Cleaning/Fettling of Castings
|
|
|
- Briana Elliott
- 5 years ago
- Views:
Transcription
1 Cleaning/Fettling of Castings
2 Cleaning After the metal has solidified and cool in the mold. These molds go to a shake out station where the sand and casting are dumped from the flask. The casting are shaken free from the molding and some dry sand cores are knocked out. This process of shake out is called the cleaning of castings. Actually shake out is done by two methods, manually or mechanically. Generally mechanical shake out are used for large scale work. This unit consists of heavy mesh screen fixed to a vibrating frame. The screen vibrate mechanically and quick separation of sand from other parts.
3 Cleaning The manually work is done for small castings. In this work the stationary gratings are mounted and molds are break by dropping the molds over gratings. After that the sand is return to the storage bin, flasks are sent to the molding sections and castings (production) go to the cleaning department for fettling. FETTLING. The complete process of cleaning of castings called fettling. It involves the removal of the cores, gates, sprues, runners, risers and chipping of any of unnecessary projections on the surface of the castings. The fettling operation may be divided in to different stages. Knocking out of dry sand cores. Dry sand cores may be removed by knocking with iron bar. For quick knocking pneumatic or hydraulic devices are empolyed, this method is used for small, meduim work. For large castings the hydro blast process is mostly employed.
4 FETTLING. Removal of gates and risers. Gates and risers can be removed from casting by several methods depending upon size and metal used. With chipping hammer. It is particularly suited in case of grey iron castings and brittle materials. The gates and risers can easily be broken by hitting the hammer. With cutting saw. These saws may be hand saw and power saw are used for cutting the ferrous like steel, melable iron and for non ferrous materials except aluminum. Mostly the hand saws are used for small and medium but when power and used for large work. With flame cutting. This type of method is specially used for ferrous materials of large sized castings where the risers and gates are very heavy. In this the gas cutting flames and arc cutting methods may be employed.(it is not applicable for small castings.)
5 FETTLING. For sprue cutting. The shear is specially made tool on punch press base. In this there is heavy matching steel jaws are fitted. It is mostly used for melable iron soft and medium, hard steel brass bronze Al, Mg. Shears are limited to small work,but are very fast and economical. With abrasive cut of machine. These machines can work with all metals but are specially designed for hard metals which can not saw or sheared also where flame cutting and chipping is not feasible. It is more expensive than other methods. Removal of fins, rough spots and un wanted projections. The casting surface after removal of the gates may still contain some rough surfaces left at the time of removal of gates. Sand that is fused with surface. Some fins and other projections on the surface near the parting line. The need to be cleaned thoroughly before the casting is put to use.
6 FETTLING. The fins and other small projections may easily be chipped off with the help of either hand tools or pneumatic tools. But for smoothing the rough cut gate edges either the pedestal or swing frame grinder is used depends upon the size of castings. For cleaning the sand particles sticking to the casting surface sand blasting is normally used. In this method the casting is kept in a closed chamber and a jet of compressed air with a blast of sand grains or steel grit is directed against the casting surface which thoroughly cleans the casting surface. The shots used are either chilled cast iron grit or steel grit. Chilled iron is less expensive but is likely to be lost quickly by fragmentation. In this process the operator should be properly protected. Unlike this method is adopted for small as well as for large and more efficient and ensure good polish. This work is dangerous due to harm full dust, but today the equipments has been improved.
7 FETTLING. An other use full method for cleaning the casting surface is the tumbling. This is an oldest machine method for cleaning the casting surfaces. In this method the castings are put in large sheet shell or barrel along with the castings and small piece of white cast iron called stars. The barrel is supported on horizontal turn ions and is related at the speed varying from 25-30rpm for minutes. It causing the castings to tumble over to another, rubbing against the castings and the stars. Thus by continuous peeing action not only are the castings cleaned but also sharp edges are eliminated. How ever one precaution to be taken for tumbling is that the casting should all be rigged with no frail or over hung segments which may get knocked off during the tumbling operation.
8 FETTLING. Repairing the castings. Defects such as blow holes,gas holes,cracks may often occur in castings. Some times castings are broken, bent or deformed during shake out or because of rough handling. The castings are wrapped during heat treatment or while it cools down in the molds. Such defective castings are not be rejected out right for reasons of economy. They are there fore repaired by suitable means and put to use unless the defects are such that they cannot be remedied. In this regard the large size cracks blow holes can be rectified by different types of welding methods are employed. This method is depends upon the nature of castings mean the ferrous or non ferrous castings. The castings are become bent due to some reasons given above, if the castings are ductile they can be straightened or bent back with lead mallet. Hydraulic jacks or hydraulic presses are also used for same. When is necessary to make special dies they are fitted to hydraulic presses or some times drop hammers are used.
9 Casting defects. Casting defects are usually not an accident but they occur because steps in the preparation of molds are not properly controlled. Actually several types of defects may occur during casting considerably reducing the total out put of casting besides increasing the cost of their production. It is there fore essential to under stand the causes behind these defects so that they may be suitably eliminated. Casting defects may be defined as those characteristics that create a deficiency or imperfection contrary to the quality specification imposed by the design and service requirements. defects in casting may be of two basic types. Major defects which cannot be rectified, resulting in rejections, total loss. Minor defects which can be remedied and there by leave a reason able margin for profit. Broadly the defects may be attributed to. Unsatisfactory material used in molding, core, mold making. Incorrect advice by supervisor. Unprofessional management, faulty organization, poor work discipline or lack of training.

10 Casting defects.

11

12
13 SPECIAL CASTING PROCESS So far, the details of science of sand casting processes have been discussed. But sand casting is not suitable nor economical in many applications where the special casting processes would be more appropriate. In the following topics the details of some of the commonly used special casting methods would be described. GRAVITY DIE CASTING METHODS This is also called as Permanent Mould Casting. Moulds made of sand are destroyed after casting. So the moulds can not be reused. So for producing a large number of castings, a permanent mould is necessary. A permanent mould is made of heat resisting cast iron, alloy steel, graphite or other suitable material. So the same moulds can be used again and again after each casting.
14 GRAVITY DE CASTING METHODIS Permanent moulds are made of two halves for easy removal of castings. Pouring cup, runner and riser are provided in the mould halves itself. The two halves are hinged on one side. They are closed and clamped tightly before pouring the metal. Almost all metals can be cast in this mould. Zinc, Copper, Aluminium, Lead, Magnesium and Tin alloys are most often cast in this method. This method is suitable only for components of simple shapes and design and uniform wall thickness. If necessary, mould halves can be cooled by circulating water.

15 GRAVITY DE CASTING METHODIS
16 GRAVITY DE CASTING METHODIS Advantages: 1. Accurate castings can be obtained. 2. Good surface finish is obtained. 3. Less wastage and rejection. 4. Less production cost. 5. Castings are free from defects. 6. Moulding is made of metal. So the heat from the casting is conducted quickly. Hence, fine grained structure is obtained in the casting. Limitations: 1. Large size casting can not be produced as the metal mould becomes costlier. 2. Removal of casting from the mould is difficult. 3. Complicated shaped castings can not be produced easily.
17 PRESSURE DIE CASTING Pressure die casting is a process in which molten metal is forced under pressure into a permanent metal mould. The metal mould is called the die. This is made of two parts. One parts is stationary and the other is movable. Die casting is suitable for casting lead, magnesium, tin, zinc, aluminium alloys and brass. The die casting is done as follows: 1. The molten metal is forced under pressure into the assembled die. 2. The die is water cooled. So the molten metal cools down and becomes solid immediately. 3. The die is opened. Then the finished casting is ejected by pins.
18 PRESSURE DIE CASTING There are two types of die casting processes. They are: 1. Hot chamber die casting. 2. Cold chamber die casting. HOTCHAMBER DIE CASTING Hot chamber die casting machine has metal melting unit within the equipment. There is a gooseneck vessel which is submerged in molten metal. There is a plunger at the top of the goose neck vessel. When the plunger is in the upward position, molten metal flows into the vessel through a port. When the plunger comes down, the molten metal is forced into the die. As the die is water cooled, there is immediate solidification. Then the dies are separated and the finished casting is removed by ejectors. Afterwards the dies are assembled. The plunger goes up and the cycle is repeated. The plunger is actuated by hydraulic means. The operating pressure is 15 (MN/m2.) Hot chamber die casting is suitable for casting of metals such as zinc, tin and lead.

