SURFACE FINISHING GRINDING MACHINES
|
|
|
- Helen Hoover
- 5 years ago
- Views:
Transcription
1 SURFACE FINISHING GRINDING MACHINES Introduction :- Grinding is a metal cutting operation which is performed by means of a rotating abrasive wheel acts as a cutting tool. Material removal is in the form of chips by the mechanical action of abrasive particles bonded together in a grinding wheel. Advantages of grinding :- 1. Extremely smooth surface finish 2. High accuracy 3. Complex profile machining 4. Hard heat treated material surface finishing 5. Easy chip removal Applications :- 1. Rough grinding 2. Finish grinding
2 Classification of grinding machines :- According to the quality of surface finish :- Rough or non precision grinding machines 1. Floor stand and bench grinder 2. Portable and flexible shaft grinder 3. Swing frame grinder 4. Abrasive belt grinders Precision grinding machines :- 1. External/internal cylindrical grinders 2. Surface grinders 3. Form grinders
3 According to the type of surface to be generated :- Cylindrical grinders :- 1. Centre type ( plain) 2. Centre type ( universal ) 3. Centreless grinder Surface grinders :- 1. Horizontal spindle reciprocating table 2. Vertical spindle reciprocating table 3. Horizontal spindle rotary table 4. Vertical spindle rotary table Centreless grinders :- 1. Through feerd grinders 2. In feed grinders 3. End-feed grinders Internal grinder :- 1. Chucking grinder 2. Planetary grinder 3. Centreless grinder
4 According to specialized application :- 1. Tool and cutter grinder 2. Form grinder 3. Hand grinder 4. Crankshaft grinder 5. Thread grinder 6. Cam grinder


5 SURFACE GRINDING MACHINES Types of surface grinders :- 1. Horizontal spindle with reciprocating table 2. Horizontal spindle with rotary table 3. Vertical spindle with reciprocating table 4. Vertical spindle with rotary table Horizontal spindle with reciprocating table :- It consists of horizontal spindle located horizontally to mount grinding wheel while the table reciprocates with a mounted work piece. Reciprocating motion of the table provides longitudinal feed and cross feed is provided by the spindle

6 . For taking depth of cut, grinding wheel can be fed downwards. This is called as infeed The amount of feed is very small about to 0.15mm Horizontal spindle with rotary table :- it is used for facing circular work and narrow rings Work is clamped on rotary table and grinding wheel is mounted on horizontal spindle. The table is made to rotate in a direction opposite to that of the rotation of the grinding wheel. The vertical feed is given by moving the wheel head along the column and cross feed by the horizontal movement of wheel spindle The work table can be lowered or raised to accommodate different height work pieces
7 Vertical spindle with reciprocating table :- Also known as planer type grinding machines Grinding wheel spindle is vertical Work is clamped on reciprocating table and grinding is performed by the face of the wheel Infeed and cross feed is given by movement of spindle In these machines, cuped, cylindrical, or segmental grinding wheels are used The grinding area is large and large quantity of material is removed.

8 Vertical spindle with rotary table :- Grinding wheel is mounted on vertical spindle The work is mounted on table with clamping arrangement or having magnetic chuck The table rotates in opposite direction to that of wheel Infeed and cross feed is given by movement of spindle This type of machine gives higher production rates and comparatively surface finish is not good


