(R) Aerospace First Article Inspection Requirement FOREWORD
|
|
|
- Bertram Todd
- 5 years ago
- Views:
Transcription
1 AEROSPACE STANDARD AS9102 Technically equivalent to AECMA pren 9102 Issued Revised REV. A Supersedes AS9012 (R) Aerospace First Article Inspection Requirement FOREWORD In December 1998, the Aerospace Industry had established the International Aerospace Quality Group (IAQG) with the purpose of achieving significant improvements in quality and reductions in cost throughout the value stream. This organization, with representation from Aerospace companies in Americas, Asia and Europe and sponsored by SAE, SJAC, and AECMA has agreed to take responsibility for the technical contents of this standard. TABLE OF CONTENTS 1. INTRODUCTION Scope Purpose Convention REFERENCES DEFINITIONS APPLICABILITY REQUIREMENTS Part Requirements Evaluation Activities Partial or Re-accomplishment of First Article Inspection Nonconformance Handling... 7 SAE Technical Standards Board Rules provide that: This report is published by SAE to advance the state of technical and engineering sciences. The use of this report is entirely voluntary, and its applicability and suitability for any particular use, including any patent infringement arising therefrom, is the sole responsibility of the user. SAE reviews each technical report at least every five years at which time it may be reaffirmed, revised, or cancelled. SAE invites your written comments and suggestions. Copyright 2004 SAE International All rights reserved. No part of this publication may be reproduced, stored in a retrieval system or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE. TO PLACE A DOCUMENT ORDER: Tel: (inside USA and Canada) Tel: (outside USA) Fax: custsvc@sae.org SAE WEB ADDRESS:
2 5.5 Documentation Forms Characteristic Accountability Record of Results Control of Records NOTES... 9 APPENDIX A FORMS AND GUIDELINES TO COMPLETE THE FORMS
3 1. INTRODUCTION: 1.1 Scope: This SAE Aerospace Standard (AS) establishes requirements for performing and documenting the First Article Inspection (FAI). 1.2 Purpose: The purpose of the First Article Inspection is to give objective evidence that all engineering, design and specification requirements are correctly understood, accounted for, verified, and recorded. The purpose of this standard is to provide a consistent documentation requirement for aerospace components FAI. 1.3 Convention: The following convention is used in this Standard. The words shall and must indicate mandatory requirements. The word should indicates mandatory requirements with some flexibility allowed in compliance methodology. An Organization is permitted to show that its approach meets the intent of the requirement and this standard. Words typical, example or e.g. show suggestions given for guidance only. Notes are used for additional clarification. 2. REFERENCES: 1. International Aerospace Standard 9100 Quality Systems - Aerospace - Model for Quality Assurance in Design, Development, Production, Installation and Servicing. 2. International Aerospace Standard 9103 Variation Management in Key Characteristics. 3. International Aerospace Standard 9131 Quality Systems - Nonconformance Documentation
4 3. DEFINITIONS: ATTRIBUTE DATA: A result from a characteristic or property that is appraised only as to whether it does or does not conform to a given requirement (for example, go/no-go, accept/reject, pass/fail, etc.). DELIVERABLE SOFTWARE: Embedded or loadable airborne, space borne or ground support software components that are part of an aircraft Type Design, weapon system, missile or spacecraft. DESIGN CHARACTERISTICS: Those dimensional, visual, functional, mechanical, and material features or properties, which describe and constitute the design of the article as specified by Drawing Requirements. These characteristics can be measured, inspected, tested, or verified to determine conformance to the design requirements. Dimensional features include in-process locating features such as target-machined (or forged/cast) dimensions on forgings and castings, and, weld/braze joint preparation necessary for acceptance of finished joint. Material features or properties may include processing variables and sequences, which are specified by the drawing (e.g., heat treat temperature, fluorescent penetrant class, ultrasonic scans, sequence of welding and heat treat). These provide assurance of intended characteristics that could not be otherwise defined. DRAWING REQUIREMENTS: Requirements of the drawing (including Parts Lists), specification, or purchasing document to which the article is to be made. These include any notes, specifications, and lower-level drawings invoked. FIRST ARTICLE INSPECTION (FAI): A complete, independent, and documented physical and functional inspection process to verify that prescribed production methods have produced an acceptable item as specified by engineering drawings, planning, purchase order, engineering specifications, and/or other applicable design documents. FIRST ARTICLE INSPECTION REPORT (FAIR): The forms and package of documentation for a part number or assembly, including FAI results, as per this Standard. FIRST PRODUCTION RUN PARTS: The first group of one or more parts that are the result of a planned process designed to be used for future production of these same parts. Prototype parts, or parts built using methods different from those intended for the normal production process, shall not be considered as part of the first production run. MULTIPLE CHARACTERISTICS: Identical characteristics that occur at more than one location (e.g., 4 Places ) but are established by a single set of drawing requirements (e.g., rivet hole size, dovetail slots, corner radii, chemical milling pocket thickness). PRODUCT: The result of a process, which in the context of this Standard includes finished detailed parts and assemblies. It also includes forgings and castings
5 3. (Continued): REFERENCE CHARACTERISTICS: The characteristics that are used for information only or to show relationship. These are dimensions without tolerances and refer to other dimensions on the drawing. STANDARD CATALOG HARDWARE: A part or material that conforms to an established industry or national authority published specification, having all characteristics identified by text description, National/Military Standard Drawing, or catalog item. VARIABLES DATA: Quantitative measurements taken on a continuous scale. For example, the diameter of a cylinder or the gap between mating parts. 4. APPLICABILITY: This Aerospace Standard applies to assemblies sub-assemblies, and detail parts including castings and forgings. This Standard applies to organizations that are responsible for producing the design characteristics of the product. The Organization shall flow down the requirements of this Standard to Suppliers who produce Design Characteristics. This Standard does not apply to procured Standard Catalog Hardware or Deliverable Software. 5. REQUIREMENTS: 5.1 Part Requirements: The Organization shall perform FAI on new Product representative of the First Production Run. NOTE: For assemblies, the assembly level FAI shall be performed on those characteristics specified on the assembly drawing. NOTE: The Organization shall not use prototype parts, or parts manufactured using methods different from those intended for the normal production process, for the FAI. This Standard may be used to verify conformance of a prototype part to design requirements
6 5.2 Evaluation Activities: The Organization should conduct the following activities in support of FAI. 1. Review documentation for the manufacturing process (e.g., routing sheets, manufacturing/quality plans, manufacturing work instructions, etc.) to make sure all operations are complete as planned. 2. Review referenced exhibits supporting the FAI (e.g., inspection data, test data, Acceptance Test Procedures, etc.) for completeness. 3. Review nonconformance documentation (if any), for completeness. NOTE: International Aerospace Standard 9131 may be used as a guidance. 4. Review material certifications for compliance, as applicable. 5. Verify that approved Special Process sources are used (as applicable), and that the manufacturing planning/routing document calls out the correct specification. 6. Verify that Key Characteristic requirements have been met, as applicable (see International Aerospace Standard 9103 for guidance). 7. Verify part specific gages and/or tooling are qualified and traceable, as applicable. 8. Verify that every design characteristic requirement is accounted for, uniquely identified and has inspection results traceable to each unique identifier. 5.3 Partial or Re-accomplishment of First Article Inspection: The FAI requirement, once invoked, shall continue to apply even after initial compliance. The FAI requirements may be satisfied by a partial FAI that addresses differences between the current configuration and prior approved configurations. When a partial FAI is performed, the Organization shall complete only the affected fields in the FAI forms. FAI requirements may also be satisfied by previously approved FAI performed on identical characteristics of similar parts produced by identical means. When FAI requirements (partial or complete) are satisfied in this manner, identify the approved configuration in the index of part numbers on Form
