Module-3: ADVANCED MATERIAL REMOVAL PROCESSES
|
|
|
- Rosamond Warren
- 5 years ago
- Views:
Transcription
1 Module-3: ADVANCED MATERIAL REMOVAL PROCESSES Lecture No-9 Electrical Discharge Machining (EDM) It is an advanced machining process primarily used for hard and difficult metals which are difficult to machine with the traditional techniques. Only electrically conducting materials are machined by this process. The EDM process is best suited for making intricate cavities and contours which would be difficult to produce with normal machines like grinders, end-mills or other cutting tools. Metals such as hardened tool-steels, carbides, titanium, inconel and kovar are easily machined through EDM. EDM is a thermal process which makes use of spark discharges to erode the material from workpiece surface. The cavity formed in EDM is a replica of the tool shape used as the erosions occur in the confined area. Since spark discharges occur in EDM, it is also called as "spark machining". The material removal takes place in EDM through a rapid series of electrical discharges. These discharges pass between the electrode and the workpiece being machined. The fine chips of material removed from the workpiece gets flushed away by the continuous flowing di-electric fluid. The repetitive discharge creates a set of successively deeper craters in the work piece until the final shape is produced. History In 1770, Joseph Priestly a british scientist first discovered the erosive effects of electrical discharges. In 1943, soviet scientists B. Lazarenko and N. Lazarenko had exploited the destructive effect of an electrical discharge and developed a controlled process for machining materials that are conductors of electricity. EDM Principle


















 are")

2 The schematic of the basic EDM process is illustrated in Fig In this process, the workpiece and tool are submerged into a non-conducting, dielectricc fluid which is separated by a small gap (for sparking). The dielectric fluid insulates the workpiece from the tool and creates the resistancee of electricity flow between the electrodes. The dielectric fluid may be typical hydrocarbon oil (kerosene oil) or de-ionized water. It also helps in cooling down the tool and workpiece, clears the inter-electrode gap (IEG), and concentrates the spark energy to a small cross sectional area under the electrode. As the two electrodes come closer to one another, the electric field intensity increases beyond the strength of the dielectric enabling it to break and thereby allow the current to flow between the two electrodes. As a result off this effect,, intense heat gets generated near the zone, which melts and evaporates the material in the sparking zone. As the flow of current is momentarily stopped, some fresh dielectric liquid particles come in position between the inter-electro de gap which restores the insulating properties of the dielectric. The solid particles (debris) are carried away by the flowing dielectric. Flushing refers to the addition of new liquid dielectric to the inter-electrode volume. A close view of the EDM processs is shown in Fig The sparks occur at spots where the tool and the workpiece surfaces are the closest and since the spots change after each spark (because of
, the")









 and")








3 the material removal after each spark), the spark travels all over the surfaces. This results in uniform removal of material, hence exact shape get reproduced on the workpiece surface. Advantages of EDM The major advantages of the process are: Any materials that are electrically conductive can be machined by EDM. Materials, regardless of their hardness, strength, toughness and microstructure can be easily machined / cut by EDM processs The tool (electrode) and workpiece are free from cutting forces Edge machining and sharp corners are possible in EDM process The tool making is easier as it can be made from softer and easily formable materials like copper, brass and graphite. The process produces good surface finish, accuracy and repeatability. Hardened work-pieces can also be machined since the deformation caused by it does not affect the final dimensions. EDM is a burr free process.
4 Hard die materials with complicated shapes can be easily finished with good surface finish and accuracy through EDM process. Due to the presence of dielectric fluid, there is very little heating of the bulk material. Limitations of EDM Material removal rates are low, making the process economical only for very hard and difficult to machine materials. Re-cast layers and micro-cracks are inherent features of the EDM process, thereby making the surface quality poor. The EDM process is not suitable for non-conductors. Rapid electrode wear makes the process more costly. The surfaces produced by EDM generally have a matt type appearance, requiring further polishing to attain a glossy finish. Applications of EDM Hardened steel dies, stamping tools, wire drawing and extrusion dies, header dies, forging dies, intricate mould cavities and such parts are made by the EDM process. The process is widely used for machining of exotic materials that are used in aerospace and automatic industries. EDM being a non-contact type of machining process, it is very well suited for making fragile parts which cannot take the stress of machining. The parts that fit such profiles include washing machine agitators; electronic components, printer parts and difficult to machine features such as the honeycomb shapes. Deep cavities, slots and ribs can be easily made by EDM as the cutting forces are less and longer electrodes can be used to make such collets, jet engine blade slots, mould cooling slots etc. Micro-EDM process can successfully produce micro-pins, micro-nozzles and micro-cavities.
5 Mechanism of Material Removal in EDM In EDM, for a particular machining condition there are numerous phenomena involved, i.e., heat conduction and radiation, phase changes, electrical forces, bubble formation and collapse, rapid solidification etc. Thermo-electric phenomenon is the most appropriate theory for the explanation of the electrical discharge machining process. The removal of material in EDM is associated with the erosive effects produced when discrete and spatial discharge occurs between the tool and workpiece electrodes. Short duration sparks are generated between these two electrodes. The generator releases electrical energy, which is responsible for melting a small quantity of material from both the electrodes. At the end of the pulse duration, a pause time begins. The forces that may be of electric, hydrodynamic and thermodynamic in nature remove the melted pools. The material removal process by a single spark is as follows: An intense electric field develops in the gap between electrode and workpiece. There are some contaminants inside the dielectric fluid which build a highconductivity bridge between the electrode and workpiece. When the voltage increases, the bridge and dielectric fluid between the electrode and workpiece heat up. The dielectric is ionized to form a spark channel. The temperature and pressure rapidly increase and a spark is generated. A small amount of material is evaporated on the electrode and workpiece at the spark contact point. Bubbles rapidly expand and explode during sparking until the voltage is turned off. Next the heating channel collapses and the dielectric fluid enters into the gap in-order to flush away the molten metal particles. The material removal rate depends on the following factors: Peak amperage or intensity of the spark Length of the ON time OFF time influences the speed and stability Duty cycle: percentage of on-time relative to total cycle time Gap distance: Smaller the gap better is the accuracy and slower is the material removal rate.




