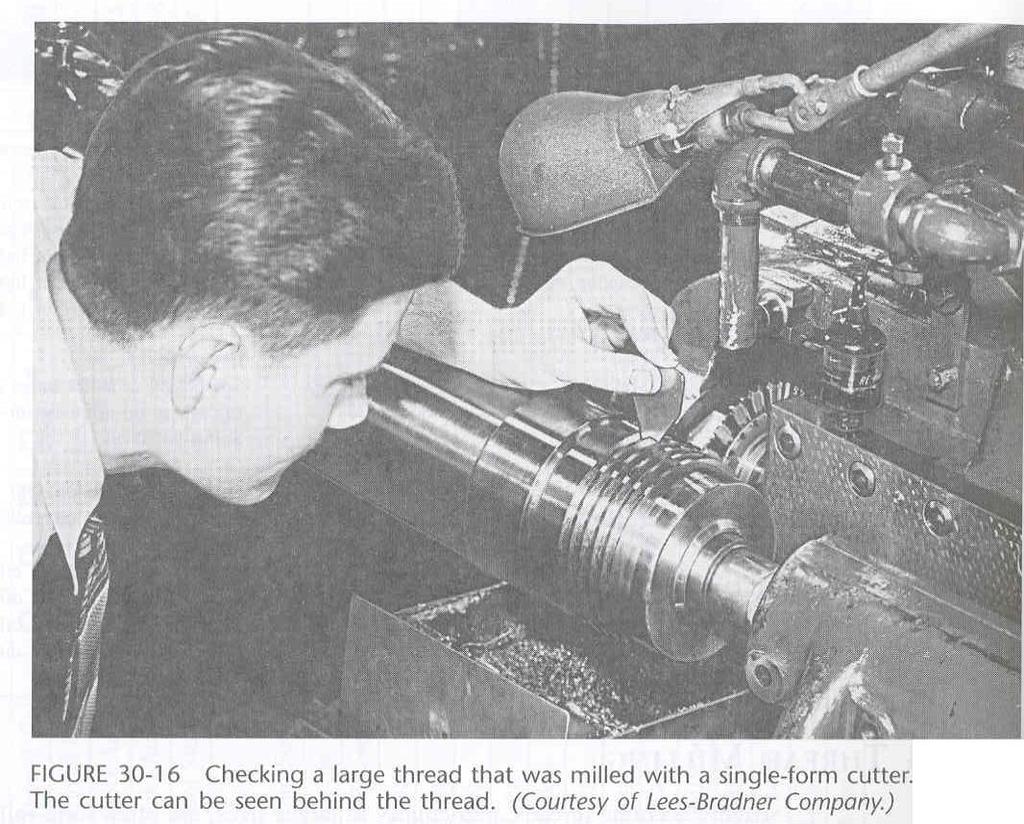
26 THREAD MILLING (ON MILLING MACHINES) - Requires expensive cutters, more complex settings; Despite all these, more productive than turning - Better accuracy for large sizes: productive method Special milling machines are used for this scope in serial production - Universal milling machines for very singular parts - Form cutters are used for different thread types standardised - More productive set of cutters multiple form cutter (several rows of teeth) - The cutter inclined according to the helix angle - The work spins slowly and cutter moves parallel to the work axis.
27
28 THREAD GRINDING - Produce very accurate threads on hardened materials - Three basic methods are used. 1. Center type grinding with axis feed: (Work spins slower) similar to cutting thread in the lathe. difference a shaped grinding wheel is used instead of the point cutting tool. (even multiple shaped grinding wheel can be used ). Speed given by the RPM of the grinding. Several passes are necessary to complete the thread. 2. Centre type infeed thread grinding similar to multiple form milling a multiple ridged wheel as long as the length of the desired thread is used. Feed inward radial to full thread depth The blank is spun just more than a full revolution.
29
30 3. Centreless thread grinding used for set straight screws. The blanks are hopper fed to position A. The regulating wheel make them traverse the face. Threads of ½ length, 60-70/min is possible
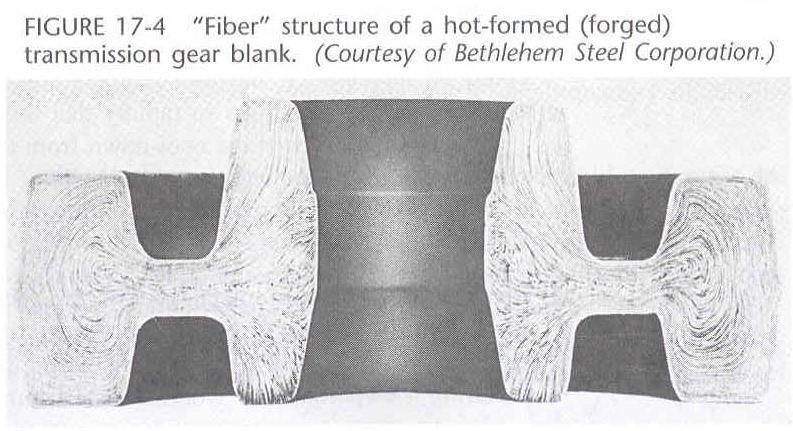
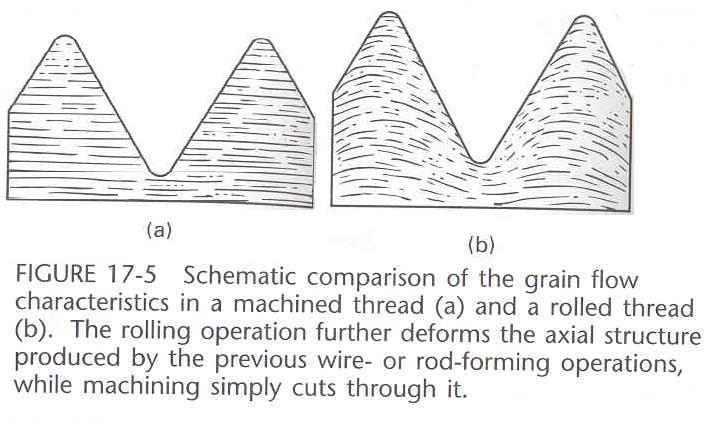
31 THREAD ROLLING: Cold Forming Process Materials: any material sufficiently plastic can be rolled. (can with stand the forces of cold forming without disintegration) Rollability is the feature required from metal during the rolling process steel not convenient to roll because it has the tendency to harden while worked on the surface. However, this tendency assures high hardness of the thread and can partly substitute for thermal hardening and then, grinding. - Special qualities of steel have been developed for the purpose of rolling - During thermal rolling, the metal on the cylindrical surface is cold forged under considerable pressure by the rolling action of the dies - The surface of the dies has the reverse profile form of the thread - Rolling results in a plastic flow of the metal, so the blank for threading has about the pitch diameter (not the crest, as in cutting). This results in 16 25% saving in material - Blank material has Narrow tolerances for rolling. Only EXTERNAL THREADS can be ROLLED.
