Appendix 4.3: Pottery Faults Glossary
|
|
|
- Lorena Hamilton
- 6 years ago
- Views:
Transcription
1 Appendix 4.3: Pottery Faults Glossary
2

3 Introduction During the course of excavations at the site of large quantities of pottery refuse were found in pits and other depressions located in Areas A and B. Several pits were identified as intentional cuts, possibly formed by clay extraction for pottery production. These areas may also have been used for clay preparation. Area B contained a series of gullies or erosion channels interspersed with evidence of localised soil extraction. Fills found within the pits and depressions were interpreted as levelling fills and may also have served to control water runoff across the site. The bulk of the fills were composed of large volumes of earthenware pottery waste, estimate to comprise between 80 and 90 per cent of the deposit in some fills (7645, 7662, 7460) in a matrix of clay or silty-clay. Some fills contained a small component of other inclusions, sandstock brick fragments, bone or shell fragments and less commonly, transfer-printed ceramics. 1 Figure 1: Excavation of pit 7647, one of several features which containing large quantities of ceramic wasters associated with Thomas Ball s pottery. Scale 1m The pottery waste from within the fills was identified as locally-made slipped or lead-glazed earthenwares, associated with Thomas Ball s pottery manufacturing business that operated on or near the site. Much of this material was made up of sherds from vessels that failed during some stage of the manufacturing process and are referred to as wasters. The large volume of wasters attests to the production and firing of lead-glazed earthenwares in close proximity to the excavated site but no structural evidence of this activity was found. 1 1 cf. Pearce 2007:41-43
4 Pits and other cuts in Area B and those under the Woolpack Inn in Area A, appear to have been backfilled at a slightly earlier stage than pits on the eastern side of Area A. A large cut for clay extraction (7436) in the southeastern corner of Area A was partially located under the remains of the Woolpack Inn which contained a series of fills with very little lead-glaze ceramics compared to those from other pits on site. This suggests the Woolpack area was backfilled at an earlier stage, perhaps while pottery production was still being carried out on site. Some pottery wasters show signs of multiple kiln-firing, suggesting that broken vessel parts were retained on site and used to support and separate vessels during subsequent firings. Pottery production waste accumulating on other parts of the site was probably still in use when the Woolpack was constructed. With the cessation of pottery manufacturing in 1823, the wasters would no longer have had a commercial reuse value. The early to mid-1830s date of a small number of transfer-printed wares mixed in with lead-glazed earthenwares in the backfills indicates that rubbish was allowed to stockpile on some parts of the site until this period. 2 Pottery faults and general terminology During cataloguing of the earthenware vessel waste, various visible characteristics of the original vessel, the clay bodies and glazes were recorded. This information was gathered to quantify defects within the assemblage, to determine why different vessels may have failed during the production process. The observed faults therefore could be used to help identify technical problems which affected all stages of the production process. As a result of this analysis it became apparent that some sherds had been fired more than once as the combination of faults could not have occurred without multiple firings providing further insight into the manufacturing practices associated with early pottery production in the colony. The terminology adopted to describe the faults was developed from study of a Late Medieval to Post-Medieval pottery industry at the site of Farnborough Hill in south-east England, an area that was a major centre of ceramic manufacture and innovation until the twentieth century. 2 The site contained evidence of both kiln structures and large volumes of associated lead-glazed earthenware pottery waste that provide a major resource for understanding the technology used in early Australian ceramic manufacture and the problems encountered in its cataloguing and analysis. The following glossary provides definitions of the general terminology used to discuss the Thomas Ball assemblage with a focus on the main faults observed in the wasters and what these faults mean for understanding the processes involved in lead-glaze pottery manufacture. Each fault category refers to a visible fault type or characteristic that was recorded in a database of vessel wasters along with other information related to the morphology and general function of the original vessel. Some terms used to describe manufacturing faults were further qualified in the database with reference to location, size or extent of a fault to provide additional information about firing practices. In these cases a separate explanation is provided where this affects the interpretation of 3 the fault. 2 Pearce 2007: Definitions provided in this section were derived from two main sources, one specific to archaeological ceramics from the Farnborough Hill site (Pearce 2007) and the other a modern technical guide to faults that arise in glazed and unglazed ceramic manufacture (Fraser 2005). Additional sources were consulted where necessary (Rice 2005) or more information regarding pottery manufacture in Australia (McMeekin 1967). A separate appendix listing the general and specific faults has specific page references to one or other source used.
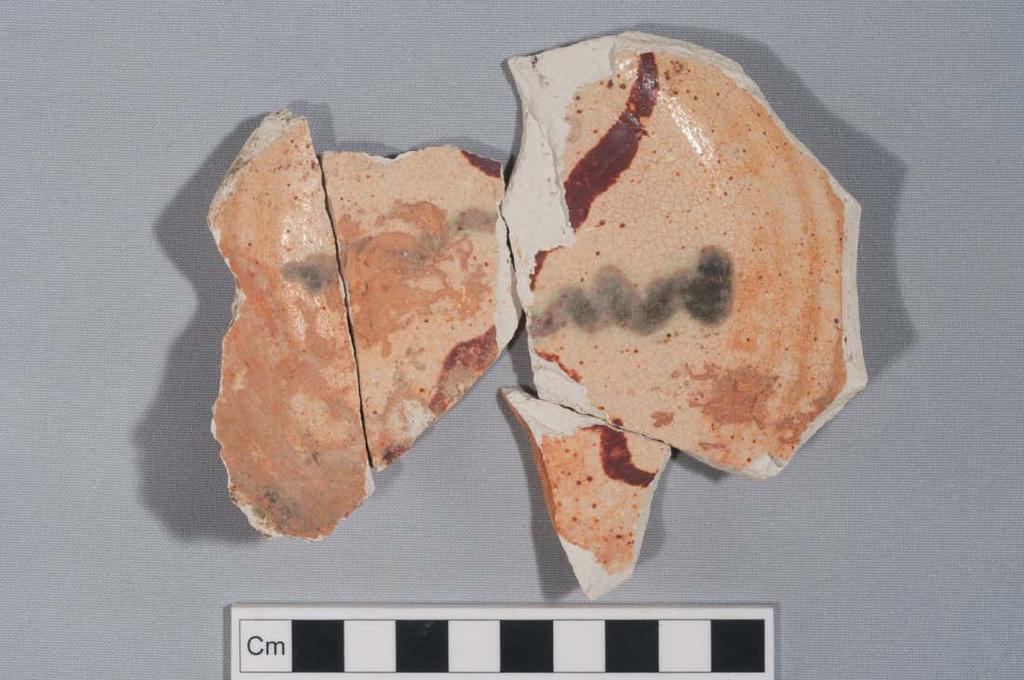
5 Glossary of manufacturing faults and other key terms Bittiness - Glaze surface feels rough or gritty to touch due to the presence of inclusions in the glaze rather than from surface imperfections in the clay body. Bittiness can result from poor sieving of raw ingredients where a sieve is not fine enough to remove particulates; from surface dirt on the clay body contaminating the glaze mix during the application of glaze by dipping; or from dirt adhering to the vessel surface after application of glaze. Particles in the glaze can also be the result of poor mixing of glaze constituents resulting in uneven suspension of materials in glaze solution or from crystal formation in glaze solutions. Bittiness in the Thomas Ball assemblage often appeared as fine, grey sandy inclusions in the glaze layer. Blackening Vessel surface or body cross-section is black or has blackened areas. This fault arises during firing and relates either to the amount of organic or iron impurities in the clay body or the firing atmosphere and temperature gradient achieved during firing. Organic (carbon) impurities which have incompletely burnt out can appear as dark grey to blackened areas on the surface when the firing temperature is not maintained long enough for complete oxidization to occur. Similarly a clay body which contains iron will turn grey or black if fired in a reducing atmosphere (low oxygen environment) or if the clay is waterlogged, as water vapour adds to a reducing atmosphere. Blackened areas on a vessel suggest localised variation in firing temperature or proximity to fuel sources while in the kiln. 4 The causes of blackened glazes can be more complex and relate to the different chemical properties of particular glaze elements. For example, combinations of different colouring oxides can cause black glazes, such as when manganese which usually fires to a purple shade, is contaminated with iron. Blackening may also occur in reducing (oxygen depleting) atmospheres or from underfiring. 5 Blistering refers to the surface of a vessel being covered with bubbles, craters or what appear to be small pinholes which have formed within the glaze layer. Generally they represent over-firing or over-rapid firing where the glaze appears to have boiled. Bubbles can be formed by gases from the clay body or glaze constituents escaping during the firing process. Rapid heating or cooling of the kiln resulting in insufficient heating and annealing times can facilitate the formation and preservation of blistered surfaces. 6 Blow out localised holes or pitting in the fired clay surface formed by volatile particles breaking through and removing some of the clay surface during firing. The main causes are contaminants in the clay body which are not removed from the clay during preparation, such as lime particles which absorb water and swell during firing, or iron pyrites that swell on heating. Blow-outs occur more commonly in low-fired wares or during rapid firing. Clay daubing/smearing refers to patches or areas of clay which were visible on the surface of a sherd or vessel following firing and may be indicative of careless forming and finishing practices, or from handling. Smears of clay preserved on the surface of a sherd during a subsequent heating stage suggest that the pottery was reused in the kiln to help stack vessels for firing. Coring refers to colour variation in fired pottery between the surface and the internal crosssection of the body clay. Surface colour sometimes extends into the section, referred to as margins and can form a sharp or diffuse boundary between the internal (core) colour. Core colour variations are a result of the kiln atmosphere and the temperature regime experienced during firing. Generally a darker core colour indicates the ware was fired in a reducing atmosphere with 3 4 Rice 2005: see Fraser 2005: for detail. 6 The amount of time at which a kiln is held at the maximum temperature is referred to as the soaking period (Rice 2005:82). The inability to maintain a controlled temperature gradient within a kiln is the major cause of many ceramic faults.
