An Investigation into the Development of Environmentally Friendly Pigment Colouration
|
|
|
- Evan Andrews
- 5 years ago
- Views:
Transcription
1 An Investigation into the Development of Environmentally Friendly Pigment Colouration A thesis submitted to the University of Manchester for the degree of Doctor of Philosophy (PhD) in the Faculty of Engineering and Physical Sciences 2013 Qingqing Cao School of Materials
2 Contents Contents Contents 1 List of Figures 6 List of Tables 13 Glossary of Terms 16 Abstract 17 Declaration 18 Copyright Statement 19 Acknowledgements 20 Chapter 1 Textile Colouration Definition History Classification Textile printing Textile dyeing Textile colouration of cotton Cotton fibres Colourants for cotton Textile colouration for polyester Polyester Poly (ethylene terephthalate) Fibres Poly (lactic acid) Fibres Dyeing polyester Machinery Dyeing machinery Dyeing in the loose fibre form Dyeing yarn Dyeing fabrics Continuous dyeing equipment Printing machinery References 42 1
3 Contents Chapter 2 Pigment Colouration Definition and overview History Pigments Definition History Dyes and pigments Classification of pigments Organic pigments Water-soluble dyes Inorganic pigments Binder system Softeners Other Auxiliaries Pigment Application System Print System Padding System Exhaust Dyeing System Modification of Pigment Application System Cationization Plasma Treatment Fluorocarbon Treatment of dyed fabrics Advantages and Disadvantages of Pigment Colouration Aims and Objectives of Research References 68 Chapter 3 Instrumental Techniques Introduction Physical Testing Colour fastness Rub fastness Wash fastness Colour Strength Martindale Abrasion Test KES-F System Oil and Water Repellency Measurements Analytical Methods Scanning Electron Microscopy (SEM) 82 2
4 Contents X-ray Photoelectron Spectroscopy (XPS) Time-of-Flight Secondary Ion Mass Spectrometry (ToF-SIMS) References 85 Chapter 4 Investigation of Basic Binder System Introduction Experimental Materials Dyeing System Matrix OSD System Modified Matrix OSD System Matrix OSD without Softener Results and Discussion Matrix OSD System Modified Matrix OSD System Treatment on Cotton Treatment on PET and Polycotton Effect of Curing Time on the Performance of the Matrix OSD System Performance of Matrix OSD without Softener System Conclusions References 113 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Introduction Experimental Work Materials Pigment Dyeing System Fabric Pretreatment by Cationic Fixing Agent Crosslinker Treatment UVO treatment Results and Discussion Effect of Cationization Treatment Effect of Crosslinkers Effect of Nanolink Effect of Citric Acid Effect of Knittex MLF New Effect of Citric Acid and Knittex MLF New Effect of DMDHEU Pre-Treatment Effect of UVO Treatment 132 3
5 Contents 5.4 Conclusions References 140 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Introduction Experimental Work Materials Dyeing System Fluorocarbon Treatment Scotchguard FC Shield F-01 with Shield Extender FCD Shield FRN P2i Oleophobol 7713 with Hydrophobol XAN Rucoguard LAD and Oleophobol Results and Discussion Effect of Scotchguard FC Shield F-01 with Shield extender FCD Treatments on Cotton Fluorocarbon Treatments on Polycotton Fabric Shield FRN Effect of P2i dry plasma polymerisation treatments on pigment dyed fabric fastness and liquid repellency performance Effect of Oleophobol on repellency performance Water/Oil Repellency Performance Fluorocarbon Application to Undyed Cotton Fabric Matrix OSD System with No Softener Rucoguard LAD and Oleophobol Conclusions References 182 Chapter 7 Investigation into the Effect of Plasma Treatment on Matrix OSD Treated Cotton Fabric Introduction Experimental work Materials Dyeing System Plasma Treatment Plasma pre-treatment 184 4
6 Contents Plasma after-treatment Results and Discussion Effect of Pre-treatment Effect of Plasma After- treatment on the Fastness of Pigment Dyed Fabrics Conclusions References 195 Chapter 8 Surface Analysis XPS Analysis of Blue Pigment-dyed Cotton Treated with Fluorocarbons ToF-SIMS Analysis of Blue Pigment-dyed Cotton Treated with Fluorocarbon Finishes ECE Detergent with Phosphates Matrix OSD Binder Applied to Cotton Fabric P2i Process 3 Treatment FRN6 Treatment F-01 Treatment Conclusions References 245 Chapter 9 Conclusions and Future Work Summary and Conclusions Future Work 250 Counted words: 45,037 5
7 List of Figures List of Figures Figure 1.1 Scanning electron micrograph of cotton fibres 26 Figure 1.2 Morphology of the cotton fibre [17] 26 Figure 1.3 Cellulose polymer 27 Figure 1.4 Chemical synthesis of PET 32 Figure 1.5 Winch dyeing machine 37 Figure 1.6 Jig dyeing machine 37 Figure 1.7 Beam dyeing machine 38 Figure 1.8 Jet dyeing machine 39 Figure 1.9 Continuous dyeing equipment 40 Figure 2.1 CI Pigment Red 1 Para Red 51 Figure 2.2 Copper phthalocyanine 52 Figure 2.3 CI Pigment Violet Figure 2.4 Brilliant sulfoflavine FF (yellow) 53 Figure 3.1 AATCC crockmeter 74 Figure 3.2 Grey scale assessment for staining 75 Figure 3.3 Grey scale for assessing colour change 76 Figure 3.4 Schematic of a typical SEM 83 Figure 4.1 Effect of varying the concentration of the formulation applied to cotton fabric on the KES-F bending stiffness, B 93 Figure 4.4 Effect of varying the concentration of the formulation applied to cotton fabric on the KES-F bending stiffness, B 97 Figure 4.5 Effect of varying the concentration of the formulation applied to cotton fabric on the KES-F shear stiffness, G 98 Figure 4.6 Effect of varying the concentration of the formulation applied to cotton fabric on shear hysteresis at 5 o, 2HG5 98 Figure 4.7 SEM micrographs of untreated cotton 99 Figure 4.8 SEM micrographs of 9 g/l binder covered cotton 99 Figure 4.9 SEM micrographs of 90g/L binder covered cotton 100 Figure 4.10 SEM micrographs of 135 g/l binder covered cotton 100 Figure 4.11 SEM micrographs of yellow dyed cotton at a stock formulation concentration of 10g/L 101 Figure 4.12 SEM micrographs of yellow dyed cotton at a stock formulation concentration of 100 g/l 101 Figure 4.13 SEM micrographs of yellow dyed cotton at a stock formulation concentration of 150g/L 102 Figure 4.14 SEM micrographs of red dyed cotton at a stock formulation concentration of 10g/L 102 Figure 4.15 SEM micrographs of red dyed cotton at a stock formulation concentration 6
8 List of Figures of 100g/L 103 Figure 4.16 SEM micrographs of red dyed cotton at a stock formulation concentration of 150g/L 103 Figure 4.17 SEM images of blue dyed cotton at stock formulation conc.10g/l 104 Figure 4.18 SEM micrographs of blue dyed cotton at a stock formulation concentration of 100g/L 104 Figure 4.19 SEM micrographs of blue dyed cotton at a stock formulation concentration 150g/L 105 Figure 4.20 SEM micrographs of abraded red dyed cotton 105 Figure 4.21 Effect of softener incorporated into binder system on the bending stiffness, B, of pigment dyed cotton fabric 111 Figure 4.22 Effect of softener incorporated into binder system on the shear stiffness, G, of pigment dyed cotton fabric 111 Figure 4.23 Effect of softener incorporated into binder system on the shear hysteresis at 5 o, 2HG5, of pigment dyed cotton fabric 112 Figure 5.1 Effect of varying the cationic fixing agent concentration on the colour strength of pigment dyed cotton fabric 122 Figure 5.2 Effect of UVO exposure on the colour strength of pigment dyed cotton fabric 134 Figure 5.3 SEM micrographs of 5 minutes-uvo treated red dyed cotton at 10g/L stock formulation concentration 135 Figure 5.4 SEM micrographs of 10 minutes-uvo treated red dyed cotton at 10g/L stock formulation concentration 135 Figure 5.5 SEM micrographs of 15 minutes-uvo treated red dyed cotton at 10g/L stock formulation concentration 136 Figure 5.6 SEM micrographs of 5 minutes-uvo treated red dyed cotton at 100g/L stock formulation concentration 136 Figure 5.7 SEM micrographs of 10 minutes-uvo treated red dyed cotton at 100g/L stock formulation concentration 137 Figure 5.8 SEM micrographs of 15 minutes-uvo treated red dyed cotton at 100g/L stock formulation concentration 137 Figure 5.9 SEM micrographs of 5 minutes-uvo treated red dyed cotton at 150g/L stock formulation concentration 138 Figure 5.10 SEM micrographs of 10 minutes-uvo treated red dyed cotton at 150g/L stock formulation concentration 138 Figure 5.11 SEM micrographs of 15 minutes-uvo treated red dyed cotton at 150g/L stock formulation concentration 139 Figure 6.1 Effect of varying FC3548 concentration on the colour strength of increasing concentrations of pigment formulation applied to cotton fabric 150 Figure 6.2 Effect of varying FC3548 concentration on the colour strength of pigment dyed cotton fabrics 150 Figure 6.3 SEM micrographs of 5g/L FC3548 treated red-dyed cotton at a stock 7
9 List of Figures formulation concentration of 10g/L 151 Figure 6.4 SEM micrographs of 10g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 10g/L 151 Figure 6.5 SEM micrographs of 30g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 10g/L 151 Figure 6.6 SEM micrographs of 50g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 10g/L 151 Figure 6.7 SEM micrographs of 5g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 100g/L 152 Figure 6.8 SEM micrographs of 10g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 100g/L 152 Figure 6.9 SEM micrographs of 30g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 100g/L 152 Figure 6.10 SEM micrographs of 50g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 100g/L 152 Figure 6.11 SEM micrographs of 5g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 150g/L 153 Figure 6.12 SEM micrographs of 10g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 150g/L 153 Figure 6.13 SEM micrographs of 30g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 150g/L 153 Figure 6.14 SEM micrographs of 50g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 150g/L 153 Figure 6.15 Effect of varying F-01 concentration on the colour strength of pigment dyed cotton fabrics 156 Figure 6.16 SEM micrographs of 20g/L F-01 treated red-dyed cotton at a stock formulation concentration of 10g/L 157 Figure 6.17 SEM micrographs of 40g/L F-01 treated red-dyed cotton at a stock formulation concentration of 10g/L 157 Figure 6.18 SEM micrographs of 60g/L F-01 treated red-dyed cotton at a stock formulation concentration of 10g/L 157 Figure 6.19 SEM micrographs of 20g/L F-01 treated red-dyed cotton at a stock formulation concentration of 100g/L 157 Figure 6.20 SEM micrographs of 40g/L F-01 treated red-dyed cotton at a stock formulation concentration of 100g/L 158 Figure 6.21 SEM micrographs of 60g/L F-01 treated red-dyed cotton at a stock formulation concentration of 100g/L 158 Figure 6.22 SEM micrographs of 20g/L F-01 treated red-dyed cotton at a stock formulation concentration of 150g/L 158 Figure 6.23 SEM micrographs of 40g/L F-01 treated red-dyed cotton at a stock formulation concentration of 150g/L 158 Figure 6.24 SEM micrographs of 60g/L F-01 treated red-dyed cotton at a stock 8
10 List of Figures formulation concentration of 150g/L 159 Figure 6.25 Effect of varying F-01 concentration on the colour strength of pigment dyed polycotton fabrics 161 Figure 6.26 Effect of varying FRN6 concentration on the colour strength of pigment dyed cotton fabric 165 Figure 6.27 Effect of varying FRN6 concentration on the bending stiffness of red pigment dyed cotton fabric 165 Figure 6.28 Effect of varying FRN6 concentration on the shear stiffness of red pigment dyed cotton fabric 166 Figure 6.29 Effect of varying FRN6 concentration on the shear hysteresis, 2HG5, of red pigment dyed cotton fabric 166 Figure 6.30 SEM micrographs of 30g/L F6 treated red-dyed cotton at a stock formulation concentration of 10g/L 167 Figure 6.31 SEM micrographs of 45g/L F6 treated red-dyed cotton at a stock formulation concentration of 10g/L 167 Figure 6.32 SEM micrographs of 60g/L F6 treated red-dyed cotton at a stock formulation concentration of 10g/L 167 Figure 6.33 SEM micrographs of 30g/L F6 treated red-dyed cotton at a stock formulation concentration of 100g/L 167 Figure 6.34 SEM micrographs of 45g/L F6 treated red-dyed cotton at a stock formulation concentration of 100g/L 168 Figure 6.35 SEM micrographs of 60g/L F6 treated red-dyed cotton at a stock formulation concentration of 100g/L 168 Figure 6.36 SEM micrographs of 30g/L F6 treated red-dyed cotton at a stock formulation concentration of 150g/L 168 Figure 6.37 SEM micrographs of 45g/L F6 treated red-dyed cotton at a stock formulation concentration of 150g/L 168 Figure 6.38 SEM micrographs of 60g/L F6 treated red-dyed cotton at a stock formulation concentration of 150g/L 169 Figure 6.39 Effect of varying P2i treatment on the colour strength of blue pigment dyed cotton fabric 171 Figure 6.40 Effect of varying P2i treatment on the bending stiffness blue pigment dyed cotton fabric 172 Figure 6.41 Effect of varying P2i treatment on the shear stiffness of blue pigment dyed cotton fabric 172 Figure 6.42 Effect of varying P2i treatment on the shear hysteresis, 2HG5, of blue pigment dyed cotton fabric 173 Figure 6.43 SEM micrographs of P2i process 1 treated blue-dyed cotton at a stock formulation concentration of 10g/L 173 Figure 6.44 SEM micrographs of P2i process 2 treated blue-dyed cotton at a stock formulation concentration of 10g/L 173 Figure 6.45 SEM micrographs of P2i process 3 treated blue-dyed cotton at a stock 9
11 List of Figures formulation concentration 10g/L 174 Figure 6.46 SEM micrographs of P2i process 1 treated blue-dyed cotton at a stock formulation concentration of 100g/L 174 Figure 6.47 SEM micrographs of P2i process 2 treated blue-dyed cotton at a stock formulation concentration of 100g/L 174 Figure 6.48 SEM micrographs of P2i process 3 treated blue-dyed cotton at a stock formulation concentration of 100g/L 174 Figure 6.49 SEM micrographs of P2i process 1 treated blue-dyed cotton at a stock formulation concentration of 150g/L 175 Figure 6.50 SEM micrographs of P2i process 2 treated blue-dyed cotton at a stock formulation concentration of 150g/L 175 Figure 6.51 SEM micrographs of P2i process 3 treated blue-dyed cotton at a stock formulation concentration of 150g/L 175 Figure 6.52 Effect of varying Oleophobol concentration on the colour strength of blue pigment dyed cotton fabric (λ max =610nm) 177 Figure 7.1 Effect of plasma pre-treatment on colour strength (λ max =610nm) 187 Figure 8.1 C (1s) XP spectrum of untreated cotton fabric 200 Figure 8.2 C (1s) XP spectrum of 10g/L blue dyed cotton fabric 200 Figure 8.3 C (1s) XP spectrum of 100g/L blue dyed cotton fabric 200 Figure 8.4 C (1s) XP spectrum of 150g/L blue dyed cotton fabric 201 Figure 8.5 C (1s) XP spectrum of 10g/L blue dyed cotton fabric treated with 40g/L F Figure 8.6 C (1s) XP spectrum of 100g/L blue dyed cotton fabric treated with 40g/L F Figure 8.7 C (1s) XP spectrum of 150g/L blue dyed cotton fabric treated with 40g/L F Figure 8.8 C (1s) XP spectrum of 10g/L blue dyed cotton fabric treated with 60g/L F Figure 8.9 C (1s) XP spectrum of 100g/L blue dyed cotton fabric treated with 60g/L F Figure 8.10 C (1s) XP spectrum of 150g/L blue dyed cotton fabric treated with 60g/L F Figure 8.11 C (1s) XP spectrum of washed 150g/L blue dyed cotton fabric treated with 60g/L F Figure 8.12 C (1s) XP spectrum of washed & heat pressed 150g/L blue dyed cotton fabric treated with 60g/L F Figure 8.13 C (1s) XP spectrum of 10g/L blue dyed cotton fabric treated with 45g/L FRN6 204 Figure 8.14 C (1s) XP spectrum of 100g/L blue dyed cotton fabric treated with 45g/L FRN6 204 Figure 8.15 C (1s) XP spectrum of 150g/L blue dyed cotton fabric treated with 45g/L FRN
12 List of Figures Figure 8.16 C (1s) XP spectrum of 10g/L blue dyed cotton fabric treated with 60g/L FRN6 205 Figure 8.17 C (1s) XP spectrum of 100g/L blue dyed cotton fabric treated with 60g/L FRN6 205 Figure 8.18 C (1s) XP spectrum of 150g/L blue dyed cotton fabric treated with 60g/L FRN6 205 Figure 8.19 C (1s) XP spectrum of washed 150g/L blue dyed cotton fabric treated with 60g/L FRN6 206 Figure 8.20 C (1s) XP spectrum of washed & heat pressed 150g/L blue dyed cotton fabric treated with 60g/L FRN6 206 Figure 8.21 C (1s) XP spectrum of 10 g/l blue dyed cotton treated with P2i Process Figure 8.22 C (1s) XP spectrum of 100g/L blue dyed cotton treated with P2i Process Figure 8.23 C (1s) XP spectrum of 150g/L blue dyed cotton treated with P2i Process Figure 8.24 C (1s) XP spectrum of 10 g/l blue dyed cotton treated with P2i Process Figure 8.25 C (1s) XP spectrum of 100g/L blue dyed cotton treated with P2i Process Figure 8.26 C (1s) XP spectrum of 150g/L blue dyed cotton treated with P2i Process Figure 8.27 C (1s) XP spectrum of 10 g/l blue dyed cotton treated with P2i Process Figure 8.28 C (1s) XP spectrum of 100g/L blue dyed cotton treated with P2i Process Figure 8.29 C (1s) XP spectrum of 150g/L blue dyed cotton treated with P2i Process Figure 8.30 C (1s) XP spectrum of washed 150g/L blue dyed cotton treated with P2i Process Figure 8.31 C (1s) XP spectrum of washed & heat pressed 150g/L blue dyed cotton treated with P2i Process Figure 8.32 Typical composition of the linear alkyl benzene sulphonates (LAS) 211 Figure 8.33 (a)-(d) ToF-SIMS positive ion spectra of ECE detergent powder 213 Figure 8.34 (a)-(c) ToF-SIMS negative ion spectra of ECE detergent powder 214 Figure 8.35 Cellulose-specific 214 Figure 8.36 ToF-SIMS spectra of untreated cotton fabric 215 Figure 8.37 (a)-(e) ToF-SIMS positive ion spectra of Matrix OSD binder applied to cotton fabric 218 Figure 8.38 (a)-(c) ToF-SIMS negative ion spectra of Matrix OSD binder applied to cotton fabric 219 Figure 8.39 The intensity of the more hydrophobic LAS
13 List of Figures Figure 8.40 (a)-(e) ToF-SIMS positive ion spectra of ISO CO6 washed cotton fabric with applied Matrix OSD Binder 221 Figure 8.41 (a)-(c) ToF-SIMS negative ion spectra of ISO CO6 washed cotton fabric with applied Matrix OSD Binder 222 Figure 8.42 (a)-(c) ToF-SIMS positive ion spectra of P2i Process 3 treated cotton fabric with applied Matrix OSD 225 Figure 8.43 (a)-(c) ToF-SIMS negative ion spectra of P2i Process 3 treated cotton fabric with applied Matrix OSD 226 Figure 8.44 (a)-(e) ToF-SIMS positive ion spectra of ISO CO6 washed P2i Process 3 treated cotton fabric with applied Matrix OSD 227 Figure 8.45 (a)-(c) ToF-SIMS negative ion spectra of ISO CO6 washed P2i Process 3 treated cotton fabric with applied Matrix OSD 228 Figure 8.46 (a)-(c) ToF-SIMS positive ion spectra of washed and heat pressed P2i Process 3 treated cotton fabric with applied Matrix OSD 229 Figure 8.47 (a)-(c) ToF-SIMS negative ion spectra of washed and heat pressed P2i Process 3 treated cotton fabric with applied Matrix OSD 230 Figure 8.48 (a)-(d) ToF-SIMS positive spectra of 60g/L FRN6 treated cotton fabric with applied Matrix OSD 232 Figure 8.49 (a)-(c) ToF-SIMS negative spectra of 60g/L FRN6 treated cotton fabric with applied Matrix OSD 233 Figure 8.50 (a)-(c) ToF-SIMS positive ion spectra of ISO CO6 washed 60g/L FRN6 treated cotton fabric with applied Matrix OSD 234 Figure 8.51 (a)-(c) ToF-SIMS negative ion spectra of ISO CO6 washed 60g/L FRN6 treated cotton fabric with applied Matrix OSD 235 Figure 8.52 (a)-(c) ToF-SIMS positive ion spectra of washed & heat pressed 60g/L FRN6 treated cotton fabric with applied Matrix OSD 236 Figure 8.53 (a)-(c) ToF-SIMS negative ion spectra of washed & heat pressed 60g/L FRN6 treated cotton fabric with applied Matrix OSD 237 Figure 8.54 (a)-(c) ToF-SIMS positive spectra of 60g/L F-01 treated cotton fabric with applied Matrix OSD 239 Figure 8.55 (a)-(c) ToF-SIMS spectra of 60g/L F-01 treated cotton fabric with applied Matrix OSD 240 Figure 8.56 (a)-(c) ToF-SIMS positive ion spectra of ISO CO6 washed 60g/L F-01 treated cotton fabric with applied Matrix OSD 241 Figure 8.57 (a)-(c) ToF-SIMS negative ion spectra of ISO CO6 washed 60g/L F-01 treated cotton fabric with applied Matrix OSD 242 Figure 8.58 (a)-(c) ToF-SIMS positive ion spectra of washed & heat pressed 60g/L F-01 treated cotton fabric with applied Matrix OSD 243 Figure 8.59 (a)-(c) ToF-SIMS negative ion spectra of washed & heat pressed 60g/L F-01 treated cotton fabric with applied Matrix OSD
14 List of Tables List of Tables Table 1.1 Physical & chemical properties of polyester fibres 31 Table 2.1 A comparison of the general characteristics of dyes and pigments 49 Table 3.1 Test intervals for abrasion testing 77 Table 3.2 Parameters measured in the Kawabata Evaluation System 79 Table 3.3 Range of test liquids with decreasing surface tension for the oil-repellency test 81 Table 3.4 Range of test liquids employed with decreasing surface tension 81 Table 4.1 Concentration of stock formulations 90 Table 4.2 Concentration of stock formulation 90 Table 4.3 Effect of varying the concentration of the formulation applied to cotton fabric on the wet/dry rub fastness 92 Table 4.4 Effect of varying the concentration of the formulation applied to cotton fabric on the colour strength 92 Table 4.5 Effect of varying the concentration of the formulation applied to cotton fabric on the rub and wash fastness 96 Table 4.6 Effect of varying the concentration of the formulation applied to cotton fabric on the colour strength 96 Table 4.7 Effect of varying the concentration of the formulation applied to cotton fabric on the Martindale flat abrasion 97 Table 4.8 Effect of varying the concentration of the pigment formulation applied to cotton, PET and polycotton fabrics on the fastness 106 Table 4.9 Effect of varying the concentration of the pigment formulation applied to cotton, PET and polycotton fabrics on the colour strength 106 Table 4.10 Effect of different curing times on the fastness of yellow pigment dyed cotton fabric 107 Table 4.11 Effect of different curing times on the fastness of red pigment dyed cotton fabric 108 Table 4.12 Effect of different curing times on the fastness of blue pigment dyed cotton fabric 109 Table 4.13 Effect of varying concentration of formulation applied to cotton fabric on rub and wash fastness 110 Table 4.14 Effect of varying concentration of formulation applied to cotton fabric on colour strength 110 Table 5.1 Effect of varying the cationic fixing agent concentration on the fastness of pigment dyed cotton fabric 121 Table 5.2 Effect of 2% o.w.f. application of Nanolink on the fastness properties of of pigment dyed cotton fabric 123 Table 5.3 Effect of citric acid pre-treatment of cotton on the fastness of the yellow pigment dyed fabric
15 List of Tables Table 5.4 Effect of citric acid pre-treatment of cotton on the fastness of the red pigment dyed fabric 125 Table 5.5 Effect of citric acid pre-treatment of cotton on the fastness of the blue pigment dyed fabric 126 Table 5.6 Effect of the application of Knittex MLF New pre-treatment to cotton on the fastness of pigment dyed fabric 127 Table 5.7 Effect of incorporating Knittex MLF New into the pigment dyeing formulation applied to cotton fabric on colour fastness 128 Table 5.8 Effect of pre-treatment with citric acid and Knittex MLF New on the fastness performance of yellow pigment dyed cotton fabric 129 Table 5.9 Effect of pre-treatment with citric acid and Knittex MLF New on the fastness performance of red pigment dyed cotton fabric 130 Table 5.10 Effect of pre-treatment with citric acid and Knittex MLF New on the fastness performance of blue pigment dyed cotton fabric 131 Table 5.11 Effect of 100g/L DMDHEU pre-treatment on the fastness performance of pigment dyed cotton fabric 132 Table 5.12 Effect of UVO treatment on the fastness performance of pigment dyed cotton fabric 133 Table 6.1 Concentration of Shield F-01aftertreating system 144 Table 6.2 Effect of varying FC3548 concentration within the pigment dyeing formulation on the fastness of coloured cotton fabric 148 Table 6.3 Effect of varying FC3548 concentration on the fastness performance of red pigment dyed cotton fabric 149 Table 6.4 Effect of FC3548 concentration on the Martindale Flat Abrasion performance of pigment dyed cotton fabrics 149 Table 6.5 Effect of varying F-01 concentration on the fastness of pigment dyed cotton fabrics 155 Table 6.6 Effect of varying F-01 concentration on the water and oil repellency of pigment dyed cotton fabrics 156 Table 6.7 Effect of varying F-01 concentration on the fastness of pigment dyed polycotton fabrics 160 Table 6.8 Effect of varying FRN6 concentration on the fastness performance of pigment dyed cotton fabric 163 Table 6.9 Effect of varying FRN6 concentration on the flat abrasion of pigment dyed cotton fabric 164 Table 6.10 Effect of varying FRN6 concentration on the water and oil repellency of red pigment dyed cotton fabric 164 Table 6.11 Effect of varying P2i treatment on the fastness of blue pigment dyed cotton fabric 170 Table 6.12 Effect of varying P2i treatment on the water and oil repellency of blue pigment dyed cotton fabric 171 Table 6.13 Effect of varying Oleophobol concentration on the fastness of blue 14
16 List of Tables pigment dyed cotton fabric 176 Table 6.14 Effect of varying Oleophobol concentration on the water and oil repellency of blue pigment dyed cotton fabric 177 Table 6.15 Water and oil repellency of cotton fabric treated with fluorocarbons and subsequently washed and heat pressed 178 Table 6.16 Abrasion resistance on cotton fabric treated by fluorocarbons 179 Table 6.17 Water and oil repellency of red pigment dyed cotton treated with F-01 and FRN6 fluorocarbon finishes 180 Table 6.18 Water and oil repellency of plain untreated cotton and red pigment dyed cotton treated by Rucoguard LAD and Oleophobol 7713 by exhaustion and padding applications 181 Table 7.1 Plasma treatment conditions 185 Table 7.2 Effect of plasma pre-treatment on colour fastness 186 Table 7.3 Effect of plasma after-treatment on heat cured yellow pigment dyed fabric fastness 189 Table 7.4 Effect of plasma after-treatment on heat cured red pigment dyed fabric fastness 190 Table 7.5 Effect of plasma after-treatment on heat cured blue pigment dyed fabric fastness 191 Table 7.6 Effect of plasma after-treatment on uncured yellow pigment dyed fabric, followed by heat curing, fastness 192 Table 7.7 Effect of plasma after-treatment on uncured red pigment dyed fabric, followed by heat curing, fastness 193 Table 7.8 Effect of plasma after-treatment on uncured blue pigment dyed fabric, followed by heat curing, fastness 194 Table 8.1 XPS surface elemental composition of blue pigment dyed cotton fabric treated with fluorocarbons 199 Table 8.2 ToF-SIMS Fatty alcohol ethoxylates ion assignments 212 Table 8.3 Polyacrylate positive ion assignments 216 Table 8.4 Poly(acrylate) negative ion assignments 217 Table 8.5 PDMS (-[(CH 3 ) 2 SiO] n -) ion assignments 217 Table 8.6 Positive fluorocarbon species 224 Table 8.7 Negative fluorocarbon species
17 Glossary of Terms Glossary of Terms Polyethylene terephthalate Polylactic acid Kawabata Evaluation System Scanning Electron Microscopy X-ray Photoelectron Spectroscopy Time-of-Flight Secondary Ion Mass Spectrometry Dimethylol Dihydroxy Ethylene Urea Ultraviolet/ozone PET PLA KES SEM XPS ToF-SIMS DMDHEU UVO 16
18 Abstract Abstract University of Manchester Qingqing Cao Doctor of Philosophy (PhD) An investigation of environmentally friendly pigment colouration 12 th, February 2013 This research has investigated the modification of cotton fabric and pigment dyeing system in order to improve the colouration properties, such as rub fastness, wash fastness, colour strength and fabric handle of the textile material. It involved four different approaches based on pre-cationization of the fabric, incorporation of crosslinkers into the binder formulation, UVO pre-treatment of the fabric, and wet fluorocarbon treatment and dry plasma polymerisation treatments. It has been reported that the Matrix OSD pigment dyeing system offers benefits in terms of processing cost and environmental impact and from the initial studies it was apparent that while dry rub fastness, mechanical rigidity and washing performance were generally acceptable the wet rub fastness of the printed fabrics presented a technical challenge. Therefore in this study the colour wet rub fastness was regarded as the main performance indicator to be targeted and improved. Cationizing the cotton fabrics prior to pigment dyeing improved the wet rub fastness performance of the Matrix OSD dyeing system, while the other fastness properties were in general unchanged. Similarly crosslinking treatments enhanced the colour fastness performance, due to the improvement of the bonding between the binder and fabrics. The crosslinking/crease resist pre-treatment offers better performance than the combined application method in terms of improving the wet rub fastness. Surface modification of textile materials is able to modify the textile wettability, adhesion, dyeability and handle and therefore has been studied with a view to improving the durability of the surface pigment dyed coating. However in this study the benefits of a UV/Ozone (UVO) pre-treatment previously observed for other long liquor fabric dyeing studies of textiles was not observed and it was established that the pigment dyeing performance was reduced after the sensitised photo-oxidation treatment. The investigation demonstrated that the fluorocarbon treatments had a beneficial effect on colour wash fastness and wet rub fastness, while dry rub fastness was marginally reduced at higher fluorocarbon application levels. Different fluorocarbons were examined in this study, and the aftertreatment with Shield F-01 and Shield extender FCD offered the best results. A range of plasma pre-treatments prior to pigment dyeing were also examined but only a marginal benefit on the colour fastness properties and to some extent slightly decreased dry rub fastness was observed. In contrast the plasma after-treatments, using both argon (Ar) and nitrogen (N 2 ) atmospheres, improved the fastness, particularly wet fastness, particularly when the binder heat curing process was before plasma after-treatment. 17
19 Declaration Declaration No portion of this work has been submitted in support of any application for another degree or qualification of this or any other University or other institution of learning. Qingqing Cao 18
20 Copyright Statement Copyright Statement Copyright in text of this thesis rests with the Author. Copies (by any process) either in full, or of extracts, may be made only in accordance with instructions given by the Author and lodged in the John Rylands University Library of Manchester. Details may be obtained from the librarian. This page must form part of any such copies made. Further copies (by any process) of copies made in accordance with such instructions may not be made without the permission (in writing) of the Author. The ownership of any intellectual property rights which may be described in this thesis is vested in the University of Manchester, subject to any prior agreement to the contrary, and may not be made available for use by third parties without the written permission of the University, which will prescribe the terms and conditions of any such agreement. Further information on the conditions under which disclosures and exploitation may take place is available from the Head of School of Materials. 19
21 Acknowledgements Acknowledgements I would like to thank my supervisors Professor C. M. Carr and Dr M. Rigout for their valuable advice, guidance and encouragement during my study. I am very grateful to the support of Mr. Phil Cohen and Mr. David Kenyon for their really helpful suggestions and patience. I would also thank Ms Xiangli Zhong for her excellent SEM training session and suggestions in the SEM analysis. I would like give special thanks to Ms Alison Harvey for the KES handle properties and XPS studies which required great patience. I would like to thank my parents. I would give my greatest gratitude for my mother s support, encouragement and love. I would thank all my friends in Manchester for all those lovely memories. 20
22 Chapter 1 Textile Colouration Chapter 1 Textile Colouration 1.1 Definition Textile colouration mainly involves textile printing, textile dyeing and mass pigmentation of synthetic filaments during melt spinning [1]. Dyeing and printing of textile materials typically relies on the transfer of dye chromophoric molecules from the application medium, such as aqueous dye solutions or print pastes, and diffusion of the colourant into the fibres [1, 2]. In contrast pigments can be bound to the fabric structure by a polymeric binder, in pigment print or dyeing, or incorporated inside the filament during mass pigmentation. Textile printing is a process to pattern a fabric by applying colourant (dyes or pigments) and other auxiliary chemicals, usually in a repeated structure [3]. Textile dyeing, unlike textile printing, refers to the colouration of the entire fabric, while printing is just a particular area patterning and normally a one-sided effect. Dyeing can be described as the process of applying a comparatively permanent colour to fibre, yarn or fabric by immersing in a bath of dye [4]. Dyeing is double-side coloured while printing is usually one-side coloured. 1.2 History The textile industry is considered as one of the largest global industries, and if all aspects of the diverse textile supply chain are taken into account, it is recognised that the textile industry involves more people and more assets than most other manufacturing industries. At the same time, the textile industry is also one of the oldest industries [5]. Archaeological evidence indicates that fine quality textiles were produced thousands of years ago, long before the oldest preserved written documents first mentioned them. The ancient history of textile fibres and fabrics has been shown 21
23 Chapter 1 Textile Colouration by such archaeological discoveries as spinning whorls, distaffs, loom weights, and fragments of fabrics found in the Swiss lake regions and Egyptian tombs [5]. As an integral part of the textile aesthetics and functionality, colouration is as old as textiles themselves. The origins of textile dyeing are uncertain, but some coloured fabrics which were dyed yellow, a colour obtained from the safflower plant, were discovered in ancient Egyptian tombs from about 3500 BC [2, 6]. Until 1856, all dyes were made from natural materials, mainly animal and vegetable sources, with a few minerals being used for special colours. Then in 1856 Sir William Henry Perkin, when trying to create artificial quinine from coal tar, happened to produce the first synthetic dyestuff, a purple basic dye, mauveine. Nowadays almost all commercial dyes are manufactured synthetically with the synthetic derivatives being superior in most performance aspects when compared to natural dyes [5]. It is likely that the ancient dyeing originated from India [2, 6] where at that time, soaking fabric in aqueous natural colourant plant extracts was the primary dyeing method. Consequently, the range of colours was limited, the hue was dull and the products invariably had poor wash fastness and light fastness [7]. In the mid-seventeenth century, because of the development of systematic quality control in the French dyeing industry, textile dyeing gained a new momentum which during the eighteenth and early nineteenth centuries provided a greater understanding and associated scientific methodology. This new enlightened and better informed approach has continued with general advancements in the broader scientific field [8]. As an important component of overall garment appearance, the influence and development of textile printing has played a critical role in the history of clothes and their aesthetics. In ancient times, natural substances like charcoal and coloured earths (ochres) were used as printing paste with oils and fats, and applied as a kind of paste 22
24 Chapter 1 Textile Colouration with people s hands to decorate their body, caves and containers [9]. The origin of earliest textile printing has not yet been established, but it is likely it originated from China, India, Egypt or the East. Unfortunately, the sole early examples of printed textiles have only survived on account of the dryness of the Egyptian environment while in other climates have degraded quickly. In reviewing the various printing processes, there are three stages that may be distinguished in the historical development of textile printing. The first stage is simple hand printing of dyestuffs to form the design pattern, or alternatively painting on a fabric first with a special resist chemical, which can form a barrier to the dyestuff, and then dyeing the whole fabric apart from the protected areas (resist printing). The second stage consists of a wide range of techniques for the purpose of taking the artist s original artwork and reproducing it more rapidly. In this stage, the dyeing processes are manual and semi-automatic, such as the surface (block), intaglio and screen methods. The most advanced stage involves an enormous increase in the degree to which mechanisation is utilised, such as the fully automatic screen printing and ink jet printing [10]. 1.3 Classification Textile printing There is no classification system for textile printing. However, it can be broadly categorised into four different styles: direct, discharge, resist and mordant style. Of these, the last two processes are the oldest [3]. The principle of direct printing is to print directly onto the white or pre-dyed fabric. Therefore, the printed pattern is usually much deeper in colour than the background. It is the most common method in the textile industry, especially in terms of pigment printing. It does not require any pre-treatment or application of mordant to the fabric and fixation is achieved just by steaming or dry baking [11]. 23
25 Chapter 1 Textile Colouration Secondly, the discharge style is a process involving dye destruction which replaces the original colour by a white or coloured pattern. Therefore in this process it is necessary to dye the fabric first and then apply the discharge paste on specified area, pre-determined for the design [9]. There are several factors that are necessary to consider when patterning: the type of dyes needed to colour the background, the discharging agent to choose in the illuminating areas, the associated print auxiliaries and their effect on the final print, and finally the type of thickener required to control the discharge chemicals and dyes [11]. Thirdly, the resist style produces a visual effect which is almost the same as in the discharge style. Consequently, it can be difficult to distinguish them. However, the printing process of resist style is opposite to the discharge style. The motif is printed on the fabric with the resist agent, which may be composed of rice paste, clay or some type of wax prior to colouration. In this way, the colour is just dyed on the area not covered by resist agent [9]. Either a white resist or a coloured resist can be achieved in this style. Lastly, the mordant style is different from the resist style because here, the colour adheres only to the area where the mordant has been applied. For the colourants which are obtained from animals and vegetables, a fixing agent (mordant) needs to be used in conjunction with colourant. Once the fabric was dyed, only the area to which mordant was applied area formed an insoluble colour after fixation, whereas the non- mordanted parts were washed clear and clean in water [3] Textile dyeing Textile material colouration can be achieved in a number of different ways, and classifications can be made mainly by the categories of dye used [7, 12]: 24