19 PRESSURE DIE CASTING
20 PRESSURE DIE CASTING COLD CHAMBER DIE CASTING In cold chamber process. The metal melting unit-is not integral with the machine. The metal is melted in a separate furnace and brought to the machine for pouring. The process is shown in figure. There is a plunger operated hydraulically. The molten metal is poured into the injection cylinder. Then the plunger moves to the left and forces the molten metal into the die cavity. As the die is water cooled, there is immediate solidification. Then the dies are separated. The finished casting is removed by ejectors. Then the die is assembled. The plunger goes to the right and the cycle is repeated.

21 PRESSURE DIE CASTING
22 Application of die casting: Automobile parts like fuel pump, carburetor body, horn, heater, wiper, and crankcase, washing Machine parts, ash tray, lamp base, toys, camera parts, locks, clocks, steering wheel hub, textile machine parts are made by die casting method. Advantages: 1. Rate of production is very high (700 casting per hour) 2. Castings have very good surface finish. 3. Very accurate castings are obtained. 4. The die has long life (75000 castings) 5. Less floor space is sufficient. 6. Labour cost is low. 7. Very thin castings can be made (0.5mm) 8. Waste of metal is very low. 9. Cost per casting is less. 10.Casting defects are less. Disadvantages: 1. Only non-ferrous metals can be cast. 2. Heavy castings can not be cast. 3. Die casting is suitable only for mass production of small castings.
23 PRECISOUS CASTINGS. INVESTMENT CASTING Introduction i) Investment mould casting process is also known as the LOST WAX PROCESS, or PRECISION CASTING. ii) The term Investment refers to a lock or special covering apparel. iii) In investment casting, the lock is a refractory mould which surrounds the precoated wax pattern. iv) The term investment casting is used to describe a group a processes in which moulds are produced from liquid refractory slurries. These, containing finely divided materials, give the mould a fine surface texture which is subsequently transmitted to the castings. v) Investment casting processes are of two types, one using expendable and the other based on permanent pattern. vi) Investment casting forms an expendable pattern of wax in a die which in turn is employed to form a mould in an investment material. After the mould of investment material is set, the wax (pattern) is melted or burned and the molten metal is poured in the cavity thus formed.
24 Procedure steps in the Investment Casting Process 1. Producing a die for making wax patterns - Dies may be made either by machining cavities in two or more matching blocks of steel or by casting a low melting point alloy around a (metal) master pattern. - For long production runs, steel dies are most satisfactory. They are machined from the solid blocks by die sinking and are assembled in the tool room. The dies thus formed, achieve the highest standard of accuracy and have considerable longer life. - Dies of low melting point alloys are made by casting and require a master pattern or metal replica of the final casting. - The master pattern is given an allowance for subsequent contractions of pattern and metal, up to 2%. - The master pattern is used to produce two halves of the die or mould by embedding it in plaster or clay and casting one die half at a time by pouring a low melting point alloy such as that of bismuth or lead. - Die halves are sent for necessary machining and drilling the gate through which wax is to be injected for preparing expendable patterns. - Cast dies are more economical than sunk dies for short production runs.
25 2. Making of expendable patterns and gating system - An expendable pattern may be made out of plastic, the wax being more commonly used. - Wax patterns are produced using wax-injection machines. Wax at F is injected into the die (halves clamped in position) at a pressure ranging from 7 to 70 kg/cm2[figure 1.61(a)]. - Small hallow vents cut in the parting surface of the die provide adequate venting. - Gates and sprues are formed in the same manner as the wax patterns and are attached to the patterns and are attached to the pattern assembly. A pattern is produced for each casting to be made. -Individual wax patterns thus produced may be wax-welded together to build a larger assembly to enable many small castings to be poured in one group for economy. ii) compensate for teh solidification shrinkage of the metal so as to produce sound castings. iii) form a system of runners and feeders that allows metal to flow into each casting cavity.
26 Pre coating the pattern assembly - The wax pattern assembly is dipped into a slurry of a refractory coating material. - A typical slurry consists of 325-mesh silica flour suspended in ethyl silicate solution. - Wax pattern assembly is, next, sprinkled with 40 to 50 AFS silica sand and is permitted to dry. - The slurry used for precoating imparts a fine textured surface at the mould-metal interface and sprinkled sand serves to key the precoat to the regular investment.. Investing the wax pattern assembly for the production of moulds [Figure 1.61(d)] - The pre coated wax pattern assembly is then invested in the mould. - Investment moulds may be formed by either Solid molding or Shell molding.
27 - SolidMoulding i) The wax pattern assembly is first placed in a metal flask. ii) A specially formulated ceramic slurry (the investment) is then poured into the flask and is allowed to harden around the wax pattern assembly. iii) The flask may be vibrated so that the investment material settles and air bubbles rise away from the pattern. iv) The investment hardens after about 8 hours of air drying. v) A typical investment moulding mixture consists of 91.2% sand, 33.8% water, 6.5% calcium phosphate and 2.3% MgO, 300-mesh. - Shell Moulding i) It consists of coating the wax pattern assembly by dipping the same in a (ceramic) slurry made of325-mesh refractory flour (fused silica, alumina etc.) and liquid binders (colloidal silica, sodium silicate etc.) and immediately covering or dusting it with a 20 to 70-mesh refractory stucco. ii) After the (first] dip has dried, the process is repeated so that each dip and dusting form another layer of ceramic on the pattern assembly. iii) A number of dips are given in order to build a shell thickness of the order of 6 to 12 mm. iv) The first coating imparted to the wax pattern assembly is composed of very fine particles to produce a good surface finish whereas the following coats are coarser to build up the required shell thickness.
28 . Removing wax pattern from the investment mould [Figure 1.61(d)]. a) Solid moulds are placed upside down in progressive furnaces. First of all, the wax pattern is melted and the wax is drained from the mould. As the mould progresses through the furnace, it experiences high temperatures and gets cured in about 16 hours. The oven which melts wax is kept at a temperature of 200 to 400 F whereas the curing or bum out oven works at a temperature of the order of 1300 to 1900 F. b) Wax patterns from shell moulds may be removed in the following ways: i) The mould may be plunged up side down directly into a furnace kept at about F. ii) The mould may be kept inverted in a an autoclave and heated quickly to about 300 F under pressure. iii) Since wax has a coefficient of expansion about 10 times that of usual investment mould material, the forces created by heating may damage some mould. For this reason, instead by heating, wax pattern may be removed by dissolving wax in a solvent such as trichloroethylene. It is more effective in removing wax from the investment shell moulds. After removing the wax, the shell can be quickly fired at the desired temperature.
29 . Pouring metals into the moulds [Figure 1.61 (f)] - The metal to be poured may be melted in a coreless induction or some other furnace and brought in small ladles to the preheated moulds for pouring. - Moulds are preheated (before getting Poured) to about 1900 F depending upon metal to be poured example for light alloys and for steels, the preheated mould temperatures should be of the order of 400 to 800 F and 1200 to I 800 F respectively. - Moulds are preheated because, i) Preheating vaporizes any remaining wax in the moulds, ii) Metal may flow more easily and fill every detail of the moulds, iii) Expansion of the mould cavity helps compensating for the solid shrinkages of the castings and the wax patterns. - Preheated moulds may be filled with molten metal, i) under gravity, ii) under direct air pressure (0.35 to 0.7 kglcm2), Hi)under centrifugal force. Molten metal forced into the mould under pressure flows properly into sharp details, this sections and intricate shapes.

30
31 . After they are solidified. the castings are removed from the mould.. Cleaning. Finishing and Inspection - Each casting is separated from the assembly and the gates etc., are removed. - The cast part is sand blasted and (normally) it is ready for use. - Since the standards for investment castings often demand, many inspection operations are carried out on investment castings. - Visual inspections are made for surface faults, gages are employed to check casting dimensions, X-rays determine internal soundness and Fluorescent penetrant inspection is carried out to reveal cracks, surface pits, surface porosity etc. Figure 1.61 shows the steps involved in making an investment casting.