6 insufficient oxygen, or fired at a low temperature or for insufficient time for the oxidisation process to be completed. More complex variation in body profile colours can be indicative of several heating and cooling stages or a combination of oxidising and reducing atmospheres. Most core colour variations in this assemblage appear to have resulted from incomplete oxidisation. Cracking of vessel - refers to cracks which appear on the surface or through the body of a vessel from different stresses such as expansion, contraction and shrinkage that occur during the drying or firing stages. Cracks will develop at a point of weakness, such as a change in body direction, near an attachment or on vessels with uneven walls. Their development is affected by clay moisture content, vessel shape, body thickness, drying and firing regime. Too rapid drying or uneven drying is a common cause of cracks which are not always visible before firing. Wet clay dries best in a warm, dry environment with good air circulation often requiring the vessels to be turned during the process. 7 Vessel cracking in this collection was identified from traces of body glaze extending over a broken edge, indicative of heating cracks that occurred during the firing process before the glaze had time to mature. Severe horizontal heat cracking and fracture patterns (otherwise known as dunting) were observed around the body of some vessels in the assemblage, notably the finer faux stonewares. These fracture patterns arise more often in smooth-textured fabrics from a combination of over-rapid firing, high silica content in the body, and excessive glaze compression. The result is a brittle glassy body that was more susceptible to thermal stresses often near the base, highlighting a structural 8 weakness in this area. Crawling refers to glaze that appears to pull together into separate pools or areas of thicker glaze over all or some of the glaze surface. Crawling glazes can also lift away from the body, similar to glaze flaking. In this assemblage crawling was more often observed as clusters of concentrated glaze colour due to localised variations in the glaze thickness. Crawling can arise from surface tension forces which are greater than the adhesion tension of the glaze causing the glaze to contract, but it is primarily associated with over-grinding of glaze constituents. Many factors can contribute to crawling including surface contamination reducing glaze adhesion, application of glaze at the wrong stage of vessel drying, or from high viscosity glazes when molten. The latter fault is less common with lead-based glazes which are relatively less viscous and may account for the milder form of crawling observed on vessels in the assemblage. Crazing- is used to describe fine intersecting cracks that form and spread on the surface of the glaze. Crazing can increase the permeability of a glaze and allow moisture to be retained on a vessel s surface. Crazing occurs when there is differential expansion and contraction between the glaze and clay body during heating and cooling either from too little silica in the clay body or too much silica in the glaze. 9 The main causes of crazing are underfiring of the clay body, firing too quickly or glazes that are too thick. Dimpling refers to a glazed surface which has many small rounded depressions reminiscent of orange-peel. Similar to blistering, bubbles form during firing but the gases remain trapped under the glaze and shrink on cooling to form surface depressions. The cause is generally over-rapid firing but the dimpling can be exacerbated from poorly-ground or mixed glazes which facilitate gas buildup during firing. Glazes which are kept at the maximum firing temperature for a slightly longer time will help reduce glaze viscosity making it easier for gas bubbles to be released. Discoloured glaze refers to glazes with either localised colour variations on the surface or variations in more typical glaze colours observed within the assemblage. Colour variations can be 4 7 Pearce 2007:152 8 Fraser 2005: Fraser 2005:104
7 caused by overly thick glazes, incorrect firing temperature and duration of firing, by the kiln atmosphere, from contaminants in the glaze or body and from surrounding glazes. Localised patches of different colour are common in densely packed kilns and are affected by the position of a vessel in relation to the heat source and to other vessels; both would affect the temperature and micro-atmospheric conditions required to produce an even, uniform glaze colour. Distortion/warping refers to the deformation in the intended shape of a vessel caused by uneven shrinkage. Warping can occur during the drying or firing processes from clays that were too wet, from uneven heat treatment during drying or firing, on vessels with uneven wall thickness, from over-firing, or from inadequate support during firing. Better placement and stacking within the kiln with regard to vessel shape, more even kiln performance and control of the temperature gradient can help reduce this problem. Drops of glaze - refer to areas where additional glaze has formed as solidified drops on the surface of a vessel as molten glaze drips onto it from other vessels during firing. The position of glaze drops can be diagnostic of how the vessel was stacked within the kiln: base up, rim up or at an angle. In this assemblage glaze drops were recorded on the exterior and interior of vessels, on rims, bases and areas of the body. Multiple drops of glaze, in different colours or on different parts of the same sherd can help determine whether a waster was re-used to help stack vessels in the kiln during subsequent firings. Encrusting denotes vessels or sherds with broken pottery fragments which have fused onto the surface during the firing process. The sherds originate from a failed vessel that has exploded while in the kiln and may result in larger sherds or a scatter of smaller particles which are set into the glaze. Encrusting may occur on the failed vessel itself, if it was stacked upright and the vessel collapses inwards, or on the exterior of nearby vessels as fragments were flung away from the exploding vessel, or on the interior of vessels that were reused as saggars or kiln furniture. Examples of encrusting were found on the interior and exterior surfaces of wasters in this assemblage. Exploded vessel severe vessel failure where a pot breaks apart or explodes during firing, more often diagnosed from large areas of surface encrustation on other waster sherds. Exploding vessels are generally caused by excessive steam build-up in the clay body as the kiln is heated causing the vessel to fracture and break apart. This can result from inadequately dried vessels, from firing at too high a temperature or from overly-rapid temperature increases during firing. Vessels can also explode due to impurities in the clay body creating blow-outs or a build-up of other gases. Flaking glaze describes glaze that appears to shrink or peel away from the vessel surface it was applied to. Flaking results from differential shrinking between the glaze and the clay body when the compressive forces exerted by the glaze are greater than its bonding strength with the surface of the clay. Flaking can occur when a vessel was underfired: allowing the glaze constituents to melt but not achieving a high enough temperature for the glaze to fully fuse with the surface. It is exacerbated by applying glaze to a dry vessel, by the use of inadequate binders in the glaze to help it adhere to the vessel surface or from incomplete surface coverage. Glaze applied in a slip or by immersion of the vessel into a liquid can reduce the potential for glaze flaking. Pottery that is lowfired first before a glaze is applied will produce a porous body that can better absorb water in the glaze, with no shrinkage, to produce greater glaze adhesion. Glaze pooling accumulations of glaze in hollows or low areas of a vessel. This can occur when the viscosity of the molten glaze is too liquid and responds to gravity, draining away from sloping surfaces to settle as thicker areas on the surface of the vessel. Glazes that have not been mixed to a correct consistency (too liquid) or those that contain too much flux are more prone to pooling Lead is usually the principal fluxing agent in low-fired glazes (Rice 2005:99).
