MANUFACTURING TECHNOLOGY
|
|
|
- Stephanie Ramsey
- 6 years ago
- Views:
Transcription
1 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES
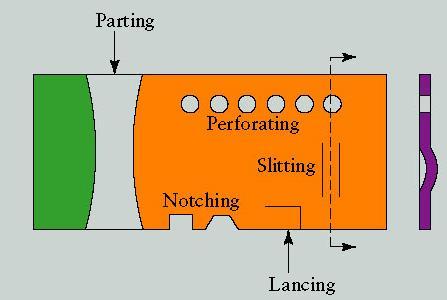
2 Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond its ultimate strength. The stresses caused in the metal by the applied forces will be shearing stresses. The cutting operations include Punching (Piercing) Blanking Trimming Notching Perforating Slitting Lancing Parting Shaving Fine blanking
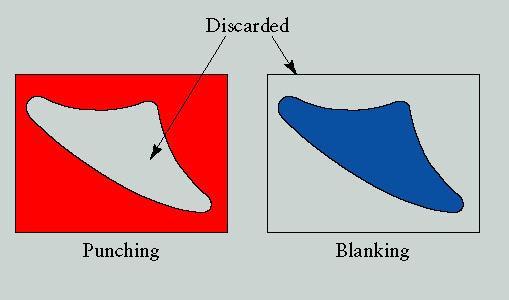
3 Shearing Operations Punching (Piercing) It is a cutting operation by which various shaped holes are made in sheet metal. Punching is similar to blanking except that in punching, the hole is the desired product, the material punched out to form the hole being waste. Blanking: Blanking is the operation of cutting a flat shape sheet metal. The article punched out is called the blank and is the required product of the operation. The hole and metal left behind is discarded as waste. Notching: This is cutting operation by which metal pieces are cut from the edge of a sheet, strip or blank.
4 Perforating: This is a process by which multiple holes which are very small and close together are cut in flat work material. Slitting: It refers to the operation of making incomplete holes in a work piece. Lancing: This is a cutting operation in which a hole is partially cut and then one side is bent down to form a sort of tab. Since no metal is actually removed, there will be no scrap. Parting: Parting involves cutting a sheet metal strip by a punch with two cutting edges that match the opposite sides of the blank.
5 Shaving: The edge of blanked parts is generally rough, uneven and un-square. Accurate dimensions of the part are obtained by removing a thin strip of metal along the edges. Fine blanking: Fine blanking is a operation used to blank sheet metal parts with close tolerances and smooth, straight edges in one step. Trimming: This operation consists of cutting unwanted excess material from the periphery of previously formed components.
6 Shearing Operations




7 Shearing Operations Schematic illustrations of shaving on a sheared edge. (a) Shaving a sheared edge. (b) Shearing and shaving, combined in one stroke. Fine blanking Shaving Trimming
8 Shearing Dies Manufacturing Technology Because the formability of a sheared part can be influenced by the quality of its sheared edges, clearance control is important. In practice, clearances usually range between 2% and 8% of the sheet s thickness; generally, the thicker the sheet, the larger is the clearance (as much as 10%). However, the smaller the clearance, the better is the quality of the edge.

9 Punch and Die Shapes As the surfaces of the punch and die are flat; thus, the punch force builds up rapidly during shearing, because the entire thickness of the sheet is sheared at the same time. However, the area being sheared at any moment can be controlled by beveling the punch and die surfaces, as shown in the following Figure. This geometry is particularly suitable for shearing thick blanks, because it reduces the total shearing force. Examples of the use of shear angles on punches and dies
10 Types of Shearing Dies Progressive Dies: Parts requiring multiple operations, such as punching, blanking and notching are made at high production rates in progressive dies. The sheet metal is fed through a coil strip and a different operation is performed at the same station with each stroke of a series of punches. Compound Dies: Several operations on the same strip may be performed in one stroke with a compound die in one station. These operations are usually limited to relatively simple shearing because they are somewhat slow and the dies are more expensive than those for individual shearing operations. Transfer Dies (Combination Dies): In a transfer die setup, the sheet metal undergoes different operations at different stations, which are arranged along a straight line or a circular path. After each operation, the part is transfer to the next operation for additional operations.
 Forming of the top piece of an aerosol spray can in a progressive die.")
11 Progressive Die (a) Schematic illustration of making a washer in a progressive die. (b) Forming of the top piece of an aerosol spray can in a progressive die.

12 Compound Die Manufacturing Technology (a) (b) Schematic illustrations: (a) before and (b) after blanking a common washer in a compound die. Note the separate movements of the die (for blanking) and the punch (for punching the hole in the washer).

13 Transfer Dies
14 Forming Operations In this operation, the stresses are below the ultimate strength of the metal. In this operation, there is no cutting of the metal but only the contour of the work piece is changed to get the desired product. The forming operations include Bending Drawing Squeezing
15 Bending: In this operation, the material in the form of flat sheet or strip, is uniformly strained around a linear axis which lies in the neutral plane and perpendicular to the lengthwise direction of the sheet or metal Drawing : This is a process of a forming a flat work piece into a hollow shape by means of a punch, which causes the blank to flow into die cavity. Squeezing: Under this operation, the metal is caused to flow to all portions of a die cavity under the action of compressive forces.
16 Types of Bending operations


17 Bending operations Manufacturing Technology V-bending Edge bending Roll bending


18 Bending operations Bending in 4-slide machine Air bending
19 Embossing Manufacturing Technology This is the process of making raised or projected design on the surface of the metal with its corresponding relief on the other side. This operation includes drawing and bending. It uses a die set which consists of die and punch with desired shape. This operation requires less force compared with coining process. It is very useful for producing nameplates tags and designs on the metal.