32 Advantages and limitations Investment casting is particularly advantageous for small precision parts of intricate design that can be made in multiple moulds. Thin walls down to in. (0.76 mm), can be cast readily. Surfaces have a smooth matte appearance with a roughness in the range of 60 to 90 Ilin. The machining allowance is about to in. (0.25 to 0.38 mm). Tolerances of:!: in.lin. (0.005 mm / mm) are normal; closer tolerances can be obtained without an excessive amount of secondary operations. Investment moulds usually do not exceed 24 in. (60.96 cm) maximum dimension. Preferably, the casting should weigh 10 Ib (4.53 kg) or less and be under 12 in. (30.48 cm) in maximum dimension.
33 Sections thicker than 0.5 in. (1.27 cm) are not generally cast. The process has a relatively low rate of solidification. Grain growth will be more pronounced. in larger sections, which may limit the toughness and fatigue life of the part. Metals used in investment casting are aluminum, copper, nickel, cobalt, carbon and alloy steels, stainless steels, and tool steels.
34 SHELL MOULDING I It is a process in which, the sand mixed with a thermosetting resin is allowed to come into contact with a heated metallic plate, so that a thin and strong shell of mould is form the pattern. Then the shell is removed from the pattern to the cope and drag are removed together and kept in a flask the necessary back up material and the molten metal is poured into the mould. Generally, dry and fine sand (90 to 140 GRN) which is completely free of the clay is used for preparing the shell moulding sand. The grain size is to be chosen depends on the surface finish required on the casting. Too fine a grain size requires large amount of resin which makes the mould expensive. The synthetic resins used in shell moulding are essentially thermosetting resins, which get hardened irreversibly by heat. The resins most widely used, are the phenol formaldehyde resins. Combined with sand, they have very high strength and resistance of heat. The phenolic resins used in shell moulding usually are of the two-stage type, that is, the resin has excess phenol and acts like a thermoplastic material.
35 SHELL MOULDING During coating with the sand the resin is combined with a catalyst such as hexa-methylene tetramine (hexa) in a proportion of about 14 to 16% so as to develop the thermosetting characteristics. The curing temperature for these would be around 150 C and the time required would be 50 to 60 s. Additives may sometimes, be added into the sand mixture for good surface finish and avoid thermal cracking during pouring. Some of the additives used are coal dust, pulverized slag, manganese dioxide, calcium carbonate, ammonium boron fluoride and magnesium silica fluoride. Some lubricants such as calcium stearate and zinc stearate may also be added to the resin sand mixture to improve the flow ability of the sand and permit easy release of the shell from the pattern. The first step in preparing the shell mould is the preparation of the sand mixture in such a way that each of the sand grain is thoroughly coated with resin.
36 SHELL MOULDING To achieve this, first the sand, hexa and additives which are all dry, are mixed inside a Mueller for a period of I min. Then the liquid resin is added and mixing is continued for another 3 min. To this cold or warm air is introduced into the muller and the mixing is continued till all the liquid is removed from the mixture and coating of the grains is achieved to the desired degree. Since the sand resin mixture is to be cured at about 150 Ctemperature, only metal patterns with the associated gating are used. The metal used for preparing patterns is grey cast iron, mainly because of its easy availability and excellent stability at the temperatures involved in the process. But sometimes additional risering provision is required as the cooling in shell moulds is slow.
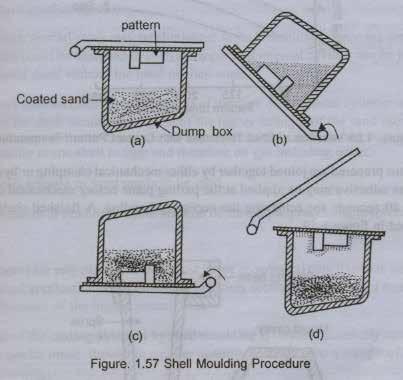
37 SHELL MOULDING The metallic pattern plate is heated to a temperature of 200 C to 350 C depending on the type of the pattern. It is very essential that the pattern plat is uniformly heated so that the temperature variation across the whole pattern is within 25 to 40 C depending on the size of the pattern. A silicone release agent is sprayed on the pattern and the metal plate. The heated pattern is securely fixed to a dump box, as shown in figure1.57(a),wherein the coated sand in an amount larger than required to form the shell of necessary thickness is already filled in. Then the dump box is rotated as shown in figure 1.57(b) so that the coated sand falls on the heated pattern. The heat from the pattern melts the resin adjacent to it thus causing the sand mixture to adhere to the pattern. When a desired thickness of shell is achieved, the dump box is rotated backwards by 180 so that the excess sand falls back into the box, leaving the formed shell intact with the pattern as in figure 1.57(d).
38
39 SHELL MOULDING The average shell thickness achieved depends on the temperature of the pattern and the time the coated sand remains in contact with the heated pattern. Figure 1.58 shows typical shell thicknesses that can be obtained with various pattern temperatures and contact times. The actual shell thicknesses required depends on the pouring metal temperature and the casting complexity. This may normally be achieved by trail and error method. The shell along with the pattern plate is kept in an electric or gas fired oven for curing the shell. The curing of the shell should be done as per requirements only because over-curing may cause the mould to break down 1\sthe resin would burn out. The under-curing may result in blow holes in the casting or the shell may break during handling because of the lack of strength. The shells thus prepared are joined together by either mechanical clamping or by adhesive bonding. The resin used as an adhesive may be applied at the parting plane before mechanical clamping and then allowed for 20 to 40 seconds for achieving the necessary bonding. A finished shell mould ready for pouring, is presented in figure 1.59.

40
41 SHELL MOULDING Since the shells are thin, they may require some outside support so that they can withstand the pressure of the molten metal. A metallic enclosure to closely fit the exterior of the shell is ideal, but is too expensive and there fore impractical. Alternatively, a cast iron shot is generally preferred as it occupies any contour without unduly applying any pressure on the shell. With such a backup material, it is possible to reduce the shell thickness to an economical level. Advantages: 1. Shell mould castings are generally more dimensionally accurate than sand castings. It is possible to obtain a tolerance of 0.25 mm for steel castings and 0.35 mm for gray cast iron castings under normal working conditions. In the case of close tolerance shell moulds one may obtain it in the range of 0.03 to 0.13 mm for specific applications. 2. A smoother surface can be obtained in shell castings. This is primarily achieved by the finer size grain used. The typical range of roughness is of the order of 3 to 6 microns.
42 SHELL MOULDING 3. Draft angles which are lower than the sand castings are required in shell moulds. The reduction in draft angles may be from 50 to 75% which considerably saves the material costs and the subsequent machining costs. 4. Sometimes, special cores may be eliminated in shell moulding. Since the sand has high strength the mould could be designed in such a manner that internal cavities can be formed directly with shell mould itself without the need of shell cores. 5. Also, very thin sections (upto 0.25 mm) of the type of air cooled cylinder heads can be readily made by the shell moulding because of the higher strength of the sand used for moulding. 6. Permeability of the shell is high and therefore no gas including occur. 7. Very small amount of sand needs to be used. 8. Mechanisation is readily possible because of the simple processing involved in shell
43 SHELL MOULDING LIMITATIONS. 1. The patterns are very expensive and therefore are economical only if used in large scale production. In a typical application, shell moulding becomes economical over sand moulding above pieces because of the higher pattern cost. 2. The size of the casting obtained by shell moulding is limited. Generally castings weighing upto 200 kg can be made, though in smaller quantity castings upto a weight of 450 kg were made. 3. Highly complicated shapes cannot be obtained. 4. More sophisticated equipment is needed for handling the shell mouldings such as those required for heated metal pattern. Applications: Cylinders and cylinder heads for air cooled IC engines, automobile transmission parts, cast tooth bevel gears, brake beam, chain seat bracket, refrigerator valve plate, small crank shafts are some of the common applications of shell mould castings.