8 The position of pooled glazes can indicate how a vessel was stacked in the kiln or if it was used to support other vessels. Glaze streaking runs or streaks in the glaze which appear after firing. These can result from thick, uneven or poorly-applied coats of glaze; or from glaze that has been inadequately ground and not evenly suspended in solution. Colour streaking refers to streaks of glaze in a different colour compared to the main glaze colour. These can result from the same causes but where glaze application is even such colour variation may be due to separation of different fractions in the glaze while the glaze is still wet. Glaze splashes refers to patches of glaze larger than isolated drops that were observed on otherwise unglazed sherds or in addition to an existing glaze. As for glaze drops, the position of glaze splashes can indicate how vessels were stacked in the kiln. Multiple splashes of glaze on a sherd would suggest re-use as kiln furniture. Glaze splashing may also indicate that some glazes had a low viscosity during firing and were more prone to run. Glaze splitting this term is used to describe glaze particles that have not fused completely resulting in small patchy, lumps across the surface. This is not related to bittiness as the small lumps are not contaminants but are of the same colour as the intended glaze. Nor is it like powdery underfired glazes as the small lumps are often sealed by a clear layer of shiny glaze. This fault appears to have been more common with yellow glazes applied to red earthenwares. The exact causes are uncertain but it may be that the glaze materials were insufficiently ground resulting in coarser particles that took longer to dissolve during firing. Glazed edges - refers to glaze that has extended onto and covers the broken edge of a pot or sherd. Similar to heat cracking where glaze can be seen on the broken edge of a sherd, this fault was used to describe cases where the glaze resulted from a subsequent firing suggesting the waster had been reused as a kiln support. In these instances the glaze was either in a different colour to the vessel s original glaze colour, or the glaze completely covered the edge and nearby surfaces, indicating that the break was made before firing. Glossy glaze is used to describe highly-vitrified shiny glazes that have a glassy appearance. While not necessarily a fault this characteristic indicates a very high or prolonged firing temperature. Glossy glazes were often crazed and in some instances the glaze had fractured. Matt glaze the glaze has a dulled appearance. This can result from the presence of undissolved materials in the glaze, from underfiring which does not allow the glaze to mature, or from the formation of crystals in overly thick glazes that remain molten too long. Mottled glaze refers to a glaze with different colour variations across the surface which is not identified as crawling. Colour variations may have arisen from contamination with other coloured glazes in the kiln or from localised temperature variation depending on how the vessel was stacked in the kiln and is often associated with uneven firing. Overfiring can occur when the kiln temperature during firing is too high, or is maintained for too long, or if high temperatures are achieved too quickly. Over-firing can be diagnosed from several visible faults, such as the presence of cracking, warping, blistered glazes, discoloured glazes or body, from encrusting and exploded vessels. Over-firing can indicate a lack of control during the firing process, or vessels stacked too close to the heat source and can. Powdery glaze is used to describe glazes that appear dull and powdery in texture. This is usually due to glaze constituents which have not fully melted and fused with the body resulting and is a product of underfiring. Increasing the firing temperature and duration can help glaze development. Underfiring can also create vessels that are too porous and absorb too much glaze into the body. 6
9 Yellow glazes used on soft white earthenwares tended to appear powdery more so than other glaze colour/body combinations. Ring/bob/prop remnant refers to a sherd which has a remnant of kiln furniture adhering to its surface which would have fused in place during firing. The different types of kiln furniture are discussed in detail elsewhere in the report (Section 4; Appendix 4.5). Sandy bob small irregular bobs with higher sand content used as kiln props to separate vessels. Visible where much of the sand has remained fused to the glazed surface. Separator marks/stacking scars refer to the negative impressions left on the surface of a sherd either from stacking whole vessels together during firing or from using smaller items of kiln furniture, such as a bob or prop to separate the items in the kiln. The negative imprint is formed by pulling apart the vessels once the firing process is complete (same as Bob/Separator reserve). The size and position of the scars gives an indication of how the vessels were stacked for firing. Setter coating describes a fine layer of material that has contaminated and fused to the surface of a glazed vessel from the setter (or a saggar) used to support the vessels in the kiln. In this assemblage setter coatings were generally observed as a dull, sandy coating with some clay due to vessels positioned on or near a tile setter. Speckling refers to spots of different colours on the surface of a glazed vessel. This can be caused either from constituents within the glaze itself, or from inclusions in the clay body which leach into, and react with the glaze during firing. Speckling could be used decoratively but is often an indicator of poor sieving of the glaze ingredients, or contaminants introduced into the glaze after mixing, or from contaminants in the clay itself. In this assemblage two main types of speckling were observed: green spots within yellow or green glazes, indicative of localised concentrations of copper particles in the glaze; or dark brown spots resulting from iron compounds in the clay body leaching into the glaze during firing. Underfiring refers to a vessel that has not been fired at a high enough temperature often resulting in a soft, porous fabric that breaks easily and an immature glaze. Underfiring can also be diagnosed by differences in core and surface colour of the clay showing incomplete oxidization, by tonal variations in glaze colour, or textural differences such as a matt or powdery glaze finish. The latter glaze faults occur when the temperature is insufficient to fully dissolve and melt the glaze constituents. Underfiring can often be remedied by refiring at a higher temperature. Uneven body thickness relates to parts of a vessel, usually the wall or base that are not of a uniform thickness. This can lead to problems of uneven shrinkage during drying and firing making a vessel more prone to cracking or distortion. Uneven firing - occurs when different parts of a vessel appear to have been subjected to variations in firing regime. This is usually diagnosed as patches of different colours across the body or glaze surface indicating that parts of the vessel were heated to a higher temperature than other parts, while some areas were shielded from higher temperatures. The tendency for uneven firing will be affected by the position of a vessel within the stack and how freely heated air can circulate around it, as well as proximity to the kiln s heat source. Stacking on small props will help maintain even airflow over all surface areas but is unsuitable for stonewares which can warp under firing. 11 Vessel remnant attached describes sherds from two or more vessels which fused together during firing rendering the vessels useless. This fault is related to stacking problems in the kiln and suggests that the items were either carelessly positioned, or that the kiln was overcrowded Fraser 2005:78
10 Wheel/turning marks- are usually visible as series of low parallel finger grooves which were formed as the potter manipulated the clay by hand on some sort of wheel to form a vessel. Also referred to as rilling or throwing lines they are usually found on the interior of a vessel as exterior surface finishes tended to smooth or obscure forming marks. Wire marks on base roughly spiral or concentric linear marks on the base of vessel which indicate that the finished pot was removed from the wheel by cutting through the wet clay with string or wire, probably while still turning. General terms: Firing atmosphere refers to the type of gases that are present within the firing chamber during clay firing. They are made up of a combination of naturally-occurring gases found in the environment, gases that result from combustion of the fuel source and gases that form in the clay body during firing. The atmosphere can be controlled by regulating air flow in the kiln and by the choice of fuel. 12 An oxidising atmosphere is a firing atmosphere that has ample oxygen circulating during the firing process that allows for oxidisation, where oxygen binds chemically to elements found within the clay body being fired. A reducing atmosphere describes a firing atmosphere that lacks oxygen and may contain excess gases from fuel combustion or from the clay. The colour of the Depending upon the elements within the clay Glaze is a additional coating applied to the surface of a vessel which on firing at high temperature softens to produce a glassy viscous melt which fuses with the body. Glazes can be added for 13 decorative purposes and to reduce permeability of the clay body. As a glass-like product the primary ingredient in a glaze is silica which is combined with a flux agent (added to reduce melting temperature of the silica), metallic oxides to achieve certain colours and occasionally certain organic binding agents to improve glaze handling. Lead added to a glaze acts as the main flux agent allowing lead-base glazes to fuse at a lower temperature compared with other metallic glazes. 14 Vitrification the conversion of some of the material [within the c lay] into glass; the clay becomes partly molten and the degree of vitirification, or development of glassy particles in the resulting clay body, affects the porosity of the fired material ; Vitrification can start at as low a temperature as 780 deg. C, but in practice does not generally occur below 950 deg. C and is dependent upon the composition of the particular clay, particularly the various fluxes present that help to reduce the melting point of the main components (silica) Rice 2005:81 and for following definitions. 13 From Rice 2005:151; Fraser 2005: Rice 2005:99 15 McMeekin






11 9 Bittiness Bittiness/glaze splitting Blackening/ Blistering Blowouts/ blistering Blistering/ crawling Clay smearing
")





12 10 Coring (white) Cracking/ discolouration Crawling Crawling/ dimpling Crazing





13 11 Dimpling Dimpling/ glossy glaze Discoloured/ uneven firing Discoloured (reduced)/ blistered glaze Discoloured/ overfired with glaze pooling Distortion/ warping





14 12 Encrusting/ Exploded vessel Encrusting/ Exploded vessel Glaze drops (on base) Glaze flaking



15 13 Glaze pooling Glaze splashes Glaze splitting Glaze streaks




16 14 Glazed edges Glossy glaze Matt glaze

")


17 15 Mottled finish (with vessel remnant attached) Overfired Overfired/ discoloured glaze Powdery glaze/ underfired

.")