20 Coining Manufacturing Technology It is a cold working sizing operation. It is used for the production of metals and coins. The coining processes consists of die and punch. By using the punch and die, the impression and images are created on the metal. The pressure involved in coining process is about 1600Mpa. The metal flows plastically and squeezed to the shape between the punch and die. The metal is caused to flow in the direction of perpendicular force. The type of impression is formed by compressive force. The type of impression obtained on both sides will be different
21 Tube Forming or Bending Bending and forming tubes and other hollow sections require special tooling to avoid buckling and folding. The oldest method of bending a tube or pipe is to pack the inside with loose particles, commonly used sand and bend the part in a suitable fixture. This technique prevents the tube from buckling. After the tube has been bent, the sand is shaken out. Tubes can also be plugged with various flexible internal mandrels.

22 Tube Forming Manufacturing Technology Methods of bending tubes. Internal mandrels, or the filling of tubes with particulate materials such as sand are often necessary to prevent collapse of the tubes during bending.solid rods and structural shapes can also be bent by these techniques
23 Stretch Forming In stretch forming, the sheet metal is clamped around its edges and stretched over a die or form block, which moves upward, downward or sideways, depending on the particular machine. Stretch forming is used primarily to make aircraft-wing skin panel, automobile door panels and window frames.

24 Stretch Forming Manufacturing Technology Schematic illustration of a stretch-forming process. Aluminum skins for aircraft can be made by this process.

25 Examples of drawing operations (a) pure drawing and (b) pure stretching. The bead prevents the sheet metal from flowing freely into the die cavity. (c) Possibility of wrinkling in the unsupported region of a sheet in drawing.
26 Advantages of Sheet Metal Parts High strength Good dimensional accuracy Good surface finish Relatively low cost For large quantities, economical mass production operations are available
27 Tools and Accessories Marking and measuring tools Steel Rule It is used to set out dimensions. Try Square Try square is used for making and testing angles of 90degree Scriber It used to scribe or mark lines on metal work pieces. Divider This is used for marking circles, arcs, laying out perpendicular lines, bisecting lines, etc

28 Marking and measuring tools


29 Cutting Tools Straight snip Manufacturing Technology They have straight jaws and used for straight line cutting. Curved snip They have curved blades for making circular cuts. Straight snip Curved snip

30 Striking Tools Manufacturing Technology Mallet - It is wooden-headed hammer of round or rectangular cross section. The striking face is made flat to the work. A mallet is used to give light blows to the Sheet metal in bending and finishing. Types of Mallets
Wire and tube Drawing
 Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Hail University College of Engineering Department of Mechanical Engineering. Sheet-Metal Forming Processes and Equipment. Ch 16
 Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include
Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include
Metal Working Processes
 Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
Design and Analysis of Press Tool Assembly
 Design and Analysis of Press Tool Assembly Raveendra M.Tech Student ABSTRACT Press working may be defined as a chip less manufacturing process by which various components are made from sheet metal. This
Design and Analysis of Press Tool Assembly Raveendra M.Tech Student ABSTRACT Press working may be defined as a chip less manufacturing process by which various components are made from sheet metal. This
Sheet Metal Forming. Part 1
 Sheet Metal Forming Part 1 Sheet Metal Forming For products with versatile shapes and lightweight Dates to 5000 B.C. Products include metal desks, file cabinets, appliances, car bodies, beverage cans Common
Sheet Metal Forming Part 1 Sheet Metal Forming For products with versatile shapes and lightweight Dates to 5000 B.C. Products include metal desks, file cabinets, appliances, car bodies, beverage cans Common
Corso di Studi di Fabbricazione
 Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Bending. the bend radius is measured to the inner surface of the bent part
 Bending the bend radius is measured to the inner surface of the bent part there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral
Bending the bend radius is measured to the inner surface of the bent part there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral
Module 3 Selection of Manufacturing Processes
 Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet Metal Introduction Sheet metal is a metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking,
MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet Metal Introduction Sheet metal is a metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking,
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 9: Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - Application field- Sheet metal processing is an important
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 9: Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - Application field- Sheet metal processing is an important
Unit IV Drawing of rods, wires and tubes
 Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
4. PRESS AND PRESS WORK
 4. PRESS AND PRESS WORK Q. Which are the materials used for press work? GALVANISED IRON Zinc-coated iron is known as "galvanised iron"'. This soft steel sheet is popularly known as Gl sheet. Applications:
4. PRESS AND PRESS WORK Q. Which are the materials used for press work? GALVANISED IRON Zinc-coated iron is known as "galvanised iron"'. This soft steel sheet is popularly known as Gl sheet. Applications:
Manufacturing Processes (1)
") Manufacturing Processes (1) Chapter Twenty: Sheet Metalworking Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Sheet Metalworking includes cutting and forming operations performed
Manufacturing Processes (1) Chapter Twenty: Sheet Metalworking Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Sheet Metalworking includes cutting and forming operations performed
Sheet-Forming Processes
 Sheet-Forming Processes Chapter 17 17.1 Introduction Sheet metal processes involve plane stress loadings and lower forces than bulk forming Almost all sheet metal forming is considered to be secondary
Sheet-Forming Processes Chapter 17 17.1 Introduction Sheet metal processes involve plane stress loadings and lower forces than bulk forming Almost all sheet metal forming is considered to be secondary
Metal Stamping Glossary
 Metal Stamping Glossary Alloy - A substance that has metallic properties and is composed of two or more chemical elements of which at least one is an elemental metal. Annealing - A process involving the
Metal Stamping Glossary Alloy - A substance that has metallic properties and is composed of two or more chemical elements of which at least one is an elemental metal. Annealing - A process involving the
PRESS & PRESS WORK
 Topic and Contents Hours Marks 2.1 Introduction 08 Marks Materials used in press work for automobile applications. Classifications of presses and terminology used in presses Major parts of Fly press 2.2
Topic and Contents Hours Marks 2.1 Introduction 08 Marks Materials used in press work for automobile applications. Classifications of presses and terminology used in presses Major parts of Fly press 2.2
FUNDAMENTAL MANUFACTURING PROCESSES. Sheet Metal Stamping Dies & Processes-SD
 FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
Copyright Notice. HCL Technologies Ltd. All rights reserved. A DEFINITIVE GUIDE TO DESIGN FOR MANUFACTURING SUCCESS
 Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted, in any form
Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted, in any form
Press Operations & Types of Dies
 Press Operations & Types of Dies Press Working Use of mechanical and hydraulic presses for forging and extrusion has been mentioned earlier. Knuckle type mechanical presses are used widely for sheet metal
Press Operations & Types of Dies Press Working Use of mechanical and hydraulic presses for forging and extrusion has been mentioned earlier. Knuckle type mechanical presses are used widely for sheet metal
Surface Developments. Sacramento City College Engineering Design Technology. Surface Developments 1
 Surface Developments Sacramento City College Engineering Design Technology Surface Developments 1 Surface Developments A surface development is a full-size layout of an object made on a single flat plane.