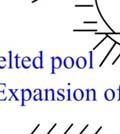

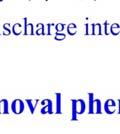
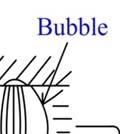
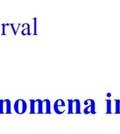
6 The material removal phenomena in EDM are shown schematically in the Fig Types of EDM Processes 1. Die Sinker EDM 2. Wire Cut EDM 3. Powder Mixed EDM
III YEAR/VI SEMESTER UNIT III ELECTRICAL ENERGY BASED PROCESSES
 Department Of Mechanical III YEAR/VI SEMESTER UNIT III ELECTRICAL ENERGY BASED PROCESSES 8 Electric Discharge Machining (EDM)- working Principle-equipments-Process Parameters- Surface Finish and MRR- electrode
Department Of Mechanical III YEAR/VI SEMESTER UNIT III ELECTRICAL ENERGY BASED PROCESSES 8 Electric Discharge Machining (EDM)- working Principle-equipments-Process Parameters- Surface Finish and MRR- electrode
Electrical Discharge Machining - Wire Cut. Presented and Arranged by: Khairu bin Kamarudin
 Electrical Discharge Machining - Wire Cut Presented and Arranged by: Khairu bin Kamarudin Introduction EDM Wire Cut Machining method primarily used for hard metals or those that would be impossible to
Electrical Discharge Machining - Wire Cut Presented and Arranged by: Khairu bin Kamarudin Introduction EDM Wire Cut Machining method primarily used for hard metals or those that would be impossible to
FUNDAMENTAL MANUFACTURING PROCESSES ELECTRICAL DISCHARGE MACHINING MUSIC UP AND UNDER NARRATION (VO): PRECISION METALWORKING.
: PRECISION METALWORKING.") FUNDAMENTAL MANUFACTURING PROCESSES ELECTRICAL DISCHARGE MACHINING SCENE 1. CG: FBI warning SCENE 2. tape 40, 01:00:00-01:00:12 ANI: SME logo SCENE 3. tape 25, 01:01:06-01:01:20 series opening title: FUNDAMENTAL
FUNDAMENTAL MANUFACTURING PROCESSES ELECTRICAL DISCHARGE MACHINING SCENE 1. CG: FBI warning SCENE 2. tape 40, 01:00:00-01:00:12 ANI: SME logo SCENE 3. tape 25, 01:01:06-01:01:20 series opening title: FUNDAMENTAL
ELECTRIC DISCHARGE MACHINE
 INTRODUCTION HISTORY AND DEVELOPMENT CLASSIFICATION OF MODERN MACHINING PROCESS PROCESS ELECTRICAL DISCHARGE MACHINE (EDM) CONSTRUCTION TYPES OF EDM SINKER EDM WIRE EDM ADVANTAGES AND DISADVANTAGES INTRODUCTION
INTRODUCTION HISTORY AND DEVELOPMENT CLASSIFICATION OF MODERN MACHINING PROCESS PROCESS ELECTRICAL DISCHARGE MACHINE (EDM) CONSTRUCTION TYPES OF EDM SINKER EDM WIRE EDM ADVANTAGES AND DISADVANTAGES INTRODUCTION
Wire EDM Fundamentals
 2 Wire EDM Fundamentals Revolutionizing Machining 35 Wire Electrical Discharge Machining (EDM) is one of the greatest innovations affecting the tooling and machining industry. This process has brought
2 Wire EDM Fundamentals Revolutionizing Machining 35 Wire Electrical Discharge Machining (EDM) is one of the greatest innovations affecting the tooling and machining industry. This process has brought
NONTRADITIONAL MACHINING
 NONTRADITIONAL MACHINING INTRODUCTION Machining processes that involve chip formation have a number of inherent limitations which limit their application in industry. Large amounts of energy are expended
NONTRADITIONAL MACHINING INTRODUCTION Machining processes that involve chip formation have a number of inherent limitations which limit their application in industry. Large amounts of energy are expended
Advanced Machining Processes Prof. Vijay. K. Jain Department of Mechanical Engineering Indian Institute of Technology Kanpur Lecture No 19
 Advanced Machining Processes Prof. Vijay. K. Jain Department of Mechanical Engineering Indian Institute of Technology Kanpur Lecture No 19 (Refer Slide Time: 0:22) Welcome to the course on advanced machining
Advanced Machining Processes Prof. Vijay. K. Jain Department of Mechanical Engineering Indian Institute of Technology Kanpur Lecture No 19 (Refer Slide Time: 0:22) Welcome to the course on advanced machining
Understanding the Wire EDM Process
 5 Understanding the Wire EDM Process 81 Accuracy and Tolerances Wire EDM is extremely accurate. Many machines move in increments of 40 millionths of an inch (.00004") (.001 mm), some in 10 millionths of
5 Understanding the Wire EDM Process 81 Accuracy and Tolerances Wire EDM is extremely accurate. Many machines move in increments of 40 millionths of an inch (.00004") (.001 mm), some in 10 millionths of
Small Hole EDM Drilling
 14 195 Small Hole EDM Drilling Small hole EDM (electrical discharge machining) drilling, also known as fast hole EDM drilling, hole popper, and start hole EDM drilling, was once relegated to a last resort
14 195 Small Hole EDM Drilling Small hole EDM (electrical discharge machining) drilling, also known as fast hole EDM drilling, hole popper, and start hole EDM drilling, was once relegated to a last resort
Wire Electric Discharge (ED) Machining
 Machining") Wire Electric Discharge (ED) Machining Tampere University of Technology Tuula Höök Wire electric discharge (ED) machining is based on the same principle as die-sink ED machining. The basic elements in
Wire Electric Discharge (ED) Machining Tampere University of Technology Tuula Höök Wire electric discharge (ED) machining is based on the same principle as die-sink ED machining. The basic elements in
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM)
, ELECTRO-CHEMICAL MACHINING (ECM)") NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
Profiting with Wire EDM
 3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
Experimental Investigation of Electrode Wear in Die-Sinking EDM on Different Pulse-on &off Time (µs) in Cylindrical Copper Electrode
 in Cylindrical Copper Electrode") International OPEN ACCESS Journal Of Modern Engineering Research (IJMER) Experimental Investigation of Electrode Wear in Die-Sinking EDM on Different Pulse-on &off Time (µs) in Cylindrical Copper Electrode
International OPEN ACCESS Journal Of Modern Engineering Research (IJMER) Experimental Investigation of Electrode Wear in Die-Sinking EDM on Different Pulse-on &off Time (µs) in Cylindrical Copper Electrode
CHAPTER 4 EXPERIMENTAL PLANNING USING EDM MACHINE
 80 CHAPTER 4 EXPERIMENTAL PLANNING USING EDM MACHINE 4.1 INTRODUCTION In this chapter existing EDM systems like ELECTRONCIA make and SPARKONIX make EDM machines, effect of input parameters, dielectric