7 5.3 (Continued): The Organization shall perform a full FAI, or a partial FAI for affected characteristics, when any of the following events occurs: 1. A change in the design affecting fit, form or function of the part. 2. A change in manufacturing source(s), process(es), inspection method(s), location of manufacture, tooling or materials, that can potentially affect fit, form or function. 3. A change in numerical control program or translation to another media that can potentially affect fit, form or function. 4. A natural or man-made event, which may adversely affect the manufacturing process. 5. A lapse in production for two years or as specified by the Customer. 5.4 Nonconformance Handling: The FAI is not complete until the Organization closes all non-conformances affecting the part and implements corrective actions. The Organization shall re-do an FAI for those affected characteristics and shall record the results. 5.5 Documentation: Forms: The Appendix of this Standard contains forms that comply with the documentation requirements of this Standard. Each field in the forms is designated with a unique reference number. Each field is also identified as: (R) Required: This is mandatory information. (CR) Conditionally Required: This field must be completed when applicable (i.e., when there exists a Customer requirement, then this field must be filled in). (O) Optional: This field is provided for convenience. Forms contained in the Appendix should be used to document the results of the FAI. NOTE: The fields in the forms are color-coded for convenience. Use of black-andwhite forms is acceptable. Forms other than those contained in the Appendix may be used, however they must contain all Required and Conditionally Required information and have the same field reference numbers
8 5.5.1 (Continued): All forms shall be completed either electronically or in permanent ink. All forms shall be completed in English or in a language specified by the Customer. NOTE: Continuation sheets using the same form are acceptable or insert additional rows if completing electronically Characteristic Accountability: The Organization shall verify every Design Characteristic during FAI and record the results. Every Design Characteristic shall have its own unique characteristic number. NOTE: NOTE: NOTE: Reference characteristics may be omitted from the FAI. Use more than one line if needed for any characteristic. Characteristics not measurable in the final product shall be verified during the manufacturing process (as long as they are not affected by subsequent operations) or by destructive means. Characteristics verified at the detail level may be referenced in the assembly-level FAIR Record of Results: Results from inspection of design characteristics shall be expressed in quantitative terms (Variables Data) when a Design Characteristic is expressed by numerical limits. The Organization shall record the results in the units specified on the drawing or specification, unless otherwise approved by the Customer. Attribute Data (e.g., go/no-go) may be used if no inspection technique resulting in Variables Data is feasible. Attribute Data is permitted when the Design Characteristic does not specify numerical limits (e.g., break all sharp edges). It is also permitted where qualified tooling is consistently used as a check feature and a go/no-go feature has been established for the specific characteristic. 5.6 Control of Records: All FAI documentation required by this Standard shall be considered as a quality record and the Organization shall retain it according to Customer or regulatory requirements
9 6. NOTES: 6.1 The change bar ( l ) located in the left margin is for the convenience of the user in locating areas where technical revisions, not editorial changes, have been made to the previous issue of this document. An (R) symbol to the left of the document title indicates a complete revision of the document. PREPARED UNDER THE JURISDICTION OF SAE COMMITTEE G-14, AMERICAS AEROSPACE QUALITY GROUP (AAQG) - 9 -
10 APPENDIX A FORMS AND GUIDELINES TO COMPLETE THE FORMS This Appendix provides the guidelines to complete the forms. Each input field is identified as: (R) Required: This is mandatory information. This field is shown in Bold font. (CR) Conditionally Required: This field must be completed when applicable. This field is shown in Bold Italic font. (O) Optional: This field is provided for convenience. It is shown in Regular font. The fields are also color coded for visual convenience: (R) as yellow and (CR) as blue. Use of black-and-white forms is acceptable
11 Instructions to Complete Form 1: Part Number Accountability This form is used to identify the part that is being first-article inspected (FAI part) and associated subassemblies or detail parts. NOTE: Fields 1-4 are repeated on all forms for convenience and traceability. 1) (R) Part Number: Number of the part (FAI part). 2) (R) Part Name: Name of the part as shown on the drawing. 3) (CR) Serial number: Serial number of the part. 4) (O) FAI Report Number: Reference number that identifies the FAI. This may be an internal report number. 5) (CR) Part Revision Level: Latest part revision that affects the part being first article inspected. If there is no revision, indicate as such. Note: The latest drawing revision (Field 7) does not always affect all parts contained on a drawing. 6) (CR) Drawing Number: Drawing number associated with the FAI part. 7) (CR) Drawing Revision Level: The revision level of the engineering drawing. If there is no revision, indicate as such. 8) (CR) Additional Changes: Provide reference number(s) of any changes that are incorporated in the product but not reflected in referenced drawing/part revision level (e.g., change in design, engineering changes, manufacturing changes, deviation or exclusion from certain drawing requirement, etc.). 9) (R) Manufacturing Process Reference: A reference number that provides traceability to the manufacturing record of the FAI part (e.g., router number, manufacturing plan number, etc.) 10) (R) Organization Name: Name of the Organization performing this FAI. 11) (O) Supplier Code: Supplier Code is a unique number given by Customer to the Organization. It is sometimes referred to as Vendor Code, Vendor Identification Number, Supplier Number, etc. 12) (O) P.O. Number: Enter Customer Purchase Order number, if applicable or required. 13) (R) Detail part or an Assembly FAI: Check as appropriate. 14) (R) Full FAI or Partial FAI: Check as appropriate. For a partial FAI, provide the baseline part number (including revision level) to which this partial FAI is performed and the reason for it. For example, changes in design, process, manufacturing location, etc. 15, 16, 17 and 18: This section is required only if the part number in Field 1 is an assembly requiring lower level parts to be installed into the assembly. 15) (CR) Part Number: Detail or next level sub-assembly part number to be included in the assembly. 16) (CR) Part Name, as shown on the drawing. 17) (CR) Part Serial Number of the part that is installed in the assembly, when applicable. 18) (O) FAI Report Number for detail part
12 19) (R) Signature: Name and signature of the person who prepared FAI Form 1. Also check appropriate box if this FAI is complete per 5.4. Note: The signature on this form certifies the following two things: 1) that all characteristics are accounted for; meet drawing requirements or are properly documented for disposition. 2) if this FAI is complete per 5.4. Check as appropriate. 20) (R) Date when this FAI Form 1 was prepared. 21) (O) Name of the person from the Organization who approved FAI report 22) (O) Date when the FAI report is approved. 23) (O) Customer Approval. This field is used by Customer to record approval, if required. 24) (O) Date Customer approved this FAI form
