Chapter 23 Drilling and Hole Making Processes. Materials Processing. Hole Making Processes. MET Manufacturing Processes
|
|
|
- Ellen Brooks
- 6 years ago
- Views:
Transcription

1 MET Manufacturing Processes Chapter 23 Drilling and Hole Making Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters Chapters Chapters Chapters Chapter 22 2 Hole Making Processes Chapter
. 2. Chips formed by the rotating cutting edges (lips).")

2 Hole Making Process Steps required to produce a hole that is: Sized accurately Geometrically accurate. Located correctly. Chapter 23 4 Drilling Process 1. Small hole formed by the web (Chisel edge). 2. Chips formed by the rotating cutting edges (lips). 3. Drill guided by margins that contact wall of hole. 4. Chips removed from hole by screw action of helical flutes. Margin Chapter 23 5 Drilling Process Chapter

 12 V N S = D D = drill diameter V = cutting speed Chapter 23 8 Cutting Parameters")
3 Drilling Process Drilling is a complex process: Two cutting edges. Cutting tool is relatively flexible. Cutting action inside workpiece. Chip removal must be along tool. Chip removal impedes cutting fluid. High levels of friction chip formation, chip motion on tool, and tool on work. Chapter 23 7 Cutting Parameters Spindle Speed (N s ) 12 V N S = D D = drill diameter V = cutting speed Chapter 23 8 Cutting Parameters Feed (f r ) ipr = Amount of material removed per revolution. Feed (f m ) ipm = f r x N S Depth of Cut (t) = f r / 2 Chapter

4 Cutting Parameters Cutting Time (T m ) L + A + AP L + A + A T m = = f r N s f m Allowance (A) D/2 (text) Length (L) = depth of effective diameter A P = Allowance for drill point D o Drill Included Angle A P = Tan P Chapter Cutting Parameters A P L A P = 0.3 x D (118 Drill Point) Chapter Cutting Parameters Material Removal Rate (MRR) 2 MRR = D f r N S 3 D V f r 4 D = drill diameter (inch) N S = spindle speed (RPM) V = cutting speed (sfpm) Chapter
5 Example Problem Material: ASTM A296 Grade CA 15 Stainless Steel 300 BHN Hole: 5/8 inch diameter x 2.0 deep Data from Reference Handbook: V = 50 fpm f r = ipr Chapter Example Problem Solution Chapter Example Problem Solution Chapter


6 Example Problem Solution Chapter Example Problem Material: ASTM A296 Grade CA 15 Stainless Steel 300 BHN Hole: 5/8 inch diameter x 2.0 deep Data from Reference Handbook: V = 50 fpm F r = ipr Chapter Example Problem Solution Chapter
7 Example Problem Solution Chapter Drill Nomenclature 1. Body: a. Flutes Spiral or helical grooves. b. Lands Area separating flutes. c. Margin Area of land to support and guide drill. d. Web Backbone between flutes. Relatively thin or narrow. e. Heel Area of flute opposite side of land from margin. Chapter Chapter
. 0 used for thin sheets or soft materials.")
8 Drill Web Backbone between flutes. Relatively thin or narrow. Chapter Drill Nomenclature 1. Body (continued): f. Helix Angle Angle of flute to centerline. 24 Standard 30 used for deep holes and high feed rates used for soft materials (plastic, copper). 0 used for thin sheets or soft materials. Chapter Helix Angle Variations Type N standard helix for steel and cast iron. Type H slow helix for brass and similar materials. Type W quick helix for aluminum and similar materials. Chapter

 thinned web to reduce cutting force and improve centering.")
9 Length Variations Chapter Drill Nomenclature 2. Point Cutting edges. a. Cone Angle Included point angle. Standard used soft materials used for hard materials. < 90º used for drilling plastics. Chapter Drill Nomenclature 2. Point (continued) b. Back Rake Angle determined by chisel edge, relief angle and helix angle. c. Chisel Edge Formed by web and cone angle. Tendency to walk due to chisel edge. Split Point (crankshaft) thinned web to reduce cutting force and improve centering. Chapter




10 Drill Nomenclature Chisel edge: negative rake angle / high thrust force required. Cutting edge: positive rake angle / lower thrust force required. Chapter Drill Nomenclature 3. Shank a. Straight Shank b. Taper Shank Tang for drill removal with drift and drive under heavy loads. c. Bit Shank Non powered hand drills. Chapter Drill Types Straight Flute Bit Shank Twist Taper Shank Twist Subland High-Helix Angle Twist Straight Shank Twist 3-Flute Core Chapter



11 Drill Types Chapter Drill Types Chapter Drill Types Chapter




12 Drill Types Chapter Drill Types Chapter Drill Types Spade Drill with and without coolant holes. Pivot Microdrill very small diameter holes. Chapter



13 Drill Types Deep Hole Deep hole drills are designed to drill to depths from 3x diameter to 12x diameter. Most designs incorporate a parabolic flute for chip clearance and heavy web for rigidity. Chapter Drill Types Insert Drills Chapter Drill Types Insert Drills Chapter


14 Drill Types Gundrill Chapter Drill Types Gundrill Chapter Drill Types Hole Saw Chapter


 Deep")


15 Drill Types Self Advancing Chapter Drill Type BTA BTA (Boring Trepanning Association) Deep hole drills. Horizontal Deep Hole Drilling Machine Chapter Drill Type Selection Chapter

 to Z (0.413). Fractional series: 1/64 to 4.")
16 Drill Type Selection Chapter Drill Size Series Millimeter series: starting mm in 0.01 to 0.50 mm increments. Number series: #80 (0.0135) to #1 (0.228). Letter series: A (0.234) to Z (0.413). Fractional series: 1/64 to 4. Chapter Drill Size Series Chapter