Surface Developments Sacramento City College Engineering Design Technology Surface Developments 1 Surface Developments A surface development is a full-size layout of an object made on a single flat plane.
Processes Advantages Disadvantages Identifying features Products
 Plastics Processes Plastics manufacturing processes are mostly mass production processes with high volumes of output. The high cost of machinery and tooling is offset by the speed and volume of production.
Plastics Processes Plastics manufacturing processes are mostly mass production processes with high volumes of output. The high cost of machinery and tooling is offset by the speed and volume of production.
Sheet Metal Tools. by:prem Mahendranathan
 Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
Drawing. Fig. 1 Drawing
 Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES
 ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
Forming - Blanking. Manufacturing Technology II Lecture 6. Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke
 Forming - Blanking Manufacturing Technology II Lecture 6 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke Seite 1 Content
Forming - Blanking Manufacturing Technology II Lecture 6 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke Seite 1 Content
Design of Slot Piercing Tool for Diaphragm Spring in a Single Plate Clutch Assembly
 Design of Slot Piercing Tool for Diaphragm Spring in a Single Plate Clutch Assembly Chetan B. Kawale 1, Ankush R. Daware 2, Aniket V. Thakare 3, Gokul B. Ajmire 4, Prof. Chaitanya G. Deshmukh 5 1, 2, 3,
Design of Slot Piercing Tool for Diaphragm Spring in a Single Plate Clutch Assembly Chetan B. Kawale 1, Ankush R. Daware 2, Aniket V. Thakare 3, Gokul B. Ajmire 4, Prof. Chaitanya G. Deshmukh 5 1, 2, 3,
STEEL RULE. Stock TRY SQUARE
 FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
Machine Your Fishing Reel
 Machine Your Fishing Reel You will be well prepared for the coming season if you start on this smooth-running job now. IF you're an enthusiastic fisherman and have a lathe in your workshop, we'll say no
Machine Your Fishing Reel You will be well prepared for the coming season if you start on this smooth-running job now. IF you're an enthusiastic fisherman and have a lathe in your workshop, we'll say no
The Canadian Tire Paint Roller A Technical Description
 A Technical Description Eric Morlang Table of Contents 1. General Description of the Paint Roller... 3 2. Part-By-Part Description of the Paint Roller... 4 2.1 Body... 4 2.1.1 Handle... 4 2.1.2 Wire...
A Technical Description Eric Morlang Table of Contents 1. General Description of the Paint Roller... 3 2. Part-By-Part Description of the Paint Roller... 4 2.1 Body... 4 2.1.1 Handle... 4 2.1.2 Wire...
Tool and Die Maker Level 3
 Level 3 B3 Basic Tool Design Duration: 10 hours 3 hours 7 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary for basic tool design and apply
Level 3 B3 Basic Tool Design Duration: 10 hours 3 hours 7 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary for basic tool design and apply
The Fine-Art of Sheet Metal Bending
 The Fine-Art of Sheet Metal Bending Introduction...... 1 Bend allowances........2 Reverse engineering the k-factor........ 4 Principle types of bending........ 5 Tips and tricks....... 7 Other common types
The Fine-Art of Sheet Metal Bending Introduction...... 1 Bend allowances........2 Reverse engineering the k-factor........ 4 Principle types of bending........ 5 Tips and tricks....... 7 Other common types
Clocking a TD-04 Turbo Compressor Housing. Appendix A : AWIC Silicone and Tubing Fitting
 Clocking a TD-04 Turbo Compressor Housing Appendix A : AWIC Silicone and Tubing Fitting Revision A: 7-13-2015 Tools: Metric Sockets (10, 12, 14, 17mm) 5mm Hex Key Large Internal Snap Ring Pliers 3/8 Socket
Clocking a TD-04 Turbo Compressor Housing Appendix A : AWIC Silicone and Tubing Fitting Revision A: 7-13-2015 Tools: Metric Sockets (10, 12, 14, 17mm) 5mm Hex Key Large Internal Snap Ring Pliers 3/8 Socket
FORWARD FUSELAGE SIDES & REAR TOP SKINS
 FORWARD FUSELAGE SIDES & REAR TOP SKINS WORK REPORT Step No. Check Parts / Tools Qty Preparations. 1 [ ] 6F5-3 Upper Front Longerons 2 2 [ ] 6F5-5 Heel Support 1 3 [ ] 6F5-2 Front Floor Skin 1 3 [ ] Firewall
FORWARD FUSELAGE SIDES & REAR TOP SKINS WORK REPORT Step No. Check Parts / Tools Qty Preparations. 1 [ ] 6F5-3 Upper Front Longerons 2 2 [ ] 6F5-5 Heel Support 1 3 [ ] 6F5-2 Front Floor Skin 1 3 [ ] Firewall
Influence of Lubrication and Draw Bead in Hemispherical Cup Forming
 INSTITUTE OF TECHNOLOGY, NIRMA UNIVERSITY, AHMEDABAD 382 481, 08-10 DECEMBER, 2011 1 Influence of Lubrication and Draw Bead in Hemispherical Cup Forming G. M. Bramhakshatriya *12, S. K. Sharma #1, B. C.
INSTITUTE OF TECHNOLOGY, NIRMA UNIVERSITY, AHMEDABAD 382 481, 08-10 DECEMBER, 2011 1 Influence of Lubrication and Draw Bead in Hemispherical Cup Forming G. M. Bramhakshatriya *12, S. K. Sharma #1, B. C.