9 CYLINDRICAL GRINDING MACHINES It is used to produce a cylindrical or conical shape on a work piece by passing the face of grinding wheel The work piece is mounted between the centres or chuck which is rotated and moved against the rotating grinding wheel
10 There are four movements are involved- 1. The work revolve about it s own axis 2. Wheel revolve about it s own axis 3. The wheel pass the work through feed 4. The work pass the work through feed Types 1. Centre type - (i) Plain cylindrical grinder (ii) Universal cylindrical grinder (iii) plunge type 1. Centreless type 2. Chucking type
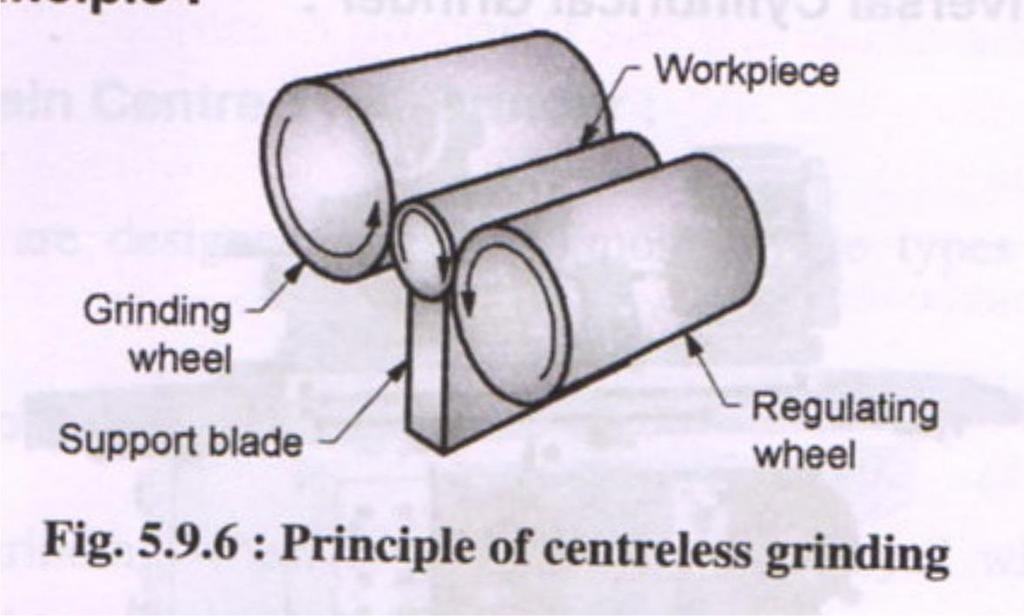
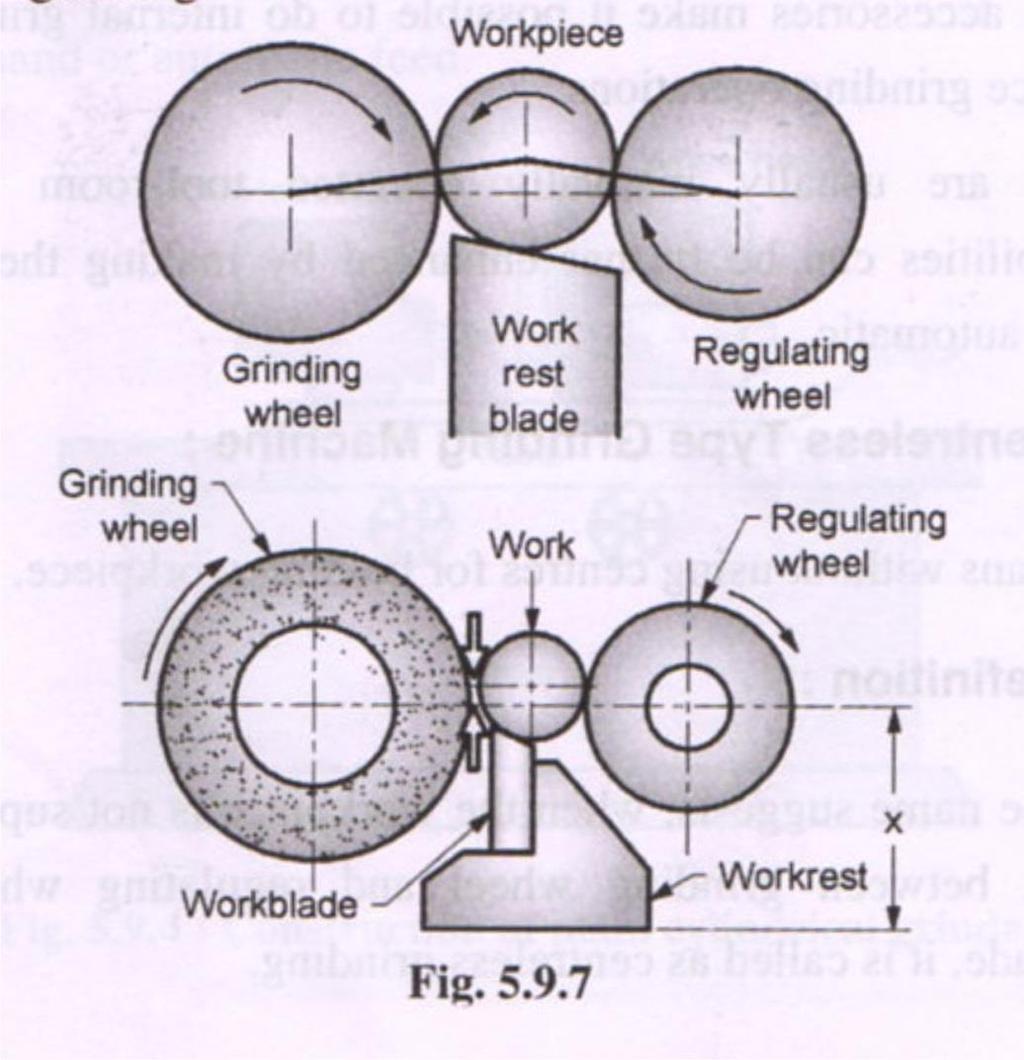
11 CENTRELESS TYPE GRINDING MACHINES When the work piece is not supported by the centres but between grinding wheel and regulating wheel by a work rest blade, it is called as centreless grinding This eliminates the use of work holding devices. Also there is no need to centre the work piece. Both wheels are rotated in the same direction. The rotation of the grinding wheel forces the work piece on to the work rest blade and against the regulating wheel. The regulating wheel controls the speed of the work and longitudinal feed movement. The work rest is adjusted so that the work piece centre is kept slightly above the centreline joining the centres of grinding wheel and regulating wheel. The feed in centreless grinding is given to the work piece in one of the following methods- Through feed grinding, infeed grinding and end feed grinding
12