17 Other Hole Making Processes Chapter Other Hole Making Processes 1. Center Drilling Used to locate hole accurately. a. Start (Center) Drill center cutting drill which is short and stiff. b. Center Drill Countersink Combination 60 angle for lathe centers. Chapter Other Hole Making Processes 2. Reaming Accurate sizing and improved surface finish. a. Stock removal " b. 45 corner chamfer typical c. Types: chucking, taper, adjustable d. Speed = 2/3 x drill speed e. Feed = up to 2 x drill feed Chapter


18 Reamers Chapter Reamers Straight Flute Chucking Straight Flute Hand Straight Flute Rose Taper Chucking Shell Expansion Adjustable Insert Blade Chapter Other Hole Making Processes 3. Counterboring Enlarge existing hole with flat bottom. Tools typically incorporate pilot for concentricity. 4. Spotfacing Machine rough surface. Tools may or may not be piloted. 5. Countersinking Enlarge existing hole with beveled section. Bevel self centering so pilot not required. Chapter



19 Counterbores Chapter Toolholders 1. Drill Chucks for straight shank tools 2. Collet Holders for straight shank tools. 3. Taper Shank Holders. Chapter Cutting Fluids Chapter






20 Machine Tools for Drilling 1. Bench drill presses. a. Plain b. Sensitive 2. Upright drill presses. a. Single spindle b. Turret c. CNC Chapter CNC Drill Presses Chapter Belt and Gear Drive Chapter



21 Upright Turret Type Chapter Machine Tools for Drilling 3. Radial drill presses. a. Plain only vertical motion. b. Semi universal spindle pivots on vertical plane. c. Universal radial arm also rotates. Chapter Machine Tools for Drilling 4. Gang drill presses. 5. Multi spindle drill presses. 6. Deep hole drill presses. 7. Transfer machines. 8. Gun Drills. Chapter





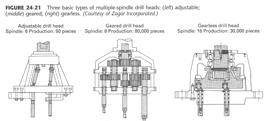
22 Gang Type Drill Presses Chapter Multiple Spindle Types Chapter Multiple Spindle Drill Heads Chapter