FITTING INTRODUCTION:
 FITTING INTRODUCTION: Machine tools are capable of producing work at a faster rate, but there are occasions when components are processed at the bench. Sometimes it becomes necessary to replace or repair
FITTING INTRODUCTION: Machine tools are capable of producing work at a faster rate, but there are occasions when components are processed at the bench. Sometimes it becomes necessary to replace or repair
Aircraft Metal Structural Repair
 Chapter 4 Aircraft Metal Structural Repair Aircraft Metal Structural Repair The satisfactory performance of an aircraft requires continuous maintenance of aircraft structural integrity. It is important
Chapter 4 Aircraft Metal Structural Repair Aircraft Metal Structural Repair The satisfactory performance of an aircraft requires continuous maintenance of aircraft structural integrity. It is important
Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Lecture - 06 Swaging & Wire Drawing Very good morning
Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Lecture - 06 Swaging & Wire Drawing Very good morning
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Table saws are not recommended for cutting sheets larger than 4'X4' I size.
 Aluminum Composite Panel (Fabrication) Considerable care should be taken in the layout and handling of Aluminum Composite Panel. The use if coolants or lubricants are not required when sawing. A. Sawing
Aluminum Composite Panel (Fabrication) Considerable care should be taken in the layout and handling of Aluminum Composite Panel. The use if coolants or lubricants are not required when sawing. A. Sawing
Roll Forming General overview By Dako Kolev P.Eng.
 Roll Forming General overview By Dako Kolev P.Eng. Design in the world of Engineering is a mental process of creativity when we layout our vision of functionality and arrangement of elements or details
Roll Forming General overview By Dako Kolev P.Eng. Design in the world of Engineering is a mental process of creativity when we layout our vision of functionality and arrangement of elements or details
RECTANGULAR TRAY. AIM: To prepare a Rectangular tray of given dimensions (l = 120 mm, b = 80 mm, h=24 mm) using a galvanized iron sheet.
 using a galvanized iron sheet.") RECTANGULAR TRAY AIM: To prepare a Rectangular tray of given dimensions (l = 120 mm, b = 80 mm, h=24 mm) using a galvanized iron sheet. MATERIAL REQUIRED: galvanized iron sheet of 180 mm x 140 mm TOOLS
RECTANGULAR TRAY AIM: To prepare a Rectangular tray of given dimensions (l = 120 mm, b = 80 mm, h=24 mm) using a galvanized iron sheet. MATERIAL REQUIRED: galvanized iron sheet of 180 mm x 140 mm TOOLS
Fabricate a Tool Caddy
 Metal Work Description Fabrication is a basic set of skills that include cutting, bending and assembling processes. In this Activity Plan, students will be fabricating a tool caddy using a variety of sheet
Metal Work Description Fabrication is a basic set of skills that include cutting, bending and assembling processes. In this Activity Plan, students will be fabricating a tool caddy using a variety of sheet
Tool School - Rotary Draw Bending Tooling. An Engineer s Guide to Bending Tubes
 Tool School - Rotary Draw Bending Tooling An Engineer s Guide to Bending Tubes Tube Form Solutions Tool School Rotary Draw Bending Tooling Tool School Agenda: Introduction To Rotary Draw Bending Engineering
Tool School - Rotary Draw Bending Tooling An Engineer s Guide to Bending Tubes Tube Form Solutions Tool School Rotary Draw Bending Tooling Tool School Agenda: Introduction To Rotary Draw Bending Engineering
Smithing force is applied to manipulate the metal Forging force is applied to manipulate the metal
 FORGING Smithing It is a process of performing various operations on relatively small work pieces, heated in an open fire (hearth) and force is applied to manipulate the metal by means of hand hammers
FORGING Smithing It is a process of performing various operations on relatively small work pieces, heated in an open fire (hearth) and force is applied to manipulate the metal by means of hand hammers
Fig2: The Sliding Glue Block from the back.
 Ornament Stand Introduction It was one of those forehead smacking moments. I was taking the #2 jaws off my Stronghold chuck, to put on my homemade wooden two jaw chuck set-up. For some reason instead of
Ornament Stand Introduction It was one of those forehead smacking moments. I was taking the #2 jaws off my Stronghold chuck, to put on my homemade wooden two jaw chuck set-up. For some reason instead of
ASSIGNMENT 4. Textbook Assignment: The point, edge, face, heel, and tang are the five parts of which of the following tools?