32
33 USING OF FLAT DIES - The blank is rolled between two dies (one is stationary), the second reciprocates. - Grooves in the dies are inclined according to the helix angle of the thread.
34 USING OF ROLLER TYPE DIES -Two or three dies can be used - Adapted for automatic machines - Some large sizes ~6 dia threads can be rolled - Machines High force For rolling the thread. - Rolling is repeated several times in order to carry out the depth of thread.
35 ADVANTAGES OF ROLLING -Improved strength, -smooth surface, -close accuracy, -less material used, -suitable for mass production. DISADVATAGES OF ROLLING - Close blank tolerances - Only external threads can be rolled - Only soft materials < HRC 37 can be worked - strain hardening while cold worked

36 Chipless Tapping -A fluteless tap is used for Ø < ½ => cold formed in holes in ductile metals only - The required forming torque is twice the cutting torque that is necessary to cut the section. - They produce better accuracy than the fluted ones - The diameter of the hole must be well controlled - Lubricants (water soluble soaps ) are essential - Effective in blind holes

37 MACHINES THREADING & TAPPING MACHINES - Specially built automatic machines. They are equipped with automatic feeding of work pieces - Multiple spindle threading machines
38 Threading machines for nuts (nut tapping machine)
39 SCREW MACHINES used not only for threads - Automatic screw machines is essentially a turret lathe - Screw Machines exist because of standardised screw components are made in mass production - Use only stock bar - Can be fed automatically from magazines. - Not only the screw components are made - they can have not only multi-tool turrets but also multiple spindles Single Spindle Automatic Screw Machine Known as Brown & sharp Fitted with cross slide and with a vertical turret.

40 Swiss Type Screw machines Turning of small parts ex : for watches - Single point motions are controlled by cams. - Extremely precise because the cutting tools are very close to collette very less distortion of the workpiece
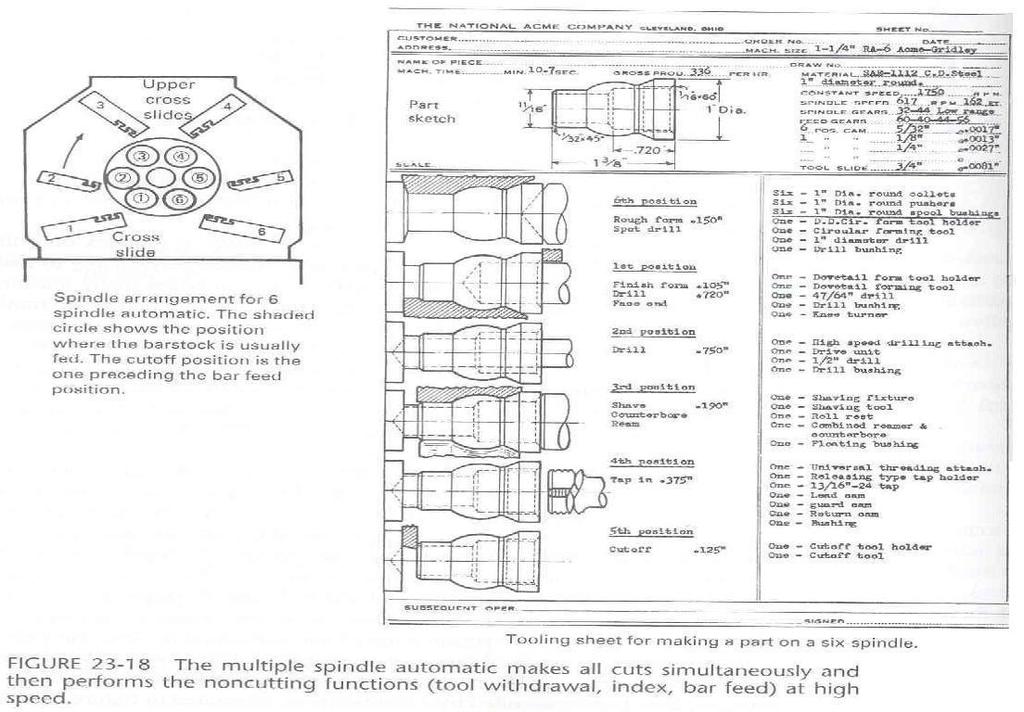
41 Multiple spindle automatic screw machines - Fully automatic up to eight spindles - Perform simultaneous cuts - Perform non-cutting functions: tool withdrawal, index, blank bar feed at high speeds - Very efficient production
42
43
Turning and Related Operations
 Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
TURNING BORING TURNING:
 TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
UNIT 9b: SCREW FASTENERS Introduction Functions Screw Features Elements Terms of a Thread Profile
 UNIT 9b: SCREW FASTENERS Introduction A mechanical screw is a cylinder or cone that has a helical ridge called a thread. A helix has one or more turns, so a screw can have several turns. If the helix is
UNIT 9b: SCREW FASTENERS Introduction A mechanical screw is a cylinder or cone that has a helical ridge called a thread. A helix has one or more turns, so a screw can have several turns. If the helix is
Typical Parts Made with These Processes
 Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
MACHINE TOOLS LAB LABORATORY MANUAL
 Vanjari Seethaiah Memorial Engineering College Patancheru, Medak MACHINE TOOLS LAB LABORATORY MANUAL Department of Mechanical Engineering PREFACE Industrial Revolution has given man a lot many luxuries,
Vanjari Seethaiah Memorial Engineering College Patancheru, Medak MACHINE TOOLS LAB LABORATORY MANUAL Department of Mechanical Engineering PREFACE Industrial Revolution has given man a lot many luxuries,
Lathes. CADD SPHERE Place for innovation Introduction
 Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Lathe. A Lathe. Photo by Curt Newton
 Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY
 TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
1. The Lathe. 1.1 Introduction. 1.2 Main parts of a lathe
 1. The Lathe 1.1 Introduction Lathe is considered as one of the oldest machine tools and is widely used in industries. It is called as mother of machine tools. It is said that the first screw cutting lathe
1. The Lathe 1.1 Introduction Lathe is considered as one of the oldest machine tools and is widely used in industries. It is called as mother of machine tools. It is said that the first screw cutting lathe
Module 1. Classification of Metal Removal Processes and Machine tools. Version 2 ME IIT, Kharagpur