44
45 CENTRIFUGAL CASTINGS The process of centrifugal casting is also known as liquid forging. It consists of rotating the mould at a high speed as the molten metal is poured into it. Due to the centrifugal force the molten metal is directed outwards from the centre, towards the inside surface of the mould, with considerable pressure. As a result of this a uniform thickness of metal is deposited all along the inside surface of the mould, where it solidifies, and the impurities being lighter remain nearer to the axis of rotation. This process enables the production of castings with greater accuracy and better physical properties as compared to sand castings. It also enables the production of distinct surface details and dense metal structure. Although many different shapes can be cast through this process, but those with symmetrical shapes are best suited for it. The better physical properties of the castings are the result of proper directional solidification of the metal inside the mould.
46 CENTRIFUGAL CASTINGS It is achieved because the denser (or cold) metal is automatically forced towards the outer side of the casting by the centrifugal force, whereas the hotter metal remains on the inner side of the casting to provide the required feeding of metal during solidification. The centrifugal casting methods can be classified as follows: i) True Centrifugal Casting. ii) Semi-Centrifugal Casting. iii) Centrifuging.. i) True Centrifugal Casting: The main features of a true centrifugal casting are that the axis of rotation of the mould and that of the casting are the same. Also the central hole through the casting is produced by the centrifugal force without the use of the central core. The axis of rotation of the mould may be horizontal, vertical or inclined at any suitable angle between 70 and 90. End cores are usually employed at the two ends of the mould to prevent the molten metal from being thrown out at the ends.
47 CENTRIFUGAL CASTINGS A few examples involving the application of this method are the hollow cast iron pipes, gun barrels, bushings, etc. A typical horizontal true centrifugal casting machine is illustrated in Figure It is shown having a large cylindrical mould of casting cast iron pipes. Similar equipment can be used for casting other cylindrical items. The mould consists of an outer metallic flask provided with a rammed sand lining inside. The mould is rotated between two sets of rollers as shown. The bottom rollers are mounted on a shaft driven by a variable speed motor mounted at one end. Pouring in the mould is done through a pouring basin formed on the body of a trolley. Initially, during pouring, the mould is rotated at a slow speed. After the pouring is over, the mould is rotated at a very fast speed to effect even distribution of the metal all along the inside surface of the mould and proper directional solidification.

48 CENTRIFUGAL CASTINGS
49 CENTRIFUGAL CASTINGS After solidification, the flask is replaced by a new one and the process repeated. Wall thickness of the casting is controlled by the volume of molten metal poured into the mould. Pouring temperatures range between 1482 to 1649 C. For successful casting, the application of correct spinning speeds is necessary. Slow speeds will not allow the molten metal to adhere to the inside surface of the mould and too high speeds will develop high stresses in the casting. The main factors effecting the selection of a proper speed are the size and metal of castings. Depending upon these factors the speed requirements may vary from 50 to 3,000 revolutions Per minute.
50 CENTRIFUGAL CASTINGS There are two common horizontal axis true centrifugal casting processes: 1. De Lavaud Process. 2. Moore Sand Spun Process. 1. DeLavaud Process: It employs a steel mould, provided with a refractory spray inside, which is completely surrounded by cooling water. The whole unit is mounted on wheels so that it can travel along an inclined track. The mould is rotated by an electric motor, capable of providing variable speeds. A hydraulic cylinder and plunger are used for moving the unit along the track. Initially the mould is brought to the raised end of the track and revolved. Pouring is started and as the same proceeds the mould starts traveling down the track at a constant speed. Thus a uniform layer of metal is deposited 'all along the inside surface of mould through a helical movement of the molten metal. After solidification, the casting is withdrawn and the process repeated for the next casting.
51 CENTRIFUGAL CASTINGS 2. Moore Sand Spun Process: This process employs a sand lined mould, driven as usual by variable speed electric motor. The mou,ld does not travel but continues to rotate in its position. One end of the mould carries a tilting mechanism through which it can be raised or lowered. The metal is poured at this end in its raised position. Initially the mould is rotated at a slow speed and is gradually lowered to horizontal position as the pouring continues. After the horizontal position is achieved and the pouring stopped, the speed of rotation is increased and maintained till solidification. After that the rotation is stopped, casting removed and the mould made ready for next casting. Vertical and inclined axes: Vertical or inclined axes of rotation for moulds are adopted generally for short length castings. A general defect noticed in casting produced in these positions is that the produced central hole is not truly cylindrical. Instead of this it is a parabolical hole. However, this defect can be minimized considerably by adopting high spinning speeds. It is important that during pouring the molten metal should be directed towards the centre of the mould bottom. Permanent metal moulds, sand-lined moulds or graphite moulds can be used in the process. The main advantage of adopting these axes of rotation is the convenience in metal pouring and ejection of casting.
52 CENTRIFUGAL CASTINGS ii) Semi-Centrifugal Casting: This process, which is also known as profiled centrifugal casting, is widely used for relatively large castings which are symmetrical in shape, such as discs, pulleys, wheels, gears, etc. In this method the mould is rotated about a vertical axis and the metal poured through a central sprue. It is not necessary to cast only one mould at a time. Several moulds can be stacked together, one over the other, and fed simultaneously through a common central sprue, as shown in Figure This provision increases the rate of production considerably. The centrifugal force is used to feed the metal outwards to fill the mould cavities completely. The centre of the castings is usually solid, but, if required, a dry sand central core may be used to produce the central hole. The speed of rotation of these moulds is much lower than that in true centrifugal casting. With the result, the pressure developed is too low and the impurities are not directed towards the centre as effectively as in true centrifugal casting. The speed of rotation of these moulds is such that a linear speed of about 180 meters per minute is obtained on the outer edge of the casting. The moulds used may be of green sand, dry sand, metal or any other suitable material.

53 CENTRIFUGAL CASTINGS
54 CENTRIFUGAL CASTINGS iii)centrifuging: This is also sometimes known as pressure casting. It mainly differes from true centrifugal casting methods in that, unlike the later two, the axis of rotation of the moulds do not coincide with each other, as the moulds are situated at a certain distance from the central vertial axis of rotation all around the same. Shapes of castings do not carry any limitations in this method and a variety of shapes can be cast. A number of small mould cavities are made around a common central sprue and connected to the same through radial gates. For a higher rate of production the stacked moulds can be used with advantage. As in semi-centrifugal method, in this method also the mould assembly is rotated about a vertical axis and centrifugal force used to force the molten metal from the central sprue into the mould cavities through the radial gates. Sectional view through a typical mould for centrifuging is shown in Figure.1.55

55 CENTRIFUGAL CASTINGS
56 Advantages and Disadvantages of true centrifugal casting: Advantages: 1. The castings produced are very sound, having a clean metal as most of the impurities are collectedon the inner surface and can be removed later on through machining. 2. The percentage of rejects is very low. 3. The castings have dense metal with very good mechanical properties. 4. An effective directional solidification from the outer surface towards the inner is invariably achieved unless the wall thickness may, of course, require the use of some exothermic material to prevent shrinkage defects. 5. The requirement of a core to produce a central hole is avoided in most of the cases. 6. The need of separate gates and risers is totally eliminated. 7. Even minute surface details on castings may be easily obtained. 8. The production rate is sufficiently high. 9. Thin sections and intricate shapes can be easily cast. 10. Inspection of castings is considerably simplified on account of the fact that the defects, if any, are normally found to exist on the surface and not within the casting.
57 Disadvantages: 1. All shapes cannot be cast through this process. 2. The complete equipment requires a heavy initial investment. 3.Its maintenance also is quite expensive and it so operation needs the employment of skilled labor.
58 CONTINUOUS CASTING The process consists of continuously pouring molten metal into a mould, which has the facilities for rapidly chilling the metal to the point of solidification, and then withdrawing it from the mould. Experimental work and research has proved that there are many opportunities for saving in the continuous casting process of metals. Following processes are typical of those in use or in the process of development.