18 16 Speckling Speckling in some instances appears to have been used as decoration (left). The example on the right is more consistent with contaminants in the clay body causing discoloured spots in the glaze. Splitting glaze





19 17 Splitting glaze Stacking scars/ separator marks Speckling/clay smearing


20 18 Speckling/ stacking scar Setter coating/ crawling glaze


21 19 Vessel remnant attached/ crazing/ speckling Wire marks on base
Kawartha Potters Guild Technical Standards
 Kawartha Potters Guild Technical Standards Revised February 2017 Purpose of Technical Standards The technical standards outlined in this document are designed to assist each potter in assessing their work
Kawartha Potters Guild Technical Standards Revised February 2017 Purpose of Technical Standards The technical standards outlined in this document are designed to assist each potter in assessing their work
CERAMICS 1 Midterm Study Guide
 CERAMICS 1 Midterm Study Guide SEMESTER 1 The exam is broken into 3 specific areas with a collection of questions that involves the following areas: TYPES and STAGES of CLAY, CONSTRUCTION, and FIRING These
CERAMICS 1 Midterm Study Guide SEMESTER 1 The exam is broken into 3 specific areas with a collection of questions that involves the following areas: TYPES and STAGES of CLAY, CONSTRUCTION, and FIRING These
Wednesday, November 17, 2010 CLAY REVIEW
 CLAY REVIEW What is clay? Clay is a naturally occurring material composed primarily of fine-grained minerals, which show plasticity through a variable range of water content, and which can be hardened
CLAY REVIEW What is clay? Clay is a naturally occurring material composed primarily of fine-grained minerals, which show plasticity through a variable range of water content, and which can be hardened
Create with Clay: THE BASICS
 Create with Clay: THE BASICS Where do you get ceramic supplies? Your local ceramic supply store will be your best bet. They will have everything you need and are much cheaper than art supply stores that
Create with Clay: THE BASICS Where do you get ceramic supplies? Your local ceramic supply store will be your best bet. They will have everything you need and are much cheaper than art supply stores that
Pottery 1: Final Exam Study Guide
 Pottery 1: Final Exam Study Guide Elements of Art (Ingredients) The basic foundation/building blocks of art. 1. Line 2. Color 3. Value 4. Texture 5. Form 6. Shape 7. Space Principles of Art (recipe) How
Pottery 1: Final Exam Study Guide Elements of Art (Ingredients) The basic foundation/building blocks of art. 1. Line 2. Color 3. Value 4. Texture 5. Form 6. Shape 7. Space Principles of Art (recipe) How
LOW FIRE Red or Dark Earthenware Clays White or Buff Earthenware Clays
 About Clay For the Claymobile, we use a low fire whiteware and a low fire terra cotta. However, there are as many different clay bodies as there are cookies. Below are just the few main categories. Information
About Clay For the Claymobile, we use a low fire whiteware and a low fire terra cotta. However, there are as many different clay bodies as there are cookies. Below are just the few main categories. Information
&}FERRO. Technical Information GL18. Glaze Catalogue. Where innovation delivers performance. Performance Colors and Glass
 &}FERRO Where innovation delivers performance Technical Information GL18 Performance Colors and Glass Performance Colors & Glass Glaze Catalogue In this Technical Information bulletin we are introducing
&}FERRO Where innovation delivers performance Technical Information GL18 Performance Colors and Glass Performance Colors & Glass Glaze Catalogue In this Technical Information bulletin we are introducing
Identifying Common Interior Paint Defects/ Complaints
 Identifying Common Interior Paint Defects/ Complaints Use of low quality semi-gloss or gloss acrylic paints Use of flat paint in highly trafficked areas, where a higher sheen level would be desirable Use
Identifying Common Interior Paint Defects/ Complaints Use of low quality semi-gloss or gloss acrylic paints Use of flat paint in highly trafficked areas, where a higher sheen level would be desirable Use
Hand Torch or Flame Brazing Principles
 Hand Torch or Flame Brazing Principles Introduction Hand-torch brazing is inexpensive and flexible, making it ideally suited to small production batches or production runs involving differing components.
Hand Torch or Flame Brazing Principles Introduction Hand-torch brazing is inexpensive and flexible, making it ideally suited to small production batches or production runs involving differing components.
CERAMICS VOCABULARY. FIRE - To bake in a kiln. Firing is a term used for cooking the clay.
 CERAMICS VOCABULARY BAT - A slab or platform on which clay is handled; a circular device attached to the wheel-head. BISQUE - Unglazed clay, fired once at a low temperature. BISQUE FIRING - The process
CERAMICS VOCABULARY BAT - A slab or platform on which clay is handled; a circular device attached to the wheel-head. BISQUE - Unglazed clay, fired once at a low temperature. BISQUE FIRING - The process
CERAMIC TERMS & INFORMATION Ceramics 1 & 2 Waverly-Shell Rock Sr. High School Mr. Adelmund
 Name CERAMIC TERMS & INFORMATION Ceramics 1 & 2 Waverly-Shell Rock Sr. High School Mr. Adelmund Bat: A disk or slab of plaster, wood or plastic on which pottery is formed or dried. Bisque: Pottery that
Name CERAMIC TERMS & INFORMATION Ceramics 1 & 2 Waverly-Shell Rock Sr. High School Mr. Adelmund Bat: A disk or slab of plaster, wood or plastic on which pottery is formed or dried. Bisque: Pottery that
TECHNICAL ADVICE. PERFORMANCE Blistering of exterior decorative paints
 TECHNICAL ADVICE PERFORMANCE What What is blistering? Blistering is the formation of bubbles in the exterior decorative paint film, resulting from localised loss of adhesion and subsequent lifting of the
TECHNICAL ADVICE PERFORMANCE What What is blistering? Blistering is the formation of bubbles in the exterior decorative paint film, resulting from localised loss of adhesion and subsequent lifting of the
-SQA-SCOTTISH QUALIFICATIONS AUTHORITY. Hanover House 24 Douglas Street GLASGOW G2 7NQ NATIONAL CERTIFICATE MODULE DESCRIPTOR
 -SQA-SCOTTISH QUALIFICATIONS AUTHORITY Hanover House 24 Douglas Street GLASGOW G2 7NQ NATIONAL CERTIFICATE MODULE DESCRIPTOR -Module Number- 8356772 -Session-1992-93 -Superclass- JR -Title- CERAMICS: MOULD
-SQA-SCOTTISH QUALIFICATIONS AUTHORITY Hanover House 24 Douglas Street GLASGOW G2 7NQ NATIONAL CERTIFICATE MODULE DESCRIPTOR -Module Number- 8356772 -Session-1992-93 -Superclass- JR -Title- CERAMICS: MOULD
U.S. General Services Administration Historic Preservation Technical Procedures
 1 of 6 8/20/2010 8:22 AM U.S. General Services Administration Historic Preservation Technical Procedures 06400-02 SUPPLEMENTAL GUIDELINES FOR REMOVING PAINT FROM INTERIOR AND EXTERIOR WOOD SURFACES This
1 of 6 8/20/2010 8:22 AM U.S. General Services Administration Historic Preservation Technical Procedures 06400-02 SUPPLEMENTAL GUIDELINES FOR REMOVING PAINT FROM INTERIOR AND EXTERIOR WOOD SURFACES This
Art-Drawing-Painting. 3-D or 3 dimensional when all 3 dimensions: length, height, and width can be touched and felt.
 ART Art-Drawing-Painting *Sculpture words (Additional vocabulary follows the main list) *Crafts and Ceramics (Vocabulary specific to crafts and ceramics follow this main list) Essential Vocabulary Secondary
ART Art-Drawing-Painting *Sculpture words (Additional vocabulary follows the main list) *Crafts and Ceramics (Vocabulary specific to crafts and ceramics follow this main list) Essential Vocabulary Secondary
Bright Precious Metal Preparations for the Production of Decals for Glass
 Bright Precious Metal Preparations for the Production of Decals for Glass 1 General Information Heraeus supplies bright gold and bright platinum pastes for the production of decals for glass with a precious
Bright Precious Metal Preparations for the Production of Decals for Glass 1 General Information Heraeus supplies bright gold and bright platinum pastes for the production of decals for glass with a precious
Ceramic Glossary. Laboratory of Archaeology. University of British Columbia
 Laboratory of Archaeology University of British Columbia ANTHRO\ZOOMORPHIC Describes object with human and\or animal features. APPLIQUÉ When ceramic is applied to an object. It can be applied anywhere
Laboratory of Archaeology University of British Columbia ANTHRO\ZOOMORPHIC Describes object with human and\or animal features. APPLIQUÉ When ceramic is applied to an object. It can be applied anywhere
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting)
") BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
Figure 1: Excavation of Test-Pit 6. Looking west.