23 Multiple Spindle Drill Heads Chapter Multiple Spindle Drill Heads Chapter Deep Hole Type Chapter



24 Gun Drill Type Chapter The End See Oncourse for Videos Chapter
SHAPING AND PLANING Shaping and planing
 SHAPING AND PLANING Shaping and planing the simplest of all machine operations Straight line cutting motion with single-point cutting tool creates smooth flat surfaces. Mainly plain surfaces are machined
SHAPING AND PLANING Shaping and planing the simplest of all machine operations Straight line cutting motion with single-point cutting tool creates smooth flat surfaces. Mainly plain surfaces are machined
Various other types of drilling machines are available for specialized jobs. These may be portable, bench type, multiple spindle, gang, multiple
 Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
LANDMARK UNIVERSITY, OMU-ARAN
 LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
TRAINING MANUAL. Part INTRODUCTION TO TWIST DRILLS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
UNIT 4: (iii) Illustrate the general kinematic system of drilling machine and explain its working principle
 Illustrate the general kinematic system of drilling machine and explain its working principle") UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
STATE UNIVERSITY OF NEW YORK SCHOOL OF TECHNOLOGY CANTON, NEW YORK
 STATE UNIVERSITY OF NEW YORK SCHOOL OF TECHNOLOGY CANTON, NEW YORK COURSE OUTLINE MECH 121 - MANUFACTURING PROCESSES I Prepared By: Daniel Miller Updated By: Daniel Miller (April 2015) CANINO SCHOOL OF
STATE UNIVERSITY OF NEW YORK SCHOOL OF TECHNOLOGY CANTON, NEW YORK COURSE OUTLINE MECH 121 - MANUFACTURING PROCESSES I Prepared By: Daniel Miller Updated By: Daniel Miller (April 2015) CANINO SCHOOL OF
ROOP LAL Unit-6 Drilling & Boring Mechanical Engineering Department
 Lecture 4 Notes : Drilling Basic Mechanical Engineering ( Part B ) 1 Introduction: The process of drilling means making a hole in a solid metal piece by using a rotating tool called drill. In the olden
Lecture 4 Notes : Drilling Basic Mechanical Engineering ( Part B ) 1 Introduction: The process of drilling means making a hole in a solid metal piece by using a rotating tool called drill. In the olden
Lecture 3 2: General Purpose Machine Tools: Drilling Machines and Operations Dr. Parviz Kahhal
 Lecture 3 2: General Purpose Machine Tools: Drilling Machines and Dr. Parviz Kahhal Drilling Operation Drilling is a process used extensivelybywhichthroughorblind holes are originated or enlarged in a
Lecture 3 2: General Purpose Machine Tools: Drilling Machines and Dr. Parviz Kahhal Drilling Operation Drilling is a process used extensivelybywhichthroughorblind holes are originated or enlarged in a
Kennametal Twist Drills KHSS Drill Dictionary
 Kennametal Twist KHSS Drill Dictionary shank diameter tang tang drive axis taper shank shank length neck straight shank point angle helix angle flutes flute length body overall length drill diameter lip
Kennametal Twist KHSS Drill Dictionary shank diameter tang tang drive axis taper shank shank length neck straight shank point angle helix angle flutes flute length body overall length drill diameter lip
Drilling. Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL.
 Drilling Machine Drilling Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL. The machine used for drilling is called drilling machine. The drilling
Drilling Machine Drilling Drilling is the operation of producing circular hole in the work-piece by using a rotating cutter called DRILL. The machine used for drilling is called drilling machine. The drilling
Chapter 25. Other Machining Processes. Materials Processing. MET Manufacturing Processes. Shaping Planing Broaching Sawing Filing
 MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
Lathe. A Lathe. Photo by Curt Newton
 Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS
 Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Introduction to Machining: Lathe Operation
 Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
Introduction to Machining: Lathe Operation Lathe Operation Lathe The purpose of a lathe is to rotate a part against a tool whose position it controls. It is useful for fabricating parts and/or features
Typical Parts Made with These Processes
 Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Special reamers. Figure N 1 Reamer with descending cutting edges in carbide (Cerin)
") Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Other Lathe Operations
 Chapter 15 Other Lathe Operations LEARNING OBJECTIVES After studying this chapter, students will be able to: Safely set up and operate a lathe using various work-holding devices. Properly set up steady
Chapter 15 Other Lathe Operations LEARNING OBJECTIVES After studying this chapter, students will be able to: Safely set up and operate a lathe using various work-holding devices. Properly set up steady
TURNING BORING TURNING:
 TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
Turning and Related Operations
 Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations, Boring, Reaming, Tapping)
") 1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 5: Milling Processes DR. SOTIRIS L. OMIROU Milling Machining - Definition Milling machining is one of the very common manufacturing processes used in machinery
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 5: Milling Processes DR. SOTIRIS L. OMIROU Milling Machining - Definition Milling machining is one of the very common manufacturing processes used in machinery
MACHINING PROCESSES: TURNING AND HOLE MAKING. Dr. Mohammad Abuhaiba 1
 MACHINING PROCESSES: TURNING AND HOLE MAKING Dr. Mohammad Abuhaiba 1 HoweWork Assignment Due Wensday 7/7/2010 1. Estimate the machining time required to rough cut a 0.5 m long annealed copper alloy round
MACHINING PROCESSES: TURNING AND HOLE MAKING Dr. Mohammad Abuhaiba 1 HoweWork Assignment Due Wensday 7/7/2010 1. Estimate the machining time required to rough cut a 0.5 m long annealed copper alloy round
BASIC TECHNICAL INFORMATION FOR REAMERS FLUTE STYLES
 BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