13 Instructions to Complete Form 2: Product Accountability Raw Material, Specifications and Special process(s), Functional Testing This form is used if any material, special processes or functional testing are defined as a Design Requirement. NOTE: Fields 1-4 are repeated on all forms for convenience and traceability. 1) (R) Part Number: Number of the part (FAI part). 2) (R) Part Name: Name of the part as shown on the drawing. 3) (CR) Part serial number: Serial number of the part. 4) (O) FAI Report Number: Reference number that identifies the FAI. This may be an internal report number 5) (CR) Material or Process: Enter the name of material or process. 6) (CR) Specification: Enter material or process specifications number (include permitted alternates, if used), class, and material form (e.g., sheet, bar, etc.). Include all Make From materials that are incorporated into the FAI part. For raw materials, include all materials that are incorporated into the FAI part, (e.g., weld/braze filler materials, balls for ball brazing, etc.), and Standard Catalog hardware (e.g., AN, MS fasteners); but do not include processing materials such as acid etchants. 7) (O) Code: Enter any required code from the Customer for material or process listing, when required. 8) (CR) Special Process Supplier Code: Customer given Supplier code of the organization performing special process(es) or supplying material, as applicable. Also add, Special process supplier name and address. 9) (CR) Customer Approval Verification: Indicate if the special process or material source is approved by the Customer. Write NA if Customer approval is not required. 10) (CR) Certificate of Conformance number: Number of the certificate (e.g., special process completion certification, raw material test report number, Standard Catalog hardware compliance report number, traceability number). 11) (CR) Functional Test Procedure Number: Functional Test Procedure called out as Design Requirement. 12) (CR) Acceptance Report Number: The functional test certification indicating that test requirements have been met. 13) (O) Comments: As applicable. 14) (R) Prepared By: Name of the person who prepared this form. 15) (R) Date: Date when this form was completed
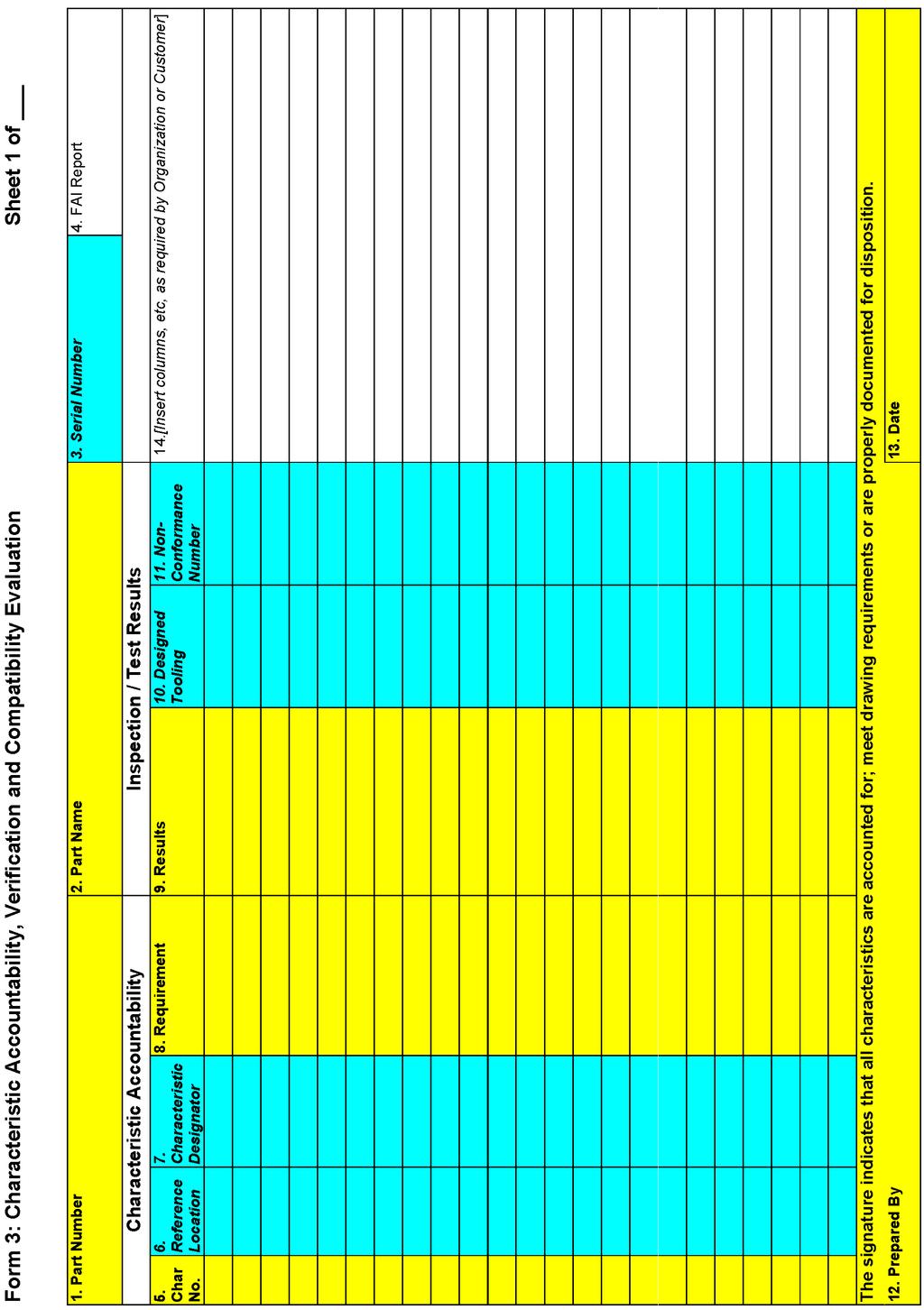
14 Instructions to Complete Form 3: Characteristic Accountability, Verification and Compatibility Evaluation NOTE: Fields 1-4 are repeated on all forms for convenience and traceability. 1) (R) Part Number: Number of the part (FAI part). 2) (R) Part Name: Name of the part as shown on the drawing. 3) (CR) Part serial number: Serial number of part. 4) (O) FAI Report Number: Reference number that identifies the FAI. This may be an internal report number. 5) (R) Characteristic Number: Unique assigned number for each Design Characteristic. 6) (CR) Reference Location: Location of the Design Characteristic (e.g., drawing zone (page number and section), specification, etc.) 7) (CR) Characteristic Designator: If applicable, record characteristic type (e.g., key, flight safety, critical, major, etc.). 8) (R) Requirement: Specified requirement for the Design Characteristic (e.g., drawing dimensional characteristics with nominal and tolerances included, drawing notes, specification requirements, etc.). 9) (R) Results: List measurement(s) obtained for the Design Characteristics. For Multiple Characteristics list each characteristic as individual values or list once with the minimum and maximum of measured values attained. If a characteristic is found to be non-conforming then that characteristic must be listed separately with the measured value noted. If a Design Requirement requires verification testing, then the actual results will be recorded on the form. If a laboratory report or certificate of test is included in the FAIR, then these results need not be written on the form, record the reference number in this field. The laboratory report or certificate of test must show specific values for requirements and actual results. For metallurgical characteristics with visual verification requirement that are rated against standard photographs, list the photo number of the closest comparison. A statement of conformance is acceptable (record the reference number in this field). For processes that require verification per Design Characteristic, include statement of compliance (e.g., certification of compliance, verification indicator such as accept, etc.). For part marking, ensure that marking is legible, correct in content and size and properly located, per applicable specification
15 10) (CR) Designed Tooling: If a specially designed tooling (including NC programming) is used as a media of inspection, record the tool identification number. 11) (CR) Non-Conformance Number: Record a non-conformance document reference number if the characteristic is found to be non-conforming. 12) (R) Prepared By: Name of the person who prepared this form. 13) (R) Date: Date when this form was completed. 14) (O) This field area is reserved for optional fields. Add additional columns as required by the Organization or Customer
16 Form 1: Part Number Accountability Sheet 1 of 1. Part Number 2. Part Name 3. Serial Number 4. FAI Report Number 5. Part Revision Level 6. Drawing Number 7. Drawing revision level 8. Additional Changes 9. Manufacturing Process Reference 10. Organization Name 11. Supplier Code 12. P.O. Number 13. Detail FAI Assembly FAI 14. Full FAI Partial FAI Reason for Partial FAI: Baseline Part Number including revision level a) if above part number is a detail part only, go to Field 19 b) if above part number is an assembly, go to the INDEX section below. INDEX of part numbers or sub-assembly numbers required to make the assembly noted above. 15. Part Number 16. Part Name 17. Part Serial Number 18. FAI Report Number 1) Signature indicates that all characteristics are accounted for; meet drawing requirements or are properly documented for disposition. 2) Also indicate if the FAI is complete per Section 5.4: FAI complete FAI not Complete 19. Signature 20. Date 21. Reviewed By 22. Date 23. Customer Approval 24. Date
17 Form 2: Product Accountability - Raw Material, Specifications and Special Process(es), Functional Testing Sheet 1 of 1. Part Number 2 Part Name 3. Serial Number 4. FAI Report Number 5. Material or Process Name 6. Specification Number 7. Code 8. Special Process Supplier Code 9. Customer Approval Verification (Yes/No/NA) 10. Certificate of Conformance number 11. Functional Test Procedure Number 12. Acceptance report number, if applicable 13. Comments 14. Prepared By 15. Date
18 - 18 -
AS9102 Training. First Article Inspection Guide. Rev A
 AS9102 Training First Article Inspection Guide Rev A What We Will Cover Challenge Approach AS9102 Rev B FAI Requirements AS9102 Rev B Embedded Guidelines Forms Used Questions/Answers Examples of FAI Problems
AS9102 Training First Article Inspection Guide Rev A What We Will Cover Challenge Approach AS9102 Rev B FAI Requirements AS9102 Rev B Embedded Guidelines Forms Used Questions/Answers Examples of FAI Problems
Supplier Quality Requirements for First Article Inspection SQR-011. Revision Date: 16 March 2011
 Supplier Quality Requirements for First Article Inspection SQR-011 Revision Date: 16 March 2011 Approved David Copeland, Manager Supply Chain Quality Suppliers may view this document via the Internet at:
Supplier Quality Requirements for First Article Inspection SQR-011 Revision Date: 16 March 2011 Approved David Copeland, Manager Supply Chain Quality Suppliers may view this document via the Internet at:
Supplier Quality Requirements for First Article Inspection SQR-011. Revision Date: 30 November Approved. Frank Mariot
 Supplier Quality Requirements for First Article Inspection SQR-011 Revision Date: 30 November 2016 Approved Frank Mariot Supply Chain Quality Manager Suppliers may view this document via the Internet at:
Supplier Quality Requirements for First Article Inspection SQR-011 Revision Date: 30 November 2016 Approved Frank Mariot Supply Chain Quality Manager Suppliers may view this document via the Internet at:
AEROSPACE MATERIAL SPECIFICATION
 AEROSPACE MATERIAL SPECIFICATION Issued MAY 1945 Revised AUG 2005 Superseding AMS 2241N Tolerances, Corrosion and Heat-Resistant Steel, Iron Alloy, Titanium, and Titanium Alloy Bars and Wire 1. SCOPE:
AEROSPACE MATERIAL SPECIFICATION Issued MAY 1945 Revised AUG 2005 Superseding AMS 2241N Tolerances, Corrosion and Heat-Resistant Steel, Iron Alloy, Titanium, and Titanium Alloy Bars and Wire 1. SCOPE:
2017 EDITION. CLEARED FOR PUBLIC RELEASE Copyright 2017 Lockheed Martin Corporation. All Rights Reserved
 2017 EDITION Copyright 2017 Lockheed Martin Corporation. All Rights Reserved Applicability This document applies to Lockheed Martin Missiles and Fire Control (LMMFC) Dallas and Orlando Procured material.
2017 EDITION Copyright 2017 Lockheed Martin Corporation. All Rights Reserved Applicability This document applies to Lockheed Martin Missiles and Fire Control (LMMFC) Dallas and Orlando Procured material.