80 CHAPTER 4 EXPERIMENTAL PLANNING USING EDM MACHINE 4.1 INTRODUCTION In this chapter existing EDM systems like ELECTRONCIA make and SPARKONIX make EDM machines, effect of input parameters, dielectric
THE PROCESS OF EDM CUTTING PARAMETERS OPTIMIZING BY USING TAGUCHI METHOD AND ANOVA ON INCONEL 718
 THE PROCESS OF EDM CUTTING PARAMETERS OPTIMIZING BY USING TAGUCHI METHOD AND ANOVA ON INCONEL 718 M. DHANUNJAYA 1, M. MADDULETI 2, GOPI CHAND BOOSA 3 1 Assistant professor in SMSK, DEPT. OF MECHANICAL
THE PROCESS OF EDM CUTTING PARAMETERS OPTIMIZING BY USING TAGUCHI METHOD AND ANOVA ON INCONEL 718 M. DHANUNJAYA 1, M. MADDULETI 2, GOPI CHAND BOOSA 3 1 Assistant professor in SMSK, DEPT. OF MECHANICAL
CHAPTER 4 RESULTS AND DISCUSSION
 66 CHAPTER 4 RESULTS AND DISCUSSION 4.1 PERFORMANCE ANALYSIS In recent years, several researches have been carried out on EDM and die-sinking micro-edm using various electrodes. In die-sinking micro- EDM,
66 CHAPTER 4 RESULTS AND DISCUSSION 4.1 PERFORMANCE ANALYSIS In recent years, several researches have been carried out on EDM and die-sinking micro-edm using various electrodes. In die-sinking micro- EDM,
WATER JET BASED TOOLING STRATEGIES FOR MICROPRODUCTION
 WATER JET BASED TOOLING STRATEGIES FOR MICROPRODUCTION B. Jurisevic 1, H. Orbanic 1, J. Valentinčič 1, O. Blatnik 1, C. Masclet 2, H. Paris 2, M. Museau 2 and M. Junkar 1 1 University of Ljubljana, Slovenia
WATER JET BASED TOOLING STRATEGIES FOR MICROPRODUCTION B. Jurisevic 1, H. Orbanic 1, J. Valentinčič 1, O. Blatnik 1, C. Masclet 2, H. Paris 2, M. Museau 2 and M. Junkar 1 1 University of Ljubljana, Slovenia
Problems of the Processing Accuracy for Electro-erosion erosion and Electrochemical Machining Processes
 12th ESAFORM Conference on material forming Twente,, Nederland, 27 29 April 2009 MS13: Non-conventional processes Problems of the Processing Accuracy for Electro-erosion erosion and Electrochemical Processes
12th ESAFORM Conference on material forming Twente,, Nederland, 27 29 April 2009 MS13: Non-conventional processes Problems of the Processing Accuracy for Electro-erosion erosion and Electrochemical Processes
Contents Non-Traditional Machining Handbook Unit 1 1. Fundamentals of Non-Traditional Machining Unit 2 Wire EDM Fundamentals of Wire EDM
 9 Contents Non-Traditional Machining Handbook Testimonials...3 About the Author...4 Acknowledgments...8 Unit 1 1. Fundamentals of Non-Traditional Machining Understanding the Processes of Non-Traditional
9 Contents Non-Traditional Machining Handbook Testimonials...3 About the Author...4 Acknowledgments...8 Unit 1 1. Fundamentals of Non-Traditional Machining Understanding the Processes of Non-Traditional
Effect of Peak Current on the Performance of WEDM
 Effect of Peak Current on the Performance of WEDM Rajeev Kumar 1 1 (Mechanical Engineering Department, MMU Sadopur, India) ABSTRACT : WEDM process is used extensively where the conventional machining process
Effect of Peak Current on the Performance of WEDM Rajeev Kumar 1 1 (Mechanical Engineering Department, MMU Sadopur, India) ABSTRACT : WEDM process is used extensively where the conventional machining process
UNIT 5 CNC MACHINING. known as numerical control or NC.
 UNIT 5 www.studentsfocus.com CNC MACHINING 1. Define NC? Controlling a machine tool by means of a prepared program is known as numerical control or NC. 2. what are the classifications of NC machines? 1.point
UNIT 5 www.studentsfocus.com CNC MACHINING 1. Define NC? Controlling a machine tool by means of a prepared program is known as numerical control or NC. 2. what are the classifications of NC machines? 1.point
Nontraditional Manufacturing Processes
 Nontraditional Manufacturing Processes Alessandro Anzalone, Ph.D. Hillsborough Community College, Brandon Campus Agenda 1. Introduction 2. Electrodischarge Machining 3. Electrochemical Machining (ECM)
Nontraditional Manufacturing Processes Alessandro Anzalone, Ph.D. Hillsborough Community College, Brandon Campus Agenda 1. Introduction 2. Electrodischarge Machining 3. Electrochemical Machining (ECM)
Water jet machining of MEDM tools
 Water jet machining of MEDM tools O. Blatnik a, H. Orbanic a, C. Masclet b, H. Paris b, M. Museau b, J. Valentincic a, B. Jurisevic a and M. Junkar a a University of Ljubljana, Slovenia b University of
Water jet machining of MEDM tools O. Blatnik a, H. Orbanic a, C. Masclet b, H. Paris b, M. Museau b, J. Valentincic a, B. Jurisevic a and M. Junkar a a University of Ljubljana, Slovenia b University of
Metal Mould System 1. Introduction
 Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Metal Mould System 1. Introduction Moulds for these purposes can be used many times and are usually made of metal, although semi-permanent moulds of graphite have been successful in some instances. The
Experimental Investigation on H11 Steel in Abrasive Mixed EDM Process Using Silicon Powder with Al Electrode for Surface Roughness
 38 Experimental Investigation on H11 Steel in Abrasive Mixed EDM Process Using Silicon Powder with Al Electrode for Surface Roughness Abstract AdarshBhushan Assistant Professor, MED, IET Bhaddal, Ropar,
38 Experimental Investigation on H11 Steel in Abrasive Mixed EDM Process Using Silicon Powder with Al Electrode for Surface Roughness Abstract AdarshBhushan Assistant Professor, MED, IET Bhaddal, Ropar,
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Optimization of Process Parameter of WEDM on C-45 Steel
 International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2015 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Ravi
International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2015 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Ravi
Properties of Electro Discharge Machining with a Spinning Disc Tool System
 Transactions on Electrical Engineering, Vol.4 (2015), No. 2 31 Properties of Electro Discharge Machining with a Spinning Disc Tool System Jan Hošek 1) and Jan Drahokoupil 1) 1) Czech Technical University
Transactions on Electrical Engineering, Vol.4 (2015), No. 2 31 Properties of Electro Discharge Machining with a Spinning Disc Tool System Jan Hošek 1) and Jan Drahokoupil 1) 1) Czech Technical University
Experimental Investigation of Wire-EDM Process Parameters for Surface Roughness in the Machining of Carbon Steel 1017 and Aluminum Alloy 6060