26 Chapter 1 Textile Colouration In direct dyeing the dye in the aqueous solution in contact with the material is gradually absorbed into the fabrics due to its inherent substantivity for the fibre. This type of dyeing includes the following dyes: acid dyes, direct dyes, basic dyes, reactive dyes, and disperse dyes. Alternatively, dyeing can be achieved with a soluble derivative of the dye, which forms an insoluble pigment within the fibres following the appropriate treatment after dyeing. This category encompasses: vat dyes and sulphur dyes. Moreover the water soluble uncoloured precursors can be adsorbed into the fibre and for the insoluble dye stuff in situ, i.e. the azoics. Lastly, pigmentation is a process whereby pigment is bound to the surface of the fibres through the use of an appropriate binder or by mass pigmentation in synthetic fibres [7, 12]. All of these methods, except the last, require that the fibres, at some stage, absorb the dye or an appropriate precursor from a dyeing solution. This absorption process is essentially reversible. However, pigmentation and covalent bonding of the reactive dye with appropriate functionalities, such as hydroxyls in the fibre are irreversible processes [7]. 1.4 Textile colouration of cotton Cotton fibres Cotton fibres are related to mallows, hollyhocks, and hibiscus, and all kinds of the mallow family (Malvaceae) [13]. The word cotton is derived from Arabic, Qutun or Qoton, which refers to a plant found in a conquered land. It is the purest cellulose-based plant in nature [14]. Representing one of the most useful natural 25
![Chapter 1 Textile Colouration fibres, cotton production occupied 42.8% of the whole world fibre production [15].](/docs-images/93/113787904/images/27-0.jpg "The complex structure of cotton fibres only becomes apparent when observed under an optical or electron microscope.")
27 Chapter 1 Textile Colouration fibres, cotton production occupied 42.8% of the whole world fibre production [15]. The complex structure of cotton fibres only becomes apparent when observed under an optical or electron microscope. The cotton fibre has a flat ribbon-like structure with occasional convolutions along its length, as shown in Figure 1.1. These prevent parallel fibres from sliding off each other, thus imparting the strength of the yarns when they are spun together [2]. Figure 1.1 Scanning electron micrograph of cotton fibres The morphology of the cotton fibre can be differentiated into four parts: the cuticle, the primary wall, the secondary wall and the lumen, Figure 1.2 [16]. Figure 1.2 Morphology of the cotton fibre [17] 26
28 Chapter 1 Textile Colouration The cuticle covers the primary wall with a waxy film which is composed of fats, waxes and pectin. It is degraded and more or less removed during scouring and bleaching processes in order to improve the water-absorbent properties [18]. The majority of the fibre (about 90%) is formed by the secondary wall, which essentially consists of three layers. The first two, which are next to the primary wall, consist of entwined cellulosic fibrils of varying pitch. In some cotton fibres, there is also a thin third layer which consists of mineral salts and proteins [19]. The lumen is the central vacuole which is used by the growing fibre to provide nutrients and deposit cellular wastes. Due to the evaporation of the sap, the components dry out and impart the colour of the cotton fibre. The lumen then collapses and imparts to the cotton fibre its characteristic kidney bean shape [17]. Linear cellulose polymer is the major component of the cotton fibre, typically 65-70% crystalline and 30-35% amorphous, with cellobiose consisting of two glucose units, the repeating unit of the cotton cellulose polymer [14]. The degree of polymerization of cotton cellulose ranges from 6,000 to 10, Colourants for cotton Figure 1.3 Cellulose polymer Cotton fabric can be coloured using a relatively large range of colourant classes including pigments, direct, reactive, sulphur, azoic and vat dyes [17]. Each class has its own performance and application advantages and disadvantages. However, a key factor in the success of the colouration process is to ensure that the fabric has been well-prepared for the purpose of removing surface impurities, ensuring uniform 27
29 Chapter 1 Textile Colouration uptake of the dye, good dye penetration into the fibre and avoiding any non-uniform faults. Most of the deficiencies in the cotton fabric preparation will become more apparent after dyeing and printing and cause commercial problems. The essential desizing, scouring and bleaching operations are applied to the cotton fabrics to remove the impurities [17]. Mercerisation is also considered as a useful treatment to achieve fabric colouration uniformity and obtain a deeper shade by increasing the uptake of dye [17]. Pigment printing is suitable for most types of fabric compositions, so accordingly it is a very common colourant in textile dyeing and printing. Pigments are used in two ways to colour fabrics. For colouring cotton, they are used together with binding polymers to achieve a localised surface colouration, but also to some extent in so called pigment dyeing where all areas of the fabric are treated [12]. Direct dyes are soluble anionic dyes which have substantivity for cellulosic fibres, and are mostly applied from an aqueous dye bath with an electrolyte such as sodium chloride [17]. They consist of an aromatic structure which contains one chromogen, an auxochrome and typically several solubilizing groups. Direct dyes were the earliest dyes to dye cellulosic fibres directly with no pre-treatment of the fibres with a mordant, hence their description as direct dyes. The major groups of the direct dyes are disazo and trisazo derivatives [20]. As one of the most easily applied dyes for cotton, direct dyes are widely used as fashion dyes where high performance is not demanded. The cost of direct dyes is relatively low and the spectral range of colours is relatively large. Their fastness properties, however, are in general low, in particular the wet fastness. Nevertheless the fastness properties of direct dyes can be improved by the diazotisation of the dye, crease resist treatment of the direct dyed fabric, after coppering of the dyed substrate and a cationic fixing agent aftertreatment of the direct dyed fabric [17]. 28
30 Chapter 1 Textile Colouration Reactive dyes are different from other dye application classes in that they can react chemically with cellulosic fibres by forming covalent bonds. In order to facilitate and maximise the covalent bonding alkali is commonly added to the aqueous processing media. The amount of reactive dye, which can exhaust into the cotton fibres, is related to their substantivity. They are not required to have low solubility in water to achieve great fastness but rather need to be highly substantive to the cellulosic fibres. Therefore, reactive dyes can be designed to be relatively small, simple molecules. In fact, their relatively low molecule weight is often beneficial, in order to achieve good penetration and uniformity within the fibres before chemical reaction [19]. However despite chemical engineering the reactive dye 50% of the cost of dyeing is still spent on washing off unfixed dye and effluent treatment. Reactive dyes provide a comprehensive range of colours with good brightness, excellent wash fastness, stability to peroxide bleach and moderate to very good light fastness. However reactive dyes are comparatively expensive dyes [17]. Vat dyes are mainly divided into two chromophore categories, the anthraquinonoid dyes and the indigoid dyes, with both offering a wide range of molecular structures [19]. Vat dyeing is the process where a water insoluble aromatic keto-substituted colourant is reduced by alkali and a reductive agent to form a water soluble leuco compound which is substantive to cellulose. This reduced product will penetrate into the fibre, and it is then re-oxidised back to the original insoluble form. Two or more keto (C=O) groups, which are separated by a conjugated system of double bonds, typically occur in the dye. There are highly condensed aromatic ring systems in most of the anthraquinone derivatives. Indigo is a relatively poor performance dye and its substantivity to cellulose is lower than other dyes but nevertheless due to its widespread use in fashion garments is still widely used. Similar to vat dyes, sulphur dyes are low solubility dyes which are applied as water 29
31 Chapter 1 Textile Colouration soluble reduced leuco compounds under alkali conditions. In this case during the dyeing process only sodium sulphide is incorporated to act as both an alkali and reducing agent. Sulphur dyes are similarly widely used in view of the fact that they provide a combination of a comparatively simple method to dye cellulosic coupled with good-to-excellent wash and light fastness at a low cost. Their price is lower than vat dyes, and they are usually used to impart deep colour shades to cotton. Typically the shades are confined to black, mauves, olives, Bordeaux and reddish browns [21]. The main drawbacks of sulphur dyes are their spectral limitation to dull colours, and their relatively poor light fastness and stability to peroxide in pastel shades [20]. 1.5 Textile colouration for polyester Polyester As opposed to cotton as a natural fibre, polyester is an important class of synthetic fibres. Polyethylene terephthalate and cellulose acetates are the most important polyesters from a commercial point of view, with polyethylene terephthalate (PET) being the most widely used fibre in the manufacturing of textile products because of its good performance properties. However, PET is derived from fossil fuel for its raw materials, which are the main cause of greenhouse emissions and in addition the disposal of synthetic fibres creates carbon dioxide after incineration. It is the carbon dioxide emissions which contribute significantly to global warming. Environmental concerns call for materials which are developed from renewable resources and in the textile sector biodegradable polyesters such as Poly (lactic acid) (PLA) are regarded as potentially significant in addressing these concerns [22]. Generally, good physical and chemical properties are required for textile fibres during processing and in domestic end-use. Physical properties are principally 30
32 Chapter 1 Textile Colouration concerned with the mechanical aspects, which include tensile, tear and bursting strength while chemical properties reflect the stability of fibres during processing and during their use, in particular the thermal and hydrolytic processes. Table 1.1 details the physical and chemical properties of several kinds of polyester fibres [23]. Polyesters are produced with raw materials from various sources, for example, the first polyester, acetate rayon, was manufactured from the acetylation of cellulose and although still produced, their output has decreased. Table 1.1 The physical and chemical properties of polyester fibres Property PET PCDT 2 o Acetate 3 o Acetate PLA Chemical Aromatic- Modified- Modified- Aromatic class Aliphatic carbohydrate carbohydrate Aliphatic Specific gravity Tenacity (gm/d) 2.4 ~ ~ ~ ~ ~ 6.0 Elastic Recovery 65% % % 93% (5% strain) Glass Transition Temperature (T g ) ~60 Melting Temperature 130 ~ ( ) LOI (%) 20 ~ ~ 35 Refractive 1.35 ~ Index 1.45 Moisture Regain (%) 0.2 ~ ~ 0.6 UV Resistance Fair Excellent Alkali Little effect up Attacked by Good Good Resistance to ph 9.5 strong alkalies Poor Acid Strong acids Strong acids Good Good Resistance decompose decompose Fair 31
33 Chapter 1 Textile Colouration Poly (ethylene terephthalate) Fibres PET fibres are produced for the varying requirements of textile applications, such as mono-filament, multi-filament, staple fibre and tow in a wide range of counts and staple lengths. These fibres are available in bright, semi-dull and dull lustres and usually produced in circular cross-section. Crimped and textured yarns can also be also made since PET is a thermoplastic [23, 24]. Poly (ethylene terephthalate) is created by the condensation polymerization of ethylene glycol and terephthalic acid or dimethyl terephthalate, Figure 1.4. When the polymerization has achieved a certain polymer length, the polymer is extruded into an endless ribbon and then cut into small pieces. After being melted in an inert atmosphere at 260, these chips are extruded into continuous filaments which are stretched to about five times their original length in order to achieve the required mechanical strength [23, 24]. Figure 1.4 Chemical synthesis of PET Poly (lactic acid) Fibres Polylactic acid (PLA) is the first melt-spun fibre where the raw material is obtained from sustainable resources and is a rigid thermoplastic aliphatic polymer [25]. PLA molecules have a helical structure, the reversed carbonyl functional groups, and it can be semi-crystalline or completely amorphous, depending on the stereo-purity of the polymer backbone [26]. 32
34 Chapter 1 Textile Colouration PLA mostly behaves like PET, but also performs similarly to the polyolefin polypropylene (PP). Therefore PLA usage can cover a wide range of applications due to its ability to be modified by stress and heat, impact modified, filled, copolymerized, and processed in most polymer processing equipment. It can be manufactured into transparent films, fibres and injection bottles. PLA can also be used as an excellent material relating to food contact and related packaging applications [27] Dyeing polyester Since polyester fibres are hydrophobic and do not swell in water, penetration by water and water-soluble dyes is difficult. Against this background, the development of disperse dyes was a logical solution to the colouration of polyester fibre. Disperse dyes are typically non-ionic, sparingly soluble in water even at a very high temperature of 130 and held in aqueous dispersion by surface-active agents [2, 28]. These types of dyes exhibit good light fastness, variable heat fastness and good wash fastness [20]. Polyester fibres are essentially undyeable below 70-80, and accordingly atmospheric dyeing below 100 can only be achieved using carriers [2, 18]. The other alternative is to dye polyester at temperatures above 100 using pressurised vessels. Temperatures as high as 140 are used and results in the amorphous molecular structure of polyester becoming more open and mobile and the diffusion of dye into the fibre is faster and commercially acceptable [2]. When polyester is dyed by disperse dyes, some of the dye is deposited on the fibre/fabric surfaces. It is essential to remove these residual dyes otherwise the washing and rubbing fastness of the dyed fabric could be decreased and cross-staining could increase during laundering. Normal washing or soaping is not strong enough to remove the surface deposits due to the insolubility of disperse dyes. Accordingly a reduction clear, based on an alkaline reductive treatment, is commercially utilised [29, 30]. 33
35 Chapter 1 Textile Colouration Sodium dithionite and sodium hydroxide are the most widely used reducing agent. Some of recently introduced commercial disperse dyes do not require a reductive environment. They are termed as Alkali clearable since alkaline scouring conditions are sufficient to remove them [7, 31, 32]. In addition to using disperse dyes colouration of polyester can be achieved incorporating pigments in the mass pigmentation process during fibre extrusion. Typically the pigments are dispersed in the molten polymer immediately prior to its extrusion. The pigments which are used for this process must be stable even under the high temperatures employed in extrusion (about 230 ) [19]. 1.6 Machinery Dyeing machinery A wide range of machines are available for the dyeing of textile fabrics due to the fact that textile materials can be dyed at different stages of manufacture, and can be processed batchwise, semi-continuously and continuously. The dyeing process can be applied at the loose fibre, tow, yarn, fabric or garment stages. The choice of at which stage of manufacture to dye, depends on various factors, undoubtedly the most important of which are cost and fashion considerations. In recent years, late stage dyeing has increased enormously in order to avoid over-production of unpopular colours and to respond quickly to repeat orders of those which are more popular for those manufacturers [19]. The essential aim of the dyeing process is to transfer the dye molecules from the dye solution into the fibre in a uniform and efficient approach. The rate of dye taken up by the fibre is increased by the movement of the dye liquor around the fibres [19]. There are three main processing or mechanical principles usually employed for 34
36 Chapter 1 Textile Colouration dyeing textiles: (a) the dye liquor is moved and the textile is stationary; (b) the textile is moved and the dye liquor has no mechanical movement; (c) both the dye liquor and the textile move or mechanical agitated [33]. During the dyeing process, three distinctive stages can be identified: (a) transfer of dye from the bulk solution to the fibre surface; (b) adsorption of dye onto the fibre surface; (c) diffusion of dye from the surface in to the fibre [19] Dyeing in the loose fibre form The main advantage of dyeing textile in loose fibre form is the ease of circulation of the dye solution through the fibres and the fact that any unlevelness in dyeing can be randomised during the following carding and spinning procedures. The method has conventionally been employed more for dyeing wool than cotton or synthetic fibres, especially the application of acid milling dyes due to their relatively poor migration properties. However, even in the dyeing of wool, the extent of loose stock dyeing has been reduced in recent years [19]. The most common types of this kind of machine holds the textile materials in a tapering pan with perforated inward sloping sides, or in a perforated cage. After the fibres are gradually packed into the pan, they are wetted and compressed by screwing down a solid plate which is laid on the fibrous top [7]. Another type of machine is the radial flow type where the fibres are held in a cage of about 150cm diameter, with perforated sides and a central perforated column Dyeing yarn Yarns can be dyed in two different forms: hank and package. Hank dyeing has always been carried out on yarns which are inherently bulky in nature, while package dyeing is used for thinner yarns [19]. Nowadays, most yarns are dyed as packages, which are wrapped around a series of hollow, perforated vertical spindles 35
37 Chapter 1 Textile Colouration set around the circular vessel containing the dye liquor. The whole system is generally in a cylindrical vessel with a round bottom and lid. Appropriate pumps drive dye liquor, which is reversed from time to time, up through the hollow spindle and through the wool packages [2] Dyeing fabrics A variety of machine types are available for dyeing fabrics and the choice of machine used depends on the nature of the fibre (e.g. wool, cotton, polyester, etc.) and the structure of the fabric. At the same time, the quantity of cloth to be dyed will decide whether a batch or continuous process is employed [19]. Winch dyeing machine The winch or beck dyeing machine, which is quite simple compared to other dyeing machines, and is able to function in other wet processing such as scouring, bleaching, dyeing, washing-off and softening. It is the oldest kind of equipment used for dyeing fabric [2]. A length of fabric with the ends sewn together forms a continuous rope and the rope passes through the dyebath driven by two elevated reels and follows to fall back into the bath. The jockey or fly roller, shown in Figure 1.5, is free-running to act as a support for the rope while it is pulled forward. The winch reel, over which the rope of fabric is looped over, is driven and controls the rate of rope transportation and the amount of pleating where the rope accumulates below and behind the winch. The fabric rope is held on the winch due to its own weight and friction that can be improved by covering the winch roller with polypropylene or polyester tape. Once the fabric drops into the dyebath, it turns fold over and the pleating and opening action keeps the dye liquor flowing through the fabric [2, 7]. 36
38 Chapter 1 Textile Colouration Jig dyeing machine Figure 1.5 Winch dyeing machine The jig or jigger dyeing machine is one of the oldest types of machine which can dye a variety of materials in open width, Figure 1.6. It is particularly suited for fabrics such as satins and taffetas that are readily creased. The open-width fabric is moved from one roller through the dye liquor at the bottom of the machine and then onto another roller on the other side. The direction of movement is automatically reversed when all the fabric has passed through the bath. The dyeing duration is controlled by the number of passages, which is called ends, through the dye liquor. Dyeing always consist of an even number of ends in order to ensure uniformity [2, 7]. Figure 1.6 Jig dyeing machine 37
39 Chapter 1 Textile Colouration Beam dyeing machine In theory, beam dyeing is similar to yarn package dyeing but with a single large package used instead, Figure 1.7. Beam dyeing involves winding fabric onto a perforated beam and pumping dye liquor through the beam and through the fabric layers [7]. The machines are usually pressure vessels, which can be operated at high temperatures. The largest vessels can be 4.5 metres and the internal diameter is nearly 2 metres, and can accommodate beams with approximate 7000 metres of fabric [19]. Figure 1.7 Beam dyeing machine Jet dyeing machine Jet dyeing machines based on the principles of winch dyeing, were gradually developed from the 1960s, Figure 1.8. In this kind of machine, the fabric rope is moved by the high-speed dye liquor injection and the fabric folds around the machine before passing through the jet to start another cycle m/minute is the usual fabric speed, but higher speeds can be achieved. A typical complete cycle of the rope takes about one minute [7, 19]. 38
40 Chapter 1 Textile Colouration Figure 1.8 Jet dyeing machine Continuous dyeing equipment The major types of fabrics which are dyed continuously are either 100% cotton or a blend of cotton/polyester and cotton/viscose. For dyeing cotton or the cotton component in blends, reactives, vats, sulphurs and directs are usually used, whilst disperse dyes are used for the polyester. In the dyeing process of blends, the dyes can be applied either together, when they must be compatible with each other and with the particular auxiliaries in the dyebath, or separately [19]. Continuous dyeing of fabrics basically involves padding, drying and fixation, Figure 1.9. Padding The fabric is first immersed in the dye solution or dispersion and then passed in open width through a padding mangle nip to squeeze out the excess dye liquor [2]. The aim of this stage is to mechanically impregnate the fabric with dye and appropriate dyebath auxiliaries, so uniformity in this process is vital [7]. The duration of immersion of the fabric in the liquor, the time of contact with the nip rollers and the pressure that those rollers exert on the cloth are all the aspects 39
41 Chapter 1 Textile Colouration affecting the uniformity of the distribution of any chemicals in the padded fabric [19]. Drying and fixation After the padding operation, in order to avoid unwanted migration of the dye, it is required to dry the fabric in a controlled manner. Firstly the fabric is pre-dried, which involves passing the fabric through a bank of infra-red heaters to remove about 50% of the water. Then all moisture is removed by a conventional drying machine, such as cylinder cans [19]. The disperse dye is transferred from the cotton fibre surface into the polyester by sublimation of the dye during the thermosol process. A steamer is utilized for the continuous fixation of vat, sulphur, reactive and direct dyes on cotton, especially in blends with polyester. The padded fabrics pass through a zone which fills with saturated air-free steam for about 20-60s [7] Printing machinery Figure 1.9 Continuous dyeing equipment There are five major methods to print a fabric: the block, roller, screen, heat transfer and ink-jet printing systems. Only the heat transfer method is distinctly different because this printing is transferred from a designed and coloured paper while the other methods are printed through a print paste medium [19]. Block printing, 40
42 Chapter 1 Textile Colouration conventional roller printing and hand-screen printing were the three earliest methods used, and the ink-jet printing method is a relatively new innovation [33]. Block printing Block printing usually includes applying the printing paste to the designed surface of wooden blocks to make an impression on the fabrics, and the process is repeated with varying design blocks and colours until the pattern is complete. However, today in commercial textile printing operations, this method is rarely used [19, 33]. Roller printing Roller printing machines underwent few major changes since the first of these machines was introduced in the 1780 s. They are extremely durable because the cylindrical print rollers are copper, in which the design is etched. There are separate rollers for printing each colour. The fabric passes around a large cylinder which is a pressure bowl covered by a thick layer, the lapping. A blanket and backing cloth travel around the lapping under the fabric and provide a resilient backing and flexible support [2, 19]. The printing paste is shifted from a reservoir or trough onto the surface of the engraved rolls, and a steel doctor blade completely removes the colourant on smooth areas of the roller. Under pressure, colour is transferred from the engraved rolls to the fabric surface. Screen printing Screen printing has grown from a specialized, labour-intensive art (hand printing or silk screening on long tables) to a highly mechanized process, using flat and rotary screen printing machines. Screen printing is a process in which the printing paste is transferred to the fabric through a stencil or screen which is usually made of silk, polyester, polyamide or nickel mesh. For the traditional hand screen printing, the fabric is rolled out and fixed in place on long tables (up to 100 yards in length) 41
43 Chapter 1 Textile Colouration which are covered by waterproof covers. Then the screen is placed on the surface of the fabric and the printing paste is drawn across the screen in a transverse direction to the fabric length with a rubber squeegee blade. Different screens are used for different colours. In rotary screen printing, movement of the screen produces the dynamic pressure which is neutralised by the penetration resistance of the fabric and flow resistance of the screen [33]. Heat transfer printing In this kind of printing, a designed and coloured paper is prepared before printing the fabric. The colourants used on paper are volatile disperse dyes that are capable of being sublimed at elevated temperature. When the paper is heated and held in contact with the fabric, the dye is transferred to the textile fabric in the vapour phase [9]. Ink-jet printing This type of printing has been developing rapidly in recent years following its primary use for the colouration of paper and documents, and has been adapted to print on textiles. This type of printing is illustrated by a non-contact method that emits drops of ink on the surface of the substrate to be printed, and at the same time affords high print quality art and high speeds. There are two important types of ink-jet printers, which are the continuous type characterised by high speed and cost and the drop-on-demand (DOD) or impulse jet printer [33]. 1.7 References 1. Johnson, A. E., The Theory of Coloration of Textiles. 2nd. ed. 1989, Bradford: Society of Dyers and Colourists. 2. Ingamells, W., Colour for Textiles: A User's Handbook, 1993, Bradford: Society of Dyers and Colourists. vii,179p. 42
44 Chapter 1 Textile Colouration 3. Storey, J., The Thames and Hudson Manual of Textile Printing. Rev. edn. 1992, New York, N.Y.: Thames and Hudson. p Cegarra, J., Puente, P., and Valldeperas, J., The Dyeing of Textile Materials: The Scientific Bases and the Techniques of Application, 1992, Biella: Textilia. p Joseph, M. L., Introductory Textile Science, 5th ed. 1986, New York; London: Holt, Rinehart and Winston. xv, p Hall, A. J., A Handbook of Textile Dyeing and Printing, 1955, London: National Trade Press. vii, p Broadbent, A. D., Basic Principles of Textile Coloration, 2001, Bradford: Society of Dyers and Colourists. xiv, p Waring, D. R. and Hallas, G., The Chemistry and Application of Dyes, 1990: Plenum. p Miles, L. W. C., Textile Printing. Rev. 2nd edn. 2003, Bradford: Society of Dyers and Colourists. X, p Dhariwal, J., An Investigation into the Effect of Pigment Printing on Fabric Handle, 1996, MSc Thesis, UMIST. 11. Wells, K., Fabric Dyeing & Printing, 1997, London: Conran Octopus. p Carr, C. M., Chemistry of the Textiles Industry, 1995, London: Blackie Academic & Professional. xiii, p Kassenbe, P., Bilateral Structure of Cotton Fibers as Revealed by Enzymatic Degradation, Textile Research Journal, (4), p Joseph, M. L., Joseph's Introductory Textile Science. 6th edn., 1992, Fort Worth: Harcourt Brace Jovanovich College Publishers. xiv, p Society of Dyers and Colourists and A.A.T.C.C, Colour Index. 3d edn., 1971, Bradford. 16. Cockett, S. R. and Hilton, K. A., Dyeing of Cellulosic Fibres and Related Processes, 1961, London: Leonard Hill, p
45 Chapter 1 Textile Colouration 17. Shore, J., Cellulosics Dyeing, 1995, Bradford: Society of Dyers and Colourists. ix, p James, W., Practical Textile Chemistry: with Special Reference to the Structure, Properties and Processing of Wool, 1955: National Trade P. p Christie, R. M., Mather, R. R., and Wardman, R. H., The Chemistry of Colour Application, 2000, Oxford: Blackwell Science. viii, p Rivlin, J., The Dyeing of Textile Fibers: Theory and Practice, 1992, Philadelphia: J. Rivlin. xiii, p Parfitt, M., Investigation into the Surface Chemistry of Cotton Fibres, PhD Thesis, UMIST, Blackburn, R. S., Biodegradable and Sustainable Fibres, 2005, Cambridge: Woodhead. xxii, p Cook, J. G., Handbook of Textile Fibres. 5th ed. Edn. 1984, Shildon: Merrow. 24. McIntyre, J., Synthetic Fibres: Nylon, Polyester, Acrylic, Polyolefin, 2005, CRC Press. 25. Drumright, R. E., Gruber, P. R., and Henton, D. E., Polylactic Acid Technology, Advanced Materials, 2000, 12(23): p Hoogsteen, W., Crystal Structure, Conformation and Morphology of Solution-spun Poly(L-lactide) Fibers, Macromolecules, 1990, 23(2): p Schmack, G., Biodegradable Fibers of Poly(L-lactide) Produced by High-speed Melt Spinning and Spin Drawing, Journal of Applied Polymer Science, 1999, 73(14): p Bogle, M., Textile Dyes, Finishes and Auxiliaries. Rev. edn. Garland Library of Textile Science and Technology, v 11977, New York: Garland Pub. xiii, p
46 Chapter 1 Textile Colouration 29. Nunn, D., The Dyeing of Synthetic Polymer and Acetate Fibres, 1979, Dyers Co. Publications Trust. 30. Moncrieff, R. W., Man-made Fibres, 1975: Newnes-Butterworths London. 31. Aspland, J., Vat Dyes and Their Application. Textile Chem. Color, (1): p Provost, J. R. and Connor, H. G., The Printing of Polyester/Cellulose Blends A New Approach. Journal of the Society of Dyers and Colourists, (12): p Vigo, T. L., Textile Processing and Properties : Preparation, Dyeing, Finishing and Performance, 1994, Amsterdam ; London: Elsevier. xvii, p
47 Chapter 2 Pigment Colouration Chapter 2 Pigment Colouration 2.1 Definition and overview Colouration of textiles can be achieved by using a pigment through printing or mass pigmentation. Unlike dyes which are absorbed into the fibre, pigments due to their insolubility and their lack of affinity for fibre, when printed, are usually in the form of dispersions and mixed into the print paste or dyeing solution containing binders, thickeners and other auxiliaries [1]. Therefore, pigment printing is a physical process, in which there is no reaction between pigment and fabric. After the printing, drying and curing processes, unlike other textile colouration processes there is no necessity for after-washing, which reduces costs and eliminates associated pollution [2, 3]. Pigment dyeing and printing as a part of the wider textile colouration sector is becoming increasingly popular and important. When printed the print paste includes thickeners while for pigment dyeing system the thickener is omitted. Further, pigment dyeing can be subdivided into pigment exhaustion dyeing and pigment pad dyeing. The early method of pigment dyeing proved to be unsuccessful because of low exhaustion and poor uniformity, but later alternative auxiliaries were introduced to improve the pigment dyeing quality [4]. Although of lesser significance today than pigment printing, pigment dyeing still offers significant potential. 2.2 History About 30,000 years ago, Palaeolithic man discovered the use of pigments for decoration and was undoubtedly the easiest and earliest application method for colouring fabrics. Some of the pigments used were earth pigments, for example, natural iron oxides and carbon black from soot although early prints tended to be stiff and easily faded [5]. Millennia later the period following the Second World War 46
48 Chapter 2 Pigment Colouration was characterized by a concerted period of focused further development of pigment colourants. However prior to the war in 1937, the first modern pigment printing system, the Aridye system, was introduced by the Interchemical Corporation, but there were so many limitations that it was not widely adopted [6, 7]. However progressively there was a dramatic growth in the use of pigment printing, especially from the 1960s onward when aqueous dispersions of film-forming binders composed of self-crosslinking copolymers became established [7]. Subsequently pigments gradually achieved a dominant position in the textile printing sector with now more than 50% of all textile prints being pigment-based [1]. 2.3 Pigments Definition Pigments are particles which are not soluble in typical liquid media which is in obvious contrast to dyes [3, 8]. However they can be mechanically dispersed in a specific medium to improve its colour or light-scattering properties [9]. For pigmentary purposes, the range of particle sizes from very fine colloidal particles (~0.01μm) to relatively coarse particles (~100.0μm) [10] History Discoveries by archaeologists indicate that earth pigments were the earliest colourants used to decorate both people and their possessions. Earth pigments were probably first recognized simply because their colours stood out when hard lumps of rock were examined. Such rocks were smashed and the desirable colour was extracted. The coloured rocks were then ground to fine powder and blown onto the painting surface by a hollow tube, or mixed with fatty materials to form a kind of natural paint which was applied with the fingers or a reed. Some of the prehistoric cave paintings were based on this methodology and examples are widely distributed 47
49 Chapter 2 Pigment Colouration around the world due to their high resistance to decomposition by heat, light and weather. Indeed, without these excellent properties, pigments would not have survived the many centuries. Pigments have also been derived from natural colouring matter in many plants and even in some animals. For example both the red pigment madder and the blue indigo are extracted from plants, while cochineal and lac lake are derived from insects, the much-prized Tyrian purple is obtained from certain shellfish, and finally sepia is obtained from cuttlefish [11]. The era following the Second World War was the golden age for the development of pigments. The manufacture of inorganic pigments began in the 19 th century, while the production of organic pigments has always been a part of the dyestuff industry since pigments became a secondary product of dyestuff manufacturing. Indeed typically new chromophoric colourant systems were often first used as a pigment [12] Dyes and pigments Colour may be introduced into manufactured objects, such as textiles and plastics, or into a range of colour application media, such as paints and printing inks, for a variety of reasons. Yet in most occasions, the ultimate purpose is to decorate and improve the attractiveness of a product and enhance its market appeal [13]. Colours are related to the region of the electromagnetic spectrum which can be recognised by human eyes, that is, the range between 400nm and 700nm in which light is absorbed at different wavelengths [14]. The resultant colour is generally achieved by the individual colourants or as a combination of dyes or pigments. The term colourant is commonly used to encompass both types of colouring materials [13]. 48
50 Chapter 2 Pigment Colouration Dyes and pigments are both commonly produced by the manufacturers as coloured powders, and they may often be chemically quite similar. However, they are specifically different in their properties and particularly in the way they are used. Dyes and pigments are typically distinguished on the basis of their solubility properties. Essentially, dyes are soluble, whilst pigments are insoluble. A comparison of the general characteristics of dyes and pigments is presented in Table 2.1 [13]. Table 2.1 A comparison of the general characteristics of dyes and pigments [13] Property Dyes Pigments Solubility Traditional applications Method of application Main chemical types Application classification Colour properties Required to have solubility or capable of solubilisation mainly in water Textiles, leather, paper Applied to textile fibres from an aqueous dyebath solution Organic only: azo, carbonyl and arylcarbonium ion etc. For textile applications, the subdivision into dye application classes is important Full range of coloured species Required to resist dissolution in any solvents Paints, printing inks, plastics Dispersed into a liquid medium which subsequently solidifies Organic types: azo, carbonyl and phthalocyanine; inorganic types Pigments are multi-purpose objects and application class is relatively unimportant Include coloured, white and metallic species A further difference between dyes and pigments is that while dye molecules are intended to be attracted strongly to the polymer molecules which constitute the textile fibre, pigment molecules are not required to present such affinity for their medium. Pigment molecules are, nevertheless, required to be attracted strongly to one another in their solid crystal lattice structure in order to resist dissolution in solvents [13]. 49