CIRRUS AIRCRAFT FAI INSTRUCTION
 CIRRUS AIRCRAFT FAI INSTRUCTION 1. PURPOSE The purpose of the first article inspection is to provide objective evidence that all purchase order, engineering, and specification requirements are correctly
CIRRUS AIRCRAFT FAI INSTRUCTION 1. PURPOSE The purpose of the first article inspection is to provide objective evidence that all purchase order, engineering, and specification requirements are correctly
BAE Systems Combat Vehicles Supplier Quality Assurance AS9102 Requirement
 1 BAE Systems Combat Vehicles Supplier Quality Assurance AS9102 Requirement February 27, 2019 2 Scope The intent of this document is to provide an understanding, and clarification as to what BAE Systems
1 BAE Systems Combat Vehicles Supplier Quality Assurance AS9102 Requirement February 27, 2019 2 Scope The intent of this document is to provide an understanding, and clarification as to what BAE Systems
SURFACE VEHICLE STANDARD
 SURFACE VEHICLE STANDARD J1459 DEC2009 Issued 1984-08 Revised 2009-12 Superseding J1459 SEP2001 V-Ribbed Belts and Pulleys RATIONALE This document has been revised to update the pulley cross sections,
SURFACE VEHICLE STANDARD J1459 DEC2009 Issued 1984-08 Revised 2009-12 Superseding J1459 SEP2001 V-Ribbed Belts and Pulleys RATIONALE This document has been revised to update the pulley cross sections,
PS901500E IDENTIFICATION, MARKING, HANDLING, PROCESSING AND INSPECTION OF CRITICAL PARTS
 SECURITY CLASS: UNCLASSIFIED COML. CLASS: UNCLASSIFIED DOCUMENT IDENTIFIER SUBJECT: IDENTIFICATION, MARKING, HANDLING, PROCESSING AND INSPECTION OF CRITICAL PARTS MATERIAL ENGINEERING & TECHNOLOGY DEVELOPMENT
SECURITY CLASS: UNCLASSIFIED COML. CLASS: UNCLASSIFIED DOCUMENT IDENTIFIER SUBJECT: IDENTIFICATION, MARKING, HANDLING, PROCESSING AND INSPECTION OF CRITICAL PARTS MATERIAL ENGINEERING & TECHNOLOGY DEVELOPMENT
Overview of Textron Systems Supplier First Article Inspection (FAI) expectations
 expectations") Overview of Textron Systems Supplier First Article Inspection (FAI) expectations See your Supplier Quality Engineer with questions PURPOSE Ensure the product being delivered meets drawing requirements
Overview of Textron Systems Supplier First Article Inspection (FAI) expectations See your Supplier Quality Engineer with questions PURPOSE Ensure the product being delivered meets drawing requirements
Engineering Drawing System
 LPR 7320.1 Effective Date: July 18, 2004 Expiration Date: July 18, 2008 Langley Research Center Engineering Drawing System National Aeronautics and Space Administration Responsible Office: Systems Engineering
LPR 7320.1 Effective Date: July 18, 2004 Expiration Date: July 18, 2008 Langley Research Center Engineering Drawing System National Aeronautics and Space Administration Responsible Office: Systems Engineering
Engineering Drawing System
 LPR 7320.1 Effective Date: February 2, 2010 Expiration Date: February 2, 2015 Langley Research Center Engineering Drawing System National Aeronautics and Space Administration Responsible Office: Systems
LPR 7320.1 Effective Date: February 2, 2010 Expiration Date: February 2, 2015 Langley Research Center Engineering Drawing System National Aeronautics and Space Administration Responsible Office: Systems
TOOLING ADDENDUM TO PPG QC Control and Use of Digital Datasets for the Purpose of Tool Fabrication and Inspection
 TOOLING ADDENDUM TO PPG QC 22-001 (SUPPLIER QUALITY CONTROL REQUIREMENTS) Control and Use of Digital Datasets for the Purpose of Tool Fabrication and Inspection Approved By Charles T. Morris Tooling Manager
TOOLING ADDENDUM TO PPG QC 22-001 (SUPPLIER QUALITY CONTROL REQUIREMENTS) Control and Use of Digital Datasets for the Purpose of Tool Fabrication and Inspection Approved By Charles T. Morris Tooling Manager
CESSNA QUALITY REQUIREMENTS. For SUPPLIERS (CQRS)
") CESSNA QUALITY REQUIREMENTS For SUPPLIERS (CQRS) Textron Aviation Page i Export Compliance Revision Export Control Classification N/C-L - M EAR99 N EAR99 O EAR99 P EAR99 Restrictions: None. Textron Aviation
CESSNA QUALITY REQUIREMENTS For SUPPLIERS (CQRS) Textron Aviation Page i Export Compliance Revision Export Control Classification N/C-L - M EAR99 N EAR99 O EAR99 P EAR99 Restrictions: None. Textron Aviation
Screw-Thread Standards for Federal Services, Inspection Methods for Acceptability of UN, UNR, UNJ, M and MJ Screw Threads
 Procedures and Guidelines (PG) DIRECTIVE NO. 541-PG-8072.1.2B APPROVED BY Signature: Original signed by: NAME: Michael Viens TITLE: Branch Head COMPLIANCE IS MANDATORY Responsible Office: 541 / Materials
Procedures and Guidelines (PG) DIRECTIVE NO. 541-PG-8072.1.2B APPROVED BY Signature: Original signed by: NAME: Michael Viens TITLE: Branch Head COMPLIANCE IS MANDATORY Responsible Office: 541 / Materials
Fasteners. Massachusetts Institute of Technology Kavli Institute for Astrophysics and Space Research (MKI) Dwg. No Revision D March 24, 2015
 Dwg. No Revision D March 24, 2015") Rev. ECO Description Author Approved Date A Initial Release B. Klatt R. Goeke 04/16/91 B General Revision 01/20/06 C General Editorial Update B. Klatt M. Bautz 07/16/14 D Incorporate GSFC 541- PG- 8072.1.2Rev
Rev. ECO Description Author Approved Date A Initial Release B. Klatt R. Goeke 04/16/91 B General Revision 01/20/06 C General Editorial Update B. Klatt M. Bautz 07/16/14 D Incorporate GSFC 541- PG- 8072.1.2Rev
HAMILTON SUNDSTRAND CORPORATION FAI REQUIREMENTS
 HAMILTON SUNDSTRAND CORPORATION FAI REQUIREMENTS DATE: 6/13/16 PREPARED BY: C. FOLEY DATE: 6/20/16 SUPPLIER QUALITY MANAGER: M. CICERO DATE: 6/21/16 SUPPLIER QUALITY DIRECTOR: K. DUZAN DATE: 6/28/16 SUPPLY
HAMILTON SUNDSTRAND CORPORATION FAI REQUIREMENTS DATE: 6/13/16 PREPARED BY: C. FOLEY DATE: 6/20/16 SUPPLIER QUALITY MANAGER: M. CICERO DATE: 6/21/16 SUPPLIER QUALITY DIRECTOR: K. DUZAN DATE: 6/28/16 SUPPLY
MISSISSIPPI STATE UNIVERSITY Office of Planning Design and Construction Administration
 SECTION 01 340 - SHOP DRAWINGS, PRODUCT DATA AND SAMPLES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other
SECTION 01 340 - SHOP DRAWINGS, PRODUCT DATA AND SAMPLES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other
ISO INTERNATIONAL STANDARD. Fluid power systems O-rings Part 1: Inside diameters, cross-sections, tolerances and designation codes
 INTERNATIONAL STANDARD ISO 3601-1 Fourth edition 2008-07-01 Fluid power systems O-rings Part 1: Inside diameters, cross-sections, tolerances and designation codes Transmissions hydrauliques et pneumatiques
INTERNATIONAL STANDARD ISO 3601-1 Fourth edition 2008-07-01 Fluid power systems O-rings Part 1: Inside diameters, cross-sections, tolerances and designation codes Transmissions hydrauliques et pneumatiques
Standard Practice for Qualification of Radioscopic Systems 1
 Designation: 95 An American National Standard Standard Practice for Qualification of Radioscopic Systems 1 This standard is issued under the fixed designation ; the number immediately following the designation
Designation: 95 An American National Standard Standard Practice for Qualification of Radioscopic Systems 1 This standard is issued under the fixed designation ; the number immediately following the designation
JEFFERSON LAB TECHNICAL ENGINEERING & DEVELOPMENT FACILITY (TEDF ONE) Newport News, Virginia
 Newport News, Virginia") BULLETIN NO. 6 TO THE PLANS AND SPECIFICATIONS FOR JEFFERSON LAB TECHNICAL ENGINEERING & DEVELOPMENT FACILITY (TEDF ONE) Newport News, Virginia EwingCole Architects.Engineers.Interior Designers.Planners
BULLETIN NO. 6 TO THE PLANS AND SPECIFICATIONS FOR JEFFERSON LAB TECHNICAL ENGINEERING & DEVELOPMENT FACILITY (TEDF ONE) Newport News, Virginia EwingCole Architects.Engineers.Interior Designers.Planners
SURFACE VEHICLE STANDARD
 400 Commonwealth Drive, Warrendale, PA 15096-0001 SURFACE VEHICLE STANDARD J365 Issued 1968-10 Revised 1994-08 REV. AUG94 Submitted for recognition as an American National Standard Superseding J365 FEB85
400 Commonwealth Drive, Warrendale, PA 15096-0001 SURFACE VEHICLE STANDARD J365 Issued 1968-10 Revised 1994-08 REV. AUG94 Submitted for recognition as an American National Standard Superseding J365 FEB85
ISO INTERNATIONAL STANDARD. Fluid power systems O-rings Part 1: Inside diameters, cross-sections, tolerances and designation codes
 INTERNATIONAL STANDARD ISO 3601-1 Fifth edition 2012-03-01 Fluid power systems O-rings Part 1: Inside diameters, cross-sections, tolerances and designation codes Transmissions hydrauliques et pneumatiques
INTERNATIONAL STANDARD ISO 3601-1 Fifth edition 2012-03-01 Fluid power systems O-rings Part 1: Inside diameters, cross-sections, tolerances and designation codes Transmissions hydrauliques et pneumatiques
SURFACE VEHICLE RECOMMENDED PRACTICE
 400 Commonwealth Drive, Warrendale, PA 15096-0001 SURFACE VEHICLE RECOMMENDED PRACTICE An American National Standard J441 Issued 1952-01 Revised 1993-06 Superseding J441 MAY87 REV. JUN93 (R) CUT WIRE SHOT
400 Commonwealth Drive, Warrendale, PA 15096-0001 SURFACE VEHICLE RECOMMENDED PRACTICE An American National Standard J441 Issued 1952-01 Revised 1993-06 Superseding J441 MAY87 REV. JUN93 (R) CUT WIRE SHOT
Standard Reference Photographs for Liquid Penetrant Inspection 1
 Designation: E433 71 (Reapproved 2008) Standard Reference Photographs for Liquid Penetrant Inspection 1 This standard is issued under the fixed designation E433; the number immediately following the designation
Designation: E433 71 (Reapproved 2008) Standard Reference Photographs for Liquid Penetrant Inspection 1 This standard is issued under the fixed designation E433; the number immediately following the designation
Government Recognized Export House OHSAS 18001:2007 ISO 14001:2004 PED Approved Company.