 American Journal of Mechanical Engineering, 2018, Vol. 6, No. 3, 132-147 Available online at http://pubs.sciepub.com/ajme/6/3/6 Science and Education Publishing DOI:10.12691/ajme-6-3-6 Experimental Investigation
American Journal of Mechanical Engineering, 2018, Vol. 6, No. 3, 132-147 Available online at http://pubs.sciepub.com/ajme/6/3/6 Science and Education Publishing DOI:10.12691/ajme-6-3-6 Experimental Investigation
Ultrasonic Machining. 1 Dr.Ravinder Kumar
 Ultrasonic Machining 1 Dr.Ravinder Kumar Why Nontraditional Processes? New Materials (1940 s) Stronger Tougher Harder Applications Cut tough materials Finish complex surface geometry Surface finish requirements
Ultrasonic Machining 1 Dr.Ravinder Kumar Why Nontraditional Processes? New Materials (1940 s) Stronger Tougher Harder Applications Cut tough materials Finish complex surface geometry Surface finish requirements
ANALYSIS USING RESPONSE SURFACE METHODOLOGY (RSM) BASED EXPERIMENTAL DESIGN ON MAGNETIC FIELD ASSISTED EDM PROCESS
 BASED EXPERIMENTAL DESIGN ON MAGNETIC FIELD ASSISTED EDM PROCESS") International Journal of Technology and Engineering System (IJTES) Vol 8. No. JanMarch 6 Pp. 3843 gopalax Journals, Singapore available at : www.ijcns.com ISSN: 976345 ANALYSIS USING RESPONSE SURFACE METHODOLOGY
International Journal of Technology and Engineering System (IJTES) Vol 8. No. JanMarch 6 Pp. 3843 gopalax Journals, Singapore available at : www.ijcns.com ISSN: 976345 ANALYSIS USING RESPONSE SURFACE METHODOLOGY
UNIT 5 MODERN MACHINING METHOD
 UNIT 5 MODERN MACHINING METHOD Structure 5.1 Introduction Objectives 5.2 Working Principle of Energy 5.3 Non-conventional Machining Processes 5.4 Electrical Discharge Machining 5.5 Wire Cut Electric Discharge
UNIT 5 MODERN MACHINING METHOD Structure 5.1 Introduction Objectives 5.2 Working Principle of Energy 5.3 Non-conventional Machining Processes 5.4 Electrical Discharge Machining 5.5 Wire Cut Electric Discharge
Virtual Manufacturing Laboratory:
 Virtual Manufacturing Laboratory: Desktop PC (Core i5)-3 nos. Software: 1. IGRIP Interactive Graphics Robot Instruction Programme. (Stratasys, Model-Objet. 30) 2. QUEST- Queuing vent Simulation (Deneb
Virtual Manufacturing Laboratory: Desktop PC (Core i5)-3 nos. Software: 1. IGRIP Interactive Graphics Robot Instruction Programme. (Stratasys, Model-Objet. 30) 2. QUEST- Queuing vent Simulation (Deneb
EFFECT OF CRYOGENICALLY TREATED WIRE ON SURFACE ROUGHNESS IN WIRE EDM PROCESS
 I J A M R Serials Publications 9(1) 2017 : January-June pp. 9-14 EFFECT OF CRYOGENICALLY TREATED WIRE ON SURFACE ROUGHNESS IN WIRE EDM PROCESS KULTAR SINGH SAINI 1 AND PARLAD KUMAR GARG 2* 1 Research Scholar,
I J A M R Serials Publications 9(1) 2017 : January-June pp. 9-14 EFFECT OF CRYOGENICALLY TREATED WIRE ON SURFACE ROUGHNESS IN WIRE EDM PROCESS KULTAR SINGH SAINI 1 AND PARLAD KUMAR GARG 2* 1 Research Scholar,
Analysis of the Effect of Machining Parameters on Wire Electrical Discharge Turning of Stainless Steel
 Journal of Advanced Engineering Research ISSN: 2393-87 Volume 2, Issue 1, 2015, pp.3-1 Analysis of the Effect of Machining Parameters on Wire Electrical Discharge Turning of Stainless Steel D. Balamurali,
Journal of Advanced Engineering Research ISSN: 2393-87 Volume 2, Issue 1, 2015, pp.3-1 Analysis of the Effect of Machining Parameters on Wire Electrical Discharge Turning of Stainless Steel D. Balamurali,
Introduction 2. Casting as a metal forming process
 MME 345 Lecture 02 Introduction 2. Casting as a metal forming process Ref: P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 Ch 01: Introduction Topics to discuss today. 1. Metal forming processes
MME 345 Lecture 02 Introduction 2. Casting as a metal forming process Ref: P. Beeley, Foundry Technology, Butterworth-Heinemann, 2001 Ch 01: Introduction Topics to discuss today. 1. Metal forming processes
Experimental Investigation of Process Parameters Using Molybdenum Wire on Tungsten Carbide in Wire Cut EDM
 International Journal of Manufacturing and Mechanical Engineering Volume 1, Number 1 (2015), pp. 47-53 International Research Publication House http://www.irphouse.com Experimental Investigation of Process
International Journal of Manufacturing and Mechanical Engineering Volume 1, Number 1 (2015), pp. 47-53 International Research Publication House http://www.irphouse.com Experimental Investigation of Process
Introduction to Waterjet
 Introduction to Waterjet Fastest growing machining process One of the most versatile machining processes Compliments other technologies such as milling, laser, EDM, plasma and routers True cold cutting
Introduction to Waterjet Fastest growing machining process One of the most versatile machining processes Compliments other technologies such as milling, laser, EDM, plasma and routers True cold cutting
Experimental Investigation to Determine Influence of Process Parameters on Surface Quality and MRR in Wire Cut EDM
 Experimental Investigation to Determine Influence of Process Parameters on Surface Quality and MRR in Wire Cut EDM Kondi Vivek M.Tech (Advanced Manufacturing Systems) Ellenki College of Engineering and
Experimental Investigation to Determine Influence of Process Parameters on Surface Quality and MRR in Wire Cut EDM Kondi Vivek M.Tech (Advanced Manufacturing Systems) Ellenki College of Engineering and
OPTIMIZATION OF MULTIPLE PERFORMANCE CHARACTERISTICS IN EDM PROCESS OF HPM 38 TOOL STEEL USING RESPONSE SURFACE METHODOLOGY AND NON-LINEAR PROGRAMMING
 VOL., NO., JANUARY ISSN 89-8 - Asian Research Publishing Network (ARPN). All rights reserved. OPTIMIZATION OF MULTIPLE PERFORMANCE CHARACTERISTICS IN EDM PROCESS OF HPM 38 TOOL STEEL USING RESPONSE SURFACE
VOL., NO., JANUARY ISSN 89-8 - Asian Research Publishing Network (ARPN). All rights reserved. OPTIMIZATION OF MULTIPLE PERFORMANCE CHARACTERISTICS IN EDM PROCESS OF HPM 38 TOOL STEEL USING RESPONSE SURFACE
A Review and Case Study on Reverse micro-electrical Discharge Machining Process
 A Review and Case Study on Reverse micro-electrical Discharge Machining Process Rhuturaj Jagtap PG Student, Department of Mechanical Engineering, Walchand college of Engineering, Sangli, Maharashtra, India.