59 CONTINUOUS CASTING (ii)asarco Process for Continuous Cast Shapes This process differs from other continuous processes in that the forming die or mould is integral with the furnace and there is no problem of controlling the flow of metal. Metal is fed by gravity into the mould from the furnace as it is continuously solidified and withdrawn by the rolls below. An important feature of this process is the water-cooled, graphite-forming die, which is self lubricating, has excellent thermal shock resistance and is not attacked by copper-base alloys. The upper end, being in the molten metal, acts as a riser and compensates for any shrinkage which might take place during solidification, while simultaneously acting as an effective path for dissipating evolved gases. These dies are easily machined to shape. Products may be produced from 10 mm to 130 mm in diameter. Multiple production from a single die permits casting the small section rods. In starting the process, a rod of the same shape as that to be cast is placed between the drawing roll sand inserted into the die.
60 CONTINUOUS CASTING This rod is tipped with a short length of the alloy to be cast. As the molten metal enters the -die, it melts the end surface of the rod, forming a perfect joint. Casting cycle is then started by the drawing rolls and the molten metal is continuously solidified as it is chilled and withdrawn from the die. When the casting leaves the furnace, it ultimately reaches the sawing floor where it is cut to desired length while still in motion. A tilting receiver takes the work and drops it to a horizontal positions, and from there it goes for inspection and straightening operations. For phosphorized copper and many of the standard bronzes, the process has proved successful. Alloy compositions may be produced with satisfactory commercial finish as rounds, tubes, squares, or special shapes. Physical properties are superior to permanent mould and sand castings.
61 CONTINUOUS CASTING iii) William Continuous Casting Process for Steel This process, developed for continuous casting of carbon and alloy steels, utilizes thin walled brass moulds having cross-sectional areas up to 280 square cm. These moulds are preferably oval in cross-section.

62 CONTINUOUS CASTING
63 CONTINUOUS CASTING A small stream of metal is poured into the mould from an electric holding furnace a rate controlled by the metal level in the mould. The mould must necessarily be constructed of a material having a high heat conductivity and one which is not easily wetted by the liquid metal. Rapid mould cooling is essential for the success for this process, and results in: i) Improved mould life. ii) Less segregation. iii) Smaller grain structure, and iv) A better surface. Actually the metal next to the mould wall solidifies only a few centimetres below the top surface and shrinks slightly from the mould sides. As the cast section leaves the cooled moulds, it passes through a section that controls the rate of cooling and then to the drawing and straightening rolls. Below this point, it is cut to length by an oxy-acetylene torch and finally lowered to a horizontal position.
64 CONTINUOUS CASTING Steel blooms and billets produced by his process, have good crystalline structure, little segregation, uniform section, and a size close to that required for many rolling mills. (iv) Alcoa Direct-Chill Process for Continuous Casting of Aluminium Ingots This process consists of pouring molten aluminium from a holding furnace through a refractory trough into shallow, stationary moulds, the bottoms of which rest on a hydraulic elevator. When the metal at the bottom of the mould becomes chilled, the elevator drops at a rate of 4 to 125 cm per minute. As the ingots descend, they are sprayed with water to complete their solidification. The shallow moulds used are made in sizes of 30 by 90 and 30 by 120 cm and are rectangular in shape. Other sizes and circular shapes can be cast if desired. Length of the ingots is regulated to give a convenient size for rolling and is usually 3-5 metres. This process leaves a rough surface on the ingots which must be removed by milling before they can be further processed in the rolling mill. Most of the aluminium used in the United States is cast by this process.
65 CONTINUOUS CASTING Applications of Continuous Casting Processes The continuous casting process has been used for several years for casting non-ferrous metals. It has been recently used for steel, and for preparing rounds, squares, pipes, tubes, sheets, etc. When fully developed, this process is claimed to have many advantages over the old methods of rolling since heavy equipment like ingot moulds, blooming mills, etc., are completely dispensed with. Due to lower production costs, steels may also become cheaper.
66
67
68
69
70
SHELL MOULDING & INVESTMENT CASTING
 SHELL MOULDING & INVESTMENT CASTING SHELL MOULDING Thisistheprocessinwhichthesandmixedwiththermosettingresinisallowedtocomein contact with the heated metallic pattern plate. This is done so that a thin
SHELL MOULDING & INVESTMENT CASTING SHELL MOULDING Thisistheprocessinwhichthesandmixedwiththermosettingresinisallowedtocomein contact with the heated metallic pattern plate. This is done so that a thin
Special Casting Process. 1. Permanent mould casting
 Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
CHAPTER 4: METAL CASTING PROCESS
 CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
CHAPTER 4: METAL CASTING PROCESS CHAPTER OUTLINE 4.1 INTRODUCTION 4.2 EXPANDABLE MOLD CASTING PROCESSES 4.2.1 Sand Casting 4.2.2 Shell Molding 4.2.3 Plaster Mold Casting 4.2.4 Ceramic Mold Casting 4.2.5
Types of moulding sand
 casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
Two Categories of Metal Casting Processes
 Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Special Casting. By S K Mondal
 Special Casting By S K Mondal Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and
Special Casting By S K Mondal Shell Moulding The sand is mixed with a thermosetting resin is allowed to come in contact with a heated metal pattern (200 0 C). A skin (shell) of about 3.5 mm of sand and
Chapter 1 Sand Casting Processes
 Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 4 Module 2 Metal Casting Good morning, Metal casting,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 5 Metal Casting Good morning. In the earlier episodes,
Manufacturing Processes - I Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 5 Metal Casting Good morning. In the earlier episodes,
Permanent Mold Casting Processes. Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng.
 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Solidification Process(1) - Metal Casting Chapter 9,10
 - Metal Casting Chapter 9,10") Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Metal Casting Processes CHAPTER 11 PART I
 Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
(( Manufacturing )) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.
) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.") (( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
(( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
Metal Mould System 1. Introduction
 Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
METAL CASTING PROCESSES
 METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
4.1.3: Shell Casting.