51 Chapter 2 Pigment Colouration Classification of pigments The range of pigments can be divided into three main series according to their chemical constitution and form of preparation for use: organic pigments (approximately 60% of the total number of pigment products), water insoluble dyes (approximately 20% of the total number of pigment products) and inorganic pigments (approximately 20% of the total number of pigment products) [11]. Generally, organic pigments are characterised by high colour strength and brightness and variable in the range of fastness properties which they offer. The properties of pigments temporarily converted into soluble dyes are the same as the organic pigment due to their organic nature and the reversible nature. Inorganic pigments generally provide excellent resistance to heat, light, weathering, solvents and some chemical attack. In these aspects, they have technical advantage over most organic pigments although they suffer from the disadvantage of considerably lower intensity and brightness of the colour compared with organic pigments. Additionally inorganic pigments are usually significantly cheaper than organic-based materials [13] Organic pigments Organic pigments are typically non-ionic colourants based various chemical chromophoric classes [11, 12]. Organic pigments are usually brighter, purer, and richer in colour than comparable inorganic pigments [10]. They can be treated with a suitable surfactant and milled in order to reduce and optimise the particle size (typically µm) and improve colour strength/yield [11]. The coloured organic pigments are mostly used in the form of printing inks, followed by paints and plastics. They are commonly used to print postage stamps and currency notes, and different coloured organic pigments can be used to identify and differentiate cable coatings, gas conduits, electric switches, yellow school buses and so on for safety reasons [15]. 50
52 Chapter 2 Pigment Colouration Approximately 25% (by weight) of the organic colourant production is comprised of organic pigments and this share of pigments compared with dyes is increasing. The classification of organic pigments can be defined as either classical or high performance pigments. Classical organic pigments mainly consist of azo pigments and phthalocyanines, which are relatively inexpensive products and used extensively in a large range of printing ink, plastics and paint applications. High performance pigments are able to provide greater technical performance, usually at higher cost and are more sophisticated in nature [13]. Some of the major organic pigments are discussed in the following sections. Azo pigments Of the organic pigments azo compounds are considered as the largest group, regardless of the number of different chemical structures or of the total production volume. Normally azo chromophores are synthesised by diazotising a primary aromatic amine, and then coupling this to a second component, usually a derivative of beta naphthol, acetoacetanilide or pyrazolone. The commercial colour range encompasses the yellows, oranges and reds [11]. Typical azo pigment structure, CI Pigment Red 1 Para Red, is shown in Figure 2.1. Figure 2.1 CI Pigment Red 1 Para Red Phthalocyanine pigments As the first new chromogenic type to be introduced into the field of organic pigment 51
53 Chapter 2 Pigment Colouration chemistry, the development of phthalocyanine is interesting both technically and scientifically. Before this discovery, making dyes insoluble and synthesizing new insoluble azo compounds were the two approaches to develop all organic pigments [11]. An important constituent in the phthalocyanine range of pigments is copper phthalocyanine which provides almost all the important blue and green pigments. Incorporating copper creates a pigment of outstanding resistance, strength and brilliance of colour [16]. It is widely used in most pigment applications due to its brilliant blue colour and its excellent fastness to light, heat, solvent, acids and alkalis. Moreover, despite its structural complexity, copper phthalocyanine has a relatively low price, Figure 2.2 [13]. Figure 2.2 Copper phthalocyanine Quinacridone pigments Quinacridone pigments are generally known generally as linear trans-quinacridones. The linear trans-quinacridones are infusible or high-melting solids, insoluble in normal solvents, non-bleeding/migrating and fairly heat resistant as pigments. In addition, they are chemical resistant to both alkali and acid although their alkali resistance is not suitable to use directly on concrete or glazed cement-asbestos 52
54 Chapter 2 Pigment Colouration powders. They have good light fastness, particularly in light tints [11]. Figure 2.3 CI Pigment Violet 19 Fluorescent pigments Fluorescent pigments are derived from fluorescent dyes which are soluble in certain polymeric resins. A resin coloured in this manner is based on fluorescent pigment powder, which is dispersed into the media in the same way as other pigments. The overall impact is that the paints, printing inks and plastics into which fluorescent pigments have been combined have very vivid bright colours which attract the eye [11]. Figure 2.4 Brilliant sulfoflavine FF (yellow) 53
55 Chapter 2 Pigment Colouration Water-soluble dyes Water-soluble dyes are converted into insoluble dyes by means of various precipitation techniques. Traditional dyes can be insolubilized by precipitation by reacting with phosphomolybdic or phosphotungstic acids, or alternatively copper hexacyanoferrate. These complexes show higher light fastness than their parent basic dyes or a traditional tannate mordant. Although reducing in importance soluble dyes can be converted into pigments by precipitation using an inert substrate such as alumina hydrate [11]. Vat dyes, although they may be intended as pigments in view of their aqueous insolubility, are typically used as dyes. When they are prepared for dyeing, their particle size is a significant technical element which influences their rate of reduction. When vat dyes function as pigments, particle size be even more important Inorganic pigments Inorganic pigments exist as the coloured natural minerals commonly used to embellish ceramics, glass and many other artefacts [11]. Some of them are single-component particles, such as oxides, hydroxides or sulphides, while others are mixed-phase pigments, which contain mixed crystals of oxides or sulphides, which are distinct from pigments that are pure physical mixtures. This kind of pigment crystallises as a stable oxide lattice and the colour occurs by reason of the incorporation of coloured metal cations in a variety of valency states [17]. Some inorganic pigments are still in use commercially, and they can be classified further as non-coloured pigments (hiding white pigments, non-hiding white pigments, black pigments and metallic pigments) and coloured pigments [13]. 54
56 Chapter 2 Pigment Colouration Inorganic pigments play a special role in pigment chemistry for several reasons. Some of them are relevant to culture heritage and history. For example, the colours of oil paintings in the art galleries around the world were, until the industrial revolution, produced entirely from mixtures of inorganic pigments obtained from natural sources which are so-called earth pigments. Another reason why inorganic pigments are so important is that there are no white organic pigments. White pigments are fundamental to provide opacity to the paints and printing inks which are used on metal, wood, paper, textile fabrics and plastic films. White inorganic pigments are also applied to provide opacity to synthetic fibres and plastics produced by moulding and extrusion processes [11]. 2.4 Binder system Since pigments have no affinity for the fibres/fabric, the polymeric binder plays an important role in linking the pigment and fabric and influences the colour durability, including wet, dry and washing fastness [18]. Pigment binders are polymer latexes which are formed by selecting monomers which contribute specific properties to the binder. The process, combining monomers together to form polymer, is called polymerisation, and in pigment colouration it is called emulsion polymerisation [19]. There are several advantages offered by the emulsion polymerisation process, but most of the polymer advantageous properties are due to the high molecular weight improving the physical properties. An aqueous dispersion is the most common form of binder, in which 40%-45% binder solids are incorporated into water [1, 7, 20]. The droplets are similar sizes with those of the pigment particles, at most, less than 0.5 microns in diameter. After evaporation of the solvent or other dispersion medium on heating, the particles coalesce together to form a thin coherent coating, the film, which is several micron thick, enclosing the pigment particles and adhering to the fibre [7]. The binder film 55
57 Chapter 2 Pigment Colouration is a three-dimensional structure with the first and second dimensions being more important than the third [1]. A binder must be compatible with the pigment application and have other characteristics to improve the colouring impact of the pigment [21]. A good binder typically has following properties: The binder film is tenacious and elastic; The binder film should be colourless and transparent in order to present the pigment hue efficiently; The binder film should exhibit good flexing resistance, abrasion resistance, chemical resistance and light resistance. Binders are usually produced from synthetic polymers, but also natural wood resin, wax, linseed or safflower oils and chitosan have been examined in order to incorporate their biodegradability [22]. Following industrial trials chitosan has been identified as the best choice and such ecologically friendly binders are already used in production [22]. 2.5 Softeners Aside from appearance, the handle of the textile is also a very important quality indicator for most manufacturers and customers. Accordingly, almost all apparel and home furnishing textiles are treated with softeners [23]. During laundering there is strong mechanical agitation giving rise to fabric deformation and harshening of the fabric handle. Subsequent drying, particularly line drying sets this effect imparting an uncomfortable hand. Similarly prior to domestic processing the binder utilised in pigment printing and dyeing produces a stiffening of the fabric handle. In contrast the use of low solubility alkali soaps in scouring processes resulted in incomplete removal of the soap and the residual soap on the fibre imparted a softer feel and generally a better handle to the fabric [24]. 56
58 Chapter 2 Pigment Colouration A softener can be defined as an auxiliary that imparts a pleasant handle and smoothness when applied to textiles [25, 26]. The softening effect is not only evident in the handle property but also produces easier ironing, sewing and other operations in which friction affects the performance. Most softeners are composed of molecules with both a hydrophobic and hydrophilic constituent. According to their ionic nature and structures, softeners can be subdivided into three types: cationic, anionic or non-ionic [27]. As the most important softeners, cationic softeners are most widely used and achieve the best results. Their cationic character is typically based on a positive charged quaternary ammonium ion [24, 28]. Since most textile materials possess a negative charge when immersed in water, cationic softeners are electrostatically attracted to the fabric surface. They usually are applied by exhaustion methods. However, there are some problems due to the positive charge, such as when they react with anionic dyes creating problems such as shade changes and colour bleeding. Because of their interaction with anionic detergents, their wash fastness is usually limited but can be improved by incorporating reactive functionalities into the softener that can react with the fibre [24]. Anionic softeners with a negative charge are composed of hydrophobes linked to anionic groups as carboxylates, carboxymethyls, sulphates, sulphonates or even phosphates [28]. Anionic surfactants can be used as softening agents, wetting agents and detergents, because they give a good handle after a domestic wash. They are generally applied by padding due to the low affinity for most of the fibres. Non-ionic softeners contain the similar hydrophobe chains to the anionic type, but the hydrophobes are ethoxylated, R-(OCH 2 CH 2 ) x -OH. Non-ionic softeners are 57
59 Chapter 2 Pigment Colouration applied by padding method because they have little affinity for the textile fibres and can be co-applied with other ionic or non-ionic textile chemicals/auxiliaries. In addition, silicone softeners are based on a siloxane backbone, Si-O. They can be emulsified in water and then pad applied onto the fabric, since they do not have a high affinity for the fibre. Three types of silicones can be distinguished. Polydimethylsiloxanes, which offer flexibility due to the elastic polymer backbone, lacks affinity for the fabric and they tend to be removed during washing. They are held to the substrate through weak intermolecular forces. In order to get better wash fastness polydimethylsiloxanes with reactive groups were developed which can react as a crosslinking agent and so gives elastomeric structures between the siloxane chains. A further development of the siloxanes are the amino-functional type silicone softeners which exhibit a slight cationic character due the NH group, especially in acidic media, and exhibit higher affinity for the negatively charged fibre. However, the primary and secondary amino groups can introduce yellowing during subsequent processing and teriary derivatives need to be used [24]. 2.6 Other Auxiliaries Crosslinking agents A crosslinker may also be incorporated into the binder formulation in order to enhance the fastness of coloured fabrics [29]. However, an excess of the crosslinker may result in an unacceptably stiff handle. The crosslinking process is typically a condensation reaction involving formaldehyde-based derivatives which eliminate water, and are required when the binder has no self-crosslinking groups, just reactive groups for bonding to the substrate. When crosslinkers are applied to cellulosic fibres, chemical bonds will also be formed between the binder and fabrics. A crosslinker should be selected on the basis of optimised temperature, ph and curing time. In addition the reactivity of the crosslinker needs to be considered in order to 58
60 Chapter 2 Pigment Colouration ensure premature reaction does not occur in the print/dye paste leading to damage in the subsequent film formed by the binder particles, or even cause the print paste or dye solution to gel [7]. Thickeners In pigment printing it is necessary to incorporate a thickener in order to achieve the correct viscosity in locating the print motif correctly and preventing diffusion. In pigment dyeing no such thickener is necessary. The thickener is usually a long chain acrylic acid-based polymer, although both natural and synthetic thickeners are commonly used [1]. It increases the viscosity of the paste so as to achieve sharp well-defined patterning and uniform coverage. Water-soluble thickening agents are macro-molecular substances, which may form a hard film which will cause a stiff handle and would reduce the benefit of eliminating the washing off process in pigment printing. Accordingly some of the polymer binder may provide the thickening role as well as the pigment binding structure [7, 30]. Wetting agent A further formulation additive is the wetting agent which expels air from the textile assembly contained in the aqueous processing bath to lower the fibre/fabric surface tension. This process increases spreading of the formulation and improves the uniformity of the surface film. In continuous dyeing, a wetting agent is usually added to pad liquors [22]. Typically the wetting agents are non-ionic or anionic in nature although non-ionic surfactants have proved to be best wetting agents in commercial practise and experimental tests [31]. Hand-modifiers Hand-modifiers are mostly necessary in pigment colouration. Two types of hand modifiers can be distinguished. The first chemical hand-modifier is the softeners 59
61 Chapter 2 Pigment Colouration based on cationic, non-ionic and silicone chemistries [22]. These softeners can lower surface friction, decrease stiffness and enhance rub fastness [1]. They will make the binder film more flexible and impart a considerably softer hand [22]. Crosslinking agents are again chemical in nature and increase fabric stiffness but also improve the mechanical performance [1]. Handle modification can be achieved by the mechanical processing (physical processing) as well, such as calendaring, pressing, raising /cropping and shearing. 2.7 Pigment Application System Print System The pigment printing systems can be applied by textile printing machines which are discussed in Successful pigment printing systems are based on three equally significant components: pigment dispersions; binders and crosslinking agents; and thickeners and auxiliary agents giving the required rheology [1]. The printed sample is passed through a drying section (usually a hot air oven) and then collected by folding flat or winding up on a rolling device. The dyed fabric is then sent through another heat stenter to cure the binder system and achieve polymerization of the resin. The curing step is often incorporated with the drying step or it can be combined with a post cure procedure [21]. Environmental impact gains even more importance when preparing pigment printing paste. In particular toxicological aspects lead to the development of paste in which hazardous substances are reduced. Further development has led to biodegradable printing pastes, such as binders made of chitosan and vegetable natural pigments [22] Padding System The padding system is just same as the machines used in continuous dyeing, as discussed in It essentially consists of a padding process and a drying/fixing 60
62 Chapter 2 Pigment Colouration process. Only a few ingredients are needed in a conventional pigment pad bath: the pigment dispersion, the binder dispersion, the anti-migration agent, the wetting agent and, for some acrylic binders, ammonia. Occasionally some defoamer may be used. Most problems occurring in pigment padding can be attributed to just a few reasons: the fabric preparation, the mix (mixing procedure, agitation/stirring, straining, incompatibility), the binder (amount, type, buildup), the pigment (amount, type, buildup), migration on drying (anti-migrant and equipment), the auxiliary chemicals and the curing conditions [5] Exhaust Dyeing System Exhaust dyeing of pigments is commonly used in garment dyeing and is applied by using a modified commercial laundry machine. The exhaust system application mainly consists of four stages: fabric cationization, pigment exhaustion, binder exhaustion and drying [21]. The overall result is very similar to that achieved when pigment padding fabrics, but the application methodology is substantially different. Since the pre-treatment and after-treatment chemicals (the particle fixative and the binder) are proprietary, the precise mechanism of the process is uncertain [5] Modification of Pigment Application System Cationization Cellulose fibres, when immersed in water, exhibit a negative zeta potential and most of the dye classes suitable for cotton are anionic in nature. Accordingly there is electrostatic repulsion between cellulose fibres and dye molecules, which results in 61
63 Chapter 2 Pigment Colouration low colour yield [32]. Pre-treatment with a cationic fixing agent should improve the colour strength and fastness due to the changed charge. Chemically cationized cotton is usually produced by etherification cotton with a tertiary amino or more often quaternary ammonium cationizing reagents. They can be reacted with cellulose fibres under a variety of application conditions, such as exhaust, pad-batch, pad-bake, pad-steam, jig-exhaust, jet-exhaust, etc. [33] Plasma Treatment Conventional wet pre-treatment processes of textiles are usually energy consuming processes. Plasma modification of textiles minimises water, chemicals, and electrical energy. Ecological and economical constrictions which are imposed on the textile industry, to an increasing extent, encourage the development of environmentally friendly and economic finishing processes. Large quantities of savings are achievable since the plasma process does not produce large volumes of waste, effluent or toxic byproducts [34]. So far, the required surface modification of the fibre is mainly achieved by wet chemical processes. An appropriate option to conventional techniques is through the pre-treatment of textile fibres with low temperature glow discharge plasma in air [34]. The plasma treatment of textiles is attractive because that it is a clean, dry technology, which dispenses with water or an organic solvent as a processing medium. In some cases, plasma treatments can impart properties to textiles which are otherwise unobtainable through wet processes. Plasma treatments of textiles modify their surface character without affecting their bulk properties. The depth of the surface treatment is <100nm. The topography of the textile surface is modified, and its chemical properties may also be altered [27]. Improvements to the textile s properties may include increasing fibre wettability, fibre failure stress and strain, improving shrink resistance and reducing fabric surface resistivity [35, 36]. This 62
64 Chapter 2 Pigment Colouration depends on whether greater chemical affinity or inertness has been conferred on the textile surfaces. Other properties which could be improved are adhesion, biocompatibility, resistance to wear and tear, rate and depth of dyeing, cleaning of fibre surfaces, and desizing [27]. The oxidation of the surface of a material, the generation of radicals, and the etching of the surface are the general reactions which can be achieved by plasma. When special monomer gases are used, a plasma-induced deposition polymerization may occur. For the treatment of textiles, this action means that hydrophilization and hydrophobization may be accomplished; furthermore, both the surface chemistry and the surface topography could be influenced to result in improved adhesion or repellency properties as well as the introduction of functional groups to the surface. Plasma treatment has to be controlled carefully to minimise the damaging action of the plasma onto the substrate [37]. Two main approaches of plasma treatments applied to the surface modification of textiles are depositing or non-depositing plasmas. With the depositing plasmas, the plasma is generally applied by using saturated and unsaturated gases such as fluoroand hydro-carbons or vapours (monomers) such as acetone, methanol, allylamine and acrylic acid. Several reactive etching (Ar, He, O 2, N 2, F 2 ) or non-polymerisable gases (H 2 O, NH 3 ) are utilised in the non-depositing plasmas [38]. Many studies on plasma surface modification of cotton have been undertaken, using glow-discharge technology at low pressure as well as barrier discharge and corona treatments at atmospheric pressure. In both conditions, active particles such as radicals, ions, electrons and photons are generated. When they are under reduced pressure, these particles have a much larger free path length as compared with the process at atmospheric pressure. Subsequently, the treatment at atmospheric pressure 63
65 Chapter 2 Pigment Colouration generally occurs in a narrow slit, while the treatment at low pressure is performed in a reactor with a volume adapted to the size of the samples [39, 40]. Research on air and oxygen plasma treatments of cotton fibres have been studied for many years, with parameters such as discharge power, treatment time and nature and flow rate of the gas investigated. The chemical effect of the treatments on the cotton fibres was evaluated via a range of different methods. In many experiments, it was found that the plasma treatments resulted in surface erosion of the cotton fibres, which caused a weight loss, accompanied by an increase in carboxyl group and carbonyl group contents. The growth in carboxyl group concentration led to a more wettable fibre and the increase of the rate of fabric vertical wicking. It was also shown that the fabric yellowness is greater with the increase of treatment time. Several studies have proved that exposure of the cotton fibres to fluorinated gas plasmas leads to a decrease of water absorption or wettability. Fluorocarbon gas plasmas can modify surface properties by means of either surface treatment or polymerisation and deposition of a thin film [39, 41, 42] Fluorocarbon Treatment of dyed fabrics Fluorochemicals are defined as a man-made, organic fluorine containing compounds in which most hydrogen atoms are replaced with fluorine. The first syntheses of fluorochemicals, which are extremely chemically reactive, were conducted in 1886 by Moisson, who harnessed the most electronegative element in nature. The electrons in fluorine atom are held close to the nucleus with the chemical bond length between fluorine and carbon being relatively short, which causes the chemical structure of fluorocarbons to be very compact. Therefore, in perfluorinated carbon systems, the small fluorine atoms will cover and impart a shielding action to the carbon-carbon bond [37]. 64
66 Chapter 2 Pigment Colouration The shielding action has an immense impact on the unique properties of fluorocarbons and especially of perfluorinated carbon systems. Fluorochemical products offer some advantageous properties, such as high thermal stability, high chemical stability, insolubility, and extremely low surface tension. Hence, the use of fluorochemicals is not limited only to the applications of textile materials, but also spreads to many other diverse fields. They offer great benefit as a protective agent against water, stain, and soil for leather, carpet, and paper [37]. A variety of fluorocarbon compounds and polymers can be used to achieve water as well as oil and stain repellent effects on textiles. If only water repellency is required, fluorocarbon chain lengths as short as two are adequate [14]. The repellency of fluorocarbon finishes depends on the structures of the fluorocarbon section, the non-fluororinated section of the molecule, the orientation of the fluorocarbon tail, the distribution and the amount of the fluorocarbon moiety on fibres, and the composition and geometry of the fabric [43]. The fluorochemicals are normally applied by standard finishing processes and application and must be uniformly distributed so that they penetrate well into the fabrics. They are applicable both as emulsion and solvent-based solutions. The most widely used emulsions for fabrics and carpets are of the cationic type, while solvent solutions are less common. Chemical additives, such as softeners, builders, flame retardants, or chemical agents for static and bacteria control, could be added in fabric treating processes. The co-application of these chemicals may have some influence on final performance properties of the fluorochemical. One typical example is that there should be no silicones on fabrics or carpets prior to the fluorochemical treatment because traces of silicone can eliminate the oil repellent characteristics of the treated fabrics. Silicones can dissolve in oil and reduce the surface tension of treated fabrics, therefore allowing the oil to adhere to the fabric 65
67 Chapter 2 Pigment Colouration [37]. There are three methods to treat the fabric by using fluorochemical products: conventional padding, spraying, and foam application. Before the fluorochemical treatment, it is necessary to ensure that the fabric is clean and its ph range is 5-7. Every application method has the same post-processes involving drying and heat curing operations. All aqueous fluorochemical-based finishes are required to be oriented correctly in order to form an efficient repellent surface and produce the bonding of chemical agents on fabrics. The drying process should be immediately followed after chemical treating by exposing the treated samples to an elevated temperature and typical drying machines are the forced-air oven type. Curing is usually performed at , for a period of 2-10 minutes [37]. There are many diverse applications for fluorocarbons due to their versatility. Because of their outstanding chemical and thermal stability, they can be used as durable lubricants, corrosion protective coatings for metals, non-flammable plastics, and fluorine elastomers in the rubber industry and as heat transfer fluids in refrigeration technology. As a benefit of their non-miscibility, fluorocarbons are treated as substitution products, and as protective agents against water, oil and soil in the paper, leather and textile industries. Due to their effective wetting capacity, they can be applied as fire fighting agents and wetting agents in electro-plating, electronics and textile industries [44, 45]. 2.8 Advantages and Disadvantages of Pigment Colouration The advantages are: Pigment colouration is the simplest colouring process as it just consists of printing/dyeing, drying and fixation. Therefore it is a very economical process, due to the elimination of all wet after-treatments; 66
68 Chapter 2 Pigment Colouration The pigment technique can be applied to most substrates, including glass fibre, imitation synthetic leather and PVC, at light to medium depth; The spectral range of pigments is extensive, and the colours are bright; Pigment printing presents the fewest problems for the printer in printing various fabric blends; Some special colouration effects can only be achieved using pigments. Also pigment colouration can greatly decrease the influence of background colour, such as printing a white pattern on deep shade fabric; Good light fastness and colour fastness properties can be achieved with the appropriate print/dyeing formulation; In the colouration process, pigmentation offers lower labour and equipment demands while keeping high production reliability; If pigments are over-printed, the lower layer has almost no effect and the top layer determines the colour [1, 5]. The disadvantages are: The application of chemicals, like binders and crosslinkers can cause increased stiffness and present handle issues; The colour fastness, especially the wet rub fastness is poor. For medium or deep shade pigment coloured fabric, which is made from polyester, wool or acrylic fibres, the degree of colour fastness is ideally only suitable for products that will not be subjected to a great quality of wear; Although pigmented samples resist a certain degree of dry cleaning, the problem of fading after cleaning is still present [1, 5]. 2.9 Aims and Objectives of Research The current research work was undertaken keeping in mind the growing interest in environmentally friendly textile colouration. As the simplest colouring process 67
69 Chapter 2 Pigment Colouration pigment colouration just consists of printing/dyeing, drying and fixation. Therefore it is a very economical and environmentally friendly process, due to the elimination of all wet after-treatments. There have been many studies in pigment printing area while the use of pigment dyeing becomes increasingly popular recently due to the concern of environmental and energy problems. This study aimed at modifying the pigment dyeing system with a view to improving fastness, in particular improving the wet rub fastness. Chapter three details the methodology and standards that were followed in undertaking the processing research and the subsequent characterisation. Chapter four discusses the performance of Matrix OSD pigment dyeing system and the standard dyeing system for this study was chosen. Chapter five deals with the cotton fabric surface modification and the incorporation of crosslinkers into the binder formulation. The cationization reagent and ultraviolet/ozone were pretreated on cotton fabrics to improve the dyeability. Chapter six describes the fluorocarbon treatment in the pigment dyeing system including plasma polymerized fluorocarbon treatment. Chapter seven discussed the effects of plasma polymerisation treatments before and after pigment dyeing. Scanning Electron Microscopy (SEM) analysis was used to study the changes in the surface morphology of the pigment dyed cotton fibres, especially for samples before and after rubbing. In addition X-ray Photoelectron Spectroscopy (XPS) and Time-of-Flight Secondary Ion Mass Spectrometry (ToF-SIMS) analysis allowed the surface chemistry of the pigment dyed cotton fabrics to be probed in Chapter eight References 1. Miles, L. W. C, Textile Printing. Rev. 2nd edn, 2003, Bradford: Society of Dyers and Colourists. x, p
70 Chapter 2 Pigment Colouration 2. Kramrisch, B., Pigment Printing and Dyeing of Cotton. American Dyestuff Reporter, 1986, 75(2): p Humphries, A., Muff, J. R., and Seddon, R., Aqueous System for Pigment Printing. Colourage, (5): p Kass, M., Application of Pigment to Textiles. J. Soc. Dyers Col, Aspland, J. R., Textile Dyeing and Coloration, 1997, Triangle Park, N.C.: American Association of Textile Chemists and Colorists. p American Association of Textile Chemists and Colorists. Committee RA80 Printing Technology., Pigment printing handbook, 1995, Research Triangle Park, N.C.: Committee RA-80 Printing Technology, American Association of Textile Chemists and Colorists, iii, p Schwindt, W., and Faulhaber, G., The Development of Pigment Printing Over the Last 50 Years. Review of Progress in Coloration and Related Topics, 1984, 14(1): p Printing of Pigments and Special Effects. Cotton Incorporated Technical Bulletin, 2007, ISP(1017): p Denton, M. J., and Daniels, P. N., Textile Terms and Definitions. 11th edn. 2002, Manchester, UK: Textile Institute. ix, p Patton, T. C., Pigment Handbook, 1973, New York,: Wiley. 11. Shore, J., Colorants. 2nd edn. 2002, Bradford: Society of Dyers and Colourists. ix, p Zollinger, H., Color Chemistry: Syntheses, Properties, and Applications of Organic Dyes and Pigments. 2nd rev. edn. 1991, Weinheim ; Cambridge: VCH. xvi, p Christie, R. M., Mather, R. R., and Wardman, R. H., The Chemistry of Colour Application, 2000, Oxford: Blackwell Science. viii, p Vigo, T. L., Textile Processing and Properties: Preparation, Dyeing, Finishing and Performance, 1994, Amsterdam ; London: Elsevier. xvii, 69
71 Chapter 2 Pigment Colouration p Hao, Z. M. and Iqbal, A., Some Aspects of Organic Pigments. Chemical Society Reviews, (3): p Smith, F. M., An Introduction to Organic Pigments. Journal of the Society of Dyers and Colourists, 1962, 78(5): p Schwarz, S. and Endriss, H., Inorganic Colour Pigments and Effect Pigments Technical and Environmental Aspects. Review of Progress in Coloration and Related Topics, 1995, 25(1): p Whistenant, J., Pigments in Textile Printing. Pigment Printing Handbook, 1995, p Hammonds, A. G., Introduction to Binders. Pigment Printing Handbook, 1995, p Patel, D. C., Synthetic Binders for Pigment Printing. Textile Printing Binders for Textile Applications. Cotton Incorporated Technical Bulletin, 2004, ISP(1008): p Lacasse, K. and Baumann, W., Textile Chemicals : Environmental Data and Facts, 2004, Berlin ; London: Springer. xxvi, p Schindler, W. D. and Hauser, P. J., Chemical finishing of textiles, Cambridge: Woodhead in association with The Textile Institute ; Boca Raton. x, p Karypidis, M. I., Effect of Softening Agents on the Wear of Textiles, 2000, PhD Thesis, Manchester: UMIST. 25. Arunyadej, S., Investigation into the Performance of A Fluorocarbon Finish on Cotton Fabric, 1997, MSc Thesis, UMIST. 26. Anilin, B., Manual: Textile Finishing, 1973, Ludwigshafen: BASF AG. 27. Wei, Q., Surface Modification of Textiles, 2009, Cambridge: Woodhead Pub. xx, p Shore, J., Colorants and Auxiliaries, Vol 2., 2nd edn. Society of Dyers and Colourists. 70
72 Chapter 2 Pigment Colouration 29. Thompson, D., Pigment Printing Auxiliaries. Pigment Printing Handbook, 1995, p Schwindt, W., New Thickening Agents and New Possibilities for Pigment Printing. Textilveredlung, 1969, 4(9): p Nettles, J. E., Handbook of Chemical Specialties: Textile Fiber Processing, Preparation, and Bleaching, 1983, New York: Wiley. xviii, p Fang, K. J., Pigment Dyeing of Polyamide-Epichlorohydrin Cationized Cotton Fabrics. Journal of Applied Polymer Science, 2010, 118(5): p Wang, L. L., Preparation of Cationic Cotton with Two-bath Pad-bake Process and Its Application in Salt-free Dyeing. Carbohydrate Polymers, 2009, 78(3): p Karmakar, S. R., Chemical Technology in the Pre-treatment Processes of Textiles, 1999, Amsterdam. 35. Cook, J. G., Handbook of Textile Fibres: By J. Gordon Cook, 1968: Merrow Publishing Company. 36. McIntyre, J., Synthetic Fibres: Nylon, Polyester, Acrylic, Polyolefin, 2005, CRC Press. 37. Arunyadej, S., Investigation into the Performance of A Flurocarbon Finish on Cotton Fabric, 1997, MSc Thesis, Manchester: UMIST. 38. Drumright, R. E., Gruber, P. R., and D. E. Henton, Polylactic Acid Technology. Advanced Materials, 2000, 12(23): p Shishoo, R., Plasma Technologies for Textiles, 2007, Cambridge: Woodhead Pub. 40. Hua, Z., Mechanisms of Oxygen- and Argon-RF-plasma-induced Surface Chemistry of Cellulose. Plasmas and Polymers, 1997, 2(3): p Özdogan, E., A New Approach for Dyeability of Cotton Fabrics by Different Plasma Polymerisation Methods. Coloration Technology, 2002, 118(3): 71
73 Chapter 2 Pigment Colouration p Malek, R. M. A. and Holme, I., The Effect of Plasma Treatment on Some Properties of Cotton. Iranian Polymer Journal, 2003, 12(4): p Lewin, M. E. and Sello, S. B., Handbook of Fiber Science and Technology, 1984, New York: M. Dekker. 44. Grayson, M. E. and Eckroth, D. E., Encyclopedia of Chemical Technology, Index to Volumes 1-24 and Supplement. 3rd edn. 1984, John Wiley & Sons. 45. Shekarriz, S., An Investigation into the Modification of Cotton Fibres to Improve Crease Resist and Repellency Properties, 1999, PhD Thesis, UMIST. 72
74 Chapter 3 Instrumental Techniques Chapter 3 Instrumental Techniques 3.1 Introduction This chapter discusses the methodology and standards which were followed in undertaking the processing research and the subsequent characterisation. In this study dyed fabrics were analysed in terms of colour fastness, colour strength, handle, surface analysis (X-ray Photoelectron Spectroscopy (XPS) and Time-of-Flight Secondary Ion Mass Spectrometry (ToF-SIMS)) and appearance (Scanning Electron Microscopy (SEM). There are various standards available for the testing of textiles, such as ISO (International Standards Organization), AATCC (American Association of Textile Chemists and Colorists) and B.S. (British Standards). 3.2 Physical Testing Colour fastness The definition of colour fastness, proposed by the American Association of Textile Chemists and Colourists, is as follows: The resistance of a material to change in any of its colour characteristic, to transfer its colourants to adjacent materials, or both, as a result of the exposure of the material to any environment that might be encountered during the processing, testing, storage, or use of the material [1]. Colour changes of the test specimen and staining of undyed adjacent fabrics are two aspects of the colour fastness assessment. There are two standard grey scales used to assess change, colour change grey scales and the degree of cross-staining grey scales [2]. 73