 ASSIGNMENT 4 Textbook Assignment: "Files," "Grinders and Sharpening Stones," "Scrapers," "Awls," "Bolt and Cable Cutters," "Glass Cutters," "Knives,' 'Pipe Cutting and Threading Tools," "Tube Cutting and
ASSIGNMENT 4 Textbook Assignment: "Files," "Grinders and Sharpening Stones," "Scrapers," "Awls," "Bolt and Cable Cutters," "Glass Cutters," "Knives,' 'Pipe Cutting and Threading Tools," "Tube Cutting and
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
ESL - DESIGN AND TECHNOLOGY / TECHNICS HANDTOOL IDENTIFICATION AND TERMINOLOGY
 ESL - DESIGN AND TECHNOLOGY / TECHNICS HANDTOOL IDENTIFICATION AND TERMINOLOGY One of the biggest difficulties in teaching ESL students practical skills is the lack of exposure to related technology and
ESL - DESIGN AND TECHNOLOGY / TECHNICS HANDTOOL IDENTIFICATION AND TERMINOLOGY One of the biggest difficulties in teaching ESL students practical skills is the lack of exposure to related technology and
Experimental and numerical investigation of tube sinking of rectangular tubes from round section
 International Journal of Engineering and Technology sciences (IJETS) ISSN 2289-4152 Academic Research Online Publisher Research Article Experimental and numerical investigation of tube sinking of rectangular
International Journal of Engineering and Technology sciences (IJETS) ISSN 2289-4152 Academic Research Online Publisher Research Article Experimental and numerical investigation of tube sinking of rectangular
Curved Pieces are a Common Woodworking Challenge
 Curved Pieces are a Common Woodworking Challenge I recently created a set of four dining chairs that required three curved back rest pieces each. On the top piece of each chair I wanted to inlay a marquetry
Curved Pieces are a Common Woodworking Challenge I recently created a set of four dining chairs that required three curved back rest pieces each. On the top piece of each chair I wanted to inlay a marquetry
Make a Mini Shield and Letter Opener
 Youth Explore Trades Skills Description Metal fabrication involves the use of a basic set of skills cutting, bending, and assembling processes to create something from raw material. In this activity plan,
Youth Explore Trades Skills Description Metal fabrication involves the use of a basic set of skills cutting, bending, and assembling processes to create something from raw material. In this activity plan,
INSTALLATION PROCEDURE
 Vinyl Siding INSTALLATION PROCEDURE Tools Needed and Preparation MOST ESSENTIAL TOOLS The proper tools, materials and equipment can make the installation of Durabuilt Vinyl Siding much easier. Here are
Vinyl Siding INSTALLATION PROCEDURE Tools Needed and Preparation MOST ESSENTIAL TOOLS The proper tools, materials and equipment can make the installation of Durabuilt Vinyl Siding much easier. Here are
Layout and Fitting. Chapter 6 Layout and Fitting
 6 Layout and Fitting A. RESILIENT SHEET FLOORING Layout and Fitting There are three general methods of fitting resilient sheet flooring into a room: freehand knifing, direct (or straight) scribing and
6 Layout and Fitting A. RESILIENT SHEET FLOORING Layout and Fitting There are three general methods of fitting resilient sheet flooring into a room: freehand knifing, direct (or straight) scribing and
WESTERN PISTOL.22 CALIBER SINGLE SHOT. Entire pamphlet Copyrighted by JACO Designs 1972
 WESTERN PISTOL.22 CALIBER SINGLE SHOT Entire pamphlet Copyrighted by JACO Designs 1972 This pamphlet contains the plans and instructions necessary to construct the Western pistol. This pistol breaks open
WESTERN PISTOL.22 CALIBER SINGLE SHOT Entire pamphlet Copyrighted by JACO Designs 1972 This pamphlet contains the plans and instructions necessary to construct the Western pistol. This pistol breaks open
SASKATOON, Saskatchewan
 CONSTRUCTION GUIDE AVRO ARROW (CONTEST VERSION) Copyright, Bill Jones, 2004 SASKATOON, Saskatchewan This is a work in progress, so there are a couple of rough areas ( I ll point out those that I m aware
CONSTRUCTION GUIDE AVRO ARROW (CONTEST VERSION) Copyright, Bill Jones, 2004 SASKATOON, Saskatchewan This is a work in progress, so there are a couple of rough areas ( I ll point out those that I m aware
CENTER WING SECTION (CWS) WORK REPORT
 WORK REPORT") CENTER WING SECTION (CWS) WORK REPORT No. Check Parts / Description Qty PHASE 1: Preparations 1 [ ] 6V1-3 Rear ribs 2R & 2L 1 [ ] L Angle 6 2 [ ] 6V2-1 Rear Ribs.032 2R & 2L 2 [ ] 6V5-1 Gear Rib Doubler
CENTER WING SECTION (CWS) WORK REPORT No. Check Parts / Description Qty PHASE 1: Preparations 1 [ ] 6V1-3 Rear ribs 2R & 2L 1 [ ] L Angle 6 2 [ ] 6V2-1 Rear Ribs.032 2R & 2L 2 [ ] 6V5-1 Gear Rib Doubler
Cold Forming Basics for Industrial Fasteners
 Cold Forming Basics for Industrial Fasteners Station 1 Cut-off Coiled wire is fed into cold-former. Slug is cut off to specified length. Station 2 Squaring Ends of cut-off are squared. Station 3 Impact
Cold Forming Basics for Industrial Fasteners Station 1 Cut-off Coiled wire is fed into cold-former. Slug is cut off to specified length. Station 2 Squaring Ends of cut-off are squared. Station 3 Impact
Hand Tools. 1. Marking Out Tools
 Hand Tools 1. Marking Out Tools Steel Rule Used for measuring Measure twice, cut once, golden rule of woodwork Rule should begin from the edge of the metal Millimetres are used, nothing else will do 10mm
Hand Tools 1. Marking Out Tools Steel Rule Used for measuring Measure twice, cut once, golden rule of woodwork Rule should begin from the edge of the metal Millimetres are used, nothing else will do 10mm
Make a BBQ Flipper. Description. Lesson Objectives. Assumptions
 Youth Explore Trades Skills Make a BBQ Flipper Description The purpose of this activity is to introduce students to the metal shop through practical activity. This activity is an introduction to sheet
Youth Explore Trades Skills Make a BBQ Flipper Description The purpose of this activity is to introduce students to the metal shop through practical activity. This activity is an introduction to sheet
Layout and Fitting. Chapter 6 Layout and Fitting 6. 1