 4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 10: Casting Technology DR. SOTIRIS L. OMIROU CASTING - Basics - A material in a liquid or semisolid form is poured or forced to flow into a die cavity and allowed
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 10: Casting Technology DR. SOTIRIS L. OMIROU CASTING - Basics - A material in a liquid or semisolid form is poured or forced to flow into a die cavity and allowed
Castings. 65tons, 7m high, 43cm dia, 1600years old
 Castings 65tons, 7m high, 43cm dia, 1600years old At 500/550 pound in weight. The biggest Gravity Die Casting in The World at the Time http://www.rainwater.demon.co.uk/bertha.htm CASTING AND RELATED PROCESSES
Castings 65tons, 7m high, 43cm dia, 1600years old At 500/550 pound in weight. The biggest Gravity Die Casting in The World at the Time http://www.rainwater.demon.co.uk/bertha.htm CASTING AND RELATED PROCESSES
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting)
") BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
Multiple-Use-Mold Casting Processes
 Multiple-Use-Mold Casting Processes Chapter 13 13.1 Introduction In expendable mold casting, a separate mold is produced for each casting Low production rate for expendable mold casting If multiple-use
Multiple-Use-Mold Casting Processes Chapter 13 13.1 Introduction In expendable mold casting, a separate mold is produced for each casting Low production rate for expendable mold casting If multiple-use
Casting Process Part 1
 Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
Manufacturing: Chapter 3 Casting
 CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee
 Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 7 Metal Casting Good morning. We have been
Manufacturing Processes - I Dr. D. B. Karunakar Mechanical and Industrial Engineering Department Indian Institute of Technology, Roorkee Module - 2 Lecture - 7 Metal Casting Good morning. We have been
CASTING Fundamentals. Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014
 CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold)
") BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
BMM3643 Manufacturing Processes Metal Casting Processes (Expendable Mold & Permanent Mold) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Information Lesson Objectives:
All About Die Casting
 All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
Casting Processes. ver. 2
 Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
Casting Processes ver. 2 1 Types of Parts Made Engine blocks Pipes Jewelry Fire hydrants 2 Complex, 3-D shapes Near net shape Low scrap Relatively quick process Intricate shapes Large hollow shapes No
CASTING. Dept. of Mech & Mfg. Engg. 1
 CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
INTRODUCTION. HareeshaN G Lecturer Department of aeronautical engg. Classification of manufacturing process
 INTRODUCTION HareeshaN G Lecturer Department of aeronautical engg Classification of manufacturing process 2 Blore 1 Classification of manufacturing process 3 Types of production systems Mass production
INTRODUCTION HareeshaN G Lecturer Department of aeronautical engg Classification of manufacturing process 2 Blore 1 Classification of manufacturing process 3 Types of production systems Mass production
Copyright 1999 Society of Manufacturing Engineers FUNDAMENTAL MANUFACTURING PROCESSES Casting
 Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Casting SCENE 1. CG: FBI warning white text centered on black to blue gradient SCENE 2. CG: disclaimer white
Copyright 1999 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Casting SCENE 1. CG: FBI warning white text centered on black to blue gradient SCENE 2. CG: disclaimer white
Mid term Review Questions P a g e 1 CASTING
 Mid term Review Questions P a g e 1 Q1: Define the casting process? CASTING A1: Casting is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape
Mid term Review Questions P a g e 1 Q1: Define the casting process? CASTING A1: Casting is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape
Solidification Processes
 CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
Schematic set-up of sand molding / casting process
 UNIT I Casting Processes The casting process involves pouring of liquid metal in to a mold cavity and allowing it to solidify to obtain the final casting. The flow of molten metal into the mold cavity
UNIT I Casting Processes The casting process involves pouring of liquid metal in to a mold cavity and allowing it to solidify to obtain the final casting. The flow of molten metal into the mold cavity
CASTING 13.1 INTRODUNCTION 13.2 SIGNIFICANCE OF FLUDITY CHAPTER
 13 CHAPTER CASTING 13.1 INTRODUNCTION Casting process is one of the earliest metal shaping techniques known to human being. It means pouring molten metal into a refractory mold cavity and allows it to
13 CHAPTER CASTING 13.1 INTRODUNCTION Casting process is one of the earliest metal shaping techniques known to human being. It means pouring molten metal into a refractory mold cavity and allows it to
Manufacturing Process II. Casting-3
 Manufacturing Process II Casting-3 Casting Processes Metal casting processes divide into two categories, based on mold type: (1) expendable mold and (2) permanent mold. In expendable mold casting operations,
Manufacturing Process II Casting-3 Casting Processes Metal casting processes divide into two categories, based on mold type: (1) expendable mold and (2) permanent mold. In expendable mold casting operations,
ME0203- Manufacturing Technology
 ME0203- Manufacturing Technology Casting and Welding Metal Casting A large sand casting weighing 680 kg for an air compressor frame Basic Features n Pattern and Mould A pattern is made of wood or metal,
ME0203- Manufacturing Technology Casting and Welding Metal Casting A large sand casting weighing 680 kg for an air compressor frame Basic Features n Pattern and Mould A pattern is made of wood or metal,
Materials & Processes in Manufacturing
 Materials & Processes in Manufacturing ME 151 Chapter 15 Multiple Use Mold Casting Processes 1 Introduction Expendable Molds - melting point materials and castings General shortcomings of the expendable-mold
Materials & Processes in Manufacturing ME 151 Chapter 15 Multiple Use Mold Casting Processes 1 Introduction Expendable Molds - melting point materials and castings General shortcomings of the expendable-mold
Guideline. Casting Selection Process. Table of Contents. Delivery Engineered Solutions
 Casting Selection Process Guideline Table of Contents Introduction... 2 Factors In Choosing A Process... 2 Category Details & Requirements... 4 Sand casting... 4 Gravity die casting (also known as permanent
Casting Selection Process Guideline Table of Contents Introduction... 2 Factors In Choosing A Process... 2 Category Details & Requirements... 4 Sand casting... 4 Gravity die casting (also known as permanent
Casting. Pattern Making and Molding
 Casting Pattern Making and Molding Introduction Virtually nothing moves, turns, rolls, or flies without the benefit of cast metal products. The metal casting industry plays a key role in all the major
Casting Pattern Making and Molding Introduction Virtually nothing moves, turns, rolls, or flies without the benefit of cast metal products. The metal casting industry plays a key role in all the major
(Refer Slide Time: 00:35)
") Fundamentals of Materials Processing (Part 1) Professor Shashank Shekhar Department of Materials Science and Engineering Indian Institute of Technology, Kanpur Lecture Number 02 Solidification (Casting)
Fundamentals of Materials Processing (Part 1) Professor Shashank Shekhar Department of Materials Science and Engineering Indian Institute of Technology, Kanpur Lecture Number 02 Solidification (Casting)
Casting Process Lec byprof. A.Chandrashekhar
 Casting Process Lec 18-20 byprof. A.Chandrashekhar Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is
Casting Process Lec 18-20 byprof. A.Chandrashekhar Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Drona Gyaan MACHINING-INTRODUCTION
 Drona Gyaan MACHINING-INTRODUCTION Manufacturing is a VALUE ADDITION process by which raw materials or objects of low value due to inadequate material properties, poor or irregular size, shape and finish
Drona Gyaan MACHINING-INTRODUCTION Manufacturing is a VALUE ADDITION process by which raw materials or objects of low value due to inadequate material properties, poor or irregular size, shape and finish
Compiled By - RAMAKANT RANA
 Q. Explain the common allowances provided on patterns. Pattern Allowances (i) Shrinkage:- When any metal cools, it naturally shrinks in size. Hence, if the actual object itself is used for the pattern,
Q. Explain the common allowances provided on patterns. Pattern Allowances (i) Shrinkage:- When any metal cools, it naturally shrinks in size. Hence, if the actual object itself is used for the pattern,
Expendable-Mold Casting Process
 Expendable-Mold Casting Process Chapter 12 12.1 Introduction Factors to consider for castings Desired dimensional accuracy Surface quality Number of castings Type of pattern and core box needed Cost of
Expendable-Mold Casting Process Chapter 12 12.1 Introduction Factors to consider for castings Desired dimensional accuracy Surface quality Number of castings Type of pattern and core box needed Cost of
LECTURE 5 GEAR MANUFACTURING
 LECTURE 5 GEAR MANUFACTURING Contents of the lecture Gear manufacture can be divided into two categories, forming and machining. Forming consists of direct casting, molding, drawing, or extrusion of tooth
LECTURE 5 GEAR MANUFACTURING Contents of the lecture Gear manufacture can be divided into two categories, forming and machining. Forming consists of direct casting, molding, drawing, or extrusion of tooth
Drawing. Fig. 1 Drawing
 Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
ADVANECES IN CASTING. Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal
 Manufacturing engg. NIT Warangal") ADVANECES IN CASTING Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal http://ajourneywithtime.weebly.com CONTENTS Introduction Conventional casting process Advances & recent development
ADVANECES IN CASTING Presented by: M K PODDAR M.Tech (Student) Manufacturing engg. NIT Warangal http://ajourneywithtime.weebly.com CONTENTS Introduction Conventional casting process Advances & recent development
The properties that are generally required in molding materials are:
 Molding Sand Molding sands may be of two types namely natural or synthetic. Natural molding sands contain sufficient binder. Whereas synthetic molding sands are prepared artificially using basic sand molding