75 Chapter 3 Instrumental Techniques Rub fastness In this study, Rub fastness of the cotton fabric was performed in accordance with ISO 105-X16: 2002 standard. The AATCC crockmeter, Figure 3.1, was used as the rubbing fastness tester. Prior to testing, the crock squares and specimens were conditioned for at least 24 hours in an atmosphere of 21±1 and 65±2% RH. The specimen was then placed on the base of the crockmeter resting flat and the crock square covered the end of the finger as presented in Figure 3.1. For the wet rub fastness, the crock squares need to be wetted at a wet pick-up about 65±5%. The finger was lowered onto the test specimen and moved 10 complete turns. The white crock squares were evaluated in comparison to the Grey Scale for Staining, shown in Figure 3.2. The dry and wet rub fastness was rated at 9 levels: 5, 4/5, 4, 3/4, 3, 2/3, 2, 1/2, 1 [3]. Figure 3.1 AATCC crockmeter 74

76 Chapter 3 Instrumental Techniques Figure 3.2 Grey scale assessment for staining Wash fastness The fastness to laundering of pigment dyed fabrics was determined according to the ISO 105-C06: 2002 test method. A fabric sample, 100±2mm x 40±2mm, was stapled to a piece of the same size multifibre adjacent fabric. The wash liquor was prepared by dissolving 4 g/l of SDC ECE detergent (phosphate based) and 1 g/l sodium perborate tetrahydrate in 1 litre distilled water and stirred at 60 C. There was 50mls of detergent solution and 25 steel balls added in each steel container. The Roaches Washtec P machine was set at 60 C for 30 minutes. The samples were then removed, rinsed in distilled water and air-dried. The change in colour of the specimen and the staining of the adjacent fabric were assessed using the Grey Scale for Staining and the Grey Scale for Colour Changing, Figure 3.3. The wash fastness was rated at 9 levels similar to the rub fastness testing [4]. 75
 value which has been derived from the Kubelka-Munk function (R) [5].")
 of maximum absorption using the above equation where K is the absorption coefficient and S is scattering")
77 Chapter 3 Instrumental Techniques Figure 3.3 Grey scale for assessing colour change Colour Strength The strength of colourant can be measured in terms of the Kubelka-Munk (K/S) value which has been derived from the Kubelka-Munk function (R) [5]. K/S λ = (1 R ) 2 2R Where R = reflectance of light of a particular wavelength from a sample of infinite thickness. Colour strength by a single wavelength method was measured at a specified wavelength (λ) of maximum absorption using the above equation where K is the absorption coefficient and S is scattering coefficient. Reflection of the samples was measured from nm at intervals of 20nm [5]. In this study by measuring reflectance (R) with a DataColor 500i spectrophotometer, K/S can be determined. The samples (folded four times) were held on the spectrophotometer measuring port. The spectrophotometer was calibrated under white, black and green standards with the following settings: USVP, 10 Standard Observer, UV/Specular excluded. 76
78 Chapter 3 Instrumental Techniques Martindale Abrasion Test The Martindale abrasion test was performed according to BS :1991. The standard crossbred worsted abradant material used in the test was replaced at the beginning of each new test. The samples to be tested were conditioned in a standard atmosphere, with a relative humidity of 65±2% R.H. and a temperature of 20±2, for at least 24 hours before testing. For each sample, four circular pieces were cut with a 38 mm diameter using a press cutter. Each individual piece was mounted in a sample holder on the abrasion machine with a circular 38 mm diameter piece of polyurethane foam and placed behind the sample as backing. Each of the sample holders was fastened on the moving plate under a load of 12 kpa and fabrics were abraded under a cyclic planar motion. Samples were examined at suitable intervals, shown in Table 3.1, using a low power stereomicroscope to ascertain whether two yarns were broken while sample pieces were still on sample holders. The mean values of the rubs for the four pieces of each fabric were not recorded until the second yarn breakdown [6]. Table 3.1 Test intervals for abrasion testing Test series Number of rubs (N) at which specimen breakdown occurs Test interval (rubs) A N 5000 Every 1000 B 5000 < N Every 2000 C < N Every 5000 D N > Every KES-F System Fabric handle is a subjective judgement for each person according to touch and feel. There are descriptive adjectives and hand feeling terms, such as smooth, rough, stiff, 77
79 Chapter 3 Instrumental Techniques soft and so on, used to describe this assessment [2, 7]. So, it is generally agreed that the subjective assessment of handle is the transmission of information from finger stimuli to human perception. Before the Kawabata system, fabric handle was evaluated by skilled experts who had training to judge the quality with their hands, but with the average consumer the results vary from person to person and predictability and sensitivity were accordingly more variable. The Kawabata Evaluation System (KES) measures the fabric s mechanical and surface properties at low load levels typical of normal handling and end-user applications. The system has been used to predict performance in garment manufacture and to develop optimal finishing routines in order to maximise the quality of the final garment fabric. In this research, the 20 x 20 cm fabrics were conditioned for 24 hours at 20ºC and 65% R.H. prior to testing. The selected KES-F shear and bending mechanical property values presented were the average of five measurements. However the full set of KES parameters that can be measured are listed in Table
80 Chapter 3 Instrumental Techniques Table 3.2 Parameters measured in the Kawabata Evaluation System Parameter Symbol Units Tensile Properties Extensibility EM % Linearity of Load-Extension Curve LT - Tensile Energy WT g.cm/cm 2 Tensile Resilience RT % Bending Properties Bending Stiffness B g.cm 2 /cm Bending Hysteresis 2HB g.cm/cm Shear Properties Shear Stiffness G g/cm.deg Shear Hysteresis at 0.5 o 2HG g/cm Shear Hysteresis at 5 o 2HG5 g/cm Surface Properties Coefficient of Friction MIU - Mean Variation of MIU MMD - Geometrical Roughness SMD μm Compression Properties Linearity of Pressure-Thickness curve LC - Compression Energy WC g.cm/cm 2 Compression Resilience RC % Miscellaneous Thickness T mm Weight W mg/cm 2 79
81 Chapter 3 Instrumental Techniques Bending stiffness (B) relates to the ability of a fabric to be distorted by bending. It is generally a function of fabric weight and thickness but can also reflect the effect of chemical processing and/or finishing routines. Bending stiffness is particularly important in the tailoring area for lightweight fabrics. It is difficult to sew a very supple fabric which means that its bending stiffness is low, whereas a firm fabric can be more manageable in sewing and offer a flat seam. However, lower bending stiffness provides a higher total hand value and better flexibility/drapability. Shear properties in association with bending stiffness can provide an indication of the fabric drapability. Assessment of this property gives a measure of the resistance to rotating movement of warp and weft yarns within a fabric. Certain chemical treatments like the application of fabric softeners can moderate the fabric shear stiffness property by lubricating the yarns and reducing the inter-yarn friction. They are measured with a maximum shear angle of ±8. Lower values of shear stiffness (G) would cause more difficulty in laying and handling because of the fabric distortion and garment appearance would be worse. Shear hysteresis at 5 shear angle (2HG5) is the measurement of energy loss during shear deformation. Mostly this energy loss is caused by inter-yarn friction at crossing points. Higher shear hysteresis indicates that more recovery forces would be required to overcome fabric internal friction. Smaller 2HG5 values impart comfort, softness, drape, and garment appearance. However, too low 2HG5 values could cause a reduction in fabric sewability due to fabric high elastic behaviour in shear distortion [8] Oil and Water Repellency Measurements Several test methods are available to measure fabric wetting resistance to selected liquids. In this study, the 3M oil and water repellency tests were chosen because of the portability and simplicity of the instrumentation and test procedure. It is applicable to any fabrics which are with or without a liquid resistant or liquid 80
82 Chapter 3 Instrumental Techniques repellent treatment [9]. In 3M test, the degree of water repellency ranges from W to 10W, while the degree of oil repellency ranges from 1 to 8. If totally without repellency, it is marked failed. The liquids used in the water repellency test include water, water/isopropyl alcohol mixtures and isopropyl alcohol. In oil repellency testing, the test liquids are liquid-phase paraffin, n-hexadecane, n-dodecane, n-decane, n-octane, and n-heptane. Different test liquids offer varying degrees of repellency and associated surface tension as shown in Tables 3.3 and 3.4 [9]. Table 3.3 Range of test liquids with decreasing surface tension for the oil-repellency test [10] Oil-Repellency Test Liquid Surface Tension (mnm -1 at 25 ) 1 Nujol oil /35 nujol/n-hexadecane n-hexadecane n-tetradecane n-dodecane n-decane n-octane n-heptane 19.6 Table 3.4 Range of test liquids employed with decreasing surface tension [11] Test Liquid Composition of Test Liquid % W 100 Water W1 90/10 Water/Isopropyl Alcohol W2 80/20 Water/Isopropyl Alcohol W3 70/30 Water/Isopropyl Alcohol W4 60/40 Water/Isopropyl Alcohol W5 50/50 Water/Isopropyl Alcohol W6 40/60 Water/Isopropyl Alcohol W7 30/70 Water/Isopropyl Alcohol W8 20/80 Water/Isopropyl Alcohol W9 10/90 Water/Isopropyl Alcohol W Isopropyl Alcohol 81
83 Chapter 3 Instrumental Techniques According to the 3M test procedure, a drop of test liquids is placed on several locations of the fabric surface. Then the observations of wetting and contact angle are made. The degree of water and oil repellency is determined, after the observation period of 10 seconds for water repellency and 30 seconds for oil repellency, by recording the highest numbered test liquid which does not wet the fabric surface [6]. 3.3 Analytical Methods Scanning Electron Microscopy (SEM) The scanning electron microscope images the specimen s surface by focusing an electron beam onto the materials surface and collecting the reflected electrons from the surface to form an image. It can achieve high magnification with excellent depth of focus coupled to a simple sample preparation operation. Since most textile fibres are usually non-conductive they have to be coated with a thin conducting film to reduce the probability of charging effect. Normally a 2 20nm coating should be carefully applied, since an extremely thick coating may hide surface details [12]. Scanning Electron Microscopy is based on the interaction between a beam of electrons and the solid surface onto which it collides. Figure 3.4 shows a simplified schematic diagram of an SEM [13]. The electron gun is a thin, pointed filament of wire, which is electrically heated and then emits electrons from its tip which are collected and focused. The energy and direction of these electrons are controlled by the applied voltage between the filament (forming the cathode) and an annular metal plate (the anode) which is placed under the filament [13]. When the high-energy electron beam impinges the surface of fabrics, a range of interactions occur leading to particle or radiation emissions. The image 82
84 Chapter 3 Instrumental Techniques detector collects the backscattered and low-energy (secondary) electrons in forming the image [12]. Figure 3.4 Schematic of a typical SEM [13] In this study, a Hitachi S-3000N Scanning Electron Microscope was used and after attaching the samples on the sample holder, a gold coating was applied using a Gold Sputter-Etch unit. The SEM analysis was performed with working voltage 5kV, a working distance around 9.5mm and a magnification of 2000 times X-ray Photoelectron Spectroscopy (XPS) Of all the surface chemical analysis techniques, X-ray photoelectron spectroscopy (XPS) is the most widely used characterization tool. XPS can be also called Electron Spectroscopy for Chemical Analysis (ESCA) [14]. The breadth of obtained information and its flexibility in examining a wide range of materials are the reasons why XPS is popular as a surface analysis technique [15]. The XPS technique involves bombarding the surface with X-rays and determining the binding energy 83
85 Chapter 3 Instrumental Techniques (BE) of the emitted photoelectrons ejected from the outer depth 3-5nm of the tested sample. The photoelectron BE value allows the emitting atom to be identified and its oxidation state and chemical environment established. Quantitative information about the elements can be also provided by XPS technique. XP spectra were obtained from a Kratos Axis spectrometer. The textile samples were attached on the spectrometer probe with double sided adhesive tape and analysed with Al Kα radiation (1486.6eV). The spectrometer pressure was 4x10-8 torr. Wide survey spectra were recorded at a pass energy of 100eV in order to determine the surface chemical composition. High resolution spectra were recorded with a pass energy of 20eV and all BE values were calculated in relation to the C(1s) photoelectron peak at 285.0eV [6]. Charge compensation for the samples was achieved using a 4 7eV beam at a flood current of ~0.1 ma, with an electrically ground 90% transmission nickel mesh screen. All samples were analyzed in duplicate and the data was analyzed using CASA XPS software. The XPS spectrum contains peaks, which can be associated with the various elements (except H and He) present in the outer 3-5 nm of the tested fabric. The amount of each element is related to the area under these spectral peaks. Therefore, the atomic compositions of each element detected can be determined by measuring the peak areas and correcting using the photo-ionisation cross-section values [16] Time-of-Flight Secondary Ion Mass Spectrometry (ToF-SIMS) ToF-SIMS is a technique which can analyse surface chemistry with great precision and sensitivity and is particularly useful for characterising organic species at surfaces. In operation, the surface of a sample is bombarded by energetic particles, usually ions, and the masses of the sputtered secondary ions from the surface are characterised accordingly [17]. Both molecular and elemental details can be 84
86 Chapter 3 Instrumental Techniques provided. In addition, ToF-SIMS offers better surface sensitivity for fabric samples with a sampling depth is approximately 1-2nm, while that of XPS is approximately 3-10nm [18]. The high mass resolution is a characteristic of ToF-SIMS, which allows accurate mass analysis for clear identification of empirical formulae of unknown materials. In this research, pigment dyed, fluorocarbon treated, washed and washed and heat pressed samples were analysed by CERAM, Stoke, UK. The operation involves sputtering the sample with a pulsed beam of bismuth primary ions (Bi + n where n = 1-3). Elemental and molecular fragment ions formed at the surface were mass-analysed and mass spectra were obtained. Positive and negative ion spectra were acquired from an area of ~500µm x 500µm in the mass range References 1. Colorfastness of Cotton Textiles. Cotton Incorporated Technical Bulletin, Saville, B. P., Physical Testing of Textiles, 1999, Cambridge, England: Woodhead Publishing. 3. Rivlin, J., The Dyeing of Textile Fibers: Theory and Practice, 1992, Philadelphia: J. Rivlin. xiii, p British Standards Institution, Textiles. Tests for Colour Fastness. Colour Fastness to Domestic and Commercial Laundering, 2010, BSI. 5. Tayyebkhan, A., Colour Physics, 1996, Oil and Colour Chemists Association. 6. Shekarriz, S., An Investigation into the Modification of Cotton Fibres to Improve Crease Resist and Repellency Properties, PhD Thesis, 1999, UMIST. 85
87 Chapter 3 Instrumental Techniques 7. Collier, B. J. and Epps, H. H., Textile Testing and Analysis, 1998, Upper Saddle River, NJ: Prentice Hall. xx, p Dhariwal, J., An Investigation into the Effect of Pigment Printing on Fabric Handle, 1996, Manchester: UMIST. 9. Carr, C. M., Chemistry of the Textiles Industry, 1995, London: Blackie Academic & Professional. xiii, p Data, M. T., Test Method - Water Repellency Test II - Water/Alcohol Drop Test, Data, M. T., Test Methods - Oil Repellency I, Greaves, P. H., Saville, B. P., and Royal Microscopical Society (Great Britain), Microscopy of Textile Fibres. Microscopy Handbooks, 1995, Oxford: BIOS Scientific in association with the Royal Microscopical Society. xii, p Love, U. P. G., Scanning Electron Microscopy, in Centre for Electron Optical Studies, 1999, University of Bath: UK. p Vigo, T. L., Textile Processing and Properties: Preparation, Dyeing, Finishing, and Performance. Textile science and technology, 1994, Amsterdam Netherlands ; New York: Elsevier. xvii, p Zeng, F., Investigation into the Colouration of Polypropylene, 2002, PhD Thesis, UMIST. 16. Özdogan, E., A New Approach for Dyeability of Cotton Fabrics by Different Plasma Polymerisation Methods. Coloration Technology, 2002, 118(3): p Vickerman, J. C. and Briggs, D., ToF-SIMS: Surface Analysis by Mass Spectrometry, 2001, Chichester: IM; Manchester: SurfaceSpectra. 18. Höcker, H., Plasma Treatment of Textile Fibers. Pure and Applied Chemistry, (3): p
88 Chapter 4 Investigation of Basic Binder System Chapter 4 Investigation of Basic Binder System 4.1 Introduction As discussed in 2.4, the binder plays an important role as a key element in the performance of the pigment colouration. It affects colour fastness, fabric handle, and colour strength [1]. Thus, before providing further insight into pigment colouration, it is necessary to first elaborate on the binder system. As the earliest textile printing method, pigment printing is the most important technology which has been applied for many years. There have been many investigations in this area but with the use of pigment dyeing becoming increasingly popular recently due to the concern of environmental and energy problems papers in this area have also appeared [2-7]. Therefore in order to reduce wastage and contribute to cost-effectiveness, pigment dyeing may become one of the best choices for textile dyeing. The main limitation of pigment colouration, however, is the relatively poorer colour performance, in particular the low wet rub fastness and harsher handle [8-10]. This study investigates pigment dyeing and specifically two types of binders, Matrix OSD and Matrix OSD without softener, manufactured by Beyond Surface Technologies. Matrix OSD is a formulation containing a silicone-based softener and binder. Matrix OSD is the only binder used in this research as it is specifically marketed as offering environmentally beneficial performance. Also Matrix OSD without softener was assessed due to potential non-compatibility with fluorocarbon treatments, Chapter 6, and in order to assess the effect of the softener on the binder properties. According to the supporting company information for Matrix OSD, it can be used together with most products commonly encountered in high-grade finishing. Thus it is suitable for the pre- or after-treatment of fabrics. 87
89 Chapter 4 Investigation of Basic Binder System Mercerized and bleached cotton fabric was used in the initial studies and bleached cotton fabric was used subsequently. Mercerization involves the modification of cotton yarn or fabric by swelling when immersed in a concentrated aqueous solution of caustic soda [11, 12]. In theory, the beneficial effects of cotton mercerization include: increased tensile strength, softness, lustre (if mercerized under tension), improved affinity for dyes, dyeability of immature fibres and higher water sorption [11]. 4.2 Experimental Materials Fabrics 100% bleached, mercerized plain weave cotton fabric, 135g/m 2, was supplied by Phoenix Calico, Stockport. 100% bleached plain woven cotton fabric, 191.5g/m 2, was also supplied by Whaleys, UK. Pigments Helizarin EE-BBT was supplied by BASF, UK. Lyosperse red 2BN LIQ and Lyosperse yellow MR LIQ were supplied by Huntsman, UK. Neoprint Green-LBS, Black-LBAC and Blue-LBS were supplied by Beyond Surface Technologies, Switzerland. Minerprint Blue B was supplied by Quality Colours, UK. Binders Matrix OSD was supplied by Beyond Surface Technologies, Switzerland. Matrix OSD, without softener, was supplied by Beyond Surface Technologies, Switzerland. Wetting agent Alcopol 070 was supplied by Huntsman, UK. 88
90 Chapter 4 Investigation of Basic Binder System Dyeing System Distribution of the pigment over the wettable textile during pigment dyeing is first and foremost a function of the application machine technology. In this study, the padding system was chosen as the main application system. Normally, pigment dyeing is performed in several steps, in particular the three stages are: pad bath preparation; padding; drying and curing [13]. A 2-roll horizontal padder, Werner Mathis HF, was used throughout the study with the wet pick up controlled by pneumatic pressure transmission at the nip. The pigment dyeing solution filled the nip through which the fabrics passed during immersion and subsequent squeezing. The fabric was evenly padded to avoid non-uniformity, with the padding speed and wet pick up being 2m/minute and 80%, respectively. The Benz stenter, JT/M 500, was used for thermal treatments of textile materials throughout the study. It can be used for drying and stabilizing surface materials, fixing of dyes, and offers the possibility of continuous processes with pre-padding on the padder. The samples were pinned on the frame evenly and the process of drying controlled, in case of the migration of pigment solution introducing non-uniformity. For the pigment dyeing system, the temperature is 110 for 3 minutes in the drying process and 180 for 1 minute during the fixation period Matrix OSD System The 100ml stock formulation consisted of 90mls Matrix OSD binder and 10mls pigment colourant. Five different stock formulations were made containing the red, yellow, black, blue and green pigments. For each colour, three different concentrations were prepared contained 10g/L, 50g/L and 100g/L stock formulation, 89
91 Chapter 4 Investigation of Basic Binder System listed in Table 4.1. The cotton fabrics were padded at 80% wet pick up (w.p.u.), then dried at 110 for 3 minutes, and cured 1 minute at 180. Table 4.1 Concentration of stock formulations Red Yellow Blue Formulation Conc. g/l Black Green Formulation Conc. g/l Modified Matrix OSD System Following the preliminary studies in the Matrix OSD 100ml stock formulation consisting of 90ml Matrix OSD and 10ml pigment colourant was prepared using the red, yellow and blue pigments at 10g/L, 100g/L and 150g/L, representing light, medium and heavy shades, Table 4.2. In the dyeing solution, 1g/L wetting agent was added to improve the wettability of fabrics. Three different fabrics were treated using this formulation set, cotton, poly/cotton (55/45) and polyester (PET). They were padded twice at 80% wet pick up (w.p.u.), then dried at 110 for 3 minutes, and cured 1 minute at 180. Table 4.2 Concentration of stock formulation Red Yellow Blue Formulation Conc. g/l Matrix OSD without Softener The formulation composition was the same as the modified Matrix OSD system, the only difference being the use of the binder, which does not contain any silicone softener. The application process and formulation concentration was exactly the same as in the modified matrix OSD system. 90
92 Chapter 4 Investigation of Basic Binder System 4.3 Results and Discussion Matrix OSD System The main indicators of the performance of the binder/colourant system, the rub fastness, wash fastness, colour strength and fabric handle were tested for the Matrix OSD system. From the results presented in Table 4.3, it can be seen that the different pigment colourants in each concentration level show the similar fastness results except wet rub fastness. It is apparent that wash fastness and dry rub fastness remain at a high level, whereas wet rub fastness was relatively poorer. Interestingly, the results of lighter colours are visible better than those of darker coloured fabrics, indicating wet rub fastness performance was affected by the depth of colour. The colour strength (Table 4.4) of the dyed fabrics increased with the higher levels of stock formulation concentration. Figures show the effect of varying the concentration of formulation applied to cotton fabric on bending stiffness, shear stiffness and shear hysteresis, respectively, indicating that the bending stiffness increased as the stock formulation concentration was raised. The handle properties of the fabric samples with lighter colours were in general softer than those the heavier shades, with the trends for each colour similar. The bending stiffness of the plain cotton fabric was higher than the 10g/L dyed samples. This was caused by the relaxing aqueous treatment and the softener in the binder formulation at low application levels reducing the stiffening action of the binder. The shear stiffness shows the same trend as bending stiffness although again the increases were relatively small. The shear stiffness of the untreated cotton was lower than those fabrics with concentrations of 50g/L and 100g/L, but higher than those fabrics treated with 10g/L formulation. Examination of the shear hysteresis at 5 o values indicated variable behaviour with any increases in interyarn surprisingly small. 2HG5 has been identified as the KES-F parameter 91
93 Chapter 4 Investigation of Basic Binder System most sensitive to fabric softness with any lubrication by softeners of fibre surfaces being reflected in lower interyarn friction. Table 4.3 Effect of varying the concentration of the formulation applied to cotton fabric on the wet/dry rub fastness Yellow Red Green Blue Black Formulation Rub Fastness Wash Fastness Conc. g/l Dry Wet Colour Change Staining 10 4/ / /5 3/ /5 3 4/ /5 3 4/ /5 2/3 4/ /5 2/ /5 3 4/ / / /4 4/ /3 4/ /5 2/3 4/5 5 Table 4.4 Effect of varying the concentration of the formulation applied to cotton fabric on the colour strength Yellow Red Green Blue Black Formulation Conc. g/l λ max (nm) (K/S) λmax
94 Chapter 4 Investigation of Basic Binder System Bending Stiffness (g.cm 2 /cm) Red Yellow Blue Green Black Formulation Conc. (g/l) Figure 4.1 Effect of varying the concentration of the formulation applied to cotton fabric on the KES-F bending stiffness, B Shear Stiffness (g.cm/deg) Red Yellow Blue Green Black Formulation Conc. (g/l) Figure 4.2 Effect of varying the concentration of the formulation applied to cotton fabric on the KES-F shear stiffness, G 93
95 Chapter 4 Investigation of Basic Binder System Shear Hysteresis (g/cm) Red Yellow Blue Green Black Formulation Conc. (g/l) Figure 4.3 Effect of varying the concentration of the formulation applied to cotton fabric on the KES-F shear hysteresis at 5 o, 2HG Modified Matrix OSD System Treatment on Cotton In subsequent studies a higher concentration of the stock formulation, 150g/L, was used to achieve a better understanding of the matrix OSD system. A wetting agent was also added in order to achieve treatment uniformity. Although the concentration of formulation was increased to a relatively high concentration of 150g/L, it is shown in Table 4.5 that dry rub fastness and wash fastness were maintained at an acceptable performance level of 4/5 to 5. The wet rub fastness was relatively poor at the higher concentration and becomes worse with the increase of depth. The reason why colour strength was different for the same colour at the same concentration to the previous dyeing applications was probably due to different pigments were used. 94
96 Chapter 4 Investigation of Basic Binder System From Figures , the main trend of each handle property for different colours was almost the same, so in this section only blue dyed samples are shown as Figures The numerical values are slightly different from those observed in Figure , due to the change of cotton fabric quality. However, the main trends were still observed. Figure 4.7(a)-(c) show the SEM micrograph images of untreated cotton fabric that had been dry and wet rubbed, and it is evident that the wet-rubbed damage is more obvious than in the dry-rubbed materials due to the water swelling the fibre and increasing its propensity to wet fibrillation and reducing interface adhesion. Figures illustrate the SEM micrographs of fabrics treated with the modified Matrix OSD system without pigment. The binder concentrations are 9g/L, 90g/L and 135g/L, which was the same as the binder concentration in the formulation. Compared with the micrographs of the untreated cotton, it was apparent that there was polymer binder deposited on the surface of fibres and at the 9g/L binder concentration application threadlike interfibre bonding was observed. While at 90g/L and 135g/L application levels the spaces between fibres are filled by binder, suggesting that the film on the fabrics becomes thicker and covers the fabrics more uniformly and interfibre interstices. The micrographs of the dyed modified matrix OSD dyeing system indicated that although this binder film is beneficial for cotton surface protection, the colour loss increased, especially under the wet rub conditions and at the higher concentrations. The SEM micrographs of the wet-rubbed areas, Figures , show that when the formulation concentration increased, the condition of the fabric surface was increasingly disrupted but that the effect of the pigment type was not significant. Red and yellow pigment dyed samples were tested with the Martindale abrasion 95
97 Chapter 4 Investigation of Basic Binder System tester, as shown in Table 4.7. The number of rubs, when two yarns were broken, is almost the same for red and yellow pigment dyed samples. Higher formulation concentrations increased the number of rubs to break, indicating the fabrics were being protected by the polymer overlayer. When the formulation concentration was 10g/L, the number of rub cycles was slightly lower than the untreated cotton, maybe because the binder layer was not thick enough to avoid cotton damage during high temperature fixation and as it peels away it removes the cotton subsurface as well. The SEM of abraded fabrics was also observed, Figure 4.20, and again reflected the same behaviour flat abrasion performance. Table 4.5 Effect of varying the concentration of the formulation applied to cotton fabric on the rub and wash fastness Yellow Red Blue Formulation Rub Fastness Wash Fastness Conc. g/l Dry Wet Colour Change Staining / /5 2/3 4/ /5 3/ /5 2/3 4/ /5 2 4/ / /5 2/3 4/ /5 2 4/5 4/5 Table 4.6 Effect of varying the concentration of the formulation applied to cotton fabric on the colour strength Yellow Red Blue Formulation Conc. g/l λmax (nm) K/S
98 Chapter 4 Investigation of Basic Binder System Table 4.7 Effect of varying the concentration of the formulation applied to cotton fabric on the Martindale flat abrasion Formulation Conc. g/l Rubs Rubs (1 Yarn broken) (2 yarns broken) Yellow Red Untreated cotton Bending Stiffness (g.cm 2 /cm) Formulation Conc. (g/l) Figure 4.4 Effect of varying the concentration of the formulation applied to cotton fabric on the KES-F bending stiffness, B 97
99 Chapter 4 Investigation of Basic Binder System Shear Stiffness (g/cm deg) Formulation Conc. (g/l) Figure 4.5 Effect of varying the concentration of the formulation applied to cotton fabric on the KES-F shear stiffness, G 9 8 Shear Hysteresis (g/cm) Formulation Conc. (g/l) Figure 4.6 Effect of varying the concentration of the formulation applied to cotton fabric on shear hysteresis at 5 o, 2HG5 98