 Module 1 Classification of Metal Removal Processes and Machine tools Lesson 2 Basic working principle, configuration, specification and classification of machine tools Instructional Objectives At the end
Module 1 Classification of Metal Removal Processes and Machine tools Lesson 2 Basic working principle, configuration, specification and classification of machine tools Instructional Objectives At the end
Solid Carbide Thread Milling Cutters
 Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
Introduction to Machining: Lathe Operation
 Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
Various other types of drilling machines are available for specialized jobs. These may be portable, bench type, multiple spindle, gang, multiple
 Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Metals can be bought from suppliers in standardized forms and sizes, such as round,
 1.4 METAL CUTTING BAND SAWS: Metals can be bought from suppliers in standardized forms and sizes, such as round, rectangular or square bar stock or in the form of large sheets (plates). Bar stock normally
1.4 METAL CUTTING BAND SAWS: Metals can be bought from suppliers in standardized forms and sizes, such as round, rectangular or square bar stock or in the form of large sheets (plates). Bar stock normally
45PC. TAP AND DIE SET
 Model # 7560 7561 45PC. TAP AND DIE SET OPERATOR S MANUAL STORE THIS MANUAL IN A SAFE PLACE FOR FUTURE REFERENCE Wear eye protection Use proper lubrication WARNING: FOR HAND CUTTING APPLICATIONS ONLY.
Model # 7560 7561 45PC. TAP AND DIE SET OPERATOR S MANUAL STORE THIS MANUAL IN A SAFE PLACE FOR FUTURE REFERENCE Wear eye protection Use proper lubrication WARNING: FOR HAND CUTTING APPLICATIONS ONLY.
Precision made in Germany. As per DIN The heart of a system, versatile and expandable.
 1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
HIGH PERFORMANCE CARBIDE THREAD MILLS
 HIGH PERFORMANCE CARBIDE THREAD MILLS TM Series HIGH PERFORMANCE CARBIDE THREAD MILLS table of contents Introduction... page 1 Understanding Milling... page 2 Niagara Mill Advantages... page 3 High Performance
HIGH PERFORMANCE CARBIDE THREAD MILLS TM Series HIGH PERFORMANCE CARBIDE THREAD MILLS table of contents Introduction... page 1 Understanding Milling... page 2 Niagara Mill Advantages... page 3 High Performance
Thread Mills. Solid Carbide Thread Milling Cutters
 Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT V Machine Tools Milling cutters Classification of milling cutters according to their design HSS cutters: Many cutters like end mills, slitting cutters, slab cutters, angular
MANUFACTURING TECHNOLOGY UNIT V Machine Tools Milling cutters Classification of milling cutters according to their design HSS cutters: Many cutters like end mills, slitting cutters, slab cutters, angular
Machining. Module 6: Lathe Setup and Operations. (Part 2) Curriculum Development Unit PREPARED BY. August 2013
 Curriculum Development Unit PREPARED BY. August 2013") Machining Module 6: Lathe Setup and Operations (Part 2) PREPARED BY Curriculum Development Unit August 2013 Applied Technology High Schools, 2013 Module 6: Lathe Setup and Operations (Part 2) Module Objectives
Machining Module 6: Lathe Setup and Operations (Part 2) PREPARED BY Curriculum Development Unit August 2013 Applied Technology High Schools, 2013 Module 6: Lathe Setup and Operations (Part 2) Module Objectives
Screws. Introduction. 1. Nuts, bolts and screws used to clamp things together. Screws are used for two purposes:
 Screws Introduction Screws are used for two purposes: 1. To clamp things together. 2. To control motion. 1. Nuts, bolts and screws used to clamp things together. Nuts, bolts and screws that are used for
Screws Introduction Screws are used for two purposes: 1. To clamp things together. 2. To control motion. 1. Nuts, bolts and screws used to clamp things together. Nuts, bolts and screws that are used for
Trade of Toolmaking Module 1: Induction & Bench Fitting Unit 4: Hole Tapping Phase 2
 Trade of Toolmaking Module 1: Induction & Bench Fitting Unit 4: Hole Tapping Phase 2 Published by SOLAS 2014 Unit 4 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction...
Trade of Toolmaking Module 1: Induction & Bench Fitting Unit 4: Hole Tapping Phase 2 Published by SOLAS 2014 Unit 4 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction...
Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering
 Department of Mechanical and Production Engineering") Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering LABORATORY MANUAL For the students of Department of Mechanical and Production Engineering 1 st
Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering LABORATORY MANUAL For the students of Department of Mechanical and Production Engineering 1 st
LANDMARK UNIVERSITY, OMU-ARAN
 LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
Chapter 22: Turning and Boring Processes. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Turning and Boring Processes DeGarmo s Materials and Processes in Manufacturing 22.1 Introduction Turning is the process of machining external cylindrical and conical surfaces. Boring is a
Chapter 22: Turning and Boring Processes DeGarmo s Materials and Processes in Manufacturing 22.1 Introduction Turning is the process of machining external cylindrical and conical surfaces. Boring is a
Precision & Heavy Duty Machining
 High Speed Precision Lathes Large capacity, Powerful, Universal & Precision ATRUMP 18, 21 and 25" Series Lathes have just the right amount of engineering to afford simplicity of operation, coupled with
High Speed Precision Lathes Large capacity, Powerful, Universal & Precision ATRUMP 18, 21 and 25" Series Lathes have just the right amount of engineering to afford simplicity of operation, coupled with
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Materials Removal Processes (Machining)
") Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
MACHINING PROCESSES: TURNING AND HOLE MAKING. Dr. Mohammad Abuhaiba 1
 MACHINING PROCESSES: TURNING AND HOLE MAKING Dr. Mohammad Abuhaiba 1 HoweWork Assignment Due Wensday 7/7/2010 1. Estimate the machining time required to rough cut a 0.5 m long annealed copper alloy round
MACHINING PROCESSES: TURNING AND HOLE MAKING Dr. Mohammad Abuhaiba 1 HoweWork Assignment Due Wensday 7/7/2010 1. Estimate the machining time required to rough cut a 0.5 m long annealed copper alloy round
MACHINE TOOLS GRINDING MACHINE TOOLS
 MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS
 Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
TOP WORK ISO 9001.CE UNIVERSAL CUTTER & TOOL GRINDER
 TOP WORK ISO 9001.CE UNIVERSAL CUTTER Precise ball groove of conformation Inclination of Wheelhead The wheelhead can easily tilt up to ±15 degrees, with a 360-degrees swivel on the horizontal plane. The
TOP WORK ISO 9001.CE UNIVERSAL CUTTER Precise ball groove of conformation Inclination of Wheelhead The wheelhead can easily tilt up to ±15 degrees, with a 360-degrees swivel on the horizontal plane. The
How To Use This Catalog
 How To Use This Catalog Welcome To RSVP Circular Chasers Axial Radial Specialty Tools Welcome To The RSVP Tooling Interactive Catalog Section Clickable & Touch Links Within each page we have included a
How To Use This Catalog Welcome To RSVP Circular Chasers Axial Radial Specialty Tools Welcome To The RSVP Tooling Interactive Catalog Section Clickable & Touch Links Within each page we have included a
SERVICE INSTRUCTIONS :
 1 HAROLD HABEGGER SA TÉL. ++41 32 497 97 55 INTERNET: www.habegger-sa.com FABRIQUE DE MACHINES FAX ++41 32 497 93 08 E-MAIL: contact@habegger-sa.com OUTILLAGE ROUTE DE CHALUET 5/9 CH-2738 COURT (SUISSE)
1 HAROLD HABEGGER SA TÉL. ++41 32 497 97 55 INTERNET: www.habegger-sa.com FABRIQUE DE MACHINES FAX ++41 32 497 93 08 E-MAIL: contact@habegger-sa.com OUTILLAGE ROUTE DE CHALUET 5/9 CH-2738 COURT (SUISSE)
Tool and Die Maker Level 2
 Level 2 B2 Read and Interpret Drawings II Duration: 32 hours 32 hours 0 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary to read and interpret
Level 2 B2 Read and Interpret Drawings II Duration: 32 hours 32 hours 0 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary to read and interpret
( This link will provide you with a list of all ISO-6983 G-Codes
 CUSTOM HAZARDS CUSTOM HAZARDS CUSTOM HAZARDS In this lesson I am going to explain how to circle interpolate a 1/8-27 NPT with a formed thread E-Mill using G-Code on a vertical mill. I have provided the
CUSTOM HAZARDS CUSTOM HAZARDS CUSTOM HAZARDS In this lesson I am going to explain how to circle interpolate a 1/8-27 NPT with a formed thread E-Mill using G-Code on a vertical mill. I have provided the
Pitch Perfect Threading. Pitch Perfect Threading
 Pitch Perfect Threading 1 2 Pitch Perfect Threading 3 Process considerations Threading methods Existing Is the process stable today Is the productivity maximized Is chip control acceptable Is the quality
Pitch Perfect Threading 1 2 Pitch Perfect Threading 3 Process considerations Threading methods Existing Is the process stable today Is the productivity maximized Is chip control acceptable Is the quality
TAPS AND THREADING DIES
 872 TAPS AN THRAING IS TAPS AN THRAING IS General dimensions and tap markings given in the ASM/ANSI Standard B94.9-1987 for straight fluted taps, spiral pointed taps, spiral pointed only taps, spiral fluted
872 TAPS AN THRAING IS TAPS AN THRAING IS General dimensions and tap markings given in the ASM/ANSI Standard B94.9-1987 for straight fluted taps, spiral pointed taps, spiral pointed only taps, spiral fluted
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES
 ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
PREVIEW COPY. Table of Contents. Lesson One Machining Cylindrical Shapes...3. Lesson Two Drilling, Reaming, and Honing...21
 Table of Contents Lesson One Machining Cylindrical Shapes...3 Lesson Two Drilling, Reaming, and Honing...21 Lesson Three Lesson Four Machining Flat Surfaces...37 Determining Tolerances and Finishes...53
Table of Contents Lesson One Machining Cylindrical Shapes...3 Lesson Two Drilling, Reaming, and Honing...21 Lesson Three Lesson Four Machining Flat Surfaces...37 Determining Tolerances and Finishes...53
SCREW THREADS. = minor diameter. d 3. d 2. = pitch diameter
 ISO : 6 Part 2 DIN : Part /20 Metric (ISO) screw thread, coarse series -M- T-00 T-002 for M to incl. M,4, fit H/6h The bold lines indicate the maximum material profiles. The maximum material profile of
ISO : 6 Part 2 DIN : Part /20 Metric (ISO) screw thread, coarse series -M- T-00 T-002 for M to incl. M,4, fit H/6h The bold lines indicate the maximum material profiles. The maximum material profile of
The new generation with system accessories. Made in Europe!
 1 The new generation with system accessories. Made in Europe! Of cast iron, wide-legged prismatic guide. For vibration-free work even at high loads. Rear flange for mounting the mill/drill head PF 230.
1 The new generation with system accessories. Made in Europe! Of cast iron, wide-legged prismatic guide. For vibration-free work even at high loads. Rear flange for mounting the mill/drill head PF 230.