 Test-Pit 6: The Parish Field, Park Street (SK 40787 03101) Test-Pit 6 was excavated in the north-west corner of the Parish Field on the south side of Park Street at SK 40787 03101 (Figure 1). Over two
Test-Pit 6: The Parish Field, Park Street (SK 40787 03101) Test-Pit 6 was excavated in the north-west corner of the Parish Field on the south side of Park Street at SK 40787 03101 (Figure 1). Over two
SLIP-CASTING. Learning the basics
 SLIP-CASTING Learning the basics To find out more, visit: http://virginiadecolombani.wordpress.com/ INDEX 02. What is slip-casting? 03. Slip-casting manifesto 04. Making a ptototype 05. Planning mould
SLIP-CASTING Learning the basics To find out more, visit: http://virginiadecolombani.wordpress.com/ INDEX 02. What is slip-casting? 03. Slip-casting manifesto 04. Making a ptototype 05. Planning mould
STEPS and Stages of the Clay
 STEPS and Stages of the Clay Slip - Clay that is watered down - smooth and runny. It attaches handles and decorations.. Wedging Used for eliminating lumps and air bubbles, drying the clay. Wedging makes
STEPS and Stages of the Clay Slip - Clay that is watered down - smooth and runny. It attaches handles and decorations.. Wedging Used for eliminating lumps and air bubbles, drying the clay. Wedging makes
GLAZE STUDY OF GLAZE GLAZE
 1 GLAZE GLAZE Glazes are vitreous coatings applied to the surface of wares to decorate them or make them impermeable An aqueous suspension of glaze ingredients (modifiers and colorants) are sprayed or
1 GLAZE GLAZE Glazes are vitreous coatings applied to the surface of wares to decorate them or make them impermeable An aqueous suspension of glaze ingredients (modifiers and colorants) are sprayed or
Troubleshooting Conventional Burnout Phosphate Bonded Investments
 Troubleshooting Conventional Burnout Phosphate Bonded Investments Phosphate investments are affected by many variables, but the following generalizations can be made: Thorough mixing insures complete reaction
Troubleshooting Conventional Burnout Phosphate Bonded Investments Phosphate investments are affected by many variables, but the following generalizations can be made: Thorough mixing insures complete reaction
The properties that are generally required in molding materials are:
 Molding Sand Molding sands may be of two types namely natural or synthetic. Natural molding sands contain sufficient binder. Whereas synthetic molding sands are prepared artificially using basic sand molding
Molding Sand Molding sands may be of two types namely natural or synthetic. Natural molding sands contain sufficient binder. Whereas synthetic molding sands are prepared artificially using basic sand molding
Glaze basics, including surface options & trouble-shooting
 Glaze basics, including surface options & trouble-shooting Ceramic Firing Ranges Low-Fire, Cone 05 Mid/High-Fire, Cone 5 What are Cones? Pyrometric Cones Cone 05 or Cone 5? Do I need to use them? Cone
Glaze basics, including surface options & trouble-shooting Ceramic Firing Ranges Low-Fire, Cone 05 Mid/High-Fire, Cone 5 What are Cones? Pyrometric Cones Cone 05 or Cone 5? Do I need to use them? Cone
METAL CASTING PROCESSES
 METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
METAL CASTING PROCESSES Sand Casting Other Expendable Mold Casting Processes Permanent Mold Casting Processes Foundry Practice Casting Quality Metals for Casting Product Design Considerations Two Categories
CASTING. Dept. of Mech & Mfg. Engg. 1
 CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
CASTING 1 CASTING It is the process of producing metallic parts by pouring a molten metal in to the mould cavity and allowing the metal to solidify. 2 Casting Process Pattern making Mould making Metal
Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Arc Welding Processes Lecture - 8 Brazing, Soldering & Braze Welding
Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Arc Welding Processes Lecture - 8 Brazing, Soldering & Braze Welding
Troubleshooting Guide. Solutions to Common Finishing Problems
 Troubleshooting Guide s to Common Finishing s 1 Contents Adhesion Intercoat Stain Substrate Air Entrapment / Pinholing Bénard Cells Bleeding Blisters / Pinholes Blocking Blooming Blushing Brittleness Brown
Troubleshooting Guide s to Common Finishing s 1 Contents Adhesion Intercoat Stain Substrate Air Entrapment / Pinholing Bénard Cells Bleeding Blisters / Pinholes Blocking Blooming Blushing Brittleness Brown
ARTICLE 28 VISUAL EXAMINATION STANDARDS
 ARTICLE 28 VISUAL EXAMINATION STANDARDS Specification for Classifying Visual Defects in Glass-Reinforced Laminates and [ASTM D 2563-70 Parts Made Therefrom... 639 (1977)] 637 ARTICLE 28 VISUAL EXAMINATION
ARTICLE 28 VISUAL EXAMINATION STANDARDS Specification for Classifying Visual Defects in Glass-Reinforced Laminates and [ASTM D 2563-70 Parts Made Therefrom... 639 (1977)] 637 ARTICLE 28 VISUAL EXAMINATION
To Gazetteer Introduction. Gazetteer - Swarling Belgic Cemetery, Kent
 To Gazetteer Introduction Gazetteer - Swarling Belgic Cemetery, Kent SWARLING (K) TR 127 526 Zone 5 Unlike Aylesford, this cemetery kept its grave-associations intact (Bushe-Fox 1925) and the pottery is
To Gazetteer Introduction Gazetteer - Swarling Belgic Cemetery, Kent SWARLING (K) TR 127 526 Zone 5 Unlike Aylesford, this cemetery kept its grave-associations intact (Bushe-Fox 1925) and the pottery is
C ERAMICS 101 FOR YOUR CLASSROOM 10 SAFETY PRACTICES FOR YOUR CLASSROOM. Contents. Working with ceramics. in your classroom,
 Contents 10 Safety Practices 1 Non-Toxic vs. Dinnerware safe Are All Clay Bodies Created Equal? How To Choose The Right Clay For My Classroom How To Recycle Clay 3 The Firing Process 4 Underglaze vs. Glaze
Contents 10 Safety Practices 1 Non-Toxic vs. Dinnerware safe Are All Clay Bodies Created Equal? How To Choose The Right Clay For My Classroom How To Recycle Clay 3 The Firing Process 4 Underglaze vs. Glaze
Product Features Application Recommendations Usage Variations & FAQs
 1 of 5 7/27/17, 12:02 PM Print Product Features Application Recommendations Usage Variations & FAQs Stroke & Coat Palette Speckled Stroke & Coat Palette The Creative Choice Stroke & Coat (The Wonderglaze)
1 of 5 7/27/17, 12:02 PM Print Product Features Application Recommendations Usage Variations & FAQs Stroke & Coat Palette Speckled Stroke & Coat Palette The Creative Choice Stroke & Coat (The Wonderglaze)
CERAMICS VOCABULARY LIST Pea Ridge High School Pea Ridge, AR Teacher- Anya Bruhin
 CERAMICS VOCABULARY LIST Pea Ridge High School Pea Ridge, AR Teacher- Anya Bruhin abruhin@prs.k12.ar.us Ceramics - Objects made of clay fired sufficiently high in temperature for a chemical change to take
CERAMICS VOCABULARY LIST Pea Ridge High School Pea Ridge, AR Teacher- Anya Bruhin abruhin@prs.k12.ar.us Ceramics - Objects made of clay fired sufficiently high in temperature for a chemical change to take
Kohl s Department Stores DATE(03/29/2018)Page 1. Minimum Construction Standards Ceramics Intended for Food Use
Page 1. Minimum Construction Standards Ceramics Intended for Food Use") Kohl s Department Stores DATE(03/29/2018)Page 1 Minimum Construction Standards Ceramics Intended for Food Use - Ceramics Intended for Food Use - Kohl s Ceramics (Intended for Food Use) Minimum Construction
Kohl s Department Stores DATE(03/29/2018)Page 1 Minimum Construction Standards Ceramics Intended for Food Use - Ceramics Intended for Food Use - Kohl s Ceramics (Intended for Food Use) Minimum Construction
Basic Vocabulary Clay Mold Ceramics Pottery Earthenware
 Clay Introduction Basic Vocabulary Clay: Particles of decomposed rock combined with water to create a plastic malleable body which is then fired in a kiln to fuse the particles back into a stone-like state.
Clay Introduction Basic Vocabulary Clay: Particles of decomposed rock combined with water to create a plastic malleable body which is then fired in a kiln to fuse the particles back into a stone-like state.
APPENDIX C DETAILED DESCRIPTIONS OF POTTERY KILNS 230
 APPENDIX C DETAILED DESCRIPTIONS OF POTTERY KILNS 230 All pottery kilns are two-chambered updraft kilns. An updraft kiln basically consists of a lower fire chamber in which the fuel is burnt. The upper
APPENDIX C DETAILED DESCRIPTIONS OF POTTERY KILNS 230 All pottery kilns are two-chambered updraft kilns. An updraft kiln basically consists of a lower fire chamber in which the fuel is burnt. The upper
Interior Design Materials. Glass & Ceramics. Haval Sami Ali
 Interior Design Materials Glass & Ceramics Haval Sami Ali haval.sami@ishik.edu.iq Glass Glass and ceramics are related materials, and glass is sometimes considered as no crystalline ceramic. Clay-based
Interior Design Materials Glass & Ceramics Haval Sami Ali haval.sami@ishik.edu.iq Glass Glass and ceramics are related materials, and glass is sometimes considered as no crystalline ceramic. Clay-based
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture 03 Moulding Sands and Design-II Welcome
Metal Casting Dr. D. B. Karunakar Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 02 Sand Casting Process Lecture 03 Moulding Sands and Design-II Welcome
Kohl s Department Stores DATE(03/29/2018)Page 1. Minimum Construction Standards Glassware Intended For Food Use
Page 1. Minimum Construction Standards Glassware Intended For Food Use") Kohl s Department Stores DATE(03/29/2018)Page 1 Minimum Construction Standards Glassware Intended For Food Use Kohl s Glassware Intended for Food Use Minimum Construction Standards Overview The acceptance
Kohl s Department Stores DATE(03/29/2018)Page 1 Minimum Construction Standards Glassware Intended For Food Use Kohl s Glassware Intended for Food Use Minimum Construction Standards Overview The acceptance
COMPOSITES LAB MANUAL
 COMPOSITES LAB MANUAL Version 1 Lab 3: Surface Preparation, Wet Layup, and Vacuum Bagging The original version of this manual was a one student senior design project written by Katherine White, the Composite
COMPOSITES LAB MANUAL Version 1 Lab 3: Surface Preparation, Wet Layup, and Vacuum Bagging The original version of this manual was a one student senior design project written by Katherine White, the Composite
Advanced Troubleshooting of Polyurethane Elastomers. By Nick Skirkanich. Sales Development Manager, COIM USA Inc.