 Plain cotton (b)")

")
 8 SEM")

100 Chapter 4 Investigation of Basic Binder System (a) Plain cotton (b) Dry-rubbed (c) Wet-rubbed Figure 4.7 SEM micrographs of untreated cotton (a) Binder covered cotton (b) Dry-rubbed (c) Wet-rubbed Figure 4.8 SEM micrographs of 9 g/l binder covered cotton 99

 Dry-rubbed")




101 Chapter 4 Investigation of Basic Binder System (a) Binder covered cotton (b) Dry-rubbed (c) Wet-rubbed Figure 4.9 SEM micrographs of 90g/L binder covered cotton (a) Binder covered cotton (b) Dry-rubbed (c) Wet-rubbed Figure 4.10 SEM micrographs of 135 g/l binder covered cotton 100
")
 Wet-rubbed Figure 4.")

")


102 Chapter 4 Investigation of Basic Binder System (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 4.11 SEM micrographs of yellow dyed cotton at a stock formulation concentration of 10g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 4.12 SEM micrographs of yellow dyed cotton at a stock formulation concentration of 100 g/l 101
")
 Wet-rubbed Figure 4.")

")


103 Chapter 4 Investigation of Basic Binder System (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 4.13 SEM micrographs of yellow dyed cotton at a stock formulation concentration of 150g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 4.14 SEM micrographs of red dyed cotton at a stock formulation concentration of 10g/L 102
")
 Wet-rubbed Figure 4.")

 16 SEM")


104 Chapter 4 Investigation of Basic Binder System (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 4.15 SEM micrographs of red dyed cotton at a stock formulation concentration of 100g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 4.16 SEM micrographs of red dyed cotton at a stock formulation concentration of 150g/L 103

 Wet-rubbed")




105 Chapter 4 Investigation of Basic Binder System (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 4.17 SEM images of blue dyed cotton at stock formulation conc.10g/l (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 4.18 SEM micrographs of blue dyed cotton at a stock formulation concentration of 100g/L 104

 Dry-rubbed")


 10g/L (b) 100g/L")

106 Chapter 4 Investigation of Basic Binder System (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 4.19 SEM micrographs of blue dyed cotton at a stock formulation concentration 150g/L (a) 10g/L (b) 100g/L (c) 150g/L Figure 4.20 SEM micrographs of abraded red dyed cotton 105
107 Chapter 4 Investigation of Basic Binder System Treatment on PET and Polycotton Examination of Tables 4.8 and 4.9 indicates the fastness results of cotton, PET and poly/cotton red pigment Matrix OSD (with softener) dyed fabrics where the dyed cotton and PET fabrics offer similar performances. Interestingly the poly/cotton fabric showed better wet fastness than the comparable cotton and polyester fabrics but the colour strength of pigment dyed cotton fabrics was significantly higher than the poly/cotton and polyester fabrics, Table 4.9. This effect may be due to the greater amount of the colourant/binder formulation bonding to the cotton fabric or more likely an optical effect related to fabric or fibre structure. Table 4.8 Effect of varying the concentration of the pigment formulation applied to cotton, PET and polycotton fabrics on the fastness Formulation Conc. Rub fastness Wash fastness g/l Dry Wet Colour Change Staining Red 10 4/5 3/4 5 5 Cotton Red 100 4/5 2/3 4/5 5 Red 150 4/5 2 4/5 5 Red /4 4/5 5 PET Red /3 4/5 5 Red 150 4/ /5 Red 10 4/5 4/5 5 5 Polycotton Red 100 4/ Red 150 4/5 3/4 5 5 Table 4.9 Effect of varying the concentration of the pigment formulation applied to cotton, PET and polycotton fabrics on the colour strength Cotton PET Polycotton Formulation Conc. g/l λmax K/S Red Red Red Red Red Red Red Red Red
108 Chapter 4 Investigation of Basic Binder System Effect of Curing Time on the Performance of the Matrix OSD System Although one minute was the recommended curing period for the Matrix OSD system, a longer period of time was evaluated to establish the optimal cure conditions. However, it was apparent an increase of the curing time offered no benefits for dry rub fastness and wash fastness, Tables In contrast for the wet rub fastness performances there were some marginal benefits for the pale shades, in terms of extending the curing time to 2-3 minutes. However it is likely when the additional energy increase is considered, one minute may well be the best curing time in accordance with the Matrix OSD recommendations. Table 4.10 Effect of different curing times on the fastness of yellow pigment dyed cotton fabric Formulation Conc. g/l Yellow 10 Yellow 100 Yellow 150 Curing time Rub Fastness Wash Fastness min Dry Wet Colour Change Staining / / / / /5 3 4/ /5 3/4 4/ /5 3/4 4/ /4 4/ /5 2/3 4/ /5 2/ /5 2/3 4/ /5 3 4/ /
109 Chapter 4 Investigation of Basic Binder System Table 4.11 Effect of different curing times on the fastness of red pigment dyed cotton fabric Formulation Conc. g/l Red 10 Red 100 Red 150 Curing time Rub Fastness Wash Fastness min Dry Wet Colour Change Staining 1 4/5 3/ /5 3/4 4/ /5 3/4 4/ /5 3/4 4/ /5 4 4/ /5 4 4/5 4/5 7 4/5 4 4/5 4/5 1 4/5 2/3 4/ /5 2 4/5 4/5 2 4/5 2/3 4/ /5 2 4/ /5 3 4/ /5 2/3 4/ /5 2/3 4/ /5 2 4/ /5 2/3 4 4/5 2 4/5 2 4/ /5 2/3 4/ /5 2/3 4/ /3 4/ /5 2/3 4/
110 Chapter 4 Investigation of Basic Binder System Table 4.12 Effect of different curing times on the fastness of blue pigment dyed cotton fabric Formulation Conc. g/l Blue 10 Blue 100 Blue 150 Curing time Rub Fastness Wash Fastness min Dry Wet Colour Change Staining 1 4/ /5 3/ /5 4 4/ /5 4 4/ / /5 4 4/ /5 4/5 4/ /5 2/3 4/ /3 4 4/5 2 4/5 2 4/5 4/5 3 4/5 2/3 4/5 4/5 4 4/5 2/3 4/5 4/5 5 4/5 3 4/5 4/5 7 4/5 3 4/ /5 2 4/ / /5 2 4/5 2/3 4 4/5 3 4/5 2/3 4 4/ / /5 3 4/ /5 3 4/ Performance of Matrix OSD without Softener System In this system, the effect of varying pigment formulation concentration was the same as in the standard matrix OSD system where colour strength increased with pigment concentration, Table However the absence of the silicone softener appears to have resulted in a decrease in colour strength which may be due to the interaction of the light with the reflective surface silicone layer. Similarly when KES-F fabric handle parameters were compared, the binder with softener appears to be less stiff, Figures , due the lubricating effect of the silicone softener. However the 109
111 Chapter 4 Investigation of Basic Binder System reduction in stiffness becomes less obvious as the binder concentration was increased and interfibre bonding increased. Examination of the rub and wash fastness data, Table 4.13, indicated that in general the presence of the softener had a beneficial effect on dry and wet abrasion and wash fastness. These beneficial effects can be related to the lubricating effect of the silicone in reducing dry and wet abrasion effects. Table 4.13 Effect of varying concentration of formulation applied to cotton fabric on rub and wash fastness Yellow Red Blue Formulation Rub Fastness Wash Fastness Conc. g/l Dry Wet Colour Change Staining 10 4/ / / /5 3 4/ / / /5 2/3 4 4/5 10 4/ / /4 4/5 Table 4.14 Effect of varying concentration of formulation applied to cotton fabric on colour strength Yellow Red Blue Formulation Conc. g/l λ max K/S
112 Chapter 4 Investigation of Basic Binder System 0.4 without softener with softener Bending Stiffness (g.cm 2 /cm) Formulation Conc. (g/l) Figure 4.21 Effect of softener incorporated into binder system on the bending stiffness, B, of pigment dyed cotton fabric 4.5 without softener with softener 4.0 Shear Stiffness (g/cm deg) Formulation Conc. (g/l) Figure 4.22 Effect of softener incorporated into binder system on the shear stiffness, G, of pigment dyed cotton fabric 111
113 Chapter 4 Investigation of Basic Binder System without softener with softener Shear Hysteresis (g/cm) Formulation Conc. (g/l) Figure 4.23 Effect of softener incorporated into binder system on the shear hysteresis at 5 o, 2HG5, of pigment dyed cotton fabric 4.4 Conclusions Matrix OSD pigment dyeing was reported to offer benefits in terms of processing cost and environmental impact. From initial studies it is apparent that while dry rub fastness, mechanical rigidity and washing performance are generally acceptable wet rub fastness presents a technical challenge. On increasing the pigment incorporated into the surface binder film colour strength increased but fastness properties decreased and reflect the integrity of the film being compromised by the higher pigment concentrations. The pigment dyeability of the cellulosic fabric was better than the 100% polyester synthetic fabric and poly/cotton blend. However, the blend fabric offers better fastness than the individual 100% fabrics and further work in this area should be 112
114 Chapter 4 Investigation of Basic Binder System undertaken. SEM analyses demonstrated the presence of the polymer binder on the fibre surface and between the fibres at higher application levels. The protective effect of the binder on the cotton fibre/fabric in increasing the number of cycles to failure in the Martindale Flat Abrasion test was due to this polymer binder overlayer. However, with the increase of formulation concentration, more pigment was present on the fabric surface and accordingly caused more colour loss during dry and wet rubbing. However the presence of these colourants did not affect the fabric integrity/strength but rather were a visual effect. The recommended curing time for the Matrix OSD system was one minute and was recommended as the optimal balance of end-fabric performance and processing costs. However results in this study indicated marginally enhanced fastness can be achieved by increasing the cure temperature to 2-3 minutes. The presence of silicone softener in the binder formulation was found to offer benefits in terms of colour strength, handle and fastness. These effects were most likely due to the surface film increasing specular reflectance and lubrication at the materials interface. 4.5 References 1. Binders for Textile Applications. Cotton Incorporated Technical Bulletin, 2004, ISP(1008): p Giesen, V. and Eisenlohr, R., Pigment Printing. Review of Progress in Coloration and Related Topics, 1994, 24(1): p Humphries, A., Muff, J. R., and Seddon, R., Aqueous System for Pigment Printing, Colourage, 1985, 32(5): p
115 Chapter 4 Investigation of Basic Binder System 4. Bridge, C., Pigment Developments for the Printing Inks for the 90s. Journal of the Oil & Colour Chemists Association, 1990, 73(7): p Khanna, S. R., Pigment Color Printing in Aqueous Phase, Colourage, 1992, 39(3): p Friedman, E. A., An Introduction to Phosphate Binders, Kidney International. Supplement, 2005(96): p Wu, Q., Process and Auxiliary of Pigment Pad Dyeing. Dyeing and Finishing, 2007(12): p Yao, D., Surface Modification of Ultra-fine Pigment and Its Dyeing Performance, Dyeing and Finishing, 2011(4): p Meng, C., An, G., and Cao, Y., Discussion on Pigment Dyeing of Modified Cotton Fabric, Textile Auxiliaries, 2011, 28(1): p Yang, Y. and Xu, L., Optimization Process for Pad Dyeing of Cotton. Dyeing and Finishing, 2009(18): p Wei, Q., Surface Modification of Textiles, 2009, Cambridge: Woodhead Pub. xx, p Vigo, T. L., Textile Processing and Properties : Preparation, Dyeing, Finishing and Performance, 1994, Amsterdam ; London: Elsevier. xvii, p Hammonds, A. G., Introduction to Binders. Pigment Printing Handbook, 1995, p
116 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments 5.1 Introduction The purpose of the cationic pre-treatment of cotton was to determine whether improved dyeability with the pigment binder system could be achieved by introducing positively charged sites onto the cotton surface. Previous studies have investigated the effect of cationizing cotton on the colouration of cotton with direct dyes, acid dyes, reactive dyes, and pigment with improvements in colour yield and colour fastness reported [1, 2]. For pigment dyeing, modification of the pigment dyeing system to achieve better results has been studied through the use of fastness-improving reagents and of nanoscale pigment dispersion [3, 4]. In this investigation, cotton has been modified using a cationic reagent Cibafix ECO which is proprietary polyethylene polyamine manufactured and supplied by Ciba Specialty Chemicals. It is also free from formaldehyde and zinc, and used in the dyeing industry as a wet fastness modifier to improve dyeing [5]. Wang and Zhang have recently evaluated Cibafix ECO as a means to improve pigment printing (not pigment dyeing), and reported that the rub fastness improved and was only acceptable when the fastness-improving reagent was applied [3]. The binder film which links fabrics and pigment is formed during the dry heat fixing process which usually consists of dry heat and a change in ph value, bringing about either self-crosslinking or reaction with other suitable crosslinking agents [2]. In this 115
117 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments chapter, four crosslinkers (Nanolink, citric acid, Dimethylol Dihydroxy Ethylene Urea (DMDHEU) and Knittex MLF NEW) were used in the binder system. Although Matrix OSD is a self-crosslinking binder, these preliminary studies were undertaken to explore the effect of external crosslinkers in this binder system and if possible further benefits could be identified. In this chapter, fabrics were also pretreated by ultraviolet/ozone (UVO) with the view to specifically modifying the surface interface as distinct from the bulk modifications which would also affect the surface. UVO treatments were originally considered as a surface cleaning method which was used to modify the surface chemistry and improve the wetting characteristics of natural and synthetic polymers [6, 7]. It functions through the combined effects of UV light and ozone produced in situ from a gas phase photo-dissociation of molecular oxygen. Previous studies have indicated the efficacy of UVO treatments in removing surface hydrophobes from wool and other material surfaces, imparting wettability and improving dyeability and shrink resistance [8, 9]. Much research has been conducted on the dyeing of cotton has focused on changing the bulk and surface chemistry, through related processing such as dyeing, bleaching, and washing. However, in most of the relative dyeing studies, the colourants used were dyes, not pigments. 116
118 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments 5.2 Experimental Work Materials Fabrics 100% bleached plain woven cotton fabric, 191.5g/m 2, was also supplied by Whaleys, UK. Pigments Lyosperse red 2BN LIQ was supplied by Huntsman, UK. Lyosperse yellow MR LIQ was supplied by Huntsman, UK. Minerprint blue B, was supplied by Quality Colours, UK. Binders Matrix OSD was supplied by Beyond Surface Technologies, Switzerland. Wetting agent Crossliners Alcopol 070 was supplied by Huntsman, UK. Nanolink was supplied by Devan-PPT Chemicals, UK. Citric acid was purchased from Aldrich Chemicals, UK. DMDHEU was kindly supplied by Huntsman, UK. Knittex MLF NEW was supplied by Huntsman, UK Pigment Dyeing System The standard Matrix OSD dyeing system, discussed in was used as the pigment dyeing system in this project component Fabric Pretreatment by Cationic Fixing Agent Before applying the pigment dyeing solution onto the cotton fabric, the cationic fixing agent Cibafix ECO was applied as a pre-treatment to the fabrics at concentrations of 0.5%, 1% and 2% on the weight of fabric (owf) by an exhaustion method at 40 for 30 minutes with a liquor to fabric ratio of 20:1. After rinsing in water and air-drying, the treated fabrics were then pigment-dyed under standard conditions. 117
119 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Crosslinker Treatment Nanolink Cotton fabrics were pre-treated with 2.0% o.w.f. Nanolink by exhaustion from a treatment bath at ph5, adjusted with acetic acid, and the exhaustion bath temperature was heated from 20 to 40 for 10 minutes. After rinsing in water the fabrics were air-dried, and then pigment-dyed under standard conditions (in 4.2.4). Citric Acid Two different kinds of citric acid applications were evaluated, as a pre-treatment and incorporation of the citric acid into the treatment formulation. a. The cotton fabrics were padded at 80% w.p.u., with the concentrations of 1g/L, 3g/L, 5g/L, 10g/L, 20g/L, 40g/L, 60g/L, 100g/L and 140g/L citric acid solutions with the same amount of sodium hypophosphite incorporated. The fabrics were dried at 100 for 3 minutes and then heat cured at 180 for 90 seconds. The fabrics were rinsed in water and were then air-dried, followed by standard pigment-dyeing (in 4.2.4). b. Citric acid was incorporated with the pigment dyeing solution at the same concentration as stated in previous method and pigment dyed under standard conditions (in 4.2.4). Knittex MLF New Two different kinds of Knittex MLF New applications were performed, either as a pre-treatment and incorporated into the pigment dyeing formulation. a. The cotton fabrics were pre-treated with either 40g/L or 60g/L Knittex MLF New by padding 80% w.p.u., drying at 100 for 3 minutes and then heat 118
120 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments curing at 180 for 90 seconds. The fabric samples were then pigment dyed under standard conditions. b. Knittex MLF New, g/l, was combined with the pigment dyeing solution and then pigment dyed as reported earlier. Citric Acid with Knittex MLF New The cotton fabrics were pre-treated with a citric acid and Knittex MLF New combination, which was padded at 80% w.p.u. at the concentration of 40g/L and 60g/L, dried at 100 for 3 minutes, heat cured at 180 for 90 seconds and then pigment dyed. DMDHEU The cotton fabrics were pre-treated with 100g/L DMDHEU and 10g/L magnesium chloride, padded at 80% w.p.u., dried at 100 for 3 minutes, heat cured at 180 for 90 seconds. Following water rinsing and air drying the fabric samples were pigment-dyed UVO treatment Before fabric samples were dyed with the standard Matrix OSD system, the cotton fabrics were pre-treated by UVO for 5, 10 and 15 minutes on each face of the fabric. 119
121 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments 5.3 Results and Discussion Effect of Cationization Treatment Cationization of the cotton fabrics improved the wet rub fastness for the yellow pigment dyed fabrics but offered almost no effect on the dry rub fastness, Table 5.1. However surprisingly for the red and blue pigment dyed fabrics the cationic fixing agent had relatively little effect on the fastness properties. Interestingly, cationization treatment caused more change of colour after washing when 0.5% and 1% cationic fixing agent were applied. When 2% cationic fixing agent was applied, the change of colour after washing was better than with 0.5% and 1% cationic fixing agent, however, the results are still lower than the control reference samples. It may be because the temperature, at which Cibafix ECO can improve wash fastness, is identified as 50 in the Ciba technical data sheet, but the washing temperature used in this study was 60. The colour strength K/S of the pigment dyed fabrics appeared to increase with increasing application levels of the cationic reagent to the cotton, Figure 5.1. This may be related to increased exhaustion of the pigment dyeing formulation onto the positively charged fabric. 120
122 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Table 5.1 Effect of varying the cationic fixing agent concentration on the fastness of pigment dyed cotton fabric Formulation Conc. g/l Yellow 10 Yellow 100 Yellow 150 Red 10 Red 100 Red 150 Blue 10 Blue 100 Blue 150 Cationic fixing Rub Fastness Wash Fastness agent % Dry Wet Colour change Staining /5 4 4/ /5 4 4/5 4/5 2 4/5 4/ / /5 3/4 4/5 4/5 1 4/ /5 2 4/ /5 0 4/5 2/3 4/ /5 3/4 4/5 4/5 1 4/ /5 2 4/5 3/4 4/5 4/5 0 4/5 3/ / /5 4/5 2 4/5 4 4/ /5 2/3 4/ / /5 2 3/4 4/5 2 4/5 2/3 4 4/5 0 4/5 2 4/ / /3 4 4/5 2 4/5 2/3 4 4/5 0 4/ /5 4/5 2 3/4 3 4/ /5 2/3 4/ /4 4/ /3 3/4 4/ /3 4 4/5 0 4/5 2 4/5 4/ /4 4/ /3 4 4/ /3 4/5 4/5 121
123 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Figure 5.1 Effect of varying the cationic fixing agent concentration on the colour strength of pigment dyed cotton fabric Effect of Crosslinkers Effect of Nanolink Nanolink is reported by Devan-PPT to function effectively as a covalent linking agent and increase surface adhesion between coatings and the fibre substrate. However it is apparent that Nanolink imparts no beneficial effects on dry rub fastness and may even slightly decrease performance for darker colours, Table 5.2. However, the Nanolink pre-treatment clearly improved the wet rub fastness for all colours and shades, especially for the yellow pigment shades. Wash fastness is rated as excellent similar to the standard control samples. 122
124 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Table 5.2 Effect of 2% o.w.f. application of Nanolink on the fastness properties of of pigment dyed cotton fabric Formulation Conc. g/l Rub Fastness Wash Fastness Dry Wet Colour Change Staining a b a b a b a b / Yellow 100 4/ / /5 4/5 4 2/3 5 4/ /5 4/5 3/4 3/ Red 100 4/5 4/5 3 2/3 4/5 4/ /5 4/5 2/ / /5 4/5 3/4 3 4/ Blue /5 3/4 2/3 5 4/ / /5 5 5 a- treated b- reference control Effect of Citric Acid When citric acid was incorporated into the pigment dyeing system, insoluble precipitates substrates appeared in the solution. Heating the solution and changing the addition order into the aqueous formulation were assessed, but the deposits still formed. Therefore, only pre-treatment of the fabric with citric acid was examined. As can be seen from the data in Table , when the fabrics were pre-treated with citric acid, the wet rub fastness was improved, especially for the light colours. In contrast the dry rub fastness and wash fastness remained relatively unchanged but still at commercially acceptable performance levels. The wet rub fastness performance levels at the 5g/L concentration and most likely functions by reducing the swelling of crosslinked cotton interface and maintaining coating adhesion. The samples were also pre-treated with citric acid at 40g/L, 60g/L, 100g/L and 140g/L, but the results showed no additional benefit. The results at 40g/L and 60g/L will be presented in Table to compare with Knittex MLF New treatments. 123
125 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Table 5.3 Effect of citric acid pre-treatment of cotton on the fastness of the yellow pigment dyed fabric Formulation Conc. g/l Yellow 10 Yellow 100 Yellow 150 Citric acid Rub Fastness Wash Fastness g/l Dry Wet Colour Change Staining / /5 4/5 4/ /5 4/5 4/ /5 4/5 4/ / /3 4/ /4 4/ / /5 3/4 4/ /5 4 4/ /5 2/3 4/ /5 2 4/ / /5 4 4/ /5 3/4 4/ /5 3 4/
126 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Table 5.4 Effect of citric acid pre-treatment of cotton on the fastness of the red pigment dyed fabric Formulation Conc. g/l Red 10 Red 100 Red 150 Citric acid Rub Fastness Wash Fastness g/l Dry Wet Colour Change Staining 0 4/5 3/ /5 3/4 4/ /5 4 4/ /5 4 4/ /5 4 4/ /5 4 4/ /5 2/3 4/ /5 3 4/5 4/5 3 4/5 3/4 4/5 4/5 5 4/5 3/4 4/5 4/5 10 4/5 2/3 4/ /5 3 4/ /5 2/3 4/ /5 2/3 4 4/5 3 4/5 3 4/5 4/5 5 4/5 3 4/5 4/5 10 4/5 2/3 4/5 4/5 20 4/5 2/3 4/
127 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Table 5.5 Effect of citric acid pre-treatment of cotton on the fastness of the blue pigment dyed fabric Formulation Conc. g/l Blue 10 Blue 100 Blue 150 Citric acid Rub Fastness Wash Fastness g/l Dry Wet Colour Change Staining 0 4/ /5 4 4/ /5 4 4/ /5 4 4/5 4/5 10 4/5 4 4/5 4/5 20 4/5 3/4 4/5 4/5 0 4/5 2/3 4/ /5 3 4/5 4/5 3 4/5 3 4/5 4/5 5 4/5 3 4/5 4/5 10 4/5 3 4/5 4/5 20 4/5 3 4/5 4/5 0 4/5 2 4/ /5 2/3 4 4/5 3 4/ /5 5 4/5 2/3 4 4/5 10 4/5 2/3 4 4/ /3 4 4/ Effect of Knittex MLF New The effect of pre-treatment of the pigment dyed cotton fabric with Knittex MLF New, Table 5.6, was to significantly improve the wet rub fastness at both low and high pigment levels while the dry rub fastness and wash fastness remain commercially acceptable. Increasing the application concentration from 40g/L to 60g/L had little benefits, so 40g/L was selected for further work. After identifying the benefit of Knittex MLF New pre-treatment, the effect of a combined pigment dyeing treatment incorporating Knittex MLF New was also 126
128 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments assessed. However the improvement in the wet rub fastness performance results was not as good as the pre-treated fabrics, Table 5.7. Samples probably due to the increased wet swelling and lower cohesion between the coating and the fibre interface. Nevertheless it was still beneficial for wet rub fastness particularly for the light pale shade, especially at the concentration of 40g/L. Table 5.6 Effect of the application of Knittex MLF New pre-treatment to cotton on the fastness of pigment dyed fabric Formulation Conc. g/l Yellow 10 Yellow 100 Yellow 150 Red 10 Red 100 Red 150 Blue 10 Blue 100 Blue 150 Knittex Rub Fastness Wash Fastness g/l Dry Wet Colour Change Staining /5 4/ /5 4/ / /5 4 4/ /5 3/4 4/ /5 2/3 4/ /5 4 4/ /5 4 4/ /5 3/ /5 4 4/ /5 4 4/ /5 2/3 4/ /5 3/4 4/ /5 3 4/ /5 2 4/ /5 3/4 4/ /5 4 4/ / /5 4 4/ /5 3/4 4/5 4/5 0 4/5 2/3 4/ /5 3/4 4/ /5 4 4/ /5 2 4/ /5 4 4/ /5 3/4 4/
129 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Table 5.7 Effect of incorporating Knittex MLF New into the pigment dyeing formulation applied to cotton fabric on colour fastness Formulation Conc. g/l Yellow 10 Yellow 100 Yellow 150 Red 10 Red 100 Red 150 Blue 10 Blue 100 Blue 150 Knittex Rub Fastness Wash Fastness g/l Dry Wet Colour change Staining /5 4/ / / / /5 2/3 4/ /5 3 4/ /4 4/ /5 3/ /5 4/ /5 4/ /5 2/3 4/ /5 2 4/ /5 2/3 4/ /5 2 4/ /5 3 4/ /5 3 4/ / /5 4 4/ /5 4 4/ /5 2/3 4/ / / /5 2 4/ /4 4/ /5 2/3 4/ Effect of Citric Acid and Knittex MLF New The effect on pigment dyeing fastness by pre-treating the cotton fabric with a combination of citric acid and Knittex MLF New and treating with a combination mixture of Knittex MLF New and citric acid at 40g/L and 60g/L, shown in Tables 128
130 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments The obvious drawback of pre-treating with the mixture of citric acid and Knittex MLF New was observed in the wet rub fastness and dry rub fastness performances, where lower fastness than the control fabrics in almost all colours and shades was demonstrated. The addition of citric acid offers almost no benefit for fastness, while Knittex MLF New imparts significant improvement on wet rub fastness. As mentioned in Section , 40g/L Knittex MLF New shows the better application concentration. Table 5.8 Effect of pre-treatment with citric acid and Knittex MLF New on the fastness performance of yellow pigment dyed cotton fabric Formulation Conc. g/l Yellow 10 Yellow 100 Yellow 150 Citric acid g/l Knittex g/l Rub Fastness Wash Fastness Dry Wet Colour Change Staining / / /5 4/ /5 4/5 4/5 4 3/4 4/5 5 4/ / /5 2/3 4/ /5 2/3 4/ /5 4 4/ /5 4/5 4 3/4 2/3 1/2 4/5 4/5 4/ /5 2/3 4/ /5 2 4/ /5 2 4/ /5 4 4/ /5 4 4/5 4 1/2 1/2 4/5 4/5 4/
131 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Table 5.9 Effect of pre-treatment with citric acid and Knittex MLF New on the fastness performance of red pigment dyed cotton fabric Formulation Conc. g/l Red 10 Red 100 Red 150 Citric acid g/l Knittex g/l Rub Fastness Wash Fastness Dry Wet Colour Change Staining 0 0 4/5 3/ / / /5 4 4/ /5 4/ /5 5 4/ /5 2/3 4/ /5 2/3 4/ /5 2/3 4/ /5 3/4 4/ / /2 4/5 4/5 4/ /5 2 4/ /5 2 4/ /5 2 4/ /5 3/4 4/ / /3 1/2 4/5 4/5 4/ /5 4/5 5 4/5 4/5 130
132 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Table 5.10 Effect of pre-treatment with citric acid and Knittex MLF New on the fastness performance of blue pigment dyed cotton fabric Formulation Conc. g/l Blue 10 Blue 100 Blue 150 Citric acid g/l Knittex g/l Rub Fastness Wash Fastness Dry Wet Colour Change Staining 0 0 4/ /5 3/4 4/ /5 3/4 4/ /5 4 4/ /5 4/5 4 3/ /5 5 4/ /5 2/3 4/ /3 4/ /3 4/ /5 3/4 4/ /5 3/ /5 4/5 4/ /5 2 4/ /3 4/ /3 4/ /5 4 4/ /5 3/4 4 3/4 1/2 2 4/ /5 4/ /5 4/5 5 4/5 4/ Effect of DMDHEU Pre-Treatment Table 5.11 presents that the fastness results of cotton fabrics pre-treated with 100g/L DMDHEU. The data indicates that the DMDHEU modification to the cotton fabric has a lesser benefit than the Knittex MLF New for the wet rub fastness while dry rub fastness and wash fastness still remain good. It is likely the difference was due to the greater crosslinking and embrittlement of the fibre. 131
133 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Table 5.11 Effect of 100g/L DMDHEU pre-treatment on the fastness performance of pigment dyed cotton fabric Formulation Conc. g/l /5 4/5 3/ Yellow 100 4/5 4/5 3 2/3 5 4/ /5 4/5 2/3 2 4/5 4/5 4/ / / Red 100 4/5 5 2/3 2/3 4/ /5 4/5 2/3 2/3 4/5 4/ /5 4/5 3/4 3 4/ Blue 100 4/5 4/5 3 2/3 4/5 4/ /5 2/3 2 4/5 4/5 5 5 a- Treated by DMDHEU b- Reference Effect of UVO Treatment Rub Fastness Wash Fastness Dry Wet Colour Change Staining a b a b a b a b In previous studies UVO treatment has been used to modify the fabric surface and improve dyeability and the effectiveness of polymer coating, however in this study of pigment dyed cotton, the results indicate that UVO treatment imparts relatively lower fastness performance than the original untreated cotton fabrics. There is a clear reduction in wet rub fastness and the wash fastness is also adversely affected by the UVO pre-treatment. The worst colour changing results are observed with the darkest colours and is probably related to the change in adhesion properties following surface oxidation. However the cross-staining values are unaffected indicating the removed colour has little affinity for the test fabrics. Figure 5.2 illustrates that the colour was changed after UVO treatment, probably due to the yellowness imparted by the treatment. 132
134 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Table 5.12 Effect of UVO treatment on the fastness performance of pigment dyed cotton fabric Formulation Conc. g/l Yellow 10 Yellow 100 Yellow 150 Red 10 Red 100 Red 150 Blue 10 Blue 100 Blue 150 Time in UVO min Rub Fastness Wash Fastness Dry Wet Colour Change Staining /5 3 3/ /5 3 3/ / / /5 2/ / /5 2 2/ /5 2/3 4/ /5 2/3 3/ /5 2 3/ /5 1/ /5 3/ /5 3 3/ /5 3 3/4 4/5 15 4/ /5 2/3 4/ /5 2 3/ / /5 15 4/5 2/3 2/3 4/5 0 4/5 2 4/ / / /3 4/ /3 4/5 0 4/ /5 3 2/3 4/5 10 4/5 2/3 2/3 4/ /3 2 4/5 0 4/5 2/3 4/ /2 2/3 4/ /2 2 4/ /2 1/2 4/5 0 4/5 2 4/5 4/ /2 1/2 4/5 133
135 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Figure 5.2 Effect of UVO exposure on the colour strength of pigment dyed cotton fabric From the SEM analyses of the abraded standard pigment dyed cotton Section 4.3.2, the presence of the colourants was not the reason for surface degradation. Therefore in this study discussion, only the red pigment dyed samples were examined. After UVO treatment, the degradation showed the same behaviour as the pigment dyed-only fabric samples, i.e. when the concentration of formulation rises, there was more binder evident on the fabric. Comparing the dry-rubbed areas with the wet-rubbed areas, it was apparent that the wet-rubbed areas were damaged more. The effect of increasing UVO treatment time on rubbing damage is illustrated in Figures At the concentration levels of 100g/L and 150g/L, the damage appearance was more obvious with the increase of UVO treatment time. 134