 Government Recognized Export House OHSAS 800:200 ISO 400:2004 PED Approved Company. Phone : +9 22 44 (2 Lines) Fax : +9 22 289 4 Email : export@reliablepipes.com domestic@reliablepipes.com Designation:
Government Recognized Export House OHSAS 800:200 ISO 400:2004 PED Approved Company. Phone : +9 22 44 (2 Lines) Fax : +9 22 289 4 Email : export@reliablepipes.com domestic@reliablepipes.com Designation:
AWS C3.9M/C3.9:2009 An American National Standard. Specification for Resistance Brazing
 An American National Standard Specification for Resistance Brazing An American National Standard Approved by the American National Standards Institute July 30, 2008 Specification for Resistance Brazing
An American National Standard Specification for Resistance Brazing An American National Standard Approved by the American National Standards Institute July 30, 2008 Specification for Resistance Brazing
East Central College
 SECTION 013300 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 01 Specification
SECTION 013300 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 01 Specification
Standard Specification for High-Strength Bolts for Structural Steel Joints [Metric] 1
![Standard Specification for High-Strength Bolts for Structural Steel Joints [Metric] 1](/thumbs/75/72528177.jpg "Standard Specification for High-Strength Bolts for Structural Steel Joints [Metric] 1") Designation: A 325M 00 METRIC An American National Standard Standard Specification for High-Strength Bolts for Structural Steel Joints [Metric] 1 This standard is issued under the fixed designation A 325M;
Designation: A 325M 00 METRIC An American National Standard Standard Specification for High-Strength Bolts for Structural Steel Joints [Metric] 1 This standard is issued under the fixed designation A 325M;
A. Action Submittals: Written and graphic information that requires Engineer's responsive action.
 SECTION 01330 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 1 Specification
SECTION 01330 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 1 Specification
Non-destructive testing Equipment for eddy current examination Array probe characteristics and verification
 Provläsningsexemplar / Preview INTERNATIONAL STANDARD ISO 20339 First edition 2017-03 Non-destructive testing Equipment for eddy current examination Array probe characteristics and verification Essais
Provläsningsexemplar / Preview INTERNATIONAL STANDARD ISO 20339 First edition 2017-03 Non-destructive testing Equipment for eddy current examination Array probe characteristics and verification Essais
SEI Certification Program Manual
 Safety Equipment Institute SEI Certification Program Manual Section 29: Industrial Protective Clothing and Equipment Program 0 of 6 SEI Certification Program Manual Section 29: Industrial Protective Clothing
Safety Equipment Institute SEI Certification Program Manual Section 29: Industrial Protective Clothing and Equipment Program 0 of 6 SEI Certification Program Manual Section 29: Industrial Protective Clothing
ISO INTERNATIONAL STANDARD. Non-destructive testing of welds Radiographic testing Part 1: X- and gamma-ray techniques with film
 INTERNATIONAL STANDARD ISO 17636-1 First edition 2013-01-15 Non-destructive testing of welds Radiographic testing Part 1: X- and gamma-ray techniques with film Contrôle non destructif des assemblages soudés
INTERNATIONAL STANDARD ISO 17636-1 First edition 2013-01-15 Non-destructive testing of welds Radiographic testing Part 1: X- and gamma-ray techniques with film Contrôle non destructif des assemblages soudés
SECTION SUBMITTAL PROCEDURES
 SECTION 01330 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 1 Specification
SECTION 01330 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 1 Specification
DNVGL-CP-0338 Edition October 2015
 CLASS PROGRAMME DNVGL-CP-0338 Edition October 2015 The electronic pdf version of this document, available free of charge from http://www.dnvgl.com, is the officially binding version. FOREWORD DNV GL class
CLASS PROGRAMME DNVGL-CP-0338 Edition October 2015 The electronic pdf version of this document, available free of charge from http://www.dnvgl.com, is the officially binding version. FOREWORD DNV GL class
Recommended Practice for Wet and Dry Thermal Insulation of Subsea Flowlines and Equipment API RECOMMENDED PRACTICE 17U FIRST EDITION, FEBRUARY 2015
 Recommended Practice for Wet and Dry Thermal Insulation of Subsea Flowlines and Equipment API RECOMMENDED PRACTICE 17U FIRST EDITION, FEBRUARY 2015 Special Notes API publications necessarily address problems
Recommended Practice for Wet and Dry Thermal Insulation of Subsea Flowlines and Equipment API RECOMMENDED PRACTICE 17U FIRST EDITION, FEBRUARY 2015 Special Notes API publications necessarily address problems
ISO INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD ISO 10424-2 First edition 2007-11-15 Petroleum and natural gas industries Rotary drilling equipment Part 2: Threading and gauging of rotary shouldered thread connections Industries
INTERNATIONAL STANDARD ISO 10424-2 First edition 2007-11-15 Petroleum and natural gas industries Rotary drilling equipment Part 2: Threading and gauging of rotary shouldered thread connections Industries
ISO INTERNATIONAL STANDARD. Non-destructive testing of welds Radiographic testing of fusionwelded
 INTERNATIONAL STANDARD ISO 17636 First edition 2003-09-15 Non-destructive testing of welds Radiographic testing of fusionwelded joints Contrôle non destructif des assemblages soudés Contrôle par radiographie
INTERNATIONAL STANDARD ISO 17636 First edition 2003-09-15 Non-destructive testing of welds Radiographic testing of fusionwelded joints Contrôle non destructif des assemblages soudés Contrôle par radiographie
Technical Standard Order
 Department of Transportation Federal Aviation Administration Aircraft Certification Service Washington, D.C. TSO-C23f Effective Date: 09/21/2012 Technical Standard Order Subject: Personnel Parachute Assemblies
Department of Transportation Federal Aviation Administration Aircraft Certification Service Washington, D.C. TSO-C23f Effective Date: 09/21/2012 Technical Standard Order Subject: Personnel Parachute Assemblies
Steel wire for general fencing purposes
 BRITISH STANDARD BS 4102:1998 ICS 77.140.65 NO COPYING WITHOUT BSI PERMISSION EXCEPT AS PERMITTED BY COPYRIGHT LAW Specification for Steel wire for general fencing purposes Committees responsible for this
BRITISH STANDARD BS 4102:1998 ICS 77.140.65 NO COPYING WITHOUT BSI PERMISSION EXCEPT AS PERMITTED BY COPYRIGHT LAW Specification for Steel wire for general fencing purposes Committees responsible for this
Shell-and-Tube Heat Exchangers API STANDARD 660 NINTH EDITION, MARCH 2015
 Shell-and-Tube Heat Exchangers API STANDARD 660 NINTH EDITION, MARCH 2015 Special Notes API publications necessarily address problems of a general nature. With respect to particular circumstances, local,
Shell-and-Tube Heat Exchangers API STANDARD 660 NINTH EDITION, MARCH 2015 Special Notes API publications necessarily address problems of a general nature. With respect to particular circumstances, local,
ISO INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD ISO 3019-1 Second edition 2001-06-01 Hydraulic fluid power Dimensions and identification code for mounting flanges and shaft ends of displacement pumps and motors Part 1: Inch series
INTERNATIONAL STANDARD ISO 3019-1 Second edition 2001-06-01 Hydraulic fluid power Dimensions and identification code for mounting flanges and shaft ends of displacement pumps and motors Part 1: Inch series
Progressing Cavity Pump Systems for Artificial Lift Surface-drive Systems
 Progressing Cavity Pump Systems for Artificial Lift Surface-drive Systems ANSI/API STANDARD 11D3 FIRST EDITION, JUNE 2008 ISO 15136-2:2006 (Identical), Petroleum and natural gas industries Progressing
Progressing Cavity Pump Systems for Artificial Lift Surface-drive Systems ANSI/API STANDARD 11D3 FIRST EDITION, JUNE 2008 ISO 15136-2:2006 (Identical), Petroleum and natural gas industries Progressing