A Review and Case Study on Reverse micro-electrical Discharge Machining Process Rhuturaj Jagtap PG Student, Department of Mechanical Engineering, Walchand college of Engineering, Sangli, Maharashtra, India.
COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC
 COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC Luca, A.; Popan, I.A.; Balas, M.; Blaga, L.; Bâlc, N.; alina.luca@tcm.utcluj.ro ioan.popan@tcm.utcluj.ro monica_balas@yahoo.com lucia.blaga@math.utcluj.ro
COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC Luca, A.; Popan, I.A.; Balas, M.; Blaga, L.; Bâlc, N.; alina.luca@tcm.utcluj.ro ioan.popan@tcm.utcluj.ro monica_balas@yahoo.com lucia.blaga@math.utcluj.ro
MICRODRILLING AND MICROMILLING OF BRASS USING A 10 µm DIAMETER TOOL
 MICRODRILLING AND MICROMILLING OF BRASS USING A 10 µm DIAMETER TOOL EGASHIRA Kai and MIZUTANI Katsumi Kinki University, Uchita, Wakayama 649-6493, Japan Abstract The microdrilling and micromilling of brass
MICRODRILLING AND MICROMILLING OF BRASS USING A 10 µm DIAMETER TOOL EGASHIRA Kai and MIZUTANI Katsumi Kinki University, Uchita, Wakayama 649-6493, Japan Abstract The microdrilling and micromilling of brass
Indexable insert tools
 New products Workshop equipment II / 2016 Order now from our online shop! www.meusburger.com Indexable insert tools Profit from our perfectly coordinated range of tool carriers and indexable inserts for
New products Workshop equipment II / 2016 Order now from our online shop! www.meusburger.com Indexable insert tools Profit from our perfectly coordinated range of tool carriers and indexable inserts for
Department of 4i Laboratory IITKanpur. Conventional/non conventional Machining tools For industrial applications
 Department of 4i Laboratory IITKanpur Conventional/non conventional Machining tools For industrial applications Machining facilities available Rapid prototyping CNC Water Jet Laser cutting Lathe Drilling
Department of 4i Laboratory IITKanpur Conventional/non conventional Machining tools For industrial applications Machining facilities available Rapid prototyping CNC Water Jet Laser cutting Lathe Drilling
Experimental Investigation of Wire EDM Process Parameters on Heat Affected Zone
 V.N. Najm Production & Metallurgy Engineering Department, University of Technology, Baghdad, Iraq vean.nihad@gmail.com Received on: 07/06/2017 Accepted on: 23/11/2017 Experimental Investigation of Wire
V.N. Najm Production & Metallurgy Engineering Department, University of Technology, Baghdad, Iraq vean.nihad@gmail.com Received on: 07/06/2017 Accepted on: 23/11/2017 Experimental Investigation of Wire
LECTURE 5 GEAR MANUFACTURING
 LECTURE 5 GEAR MANUFACTURING Contents of the lecture Gear manufacture can be divided into two categories, forming and machining. Forming consists of direct casting, molding, drawing, or extrusion of tooth
LECTURE 5 GEAR MANUFACTURING Contents of the lecture Gear manufacture can be divided into two categories, forming and machining. Forming consists of direct casting, molding, drawing, or extrusion of tooth
GF Machining Solutions Speed of Development : The Future of Machine Building. Sergei Schurov 23/06/2016
 GF Machining Solutions Speed of Development : The Future of Machine Building Sergei Schurov 23/06/2016 Heritage Innovation Outlook Machine Tools Industry: Journey Through the Time Heritage Swiss Trains
GF Machining Solutions Speed of Development : The Future of Machine Building Sergei Schurov 23/06/2016 Heritage Innovation Outlook Machine Tools Industry: Journey Through the Time Heritage Swiss Trains
IMTS How EDM and ECM can effectively reduce costs. on many of today s critical components, especially those made from metals with high
 IMTS-2016 How EDM and ECM can effectively reduce costs on many of today s critical components, especially those made from metals with high machinability ratings John Stackhouse - Executive Vice President
IMTS-2016 How EDM and ECM can effectively reduce costs on many of today s critical components, especially those made from metals with high machinability ratings John Stackhouse - Executive Vice President
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting. By Prof.A.Chandrashekhar
 Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
DESIGN FOR POLISHING AND PLATING
 DESIGN FOR POLISHING AND PLATING Polishing and plating are generally considered to be a part of finishing process. Polishing processes Conventional polishing In conventional polishing, surface irregularities
DESIGN FOR POLISHING AND PLATING Polishing and plating are generally considered to be a part of finishing process. Polishing processes Conventional polishing In conventional polishing, surface irregularities
Optimization of WEDM Parameters using Taguchi and ANOVA Method
 International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2015 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Mohit
International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2015 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Mohit
TIMTOS 2017 EXHIBITS PROFILE
 TIMTOS 2017 EXHIBITS PROFILE Product Code Product Name METAL CUTTING MACHINE TOOL Lathes and Turning Machines 160101 Lathes, Swiss Type 160502 Bench Lathes 160503 High Speed Lathes 160504 Automatic Lathes
TIMTOS 2017 EXHIBITS PROFILE Product Code Product Name METAL CUTTING MACHINE TOOL Lathes and Turning Machines 160101 Lathes, Swiss Type 160502 Bench Lathes 160503 High Speed Lathes 160504 Automatic Lathes
TOOL ELECTRODE WEAR AT WIRE ELECTRICAL DISCHARGE MACHINING
 TOOL ELECTRODE WEAR AT WIRE ELECTRICAL DISCHARGE MACHINING Oana DODUN 1, Laurenţiu SLĂTINEANU 1, Margareta COTEAŢĂ 1 and Gheorghe NAGÎŢ 1 ABSTRACT: The wire electrical discharge machining is a machining
TOOL ELECTRODE WEAR AT WIRE ELECTRICAL DISCHARGE MACHINING Oana DODUN 1, Laurenţiu SLĂTINEANU 1, Margareta COTEAŢĂ 1 and Gheorghe NAGÎŢ 1 ABSTRACT: The wire electrical discharge machining is a machining
ISSN Page 39
 OPTIMIZATION OF MACHINING PARAMETERS OF WIRE CUT EDM PROCESS USING TAGUCHI METHOD Pawan Kumar 1, Randeep Singh 2 1 M.Tech Scholar, 2 Assistant Professor, Department of Mechanical Engineering, OITM, Hisar