 Advanced Troubleshooting of Polyurethane Elastomers By Nick Skirkanich Sales Development Manager, COIM USA Inc. Troubleshoo*ng Main Categories Raw Material Issues Processing Problems Appearance Problems
Advanced Troubleshooting of Polyurethane Elastomers By Nick Skirkanich Sales Development Manager, COIM USA Inc. Troubleshoo*ng Main Categories Raw Material Issues Processing Problems Appearance Problems
ORIGINS OF GLAZE. Glaze was originally discovered by the Egyptians.
 GLAZE ORIGINS OF GLAZE Glaze was originally discovered by the Egyptians. They discovered it when they accidentally combined sand and salt to create glass. When they added clay to the mixture they got glaze.
GLAZE ORIGINS OF GLAZE Glaze was originally discovered by the Egyptians. They discovered it when they accidentally combined sand and salt to create glass. When they added clay to the mixture they got glaze.
Stages of Clay. Leather hard
 Ceramics I Stages of Clay Slip Plastic Leather hard Bone Dry Types of Wares Greenware Bisque ware Glaze ware Glaze problems and defects 1. 2. 3. 1. Crawling, 2. running, 3. under fired, 4. shivering, 5.
Ceramics I Stages of Clay Slip Plastic Leather hard Bone Dry Types of Wares Greenware Bisque ware Glaze ware Glaze problems and defects 1. 2. 3. 1. Crawling, 2. running, 3. under fired, 4. shivering, 5.
INTRODUCTION TO CERAMICS
 INTRODUCTION TO CERAMICS CERAMICS WHAT: Things made from clay: the basic material for all ceramic creations. Clay is created as a result of the decomposition of igneous rock, which makes up the entire
INTRODUCTION TO CERAMICS CERAMICS WHAT: Things made from clay: the basic material for all ceramic creations. Clay is created as a result of the decomposition of igneous rock, which makes up the entire
DVD-PTH-C Through-Hole Solder Joint Workmanship Standards
 DVD-PTH-C Through-Hole Solder Joint Workmanship Standards Below is a copy of the narration for the DVD-PTH-C video presentation. The contents for this script were developed by a review group of industry
DVD-PTH-C Through-Hole Solder Joint Workmanship Standards Below is a copy of the narration for the DVD-PTH-C video presentation. The contents for this script were developed by a review group of industry
Paint Problems and Solutions Guide. Endura Manufacturing Co. Ltd th Street Edmonton, Alberta T5L 2J
 Paint Problems and Solutions Guide Endura Manufacturing Co. Ltd. 12425 149th Street Edmonton, Alberta T5L 2J6 1-800-661-9930 www.endura.ca Table of Contents Paint problems are easy to spot, but in many
Paint Problems and Solutions Guide Endura Manufacturing Co. Ltd. 12425 149th Street Edmonton, Alberta T5L 2J6 1-800-661-9930 www.endura.ca Table of Contents Paint problems are easy to spot, but in many
Recording Guide. Please use black ink and write nice and clearly: the information gets photocopied and needs to be clear
 Recording Guide Accurate and thorough recording is crucial in archaeology because the process of excavation is destructive. We cannot recover missed information once a test pit has been finished. Archaeologists
Recording Guide Accurate and thorough recording is crucial in archaeology because the process of excavation is destructive. We cannot recover missed information once a test pit has been finished. Archaeologists
LUXAPOOL EPOXY POOL COATING APPLICATION GUIDE. New Cement Pools
 LUXAPOOL EPOXY POOL COATING APPLICATION GUIDE New Cement Pools 1. The render should consist of fresh cement and pure, clean sand only. Allow the render to cure for a minimum of 21 days prior to any preparation
LUXAPOOL EPOXY POOL COATING APPLICATION GUIDE New Cement Pools 1. The render should consist of fresh cement and pure, clean sand only. Allow the render to cure for a minimum of 21 days prior to any preparation
Casting Process Lec byprof. A.Chandrashekhar
 Casting Process Lec 18-20 byprof. A.Chandrashekhar Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is
Casting Process Lec 18-20 byprof. A.Chandrashekhar Introduction casting may be defined as a metal object obtained by pouring molten metal in to a mould and allowing it to solidify. Casting process is
NOTE: This product can be used externally if UV Guard is added (BY REQUEST ONLY).
.") Product Description PHOENIX PAINTS MAXICOAT 100 is a 2 Pack Water-Dispersed Top Coat which not only exhibits the physical and chemical strengths of epoxy, but also the safety and convenience of water as
Product Description PHOENIX PAINTS MAXICOAT 100 is a 2 Pack Water-Dispersed Top Coat which not only exhibits the physical and chemical strengths of epoxy, but also the safety and convenience of water as
Monitoring Report No. 109
 260m north-east of 77 Ballyportery Road Lavin Upper Dunloy County Antrim AE/07/05 Ruth Logue Site Specific Information Site Name: 260m north-east of 77 Ballyportery Road, Dunloy Townland: Lavin Upper SMR
260m north-east of 77 Ballyportery Road Lavin Upper Dunloy County Antrim AE/07/05 Ruth Logue Site Specific Information Site Name: 260m north-east of 77 Ballyportery Road, Dunloy Townland: Lavin Upper SMR
Slab Vases Art Curriculum Matrix: K - 6
 Slab Vases Art Curriculum Matrix: K - 6 Project Grade K-6 Content/theme Objectives Essential Questions Demos/Skills Vocabulary Artist/Culture References Materials Slab vases with bisque stamp/roller impressions
Slab Vases Art Curriculum Matrix: K - 6 Project Grade K-6 Content/theme Objectives Essential Questions Demos/Skills Vocabulary Artist/Culture References Materials Slab vases with bisque stamp/roller impressions
SMT Troubleshooting. Typical SMT Problems For additional process solutions, please refer to the AIM website troubleshooting guide
 SMT Troubleshooting Typical SMT Problems For additional process solutions, please refer to the AIM website troubleshooting guide Solder Balling Solder Beading Bridging Opens Voiding Tombstoning Unmelted
SMT Troubleshooting Typical SMT Problems For additional process solutions, please refer to the AIM website troubleshooting guide Solder Balling Solder Beading Bridging Opens Voiding Tombstoning Unmelted
Weinberg Gallery of Ancient Art Ancient Glass
 Weinberg Gallery of Ancient Art Ancient Glass Ancient Glass Object List (1) 83.189 Two-handled Unguent Flask Roman, 4 th c. C.E. Bluish-green glass with copper blue thread and trails Weinberg Fund C-27.5
Weinberg Gallery of Ancient Art Ancient Glass Ancient Glass Object List (1) 83.189 Two-handled Unguent Flask Roman, 4 th c. C.E. Bluish-green glass with copper blue thread and trails Weinberg Fund C-27.5
Solidification Processes
 CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
CASTING PROCESSES I Lecture Notes by Zulkepli Muhamad Solidification Processes Starting work material is either a liquid or is in a highly plastic condition, and a part is created through solidification
Manufacturing: Chapter 3 Casting
 CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
CHAPTER THREE Metal Casting Casting, shown in Fig. 3.1, is the process of pouring molten metal into a mould containing a cavity, which represents the required product shape. It is one of the most commonly
Common Coating Problems
 1 Introduction When a coating fails, the chances are it is not the coating that is at fault - but the application process. There are so many variables in applying coatings that can lead to failure. This
1 Introduction When a coating fails, the chances are it is not the coating that is at fault - but the application process. There are so many variables in applying coatings that can lead to failure. This
Chapter 1 Sand Casting Processes
 Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
(( Manufacturing )) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.
) Fig. (1): Some casting with large or complicated shape manufactured by sand casting.") (( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
(( Manufacturing )) Expendable Mold Casting Processes: Types of expendable mold casting are: 1 ) Sand casting. 2 ) Shell molding. 3 ) Vacuum molding. 4 ) Investment casting. 5 ) Expanded polystyrene process.