 6 Layout and Fitting Chapter 6 Layout and Fitting 6. 1 Layout and Fitting A. RESILIENT SHEET FLOORING There are three general methods of fitting resilient sheet flooring into a room: freehand knifing,
6 Layout and Fitting Chapter 6 Layout and Fitting 6. 1 Layout and Fitting A. RESILIENT SHEET FLOORING There are three general methods of fitting resilient sheet flooring into a room: freehand knifing,
MECHANICAL ASSEMBLY John Wiley & Sons, Inc. M. P. Groover, Fundamentals of Modern Manufacturing 2/e
 MECHANICAL ASSEMBLY Threaded Fasteners Rivets and Eyelets Assembly Methods Based on Interference Fits Other Mechanical Fastening Methods Molding Inserts and Integral Fasteners Design for Assembly Mechanical
MECHANICAL ASSEMBLY Threaded Fasteners Rivets and Eyelets Assembly Methods Based on Interference Fits Other Mechanical Fastening Methods Molding Inserts and Integral Fasteners Design for Assembly Mechanical
Special Casting Process. 1. Permanent mould casting
 Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Goltens Miami Service GE No 3 block repair. Repaired August 2010 Clipper Caribe Houston Texas
 Goltens Miami Service GE No 3 block repair Repaired August 2010 Clipper Caribe Houston Texas Scope of Work Mr. Ed Mulvihill traveled to Houston Texas to inspect the damaged engine block onboard the vessel
Goltens Miami Service GE No 3 block repair Repaired August 2010 Clipper Caribe Houston Texas Scope of Work Mr. Ed Mulvihill traveled to Houston Texas to inspect the damaged engine block onboard the vessel
LocoGear. Technical Bulletin - 14 November 28, 2003 Copyright 2003 by LocoGear LIVE STEAM CASTINGS. Tech Bulletin - 14
 LIVE STEAM CASTINGS LocoGear Tech Bulletin - 14 John D.L. Johnson 3879 Woods Walk Blvd Lake Worth, FL 33467-2359 jjohnson@locogear.com www.locogear.com Technical Bulletin - 14 November 28, 2003 Copyright
LIVE STEAM CASTINGS LocoGear Tech Bulletin - 14 John D.L. Johnson 3879 Woods Walk Blvd Lake Worth, FL 33467-2359 jjohnson@locogear.com www.locogear.com Technical Bulletin - 14 November 28, 2003 Copyright
28 mm. 18 mm. 14 mm. 10 mm Length to fit. 7 mm. 16 mm. 7.5 mm. 18 mm 10 mm 25 mm. 3 mm.032 Brass. Wire. Figure 1: Ground Throw Components
 Modified Slanser Ground Throw Switchstand Bill Johnson of the Sunrise Division of the NMRA has demonstrated and documented the Slanser Ground Throw mechanism on several occasions. His design requires the
Modified Slanser Ground Throw Switchstand Bill Johnson of the Sunrise Division of the NMRA has demonstrated and documented the Slanser Ground Throw mechanism on several occasions. His design requires the
Advance in Sheet Metal Forming - One-step Solution, Multi-Beads, Gravity Prebending, Auto Nets, and Local Compensation
 12 th International LS-DYNA Users Conference Metal Forming(2) Advance in Sheet Metal Forming - One-step Solution, Multi-Beads, Gravity Prebending, Auto Nets, and Local Compensation Xinhai Zhu & Li Zhang
12 th International LS-DYNA Users Conference Metal Forming(2) Advance in Sheet Metal Forming - One-step Solution, Multi-Beads, Gravity Prebending, Auto Nets, and Local Compensation Xinhai Zhu & Li Zhang
Flat file. Round file. Hand file. Half -round. Mill file. Square file
 Name Picture Cross section Uses: Cut pattern:: Hand file used for roughing and finishing. It has double cut teeth on two faces, single cut teeth on one edge, and one safe edge Flat file used for roughing
Name Picture Cross section Uses: Cut pattern:: Hand file used for roughing and finishing. It has double cut teeth on two faces, single cut teeth on one edge, and one safe edge Flat file used for roughing
Standard Test Methods for Bend Testing of Material for Ductility 1
 Designation: E290 14 Standard Test Methods for Bend Testing of Material for Ductility 1 This standard is issued under the fixed designation E290; the number immediately following the designation indicates
Designation: E290 14 Standard Test Methods for Bend Testing of Material for Ductility 1 This standard is issued under the fixed designation E290; the number immediately following the designation indicates
Tripar CNC Punch/Laser Capabilities & Design Guide
 Metal Stamping & CNC Fabrication Tripar CNC Punch/Laser Capabilities & Design Guide March, 2018 www.triparinc.com / 514-648-7471 / Sales@Triparinc.com 1 2 Table of Contents 1. Introduction... 4 2. Welcome
Metal Stamping & CNC Fabrication Tripar CNC Punch/Laser Capabilities & Design Guide March, 2018 www.triparinc.com / 514-648-7471 / Sales@Triparinc.com 1 2 Table of Contents 1. Introduction... 4 2. Welcome
Tool Rest SVD-110 (60483) Positioning of Machine
 Positioning of Machine") Tool Rest SVD-110 (60483) TURNING SCRAPERS Round nose Square end Curved CARVING SCORPS AND INSHAVES CABINET SCRAPERS HOLLOWING TOOLS SCREW DRIVERS Positioning of Machine Grinding direction: away from or
Tool Rest SVD-110 (60483) TURNING SCRAPERS Round nose Square end Curved CARVING SCORPS AND INSHAVES CABINET SCRAPERS HOLLOWING TOOLS SCREW DRIVERS Positioning of Machine Grinding direction: away from or
Wire Drawing 7.1 Introduction: stock size
 Wire Drawing 7.1 Introduction: In drawing, the cross section of a long rod or wire is reduced or changed by pulling (hence the term drawing) it through a die called a draw die (Fig. 7.1). Thus, the difference
Wire Drawing 7.1 Introduction: In drawing, the cross section of a long rod or wire is reduced or changed by pulling (hence the term drawing) it through a die called a draw die (Fig. 7.1). Thus, the difference
Pachinko Machine. Supplies: Part One: Construction. Optional: (1) 21" x 15.5" piece of wood. jumbo craft sticks. (2) 17" x 1" pieces of wood
 21 x 15.5 piece of wood. jumbo craft sticks. (2) 17 x 1 pieces of wood") Supplies: (1) 21" x 15.5" piece of wood jumbo craft sticks (2) 17" x 1" pieces of wood standard craft sticks (2) 14.5" x 1" pieces of wood 1" wooden craft circles (2) 4" x 2" pieces of wood drill (1) 14.5
Supplies: (1) 21" x 15.5" piece of wood jumbo craft sticks (2) 17" x 1" pieces of wood standard craft sticks (2) 14.5" x 1" pieces of wood 1" wooden craft circles (2) 4" x 2" pieces of wood drill (1) 14.5
woodworkersjournal.com MATERIAL LIST