OPTIMIZATION OF MACHINING PARAMETERS OF WIRE CUT EDM PROCESS USING TAGUCHI METHOD Pawan Kumar 1, Randeep Singh 2 1 M.Tech Scholar, 2 Assistant Professor, Department of Mechanical Engineering, OITM, Hisar
Dicing Through Hard and Brittle Materials in the Micro Electronic Industry By Gideon Levinson, Dicing Tools Product Manager
 Dicing Through Hard and Brittle Materials in the Micro Electronic Industry By Gideon Levinson, Dicing Tools Product Manager A high percentage of micro electronics dicing applications require dicing completely
Dicing Through Hard and Brittle Materials in the Micro Electronic Industry By Gideon Levinson, Dicing Tools Product Manager A high percentage of micro electronics dicing applications require dicing completely
Study of electrical discharge machining technology for slicing silicon ingots
 Journal of Materials Processing Technology 140 (2003) 274 279 Study of electrical discharge machining technology for slicing silicon ingots W.Y. Peng, Y.S. Liao Department of Mechanical Engineering, National
Journal of Materials Processing Technology 140 (2003) 274 279 Study of electrical discharge machining technology for slicing silicon ingots W.Y. Peng, Y.S. Liao Department of Mechanical Engineering, National
Types of moulding sand
 casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
casting Types of moulding sand 1. Green sand: Green sand which is also known as natural sand is the mostly used sand in moulding. It is basically the mixture of sand, clay and water. The clay contain
EFFECT OF WIRE-EDM PROCESS PARAMETERS ON CUTTING SPEED OF AL6061 HYBRID COMPOSITE
 International Journal of Mechanical Engineering and Technology (IJMET) Volume 8, Issue 10, October 2017, pp. 185 189, Article ID: IJMET_08_10_023 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=8&itype=10
International Journal of Mechanical Engineering and Technology (IJMET) Volume 8, Issue 10, October 2017, pp. 185 189, Article ID: IJMET_08_10_023 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=8&itype=10
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting)
") BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
BMM3643 Manufacturing Processes Metal Casting Processes (Sand Casting) by Dr Mas Ayu Bt Hassan Faculty of Mechanical Engineering masszee@ump.edu.my Chapter Synopsis This chapter will expose students to
Solidification Process(1) - Metal Casting Chapter 9,10
 - Metal Casting Chapter 9,10") Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
HIGH ENERGY RATE FORMING PROCESSES
 HIGH ENERGY RATE FORMING PROCESSES In these forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of
HIGH ENERGY RATE FORMING PROCESSES In these forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of
Electrical Discharge Machining of Tungsten Carbide Composite Alloy: Experimental and Numerical Simulation by Taguchi Method
 Electrical Discharge Machining of Tungsten Carbide Composite Alloy: Experimental and Numerical Simulation by Taguchi Method Amandeep Faculty of Engineering and Technology, Shoolini University Solan (HP)
Electrical Discharge Machining of Tungsten Carbide Composite Alloy: Experimental and Numerical Simulation by Taguchi Method Amandeep Faculty of Engineering and Technology, Shoolini University Solan (HP)
Airframes Instructor Training Manual. Chapter 3 MANUFACTURING TECHNOLOGY
 Learning Objectives Airframes Instructor Training Manual Chapter 3 MANUFACTURING TECHNOLOGY 1. The purpose of this chapter is to discuss in more detail, the tools and processes technology that is utilised
Learning Objectives Airframes Instructor Training Manual Chapter 3 MANUFACTURING TECHNOLOGY 1. The purpose of this chapter is to discuss in more detail, the tools and processes technology that is utilised
OPTIMIZATION OF PROCESS PARAMETERS IN WIRE-EDM USING RESPONSE SURFACE METHODOLOGY
 OPTIMIZATION OF PROCESS PARAMETERS IN WIRE-EDM USING RESPONSE SURFACE METHODOLOGY 1 PRATIK A. PATIL, 2 C.A. WAGHMARE 1 Research Scholar, Department of Mechanical-Production, Rajarambapu Institute of Technology,
OPTIMIZATION OF PROCESS PARAMETERS IN WIRE-EDM USING RESPONSE SURFACE METHODOLOGY 1 PRATIK A. PATIL, 2 C.A. WAGHMARE 1 Research Scholar, Department of Mechanical-Production, Rajarambapu Institute of Technology,
FUNCTIONS OF CIRCUIT BREAKERS
 FUNCTIONS OF CIRCUIT BREAKERS Circuit breakers are designed to carry out the following functions: 1. They must be capable of closing on and carrying full-load currents at rated power factors continuously.
FUNCTIONS OF CIRCUIT BREAKERS Circuit breakers are designed to carry out the following functions: 1. They must be capable of closing on and carrying full-load currents at rated power factors continuously.
A Review on Current Research Trends in Wire Electrical Discharge Machining (WEDM)
") 13 A Review on Current Research Trends in Wire Electrical Discharge Machining (WEDM) Sanjay Kumar 1, P. Sudhakar Rao 2 1 ME Scholar, Department of Mechanical Engineering, NITTTR, Chigarh, India 2 Assistant
13 A Review on Current Research Trends in Wire Electrical Discharge Machining (WEDM) Sanjay Kumar 1, P. Sudhakar Rao 2 1 ME Scholar, Department of Mechanical Engineering, NITTTR, Chigarh, India 2 Assistant
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
DIE & MOLD MACHINING TOOL SOLUTIONS FOR INDUSTRIES DM18 HEAD OFFICE
 DM18 DIE & MOLD MACHINING TOOL SOLUTIONS FOR INDUSTRIES HEAD OFFICE 211, Sewolcheon-ro, Bupyeong-gu, Incheon, South Korea Phone : +82-32-526-0909 E-mail : yg1@yg1.kr www.yg1.kr Note The new address above
DM18 DIE & MOLD MACHINING TOOL SOLUTIONS FOR INDUSTRIES HEAD OFFICE 211, Sewolcheon-ro, Bupyeong-gu, Incheon, South Korea Phone : +82-32-526-0909 E-mail : yg1@yg1.kr www.yg1.kr Note The new address above
APPLICATION OF ABRASIVE WATER JET MACHINING IN FABRICATING MICRO TOOLS FOR EDM FOR PRODUCING ARRAY OF SQUARE HOLES
 APPLICATION OF ABRASIVE WATER JET MACHINING IN FABRICATING MICRO TOOLS FOR EDM FOR PRODUCING ARRAY OF SQUARE HOLES Vijay Kumar Pal 1*, S.K. Choudhury 2 1* Ph.D. Scholar, Indian Institute of Technology
APPLICATION OF ABRASIVE WATER JET MACHINING IN FABRICATING MICRO TOOLS FOR EDM FOR PRODUCING ARRAY OF SQUARE HOLES Vijay Kumar Pal 1*, S.K. Choudhury 2 1* Ph.D. Scholar, Indian Institute of Technology
Permanent Mold Casting Processes. Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng.