136 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 5.3 SEM micrographs of 5 minutes-uvo treated red dyed cotton at 10g/L stock formulation concentration (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 5.4 SEM micrographs of 10 minutes-uvo treated red dyed cotton at 10g/L stock formulation concentration 135






137 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 5.5 SEM micrographs of 15 minutes-uvo treated red dyed cotton at 10g/L stock formulation concentration (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 5.6 SEM micrographs of 5 minutes-uvo treated red dyed cotton at 100g/L stock formulation concentration 136






138 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 5.7 SEM micrographs of 10 minutes-uvo treated red dyed cotton at 100g/L stock formulation concentration (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 5.8 SEM micrographs of 15 minutes-uvo treated red dyed cotton at 100g/L stock formulation concentration 137






139 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 5.9 SEM micrographs of 5 minutes-uvo treated red dyed cotton at 150g/L stock formulation concentration (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 5.10 SEM micrographs of 10 minutes-uvo treated red dyed cotton at 150g/L stock formulation concentration 138



140 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 5.11 SEM micrographs of 15 minutes-uvo treated red dyed cotton at 150g/L stock formulation concentration 5.4 Conclusions Cationizing the cotton fabrics prior to pigment dyeing improved the wet rub fastness performance of the Matrix OSD dyeing system, but the other fastness properties were in general unchanged. It was apparent from the results of the crosslinker studies, that the colour fastness was influenced by the crosslinking treatment which improved the link between binder and fabrics. The pre-treatment approach appears more suitable to the crosslinker application than the combined application method to improving the wet rub fastness. Moreover, the crosslinker has almost no effect on wash fastness which always remains at an acceptable performance level with most crosslinkers. In comparison the Knittex MLF New pre-treatment at 40g/L offered the best option to improve the colour fastness. 139
141 Chapter 5 Investigation into the Effect of Crosslinkers, Cationisation and Surface Modification on the Performance of Matrix OSD Treatments Unlike the benefits of UVO pre-treatment previously observed for other fabric dyeing studies, in this study it was established that the pigment dyeing performance was reduced after the sensitised photo-oxidation treatment. The reason for this worsening of performance is unclear but it is perhaps due to changed fibre surface chemistry not encouraging binding to the pigment dyeing system. 5.5 References 1. Lu, Y. and C. Q. Yang, Fabric Yellowing Caused by Citric Acid as a Crosslinking Agent for Cotton, Textile Research Journal, 1999, 69(9): p Waris, M., Effect of Crosslinking in Textile Pigment Printing and Enhancement of Fastness Properties. Journal of the Chemical Society of Pakistan, 2009, 31(1): p Wang, C. X. and Y. H. Zhang, Effect of Cationic Pre-treatment on Modified Pigment Printing of Cotton. Materials Research Innovations, 2007, 11(1): p Fang, K. J., Dyeing of Cationised Cotton Using Nanoscale Pigment Dispersions. Coloration Technology, 2005, 121(6): p Bogle, M., Textile Dyes, Finishes, and Auxiliaries. Revised edn. 1977, New York ; London, Garland Publishing. xiii, p Carr, C. M., Chemistry of the Textiles Industry, 1995, London: Blackie Academic & Professional. xiii, p Fritz, A. and Cant, J., Consumer Textiles, 1986, Melbourne: OUP. 8. Parfitt, M., Investigation into the Surface Chemistry of Cotton Fibres, UMIST PhD Thesis, Shao, J., Hawkyard, C. J., and Carr, C. M., Investigation into the Effect of UV/ozone Treatments on the Dyeability and Printability of Wool, Journal of the Society of Dyers and Colourists, 1997, 113(4): p
142 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance 6.1 Introduction Fluorine-based finishing agents are an important class of effect chemicals used in textiles because they can provide combined water and oil repellency without impairing the air permeability or modifying the handle of textiles [1]. The benefit of fluorocarbon finishes in imparting water and oil repellency to textile fabrics has been studied previously but more recently new research has focused on plasma polymerized fluorocarbon films [2-5]. However there are few studies relating colour properties to fluorocarbon treatment, especially for pigment colouration. In this chapter, the performance of fluorocarbon treatments on fabrics treated with Matrix OSD system was investigated. Five different fluorocarbon treatments were applied to the cotton fabrics either by pre-mixing with the pigment dyeing system or as an after-treatment. Rub fastness, wash fastness, colour strength, abrasion resistance, water/oil repellency, SEM and handle properties were examined in order to establish the effects of fluorocarbon treatment on the pigment dyeing system. In addition the Matrix OSD without softener, discussed in Chapter 4, was also assessed in order to compare the water and oil repellency with that of the Matrix OSD system with softener. The aim was to study the possible deleterious effect of the silicone softener in the Matrix OSD binder on the fluorocarbon oil repellency treatment. 141
143 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance 6.2 Experimental Work Materials Fabrics 100% bleached plain cotton fabric, 191.5g/m 2, was supplied by Whaleys, Bradford, UK. 45/55 plain woven polycotton, 125 g/m 2, were supplied by Phoenix Calico, Stalybridge, UK. Pigments Lyosperse red 2BN LIQ was supplied by Huntsman, UK. Lyosperse yellow MR LIQ was supplied by Huntsman, UK. Minerprint Blue B was supplied by Quality Colours, UK. Binders Matrix OSD was supplied by Beyond Surface Technologies, Switzerland. Matrix OSD, without softener, was supplied by Beyond Surface Technologies, Switzerland. Wetting agent Fluorocarbon and related chemicals Alcopol 070 was supplied by Huntsman, UK. Scotchguard FC3548 was supplied by 3M, UK. Shield F-01, Shield FRN-6 and Shield Extender FCD were supplied by Beyond Surface Technologies, Switzerland. Oleophobol 7713 and Hydrophobol XAN were supplied by Huntsman, UK. Rucoguard LAD was supplied by Rudolf Chemicals, UK Dyeing System The modified Matrix OSD system discussed in Chapter 4 was used as the pigment dyeing system in this study. 142
144 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Fluorocarbon Treatment The cotton fabrics were treated by five different fluorocarbons: Scotchguard FC3548; Shield F-01 with Shield Extender FCD; Shield FRN-6; P2i fluorocarbon plasma polymerisation process; Oleophobol 7713 with Hydrophobol XAN Scotchguard FC3548 The fabrics were treated by FC3548 by two different methods, incorporation into dyeing formulation and as an after-treatment. a. FC3548 was incorporated with pigment dyeing solution at a concentration of 5g/L, 10g/L, 30g/L and 50g/L. The subsequent dyeing procedure followed the standard pigment dyeing system; b. The pigment-dyed samples were after-treated by FC3548 at the same concentrations as stated in Method a. The pigment-dyed samples were padded with the FC3548 solution, squeezed to 80% w.p.u., dried at 110 for 3 minutes and then cured at 180 for 1 minute Shield F-01 with Shield Extender FCD Both pigment-dyed cotton and polycotton samples were after-treated by Shield F-01 with Shield extender FCD. Before Shield F-01 and Shield extender FCD were added into the bath, the ph of the bath was adjusted to between 4.0 and 5.0 by acetic acid. The concentrations of applied chemicals are presented in Table 6.1. The pigment-dyed samples were padded with the treating solution at 80% w.p.u., dried at 110 for 3 minutes and cured at 170 for 1 minute. 143
145 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Table 6.1 Concentration of Shield F-01aftertreating system Shield F-01 Conc. g/l Shield Extender FCD Conc. g/l Wetting agent Conc. g/l a b c Shield FRN6 The pigment-dyed samples were after-treated by Shield FRN6 at 30g/L, 45g/L and 60g/L. The padding bath ph was adjusted between 4.0 and 5.0 by acetic acid. Wetting agent was added at the concentration of 2g/L. The samples were padded with the FRN6 solution at 80% w.p.u., dried at 110 for 3minutes and then cured at 170 for 40 seconds P2i The pigment-dyed samples were after-treated by P2i under three conditions:. Process 1: ½monomer, flow 40 mtorr, Pw 40min; Process 2: ½monomer, flow 40 mtorr, Pw 70min; Process 3: Standard Process Oleophobol 7713 with Hydrophobol XAN The fabrics were treated with the Oleophobol 7713 and Hydrophobol XAN combination either by incorporation into the pigment dyeing formulation or as after-treatment: a. Oleophobol 7713 and Hydrophobol XAN were added into the pigment dyeing solution. The concentrations of Oleophobol 7713 applied were 40g/L and 60g/L 144
146 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance while the concentration of Hydrophobol XAN was 10g/L. Before they were added into the dyeing solution, the bath ph was adjusted first to 5-7 by acetic acid and the cotton fabrics were treated by the standard pigment dyeing system process; b. Alternatively after pigment dyeing, the samples were after-treated by Oleophobol 7713 and Hydrophobol XAN at the same concentrations as stated in Method a. The formulation ph was adjusted to between 5.0 and 7.0 using acetic acid. After the bath was prepared, the pigment-dyed samples were padded at 80% w.p.u., dried at 110 for 3 minutes and then cured at 170 for 90 second Rucoguard LAD and Oleophobol 7713 The plain cotton and red pigment dyed samples were treated with 7% owf Rucoguard LAD and 8% owf Oleophobol 7713 with a liquor-to-goods ratio of 10:1 by exhaustion and padding method. The bath ph was adjusted to 4-5 by the addition of acetic acid. The red samples were dyed by both Matrix OSD system and Matrix OSD without softener system. a. The plain cotton and red pigment dyed samples were treated with treating solution at 20 for 20 minutes. Then the temperature was raised from 20 to 40 for another 20 minutes and kept at 40 for 20 minutes. After that, the treated samples were dried at 110 for 90 seconds and cured at 160 for 1 minute. b. The plain cotton and red pigment dyed samples were padded at 80% wet pick up, dried at 110 for 90 seconds and cured at 160 for 1 minute. 145
147 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance 6.3 Results and Discussion Effect of Scotchguard FC3548 Table 6.2 presents the fastness results of the combined Scotchguard FC3548/Matrix OSD treated cotton fabric. Comparing the control 0g/L FC3548 treated fabric with the combined FC3548 formulations indicates there was a clear beneficial effect on the wet rub fastness while dry rub fastness and wash fastness remained relatively unchanged. At the high concentrations of FC3548 the dry rub fastness was decreased, especially for medium and dark colours (red and blue). Similarly although the increasing concentration of FC3548 improved the wet rub fastness, it was reduced at the highest application level, 50g/L. Therefore, the optimal treatment concentration was 30g/L FC3548 and reflected the surface frictional properties of the film and its cohesion and durability. The effect of applying the fluorocarbon FC3548 on the fabric colour strength is variable, Figure 6.1. The co-application of FC3548 improved colour yield at light and dark colours (yellow and blue), whilst it decreased K/S at medium colour strength (red). The nature of variability is uncertain but overall the colour change is not perceived as a problem. Table 6.3 presents the fastness results of red pigment dyed fabrics, which were after-treated by FC3548. It is apparent that the Scotchguard FC3548 after-treatment is beneficial in improving the wet and dry fastness performance and the optimal application level would be 5g/L FC3548. In comparison to the pre-mixing application, which offers best performance at 30g/L, the after-treatment method appears to offer the better protection. Figure 6.2 illustrates the colour strength of the control fabrics and red pigment dyed samples after-treated by FC3548. There appears to be little colour change following the after-treatment. 146
148 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Table 6.4 presents the abrasion results for fabrics treated both by incorporating the fluorocarbon into the pigment dyeing formulation and aftertreating the dyed fabrics with fluorocarbon. The use of FC3548 decreased the number of rub cycles to two yarns broken, the abrasion resistance reducing with the increase of the fluorocarbon concentration. The number of rub cycles to failure for these two treatment methods are almost the same. Figures shows the SEM micrographs of pigment red-dyed fabrics aftertreated with FC3548 at increasing concentrations. It is evident that the wet-rubbed areas are damaged more than dry-rubbed area which is the same as observed with the micrographs of the control samples shown in Figures The effect of FC3548 was hardly observed from these micrographs, however, compared with the reference images, Figure , the rubbed damage is less and the surface is smoother, especially for wet rub fastness. This may be caused by the repellent function imparted by FC
149 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Table 6.2 Effect of varying FC3548 concentration within the pigment dyeing formulation on the fastness of coloured cotton fabric Formulation Conc. g/l Yellow 10 Yellow 100 Yellow 150 Red 10 Red 100 Red 150 Blue 10 Blue 100 Blue 150 FC3548 Rub Fastness Wash Fastness g/l Dry Wet Colour Change Staining /5 4/ /5 4/ /5 4/ /5 4/ / / / /5 4/ /5 2/3 4/ /5 3/ / /5 4/ /5 3/ /5 4/ /5 4/ /5 4/ /5 4/ /5 2/3 4/ / /4 3/4 4/5 4/ /4 3 4/ /5 2 4/ /5 3/4 4/ /5 4/ / / /5 4/5 4/ /5 4/ / / /5 2/3 4/ /5 3 4/ /5 3/4 4/5 4/5 30 4/5 4 4/ /3 4 4/5 0 4/5 2 4/ /4 4/5 4/ / /4 4/ /5 148
150 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Table 6.3 Effect of varying FC3548 concentration on the fastness performance of red pigment dyed cotton fabric Formulation Conc. g/l Red 10 Red 100 Red 150 FC3548 Rub Fastness Wash Fastness g/l Dry Wet Colour Change Staining 0 4/5 3/ /5 4/ /5 4/5 4/ /5 4/ /5 4/ /5 2/3 4/ /5 4 4/5 4/5 10 4/5 4 4/5 4/5 30 4/5 4/5 4/ /5 4/5 0 4/5 2 4/ /5 3/4 4/5 4/5 10 4/5 3/4 4/5 4/5 30 4/5 3/4 4/ /5 3 4/5 4/5 Table 6.4 Effect of FC3548 concentration on the Martindale Flat Abrasion performance of pigment dyed cotton fabrics Formulation Conc. g/l Red 10 Red 100 Red 150 FC3548 g/l Rubs Incorporation Aftertreatment
151 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Figure 6.1 Effect of varying FC3548 concentration on the colour strength of increasing concentrations of pigment formulation applied to cotton fabric Figure 6.2 Effect of varying FC3548 concentration on the colour strength of pigment dyed cotton fabrics 150

")


 4")
 5")
 6")



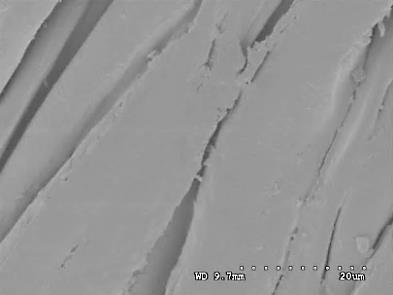

152 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.3 SEM micrographs of 5g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 10g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.4 SEM micrographs of 10g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 10g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.5 SEM micrographs of 30g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 10g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.6 SEM micrographs of 50g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 10g/L 151

")


 8")
 9")
 10")





153 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.7 SEM micrographs of 5g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 100g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.8 SEM micrographs of 10g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 100g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.9 SEM micrographs of 30g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 100g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.10 SEM micrographs of 50g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 100g/L 152

")


 12")
 13")
 14")

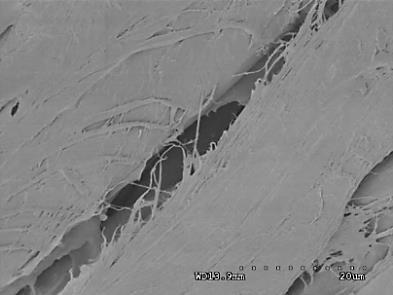



154 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.11 SEM micrographs of 5g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 150g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.12 SEM micrographs of 10g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 150g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.13 SEM micrographs of 30g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 150g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.14 SEM micrographs of 50g/L FC3548 treated red-dyed cotton at a stock formulation concentration of 150g/L 153
155 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Shield F-01 with Shield extender FCD Treatments on Cotton Table 6.5 shows the comparative fastness results of samples after-treated by F-01 and the control fabrics where the beneficial effects of the fluorocarbon are obvious on the fabric s wet rub fastness. However, increasing F-01 concentration does not always improve wet rub fastness and when the F-01 concentration reached 60g/L, rub fastness decreased, particularly for dark colours (blue). Even so, the wet rub fastness was still better than the control fabrics. Although the fastness of the 20g/L F-01 treated fabric was slightly lower than those of 40g/L samples for heavy shades, 20g/L probably still offers the best choice for application conditions due to the consideration of cost. The effect of the F-01 fluorocarbon aftertreatment on the fabric colour strength is illustrated in Figure 6.15 and it is evident that in general the K/S value is marginally increased. The colour difference may be a result of F-01 and extender surface film altering the light interface interaction or less likely non-uniformity in application during pigment dyeing. The water and oil repellency of the pigment dyed fabrics treated with F-01 are presented in Table 6.6 and indicate the water repellency remains fixed at W5, while oil repellency has improved from OF at 20g/L to 3 at 60g/L. Nevertheless the repellency performance is not particularly good and maybe related to the softener in Matrix OSD. Figures show SEM micrographs of red-dyed fabrics aftertreated with F-01 at increasing concentrations. The micrographs indicate the wet-rubbed areas are damaged more than dry-rubbed areas and the F-01 has a significant effect on the 154
156 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance visual abrasion damage with the rubbed damage less and the surface is smoother, especially for wet rub fastness. This may be caused by the F-01 repellent finish overlayer protecting the surface interface. Table 6.5 Effect of varying F-01 concentration on the fastness of pigment dyed cotton fabrics Formulation Conc. g/l Yellow 10 Yellow 100 Yellow 150 Red 10 Red 100 Red 150 Blue 10 Blue 100 Blue 150 F-01 Rub Fastness Wash Fastness g/l Dry Wet Colour Change Staining /5 4/ /5 4/ /5 4/ / /5 4/ / /5 4/ /5 2/3 4/ / /5 4/5 4/ / /5 3/ /5 4/ /5 4/ /5 4/ /5 2/3 4/ / /5 4/ / /5 2 4/ /5 4/5 4/ / / /5 4/5 4/ /5 4/ /5 4/ /5 2/3 4/ /5 4 4/ /5 3/ /5 2 4/ /5 4 4/ /5 4/ /
157 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Table 6.6 Effect of varying F-01 concentration on the water and oil repellency of pigment dyed cotton fabrics Formulation Conc. g/l F-01 g/l Water repellency Oil repellency Yellow 10 W5 OF Yellow W5 OF Yellow 150 W5 OF Red 10 W5 2 Red W5 2 Red 150 W5 2 Blue 10 W5 3 Blue W5 3 Blue 150 W5 3 Figure 6.15 Effect of varying F-01 concentration on the colour strength of pigment dyed cotton fabrics 156

")


 17")
 18")
 19")





158 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.16 SEM micrographs of 20g/L F-01 treated red-dyed cotton at a stock formulation concentration of 10g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.17 SEM micrographs of 40g/L F-01 treated red-dyed cotton at a stock formulation concentration of 10g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.18 SEM micrographs of 60g/L F-01 treated red-dyed cotton at a stock formulation concentration of 10g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.19 SEM micrographs of 20g/L F-01 treated red-dyed cotton at a stock formulation concentration of 100g/L 157

")


 21")
 22")
 23")





159 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.20 SEM micrographs of 40g/L F-01 treated red-dyed cotton at a stock formulation concentration of 100g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.21 SEM micrographs of 60g/L F-01 treated red-dyed cotton at a stock formulation concentration of 100g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.22 SEM micrographs of 20g/L F-01 treated red-dyed cotton at a stock formulation concentration of 150g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.23 SEM micrographs of 40g/L F-01 treated red-dyed cotton at a stock formulation concentration of 150g/L 158
 fabric is")
 and F-01 treated samples are presented in Table 6.")

160 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.24 SEM micrographs of 60g/L F-01 treated red-dyed cotton at a stock formulation concentration of 150g/L Fluorocarbon Treatments on Polycotton Fabric Polyester/cotton (Polycotton) fabric is the most common textile fabric blend and was evaluated in this study in order to determine if the pigment dyeing system functioned similarly on blends and whether fluorocarbon treatment could have a similarly beneficial effect on blend performance. The fastness results of the polycotton control fabric (F-01 concentration is 0g/L) and F-01 treated samples are presented in Table 6.7, and indicated the performance of the control polycotton fabrics are better than those observed for 100% cotton fabric. The wet rub fastness was higher, while the dry rub fastness and wash fastness were maintained at an excellent level. After the pigment dyed polycotton samples were treated with F-01, the wet rub fastness significantly improved, the best application level being 20g/L. Further as shown in Figure 6.25, it was apparent that a similar improvement in K/S was observed, especially for blue-dyed samples, with increasing fluorocarbon application. 159
161 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Table 6.7 Effect of varying F-01 concentration on the fastness of pigment dyed polycotton fabrics Formulation Conc. g/l Yellow 10 Yellow 100 Yellow 150 Red 10 Red 100 Red 150 Blue 10 Blue 100 Blue 150 F-01 Rub Fastness Wash Fastness g/l Dry Wet Colour Change Staining 0 4/5 4/ /5 4/ /5 4/ / /5 4/ /5 4/ /5 4/ /5 4/ /5 4/ /5 4/ / /5 4/ /5 4/ /5 4/ /5 4/ /5 4/ / / / / /5 3/ / /5 4/ / / /5 4/ /5 4/ /5 4/ / / / / /4 4/ /5 4/ / /
162 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Figure 6.25 Effect of varying F-01 concentration on the colour strength of pigment dyed polycotton fabrics Shield FRN6 Table 6.8 presents the fastness results of fabrics treated with Shield-FRN6 and the control fabrics. The benefits of FRN6 after-treatment are clear on wet rub fastness, however, increasing the FRN6 concentration did not increase the fastness further. The optimal concentration therefore appears to be ~30g/L. The colour strength of the fabrics treated by FRN6 appeared to be little different to the control fabrics, Figure As can be seen from Table 6.9, the flat abrasion resistance of the pigment dyed fabrics was reduced after the application of FRN6 probably due to the reducing fibre/fabric coating cohesion. Although increasing FRN6 concentration improved abrasion resistance, the number of rub cycles to failure are still lower than these of 161
163 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance control fabrics. Figures present the selected KES-F results of the mechanical properties of the blue pigment-dyed fabrics treated by FRN6. The results indicate that increasing the pigment binder concentration from 10g/L to 150g/L increased the fabric rigidity and that the subsequent fluorocarbon addition further increased fabric stiffness. Table 6.10 illustrates the water and oil repellency results of the pigment dyed fabrics after-treated by FRN6 fluorocarbon. It is clear that the repellency property is only related to the FRN6 concentration, not the pigment formulation concentration. The observed repellency performance is similar to F-01 treated fabrics in Section Water repellency is at the W5 level at all concentrations, while oil repellency is just 1 to 2 similar to the F-01 treatment. These repellency results are not adequate, and may be caused by the softener in Matrix OSD binder. Figures show SEM micrographs of the blue-pigment dyed fabrics after-treated by FRN6 at different concentrations and indicated the wet-rubbed areas are more disrupted than the dry-rubbed areas. Compared with the images of the control samples, the rubbing damage in the fluorocarbon treated material is lower and the surface is smoother, this is especially obvious in the wet-rubbed fabric micrograph. However, the level of damage increased with the increase of FRN6 concentration, suggesting the 30g/L application level was the best in terms of the fastness performance. The FRN6 protected the fabric surface probably due to lubrication of the interface. 162
164 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Table 6.8 Effect of varying FRN6 concentration on the fastness performance of pigment dyed cotton fabric Formulation Conc. g/l Yellow 10 Yellow 100 Yellow 150 Red 10 Red 100 Red 150 Blue 10 Blue 100 Blue 150 F6 Rub fastness Wash fastness g/l Dry Wet Colour change Staining /5 4/ /5 4/ /5 4/ / / / /5 4/ /5 2/3 4/ /5 4/ /5 4 4/ /5 3/ /5 3/ /5 4/ /5 4/ /5 4/ /5 2/3 4/ /5 3/4 4/ /5 4 4/ / /5 2 4/ / /5 3/4 4/ /5 3/ / /5 4/ /5 4/ / /5 2/3 4/ / /5 3/4 4/ / /5 2 4/5 4/5 30 4/5 3/ / /5 2/
165 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Table 6.9 Effect of varying FRN6 concentration on the flat abrasion of pigment dyed cotton fabric Formulation Conc. g/l F6 g/l Rubs Red Red Red Table 6.10 Effect of varying FRN6 concentration on the water and oil repellency of red pigment dyed cotton fabric Formulation Con. g/l F6 g/l Water repellency Oil repellency 10 W W W W W W W W W
166 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Figure 6.26 Effect of varying FRN6 concentration on the colour strength of pigment dyed cotton fabric Figure 6.27 Effect of varying FRN6 concentration on the bending stiffness of red pigment dyed cotton fabric 165
167 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Figure 6.28 Effect of varying FRN6 concentration on the shear stiffness of red pigment dyed cotton fabric Figure 6.29 Effect of varying FRN6 concentration on the shear hysteresis, 2HG5, of red pigment dyed cotton fabric 166

")


 31")
 32")
 33")