Product Information Report Maximizing Drill Bit Performance
 Overview Drills perform three functions when making a hole: Forming the chip The drill point digs into the material and pushes up a piece of it. Cutting the chip The cutting lips take the formed chip away
Overview Drills perform three functions when making a hole: Forming the chip The drill point digs into the material and pushes up a piece of it. Cutting the chip The cutting lips take the formed chip away
no mm no Dividers with scriber 150 mm NEW Square wedge-shaped knife edges on the length side
 Summer Promotion valid until 30.06.2013 all quoted prices are incl. VAT for deliveries to EU countries to customers with valid VAT-no. and for deliveries in non EU member countries the VAT is not applicable
Summer Promotion valid until 30.06.2013 all quoted prices are incl. VAT for deliveries to EU countries to customers with valid VAT-no. and for deliveries in non EU member countries the VAT is not applicable
CHAPTER 23 Machining Processes Used to Produce Various Shapes Kalpakjian Schmid Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1
 CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
 VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT V Machine Tools Milling cutters Classification of milling cutters according to their design HSS cutters: Many cutters like end mills, slitting cutters, slab cutters, angular
MANUFACTURING TECHNOLOGY UNIT V Machine Tools Milling cutters Classification of milling cutters according to their design HSS cutters: Many cutters like end mills, slitting cutters, slab cutters, angular
Chapter 23. Machining Processes Used to Produce Round Shapes: Turning and Hole Making
 Chapter 23 Machining Processes Used to Produce Round Shapes: Turning and Hole Making R. Jerz 1 2/24/2006 Processes Turning (outside surface) straight, taper, facing, contour, form, cut-off, threading,
Chapter 23 Machining Processes Used to Produce Round Shapes: Turning and Hole Making R. Jerz 1 2/24/2006 Processes Turning (outside surface) straight, taper, facing, contour, form, cut-off, threading,
PARTING ISCAR PARTING USER GUIDE. Parting and Grooving. Insert Positioning
 90 80 0 70 10 60 20 50 30 40 Parting and Grooving Selection of Inserts For a proper match of insert and cutting material to application, the following variables must be taken into consideration: Width
90 80 0 70 10 60 20 50 30 40 Parting and Grooving Selection of Inserts For a proper match of insert and cutting material to application, the following variables must be taken into consideration: Width
Metal Cutting - 5. Content. Milling Characteristics. Parts made by milling Example of Part Produced on a CNC Milling Machine 7.
 Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
The shape of the cone of the twist drills
 The shape of the cone of the twist drills With reference to figure N 1 we can give the following definitions: Fig. N 1- Some characteristic angles of twist drill ε : Helix angle; it is formed by the tangent
The shape of the cone of the twist drills With reference to figure N 1 we can give the following definitions: Fig. N 1- Some characteristic angles of twist drill ε : Helix angle; it is formed by the tangent
Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY
 TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
What Does A CNC Machining Center Do?
 Lesson 2 What Does A CNC Machining Center Do? A CNC machining center is the most popular type of metal cutting CNC machine because it is designed to perform some of the most common types of machining operations.
Lesson 2 What Does A CNC Machining Center Do? A CNC machining center is the most popular type of metal cutting CNC machine because it is designed to perform some of the most common types of machining operations.
March weeks. surcharge for
 March weeks valid until 31.03.2012 all quoted prices are incl. 19% VAT for deliveries in the EU countries to customers with a valid VAT-no. and for deliveries in not EU member countries the VAT is not
March weeks valid until 31.03.2012 all quoted prices are incl. 19% VAT for deliveries in the EU countries to customers with a valid VAT-no. and for deliveries in not EU member countries the VAT is not
Reamer Basics. Fixed Reamers The reamer size is fixed and any size reduction due to wear or sharpening cannot be reclaimed
 1 Reamer Basics Reamers are available in a variety of types, materials, flute styles and sizes The typical reamer is a rotary cutting tools designed to machine a previously formed hole to an exact diameter
1 Reamer Basics Reamers are available in a variety of types, materials, flute styles and sizes The typical reamer is a rotary cutting tools designed to machine a previously formed hole to an exact diameter
SINGLE POINT TOOLS. Mini Boring Bars Mini Boring Bars come in a range of diameters from to inch. They are fluted for maximum strength.
 SINGLE POINT TOOLS All single point tools are designed for internal machining on a lathe. The helical boring bars can be used for both lathe and mill applications. All cutting tools are made from premium
SINGLE POINT TOOLS All single point tools are designed for internal machining on a lathe. The helical boring bars can be used for both lathe and mill applications. All cutting tools are made from premium
 +1-508-653-8897 800-992-4766 www.toolmex.com Dear Valued Customers, The TMX Team have broadened our line of round cutting tools and holders to ensure that you have the productivity tools that you need
+1-508-653-8897 800-992-4766 www.toolmex.com Dear Valued Customers, The TMX Team have broadened our line of round cutting tools and holders to ensure that you have the productivity tools that you need
1. The Lathe. 1.1 Introduction. 1.2 Main parts of a lathe
 1. The Lathe 1.1 Introduction Lathe is considered as one of the oldest machine tools and is widely used in industries. It is called as mother of machine tools. It is said that the first screw cutting lathe
1. The Lathe 1.1 Introduction Lathe is considered as one of the oldest machine tools and is widely used in industries. It is called as mother of machine tools. It is said that the first screw cutting lathe