MACHINE TOOLS LAB MANUAL. B. Tech III Year - I Semester DEPARTMENT OF MECHANICAL ENGINEERING. Aurora s Technological And Research Institute
 MACHINE TOOLS LAB MANUAL B. Tech III Year - I Semester NAME : ROLL NO : BRANCH : DEPARTMENT OF MECHANICAL ENGINEERING Aurora s Technological And Research Institute Parvathapur, Uppal, Hyderabad-98. 1 MACHINE
MACHINE TOOLS LAB MANUAL B. Tech III Year - I Semester NAME : ROLL NO : BRANCH : DEPARTMENT OF MECHANICAL ENGINEERING Aurora s Technological And Research Institute Parvathapur, Uppal, Hyderabad-98. 1 MACHINE
Mechanical Drawing (MDP 115)
") Mechanical Drawing (MDP 115) FirstYear, Mechanical Engineering Dept., Faculty of Engineering, Fayoum University Dr. Ahmed Salah Abou Taleb Threads and Fasteners Topics Exercises 2 Threads & Fasteners:
Mechanical Drawing (MDP 115) FirstYear, Mechanical Engineering Dept., Faculty of Engineering, Fayoum University Dr. Ahmed Salah Abou Taleb Threads and Fasteners Topics Exercises 2 Threads & Fasteners:
Precision Universal Bevel Protractor, Set
 ß 37006 Protractors Measuring and laying-out tools, gauges 0 With 0-180 scale and locking screw. Standard steel, chrome-plated, scale dazzle-free and with matt-chromed finish. 37006 Arc Length of 37006...
ß 37006 Protractors Measuring and laying-out tools, gauges 0 With 0-180 scale and locking screw. Standard steel, chrome-plated, scale dazzle-free and with matt-chromed finish. 37006 Arc Length of 37006...
Rotary Engraving Fact Sheet
 Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
 VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations, Boring, Reaming, Tapping)
") 1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
UNIT 4: (iii) Illustrate the general kinematic system of drilling machine and explain its working principle
 Illustrate the general kinematic system of drilling machine and explain its working principle") UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
Flame. Tree Pointed. Product Barcode Price Ø Length Shank Code
 Workshop Range 28 Carbide Burs 29 HSS Countersinks 29 HSS Deburring 30 HSS Step Drills 30 Thread Gauges 31 Warragul Dies 32 Screw Extractors 33 Grabit Screw Extractors 34 Black Books Are you passionate
Workshop Range 28 Carbide Burs 29 HSS Countersinks 29 HSS Deburring 30 HSS Step Drills 30 Thread Gauges 31 Warragul Dies 32 Screw Extractors 33 Grabit Screw Extractors 34 Black Books Are you passionate
UNIT 5: Indexing: Simple, compound, differential and angular indexing calculations. Simple problems on simple and compound indexing.
 UNIT 5: Milling machines: Classification, constructional features, milling cutters nomenclature, milling operations, up milling and down milling concepts. Indexing: Simple, compound, differential and angular
UNIT 5: Milling machines: Classification, constructional features, milling cutters nomenclature, milling operations, up milling and down milling concepts. Indexing: Simple, compound, differential and angular
Application and Technical Information Thread Milling System (TMS) Minimum Bore Diameters for Thread Milling
 Minimum Bore Diameters for Thread Milling") Inserts Application and Technical Information Minimum Bore iameters for Thread Milling UN-ISO-BSW tpi 48 3 4 0 16 1 10 8 7 6 5 4.5 4 Technical ata Accessories Vintage Cutters Widia Cutters Thread Milling
Inserts Application and Technical Information Minimum Bore iameters for Thread Milling UN-ISO-BSW tpi 48 3 4 0 16 1 10 8 7 6 5 4.5 4 Technical ata Accessories Vintage Cutters Widia Cutters Thread Milling
Measuring and Laying-Out Tools, Testing Instruments
 ß 7006 0 With 0-180 scale and locking screw. Protractors Measuring and Laying-Out Tools, Testing Instruments Standard steel, chrome-plated, scale dazzle-free and with matt-chrome finish. 7006 Arc Ø Blade
ß 7006 0 With 0-180 scale and locking screw. Protractors Measuring and Laying-Out Tools, Testing Instruments Standard steel, chrome-plated, scale dazzle-free and with matt-chrome finish. 7006 Arc Ø Blade
The new generation with system accessories. Made in Germany!
 1 The new generation with system accessories. Made in Germany! For face, longitudinal and taper turning, thread-cutting. For machining steel, brass, aluminium and plastic. Mounting flange for fastening
1 The new generation with system accessories. Made in Germany! For face, longitudinal and taper turning, thread-cutting. For machining steel, brass, aluminium and plastic. Mounting flange for fastening
ME MANUFACTURING TECHNOLOGY LABORATORY-I VARUVAN VADIVELAN INSTITUTE OF TECHNOLOGY DHARMAPURI LAB MANUAL
 VARUVAN VADIVELAN INSTITUTE OF TECHNOLOGY DHARMAPURI 636 703 ME 6311 - MANUFACTURING TECHNOLOGY LABORATORY-I REGULATION 2013 LAB MANUAL BRANCH YEAR / SEM MECHANICAL ENGINEERING II YEAR & III SEMESTER D
VARUVAN VADIVELAN INSTITUTE OF TECHNOLOGY DHARMAPURI 636 703 ME 6311 - MANUFACTURING TECHNOLOGY LABORATORY-I REGULATION 2013 LAB MANUAL BRANCH YEAR / SEM MECHANICAL ENGINEERING II YEAR & III SEMESTER D
Student, Department of Mechanical Engineering, Knowledge Institute of Technology, Salem, Tamilnadu (1,3)
") International Journal of Scientific & Engineering Research, Volume 7, Issue 5, May-2016 11 Combined Drilling and Tapping Machine by using Cone Mechanism N.VENKATESH 1, G.THULASIMANI 2, S.NAVEENKUMAR 3,
International Journal of Scientific & Engineering Research, Volume 7, Issue 5, May-2016 11 Combined Drilling and Tapping Machine by using Cone Mechanism N.VENKATESH 1, G.THULASIMANI 2, S.NAVEENKUMAR 3,
 DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY
 LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
Drilling. Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL.