13 Through feed grinding 1. Used for straight cylindrical work such as rollers, pins, and straight long bars 2. Regulating wheel and grinding wheel is adjusted equal to the desired diameter of the work piece 3. The job is fed and passed through the gap between the grinding wheel and regulating wheel usually with guides at both ends In feed grinding :- 1. Used for grinding headed, stepped parts.

14 2. The work piece is placed on rest blade and it is moved against the grinding wheel with required feed. 3. The work rest for this operation does not have guides but adjustable stop is provided at the end. End feed grinding :- 1. Used for short tapers. Here both the wheels have the form corresponding to the shape of the work piece 2. The work piece is fed longitudinally from the sides of the wheels 3. As it advances between the revolving wheels, it s surface is ground till it s farther end touches the end stop.
15 Specification / Designation / Marking Scheme of grinding wheel :- It differs with the manufacturer and country. In order to bring the uniformity, Bureau of Indian Standards has suggested the marking scheme consisting of following six characters in sequence. This codification is as per Bureau Of Indian Standard Code IS 551: Prefix Abrasive type Abrasive grains Grade Structure ( Use Optional ) Nature of Bond Manufact urer s Symbol Prefix :- Any prefix can use manufacturer to indicate his own trade brand of abrasive used and it is optional. Abrasive type :- - Natural abrasives :- minerals, diamond, corundum, emery, sand stone or quartz. Main elements of corundum and emery is Al 2 O 3 - Artificial abrasives :- A Al 2 O 3, S Silicon carbide
16 Abrasive grains :- 1. It indicates the size of abrasive used for making a grinding wheel. 2. It may be classified as per the number of openings per square inch such as coarse, medium, fine, very fine - Coarse Medium Fine Very fine Grade :- 1. It is the degree of hardness of the wheel i.e., the hardness with which the bond holds the abrasive grains in a place. 2. It is classified as Soft ( A H ), Medium - ( I P ), Hard ( Q Z ) Structure :- 1. It is the type of spacing of the abrasive grains in which the abrasive grains are distributed throughout the wheel. It is denoted by the number of cutting edges per unit area 2. Type Dense ( 1-8), Open ( 9-15 and above )
17 Nature of bond :- 1. It is the type of adhesives used with the abrasive grains to form the grinding wheel 2. Types Vitrified bond (V), Silicate bond (S), Shellac bond (E), Resinoid bond (B), Rubber bond (R) Manufacturers symbol :- 1. It is also optional 2. May use suitable suffix to the type of bond