A. Action Submittals: Written and graphic information that requires Architect's responsive action.
 SECTION 01330 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 1 Specification
SECTION 01330 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 1 Specification
Test sieves Technical requirements and testing. Part 2: Test sieves of perforated metal plate
 INTERNATIONAL STANDARD ISO 3310-2 Fifth edition 2013-09-01 Test sieves Technical requirements and testing Part 2: Test sieves of perforated metal plate Tamis de contrôle Exigences techniques et vérifications
INTERNATIONAL STANDARD ISO 3310-2 Fifth edition 2013-09-01 Test sieves Technical requirements and testing Part 2: Test sieves of perforated metal plate Tamis de contrôle Exigences techniques et vérifications
SURFACE VEHICLE STANDARD
 400 Commonwealth Drive, Warrendale, PA 15096-0001 SURFACE VEHICLE STANDARD TSB 002 Issued 1986-02 Revised 1992-06 REV. JUN92 Submitted for recognition as an American National Standard Supserseding J1159
400 Commonwealth Drive, Warrendale, PA 15096-0001 SURFACE VEHICLE STANDARD TSB 002 Issued 1986-02 Revised 1992-06 REV. JUN92 Submitted for recognition as an American National Standard Supserseding J1159
AS/NZS 1200:2000 AS/NZS
 AS/NZS 1200:2015 Australian/New Zealand Standard Pressure equipment Superseding AS/NZS 1200:2000 AS/NZS 1200:2015 AS/NZS 1200:2015 This joint Australian/New Zealand standard was prepared by joint Technical
AS/NZS 1200:2015 Australian/New Zealand Standard Pressure equipment Superseding AS/NZS 1200:2000 AS/NZS 1200:2015 AS/NZS 1200:2015 This joint Australian/New Zealand standard was prepared by joint Technical
AS9102B - APPLICABLE TO FORM # 1, 2, 3
 AS9102B - APPLICABLE TO FORM # 1, 2, 3 We require you to use the AS9102 form provided by SAE. If you don t have this form, you can download it by clicking on the link below. The instructions listed in
AS9102B - APPLICABLE TO FORM # 1, 2, 3 We require you to use the AS9102 form provided by SAE. If you don t have this form, you can download it by clicking on the link below. The instructions listed in
SECTION SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS
 SECTION 01 33 00 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 01 Specification
SECTION 01 33 00 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 01 Specification
Plain bearings Wrapped bushes
 BRITISH STANDARD BS ISO 3547-3:2006 Plain bearings Wrapped bushes Part 3: Lubrication holes, grooves and indentations ICS 21.100.10 National foreword This British Standard was published under the authority
BRITISH STANDARD BS ISO 3547-3:2006 Plain bearings Wrapped bushes Part 3: Lubrication holes, grooves and indentations ICS 21.100.10 National foreword This British Standard was published under the authority
Guideline for initial sample deliveries including initial sample test report to. Pankl Systems Austria GmbH. Systems
 Guideline for initial sample deliveries including initial sample test report to, Drivetrain Systems A member of Pankl Racing Systems Copies are only valid on printing date. Page 1 of 15 1. Purpose... 2
Guideline for initial sample deliveries including initial sample test report to, Drivetrain Systems A member of Pankl Racing Systems Copies are only valid on printing date. Page 1 of 15 1. Purpose... 2
ISO INTERNATIONAL STANDARD. Tapping screw and washer assemblies with plain washers. Vis à tôle à rondelle plate imperdable
 INTERNATIONAL STANDARD ISO 10510 Second edition 2011-04-01 Tapping screw and washer assemblies with plain washers Vis à tôle à rondelle plate imperdable Reference number ISO 10510:2011(E) ISO 2011 ISO
INTERNATIONAL STANDARD ISO 10510 Second edition 2011-04-01 Tapping screw and washer assemblies with plain washers Vis à tôle à rondelle plate imperdable Reference number ISO 10510:2011(E) ISO 2011 ISO
Continuous On-line Measurement of Water Content in Petroleum (Crude Oil and Condensate)
") API Manual of Petroleum Measurement Standards TR 2570 EI Hydrocarbon Management HM 56 Continuous On-line Measurement of Water Content in Petroleum (Crude Oil and Condensate) First Edition, October 2010
API Manual of Petroleum Measurement Standards TR 2570 EI Hydrocarbon Management HM 56 Continuous On-line Measurement of Water Content in Petroleum (Crude Oil and Condensate) First Edition, October 2010
Geometrical product specifications (GPS) Dimensional measuring equipment. Part 1: Plain limit gauges of linear size
 Dimensional measuring equipment. Part 1: Plain limit gauges of linear size") Provläsningsexemplar / Preview INTERNATIONAL STANDARD ISO 1938-1 First edition 2015-11-01 Geometrical product specifications (GPS) Dimensional measuring equipment Part 1: Plain limit gauges of linear size
Provläsningsexemplar / Preview INTERNATIONAL STANDARD ISO 1938-1 First edition 2015-11-01 Geometrical product specifications (GPS) Dimensional measuring equipment Part 1: Plain limit gauges of linear size
TCC/SHORE TRANSIT BUS MAINTENANCE FACILITY - PHASE II
 SECTION 013300 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 01 Specification
SECTION 013300 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 01 Specification
ISO INTERNATIONAL STANDARD. Visual examination of the surface condition of investment castings Steel, nickel alloys and cobalt alloys
 INTERNATIONAL STANDARD ISO 19959 First edition 2005-04-01 Visual examination of the surface condition of investment castings Steel, nickel alloys and cobalt alloys Examen visuel de l'état de surface des
INTERNATIONAL STANDARD ISO 19959 First edition 2005-04-01 Visual examination of the surface condition of investment castings Steel, nickel alloys and cobalt alloys Examen visuel de l'état de surface des
UCCS University Hall Fire Sprinkler System Upgrade March 1, 2011 RTA SECTION SUBMITTAL PROCEDURES PART 1 - GENERAL
 SECTION 013300 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 01 Specification
SECTION 013300 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 01 Specification
SECTION SUBMITTAL PROCEDURES
 SECTION 013300 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 01 Specification Sections, apply
SECTION 013300 PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 01 Specification Sections, apply
NORTHWESTERN UNIVERSITY PROJECT NAME JOB # ISSUED: 03/29/2017
 SECTION 01 3300 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 01 Specification
SECTION 01 3300 - SUBMITTAL PROCEDURES PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and other Division 01 Specification
Footwear Foot Grounders Resistive Characterization (not to include static control shoes)
") for the Protection of Electrostatic Discharge Susceptible Items- Footwear Foot Grounders Resistive Characterization (not to include static control shoes) Electrostatic Discharge Association 7900 Turin
for the Protection of Electrostatic Discharge Susceptible Items- Footwear Foot Grounders Resistive Characterization (not to include static control shoes) Electrostatic Discharge Association 7900 Turin
This document is a preview generated by EVS
 INTERNATIONAL STANDARD ISO 17636-1 First edition 2013-01-15 Non-destructive testing of welds Radiographic testing Part 1: X- and gamma-ray techniques with film Contrôle non destructif des assemblages soudés
INTERNATIONAL STANDARD ISO 17636-1 First edition 2013-01-15 Non-destructive testing of welds Radiographic testing Part 1: X- and gamma-ray techniques with film Contrôle non destructif des assemblages soudés
ISO INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD ISO 15223-1 Second edition 2012-07-01 Medical devices Symbols to be used with medical device labels, labelling and information to be supplied Part 1: General requirements Dispositifs
INTERNATIONAL STANDARD ISO 15223-1 Second edition 2012-07-01 Medical devices Symbols to be used with medical device labels, labelling and information to be supplied Part 1: General requirements Dispositifs
ISO INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD ISO 10360-2 Third edition 2009-12-01 Geometrical product specifications (GPS) Acceptance and reverification tests for coordinate measuring machines (CMM) Part 2: CMMs used for measuring
INTERNATIONAL STANDARD ISO 10360-2 Third edition 2009-12-01 Geometrical product specifications (GPS) Acceptance and reverification tests for coordinate measuring machines (CMM) Part 2: CMMs used for measuring
ISO INTERNATIONAL STANDARD. Plain bearings Wrapped bushes Part 2: Test data for outside and inside diameters
 INTERNATIONAL STANDARD ISO 3547-2 Second edition 2006-10-15 Plain bearings Wrapped bushes Part 2: Test data for outside and inside diameters Paliers lisses Bagues roulées Partie 2: Données d'essai pour