Build a Drill Press Vise
 Youth Explore Trades Skills Introduction This activity plan will develop the student s machining and metalworking skills as they fabricate a multi-piece steel vise. The project will encompass basic lathe
Youth Explore Trades Skills Introduction This activity plan will develop the student s machining and metalworking skills as they fabricate a multi-piece steel vise. The project will encompass basic lathe
Trade of Toolmaking Module 2: Turning Unit 3: Drilling, Reaming & Tapping Phase 2
 Trade of Toolmaking Module 2: Turning Unit 3: Drilling, Reaming & Tapping Phase 2 Published by SOLAS 2014 Unit 3 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
Trade of Toolmaking Module 2: Turning Unit 3: Drilling, Reaming & Tapping Phase 2 Published by SOLAS 2014 Unit 3 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004
 1 COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004 I. OBJECTIVE To provide an overview and basic knowledge of the
1 COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004 I. OBJECTIVE To provide an overview and basic knowledge of the
GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON
 GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON Electromagnetic Iron can be readily machined when proper tool angles are used. Tools should be ground to more acute cutting edge angles than are
GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON Electromagnetic Iron can be readily machined when proper tool angles are used. Tools should be ground to more acute cutting edge angles than are
Turning. MECH Dr Ghassan Al-Kindi - Lecture 10 1
 Turning Single point cutting tool removes material from a rotating workpiece to generate a cylinder Performed on a machine tool called a lathe Variations of turning performed on a lathe: Facing Contour
Turning Single point cutting tool removes material from a rotating workpiece to generate a cylinder Performed on a machine tool called a lathe Variations of turning performed on a lathe: Facing Contour
APRIL 2009 / NEW-100 / PAGE 1 OF 13
 APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
11/15/2009. There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate
 s Geometry & Milling Processes There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate All three of these will be discussed in later lessons What is a cutting
s Geometry & Milling Processes There are three factors that make up the cutting conditions: cutting speed depth of cut feed rate All three of these will be discussed in later lessons What is a cutting
 DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
Machining Processes IME 240
 Machining Processes IME 240 Material Removal Processes Machining is the broad term used to describe removal of material from a workpiece Includes Cutting, Abrasive Processes (grinding), Advanced Machining
Machining Processes IME 240 Material Removal Processes Machining is the broad term used to describe removal of material from a workpiece Includes Cutting, Abrasive Processes (grinding), Advanced Machining
Lathe Accessories. Work-holding, -supporting, and driving devices
 46-1 Lathe Accessories Divided into two categories Work-holding, -supporting, and driving devices Lathe centers, chucks, faceplates Mandrels, steady and follower rests Lathe dogs, drive plates Cutting-tool-holding
46-1 Lathe Accessories Divided into two categories Work-holding, -supporting, and driving devices Lathe centers, chucks, faceplates Mandrels, steady and follower rests Lathe dogs, drive plates Cutting-tool-holding
Trade of Toolmaking Module 1: Induction & Bench Fitting Unit 3: Drilling, Counterboring & Countersinking Phase 2
 Trade of Toolmaking Module 1: Induction & Bench Fitting Unit 3: Drilling, Counterboring & Countersinking Phase 2 Published by SOLAS 2014 Unit 3 1 Table of Contents Document Release History... 3 Unit Objective...
Trade of Toolmaking Module 1: Induction & Bench Fitting Unit 3: Drilling, Counterboring & Countersinking Phase 2 Published by SOLAS 2014 Unit 3 1 Table of Contents Document Release History... 3 Unit Objective...
Lathes. CADD SPHERE Place for innovation Introduction
 Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
DRA DRA. MagicDrill. High Efficiency Modular Drill. Excellent hole accuracy with a low cutting force design. High Efficiency Modular Drill
 High Efficiency Modular Drill High Efficiency Modular Drill MagicDrill DRA Excellent hole accuracy with a low cutting force design Optimal web thickness limits deflection Fine chip breaking and smooth
High Efficiency Modular Drill High Efficiency Modular Drill MagicDrill DRA Excellent hole accuracy with a low cutting force design Optimal web thickness limits deflection Fine chip breaking and smooth
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
T360. Holders and Inserts - T-Cap. Features T333. Holders T335. Inserts T336. Clamping units T337. Sleeves for clamping units T338.
 T358 T329 Holders and Inserts - T-Cap Features Holders Inserts Clamping units Sleeves for clamping units T-CAP Kits T333 T335 T336 T337 T338 T339 User Guide Comparison test results Surface finish Tool
T358 T329 Holders and Inserts - T-Cap Features Holders Inserts Clamping units Sleeves for clamping units T-CAP Kits T333 T335 T336 T337 T338 T339 User Guide Comparison test results Surface finish Tool
Rush Machinery, Inc. Specification- Model 382S series Drill & Tool Grinders
 I. Operational Features A. Drill & Tool Size Capacities 1. Drill Diameter Range: 3/16 (5mm) to 3-1/8 (80mm) 2. Tool Shanks: Straight Shanks: 3/16 (5mm) to 3-1/8 (80mm) diameter Morse Taper Shanks: to #6
I. Operational Features A. Drill & Tool Size Capacities 1. Drill Diameter Range: 3/16 (5mm) to 3-1/8 (80mm) 2. Tool Shanks: Straight Shanks: 3/16 (5mm) to 3-1/8 (80mm) diameter Morse Taper Shanks: to #6
Lesson 2 Understanding Turning Center Speeds and Feeds
 Lesson 2 Understanding Turning Center Speeds and Feeds Speed and feed selection is one of the most important basic-machining-practice-skills a programmer must possess. Poor selection of spindle speed and