18 Methods to remove the defects in grinding wheel :- 1. Trueing 2. Dressing Trueing :- 1. Due to continuous use of the grinding wheel, the cutting points of the abrasive grains becomes dull and it called glazing. 2. It is the operation to remove the glazing from the grinding wheel. 3. it is carried out with a diamond tool. 4. In this operation, grinding wheel is rotated and diamond tool is held against the wheel 5. The tool is reciprocated over the wheel to cover the complete width of the wheel


19 Dressing :- The cut particles of the material may get adhere to the open space between the cutting points Due to this the sharpness of the cutting part is lost, the face becomes smooth and looses it s cutting ability. This is called the loading of the grinding wheel. Dressing removes the loading defect It is carried out by a star wheel dresser which consists of a number of hardened steel wheel with points on their periphery. The dresser is held against the face of the revolving wheel and moved across the face to dress the wheel surface
20 Selection criteria / factors for grinding wheel :- Constant factors :- 1. Work piece material 2. Amount of stock to be removed 3. Area of contact 4. Type of grinding machine used Variable factors :- 1. Wheel speed 2. Work speed 3. Condition and capacity of machine 4. Personal factor

21 Balancing of grinding wheel :- A wheel is said to be unbalanced when some portion of it is heavier whereas the other is lighter. An unbalanced wheel greatly affect the surface finish and accuracy of the work. To obtain the good surface finish, prevent vibration and undue wear of grinding machine parts, grinding wheel must be good balanced. Unbalance may cause the wheel to break with the chances of damage to the machine and serious injury to the operator.
22 Methods of balancing wheel 1. Static Balancing :- - The wheel is taken off from the grinding machine - The wheel is mounted at the centre of a perfectly straight and round spindle - The assembly is then rested on a know edge balancing stand - Any out of balance will result in the wheel coming to test with the heavy side at the bottom - Correct weight then can be stuck on the opposite side to balance the wheel 2. Dynamic Balancing :- - This is done on the machine itself. There is no need to remove the wheel from the machine - It is the proper alignment of the grinding wheel with the shaft on which it is rotating.
23 Safety Precautions :- Use of the right wheel Test the wheel before use. Enough tightening of flange bolts Do not exceed maximum speed Use safety glasses.
24 Introduction :- SUPER FINISHING To reduce wear of the machine parts, friction between the machine parts, and to give the corrosion resistance properties, fatigue strength, good appearance which require the high degree of surface finish of the parts But the parts produced by the other machining processes like turning, boring, milling, shaping, drilling does not have the high degree of surface finish. To produce the parts with high degree of surface finish following fine finishing processes are used- 1. Honning 2. Lapping 3. Polishing 4. Buffing 5. Burnishing
25 Introduction :- HONNING It is a abrasive finishing operation where a small amount of material is removed from the internal or external surface of a part to improve the surface finish. It is used to correct the roundness, taper, tool marks and axial distortion. Mostly honning is done on internal cylindrical surfaces such as automobile cylinder walls, cylinders of IC engines, hydraulic cylinders, gas barrels, bearings etc The abrasive stone used in this process are called as hones, hence the process is known as honning. Accuracy mm up to 50 mm diameter and 0.01mm for mm diameter. Surface finish microns

26 Honning stone :- They are made from common abrasive and bonding materials often mixed with sulphur, resin, or wax to improve cutting action and lengthen tool life. Common abrasives are aluminium oxide, silicon carbide, diamond or cubic boron nitride The abrasive grain size ranges from grit.
 Honning tool (ii) Tool movement arrangement (iii) machine spindle.")
27 Principle of Honning :- It is wet cutting process which removes metal from the work piece by means of revolving tool which also reciprocates up and down usually inside the work piece. Honning Set-up and working :- It consists of (i) Honning tool (ii) Tool movement arrangement (iii) machine spindle. Honning machines are horizontal spindle type and vertical spindle type.