Metal Casting Processes CHAPTER 11 PART I
 Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
Metal Casting Processes CHAPTER 11 PART I Topics Introduction Sand casting Shell-Mold Casting Expendable Pattern Casting Plaster-Mold Casting Introduction Metal-Casting Processes First casting were made
380 Swimming Pool Paint
 Issued 21 st April 2010 PRODUCT DATA SHEET UNPAINTED CEMENT 380 Swimming Pool Paint SURFACE PREPARATION New cement or render should be allowed to cure for at least 21-28 days before any preparation is
Issued 21 st April 2010 PRODUCT DATA SHEET UNPAINTED CEMENT 380 Swimming Pool Paint SURFACE PREPARATION New cement or render should be allowed to cure for at least 21-28 days before any preparation is
Introduction to Pottery & Ceramics
 Introduction to Pottery & Ceramics Prehistoric Early nomadic humans made and used woven baskets and animal skin pouches to carry objects. These were not able to carry liquids such as water (this is before
Introduction to Pottery & Ceramics Prehistoric Early nomadic humans made and used woven baskets and animal skin pouches to carry objects. These were not able to carry liquids such as water (this is before
ART111: CERAMICS II SYLLABUS LECTURE HOURS/STUDIO HOURS/CREDITS: 2/2/3
 ART111: CERAMICS II SYLLABUS LECTURE HOURS/STUDIO HOURS/CREDITS: 2/2/3 CATALOG DESCRIPTION Prerequisite: ART110 Ceramics I This course offers a more thorough investigation of ceramics form. Experimentation
ART111: CERAMICS II SYLLABUS LECTURE HOURS/STUDIO HOURS/CREDITS: 2/2/3 CATALOG DESCRIPTION Prerequisite: ART110 Ceramics I This course offers a more thorough investigation of ceramics form. Experimentation
4.1.3: Shell Casting.
 4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
4.1.3: Shell Casting. It is another expandable mold casting type; Shell molding is a casting process in which the mold is a thin shell (typically 9mm) made of sand held together by a thermosetting resin
Porcelite is ideal for objects requiring high resolution details. It s capable of printing at 25 micron layer thickness.
 fa is a UV-curable porcelain resin suitable for 3D printers that utilize SLA, DLP or CLIP technologies with UV wavelengths between 350-405 nm. Porcelite is ideal for objects requiring high resolution details.
fa is a UV-curable porcelain resin suitable for 3D printers that utilize SLA, DLP or CLIP technologies with UV wavelengths between 350-405 nm. Porcelite is ideal for objects requiring high resolution details.
Unit 12 Soldering. INTC 1307 Instrumentation Test Equipment Teaching Unit 12 Soldering
 RICHLAND COLLEGE School of Engineering Business & Technology Rev. 0 W. Slonecker Rev. 1 (8/26/2012) J. Bradbury INTC 1307 Instrumentation Test Equipment Teaching Unit 12 Soldering Unit 12 Soldering 2002
RICHLAND COLLEGE School of Engineering Business & Technology Rev. 0 W. Slonecker Rev. 1 (8/26/2012) J. Bradbury INTC 1307 Instrumentation Test Equipment Teaching Unit 12 Soldering Unit 12 Soldering 2002
The Ceramic Surface: Glazing
 Figure 1 Glaze The ceramic surface is rich with possibility. This is a short introduction to the vast array of surface techniques used in the ceramic arts. Glazing is the most common surface solution used
Figure 1 Glaze The ceramic surface is rich with possibility. This is a short introduction to the vast array of surface techniques used in the ceramic arts. Glazing is the most common surface solution used
Metal Mould System 1. Introduction
 Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE
 33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
33 CHAPTER5 5 ZERO DEFECT MANUFACTURING IN THE PRODUCTION OF IMPELLER THROUGH THE APPLICATION OF CAD / CAE 5.1 INTRODUCTION In the first place of research, CAD/CAE was applied to achieve ZERO DEFECT MANUFACTURING
Developing glazes. Greg Daly
 Developing glazes Greg Daly Contents 1 Introduction to glazes... 5 2 Getting started... 28 First published in Great Britain 2013 by Bloomsbury Publishing Plc 50 Bedford Square London WC1B 3DP www.acblack.com
Developing glazes Greg Daly Contents 1 Introduction to glazes... 5 2 Getting started... 28 First published in Great Britain 2013 by Bloomsbury Publishing Plc 50 Bedford Square London WC1B 3DP www.acblack.com
TECHNICAL ADVICE. PREPARATION Burnishing or Marring
 TECHNICAL ADVICE What What is? "Marring" is the term commonly used to describe shiny patches or polished areas that become evident when painted surfaces have been subjected to abrasion, possibly caused
TECHNICAL ADVICE What What is? "Marring" is the term commonly used to describe shiny patches or polished areas that become evident when painted surfaces have been subjected to abrasion, possibly caused
Shingle Damage Evaluation
 Shingle Damage Evaluation Introduction There have been a number of hail producing storms that have passed through Northeast Ohio since 2003. We have had the opportunity to examine hundreds of shingle roof
Shingle Damage Evaluation Introduction There have been a number of hail producing storms that have passed through Northeast Ohio since 2003. We have had the opportunity to examine hundreds of shingle roof
Offset Inks - Basics
 Offset Inks - Basics Lithographic inks are paste inks, The press works the ink, thereby heating it and reducing its viscosity or body, making it flow readily to provide a uniform ink film to the image
Offset Inks - Basics Lithographic inks are paste inks, The press works the ink, thereby heating it and reducing its viscosity or body, making it flow readily to provide a uniform ink film to the image
Mimbres-inspired coil bowls Art Curriculum Matrix: K - 6
 Mimbres-inspired coil bowls Art Curriculum Matrix: K - 6 Project Grade K-6 Content/theme Objectives Essential Questions Demos/Skills Vocabulary Artist/Culture References Materials Mimbres-inspired coil
Mimbres-inspired coil bowls Art Curriculum Matrix: K - 6 Project Grade K-6 Content/theme Objectives Essential Questions Demos/Skills Vocabulary Artist/Culture References Materials Mimbres-inspired coil
(H) PAINTING LIST OF BUREAU OF INDIAN STANDARD CODE OF PRACTICE (ISI)
 PAINTING LIST OF BUREAU OF INDIAN STANDARD CODE OF PRACTICE (ISI)") (H) PAINTING LIST OF BUREAU OF INDIAN STANDARD CODE OF PRACTICE (ISI) 6278 : Code of Practice for white washing and colour washing. 2932 : Enamel and synthetic, exterior (a) Undercoating (b) Finsihing.
(H) PAINTING LIST OF BUREAU OF INDIAN STANDARD CODE OF PRACTICE (ISI) 6278 : Code of Practice for white washing and colour washing. 2932 : Enamel and synthetic, exterior (a) Undercoating (b) Finsihing.
THE CHARLESTON LAKE ROCK SHELTER
 GORDON: CHARLESTON SHELTER 49 R. L. GORDON ( ACCEPTED JULY 1969) THE CHARLESTON LAKE ROCK SHELTER Excavations during the last week of May of 1967, conducted for the Ontario Department of Lands and Forests
GORDON: CHARLESTON SHELTER 49 R. L. GORDON ( ACCEPTED JULY 1969) THE CHARLESTON LAKE ROCK SHELTER Excavations during the last week of May of 1967, conducted for the Ontario Department of Lands and Forests
A Technical Supplement from Bullseye Glass Co. Heat & Glass. Understanding the Effects of Temperature Variations on Bullseye Glass
 TechNotes 4 A Technical Supplement from Bullseye Glass Co. Heat & Glass Understanding the Effects of Temperature Variations on Bullseye Glass Amorphous structure Crystalline structure THE UNIQUE NATURE
TechNotes 4 A Technical Supplement from Bullseye Glass Co. Heat & Glass Understanding the Effects of Temperature Variations on Bullseye Glass Amorphous structure Crystalline structure THE UNIQUE NATURE
FIRECLAY SINKS PRODUCT KNOWLEDGE. Franke,
 FIRECLAY SINKS PRODUCT KNOWLEDGE Franke Fireclay Sink Manufacturers Many Franke fireclay sinks are manufactured in France and Germany by Villeroy & Boch Apron-front models MHK110-20 MHK110-24 MHK710-20
FIRECLAY SINKS PRODUCT KNOWLEDGE Franke Fireclay Sink Manufacturers Many Franke fireclay sinks are manufactured in France and Germany by Villeroy & Boch Apron-front models MHK110-20 MHK110-24 MHK710-20
TEACHING METHODS: EVALUATION PROCEDURES: Grades will be based on the following:
 SYLLABUS ARTS 2347 - Ceramics II (5007115126) 2-4 Prerequisite: ARTS 2346, or instructor approval Further development of technical skills with an emphasis on individual expression as applied toward ceramic
SYLLABUS ARTS 2347 - Ceramics II (5007115126) 2-4 Prerequisite: ARTS 2346, or instructor approval Further development of technical skills with an emphasis on individual expression as applied toward ceramic
Special Casting Process. 1. Permanent mould casting
 Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
PAGE 12 : THREAD MEASUREMENT TECHNIQUE (Plated and unplated thread gauges)
") 40-60 Delaware St. MACHINING Part No. PR301 - INDEX- MACHINING SECTION Revision: 01/12/2012 PAGE 1 This Quality Standard applies to all metallic parts unless otherwise specified by drawing or specification.