Lesson 2 Understanding Turning Center Speeds and Feeds Speed and feed selection is one of the most important basic-machining-practice-skills a programmer must possess. Poor selection of spindle speed and
Listed below are some of our most common drill designs used in many various aerospace applications:
 www.lomas.co.uk Tools can be manufactured in 3 material choices for use on composites: Solid Tungsten Carbide Tooling CVD Diamond Coated Solid Tungsten Carbide Polycrystalline Diamond (PCD) LOMAS design
www.lomas.co.uk Tools can be manufactured in 3 material choices for use on composites: Solid Tungsten Carbide Tooling CVD Diamond Coated Solid Tungsten Carbide Polycrystalline Diamond (PCD) LOMAS design
Rush Machinery, Inc. Specification- Model 252 series Drill & Tool Grinders
 I. Operational Features A. Drill & Tool Size Capacities 1. Drill Diameter Range: 3/32 (2.5 mm) to 2 (51 mm) 2. Tool Shanks: Straight Shanks: 3/32 (2.5mm) to 2 (51mm) diameter Morse Taper Shanks: to #5
I. Operational Features A. Drill & Tool Size Capacities 1. Drill Diameter Range: 3/32 (2.5 mm) to 2 (51 mm) 2. Tool Shanks: Straight Shanks: 3/32 (2.5mm) to 2 (51mm) diameter Morse Taper Shanks: to #5
Internal Rotary/Punch Broaches & Plugs Adjustable & Non Adjustable Rotary Holders
 CAT_BROOTSEN_2008-08_EN_hassay savage_fabrieks-catalogus AMTC BV - importeur Nederland pagina 14 van 40 uscatalogv7.qxp 8/13/2008 10:57 AM Page 14 Internal Rotary/Punch Broaches & Plugs Adjustable & Non
CAT_BROOTSEN_2008-08_EN_hassay savage_fabrieks-catalogus AMTC BV - importeur Nederland pagina 14 van 40 uscatalogv7.qxp 8/13/2008 10:57 AM Page 14 Internal Rotary/Punch Broaches & Plugs Adjustable & Non
ICS CUTTING TOOLS, INC 511 Main Street Casco, WI USA (920) Fax (920)
 Fax (920)") ICS CUTTING TOOLS, INC 511 Main Street Casco, WI 54205-0125 USA (920) 837-2526 Fax (920) 837-2530 www.icscuttingtools.com info@icscuttingtools.com COMBINED DRILL & COUNTERSINKS COBALT PLAIN TYPE...5 BELL
ICS CUTTING TOOLS, INC 511 Main Street Casco, WI 54205-0125 USA (920) 837-2526 Fax (920) 837-2530 www.icscuttingtools.com info@icscuttingtools.com COMBINED DRILL & COUNTERSINKS COBALT PLAIN TYPE...5 BELL
Machine Tool Technology/Machinist CIP Task Grid Secondary Competency Task List
 1 100 ORIENTATION / SAFETY 101 Describe the Occupational Safety and Health Administration (OSHA) and its role in the machining industry. 2 2 2 1 0.5 102 Identify & explain safety equipment and procedures.
1 100 ORIENTATION / SAFETY 101 Describe the Occupational Safety and Health Administration (OSHA) and its role in the machining industry. 2 2 2 1 0.5 102 Identify & explain safety equipment and procedures.
Boring Course: Manual woodworking techniques. Trainees' handbook of lessons
 Boring Course: Manual woodworking techniques. Trainees' handbook of lessons Table of Contents Boring Course: Manual woodworking techniques. Trainees' handbook of lessons...1 1. Purpose and Meaning of
Boring Course: Manual woodworking techniques. Trainees' handbook of lessons Table of Contents Boring Course: Manual woodworking techniques. Trainees' handbook of lessons...1 1. Purpose and Meaning of
Design for machining
 Multiple choice questions Design for machining 1) Which one of the following process is not a machining process? A) Planing B) Boring C) Turning D) Forging 2) The angle made between the rake face of a
Multiple choice questions Design for machining 1) Which one of the following process is not a machining process? A) Planing B) Boring C) Turning D) Forging 2) The angle made between the rake face of a
Cross Peen Hammer. Introduction. Lesson Objectives. Assumptions
 Introduction In this activity plan students will develop various machining and metalworking skills by building a two-piece steel hammer. This project will introduce basic operations for initial familiarization
Introduction In this activity plan students will develop various machining and metalworking skills by building a two-piece steel hammer. This project will introduce basic operations for initial familiarization
KEO Cutters a name you can trust!
 KEO utters a name you can trust! The world of cutting tools is changing every day. KEO utters is getting better every day as we implement and execute our continuous improvement strategies. This new catalog
KEO utters a name you can trust! The world of cutting tools is changing every day. KEO utters is getting better every day as we implement and execute our continuous improvement strategies. This new catalog
Machining. Module 6: Lathe Setup and Operations. (Part 2) Curriculum Development Unit PREPARED BY. August 2013
 Curriculum Development Unit PREPARED BY. August 2013") Machining Module 6: Lathe Setup and Operations (Part 2) PREPARED BY Curriculum Development Unit August 2013 Applied Technology High Schools, 2013 Module 6: Lathe Setup and Operations (Part 2) Module Objectives
Machining Module 6: Lathe Setup and Operations (Part 2) PREPARED BY Curriculum Development Unit August 2013 Applied Technology High Schools, 2013 Module 6: Lathe Setup and Operations (Part 2) Module Objectives
STEEL RULE. Stock TRY SQUARE
 FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
INDEXABLE BORING BAR AND INSERTS FLAT TOP, CHIP CONTROL, CBN, AND PCD
 INDEXABLE BORING BAR AND S FLAT TOP, CHIP CONTROL,, AND 80 Diamond.156 IC R.156.040 80 DIAMOND FLAT TOP 80 DIAMOND CHIP CONTROL AT6+ 0.003 ACD5031 ACD5031E AT6+ 0.007 ACD5071 ACD5071E AT6+ 0.015 ACD5151
INDEXABLE BORING BAR AND S FLAT TOP, CHIP CONTROL,, AND 80 Diamond.156 IC R.156.040 80 DIAMOND FLAT TOP 80 DIAMOND CHIP CONTROL AT6+ 0.003 ACD5031 ACD5031E AT6+ 0.007 ACD5071 ACD5071E AT6+ 0.015 ACD5151
Drill Bits & Hole Saws
 F o r P Drill Bits & Hole Saws r o f e s s i o n a l s. Klein drill bits provide accuracy and consistency for professionals. Made of top-of-the-line materials for longer-lasting performance, Klein drill
F o r P Drill Bits & Hole Saws r o f e s s i o n a l s. Klein drill bits provide accuracy and consistency for professionals. Made of top-of-the-line materials for longer-lasting performance, Klein drill
TOOLS THAT MEASURE UP!