 MATERIAL LIST T x W x L 1 Legs (2) 1 1 2" x 3 1 2" x 36 7 16" 2 End Uprights (2) 1 1 2" x 3 1 2" x 32 1 2" 3 Stringers (4) 1 1 2" x 3 1 2" x 42" 4 Top Cladding, Long (2) 3/4" x 7 1 4" x 65 3 4" 5 Side
MATERIAL LIST T x W x L 1 Legs (2) 1 1 2" x 3 1 2" x 36 7 16" 2 End Uprights (2) 1 1 2" x 3 1 2" x 32 1 2" 3 Stringers (4) 1 1 2" x 3 1 2" x 42" 4 Top Cladding, Long (2) 3/4" x 7 1 4" x 65 3 4" 5 Side
Collage Pendant from Recycled Tin
 PROJECT BEGINNER METAL Construct a Collage Pendant from Recycled Tin Cut, stack, and rivet elements from colorful tin containers to create a reversible pendant with a wooden core. by Christine Terrell
PROJECT BEGINNER METAL Construct a Collage Pendant from Recycled Tin Cut, stack, and rivet elements from colorful tin containers to create a reversible pendant with a wooden core. by Christine Terrell
Bob's Card Models and [Resources]
![Bob's Card Models and [Resources]](/thumbs/94/120604139.jpg "Bob's Card Models and [Resources]") Bob's Card Models www.bobscardmodels.altervista.org and www.zealot.com [Resources] Short 330-200 (Scale 1:72) The Short 330-200 is a short haul airlcraft produced by Short Brothers in the UK. The aircraft
Bob's Card Models www.bobscardmodels.altervista.org and www.zealot.com [Resources] Short 330-200 (Scale 1:72) The Short 330-200 is a short haul airlcraft produced by Short Brothers in the UK. The aircraft
Hand Tool Identification Worksheet. Name: Screw driver. Purpose: To turn the screws. Name: chisels. Purpose: To remove/chip away materials
 Hand Tool Identification Worksheet Name: Screw driver Purpose: To turn the screws Safety Facts: Don t use for prying or as a chisel Name: chisels Purpose: To remove/chip away materials Safety Facts: Always
Hand Tool Identification Worksheet Name: Screw driver Purpose: To turn the screws Safety Facts: Don t use for prying or as a chisel Name: chisels Purpose: To remove/chip away materials Safety Facts: Always
Technical Tips. Using Bundle Breaker (rotary corrugated applications) In General, bundle breaker rule is determined based on the following criteria:
 In General, bundle breaker rule is determined based on the following criteria:") Technical Tips 080215_BBarticle Using Bundle Breaker (rotary corrugated applications) Bundle Breaker: a mechanical device designed specifically to separate ganged, multiout sheets after they have been
Technical Tips 080215_BBarticle Using Bundle Breaker (rotary corrugated applications) Bundle Breaker: a mechanical device designed specifically to separate ganged, multiout sheets after they have been
HINGE TOOL SET-UP, ADJUSTMENT AND TROUBLESHOOTING GUIDE
 HINGE TOOL SET-UP, ADJUSTMENT AND TROUBLESHOOTING GUIDE HINGE TOOL FORMING SET-UP High Level Process (For detailed information, reference Detailed Instructions): 1. Inspect and assemble tool (if required).
HINGE TOOL SET-UP, ADJUSTMENT AND TROUBLESHOOTING GUIDE HINGE TOOL FORMING SET-UP High Level Process (For detailed information, reference Detailed Instructions): 1. Inspect and assemble tool (if required).
FABRICATION MANUAL CCM Copper Composite You discover why ALPOLIC Copper composite material (CCM) is the building material of the future as soon as
 is the building material of the future as soon as") FABRICATION MANUAL CCM Copper Composite You discover why ALPOLIC Copper composite material (CCM) is the building material of the future as soon as you fabricate it. Our CCM is as easy to fabricate as wood:
FABRICATION MANUAL CCM Copper Composite You discover why ALPOLIC Copper composite material (CCM) is the building material of the future as soon as you fabricate it. Our CCM is as easy to fabricate as wood:
Note Pad Holder. Tools:
 Note Pad Holder Name: Date: Description: The note pad holder is a cold metal project that involves layout skills and sheet metal fabrication skills Materials: 3 1/8 x ¼ Aluminum Pop Rivet 18 ga. Galvanized
Note Pad Holder Name: Date: Description: The note pad holder is a cold metal project that involves layout skills and sheet metal fabrication skills Materials: 3 1/8 x ¼ Aluminum Pop Rivet 18 ga. Galvanized
Work Space Set-up. Slats will level the pipe during bending and help minimize twisting of the bow.
 Work Space Set-up Affix pipe bender to end of working surface Slats will level the pipe during bending and help minimize twisting of the bow. Make the slat height equal the distance from your work surface
Work Space Set-up Affix pipe bender to end of working surface Slats will level the pipe during bending and help minimize twisting of the bow. Make the slat height equal the distance from your work surface
SAW-PIERCING. 79. Fig. 29. Placing new blade in saw-frame.
 SAW-PIERCING. 79 First make a full-size drawing of the hinge, then by means of transfer paper transfer the design of the butt end to the copper or brass. Then lay out the knuckles as shown in Fig. 28,
SAW-PIERCING. 79 First make a full-size drawing of the hinge, then by means of transfer paper transfer the design of the butt end to the copper or brass. Then lay out the knuckles as shown in Fig. 28,
Question 1. Flat file. Half -round. Round file. Three square ( triangle ) Needle files. Page 1 of 46
 Needle files. Page 1 of 46") Question 1 Name Picture Cross section Uses: Cut pattern:: Flat file Half -round Round file Three square ( triangle ) Needle files Page 1 of 46 Question 2 The graph shown below is the data collected for
Question 1 Name Picture Cross section Uses: Cut pattern:: Flat file Half -round Round file Three square ( triangle ) Needle files Page 1 of 46 Question 2 The graph shown below is the data collected for
Replacing Hammer Butt Springs in the Upright Action
 Schaff Piano Supply Company Presents: Replacing Hammer Butt Springs in the Upright Action Basic Procedures By Chuck Behm Replacing Hammer Butt Springs -Rationale- In the restoration of an upright, the
Schaff Piano Supply Company Presents: Replacing Hammer Butt Springs in the Upright Action Basic Procedures By Chuck Behm Replacing Hammer Butt Springs -Rationale- In the restoration of an upright, the
You can also order our FREE Rotary Draw Bending Guide wall chart.