INTERNATIONAL STANDARD ISO 3547-2 Second edition 2006-10-15 Plain bearings Wrapped bushes Part 2: Test data for outside and inside diameters Paliers lisses Bagues roulées Partie 2: Données d'essai pour
PPAP 3rd Edition Check List
 PPAP 3rd Edition Check List Supplier: PPAPKIT_F01 Rev. A (May_03) Date: Submission Level: Part #: Eng. Chg. Level: Reviewed By: Yes No N/A Comments 1. Design Records / Drawings 2. Eng. Chg. Documents On
PPAP 3rd Edition Check List Supplier: PPAPKIT_F01 Rev. A (May_03) Date: Submission Level: Part #: Eng. Chg. Level: Reviewed By: Yes No N/A Comments 1. Design Records / Drawings 2. Eng. Chg. Documents On
ISO INTERNATIONAL STANDARD. Non-destructive testing Ultrasonic thickness measurement
 INTERNATIONAL STANDARD ISO 16809 First edition 2012-11-15 Non-destructive testing Ultrasonic thickness measurement Essais non destructifs Mesurage de l'épaisseur par ultrasons Reference number ISO 2012
INTERNATIONAL STANDARD ISO 16809 First edition 2012-11-15 Non-destructive testing Ultrasonic thickness measurement Essais non destructifs Mesurage de l'épaisseur par ultrasons Reference number ISO 2012
SURFACE VEHICLE RECOMMENDED PRACTICE
 SURFACE VEHICLE RECOMMENDED PRACTICE Submitted for recognition as an American National Standard Issued Not Revised 1999-05-17 Superseding REV. MAY99 Draft FEB99 Working Draft Reduced Physical Layer, 250K
SURFACE VEHICLE RECOMMENDED PRACTICE Submitted for recognition as an American National Standard Issued Not Revised 1999-05-17 Superseding REV. MAY99 Draft FEB99 Working Draft Reduced Physical Layer, 250K
ISO INTERNATIONAL STANDARD. Fasteners Non-electrolytically applied zinc flake coatings
 INTERNATIONAL STANDARD ISO 63 First edition 2000-07-1 Fasteners Non-electrolytically applied zinc flake coatings Éléments de fixation Revêtements non électrolytiques de lamelles de zinc Reference number
INTERNATIONAL STANDARD ISO 63 First edition 2000-07-1 Fasteners Non-electrolytically applied zinc flake coatings Éléments de fixation Revêtements non électrolytiques de lamelles de zinc Reference number
ISO INTERNATIONAL STANDARD. Welding Studs and ceramic ferrules for arc stud welding
 INTERNATIONAL STANDARD ISO 13918 Second edition 2008-02-15 Welding Studs and ceramic ferrules for arc stud welding Soudage Goujons et bagues céramiques pour le soudage à l'arc des goujons Reference number
INTERNATIONAL STANDARD ISO 13918 Second edition 2008-02-15 Welding Studs and ceramic ferrules for arc stud welding Soudage Goujons et bagues céramiques pour le soudage à l'arc des goujons Reference number
ISO 2808 INTERNATIONAL STANDARD. Paints and varnishes Determination of film thickness. Peintures et vernis Détermination de l'épaisseur du feuil
 INTERNATIONAL STANDARD ISO 2808 Fourth edition 2007-02-01 Paints and varnishes Determination of film thickness Peintures et vernis Détermination de l'épaisseur du feuil Reference number ISO 2007 Provläsningsexemplar
INTERNATIONAL STANDARD ISO 2808 Fourth edition 2007-02-01 Paints and varnishes Determination of film thickness Peintures et vernis Détermination de l'épaisseur du feuil Reference number ISO 2007 Provläsningsexemplar
Report Number B0622. Requirements for Sellers of Special Tooling to the Boeing St. Louis Tooling Center
 Report Number B0622 Requirements for Sellers of Special Tooling to the Boeing St. Louis Tooling Center 1 Index Title Page....1 Index....2 Index of Page Changes.. 3 1.0 Scope....4 1.1 Relations to other
Report Number B0622 Requirements for Sellers of Special Tooling to the Boeing St. Louis Tooling Center 1 Index Title Page....1 Index....2 Index of Page Changes.. 3 1.0 Scope....4 1.1 Relations to other
Plain bearings Wrapped bushes
 BRITISH STANDARD BS ISO 3547-5:2007 Licensed Copy: :FULLNAME, : DATE, Uncontrolled Copy, (c) BSI Plain bearings Wrapped bushes Part 5: Checking the outside diameter ICS 21.100.10 National foreword Licensed
BRITISH STANDARD BS ISO 3547-5:2007 Licensed Copy: :FULLNAME, : DATE, Uncontrolled Copy, (c) BSI Plain bearings Wrapped bushes Part 5: Checking the outside diameter ICS 21.100.10 National foreword Licensed
AS This is a free 6 page sample. Access the full version online. Australian Standard GAUGING OF METRIC SCREW THREADS
 AS 1014 1986 Australian Standard GAUGING OF METRIC SCREW THREADS This Australian standard was prepared by Committee ME/28, Screw Threads. It was approved on behalf of the Council of the Standards Association
AS 1014 1986 Australian Standard GAUGING OF METRIC SCREW THREADS This Australian standard was prepared by Committee ME/28, Screw Threads. It was approved on behalf of the Council of the Standards Association
Spiralock Corporation Engineering Document
 APPROVALS DATE DRAWN: A.B. 13 OCT 03 CHIEF ENG.: B.J.M. 15 OCT 03 APPROVAL: APPROVAL: APPROVAL: PATH: \\SPLSRV1\Engineering\Standard\Spiralock Standards\ Definition of Acceptable Gaging Practices 1. Conventional
APPROVALS DATE DRAWN: A.B. 13 OCT 03 CHIEF ENG.: B.J.M. 15 OCT 03 APPROVAL: APPROVAL: APPROVAL: PATH: \\SPLSRV1\Engineering\Standard\Spiralock Standards\ Definition of Acceptable Gaging Practices 1. Conventional
DRAFT UGANDA STANDARD
 DRAFT UGANDA STANDARD DUS 193-1 First Edition 2018-09-dd Steel wires and wire products for fencing Part 1: Barbed wires Specification Reference number UNBS 2018 Compliance with this standard does not,
DRAFT UGANDA STANDARD DUS 193-1 First Edition 2018-09-dd Steel wires and wire products for fencing Part 1: Barbed wires Specification Reference number UNBS 2018 Compliance with this standard does not,
Standard Specification for Candle Fire Safety Labeling 1
 Designation: F2058 07 Standard Specification for Candle Fire Safety Labeling 1 This standard is issued under the fixed designation F2058; the number immediately following the designation indicates the
Designation: F2058 07 Standard Specification for Candle Fire Safety Labeling 1 This standard is issued under the fixed designation F2058; the number immediately following the designation indicates the
DRAWINGREQUIREMENTS FOR DEVICE CONNECTOR DRAWINGS
 DRAWINGREQUIREMENTS FOR DEVICE CONNECTOR DRAWINGS HOW TO USE EWCAP DRAWING/DRAFTING REQUIREMENTS This document is to be used to check newly-released drawings for use by EWCAP. Confirm compliance by confirming
DRAWINGREQUIREMENTS FOR DEVICE CONNECTOR DRAWINGS HOW TO USE EWCAP DRAWING/DRAFTING REQUIREMENTS This document is to be used to check newly-released drawings for use by EWCAP. Confirm compliance by confirming
Type Approval JANUARY The electronic pdf version of this document found through is the officially binding version
 STANDARD FOR CERTIFICATION No. 1.2 Type Approval JANUARY 2013 The electronic pdf version of this document found through http://www.dnv.com is the officially binding version The content of this service
STANDARD FOR CERTIFICATION No. 1.2 Type Approval JANUARY 2013 The electronic pdf version of this document found through http://www.dnv.com is the officially binding version The content of this service
ISO INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD ISO 10407-2 First edition 2008-10-15 Petroleum and natural gas industries Rotary drilling equipment Part 2: Inspection and classification of used drill stem elements Industries du
INTERNATIONAL STANDARD ISO 10407-2 First edition 2008-10-15 Petroleum and natural gas industries Rotary drilling equipment Part 2: Inspection and classification of used drill stem elements Industries du
SPECIFICATION FOR PAPER STATIONERY ITEMS FOR SCHOOLS ( First Revision of IS 5195)
") FOR BIS USE ONLY DOC:CHD15 (1857)C April 2011 BUREAU OF INDIAN STANDARDS Draft Indian Standard SPECIFICATION FOR PAPER STATIONERY ITEMS FOR SCHOOLS ( First Revision of IS 5195) (Not to be reproduced without
FOR BIS USE ONLY DOC:CHD15 (1857)C April 2011 BUREAU OF INDIAN STANDARDS Draft Indian Standard SPECIFICATION FOR PAPER STATIONERY ITEMS FOR SCHOOLS ( First Revision of IS 5195) (Not to be reproduced without
Provläsningsexemplar / Preview INTERNATIONAL STANDARD. Rolling bearings Balls Part 1: Steel balls
 Provläsningsexemplar / Preview INTERNATIONAL STANDARD ISO 3290-1 First edition 2008-12-15 Rolling bearings Balls Part 1: Steel balls Roulements Billes Partie 1: Billes de roulement en acier Reference number
Provläsningsexemplar / Preview INTERNATIONAL STANDARD ISO 3290-1 First edition 2008-12-15 Rolling bearings Balls Part 1: Steel balls Roulements Billes Partie 1: Billes de roulement en acier Reference number
ISO INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD ISO 286-1 Second edition 2010-04-15 Geometrical product specifications (GPS) ISO code system for tolerances on linear sizes Part 1: Basis of tolerances, deviations and fits Spécification