 TOOLS THAT MEASURE UP! 0-6 Inch Outside Micrometer Set Graduation: 0.0001 Carbide tips Micrometers over 1 /25mm are supplied with a setting standard Supplied in fitted storage case 0-12 set shown Range
TOOLS THAT MEASURE UP! 0-6 Inch Outside Micrometer Set Graduation: 0.0001 Carbide tips Micrometers over 1 /25mm are supplied with a setting standard Supplied in fitted storage case 0-12 set shown Range
Milling Machine Operations
 03/05/2004 TABLE OF CONTENTS Lesson 1 Objectives......3 Vertical Mill 4 Milling Machine Accessories......23 Common Milling Cutters......24 Metal Saws 24 End Mills 25 T-Slot Cutter 25 Dovetail Cutter......25
03/05/2004 TABLE OF CONTENTS Lesson 1 Objectives......3 Vertical Mill 4 Milling Machine Accessories......23 Common Milling Cutters......24 Metal Saws 24 End Mills 25 T-Slot Cutter 25 Dovetail Cutter......25
PRODUCT CATALOG. Chisholm, MN USA
 PRODUCT CATALOG Chisholm, MN USA 800-942-1501 TABLE OF CONTENTS Series Description Page # 800...General Purpose, 118 Point, Jobber Length, Wire, Black Oxide, HSS...4 801...General Purpose, 118 Point, Jobber
PRODUCT CATALOG Chisholm, MN USA 800-942-1501 TABLE OF CONTENTS Series Description Page # 800...General Purpose, 118 Point, Jobber Length, Wire, Black Oxide, HSS...4 801...General Purpose, 118 Point, Jobber
Metal Drilling
 www.irwin.com Metal Drilling Engineered for Controlled Precision and Speed Shank Diameter Shank Point Angle Drill Bit Diameter : The length from the point to the end of the drill bit Point Angle: The angle
www.irwin.com Metal Drilling Engineered for Controlled Precision and Speed Shank Diameter Shank Point Angle Drill Bit Diameter : The length from the point to the end of the drill bit Point Angle: The angle
FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly NARRATION (VO): NARRATION (VO): NARRATION (VO): INCLUDING: METALS,
: NARRATION (VO): NARRATION (VO): INCLUDING: METALS,") Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
CNC Cooltool - Milling Machine
 CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
ADVANCE TYPES OF DRILL BIT - A REVIEW
 ADVANCE TYPES OF DRILL BIT - A REVIEW Chandresh P. Rana 1,Pankaj D Pandey2,Akshar Y Parmar 3,Pradipsinh A Parmar 4 1 Asst. Professor, Mechanical Engineering Department, Vadodara Institute of Engineering,
ADVANCE TYPES OF DRILL BIT - A REVIEW Chandresh P. Rana 1,Pankaj D Pandey2,Akshar Y Parmar 3,Pradipsinh A Parmar 4 1 Asst. Professor, Mechanical Engineering Department, Vadodara Institute of Engineering,
Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering
 Department of Mechanical and Production Engineering") Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering LABORATORY MANUAL For the students of Department of Mechanical and Production Engineering 1 st
Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering LABORATORY MANUAL For the students of Department of Mechanical and Production Engineering 1 st
Machining Processes Turning
 Machining Review Questions - Page 2 Machining Processes Turning 1. Identify the cutting parameters (speed, feed and depth of cut) for the turning process. 2. Identify the basic parts of the lathe machine
Machining Review Questions - Page 2 Machining Processes Turning 1. Identify the cutting parameters (speed, feed and depth of cut) for the turning process. 2. Identify the basic parts of the lathe machine
Looking for a small band saw? The Ellis 1100 band saw might be just what you are looking for.
 1100 MITRE BAND SAW Looking for a small band saw? The Ellis 1100 band saw might be just what you are looking for. This portable band saw moves easily to the job site. Use it as horizontal or vertical saw.
1100 MITRE BAND SAW Looking for a small band saw? The Ellis 1100 band saw might be just what you are looking for. This portable band saw moves easily to the job site. Use it as horizontal or vertical saw.
METRIC THREAD MILLS SINGLE PROFILE (SPTM) - SOLID CARBIDE. Scientific Cutting Tools, Inc. Q A C OAL 60º THREAD MILLS METRIC
 - SOLID CARBIDE. Scientific Cutting Tools, Inc. Q A C OAL 60º THREAD MILLS METRIC") METRIC SINGLE PROFILE (SPTM) - SOLID CARBIDE METRIC Q A B 60º C S With just 19 varieties of Thread Mills, fine and coarse threads ranging from M1.2 to M30+ can be milled SPECIALTY PORT - CAVITY INDEXABLE
METRIC SINGLE PROFILE (SPTM) - SOLID CARBIDE METRIC Q A B 60º C S With just 19 varieties of Thread Mills, fine and coarse threads ranging from M1.2 to M30+ can be milled SPECIALTY PORT - CAVITY INDEXABLE
Copyright 2010 Society of Manufacturing Engineers. FUNDAMENTAL MANUFACTURING PROCESSES Holemaking - HO
 FUNDAMENTAL MANUFACTURING PROCESSES Holemaking - HO SCENE 1. HO78A, CGS: Hole Finishing Operations white text, centered on background FMP BKG, motion background SCENE 2. HO79A, SME2519, 02:26:30:00-02:26:42:00
FUNDAMENTAL MANUFACTURING PROCESSES Holemaking - HO SCENE 1. HO78A, CGS: Hole Finishing Operations white text, centered on background FMP BKG, motion background SCENE 2. HO79A, SME2519, 02:26:30:00-02:26:42:00
COFA. Consistent deburring through holes on Even & Uneven surfaces in any material HEULE. Case Study - Automotive. Study Details
 Case Study - Automotive COFA Consistent deburring through holes on Even & Uneven surfaces in any material BEFORE AFTER COFA Tool ION 1,400 parts / day (2 holes per part) CNC Machining Center Low Carbon
Case Study - Automotive COFA Consistent deburring through holes on Even & Uneven surfaces in any material BEFORE AFTER COFA Tool ION 1,400 parts / day (2 holes per part) CNC Machining Center Low Carbon
Module 1. Classification of Metal Removal Processes and Machine tools. Version 2 ME IIT, Kharagpur
 Module 1 Classification of Metal Removal Processes and Machine tools Lesson 2 Basic working principle, configuration, specification and classification of machine tools Instructional Objectives At the end
Module 1 Classification of Metal Removal Processes and Machine tools Lesson 2 Basic working principle, configuration, specification and classification of machine tools Instructional Objectives At the end
ACCREDITATION FACILITY AUDIT CHECKLIST
 ACCREDITATION FACILITY AUDIT CHECKLIST Institution Name: Date: Designated Trade: Machinist AC #: Contact: Location: Course Duration: of weeks: of hours total: of hours per day: Instructor(s) of Students