 Drilling Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL. The machine used for drilling is called drilling machine. The drilling operation
Drilling Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL. The machine used for drilling is called drilling machine. The drilling operation
The Engineer s Guide to Identifying Lead Screw Thread Forms
 The Engineer s Guide to Identifying Lead Screw Thread Forms Thread Forms There are hundreds of different thread forms that have been designed over several decades. There are only a few specific thread
The Engineer s Guide to Identifying Lead Screw Thread Forms Thread Forms There are hundreds of different thread forms that have been designed over several decades. There are only a few specific thread
The Catalogue of Nomura Tool Works Co., Ltd. Tool manufacturing since 1954 Bent Shank Taps Nib Taps Nut Taps
 The Catalogue of Nomura Tool Works Co., Ltd. Tool manufacturing since 1954 Bent Shank Taps Nib Taps Nut Taps Introduction In today's highly developed machine industry, a tap is a cutting tool that requires
The Catalogue of Nomura Tool Works Co., Ltd. Tool manufacturing since 1954 Bent Shank Taps Nib Taps Nut Taps Introduction In today's highly developed machine industry, a tap is a cutting tool that requires
Module 4 General Purpose Machine Tools. Version 2 ME, IIT Kharagpur
 Module 4 General Purpose Machine Tools Lesson 22 Use of various Attachments in Machine Tools. Instructional objectives At the end of this lesson, the students will be able to; (i) Comprehend and state
Module 4 General Purpose Machine Tools Lesson 22 Use of various Attachments in Machine Tools. Instructional objectives At the end of this lesson, the students will be able to; (i) Comprehend and state
Agricultural Mechanics and Technology Power Tool Safety Rules
 Agricultural Mechanics and Technology Power Tool Safety Rules Name: BAND SAW Use: Cutting curves, circles and irregular shapes. 1. Use clean SHARP blades. 2. The teeth should always point DOWN. 3. Adjust
Agricultural Mechanics and Technology Power Tool Safety Rules Name: BAND SAW Use: Cutting curves, circles and irregular shapes. 1. Use clean SHARP blades. 2. The teeth should always point DOWN. 3. Adjust
1/2/2016. Lecture Slides. Screws, Fasteners, and the Design of Nonpermanent Joints. Reasons for Non-permanent Fasteners
 Lecture Slides Screws, Fasteners, and the Design of Nonpermanent Joints Reasons for Non-permanent Fasteners Field assembly Disassembly Maintenance Adjustment 1 Introduction There are two distinct uses
Lecture Slides Screws, Fasteners, and the Design of Nonpermanent Joints Reasons for Non-permanent Fasteners Field assembly Disassembly Maintenance Adjustment 1 Introduction There are two distinct uses
Cross Peen Hammer. Introduction. Lesson Objectives. Assumptions
 Introduction In this activity plan students will develop various machining and metalworking skills by building a two-piece steel hammer. This project will introduce basic operations for initial familiarization
Introduction In this activity plan students will develop various machining and metalworking skills by building a two-piece steel hammer. This project will introduce basic operations for initial familiarization
By C.W. Woodson From the pages of Model Craftsman magazine June, 1937
 By C.W. Woodson From the pages of Model Craftsman magazine June, 1937 As shown in Fig. 1, the tool post grinder for which plans are given here can be used to finish up delicate work to more accurate dimensions
By C.W. Woodson From the pages of Model Craftsman magazine June, 1937 As shown in Fig. 1, the tool post grinder for which plans are given here can be used to finish up delicate work to more accurate dimensions
Useful accessories for lathe and milling systems.
 1 Useful accessories for lathe and milling systems. Nearly all accessories are supplied in wooden boxes. For proper and value preserving storage! Dividing attachment TA 250 For precision lathe PD 250/E,
1 Useful accessories for lathe and milling systems. Nearly all accessories are supplied in wooden boxes. For proper and value preserving storage! Dividing attachment TA 250 For precision lathe PD 250/E,
COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004
 1 COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004 I. OBJECTIVE To provide an overview and basic knowledge of the
1 COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004 I. OBJECTIVE To provide an overview and basic knowledge of the
Unit 047: Advanced Turning. Screw threads
 Unit 047: Advanced Turning Screw threads Starter activity When was the screw thread invented? Who was the inventor of the most famous screw thread form? When was the first unified British thread invented
Unit 047: Advanced Turning Screw threads Starter activity When was the screw thread invented? Who was the inventor of the most famous screw thread form? When was the first unified British thread invented
FASTENERS. Aylin YENİLMEZ GÜRKÖK
 FASTENERS Aylin YENİLMEZ GÜRKÖK FASTENERS A fastener is a hardware device that mechanically joins or affixes two or more objects together. Welding, Soldering, Nuts & Bolts, Washers, Screws, Clips, Clamps,
FASTENERS Aylin YENİLMEZ GÜRKÖK FASTENERS A fastener is a hardware device that mechanically joins or affixes two or more objects together. Welding, Soldering, Nuts & Bolts, Washers, Screws, Clips, Clamps,
MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS (essentially from sheet metal B21D)
") B21H MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS (essentially from sheet metal B21D) Methods and devices for forming metal objects by rolling operations which
B21H MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS (essentially from sheet metal B21D) Methods and devices for forming metal objects by rolling operations which
Chapter 23. Machining Processes Used to Produce Round Shapes: Turning and Hole Making