168 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.30 SEM micrographs of 30g/L F6 treated red-dyed cotton at a stock formulation concentration of 10g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.31 SEM micrographs of 45g/L F6 treated red-dyed cotton at a stock formulation concentration of 10g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.32 SEM micrographs of 60g/L F6 treated red-dyed cotton at a stock formulation concentration of 10g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.33 SEM micrographs of 30g/L F6 treated red-dyed cotton at a stock formulation concentration of 100g/L 167

")


")



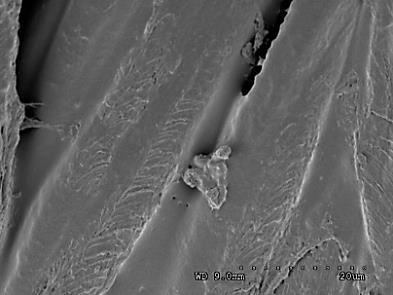



169 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.34 SEM micrographs of 45g/L F6 treated red-dyed cotton at a stock formulation concentration of 100g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.35 SEM micrographs of 60g/L F6 treated red-dyed cotton at a stock formulation concentration of 100g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.36 SEM micrographs of 30g/L F6 treated red-dyed cotton at a stock formulation concentration of 150g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.37 SEM micrographs of 45g/L F6 treated red-dyed cotton at a stock formulation concentration of 150g/L 168



170 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.38 SEM micrographs of 60g/L F6 treated red-dyed cotton at a stock formulation concentration of 150g/L Effect of P2i dry plasma polymerisation treatments on pigment dyed fabric fastness and liquid repellency performance The P2i plasma polymerisation treatment improved the fabric fastness properties, but not as significantly as samples treated by F-01 and FRN6, Table In addition the standard process, designated number 3, decreased the dry rub fastness, particularly for medium and dark shades. Process 2 achieved better results than process 1, but the differences were not large. The dry plasma polymerisation will only deposit a nm thick layer while aqueous treatment will deposit a much thicker layer so aiding in the observed wet and dry fastness improvements. As shown in Figure 6.39, the colour strength almost stays at the same level as the control samples. Water and oil repellency results are presented in Table 6.12 and indicate before P2i treatment, fabric water and oil repellency are all failed, however post-p2i treatment repellency was imparted. Process 3 showed a greater effect than the other two processes for water repellency while oil repellency levels are the same. After ISO CO6 washing, both water and oil repellency were decreased and for water repellency, the initial advantages of process 3 were not observed anymore. The reason for this behaviour is not certain. After heat pressing, water repellency still was W5 but the oil repellency recovered to the original value of 7, except for process 1 which 169
171 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance increased but not to the original value. Overall the water and oil repellency of the P2i treatments are better than those of the fabrics treated by the aqueous F-01 and F6 treatments. In contrast to the aqueous fluorocarbon treatments the fabric handle properties of P2i treated fabrics, as determined by the KES-F analysis indicated the fabric rigidity was reduced, Figures The reduction in stiffness was due most likely to the lubricating effect of the thin fluorocarbon surface layer. Figures illustrate the SEM analyses of the blue pigment-dyed fabrics after-treated by P2i under different conditions. No obvious surface film was apparent on the cotton fibres but it is evident that the wet-rubbed areas were more disrupted than the dry-rubbed areas. Comparison between the control samples, and the P2i treated materials indicated relatively little difference in the abrasion behaviour. In addition, in comparison with the aqueous fluorocarbon treatments, the rubbing damage was more obvious which correlated with the poorer observed rub fastness. Table 6.11 Effect of varying P2i treatment on the fastness of blue pigment dyed cotton fabric Formulation conc. g/l P2i process Rub fastness Wash fastness Dry Wet Colour change Staining Control 4/ / / / Control 4/5 2/3 4/ /5 3 4/ /5 3/4 4/ /4 4/5 5 Control 4/5 2 4/ /5 2/3 4/ /5 3 4/ /4 3/4 4/
172 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Table 6.12 Effect of varying P2i treatment on the water and oil repellency of blue pigment dyed cotton fabric Formulation conc. g/l P2i Water repellency Oil repellency process a b c a b c Control WF OF 1 W7 W5 W W9 W5 W W10 W6 W Control WF OF 1 W7 W5 W W8 W5 W W10 W5 W Control WF OF 1 W6 W5 W W7 W5 W W8 W5 W a- P2i treated samples b- P2i treated/washed samples c- P2i treated/washed/heat pressed samples *Heat pressed for 20s, washed by the ISO CO6 method Figure 6.39 Effect of varying P2i treatment on the colour strength of blue pigment dyed cotton fabric 171
173 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Figure 6.40 Effect of varying P2i treatment on the bending stiffness blue pigment dyed cotton fabric Figure 6.41 Effect of varying P2i treatment on the shear stiffness of blue pigment dyed cotton fabric 172


 Dyed cotton (b) Dry-rubbed")

 Dyed cotton (b)")

174 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance Figure 6.42 Effect of varying P2i treatment on the shear hysteresis, 2HG5, of blue pigment dyed cotton fabric (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.43 SEM micrographs of P2i process 1 treated blue-dyed cotton at a stock formulation concentration of 10g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.44 SEM micrographs of P2i process 2 treated blue-dyed cotton at a stock formulation concentration of 10g/L 173

")


 46 SEM")




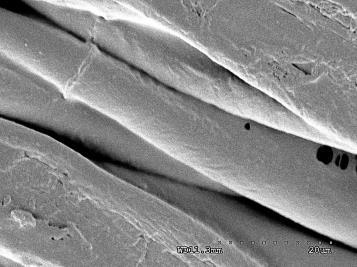


175 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.45 SEM micrographs of P2i process 3 treated blue-dyed cotton at a stock formulation concentration 10g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.46 SEM micrographs of P2i process 1 treated blue-dyed cotton at a stock formulation concentration of 100g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.47 SEM micrographs of P2i process 2 treated blue-dyed cotton at a stock formulation concentration of 100g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.48 SEM micrographs of P2i process 3 treated blue-dyed cotton at a stock formulation concentration of 100g/L 174
")