ACCREDITATION FACILITY AUDIT CHECKLIST Institution Name: Date: Designated Trade: Machinist AC #: Contact: Location: Course Duration: of weeks: of hours total: of hours per day: Instructor(s) of Students
Machinist NOA (2010) Subtask to Unit Comparison
 Subtask to Unit Comparison") Machinist NOA (2010) Subtask to Unit Comparison NOA Subtask Task 1 Organizes work. 1.01 Interprets documentation. A16 Job Planning 1.02 Plans sequence of operations. A16 Job Planning 1.03 Maintains safe
Machinist NOA (2010) Subtask to Unit Comparison NOA Subtask Task 1 Organizes work. 1.01 Interprets documentation. A16 Job Planning 1.02 Plans sequence of operations. A16 Job Planning 1.03 Maintains safe
Machine Tool Technology/Machinist CIP Task Grid
 1 100 ORIENTATION / SAFETY 101 Describe the Occupational Safety and Health Administration (OSHA) and its role in the machining industry. 102 Identify & explain safety equipment and procedures. 103 Identify
1 100 ORIENTATION / SAFETY 101 Describe the Occupational Safety and Health Administration (OSHA) and its role in the machining industry. 102 Identify & explain safety equipment and procedures. 103 Identify
أت ارش. Dr. Abdel-Wahab El-Morsy Faculty of Engineering - Rabigh
 Basic Workshop 1 أت ارش Machining Process Machining is a term used to describe a variety of material removal processes in which a cutting tool removes unwanted material from a workpiece to produce the
Basic Workshop 1 أت ارش Machining Process Machining is a term used to describe a variety of material removal processes in which a cutting tool removes unwanted material from a workpiece to produce the
Revised April Unit/Standard Number. High School Graduation Years 2016, 2017 and 2018
 Unit/Standard Number High School Graduation Years 2016, 2017 and 2018 Machine Tool Technology/Machinist CIP 48.0501 Task Grid Secondary Competency Task List 100 ORIENTATION / SAFETY 101 Describe the Occupational
Unit/Standard Number High School Graduation Years 2016, 2017 and 2018 Machine Tool Technology/Machinist CIP 48.0501 Task Grid Secondary Competency Task List 100 ORIENTATION / SAFETY 101 Describe the Occupational
HSS Specialists. Special design high speed steel drills for special machining tasks
 HSS Specialists Special design high speed steel drills for special machining tasks Guhring s HSS Guhring has been a specialist in drilling tools for more than a century. This not only applies to the broad
HSS Specialists Special design high speed steel drills for special machining tasks Guhring s HSS Guhring has been a specialist in drilling tools for more than a century. This not only applies to the broad
Machine Tools MILLING PROCESS. BY LAKSHMIPATHI YERRA Asst.professor Dept.of Mechanical Engg.
 Machine Tools MILLING PROCESS BY LAKSHMIPATHI YERRA Asst.professor Dept.of Mechanical Engg. FIG. 1 Typical parts and shapes produced by various cutting processes Fig. 2 Schematic illustration of milling
Machine Tools MILLING PROCESS BY LAKSHMIPATHI YERRA Asst.professor Dept.of Mechanical Engg. FIG. 1 Typical parts and shapes produced by various cutting processes Fig. 2 Schematic illustration of milling
CARPENTRY. Carpentry tools: The following are the tools that are made use of in all the wood working operations.
 CARPENTRY INTRODUCTION: Carpentry may be defined as the process of making wooden components. It starts from a marketable form of wood and ends with a finished product. It Deals with the building work,
CARPENTRY INTRODUCTION: Carpentry may be defined as the process of making wooden components. It starts from a marketable form of wood and ends with a finished product. It Deals with the building work,
TRAINING MANUAL. Part 3 REAMERS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 3 REAMERS 1 Purpose of Reamers REAMERS A reamer produces an accurate and highly finished round hole to a much finer tolerance than that produced by a drill.
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 3 REAMERS 1 Purpose of Reamers REAMERS A reamer produces an accurate and highly finished round hole to a much finer tolerance than that produced by a drill.
MLR Institute of Technology
 MLR Institute of Technology Dundigal, Quthbullapur (M), Hyderabad 500 043 MECHANICAL ENGINEERING MACHINE TOOLS OBJECTIVE QUESTIONS UNIT - I 1. A built up-edge is formed while machining [ B ] (Sep-2011,
MLR Institute of Technology Dundigal, Quthbullapur (M), Hyderabad 500 043 MECHANICAL ENGINEERING MACHINE TOOLS OBJECTIVE QUESTIONS UNIT - I 1. A built up-edge is formed while machining [ B ] (Sep-2011,
PREVIEW COPY. Table of Contents. Lesson One Machining Cylindrical Shapes...3. Lesson Two Drilling, Reaming, and Honing...21
 Table of Contents Lesson One Machining Cylindrical Shapes...3 Lesson Two Drilling, Reaming, and Honing...21 Lesson Three Lesson Four Machining Flat Surfaces...37 Determining Tolerances and Finishes...53
Table of Contents Lesson One Machining Cylindrical Shapes...3 Lesson Two Drilling, Reaming, and Honing...21 Lesson Three Lesson Four Machining Flat Surfaces...37 Determining Tolerances and Finishes...53
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY
 LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
Carbide Reamers...P18. Ejector Pin Counter Bores...P17
 P1 Carbide Reamers...P18 Ejector Pin Counter Bores...P17 Extended Reach 2 Flute End Mills (For Machining Aluminum) Ball Nose...P15 Square End...P16 Extended Reach 4 Flute Coated End Mills Ball Nose...P11
P1 Carbide Reamers...P18 Ejector Pin Counter Bores...P17 Extended Reach 2 Flute End Mills (For Machining Aluminum) Ball Nose...P15 Square End...P16 Extended Reach 4 Flute Coated End Mills Ball Nose...P11
Winslow FR-200 Form Relief Grinder
 Winslow FR-200 Form Relief Grinder 1 This Form Relief Grinder Outperforms Primary/Secondary Grinding 6 Ways 1 One Machine Does Multiple Tasks Standard machine accommodates cutting tools with shaft diameters
Winslow FR-200 Form Relief Grinder 1 This Form Relief Grinder Outperforms Primary/Secondary Grinding 6 Ways 1 One Machine Does Multiple Tasks Standard machine accommodates cutting tools with shaft diameters