Molding Sand Molding sands may be of two types namely natural or synthetic. Natural molding sands contain sufficient binder. Whereas synthetic molding sands are prepared artificially using basic sand molding
CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE
 33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
MF9254 ADVANCES IN CASTING AND WELDING PROCESSES UNIT III RECENT TRENDS IN CASTING AND FOUNDRY LAYOUT
 MF9254 ADVANCES IN CASTING AND WELDING PROCESSES UNIT III RECENT TRENDS IN CASTING AND FOUNDRY LAYOUT Syllabus Shell moulding, precision investment casting, CO2 moulding, centrifugal casting, Die casting,
MF9254 ADVANCES IN CASTING AND WELDING PROCESSES UNIT III RECENT TRENDS IN CASTING AND FOUNDRY LAYOUT Syllabus Shell moulding, precision investment casting, CO2 moulding, centrifugal casting, Die casting,
Metal Working Processes
 Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
TOOLKIT PART 4 MANUFACTURING PROCESSES
 Understanding which manufacturing process has been used to make an object can help you identify its material as different materials are manufactured with different process. Different manufacturing processes
Understanding which manufacturing process has been used to make an object can help you identify its material as different materials are manufactured with different process. Different manufacturing processes
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture 03 Moulding Sands and Design-II Welcome
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture 03 Moulding Sands and Design-II Welcome
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Attention is drawn to the following places, which may be of interest for search:
 CPC - B22D - 2017.08 B22D CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES (shaping of plastics or substances in a plastic state B29C; metallurgical processing, selection
CPC - B22D - 2017.08 B22D CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES (shaping of plastics or substances in a plastic state B29C; metallurgical processing, selection
ABSTRACT I. INTRODUCTION II. METHODS AND MATERIAL
 2017 IJSRSET Volume 3 Issue 2 Print ISSN: 2395-1990 Online ISSN : 2394-4099 Themed Section: Engineering and Technology A Critical Review on Casting Types and Defects T. Venkat Sai 1, T. Vinod 2, Gunda
2017 IJSRSET Volume 3 Issue 2 Print ISSN: 2395-1990 Online ISSN : 2394-4099 Themed Section: Engineering and Technology A Critical Review on Casting Types and Defects T. Venkat Sai 1, T. Vinod 2, Gunda
Manufacturing Processes
 Manufacturing Processes Product example Manufacturing process definition Deformation processes Casting processes Sheet metalworking Hammer Forging Video Polymer processing How would we manufacture a mountain
Manufacturing Processes Product example Manufacturing process definition Deformation processes Casting processes Sheet metalworking Hammer Forging Video Polymer processing How would we manufacture a mountain
Creating Quality Casting
 MME 6203 Lecture 01 Creating Quality Casting AKMB Rashid Professor, Department of MME BUET, Dhaka Topics to discuss today. 1. Defects in casting 2. How to create quality casting 3. Introducing MME 6203
MME 6203 Lecture 01 Creating Quality Casting AKMB Rashid Professor, Department of MME BUET, Dhaka Topics to discuss today. 1. Defects in casting 2. How to create quality casting 3. Introducing MME 6203
Ryan Carmichael 5/19/09 E82. Homepaper 2: Centrifugal Jewelry Casting
 Homepaper 2: Centrifugal Jewelry Casting Centrifugal casting is a cost-effective casting process that produces hollow cylindrical components, circular plates, and intricate parts 1 from practically any
Homepaper 2: Centrifugal Jewelry Casting Centrifugal casting is a cost-effective casting process that produces hollow cylindrical components, circular plates, and intricate parts 1 from practically any
CHAPTER 5: MOULDING PROCESS
 CHAPTER OUTLINE CHAPTER 5: MOULDING PROCESS 5.1 INTRODUCTION 5.2 INJECTION MOULDING 5.3 COMPRESSION AND TRANSFER MOLDING 5.4 BLOW AND ROTATIONAL MOLDING 5.5 PRODUCT DESIGN CONSIDERATIONS 1 5.1 Introduction
CHAPTER OUTLINE CHAPTER 5: MOULDING PROCESS 5.1 INTRODUCTION 5.2 INJECTION MOULDING 5.3 COMPRESSION AND TRANSFER MOLDING 5.4 BLOW AND ROTATIONAL MOLDING 5.5 PRODUCT DESIGN CONSIDERATIONS 1 5.1 Introduction
Hand Torch or Flame Brazing Principles
 Hand Torch or Flame Brazing Principles Introduction Hand-torch brazing is inexpensive and flexible, making it ideally suited to small production batches or production runs involving differing components.
Hand Torch or Flame Brazing Principles Introduction Hand-torch brazing is inexpensive and flexible, making it ideally suited to small production batches or production runs involving differing components.
Troubleshooting Conventional Burnout Phosphate Bonded Investments
 Troubleshooting Conventional Burnout Phosphate Bonded Investments Phosphate investments are affected by many variables, but the following generalizations can be made: Thorough mixing insures complete reaction
Troubleshooting Conventional Burnout Phosphate Bonded Investments Phosphate investments are affected by many variables, but the following generalizations can be made: Thorough mixing insures complete reaction
Foundry Procedures. Page 1 of 7 R. G. Sparber Copyleft protects this document. Furnace Set Up
 Foundry Procedures Furnace Set Up 1. Check weather report and only proceed if there is no chance of rain 2. lay out tarp on patio 3. place 3 fire bricks to support furnace 4. put down bottom of furnace
Foundry Procedures Furnace Set Up 1. Check weather report and only proceed if there is no chance of rain 2. lay out tarp on patio 3. place 3 fire bricks to support furnace 4. put down bottom of furnace
Introduction 2. Casting as a metal forming process
 MME 345 Lecture 02 Introduction 2. Casting as a metal forming process Ref: P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 Ch 01: Introduction Topics to discuss today. 1. Metal forming processes
MME 345 Lecture 02 Introduction 2. Casting as a metal forming process Ref: P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 Ch 01: Introduction Topics to discuss today. 1. Metal forming processes
In the foundry. (continued)
") In the foundry Me by a vertical squeeze-caster - an Ube 350T model used to cast Aluminium. I was involved in refining the conditions used with this machine, in order to get fully-sound castings at large
In the foundry Me by a vertical squeeze-caster - an Ube 350T model used to cast Aluminium. I was involved in refining the conditions used with this machine, in order to get fully-sound castings at large
Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Arc Welding Processes Lecture - 8 Brazing, Soldering & Braze Welding
Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Arc Welding Processes Lecture - 8 Brazing, Soldering & Braze Welding
A critical review on sand casting technology
 A critical review on sand casting technology DR. T.R. VIJAYARAM Prof., SMBS VIT University S and casting technology also known as sand molded casting process. It is a metal casting process characterized
A critical review on sand casting technology DR. T.R. VIJAYARAM Prof., SMBS VIT University S and casting technology also known as sand molded casting process. It is a metal casting process characterized
Name: Class: Teacher:..
 Name: Class: Teacher:.. 1 Metals All metals in use today are either PURE METALS or ALLOYS. Copper, iron, tin, lead, gold and silver are all examples of PURE METALS which have been mined from the Earth
Name: Class: Teacher:.. 1 Metals All metals in use today are either PURE METALS or ALLOYS. Copper, iron, tin, lead, gold and silver are all examples of PURE METALS which have been mined from the Earth
Unit IV Drawing of rods, wires and tubes
 Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
4. PRESS AND PRESS WORK
 4. PRESS AND PRESS WORK Q. Which are the materials used for press work? GALVANISED IRON Zinc-coated iron is known as "galvanised iron"'. This soft steel sheet is popularly known as Gl sheet. Applications:
4. PRESS AND PRESS WORK Q. Which are the materials used for press work? GALVANISED IRON Zinc-coated iron is known as "galvanised iron"'. This soft steel sheet is popularly known as Gl sheet. Applications:
Casting & Working of Metals Lab Manuals LIST OF EXPERIMENTS
 LIST OF EXPERIMENTS 1. 2. PRACTICE FOR PREPRATION MOULDING SAND MIXTURES (1 session) PRACTICE FOR MAKING SAND MOLDS USING DIFFERENT PATTERNS (2 sessions) 3. PRACTICE FOR MELTING ALUMINUM AND ITS ALLOYS
LIST OF EXPERIMENTS 1. 2. PRACTICE FOR PREPRATION MOULDING SAND MIXTURES (1 session) PRACTICE FOR MAKING SAND MOLDS USING DIFFERENT PATTERNS (2 sessions) 3. PRACTICE FOR MELTING ALUMINUM AND ITS ALLOYS
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
1.0 PRECISION CASTING PROCESSES
 1.0 PRECISION CASTING PROCESSES An Introduction to precision casting processes The casting process is without equal as the manufacturing cable of producing fully shaped components of any size in any
1.0 PRECISION CASTING PROCESSES An Introduction to precision casting processes The casting process is without equal as the manufacturing cable of producing fully shaped components of any size in any
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Introduction And Overview Lecture 04 Overview Of Different Casting
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Introduction And Overview Lecture 04 Overview Of Different Casting
University of Arizona College of Optical Sciences
 University of Arizona College of Optical Sciences Name: Nachiket Kulkarni Course: OPTI521 Topic Plastic Injection Molding Submitted to Prof. J. Burge Date 1. Introduction In daily life, we come across
University of Arizona College of Optical Sciences Name: Nachiket Kulkarni Course: OPTI521 Topic Plastic Injection Molding Submitted to Prof. J. Burge Date 1. Introduction In daily life, we come across
A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING
 A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING THESIS SUBMITTED IN THE FULFILLMENT FOR THE DEGREE OF Bachelor of Technolgy In Mechanical Engineering By LOKANATH BEHERA 109ME0360 Department
A CONCEPTUAL DESIGN OF PATTERN TO REPLACE INVESTMENT CASTING THESIS SUBMITTED IN THE FULFILLMENT FOR THE DEGREE OF Bachelor of Technolgy In Mechanical Engineering By LOKANATH BEHERA 109ME0360 Department
Pattern Design. Broken Edges. Patterns are generally made from wood however they can be made from metal, plastic or any number of other materials.