 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Special Casting Process. 1. Permanent mould casting
 Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Special Casting Process 1. Permanent mould casting A permanent mold casting makes use of a mold or metallic die which is permanent.molten metal is poured into the mold under gravity only and no external
Review on Effect of Machining Parameters on Performance Characteristics of Wire EDM Process
 Review on Effect of Machining Parameters on Performance Characteristics of Wire EDM Process V. Ajay 1, Dr. B.Venkateshwarlu 2, Dr. T. Vishnu vardhan 3, B. Sreenivasulu 1 Research Scholar, SCHOOL OF MECHANICAL
Review on Effect of Machining Parameters on Performance Characteristics of Wire EDM Process V. Ajay 1, Dr. B.Venkateshwarlu 2, Dr. T. Vishnu vardhan 3, B. Sreenivasulu 1 Research Scholar, SCHOOL OF MECHANICAL
CASTING Fundamentals. Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014
 CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
CASTING Fundamentals Prepared by Associate Prof. Mohamed Ahmed Awad Cairo, 2014 Casting Definition Casting is the process of pouring molten metal into a mould containing a cavity, which represents the
Laser MicroJet Technology. Cool Laser Machining.
 Laser MicroJet Technology Cool Laser Machining www.synova.ch Synova S.A., headquartered in Duillier, Switzerland, manufactures leading-edge laser cutting systems since 1997 that incorporate the proprietary
Laser MicroJet Technology Cool Laser Machining www.synova.ch Synova S.A., headquartered in Duillier, Switzerland, manufactures leading-edge laser cutting systems since 1997 that incorporate the proprietary
ADVANCEMENT IN MICRO-MANUFACTURING USING MEDM AND ITS APPLICATIONS
 Int. J. Mech. Eng. & Rob. Res. 2012 Richa Thakur et al., 2012 Research Paper ISSN 2278 0149 www.ijmerr.com Vol. 1, No. 2, July 2012 2012 IJMERR. All Rights Reserved ADVANCEMENT IN MICRO-MANUFACTURING USING
Int. J. Mech. Eng. & Rob. Res. 2012 Richa Thakur et al., 2012 Research Paper ISSN 2278 0149 www.ijmerr.com Vol. 1, No. 2, July 2012 2012 IJMERR. All Rights Reserved ADVANCEMENT IN MICRO-MANUFACTURING USING
Principles of Major Manufacturing Processes. Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes
 Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
E50 - E75 ECONOMIC SYSTEM
 operation manual E50 - E75 ECONOMIC SYSTEM CONTENTS SPECIFICATION 1 UNPACKING 3 LIFTING 4 TRANSPORTATION 5 INSTALLATION 6 GENERATOR CONTROL PANEL 7 OPERATION 15 DISCHARGE DATA SHEETS Unit 3, Hollingdon
operation manual E50 - E75 ECONOMIC SYSTEM CONTENTS SPECIFICATION 1 UNPACKING 3 LIFTING 4 TRANSPORTATION 5 INSTALLATION 6 GENERATOR CONTROL PANEL 7 OPERATION 15 DISCHARGE DATA SHEETS Unit 3, Hollingdon
Manufacturing Process
 Unit 10: Manufacturing Process Unit code: H/601/1487 QCF level: 4 Credit value: 15 Aim This unit will develop learners knowledge of manufacturing processes and techniques that can be applied to a range
Unit 10: Manufacturing Process Unit code: H/601/1487 QCF level: 4 Credit value: 15 Aim This unit will develop learners knowledge of manufacturing processes and techniques that can be applied to a range
Casting Process Part 1
 Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
Mech Zone Casting Process Part 1 (SSC JE Mechanical/ GATE/ONGC/SAIL BHEL/HPCL/IOCL) Refractory mold pour liquid metal solidify, remove finish Casting - Process of Producing Metallic Parts by Pouring Molten
Electro-Spark Deposition Machine Design, Physical Controls and Parameter Effects
 Electro-Spark Deposition Machine Design, Physical Controls and Parameter Effects by Stephen Peterkin A thesis presented to the University of Waterloo in fulfilment of the thesis requirement for the degree
Electro-Spark Deposition Machine Design, Physical Controls and Parameter Effects by Stephen Peterkin A thesis presented to the University of Waterloo in fulfilment of the thesis requirement for the degree
Lecture - 05 Thermoforming Processes
 Processing of Polymers and Polymer Composites Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 05 Thermoforming Processes Namaskar
Processing of Polymers and Polymer Composites Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 05 Thermoforming Processes Namaskar
Taking MIM Tooling To the Next Level. Originally published in The American Mold Builder Magazine, February 2014
 Taking MIM Tooling To the Next Level Originally published in The American Mold Builder Magazine, February 2014 1 Metal injection molding (MIM) merges two established technologies, plastic injection molding
Taking MIM Tooling To the Next Level Originally published in The American Mold Builder Magazine, February 2014 1 Metal injection molding (MIM) merges two established technologies, plastic injection molding
A Novel Half-Bridge Power Supply for High Speed Drilling Electrical Discharge Machining
 J. Electromagnetic Analysis & Applications, 2009, 2: 108-113 doi:10.4236/jemaa.2009.12017 Published Online June 2009 (www.scirp.org/journal/jemaa) 1 A Novel Half-Bridge Power Supply for High Speed Drilling
J. Electromagnetic Analysis & Applications, 2009, 2: 108-113 doi:10.4236/jemaa.2009.12017 Published Online June 2009 (www.scirp.org/journal/jemaa) 1 A Novel Half-Bridge Power Supply for High Speed Drilling
The Investigation of EDM Parameters on Electrode Wear Ratio
 Research Journal of Applied Sciences, Engineering and Technology 4(10): 1295-1299, 2012 ISSN: 2040-7467 Maxwell Scientific Organization, 2012 Submitted: December 09, 2011 Accepted: January 04, 2012 Published:
Research Journal of Applied Sciences, Engineering and Technology 4(10): 1295-1299, 2012 ISSN: 2040-7467 Maxwell Scientific Organization, 2012 Submitted: December 09, 2011 Accepted: January 04, 2012 Published:
Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture - 5
Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture - 5
Two Categories of Metal Casting Processes
 Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Two Categories of Metal Casting Processes 1. Expendable mold processes - mold is sacrificed to remove part Advantage: more complex shapes possible Disadvantage: production rates often limited by time to
Injection moulding. Introduction. Typical characteristics of injection moulded parts
 Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
Basics of Partial Discharge. Prepared for 2015 Phenix RSM Meeting January 2015
 Basics of Partial Discharge Prepared for 2015 Phenix RSM Meeting January 2015 Definitions and History Standard Definitions Fundamentally, what is a Partial Discharge An electric discharge which only partially
Basics of Partial Discharge Prepared for 2015 Phenix RSM Meeting January 2015 Definitions and History Standard Definitions Fundamentally, what is a Partial Discharge An electric discharge which only partially
SEMI MAGNETIC ABRASIVE MACHINING
 4 th International Conference on Mechanical Engineering, December 26-28, 21, Dhaka, Bangladesh/pp. V 81-85 SEMI MAGNETIC ABRASIVE MACHINING P. Jayakumar Priyadarshini Engineering College, Vaniyambadi 635751.