 A re you looking for the latest techniques on tube & pipe bending? Ask for our FREE Tube and Pipe Bending manual shown here. It answers a lot of questions about bending, with tips and techniques to make
A re you looking for the latest techniques on tube & pipe bending? Ask for our FREE Tube and Pipe Bending manual shown here. It answers a lot of questions about bending, with tips and techniques to make
4.1.3: Shell Casting.
 4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION
 DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
Makrolon Solid Polycarbonate Sheets
 1. General remarks Tools sheets can be machined using the standard tools commonly used for metal and woodworking. We recommend carbide-tipped tools. Above all, it is important to use sharp cutting tools
1. General remarks Tools sheets can be machined using the standard tools commonly used for metal and woodworking. We recommend carbide-tipped tools. Above all, it is important to use sharp cutting tools
Two Categories of Metal Casting Processes
 Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Model: 3-IN-1/1067x1.5 Model: 3-IN-1/1320x1.5
 SHEARER/PRESS BRAKE/ SLIP ROLL Model: 3-IN-1/1067x1.5 Model: 3-IN-1/1320x1.5 OPERATION MANUAL 1. USES This machine is used for shearing and bending low carbon plate (mild steel) or the other metal materials
SHEARER/PRESS BRAKE/ SLIP ROLL Model: 3-IN-1/1067x1.5 Model: 3-IN-1/1320x1.5 OPERATION MANUAL 1. USES This machine is used for shearing and bending low carbon plate (mild steel) or the other metal materials
HIGH ENERGY RATE FORMING PROCESSES
 HIGH ENERGY RATE FORMING PROCESSES In these forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of
HIGH ENERGY RATE FORMING PROCESSES In these forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of
INCREMENTAL SHEET FORMING METHOD
 INCREMENTAL SHEET FORMING METHOD Bachelor s thesis Riihimäki Mechanical Engineering & Production Technology Spring, 2018 Binamra Poudel ABSTRACT HAMK UAS, Riihimäki Degree Program in Mechanical Engineering
INCREMENTAL SHEET FORMING METHOD Bachelor s thesis Riihimäki Mechanical Engineering & Production Technology Spring, 2018 Binamra Poudel ABSTRACT HAMK UAS, Riihimäki Degree Program in Mechanical Engineering
Sheet Metal OverviewChapter1:
 Sheet Metal OverviewChapter1: Chapter 1 This chapter describes the terminology, design methods, and fundamental tools used in the design of sheet metal parts. Building upon these foundational elements
Sheet Metal OverviewChapter1: Chapter 1 This chapter describes the terminology, design methods, and fundamental tools used in the design of sheet metal parts. Building upon these foundational elements
Trade of Sheet Metalwork. Module 1: Sheetmetal Fundamentals Unit 1: Induction Phase 2
 Trade of Sheet Metalwork Module 1: Sheetmetal Fundamentals Unit 1: Induction Phase 2 Table of Contents List of Figures... 5 List of Tables... 7 Document Release History... 8 Module 1 Sheetmetal Fundamentals...
Trade of Sheet Metalwork Module 1: Sheetmetal Fundamentals Unit 1: Induction Phase 2 Table of Contents List of Figures... 5 List of Tables... 7 Document Release History... 8 Module 1 Sheetmetal Fundamentals...
Building Tips This model can be built using the following types of adhesives:
 Page 1 Building Tips This model can be built using the following types of adhesives: Epoxy (with or without microballons) Odorless cyanoacrylate (CA) with accelerator UHU Creativ for Styrofoam (or UHU
Page 1 Building Tips This model can be built using the following types of adhesives: Epoxy (with or without microballons) Odorless cyanoacrylate (CA) with accelerator UHU Creativ for Styrofoam (or UHU
Chapter 25. Other Machining Processes. Materials Processing. MET Manufacturing Processes. Shaping Planing Broaching Sawing Filing
 MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
Design and Analysis of Draw Bead Profile in Sheet Metal Forming Of Reinf-Rr End Upr-Lh/Rh for Safe Thinning
 International Journal of Engineering Science Invention (IJESI) ISSN (Online): 2319 6734, ISSN (Print): 2319 6726 Volume 7 Issue 7 Ver IV July 2018 PP 01-10 Design and Analysis of Draw Bead Profile in Sheet
International Journal of Engineering Science Invention (IJESI) ISSN (Online): 2319 6734, ISSN (Print): 2319 6726 Volume 7 Issue 7 Ver IV July 2018 PP 01-10 Design and Analysis of Draw Bead Profile in Sheet
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES
 Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Curved Metal Segmenting
 Curved Metal Segmenting A Tutorial by: David Washburn A.K.A djwood1 This tutorial was downloaded from The International Association of Penturners Introduction As I continue to learn about pen turning,
Curved Metal Segmenting A Tutorial by: David Washburn A.K.A djwood1 This tutorial was downloaded from The International Association of Penturners Introduction As I continue to learn about pen turning,
Punching 3/16" diameter round hole in up to 3/16" thick (flat strip metal).
.") Wrought Iron Handicrafts, Inc. 3950 10 th Ave NW Rochester MN 55901-1336 507-289-0836 phone 800-456-7738 phone info@metalcraftusa.com email The ultimate dream machine for fabricators and ornamental metal
Wrought Iron Handicrafts, Inc. 3950 10 th Ave NW Rochester MN 55901-1336 507-289-0836 phone 800-456-7738 phone info@metalcraftusa.com email The ultimate dream machine for fabricators and ornamental metal