40-60 Delaware St. MACHINING Part No. PR301 - INDEX- MACHINING SECTION Revision: 01/12/2012 PAGE 1 This Quality Standard applies to all metallic parts unless otherwise specified by drawing or specification.
Manufacturing and Cosmetic Inspection Specification
 Document Reference: MISB-MACIS-Rev (1) Page 1 of 13 Manufacturing and Cosmetic Inspection Specification Revision Change History Rev No. Effective Date Affected Page Change Descriptions Prepared by Reviewed
Document Reference: MISB-MACIS-Rev (1) Page 1 of 13 Manufacturing and Cosmetic Inspection Specification Revision Change History Rev No. Effective Date Affected Page Change Descriptions Prepared by Reviewed
SURFACE PREPARATION AND MATERIAL APPLICATION KEIM MINERAL PAINTS
 SURFACE PREPARATION AND MATERIAL APPLICATION KEIM MINERAL PAINTS PRE-TREATMENT KEIM Mineral Paints are different to conventional film forming paints. Mineral paints are made with potassium silicate and
SURFACE PREPARATION AND MATERIAL APPLICATION KEIM MINERAL PAINTS PRE-TREATMENT KEIM Mineral Paints are different to conventional film forming paints. Mineral paints are made with potassium silicate and
Early 19 th to Mid 20 th Century Ceramics in Texas
 Early 19 th to Mid 20 th Century Ceramics in Texas Becky Shelton, TASN Training Fort Worth, July 18 th 2015 Adapted from: Sandra and Johnney Pollan and John Clark Texas Archeological Stewardship Network
Early 19 th to Mid 20 th Century Ceramics in Texas Becky Shelton, TASN Training Fort Worth, July 18 th 2015 Adapted from: Sandra and Johnney Pollan and John Clark Texas Archeological Stewardship Network
Crackle Paste is a water-based product formulated with styrene-acrylic copolymer emulsions, and may have a tendency to yellow.
 PRODUCT DESCRIPTION Crackle Paste is a water-based product formulated with styrene-acrylic copolymer emulsions, and may have a tendency to yellow. This product has white, low-density solids that replace
PRODUCT DESCRIPTION Crackle Paste is a water-based product formulated with styrene-acrylic copolymer emulsions, and may have a tendency to yellow. This product has white, low-density solids that replace
Test Pitting Guide. Contents: What is a test pit? Why do we use test pitting in archaeology? How do we do it? Big Heritage
 Test Pitting Guide Contents: What is a test pit? Why do we use test pitting in archaeology? How do we do it? 1 What is a test pit? A test-pit is a small trench, usually 1x1m, excavated to the natural geology.
Test Pitting Guide Contents: What is a test pit? Why do we use test pitting in archaeology? How do we do it? 1 What is a test pit? A test-pit is a small trench, usually 1x1m, excavated to the natural geology.
David Reekie - Mould making and Glass Casting Methods
 David Reekie - Mould making and Glass Casting Methods David says of his work that "through surreal uses of situation and perception. I have tried to illustra aspects of human behaviour. often I used ironic.
David Reekie - Mould making and Glass Casting Methods David says of his work that "through surreal uses of situation and perception. I have tried to illustra aspects of human behaviour. often I used ironic.
Types of Glass by Composition
 What is Glass? An amorphous fusion of mineral compounds that produces a transparent solid when cooled. A 3D network of atoms which lacks the repeated, orderly arrangement typical of crystalline materials.
What is Glass? An amorphous fusion of mineral compounds that produces a transparent solid when cooled. A 3D network of atoms which lacks the repeated, orderly arrangement typical of crystalline materials.
!"#$%&'()'*"+,+$&#' ' '
'*+,+$&#' ' '") !"#$%&'()'*"+,+$&#' *"89"+&+6'B22&83%45'8/6&10/%2'A"1'/22&83%4'/+#'C"0+0+D'8&67"#2'0+'&%&
!"#$%&'()'*"+,+$&#' *"89"+&+6'B22&83%45'8/6&10/%2'A"1'/22&83%4'/+#'C"0+0+D'8&67"#2'0+'&%&
Jiangsu DAQO. Enclosed Busbar Systems. Procedure Specification. Painting Procedure Specification
 Company Jiangsu DAQO Edition No.1 Name Enclosed Busbar Systems Co., Ltd Files Procedure Specification Serial DQFM-ZD-08-004 Classes Painting Procedure Specification 1 Surface Treatment before Painting
Company Jiangsu DAQO Edition No.1 Name Enclosed Busbar Systems Co., Ltd Files Procedure Specification Serial DQFM-ZD-08-004 Classes Painting Procedure Specification 1 Surface Treatment before Painting
Product Data Sheet Awlwood MA Primers OJ3809 / OJ9809 / OJ7809 Specification Data
 Specification Data Packaging: Product Code: Cleaning: Available in 1 quart packs OJ3809 Clear; OJ9809 Yellow; OJ7809 Red OT0200 Awlwood MA Brush Cleaner Volume Solids: 45% Specific Gravity: OJ3809-1.013
Specification Data Packaging: Product Code: Cleaning: Available in 1 quart packs OJ3809 Clear; OJ9809 Yellow; OJ7809 Red OT0200 Awlwood MA Brush Cleaner Volume Solids: 45% Specific Gravity: OJ3809-1.013
GREENWARE. DIVISION rd Grade
 GREENWARE Greenware Definition an unfired clay object which was cast (poured) from a mold which has been purchased. Requirements to clean, paint and/or glaze an article or articles as described below for
GREENWARE Greenware Definition an unfired clay object which was cast (poured) from a mold which has been purchased. Requirements to clean, paint and/or glaze an article or articles as described below for
WE MAKE NO EXPRESS OR IMPLIED WARRANTIES OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE
 General Description Concerns Uses Supplies needed to prepare rabbit skin glue Instructions for Sizing Canvas Instructions for Sizing Panel Instructions for Sizing Paper Instructions for Adhering Fabric
General Description Concerns Uses Supplies needed to prepare rabbit skin glue Instructions for Sizing Canvas Instructions for Sizing Panel Instructions for Sizing Paper Instructions for Adhering Fabric
R.I.C.H., Inc. P.O. Box 132, Bernville, PA
 PAGE 10 standard Ceramics low-fire Moist Clays Standard 100 Artist White (Cone 06-04) Standard 100G Artist White w/grog (Cone 06-04) Standard 103 Red Clay (Cone 06-2) (C/04 Oxidation) (C/04 Oxidation)
PAGE 10 standard Ceramics low-fire Moist Clays Standard 100 Artist White (Cone 06-04) Standard 100G Artist White w/grog (Cone 06-04) Standard 103 Red Clay (Cone 06-2) (C/04 Oxidation) (C/04 Oxidation)
BRAZE INSTRUCTION VIDEO
 BRAZE INSTRUCTION VIDEO 1 Purpose: The purpose of this video is to provide instructions, guidelines and examples as to the proper techniques involved in the brazing of diamond cutters into matrix or steel
BRAZE INSTRUCTION VIDEO 1 Purpose: The purpose of this video is to provide instructions, guidelines and examples as to the proper techniques involved in the brazing of diamond cutters into matrix or steel
Troubleshooting Guide for Digital Printing on Creative Papers
 Troubleshooting Guide for Digital Printing on Creative Papers Troubleshooting guide for digital printing on creative papers Introduction This guide is in two parts, part 1 for HP Indigo presses and part
Troubleshooting Guide for Digital Printing on Creative Papers Troubleshooting guide for digital printing on creative papers Introduction This guide is in two parts, part 1 for HP Indigo presses and part
Kittec -CBG Gas. U s e r s M a n u a l
 Kittec -CBG Gas U s e r s M a n u a l Contents Page Table of contents 1 About this Users Manual 2 Use of the kiln 2 Safety 2 Safety tips 3 Installation and Operation 4 Storage and transport 4 Installation
Kittec -CBG Gas U s e r s M a n u a l Contents Page Table of contents 1 About this Users Manual 2 Use of the kiln 2 Safety 2 Safety tips 3 Installation and Operation 4 Storage and transport 4 Installation
CERAMIC WHITEWARES TRAINING MODULES
 CERAMIC WHITEWARES TRAINING MODULES Our flexible industry-based whitewares training courses have been designed for tableware, tile and sanitaryware manufacturers, as well as retailers and suppliers. The
CERAMIC WHITEWARES TRAINING MODULES Our flexible industry-based whitewares training courses have been designed for tableware, tile and sanitaryware manufacturers, as well as retailers and suppliers. The
SELECTION Technical Information Revised: 2/14/2012. Lead- and cadmium-free onglaze colors. 1. General Information and Color chart
 SELECTION 35 760-900 Lead- and cadmium-free onglaze colors 1. General Information and Color chart SELECTION 35 series is a range of lead- and cadmium-free, intermixable, onglaze colors for porcelain, bone
SELECTION 35 760-900 Lead- and cadmium-free onglaze colors 1. General Information and Color chart SELECTION 35 series is a range of lead- and cadmium-free, intermixable, onglaze colors for porcelain, bone