 Chapter 23 Machining Processes Used to Produce Round Shapes: Turning and Hole Making R. Jerz 1 2/24/2006 Processes Turning (outside surface) straight, taper, facing, contour, form, cut-off, threading,
Chapter 23 Machining Processes Used to Produce Round Shapes: Turning and Hole Making R. Jerz 1 2/24/2006 Processes Turning (outside surface) straight, taper, facing, contour, form, cut-off, threading,
Machining. Module 5: Lathe Setup and Operations. (Part 1) Curriculum Development Unit PREPARED BY. August 2013
 Curriculum Development Unit PREPARED BY. August 2013") Machining Module 5: Lathe Setup and Operations (Part 1) PREPARED BY Curriculum Development Unit August 2013 Applied Technology High Schools, 2013 Module 5: Lathe Setup and Operations (Part 1) Module Objectives
Machining Module 5: Lathe Setup and Operations (Part 1) PREPARED BY Curriculum Development Unit August 2013 Applied Technology High Schools, 2013 Module 5: Lathe Setup and Operations (Part 1) Module Objectives
Turning Operations. L a t h e
 Turning Operations L a t h e Turning Operations Machine Tool LATHE Job (workpiece) rotary motion Tool linear motions Mother of Machine Tools Cylindrical and flat surfaces Some Typical Lathe Jobs Turning/Drilling/Grooving/
Turning Operations L a t h e Turning Operations Machine Tool LATHE Job (workpiece) rotary motion Tool linear motions Mother of Machine Tools Cylindrical and flat surfaces Some Typical Lathe Jobs Turning/Drilling/Grooving/
Lecture 18. Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing
 Planing") Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
BHARATHIDASAN ENGINEERING COLLEGE NATTRAMPALLI DEPARTMENT OF MECHANICAL ENGINEERING LABORATORY MANUAL ME6411-MANUFACTURING TECHNOLOGY LAB- II
 BHARATHIDASAN ENGINEERING COLLEGE NATTRAMPALLI 635 854 DEPARTMENT OF MECHANICAL ENGINEERING LABORATORY MANUAL ME6411-MANUFACTURING TECHNOLOGY LAB- II YEAR / SEMESTER : II / IV DEPARTMENT : Mechanical REGULATION
BHARATHIDASAN ENGINEERING COLLEGE NATTRAMPALLI 635 854 DEPARTMENT OF MECHANICAL ENGINEERING LABORATORY MANUAL ME6411-MANUFACTURING TECHNOLOGY LAB- II YEAR / SEMESTER : II / IV DEPARTMENT : Mechanical REGULATION
6 MACHINING OPERATIONS
 6 MACHINING OPERATIONS CHAPTER CONTENTS 6.1 Turning 6.2 Milling 6.3 Drilling and Reaming 6.4 Planing, Shaping and Broaching 6.5 Boring 6.6 Gear Manuacturing 6.1 TURNING Introduction Turning is a machining
6 MACHINING OPERATIONS CHAPTER CONTENTS 6.1 Turning 6.2 Milling 6.3 Drilling and Reaming 6.4 Planing, Shaping and Broaching 6.5 Boring 6.6 Gear Manuacturing 6.1 TURNING Introduction Turning is a machining
Mechanical Workshop. Module 7: Tapping and Threading. Academic Services PREPARED BY. January 2012
 Mechanical Workshop Module 7: Tapping and Threading PREPARED BY Academic Services January 2012 Applied Technology High Schools, 2012 Module 7: Tapping and Threading Module Objectives After the completion
Mechanical Workshop Module 7: Tapping and Threading PREPARED BY Academic Services January 2012 Applied Technology High Schools, 2012 Module 7: Tapping and Threading Module Objectives After the completion
ACCESSORIES.
 Rotary, Dividing, & Cross Tables 166 Indexes 167 Dividing Heads 168 Screw Jack Sets 168 Angle Plates & V-Blocks 169 Quick Change Tool Posts & 170-171 CNC Tool Holder Bushings 171 Lathe Chucks 172-177 www.sowatool.com
Rotary, Dividing, & Cross Tables 166 Indexes 167 Dividing Heads 168 Screw Jack Sets 168 Angle Plates & V-Blocks 169 Quick Change Tool Posts & 170-171 CNC Tool Holder Bushings 171 Lathe Chucks 172-177 www.sowatool.com
SAMPLE. MEM07005C Perform general machining. Learner guide. MEM05 Metal and Engineering Training Package. Version 1.1
 MEM05 Metal and Engineering Training Package MEM07005C Perform general machining Learner guide Version 1.1 Training and Education Support Industry Skills Unit Meadowbank Product code: 5790 Acknowledgments
MEM05 Metal and Engineering Training Package MEM07005C Perform general machining Learner guide Version 1.1 Training and Education Support Industry Skills Unit Meadowbank Product code: 5790 Acknowledgments
Optimized flute design Better chip evacuation. Carbide substrate Higher heat resistance, higher speed.
 Thread Mills Available for the first time, our solid thread mills are designed to be the highest quality thread milling solution. WIDIA-GTD Cut up to 63 HRC. Improved overall thread quality. Optimized
Thread Mills Available for the first time, our solid thread mills are designed to be the highest quality thread milling solution. WIDIA-GTD Cut up to 63 HRC. Improved overall thread quality. Optimized
A BALAX, INC. GUIDE TO TAPPING IN THE 21ST CENTURY
 2011 Threading Solutions for Every Industry A BALAX, INC. GUIDE TO TAPPING IN THE 21ST CENTURY At Balax, we recognize the increased demands placed on our customers for improved quality and lower production
2011 Threading Solutions for Every Industry A BALAX, INC. GUIDE TO TAPPING IN THE 21ST CENTURY At Balax, we recognize the increased demands placed on our customers for improved quality and lower production
Review on Design of Jig and Fixture for Turning on Lathe
 Review on Design of Jig and Fixture for Turning on Lathe Gulam Shaikh 1, Siddiki Arshadali 2, Shaikh Masood 3, Thakur Aditya 4, Juberbhai Mansuri 5 1 Theem College of engineering, shaikhgulam45@gmail.com
Review on Design of Jig and Fixture for Turning on Lathe Gulam Shaikh 1, Siddiki Arshadali 2, Shaikh Masood 3, Thakur Aditya 4, Juberbhai Mansuri 5 1 Theem College of engineering, shaikhgulam45@gmail.com
March weeks. surcharge for
 March weeks valid until 31.03.2012 all quoted prices are incl. 19% VAT for deliveries in the EU countries to customers with a valid VAT-no. and for deliveries in not EU member countries the VAT is not
March weeks valid until 31.03.2012 all quoted prices are incl. 19% VAT for deliveries in the EU countries to customers with a valid VAT-no. and for deliveries in not EU member countries the VAT is not
T360. Holders and Inserts - T-Cap. Features T333. Holders T335. Inserts T336. Clamping units T337. Sleeves for clamping units T338.