 Sand is a process that has been around for over 5000 years. The process itself is fairly simple. A pattern is pressed into a sand mould to leave an impression. The pattern is then removed and the impression
Sand is a process that has been around for over 5000 years. The process itself is fairly simple. A pattern is pressed into a sand mould to leave an impression. The pattern is then removed and the impression
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture - 02 Moulding Sands And Design-I Good
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture - 02 Moulding Sands And Design-I Good
The Design of Gating System 2. Introduction to the gating system
 MME 345 Lecture 14 The Design of Gating System 2. Introduction to the gating system Ref: [1] P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 [2] J. Campbell, Castings, Butterworth-Heinemann,
MME 345 Lecture 14 The Design of Gating System 2. Introduction to the gating system Ref: [1] P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 [2] J. Campbell, Castings, Butterworth-Heinemann,
SAND CASTING LMU., MEC 329,MECH., DEPT. ADEDIRAN A.A
 SAND CASTING Sand Casting is simply melting the metal and pouring it into a preformed cavity, called mold, allowing (the metal to solidify and then breaking up the mold to remove casting. In sand casting
SAND CASTING Sand Casting is simply melting the metal and pouring it into a preformed cavity, called mold, allowing (the metal to solidify and then breaking up the mold to remove casting. In sand casting
1. There is a variety of casting processes. Many casting process characteristics are similar
 CHAPTER 14 Expendable-Mold Casting Processes Review Questions 1. There is a variety of casting processes. Many casting process characteristics are similar but each has distinct characteristics that determine
CHAPTER 14 Expendable-Mold Casting Processes Review Questions 1. There is a variety of casting processes. Many casting process characteristics are similar but each has distinct characteristics that determine
Investment Casting with FDM Patterns
 TECHNICAL APPLICATION GUIDE Investment Casting with FDM Patterns Investment casting produces ferrous and non-ferrous metal parts with excellent surface finish and dimensional accuracy. This manufacturing
TECHNICAL APPLICATION GUIDE Investment Casting with FDM Patterns Investment casting produces ferrous and non-ferrous metal parts with excellent surface finish and dimensional accuracy. This manufacturing
Chapter 26 Abrasive Machining Processes. Materials Processing ABRASIVE MACHINING 10/11/2014. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture - 5
Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture - 5
Extrusion. Process. The photo below shows a typical thermoplastic extruder.
 Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: properties and processing Lecture - 7 Rotational
Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: properties and processing Lecture - 7 Rotational
Mold Design. 5. Mold Structure. Bong-Kee Lee School of Mechanical Engineering Chonnam National University
 5. Mold Structure Bong-Kee Lee Chonnam National University the simplest and most reliable design has the fewest number of moving parts and is more straightforward to manufacture and run in production is
5. Mold Structure Bong-Kee Lee Chonnam National University the simplest and most reliable design has the fewest number of moving parts and is more straightforward to manufacture and run in production is
PES INSTITUTE OF TECHNOLOGY - BANGALORE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore ) Department of Mechanical Engg.
 Department of Mechanical Engg.") Third Semester B.E. 1 st IA Test, 2016 USN 1 P E PES INSTITUTE OF TECHNOLOGY - BANGALE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore-560 100) Department of Mechanical Engineering Subject
Third Semester B.E. 1 st IA Test, 2016 USN 1 P E PES INSTITUTE OF TECHNOLOGY - BANGALE SOUTH CAMPUS (Hosur Road, 1KM before Electronic City, Bangalore-560 100) Department of Mechanical Engineering Subject
Advanced Machining Processes Professor Vijay K. Jain Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture 06
 Advanced Machining Processes Professor Vijay K. Jain Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture 06 (Refer Slide Time: 00:17) Today we are going to discuss about
Advanced Machining Processes Professor Vijay K. Jain Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture 06 (Refer Slide Time: 00:17) Today we are going to discuss about
Design of Singe Impression Injection Mould for Lower Bearing Cover
 Design of Singe Impression Injection Mould for Lower Bearing Cover Vishwanath DC Student, M. Tech Government Tool Room and Training Centre Mysuru, India Abstract Injection moulding is one of the techniques
Design of Singe Impression Injection Mould for Lower Bearing Cover Vishwanath DC Student, M. Tech Government Tool Room and Training Centre Mysuru, India Abstract Injection moulding is one of the techniques
Processes Advantages Disadvantages Identifying features Products
 Plastics Processes Plastics manufacturing processes are mostly mass production processes with high volumes of output. The high cost of machinery and tooling is offset by the speed and volume of production.
Plastics Processes Plastics manufacturing processes are mostly mass production processes with high volumes of output. The high cost of machinery and tooling is offset by the speed and volume of production.
Centrifugal Casting Machine Company, Inc.
 Centrifugal Casting Machine Company, Inc. The world leader in centrifugal casting and permanent mold technology Est. 1940 Art the The Centrifugal Casting Machine Company, Inc. (CCMCO) is the established
Centrifugal Casting Machine Company, Inc. The world leader in centrifugal casting and permanent mold technology Est. 1940 Art the The Centrifugal Casting Machine Company, Inc. (CCMCO) is the established
Design and Technology Resistant materials Key words and definitions
 Design and Technology Resistant materials Key words and definitions Word Acrylic Definition a type of thermoplastic, which is hard and can be transparent. Used to make shop signs. Perspex is a trade/brand
Design and Technology Resistant materials Key words and definitions Word Acrylic Definition a type of thermoplastic, which is hard and can be transparent. Used to make shop signs. Perspex is a trade/brand
Chapter Name of the Topic Marks
 Chapter Name of the Topic Marks 3 3 FOUNDRY Specific Objectives: Study of various foundry processes Contents: 3.1 Introduction: Types of Foundries Advantages and disadvantages of foundry process. 3.2 Pattern
Chapter Name of the Topic Marks 3 3 FOUNDRY Specific Objectives: Study of various foundry processes Contents: 3.1 Introduction: Types of Foundries Advantages and disadvantages of foundry process. 3.2 Pattern
Principles of Major Manufacturing Processes. Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes
 Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Sheet Metal Tools. by:prem Mahendranathan
 Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
Investment Casting Design Parameters Guide for Buyer
 Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Advantages of the Casting Process
 Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
Advantages of the Casting Process The casting process has nearly unlimited flexibility compared to other manufacturing processes and is excellent for optimizing designs based on performance and weight
1 Component Casting 1.1 INTRODUCTION
 1 Component Casting 1.1 Introduction 1 1.1.1 History of Casting 1 1.1.2 Industrial Component Casting Processes 1 1.2 Casting of Components 1 1.2.1 Production of Moulds 1 1.2.2 Metal Melt Pressure on Moulds
1 Component Casting 1.1 Introduction 1 1.1.1 History of Casting 1 1.1.2 Industrial Component Casting Processes 1 1.2 Casting of Components 1 1.2.1 Production of Moulds 1 1.2.2 Metal Melt Pressure on Moulds