176 Chapter 6 Investigation into the Effect of Flurocarbon Treatments on Matrix OSD Treated Fabric Performance (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.49 SEM micrographs of P2i process 1 treated blue-dyed cotton at a stock formulation concentration of 150g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.50 SEM micrographs of P2i process 2 treated blue-dyed cotton at a stock formulation concentration of 150g/L (a) Dyed cotton (b) Dry-rubbed (c) Wet-rubbed Figure 6.51 SEM micrographs of P2i process 3 treated blue-dyed cotton at a stock formulation concentration of 150g/L Effect of Oleophobol on repellency performance Examination of the performance of the Oleophobol treated fabrics indicated there is relatively little difference between the two application methods for the fluorocarbons, Tables and Figure Nevertheless it was apparent that there was a small decrease in the dry rub fastness with increasing Oleophobol concentration application, whilst the wet rub fastness increased at the 40g/L application level. 175
LESSON 2 INTRODUCTION TO DYES STRUCTURE 1.0 OBJECTIVES 2.1 INTRODUCTION 2.2 HISTORICAL BACKGROUND 2.3 SELECTION OF DYES 2.4 CLASSIFICATION OF DYES
 LESSON 2 INTRODUCTION TO DYES STRUCTURE 1.0 OBJECTIVES 2.1 INTRODUCTION 2.2 HISTORICAL BACKGROUND 2.3 SELECTION OF DYES 2.4 CLASSIFICATION OF DYES 2.5 DYES AND COLOURS FOR TEXTILES 2.6 SYNTHETIC DYES 2.6.1
LESSON 2 INTRODUCTION TO DYES STRUCTURE 1.0 OBJECTIVES 2.1 INTRODUCTION 2.2 HISTORICAL BACKGROUND 2.3 SELECTION OF DYES 2.4 CLASSIFICATION OF DYES 2.5 DYES AND COLOURS FOR TEXTILES 2.6 SYNTHETIC DYES 2.6.1
Continuing Professional Development
 Continuing Professional Development A-level Textiles Maximising student performance in the AS and A2 written papers (Units 1 and 3) Colour and Pattern in Fabrics Version 1.0 Permission to reproduce all
Continuing Professional Development A-level Textiles Maximising student performance in the AS and A2 written papers (Units 1 and 3) Colour and Pattern in Fabrics Version 1.0 Permission to reproduce all
MARKING SCHEME TEXTILE CHEMICAL PROCESSING (779) STD XII ( ) Time: 2.5 Hrs. MM: Define the following term (Do any 10) (1x10=10)
 STD XII ( ) Time: 2.5 Hrs. MM: Define the following term (Do any 10) (1x10=10)") MARKING SCHEME TEXTILE CHEMICAL PROCESSING (779) STD XII (2018-19) Time: 2.5 Hrs. MM: 50 GENERAL INSTRUTIONS 1. Attempt all questions 2. Illustrate your answers, wherever possible 1. Define the following
MARKING SCHEME TEXTILE CHEMICAL PROCESSING (779) STD XII (2018-19) Time: 2.5 Hrs. MM: 50 GENERAL INSTRUTIONS 1. Attempt all questions 2. Illustrate your answers, wherever possible 1. Define the following
Neargal LU-SRV. Levelling agent for reactive, direct and vat dyes on cellulosic fibres. As uniform as two peas in a pod. As easy as shelling peas.
 Neargal LU-SRV Levelling agent for reactive, direct and vat dyes on cellulosic fibres. As uniform as two peas in a pod. As easy as shelling peas. Untreated packages of yarn made with undyed cotton and
Neargal LU-SRV Levelling agent for reactive, direct and vat dyes on cellulosic fibres. As uniform as two peas in a pod. As easy as shelling peas. Untreated packages of yarn made with undyed cotton and
Subject : Dyeing And Printing. Unit 5: Dyeing process for natural fibers. Quadrant 1 E-Text
 Subject : Dyeing And Printing Unit 5: Dyeing process for natural fibers Quadrant 1 E-Text Learning Objectives The learning objectives of this unit are: Describe the dyeing process for cellulosic fibers
Subject : Dyeing And Printing Unit 5: Dyeing process for natural fibers Quadrant 1 E-Text Learning Objectives The learning objectives of this unit are: Describe the dyeing process for cellulosic fibers
New Sustainable Chemistry
 New Sustainable Chemistry Craig Lawrance Technical Manager, Textile Centre of Excellence craiglawrance@textile-training.com 4th April 2017 3rd Thematic Presentation, Bucharest Sustainability Challenges
New Sustainable Chemistry Craig Lawrance Technical Manager, Textile Centre of Excellence craiglawrance@textile-training.com 4th April 2017 3rd Thematic Presentation, Bucharest Sustainability Challenges
Acid dyes:- Introduction
 TOPIC-I DYEING OF WOOL WITH ACID DYES Acid dyes:- Introduction Acid dyes are highly water soluble, and have better light fastness than basic dyes.the textile acid dyes are effective for protein fibers
TOPIC-I DYEING OF WOOL WITH ACID DYES Acid dyes:- Introduction Acid dyes are highly water soluble, and have better light fastness than basic dyes.the textile acid dyes are effective for protein fibers
Dyeing of Cotton Fabric with Basic Dye in Conventional Method and Pretreated with Cationic Polyacrylamide
 SEU Journal of Science and Engineering, Vol. 10, No. 2, December 2016 ISSN: 1999-1630 Dyeing of Cotton Fabric with Basic Dye in Conventional Method and Pretreated with Cationic Polyacrylamide Syed Atiqur
SEU Journal of Science and Engineering, Vol. 10, No. 2, December 2016 ISSN: 1999-1630 Dyeing of Cotton Fabric with Basic Dye in Conventional Method and Pretreated with Cationic Polyacrylamide Syed Atiqur
Textile Industry Dyeing process
 Anticrease L Antifelt Antifoam 22 Antimig Antiredox AR Blocker PAN Blocker WN Buffer 700 Anticrease agent, softening and slippering. Suitable for processs on every type of fibre and yarns. Recommended
Anticrease L Antifelt Antifoam 22 Antimig Antiredox AR Blocker PAN Blocker WN Buffer 700 Anticrease agent, softening and slippering. Suitable for processs on every type of fibre and yarns. Recommended
Subject: Dyeing and Printing. Unit 7: Introduction to textile printing. Quadrant 1 e-text
 Subject: Dyeing and Printing Unit 7: Introduction to textile printing Quadrant 1 e-text Learning Objectives The learning objectives of this unit are: Review the methods of printing textiles. 7.1 INTRODUCTION
Subject: Dyeing and Printing Unit 7: Introduction to textile printing Quadrant 1 e-text Learning Objectives The learning objectives of this unit are: Review the methods of printing textiles. 7.1 INTRODUCTION
Textiles: Secret Life of Fabrics
 Instructed by Jade Carlin Textiles: Secret Life of Fabrics Week Five: Non-Wovens, Composites, Dyeing & Finishing, Testing Non-wovens Fibers are joined by mechanical or chemical means No distinct pattern
Instructed by Jade Carlin Textiles: Secret Life of Fabrics Week Five: Non-Wovens, Composites, Dyeing & Finishing, Testing Non-wovens Fibers are joined by mechanical or chemical means No distinct pattern
Chapter 11 Dyeing and Printing
 Chapter 11 Dyeing and Printing Consumers look for two things: Aesthetically pleasing colors and prints Colorfastness - colors that are permanent Bleed lose colors in water Crock transfers color thru rubbing
Chapter 11 Dyeing and Printing Consumers look for two things: Aesthetically pleasing colors and prints Colorfastness - colors that are permanent Bleed lose colors in water Crock transfers color thru rubbing
Dekol Disperse SN S. Technical Information
 Technical Information TI/T Asia Feb 2012 Page 1 of 6 = Registered trademark of BASF SE Dekol Disperse SN S Dispersing agent, protective colloid and complexing agent for use in all stages of dyeing processes
Technical Information TI/T Asia Feb 2012 Page 1 of 6 = Registered trademark of BASF SE Dekol Disperse SN S Dispersing agent, protective colloid and complexing agent for use in all stages of dyeing processes
Surface treatment of fibres or filaments from glass, minerals or slags C03C 25/00 The mechanical aspects and apparatuses for the dyeing of textiles
 CPC - D06P - 2018.01 D06P DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS, OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM (for mechanical matters D06B, D06C; surface treatment of fibres or filaments
CPC - D06P - 2018.01 D06P DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS, OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM (for mechanical matters D06B, D06C; surface treatment of fibres or filaments
Continuous Modification Treatment of Polyester Fabric by Dielectric Barrier Discharge
 Continuous Modification Treatment of Polyester Fabric by Dielectric Barrier Discharge Ren Zhongfu 1, Qiu Gao 2, Ren Xiandong 1, Wang Zhonghua 1 (1. Jining Medical College, Jining, 272000 ; 2. College of
Continuous Modification Treatment of Polyester Fabric by Dielectric Barrier Discharge Ren Zhongfu 1, Qiu Gao 2, Ren Xiandong 1, Wang Zhonghua 1 (1. Jining Medical College, Jining, 272000 ; 2. College of
Colour Scene Investigation: Colour Communication in Fashion and Textile Design.
 Colour Scene Investigation: Colour Communication in Fashion and Textile Design. Tutor s Notes These notes are designed to assist delivery of the Colour Scene Investigation. They link to the workbook, presentation
Colour Scene Investigation: Colour Communication in Fashion and Textile Design. Tutor s Notes These notes are designed to assist delivery of the Colour Scene Investigation. They link to the workbook, presentation
Newer Dyeing Approach with Rose Anthocyanin. Lecture-27
 Newer Dyeing Approach with Rose Anthocyanin Lecture-27 INTRODUCTION Dyes and pigments are substances that impart color to a material. Dyes are usually soluble in water, while Pigments are generally not
Newer Dyeing Approach with Rose Anthocyanin Lecture-27 INTRODUCTION Dyes and pigments are substances that impart color to a material. Dyes are usually soluble in water, while Pigments are generally not
Franco Corbani. - May 5-7, 2010
 22nd INTERNATIONAL IFATCC CONGRESS THE ph EFFECTS ON THE AFFINITY OF DIFFERENT FORMS OF LEUCO IN INDIGO DYEING OF COTTON DENIM WARP YARN Franco Corbani TRC - Tessitura Robecchetto Candiani SpA Dyeing Department
22nd INTERNATIONAL IFATCC CONGRESS THE ph EFFECTS ON THE AFFINITY OF DIFFERENT FORMS OF LEUCO IN INDIGO DYEING OF COTTON DENIM WARP YARN Franco Corbani TRC - Tessitura Robecchetto Candiani SpA Dyeing Department
Chemical nature of vat dyes
 After treatment of Direct dyes After treatment with developer -Denim(which gets its name from the French city of îmes(de îmes)) is a rugged cotton twill textile. = H 2 H 2 2 2Cl = H 2 H 2 = 2 - Denim has
After treatment of Direct dyes After treatment with developer -Denim(which gets its name from the French city of îmes(de îmes)) is a rugged cotton twill textile. = H 2 H 2 2 2Cl = H 2 H 2 = 2 - Denim has
 A Research article on - Benefits of Glauber s salt in Textile Wet processing 1. Introduction: By: Sushil Kumar Hada In order to understand the depth of the subject, one should understand the basics behind
A Research article on - Benefits of Glauber s salt in Textile Wet processing 1. Introduction: By: Sushil Kumar Hada In order to understand the depth of the subject, one should understand the basics behind
Wet Processing I (Pretreatment) 1. INTRODUCTION. [Here, * = Reference of Moshiour Rahman.] Q. Define wet processing. Describe its main divisions.
![Wet Processing I (Pretreatment) 1. INTRODUCTION. [Here, * = Reference of Moshiour Rahman.] Q. Define wet processing. Describe its main divisions.](/thumbs/73/69240089.jpg "Wet Processing I (Pretreatment) 1. INTRODUCTION. [Here, * = Reference of Moshiour Rahman.] Q. Define wet processing. Describe its main divisions.") [Here, * = Reference of Moshiour Rahman.] 1. INTRODUCTION Q. Define wet processing. Describe its main divisions. The process by which the textile mtls are treated associated with water is called wet processing.
[Here, * = Reference of Moshiour Rahman.] 1. INTRODUCTION Q. Define wet processing. Describe its main divisions. The process by which the textile mtls are treated associated with water is called wet processing.
Ionic Activated Viscose Fibres
 49 th Man-Made Fibre Congress Dornbirn Ionic Activated Viscose Fibres Dr. Roland Scholz, R&D, Kelheim Fibres Gmb Ionic Activated Viscose Fibres Overview 1. Kelheim Fibres a short introduction 2. Viscose
49 th Man-Made Fibre Congress Dornbirn Ionic Activated Viscose Fibres Dr. Roland Scholz, R&D, Kelheim Fibres Gmb Ionic Activated Viscose Fibres Overview 1. Kelheim Fibres a short introduction 2. Viscose
Chemistry behind good feelings
 Chemistry behind good feelings Contents Levelling & Dispersing Agent for Polyester Dyeing Saragen-DLN Water & Oil Repellent for Synthetic Fabric Newguard-AC Hydrophillic Silicone Softener Xtrasoft-832
Chemistry behind good feelings Contents Levelling & Dispersing Agent for Polyester Dyeing Saragen-DLN Water & Oil Repellent for Synthetic Fabric Newguard-AC Hydrophillic Silicone Softener Xtrasoft-832
International Journal of Engineering & Technology IJET-IJENS Vol: 12 No: 01 5
 International Journal of Engineering & Technology IJET-IJENS Vol: 12 No: 01 5 Advantages of Prewashed 100 % cotton knit fabric over Scoured Bleached fabric in deep color Reactive dyeing process. Asma Begum
International Journal of Engineering & Technology IJET-IJENS Vol: 12 No: 01 5 Advantages of Prewashed 100 % cotton knit fabric over Scoured Bleached fabric in deep color Reactive dyeing process. Asma Begum
CHEMIE IMPEX Producers of Speciality Chemicals
 CHEMIE IMPEX Producers of Speciality Chemicals Hugo-Herrmann-Str.22 Tel: (0049) (0) 7121 47374 D-72766 Reutlingen Fax: (0049) (0) 7121 490 999 Germany Email: chemieimpex@aol.com Murphy & Son Ltd is the
CHEMIE IMPEX Producers of Speciality Chemicals Hugo-Herrmann-Str.22 Tel: (0049) (0) 7121 47374 D-72766 Reutlingen Fax: (0049) (0) 7121 490 999 Germany Email: chemieimpex@aol.com Murphy & Son Ltd is the
DRY-CLEANING, WASHING OR BLEACHING FIBRES, FILAMENTS, THREADS, YARNS, FABRICS, FEATHERS OR MADE-UP FIBROUS GOODS; BLEACHING LEATHER OR FURS
 CPC - D06L - 2017.01 D06L DRY-CLEANING, WASHING OR BLEACHING FIBRES, FILAMENTS, THREADS, YARNS, FABRICS, FEATHERS OR MADE-UP FIBROUS GOODS; BLEACHING LEATHER OR FURS Dry-cleaning or industrial washing
CPC - D06L - 2017.01 D06L DRY-CLEANING, WASHING OR BLEACHING FIBRES, FILAMENTS, THREADS, YARNS, FABRICS, FEATHERS OR MADE-UP FIBROUS GOODS; BLEACHING LEATHER OR FURS Dry-cleaning or industrial washing
[232] RMUTP Research Journal: Special Issue 2014 The 4 th RMUTP International conference: Textiles and Fashion
![[232] RMUTP Research Journal: Special Issue 2014 The 4 th RMUTP International conference: Textiles and Fashion](/thumbs/95/123065856.jpg "[232] RMUTP Research Journal: Special Issue 2014 The 4 th RMUTP International conference: Textiles and Fashion") [232] EFFECT OF REACTIVE DYEING AND CELLULASE TREATMENT ON THE PILLING PROPERTIES OF COTTON KNITTED FABRIC C.W. Kan and K.P. Law The Hong Kong Polytechnic University, Faculty of Applied Science and Textiles,
[232] EFFECT OF REACTIVE DYEING AND CELLULASE TREATMENT ON THE PILLING PROPERTIES OF COTTON KNITTED FABRIC C.W. Kan and K.P. Law The Hong Kong Polytechnic University, Faculty of Applied Science and Textiles,
DYEING OF ORGANIC COTTON FABRIC USING ULTRASONIC DYEING TECHNIQUE
 14 th AUTEX World Textile Conference May 26 th to 28 th 2014, Bursa, Turkey DYEING OF ORGANIC COTTON FABRIC USING ULTRASONIC DYEING TECHNIQUE Uzma Syed, Rafique Ahmed Jhatial, Mazhar Hussain Peerzada Department
14 th AUTEX World Textile Conference May 26 th to 28 th 2014, Bursa, Turkey DYEING OF ORGANIC COTTON FABRIC USING ULTRASONIC DYEING TECHNIQUE Uzma Syed, Rafique Ahmed Jhatial, Mazhar Hussain Peerzada Department
TABLE OF CONTENTS. SI No Contents Page No.
 TABLE OF CONTENTS SI No Contents Page No. 1 Basic Textile Wet Processing Terms 1 2 Sequence of operations in Wet processing 2 3 Brief Note on jigger machine 3 4 Details of jigger machine 4 5 Operating
TABLE OF CONTENTS SI No Contents Page No. 1 Basic Textile Wet Processing Terms 1 2 Sequence of operations in Wet processing 2 3 Brief Note on jigger machine 3 4 Details of jigger machine 4 5 Operating
A Comparative Study on Effect of Shade Depth on Various Properties of Cotton Knitted Fabric Dyed with Reactive Dyes
 International Journal of Clothing Science 217, 4(1): 12-16 DOI: 1.5923/j.clothing.21741.2 A Comparative Study on Effect of Depth on Various Properties of Knitted Fabric Dyed with Reactive Dyes Asif Sakib
International Journal of Clothing Science 217, 4(1): 12-16 DOI: 1.5923/j.clothing.21741.2 A Comparative Study on Effect of Depth on Various Properties of Knitted Fabric Dyed with Reactive Dyes Asif Sakib
Problems with oligomer in dyeing polyester yarns and fabrics.
 Problems with oligomer in dyeing polyester yarns and fabrics. Typically polyester fibres contain between 1.5 and 3.5% by mass of low M r esters, the principal oligomer being cyclic tris(ethylene terephthalate)
Problems with oligomer in dyeing polyester yarns and fabrics. Typically polyester fibres contain between 1.5 and 3.5% by mass of low M r esters, the principal oligomer being cyclic tris(ethylene terephthalate)
Effects of Binder Solution on Color Fastness of Digital Printed Cotton Fabric
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Effects of Binder Solution on Color Fastness of Digital Printed Cotton Fabric To cite this article: U K Sahin and H Acikgoz Tufan
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Effects of Binder Solution on Color Fastness of Digital Printed Cotton Fabric To cite this article: U K Sahin and H Acikgoz Tufan
Dyeing Behavior and Fastness Properties of Corn (PLA) Fiber
 Fiber") IOSR Journal of Polymer and Textile Engineering (IOSR-JPTE) e-issn: 2348-019X, p-issn: 2348-0181, Volume 1, Issue 2 (Jan. 2014), PP 01-07 Dyeing Behavior and Fastness Properties of Corn (PLA) Fiber Nidhi
IOSR Journal of Polymer and Textile Engineering (IOSR-JPTE) e-issn: 2348-019X, p-issn: 2348-0181, Volume 1, Issue 2 (Jan. 2014), PP 01-07 Dyeing Behavior and Fastness Properties of Corn (PLA) Fiber Nidhi
Auxiliaries for Textile
 Auxiliaries for Textile AUXILIARIES FOR PRE-TREATMENT [I] WETTING AGENTS High power non-ionic wetting agent An anionic wetting & rewetting cake An anionic wetting & rewetting paste An anionic wetting liquid
Auxiliaries for Textile AUXILIARIES FOR PRE-TREATMENT [I] WETTING AGENTS High power non-ionic wetting agent An anionic wetting & rewetting cake An anionic wetting & rewetting paste An anionic wetting liquid
Amar A. Bhoyar 1, Shrikant M. Fulmali 2, Vishal D. Ramteke 3 1,2,3 Department of Mechanical Engineering (Shift-II), B.D.C.E.
, B.D.C.E.") Design and Experimentation of Automatic Cloth Dyeing Machine Amar A. Bhoyar 1, Shrikant M. Fulmali 2, Vishal D. Ramteke 3 1,2,3 Department of Mechanical Engineering (Shift-II), B.D.C.E., Sewagram Abstract
Design and Experimentation of Automatic Cloth Dyeing Machine Amar A. Bhoyar 1, Shrikant M. Fulmali 2, Vishal D. Ramteke 3 1,2,3 Department of Mechanical Engineering (Shift-II), B.D.C.E., Sewagram Abstract
Vat dye From Wikipedia, the free encyclopedia
 Page 1 of 7 Vat dye From Wikipedia, the free encyclopedia Vat dyes are a class of dyes that are classified as such because of the method by which they are applied. Vat dyeing is a process that refers to
Page 1 of 7 Vat dye From Wikipedia, the free encyclopedia Vat dyes are a class of dyes that are classified as such because of the method by which they are applied. Vat dyeing is a process that refers to
Table of Contents. DyeTechs Dyeing Chemicals Dye and Pigment Fixatives... 9 Dyeing Auxiliaries... 9 Process Specialties... 9
 Table of Contents Page Number PrepTechs Preparation Chemicals Wetting and Penetrating Agents... 2 Desizing Agents... 2 Bleaching Auxiliaries... 2 Depilling Enzymes... 2 After Washing Detergents... 2 ElasTechs
Table of Contents Page Number PrepTechs Preparation Chemicals Wetting and Penetrating Agents... 2 Desizing Agents... 2 Bleaching Auxiliaries... 2 Depilling Enzymes... 2 After Washing Detergents... 2 ElasTechs
FOAM INDIGO DYEING OF COTTON YARNS: NEW TECHNOLOGY FOR AN ANCIENT DYE
 FOAM INDIGO DYEING OF COTTON YARNS: NEW TECHNOLOGY FOR AN ANCIENT DYE D. Ethridge Fiber and Biopolymer Research Institute Texas Tech University Lubbock, Texas USA H. Malpass Denim Dyeing Technical Service
FOAM INDIGO DYEING OF COTTON YARNS: NEW TECHNOLOGY FOR AN ANCIENT DYE D. Ethridge Fiber and Biopolymer Research Institute Texas Tech University Lubbock, Texas USA H. Malpass Denim Dyeing Technical Service
Comparative study on Garments dyeing process and Fabric dyeing process on various parameters (PH, M: L, softener etc)
") Comparative study on Garments dyeing process and Fabric dyeing process on various parameters (PH, M: L, softener etc) Amit Saha 1, Anup Saha 2, Pallab Sutradhar 3, Tanvir Ahmed 3, MD.Fazle Rabbi 3 1 Department
Comparative study on Garments dyeing process and Fabric dyeing process on various parameters (PH, M: L, softener etc) Amit Saha 1, Anup Saha 2, Pallab Sutradhar 3, Tanvir Ahmed 3, MD.Fazle Rabbi 3 1 Department
Journal of Chemical and Pharmaceutical Research, 2016, 8(4): Research Article. Green strategy for Dyeing Wool Fibers by madder Natural Dye
: Research Article. Green strategy for Dyeing Wool Fibers by madder Natural Dye") Available online www.jocpr.com Journal of Chemical and Pharmaceutical Research, 2016, 8(4):635-642 Research Article ISSN : 0975-7384 CODEN(USA) : JCPRC5 Green strategy for Dyeing Wool Fibers by madder
Available online www.jocpr.com Journal of Chemical and Pharmaceutical Research, 2016, 8(4):635-642 Research Article ISSN : 0975-7384 CODEN(USA) : JCPRC5 Green strategy for Dyeing Wool Fibers by madder
Setamol Disperse ws. Technical Information. Universal, anionic dispersing agent for dyes, and protective colloid. TI/T June 2011 Page 1 of 5
 Technical Information TI/T June 2011 Page 1 of 5 = Registered trademark of BASF SE Setamol Disperse ws Universal, anionic dispersing agent for dyes, and protective colloid TI/T June 2011 Page 2 of 5 Setamol
Technical Information TI/T June 2011 Page 1 of 5 = Registered trademark of BASF SE Setamol Disperse ws Universal, anionic dispersing agent for dyes, and protective colloid TI/T June 2011 Page 2 of 5 Setamol
1.Pretreatment auxiliary
 1.Pretreatment auxiliary Guangzhou Lang's Chemical Additives Co.,Ltd Tel.:86-20-61164351/15817170571 E-mail: gzlanger2010@yahoo.com Add.:Room 2C11,Bldg.1,Factory No. 32, Helong 1st Road, Baiyun District
1.Pretreatment auxiliary Guangzhou Lang's Chemical Additives Co.,Ltd Tel.:86-20-61164351/15817170571 E-mail: gzlanger2010@yahoo.com Add.:Room 2C11,Bldg.1,Factory No. 32, Helong 1st Road, Baiyun District
A Green Approach Ultrasonic Natural Dyeing of Cotton Fabric with Enzyme Pretreatments
 A Green Approach Ultrasonic Natural Dyeing of Cotton Fabric with Enzyme Pretreatments Green Chemistry Green chemistry, also called sustainable chemistry, is a philosophy of chemical research and engineering
A Green Approach Ultrasonic Natural Dyeing of Cotton Fabric with Enzyme Pretreatments Green Chemistry Green chemistry, also called sustainable chemistry, is a philosophy of chemical research and engineering
Performance of dyed warp yams
 Indian Journal of Fibre & Textile Research Vol. 23, March 1998, pp.25-31 Performance of dyed warp yams B K Behera. P K Rari & D Pal Department oftextiie Technology, Indian Institute of Technology, New
Indian Journal of Fibre & Textile Research Vol. 23, March 1998, pp.25-31 Performance of dyed warp yams B K Behera. P K Rari & D Pal Department oftextiie Technology, Indian Institute of Technology, New
Index. Page numbers in bold refer to figures and page numbers in italic refer to tables.
 Index Page numbers in bold refer to figures and page numbers in italic refer to tables. Air permeance 66, 135-6 AFM 60,60-1 'Apron size press' 84, 85 Atomic force microscopy (AFM) 60,60- Barrier dispersion
Index Page numbers in bold refer to figures and page numbers in italic refer to tables. Air permeance 66, 135-6 AFM 60,60-1 'Apron size press' 84, 85 Atomic force microscopy (AFM) 60,60- Barrier dispersion
COLOR CO-ORDINATES AND RELATIVE COLOR STRENGTH OF REACTIVE DYE INFLUENCED BY FABRIC GSM AND DYE CONCENTRATION
 COLOR CO-ORDINATES AND RELATIVE COLOR STRENGTH OF REACTIVE DYE INFLUENCED BY FABRIC GSM AND DYE CONCENTRATION Salima Sultana Shimo 1, Shamima Akter Smriti 2 1 Lecturer, Department of Textile Engineering,
COLOR CO-ORDINATES AND RELATIVE COLOR STRENGTH OF REACTIVE DYE INFLUENCED BY FABRIC GSM AND DYE CONCENTRATION Salima Sultana Shimo 1, Shamima Akter Smriti 2 1 Lecturer, Department of Textile Engineering,
Dyeing behaviour of chitosan pretreated cotton fabric with reactive dyes is the subject
 106-16/00 Treatment of Cotton with Chitosan and Its Effect on Dyeability with Reactive Dyes Shadi Houshyar 1 and S. Hossein Amirshahi * Department of Textile Engineering, Isfahan University of Technology,
106-16/00 Treatment of Cotton with Chitosan and Its Effect on Dyeability with Reactive Dyes Shadi Houshyar 1 and S. Hossein Amirshahi * Department of Textile Engineering, Isfahan University of Technology,
Printing of Cotton Fabric with Natural Colors vis-àvis Effects of Metal Ions
 3 rd International Conference on Multidisciplinary Research & Practice P a g e 108 Printing of Cotton Fabric with Natural Colors vis-àvis Effects of Metal Ions Dr. S R Shah Department of Textile Chemistry,
3 rd International Conference on Multidisciplinary Research & Practice P a g e 108 Printing of Cotton Fabric with Natural Colors vis-àvis Effects of Metal Ions Dr. S R Shah Department of Textile Chemistry,
SCHOLZ "ATI" (Application Technology Information) Paper industry
 Paper industry") SCHOLZ "ATI" (Application Technology Information) Paper industry Application Technology Information for the Paper Industry Basics With regard to the colouring of paper the paper industry distinguishes
SCHOLZ "ATI" (Application Technology Information) Paper industry Application Technology Information for the Paper Industry Basics With regard to the colouring of paper the paper industry distinguishes
Effects of Dyeing Parameters on Color Strength and Fastness Properties of Cotton Knitted Fabric Dyed with Direct Dyes
 Research Article International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347-5161 2014 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Effects
Research Article International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347-5161 2014 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Effects
Environmentally Friendly Dyeing of PTT with Temporarily Solubilized Azo Diseperse Dyes
 w œwz, 45«4y 2008 Textile Science and Engineering Vol. 45, No. 4, 2008 w 266 y eyx x Á½x Á w š lœw q l œ k Environmentally Friendly Dyeing of PTT with Temporarily Solubilized Azo Diseperse Dyes Hae Kyoung
w œwz, 45«4y 2008 Textile Science and Engineering Vol. 45, No. 4, 2008 w 266 y eyx x Á½x Á w š lœw q l œ k Environmentally Friendly Dyeing of PTT with Temporarily Solubilized Azo Diseperse Dyes Hae Kyoung
Printing of Cotton and Silk Fabric With Marigold Flower Dye and Gum Arabic
 ESSENCE - International Journal for Environmental Rehabilitation and Conservation Shwetambri & Verma/VIII: Special Edition: 1: 2017/26-36 Volume VIII: Special Edition: 1: 2017 [26-36] [ISSN 0975-6272]
ESSENCE - International Journal for Environmental Rehabilitation and Conservation Shwetambri & Verma/VIII: Special Edition: 1: 2017/26-36 Volume VIII: Special Edition: 1: 2017 [26-36] [ISSN 0975-6272]
Effective Surface Active Agents for Improving Colorfastness of Reactive Dyeing
 From the SelectedWorks Innovative Research Publications IRP India Spring March 1, 2015 Effective Surface Active Agents for Improving Colorfastness Reactive Dyeing Innovative Research Publications, IRP
From the SelectedWorks Innovative Research Publications IRP India Spring March 1, 2015 Effective Surface Active Agents for Improving Colorfastness Reactive Dyeing Innovative Research Publications, IRP
Objective: Use the process of dying fabrics to illustrate chemical reactions, equilibrium, chemical bonding, and ph.
 Tie Dye Chemistry Objective: Use the process of dying fabrics to illustrate chemical reactions, equilibrium, chemical bonding, and ph. Tie Dye Chemistry Lab Resources Video LINK #1 - Chem of Natural Dyes
Tie Dye Chemistry Objective: Use the process of dying fabrics to illustrate chemical reactions, equilibrium, chemical bonding, and ph. Tie Dye Chemistry Lab Resources Video LINK #1 - Chem of Natural Dyes
Optimization of Dyeing of Cationized Cotton Fibers with Safflower Extracts
 Optimization of Dyeing of Cationized Cotton Fibers with Safflower Extracts. Shahin and M. F. Ahmed R. M., El-Hamaky Y. H., Marie M. M. Arts, Textile Printing, Dyeing and Finishing Department, Faculty of
Optimization of Dyeing of Cationized Cotton Fibers with Safflower Extracts. Shahin and M. F. Ahmed R. M., El-Hamaky Y. H., Marie M. M. Arts, Textile Printing, Dyeing and Finishing Department, Faculty of
13 Congresso Internacional de Tintas 13ª Exposição Internacional de Fornecedores para Tintas
 HIGH PERFORMANCE ADDITIVES FOR WATER BASED AND LOW VOC PAINTS AND COATINGS Daniel de Moura Massarente, Wolfgang Geuking Croda Coatings and Polymers The replacement of solvent-based coatings by water based
HIGH PERFORMANCE ADDITIVES FOR WATER BASED AND LOW VOC PAINTS AND COATINGS Daniel de Moura Massarente, Wolfgang Geuking Croda Coatings and Polymers The replacement of solvent-based coatings by water based
Textile Studies II Laboratory Report
 Textile Studies II Laboratory Report Group Members: Chan Yat Yi (12053358D) Christina Ngo (12151191X) Fan Wing Man (12051171D) Jasmine Indigo Lockwood (12151101X) Lam Ho Yi (12052688D) Date of Experiment:
Textile Studies II Laboratory Report Group Members: Chan Yat Yi (12053358D) Christina Ngo (12151191X) Fan Wing Man (12051171D) Jasmine Indigo Lockwood (12151101X) Lam Ho Yi (12052688D) Date of Experiment:
Digital spray printing. Selected BEMACID BEMAPLEX dyes for digital spray printing on polyamide and wool. Unique ideas. Unique solutions.
 Digital spray printing Selected BEMACID BEMAPLEX dyes for digital spray printing on polyamide and wool Unique ideas. Unique solutions. Immerse yourself in a deep colour diversity In the past carpets often
Digital spray printing Selected BEMACID BEMAPLEX dyes for digital spray printing on polyamide and wool Unique ideas. Unique solutions. Immerse yourself in a deep colour diversity In the past carpets often
Colored Nanoparticles for Ecological Dyeing of Cellulosic Fibres Sampaio S 1, Martins, C 1, Gomes J R 1
 Advanced Materials Research Vols. 332-334 (2011) pp 1136-1139 Online available since 2011/Sep/02 at www.scientific.net (2011) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/amr.332-334.1136
Advanced Materials Research Vols. 332-334 (2011) pp 1136-1139 Online available since 2011/Sep/02 at www.scientific.net (2011) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/amr.332-334.1136
Art, Archaeology & Analysis March 10, 2003 Alison Shull Dept. of Materials Science & Engineering
 Art, Archaeology & Analysis March 10, 2003 Alison Shull Dept. of Materials Science & Engineering Today s Handouts from: www.goldenpaints.com Color Mixing Guide Handpainted Samples On paper sheet On transparency
Art, Archaeology & Analysis March 10, 2003 Alison Shull Dept. of Materials Science & Engineering Today s Handouts from: www.goldenpaints.com Color Mixing Guide Handpainted Samples On paper sheet On transparency
Ink Systems for the Xaar Ink Jet Printhead
 Ink Systems for the Xaar Ink Jet Printhead John D. Schofield Zeneca Specialties Manchester, UK Abstract Advantages of the oil-based pigmentary inks in the Xaar printhead 1,2, when compared with conventional
Ink Systems for the Xaar Ink Jet Printhead John D. Schofield Zeneca Specialties Manchester, UK Abstract Advantages of the oil-based pigmentary inks in the Xaar printhead 1,2, when compared with conventional
Sodium Edate and Sodium Citrate as an Exhausting and Fixing Agents for Dyeing Cotton Fabric with Reactive Dyes and Reuse of Dyeing Effluent
 Sodium Edate and Sodium Citrate as an Exhausting and Fixing Agents for Dyeing Cotton Fabric with Reactive Dyes and Reuse of Dyeing Effluent S. A. Abo Farha, A. M. Gamal, H. B. Sallam, G. E. A. Mahmoud
Sodium Edate and Sodium Citrate as an Exhausting and Fixing Agents for Dyeing Cotton Fabric with Reactive Dyes and Reuse of Dyeing Effluent S. A. Abo Farha, A. M. Gamal, H. B. Sallam, G. E. A. Mahmoud
Effect of Finishing on Fastness properties of Reactive Dyes
 Effect of Finishing on Fastness properties of Reactive Dyes Ranadinesh Rajput, Vishnu Dorugade Centre for Textile Functions, Mukesh Patel School of Technology Management and Engineering, SVKM S NMIMS,
Effect of Finishing on Fastness properties of Reactive Dyes Ranadinesh Rajput, Vishnu Dorugade Centre for Textile Functions, Mukesh Patel School of Technology Management and Engineering, SVKM S NMIMS,
SUSTAINABLE AND ENERGY-EFFICIENT DYEING OF HOT BRAND REACTIVE DYES ON COTTON SUBSTRATE
 SUSTAINABLE AND ENERGY-EFFICIENT DYEING OF HOT BRAND REACTIVE DYES ON COTTON SUBSTRATE Department of Textile Chemistry, Faculty of Technology & Engineering, The Maharaja Sayajirao University of Baroda,
SUSTAINABLE AND ENERGY-EFFICIENT DYEING OF HOT BRAND REACTIVE DYES ON COTTON SUBSTRATE Department of Textile Chemistry, Faculty of Technology & Engineering, The Maharaja Sayajirao University of Baroda,
Uniperol EL. Technical Information. Nonionic dispersing agent, emulsifier and leveling agent for use in textile dyeing and printing processes.
 Technical Information Uniperol EL September 1999 Nonionic dispersing agent, emulsifier and leveling agent for use in textile dyeing and printing processes. Colorants and Finishing Products Nature Ethoxylation
Technical Information Uniperol EL September 1999 Nonionic dispersing agent, emulsifier and leveling agent for use in textile dyeing and printing processes. Colorants and Finishing Products Nature Ethoxylation
Synthetics ( polyester, polyamide ) Exhaust. Exhaust. Exhaust and continuous methods. Exhaust and continuous methods. Exhaust and continuous methods
 Exhaust. Exhaust. Exhaust and continuous methods. Exhaust and continuous methods. Exhaust and continuous methods") Uni WET Z-NS Uni WET NI Uni WET TCS conc Uni WET MIR0 liq Uni DYE RD Uniteks Selection Table Textile Chemical Auxiliaries bleach bleach bleach bleach bleach and continuous methods and continuous methods
Uni WET Z-NS Uni WET NI Uni WET TCS conc Uni WET MIR0 liq Uni DYE RD Uniteks Selection Table Textile Chemical Auxiliaries bleach bleach bleach bleach bleach and continuous methods and continuous methods
FOCUS TECHNOLOGY THE BEAUTY OF A LACQUERED SURFACE
 FOCUS TECHNOLOGY FOCUS TECHNOLOGY THE BEAUTY OF A LACQUERED SURFACE Snaidero is one of the few companies on the market with more than 50 years experience in the development of lacquered kitchens. Its product
FOCUS TECHNOLOGY FOCUS TECHNOLOGY THE BEAUTY OF A LACQUERED SURFACE Snaidero is one of the few companies on the market with more than 50 years experience in the development of lacquered kitchens. Its product
perspiration) time, enzyme is lesser in microwave viability.
 time, enzyme is lesser in microwave viability.") ESSENCE - International Journal for Environmental Rehabilitation and Conservation Volume VIII: Special Edition: 1: 2017 [58-65] [ISSN 0975-6272] [www.essence-journal.com] Microwave Assisted Dyeing of Enzyme
ESSENCE - International Journal for Environmental Rehabilitation and Conservation Volume VIII: Special Edition: 1: 2017 [58-65] [ISSN 0975-6272] [www.essence-journal.com] Microwave Assisted Dyeing of Enzyme
TABLE OF CONTENTS. SI No Contents Page No.
 TABLE OF CONTENTS SI No Contents Page No. 1 Basic Textile wet Processing Terms 1 2 Sequence of operations in Wet processing of Knitted fabric 2 3 Brief Note on soft flow dyeing 3 4 Details of soft flow
TABLE OF CONTENTS SI No Contents Page No. 1 Basic Textile wet Processing Terms 1 2 Sequence of operations in Wet processing of Knitted fabric 2 3 Brief Note on soft flow dyeing 3 4 Details of soft flow
MODULAR EMPLOYABLE SKILLS (MES)
") MODULAR EMPLOYABLE SKILLS (MES) under S k i l l D e v e l o p m e n t I n i t i a t i v e Scheme (SDIS) Directorate General of Employment & Training, Ministry of Labour & Employment, Government of India
MODULAR EMPLOYABLE SKILLS (MES) under S k i l l D e v e l o p m e n t I n i t i a t i v e Scheme (SDIS) Directorate General of Employment & Training, Ministry of Labour & Employment, Government of India
Waterless dyeing process for DryDye fabrics
 Waterless dyeing process for DryDye fabrics This process is used in producing functional knitted fabrics with the brand name DryDye fabrics, this method uses an exclusive waterless dyeing process that
Waterless dyeing process for DryDye fabrics This process is used in producing functional knitted fabrics with the brand name DryDye fabrics, this method uses an exclusive waterless dyeing process that
Simultaneous Acid Dyeing and Modified DMDHEU Finishing of Cotton Fabrics for Process Intensification
 Simultaneous Acid Dyeing and Modified DMDHEU Finishing of Cotton Fabrics for Process Intensification Mangesh D. Teli 1 * and Oliyad Ebba Gurmu 2 1Prof., Dept. of Fibres and Textile Processing Technology,
Simultaneous Acid Dyeing and Modified DMDHEU Finishing of Cotton Fabrics for Process Intensification Mangesh D. Teli 1 * and Oliyad Ebba Gurmu 2 1Prof., Dept. of Fibres and Textile Processing Technology,
DENIM FINISHING WEKO OFFERS SOLUTIONS...
 DENIM FINISHING WEKO OFFERS SOLUTIONS... FIXATION OF INDIGO AND SULPHUR DYES RESIN FINISH AND FLAT FINISH TINTING AND OVER-DYEING SOFTNESS, LUSTRE AND BRILLIANCE BASE COATING FOR LEATHER AND GLOSSY FINISHES
DENIM FINISHING WEKO OFFERS SOLUTIONS... FIXATION OF INDIGO AND SULPHUR DYES RESIN FINISH AND FLAT FINISH TINTING AND OVER-DYEING SOFTNESS, LUSTRE AND BRILLIANCE BASE COATING FOR LEATHER AND GLOSSY FINISHES
LESSON 3 INTRODUCTION TO DYEING STRUCTURE 1.0 OBJECTIVES 3.1 INTRODUCTION 3.2 HISTORICAL BACKGROUND 3.3 METHODS OF DYEING 3.4 THE DYEING PROCESS
 LESSON 3 INTRODUCTION TO DYEING STRUCTURE 1.0 OBJECTIVES 3.1 INTRODUCTION 3.2 HISTORICAL BACKGROUND 3.3 METHODS OF DYEING 3.3.1 STOCK DYEING 3.3.2 TOP DYEING 3.3.3 YARN DYEING 3.3.4 PIECE DYEING 3.3.5
LESSON 3 INTRODUCTION TO DYEING STRUCTURE 1.0 OBJECTIVES 3.1 INTRODUCTION 3.2 HISTORICAL BACKGROUND 3.3 METHODS OF DYEING 3.3.1 STOCK DYEING 3.3.2 TOP DYEING 3.3.3 YARN DYEING 3.3.4 PIECE DYEING 3.3.5
The Effect of Different Spinning and Finishing Methods on Cotton Fabrics Dyeing With Different Concentrations. Ghada A. Fatah A.
 The Effect of Different Spinning and Finishing Methods on Cotton Fabrics Dyeing With Different Concentrations Ghada A. Fatah A. Rahman El sayed Faculty of Specific Education, Zagazig University gh_fatah@yahoo.com
The Effect of Different Spinning and Finishing Methods on Cotton Fabrics Dyeing With Different Concentrations Ghada A. Fatah A. Rahman El sayed Faculty of Specific Education, Zagazig University gh_fatah@yahoo.com
Optimal dispersion. Seite/Page: 144
 Optimal dispersion Latex/pigment composite particles improve waterborne paints. The quality of paint is to a large degree dependent on the quality of the pigment particles dispersion. Latex particles containing
Optimal dispersion Latex/pigment composite particles improve waterborne paints. The quality of paint is to a large degree dependent on the quality of the pigment particles dispersion. Latex particles containing
Offset Inks - Basics
 Offset Inks - Basics Lithographic inks are paste inks, The press works the ink, thereby heating it and reducing its viscosity or body, making it flow readily to provide a uniform ink film to the image
Offset Inks - Basics Lithographic inks are paste inks, The press works the ink, thereby heating it and reducing its viscosity or body, making it flow readily to provide a uniform ink film to the image
A STUDY ON THE AFTER TREATMENTS OF METALLISED ACID DYE ON NYLON 6, 6 BY USING REACTIVE FIXING AGENT
 Journal of Quality and Technology Management Volume VIII, Issue I, June 2012, Page 29 40 A STUDY ON THE AFTER TREATMENTS OF METALLISED ACID DYE ON NYLON 6, 6 BY USING REACTIVE FIXING AGENT M. Akram 1,
Journal of Quality and Technology Management Volume VIII, Issue I, June 2012, Page 29 40 A STUDY ON THE AFTER TREATMENTS OF METALLISED ACID DYE ON NYLON 6, 6 BY USING REACTIVE FIXING AGENT M. Akram 1,
Handbook for zero microplastics from textiles and laundry
 Handbook for zero microplastics from textiles and laundry Good practice guidelines for the textile industry 1. Explanation of the topic and purpose of the guidelines Polyester and acrylic are the main
Handbook for zero microplastics from textiles and laundry Good practice guidelines for the textile industry 1. Explanation of the topic and purpose of the guidelines Polyester and acrylic are the main
INVESTIGATION ON ANTIBACTERIAL ACTIVITY OF COTTON SILVER COATED FABRIC AFTER DYEING
 INVESTIGATION ON ANTIBACTERIAL ACTIVITY OF COTTON SILVER COATED FABRIC AFTER DYEING Sheila.Shahidi 1,*, Sahar.Rezaee 1 1 Department of Textile, Arak Branch, Islamic Azad University, Arak, Iran Sh-shahidi@iau-arak.ac.ir
INVESTIGATION ON ANTIBACTERIAL ACTIVITY OF COTTON SILVER COATED FABRIC AFTER DYEING Sheila.Shahidi 1,*, Sahar.Rezaee 1 1 Department of Textile, Arak Branch, Islamic Azad University, Arak, Iran Sh-shahidi@iau-arak.ac.ir
Formaldehyde Unavoidable or Avoidable Risk in Pigment Printing
 Formaldehyde Unavoidable or Avoidable Risk in Pigment Printing Dr. Karl Siemensmeyer, Fr. Dr. Oihana Elizalde, Fr. Dr. Maria-Theresa Hechavarria- Fonseca, Karl-Heinz Weigert, Stefan Kuhn, Rolf Strobel*,
Formaldehyde Unavoidable or Avoidable Risk in Pigment Printing Dr. Karl Siemensmeyer, Fr. Dr. Oihana Elizalde, Fr. Dr. Maria-Theresa Hechavarria- Fonseca, Karl-Heinz Weigert, Stefan Kuhn, Rolf Strobel*,
Textile colouration. Mr Mac Fergusson RMIT University
 Textile colouration Mr Mac Fergusson RMIT University Wool fibre production Relatively stable over the past five years. Some increase in production possible as flocks increase after prolonged drought conditions.
Textile colouration Mr Mac Fergusson RMIT University Wool fibre production Relatively stable over the past five years. Some increase in production possible as flocks increase after prolonged drought conditions.
Mechanical and Chemical Enhancements for Appearance and Hand. Roy Bamford, Technical Director Aurora Textile Finishing
 Mechanical and Chemical Enhancements for Appearance and Hand Roy Bamford, Technical Director Aurora Textile Finishing Let s face it, most nonwovens are not very fashionable, in fact, they are kind of boring.
Mechanical and Chemical Enhancements for Appearance and Hand Roy Bamford, Technical Director Aurora Textile Finishing Let s face it, most nonwovens are not very fashionable, in fact, they are kind of boring.
Sarex. Chemistry Behind Good Feelings. Vol. 10, Issue 39, July 2017
 Sarex Vol. 10, Issue 39, July 2017 www.sarex.com Chemistry Behind Good Feelings CNTENTS 1 Yuvi-cell 2 Reduclear-NS 3 Nylolevel-606 (Conc) UV Protective Finish Reduction Clearing Agent with No Smell Nylon
Sarex Vol. 10, Issue 39, July 2017 www.sarex.com Chemistry Behind Good Feelings CNTENTS 1 Yuvi-cell 2 Reduclear-NS 3 Nylolevel-606 (Conc) UV Protective Finish Reduction Clearing Agent with No Smell Nylon
Effect of M: L ratio on dyeing of jute fabrics using REMAZOL RR & DRIMAREN HF
 Daffodil International University Institutional Repository DIU Journal of Science and Technology Volume 8, Issue 2, July 2013 2013-07 Effect of M: L ratio on dyeing of jute fabrics using REMAZOL RR & DRIMAREN
Daffodil International University Institutional Repository DIU Journal of Science and Technology Volume 8, Issue 2, July 2013 2013-07 Effect of M: L ratio on dyeing of jute fabrics using REMAZOL RR & DRIMAREN
Chapter 1. Introduction to Colorants
 rigins of color Chapter 1. Introduction to Colorants - The most common mechanism of creating color is the selective absorption of light wavelengths, occurring in most dyes or pigments used in creating
rigins of color Chapter 1. Introduction to Colorants - The most common mechanism of creating color is the selective absorption of light wavelengths, occurring in most dyes or pigments used in creating
Looking sharp. Digital Printing Concept GET PREPARED FOR INKJET PRINTING WITH TANA JET ADDING PASSION TO TEXTILES. THE SHARPEST PRINT
 WE Looking sharp Digital Printing Concept THE SHARPEST PRINT GET PREPARED FOR INKJET PRINTING WITH TANA JET ADDING PASSION TO TEXTILES. At TANATEX Chemicals we know the textile industry. We understand
WE Looking sharp Digital Printing Concept THE SHARPEST PRINT GET PREPARED FOR INKJET PRINTING WITH TANA JET ADDING PASSION TO TEXTILES. At TANATEX Chemicals we know the textile industry. We understand
DENIM ACADEMY BOOKS INDIGO
 DENIM ACADEMY BOOKS INDIGO 1 Denim is a firm, durable, twilled fabric that is produced by cross-weaving of coloured warp and white weft yarns. The most important feature of denim fabric is the vintage
DENIM ACADEMY BOOKS INDIGO 1 Denim is a firm, durable, twilled fabric that is produced by cross-weaving of coloured warp and white weft yarns. The most important feature of denim fabric is the vintage
Designing and development of batik dyeing on khadi fabric
 2017; 3(7): 195-199 ISSN Print: 2394-7500 ISSN Online: 2394-5869 Impact Factor: 5.2 IJAR 2017; 3(7): 195-199 www.allresearchjournal.com Received: 15-05-2017 Accepted: 16-06-2017 R Saranya Assistant Professor,
2017; 3(7): 195-199 ISSN Print: 2394-7500 ISSN Online: 2394-5869 Impact Factor: 5.2 IJAR 2017; 3(7): 195-199 www.allresearchjournal.com Received: 15-05-2017 Accepted: 16-06-2017 R Saranya Assistant Professor,
TEXTILE SOLUTIONS. Bezema Colour Solutions. BEZAFAST ES ECOLOGICAL AND SMART CONTINUOUS DYEING. Bezema Colour Solutions. 1
 TEXTILE SOLUTIONS. Bezema Colour Solutions. ES ECOLOGICAL AND SMART CONTINUOUS DYEING. Bezema Colour Solutions. 1 ES THE NEW WAY TO GO IN CONTINUOUS DYEING THE NEW ES PROCESS FOUR «E»s FOR YOUR SUCCESS
TEXTILE SOLUTIONS. Bezema Colour Solutions. ES ECOLOGICAL AND SMART CONTINUOUS DYEING. Bezema Colour Solutions. 1 ES THE NEW WAY TO GO IN CONTINUOUS DYEING THE NEW ES PROCESS FOUR «E»s FOR YOUR SUCCESS
Study of Color Fastness Properties onto Bleached Sulfonated Jute -cotton Blended Fabrics with Basic Dyes
 Volume 4, Issue 4, Summer2005 Study of Color Fastness Properties onto Bleached Sulfonated Jute -cotton Blended Fabrics with Basic Dyes M. A. Salam Department of Applied Chemistry & Chemical Technology
Volume 4, Issue 4, Summer2005 Study of Color Fastness Properties onto Bleached Sulfonated Jute -cotton Blended Fabrics with Basic Dyes M. A. Salam Department of Applied Chemistry & Chemical Technology
Effect of Salt Concentration on Rubbing and Wash Fastness of Dyed Woven and Knitted Fabrics
 Daffodil International University Institutional Repository DIU Journal of Science and Technology Volume 11, Issue 1, January 2016 2016-05-22 Effect of Concentration on Rubbing and Wash Fastness of Dyed
Daffodil International University Institutional Repository DIU Journal of Science and Technology Volume 11, Issue 1, January 2016 2016-05-22 Effect of Concentration on Rubbing and Wash Fastness of Dyed
[319] RMUTP Research Journal: Special Issue 2014 The 4 th RMUTP International conference: Textiles and Fashion
![[319] RMUTP Research Journal: Special Issue 2014 The 4 th RMUTP International conference: Textiles and Fashion](/thumbs/94/120044966.jpg "[319] RMUTP Research Journal: Special Issue 2014 The 4 th RMUTP International conference: Textiles and Fashion") [319] COMMERCIAL VIABILITY FOR COLOURATION OF NYLON SUBSTRATE WITH NATURAL VEGETABLE DYES Dr. Bipin J. Agrawal Associate Professor, Department of Textile Chemistry, Faculty of Technology & Engineering,
[319] COMMERCIAL VIABILITY FOR COLOURATION OF NYLON SUBSTRATE WITH NATURAL VEGETABLE DYES Dr. Bipin J. Agrawal Associate Professor, Department of Textile Chemistry, Faculty of Technology & Engineering,
ISO 105-A01 INTERNATIONAL STANDARD. Textiles Tests for colour fastness Part A01: General principles of testing
 INTERNATIONAL STANDARD ISO 105-A01 Sixth edition 2010-01-15 Textiles Tests for colour fastness Part A01: General principles of testing Textiles Essais de solidité des coloris Partie A01: Principes généraux
INTERNATIONAL STANDARD ISO 105-A01 Sixth edition 2010-01-15 Textiles Tests for colour fastness Part A01: General principles of testing Textiles Essais de solidité des coloris Partie A01: Principes généraux
International Conference on Material Science and Application (ICMSA 2015)
") International Conference on Material Science and Application (ICMSA 2015) Effect of Cationic UV Absorber on Light Fastness Property of Reactive Dye Zahid LATIF 1,a, Fan LIU 1,b, Shu WEN 1,c, Shao LONG
International Conference on Material Science and Application (ICMSA 2015) Effect of Cationic UV Absorber on Light Fastness Property of Reactive Dye Zahid LATIF 1,a, Fan LIU 1,b, Shu WEN 1,c, Shao LONG
Natural Dyes Prof. Padma Vankar Department of Chemistry Indian Institute of Technology, Kanpur. Lecture No. # 27
 Natural Dyes Prof. Padma Vankar Department of Chemistry Indian Institute of Technology, Kanpur Lecture No. # 27 Today, again we will talk about Anthocyanin pigment. Why because it is so important and it
Natural Dyes Prof. Padma Vankar Department of Chemistry Indian Institute of Technology, Kanpur Lecture No. # 27 Today, again we will talk about Anthocyanin pigment. Why because it is so important and it
EFFECTS OF ULTRASONIC WASHING ON COTTON TEXTILES
 EFFECTS OF ULTRASONIC WASHING ON COTTON TEXTILES CANOGLU Suat 1, YUKSELOGLU S.Muge 2 1 Marmara University, Faculty of Technology, Department of Textile Engineering, Goztepe, 34722 Istanbul, Turkey, E-Mail:scanoglu@marmara.edu.tr
EFFECTS OF ULTRASONIC WASHING ON COTTON TEXTILES CANOGLU Suat 1, YUKSELOGLU S.Muge 2 1 Marmara University, Faculty of Technology, Department of Textile Engineering, Goztepe, 34722 Istanbul, Turkey, E-Mail:scanoglu@marmara.edu.tr
BN 7329 / 6476 : 0513 ADITYA
 Dyestuff for Leather BN 7329 / 6476 : 0513 ADITYA ADITYA Color Chem Unit - 1 : 15, Aditya Industrial Estate, B/h. B.S.N.L Tower, Phase IV, G.I.D.C Vatva, Ahmedabad - 382 445. Gujarat, INDIA. Unit - 2 :
Dyestuff for Leather BN 7329 / 6476 : 0513 ADITYA ADITYA Color Chem Unit - 1 : 15, Aditya Industrial Estate, B/h. B.S.N.L Tower, Phase IV, G.I.D.C Vatva, Ahmedabad - 382 445. Gujarat, INDIA. Unit - 2 :
Hydrosulfite Types. Technical Information. Hydrosulfite Conc. BASF Hydrosulfite Conc. BASF N Hydrosulfite F Conc. BASF Hydrosulfite FE Conc.
 Technical Information Hydrosulfite Types TI/T 7015 e October 1997 (RB) Supersedes TI/T 1489 dated January 1993 = Registered trademark of BASF Aktiengesellschaft Hydrosulfite Conc. BASF Hydrosulfite Conc.
Technical Information Hydrosulfite Types TI/T 7015 e October 1997 (RB) Supersedes TI/T 1489 dated January 1993 = Registered trademark of BASF Aktiengesellschaft Hydrosulfite Conc. BASF Hydrosulfite Conc.
Key success factors for developing and commercializing a successful aqueous inkjet product: A specialist point of view vs. a generalist perspective
 Key success factors for developing and commercializing a successful aqueous inkjet product: A specialist point of view vs. a generalist perspective Oct 24 th 2018 Hamid M. Shirazi Ph.D. Product Manager,
Key success factors for developing and commercializing a successful aqueous inkjet product: A specialist point of view vs. a generalist perspective Oct 24 th 2018 Hamid M. Shirazi Ph.D. Product Manager,