INTERNATIONAL STANDARD ISO 286-1 Second edition 2010-04-15 Geometrical product specifications (GPS) ISO code system for tolerances on linear sizes Part 1: Basis of tolerances, deviations and fits Spécification
DETAIL SPECIFICATION SHEET HINGE, BUTT STRUCTURAL, EXTRUDED
 INCH-POUND MS20001P 21 May 2012 SUPERSEDING MS20001N 16 November 2010 DETAIL SPECIFICATION SHEET HINGE, BUTT STRUCTURAL, EXTRUDED This specification sheet is approved for use by all Departments and Agencies
INCH-POUND MS20001P 21 May 2012 SUPERSEDING MS20001N 16 November 2010 DETAIL SPECIFICATION SHEET HINGE, BUTT STRUCTURAL, EXTRUDED This specification sheet is approved for use by all Departments and Agencies
Machining Design Guidelines
 Machining Design Guidelines Milling Rules Issue IV, Jan 2015 2 Copyright Notice Geometric Limited. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced,
Machining Design Guidelines Milling Rules Issue IV, Jan 2015 2 Copyright Notice Geometric Limited. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced,
Australian/New Zealand Standard
 AS/NZS 2451:1998 Australian/New Zealand Standard Bolts, screws and nuts with British Standard Whitworth threads (rationalized series) AS/NZS 2451:1998 This Joint Australian/New Zealand Standard was prepared
AS/NZS 2451:1998 Australian/New Zealand Standard Bolts, screws and nuts with British Standard Whitworth threads (rationalized series) AS/NZS 2451:1998 This Joint Australian/New Zealand Standard was prepared
This document is a preview generated by EVS
 INTERNATIONAL STANDARD ISO 19095-4 First edition 2015-08-01 Plastics Evaluation of the adhesion interface performance in plastic-metal assemblies Part 4: Environmental conditions for durability Plastiques
INTERNATIONAL STANDARD ISO 19095-4 First edition 2015-08-01 Plastics Evaluation of the adhesion interface performance in plastic-metal assemblies Part 4: Environmental conditions for durability Plastiques
ENGLISH TRANSLATION MILLIMETER-WAVE RADAR EQUIPMENT FOR SPECIFIED LOW POWER RADIO STATION
 ENGLISH TRANSLATION MILLIMETER-WAVE RADAR EQUIPMENT FOR SPECIFIED LOW POWER RADIO STATION ARIB STANDARD ARIB STD-T48 Version 2. 1 Version 1.0 December 26th 1995 Version 2.0 February 2nd 1999 Version 2.1
ENGLISH TRANSLATION MILLIMETER-WAVE RADAR EQUIPMENT FOR SPECIFIED LOW POWER RADIO STATION ARIB STANDARD ARIB STD-T48 Version 2. 1 Version 1.0 December 26th 1995 Version 2.0 February 2nd 1999 Version 2.1
Standard Specification for Copper-Clad Steel Wire for Electronic Application 1
 Designation: B 45 0 Standard Specification for Copper-Clad Steel Wire for Electronic Application 1 This standard is issued under the fixed designation B 45; the number immediately following the designation
Designation: B 45 0 Standard Specification for Copper-Clad Steel Wire for Electronic Application 1 This standard is issued under the fixed designation B 45; the number immediately following the designation
GPSC Academy Leaders Teach & Leaders Learn. Supplier Technical Review Training Revision 1.0
 Leaders Teach & Leaders Learn Supplier Technical Review Training Revision 1.0 Technical Reviews Agenda Agenda 1. Introduction 2. Technical Review Process 3. Technical Review Format 4. Technical Review
Leaders Teach & Leaders Learn Supplier Technical Review Training Revision 1.0 Technical Reviews Agenda Agenda 1. Introduction 2. Technical Review Process 3. Technical Review Format 4. Technical Review
INTERNATIONAL OIML R 103 RECOMMENDATION
 INTERNATIONAL OIML R 103 RECOMMENDATION Edition 1992 (E) Measuring instrumentation for human response to vibration (with reference to International Standards 8041 and 5347 of the International Organization
INTERNATIONAL OIML R 103 RECOMMENDATION Edition 1992 (E) Measuring instrumentation for human response to vibration (with reference to International Standards 8041 and 5347 of the International Organization
ISO INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD ISO 28781 First edition 2010-08-15 Petroleum and natural gas industries Drilling and production equipment Subsurface barrier valves and related equipment Industries du pétrole et
INTERNATIONAL STANDARD ISO 28781 First edition 2010-08-15 Petroleum and natural gas industries Drilling and production equipment Subsurface barrier valves and related equipment Industries du pétrole et
ISO 2575 INTERNATIONAL STANDARD. Road vehicles Symbols for controls, indicators and tell-tales
 INTERNATIONAL STANDARD ISO 2575 Sixth edition 2000-03-15 Road vehicles Symbols for controls, indicators and tell-tales Véhicules routiers Symboles pour les commandes, indicateurs et témoins Reference ISO
INTERNATIONAL STANDARD ISO 2575 Sixth edition 2000-03-15 Road vehicles Symbols for controls, indicators and tell-tales Véhicules routiers Symboles pour les commandes, indicateurs et témoins Reference ISO
ATI Evaluation Service A Division of Architectural Testing Certification Services
 ATI Evaluation Service A Division of Architectural Testing Certification Services Subject to Renewal: 10/13/2016 Issued: 12/17/2014 Visit www.ati-es.com for current status Revised: 06/05/2015 Page 1 of
ATI Evaluation Service A Division of Architectural Testing Certification Services Subject to Renewal: 10/13/2016 Issued: 12/17/2014 Visit www.ati-es.com for current status Revised: 06/05/2015 Page 1 of
Ophthalmic optics Mounted spectacle lenses
 Provläsningsexemplar / Preview INTERNATIONAL STANDARD ISO 21987 Second edition 2017-07 Ophthalmic optics Mounted spectacle lenses Optique ophtalmique Verres ophtalmiques montés Reference number ISO 2017
Provläsningsexemplar / Preview INTERNATIONAL STANDARD ISO 21987 Second edition 2017-07 Ophthalmic optics Mounted spectacle lenses Optique ophtalmique Verres ophtalmiques montés Reference number ISO 2017
ARTES Competitiveness & Growth Full Proposal. Requirements for the Content of the Technical Proposal. Part 3B Product Development Plan
 ARTES Competitiveness & Growth Full Proposal Requirements for the Content of the Technical Proposal Part 3B Statement of Applicability and Proposal Submission Requirements Applicable Domain(s) Space Segment
ARTES Competitiveness & Growth Full Proposal Requirements for the Content of the Technical Proposal Part 3B Statement of Applicability and Proposal Submission Requirements Applicable Domain(s) Space Segment
TGA Discussion Paper 3D Printing Technology in the Medical Device Field Australian Regulatory Considerations
 TGA Discussion Paper 3D Printing Technology in the Medical Device Field Australian Regulatory Considerations MTAA Response - October 2017 October 2017 Australian Regulatory Considerations Page 1 of 7 Level
TGA Discussion Paper 3D Printing Technology in the Medical Device Field Australian Regulatory Considerations MTAA Response - October 2017 October 2017 Australian Regulatory Considerations Page 1 of 7 Level
SECTION SHOP DRAWINGS, PRODUCT DATA, AND SAMPLES
 SECTION 01 33 23 - SHOP DRAWINGS, PRODUCT DATA, AND PART 1 - GENERAL 1.1 SUMMARY A. Products include, but are not limited to, the following construction submittals: 1. Shop Drawings. 2. Product Data. 3.
SECTION 01 33 23 - SHOP DRAWINGS, PRODUCT DATA, AND PART 1 - GENERAL 1.1 SUMMARY A. Products include, but are not limited to, the following construction submittals: 1. Shop Drawings. 2. Product Data. 3.
This document is a preview generated by EVS
 INTERNATIONAL STANDARD ISO 1641-1 Third edition 2016-08-01 End mills and slot drills Part 1: Milling cutters with cylindrical shanks Fraises cylindriques 2 tailles et fraises à rainurer Partie 1: Fraises
INTERNATIONAL STANDARD ISO 1641-1 Third edition 2016-08-01 End mills and slot drills Part 1: Milling cutters with cylindrical shanks Fraises cylindriques 2 tailles et fraises à rainurer Partie 1: Fraises
ISO 1101 Geometrical product specifications (GPS) Geometrical tolerancing Tolerances of form, orientation, location and run-out
 Geometrical tolerancing Tolerances of form, orientation, location and run-out") INTERNATIONAL STANDARD ISO 1101 Third edition 2012-04-15 Geometrical product specifications (GPS) Geometrical tolerancing Tolerances of form, orientation, location and run-out Spécification géométrique
INTERNATIONAL STANDARD ISO 1101 Third edition 2012-04-15 Geometrical product specifications (GPS) Geometrical tolerancing Tolerances of form, orientation, location and run-out Spécification géométrique
ISO INTERNATIONAL STANDARD
 INTERNATIONAL STANDARD ISO 11699-1 Second edition 2008-09-15 Non-destructive testing Industrial radiographic film Part 1: Classification of film systems for industrial radiography Essais non destructifs
INTERNATIONAL STANDARD ISO 11699-1 Second edition 2008-09-15 Non-destructive testing Industrial radiographic film Part 1: Classification of film systems for industrial radiography Essais non destructifs