4 th International Conference on Mechanical Engineering, December 26-28, 21, Dhaka, Bangladesh/pp. V 81-85 SEMI MAGNETIC ABRASIVE MACHINING P. Jayakumar Priyadarshini Engineering College, Vaniyambadi 635751.
Advanced Electrochemical Machining
 New Developments in Manufacturing and Technology Advanced Electrochemical Machining The smallest precision parts and dies with intricate features and details can be machined with high-quality surface finishes
New Developments in Manufacturing and Technology Advanced Electrochemical Machining The smallest precision parts and dies with intricate features and details can be machined with high-quality surface finishes
INTRODUCTION TO GRINDING PROCESS
 GRINDING PART 2 Grinding Grinding is a material removal process accomplished by abrasive particles that are contained in a bonded grinding wheel rotating at very high surface speeds. The rotating grinding
GRINDING PART 2 Grinding Grinding is a material removal process accomplished by abrasive particles that are contained in a bonded grinding wheel rotating at very high surface speeds. The rotating grinding
E-tracking: towards an intelligent wire-edm manufacturing system EPHJ FOF 2014
 E-tracking: towards an intelligent wire-edm manufacturing system 18.06.2014 EPHJ FOF 2014 R. Perez, O. Dixmerias, Ch. Chapatte GF Machining Solutions Outline Introduction EDM technology Latest innovations
E-tracking: towards an intelligent wire-edm manufacturing system 18.06.2014 EPHJ FOF 2014 R. Perez, O. Dixmerias, Ch. Chapatte GF Machining Solutions Outline Introduction EDM technology Latest innovations
YIJING ELECTRIC ASPIRING TO PERFECTION
 MANUAL YJCS-5B ULTRASONIC POLISHER Ladies/Gentlemen, We appreciate that you have chosen our ultrasonic polishing machine. Customer satisfaction is our priority. We strive to provide the most efficient
MANUAL YJCS-5B ULTRASONIC POLISHER Ladies/Gentlemen, We appreciate that you have chosen our ultrasonic polishing machine. Customer satisfaction is our priority. We strive to provide the most efficient
Thermal Energy Based Removing Techniques Sinker electrical discharge machining (EDM) and wire EDM Laser beam machining Electron beam machining Plasma
 and wire EDM Laser beam machining Electron beam machining Plasma") Thermal Energy Based Removing Techniques Sinker electrical discharge machining (EDM) and wire EDM Laser beam machining Electron beam machining Plasma arc cutting What is a laser? Thermal Removing Techniques
Thermal Energy Based Removing Techniques Sinker electrical discharge machining (EDM) and wire EDM Laser beam machining Electron beam machining Plasma arc cutting What is a laser? Thermal Removing Techniques
Module 3 Selection of Manufacturing Processes
 Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
Technical Realization of W-Band Muffin-Tin WBAND-003 with Wire EDM (Electro Discharge Machining)
") ARDB, Technical Note # 143 5. November 1997 Technical Realization of W-Band Muffin-Tin WBAND-003 with Wire EDM (Electro Discharge Machining) Rolf Merte Technical University Berlin Department of Electrical
ARDB, Technical Note # 143 5. November 1997 Technical Realization of W-Band Muffin-Tin WBAND-003 with Wire EDM (Electro Discharge Machining) Rolf Merte Technical University Berlin Department of Electrical
Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Arc Welding Processes Lecture - 8 Brazing, Soldering & Braze Welding
Welding Engineering Dr. D. K. Dwivedi Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Arc Welding Processes Lecture - 8 Brazing, Soldering & Braze Welding
CONFIDENCE CHOOSE WITH. About. Close Tolerance Cutting Methods Get a Closer Look. Cutting Methods at a Glance / Page 10
 CHOOSE WITH CONFIDENCE C o m p a r i n g 2- A x i s Fall 2014 P r e c i s i o n C u t t i n g M e t h o d s Key Parameters for Decision Making / Page 2 About Joshua Jablons, Ph.D. President Metal Cutting
CHOOSE WITH CONFIDENCE C o m p a r i n g 2- A x i s Fall 2014 P r e c i s i o n C u t t i n g M e t h o d s Key Parameters for Decision Making / Page 2 About Joshua Jablons, Ph.D. President Metal Cutting
EXPERIMENTAL INVESTIGATION AND DEVELOPMENT OF MATHEMATICAL CORRELATIONS OF CUTTING PARAMETERS FOR MACHINING GRAPHITE WITH CNC WEDM
 Experimental Investigation and Development Of Mathematical Correlations Of Cutting Parameters 63 EXPERIMENTAL INVESTIGATION AND DEVELOPMENT OF MATHEMATICAL CORRELATIONS OF CUTTING PARAMETERS FOR MACHINING
Experimental Investigation and Development Of Mathematical Correlations Of Cutting Parameters 63 EXPERIMENTAL INVESTIGATION AND DEVELOPMENT OF MATHEMATICAL CORRELATIONS OF CUTTING PARAMETERS FOR MACHINING