 T358 T329 Holders and Inserts - T-Cap Features Holders Inserts Clamping units Sleeves for clamping units T-CAP Kits T333 T335 T336 T337 T338 T339 User Guide Comparison test results Surface finish Tool
T358 T329 Holders and Inserts - T-Cap Features Holders Inserts Clamping units Sleeves for clamping units T-CAP Kits T333 T335 T336 T337 T338 T339 User Guide Comparison test results Surface finish Tool
HYDRAULIC UNIVERSAL AND TOOL GRINDING MACHINE. a quality product built for sustained accuracy lasting performance
 D HYDRAULIC UNIVERSAL AND TOOL GRINDING MACHINE a quality product built for sustained accuracy lasting performance MANEX HYDRAULIC UNIVERSAL AND TOOL GRINDING MACHINES Mod. No. 1 - No. - No. 3 Standardized
D HYDRAULIC UNIVERSAL AND TOOL GRINDING MACHINE a quality product built for sustained accuracy lasting performance MANEX HYDRAULIC UNIVERSAL AND TOOL GRINDING MACHINES Mod. No. 1 - No. - No. 3 Standardized
061 MECHANICAL ENGINEERING CRAFT PRACTICE
 061 MECHANICAL ENGINEERING CRAFT PRACTICE EXAMINATION STRUCTURE The examination for this syllabus wills cover the underlisted two major areas of groupings and 193 Building/Engineering Drawing as the related
061 MECHANICAL ENGINEERING CRAFT PRACTICE EXAMINATION STRUCTURE The examination for this syllabus wills cover the underlisted two major areas of groupings and 193 Building/Engineering Drawing as the related
Chapter 23 Drilling and Hole Making Processes. Materials Processing. Hole Making Processes. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
MET 33800 Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing
Air Cooled Engine Technology. Roth 9 th Ch 3 Fasteners & Sealing Pages 45 65
 Roth 9 th Ch 3 Fasteners & Sealing Pages 45 65 1. Engine & equipment can be common or can be designed to perform specific functions. Fasteners Options Features 2. The of a fastener is actually an inclined
Roth 9 th Ch 3 Fasteners & Sealing Pages 45 65 1. Engine & equipment can be common or can be designed to perform specific functions. Fasteners Options Features 2. The of a fastener is actually an inclined
Metal Cutting - 5. Content. Milling Characteristics. Parts made by milling Example of Part Produced on a CNC Milling Machine 7.
 Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Specifications for Lathe L- 45/5000(for items from Sr. No.01 to Sr. No.22 in Indent)
") Specifications for Lathe L- 45/5000(for items from Sr. 01 to Sr. 22 in Indent) Annexure-1 Sr. Specification of Parameter Parameter Value 1.0 Capacity 1.1 Height of centers (nominal) (mm) 450 1.2 Type of
Specifications for Lathe L- 45/5000(for items from Sr. 01 to Sr. 22 in Indent) Annexure-1 Sr. Specification of Parameter Parameter Value 1.0 Capacity 1.1 Height of centers (nominal) (mm) 450 1.2 Type of
Universal Machining Chucks. 4-Jaw Vertical
 Universal Machining Chucks 4-Jaw Vertical Parts are gripped firmly by the formed jaws, ensuring high precision (deviation within 0.03mm) Large workpieces can be held tight with the low profile vise body
Universal Machining Chucks 4-Jaw Vertical Parts are gripped firmly by the formed jaws, ensuring high precision (deviation within 0.03mm) Large workpieces can be held tight with the low profile vise body
HOME WORKSHOP HANDBOOK Rugged BENCH GRINDER. By JOEL B. LONG
 6 HOME WORKSHOP HANDBOOK Rugged BENCH GRINDER W By JOEL B. LONG ITH this bench grinder you can keep your cutting tools sharp and do general offhand grinding, and can, with the aid of various attachments,
6 HOME WORKSHOP HANDBOOK Rugged BENCH GRINDER W By JOEL B. LONG ITH this bench grinder you can keep your cutting tools sharp and do general offhand grinding, and can, with the aid of various attachments,
Other Lathe Operations
 Chapter 15 Other Lathe Operations LEARNING OBJECTIVES After studying this chapter, students will be able to: Safely set up and operate a lathe using various work-holding devices. Properly set up steady
Chapter 15 Other Lathe Operations LEARNING OBJECTIVES After studying this chapter, students will be able to: Safely set up and operate a lathe using various work-holding devices. Properly set up steady
THREAD MILLING. A Quick Reference Pocket Guide. Overall Length. Length of Cut. Cutter Diameter.
 THREAD MILLING A Quick Reference Pocket Guide Overall Length Length of Cut Shank Diameter Cutter Diameter www.alliedmachine.com Whatever type of holemaking you do, Allied is here help. Whether you re a
THREAD MILLING A Quick Reference Pocket Guide Overall Length Length of Cut Shank Diameter Cutter Diameter www.alliedmachine.com Whatever type of holemaking you do, Allied is here help. Whether you re a
Threading -Hand Taps -Button Dies -Die Nuts -Screw Extractors -Holders -Sets
 Threading Threading -Hand Taps -Button Dies -Die Nuts -Screw Extractors -Holders -Sets Threading Threading Index 148 Threading Taps Carded 149 Threading Taps Bulk Metric 150 Threading Taps Bulk Metric
Threading Threading -Hand Taps -Button Dies -Die Nuts -Screw Extractors -Holders -Sets Threading Threading Index 148 Threading Taps Carded 149 Threading Taps Bulk Metric 150 Threading Taps Bulk Metric
TAP & DIE PRICE LIST INDEX
 TAP & DIE PRICE LIST INDEX ANPT Die Page 4 BA Die Page 4 BA Tap Page 17 BSF Tap Page 19 BSB Die Page 4 BSB Tap Page 17 BSCY Tap Page 17 BSF Die Page 3 BSP Die Page 4 BSP Tap Page 18 BSPT Die Page 4 BSPT
TAP & DIE PRICE LIST INDEX ANPT Die Page 4 BA Die Page 4 BA Tap Page 17 BSF Tap Page 19 BSB Die Page 4 BSB Tap Page 17 BSCY Tap Page 17 BSF Die Page 3 BSP Die Page 4 BSP Tap Page 18 BSPT Die Page 4 BSPT
Travis Bishop. Submitted to: Dr. John Davis. Date: 3 December Course: ETME 310 Section: 004. Lab Topic: Milling Project (Vise)
") Travis Bishop Submitted to: Dr. John Davis Date: 3 December 2012 Course: ETME 310 Section: 004 Lab Topic: Milling Project (Vise) Introduction: Purpose of Experiment: This experiment was conducted to teach
Travis Bishop Submitted to: Dr. John Davis Date: 3 December 2012 Course: ETME 310 Section: 004 Lab Topic: Milling Project (Vise) Introduction: Purpose of Experiment: This experiment was conducted to teach