28 During honning operation, the spindle of the honning machine rotates the hone and simultaneously reciprocates it in a work piece The spindle speed is generally 2m/s for rotation and 0.5 m/s for reciprocating motion. Coolants are essential for this operation to flush away small chips and to keep temperature uniform.
29 Advantages of Honning :- 1. Can remove as little as mm of stock 2. Work piece need not be rotated. 3. No chucks, face plates or rotating tables are needed. 4. It can be done on most of materials from aluminium or brass to hardened steel. 5. Several holes may be honned simultaneously on multispindle honning machines. Disadvantages of Honning :- 1. Horizontal boring creates oval holes 2. Honning stone wear out fast 3. Comparatively slow process 4. Difficult to process the slim or less thickness parts Applications :- 1. Internal honning Engine cylinders, gun barrels, long tubular parts 2. External honning Gear teeth, valve seating, races of roller and ball bearings, piston rods, piston pins, shafts
30 Introduction :- LAPPING It is a precision finishing process where resistance to wear of moving parts and better sealing characteristic is important It gives very high degree of accuracy and smoothness The basic purpose of lapping is to minimize the extremely minute irregularities left on work piece after machining. Principle/ set-up /working:- Abrasive powder (flours) such as emery, corundum, iron oxide, etc mixed with oil or special paste with some carrier are used in lapping. Lap which is made up of soft material to receive and retain the abrasive grains. Soft material may be like soft cast iron, brass, copper, lead or soft steel is also used in lapping process. First charging of lap is done. Charging of lap means to embed the abrasive grains into it s surface. Hence the face of the lap becomes charged with abrasive particles. When the lap is once charged, it should be used without applying more abrasive until it ceases to cut.


31 . Laps may be operated by hand or machine and the motion being rotary or reciprocating Cylindrical work may be lapped by rotating the work in lathe or drill press and reciprocating the lap over it Small flat surfaces may be lapped by holding the work against a rotating lap or the work may be moved by hand in an irregular path over a stationary lap
32 Advantages :- 1. Any hard or soft material can be lapped. 2. No burrs are created 3. Any size from 12 to 900 mm diameter can be lapped 4. No warping of lapped components Disadvantages :- 1. Skill and experience is needed for better result 2. Optimum result can not be ensured Applications :- 1. Press work dies 2. Moulds for castings 3. Limit gauges 4. Slip gauges 5. Surface plate 6. Piston rings 7. Crank shaft 8. Engine valve and valve seat 9. Races of ball and roller bearings
33 Introduction :- POLISHING It is a surface finishing operation performed by a polishing wheel to remove the tool marks, scratches from the work piece. Polishing wheels are made of leather, papers, canvas, felt or wool. The abrasive grains are set up with glue or thermosetting resin on the face of the wheel or on an abrasive belt (endless). It is done after grinding and is followed by buffing. The purpose of polishing is to remove scratches, tool marks, other defects due to machining operation and improves the surface finish. Principle :- In this process, the work is held in hand or on the machine table and the rotating polishing wheel is brought in contact with the work piece surface. An abrasive belt (endless) with very fine grade abrasives may also be used instead of polishing wheels. This belt rotates continuously on two rollers and the work piece to be polished is hand held over this rotating belt. So in both cases very thin layer is removed from the work piece
34 Depending on the number of pieces to be polished, the polishing may be done by hand or machine i.e., hand polishing & machine polishing. Advantages :- 1. No chips formation 2. Gives mirror type finish Disadvantages :- 1. Dimensional accuracy is not maintained 2. Narrow grooves, complex shapes are difficult to polish Applications :- 1. Polishing of small hand tools 2. Jet engine turbine blades 3. Sole plates of electric iron 4. Parts of fountain pen

35 Introduction :- BUFFING It is a finishing operation usually performed after polishing. It gives much higher lustrous and reflective surface finish that can not be obtained by polishing. It removes negligible amount of material. It is like a polishing operation in which the work piece is brought in contact with a buffing wheel. Buffing wheels are made of number of layers of cloth or fibre firmly sewed together in thick sections. These layers are closely fasten together by the flanges and mounted on the buffing machine arbor. The buffing wheel cloth is charged with very fine abrasives with the help of some binders. The diameter of the wheel is around 300 to 750 mm.


36 Principle/ Setup and working :- The buffing wheel is rotated at high speed and workpiece to be buffed is made to rub against the charged wheel The abrasives removes the minute amount of material from the work piece, removes fine scratches and gives high reflective surface finish
37 Advantages :- 1. Suitable for ferrous and non ferrous alloys 2. No surface preparation is required Disadvantages :- 1. Does not maintain flatness/roundness Applications :- 1. Automobile, motor cycle and bicycle parts 2. Household utensils and appliances 3. Sport items, tools, furniture, fixtures

38 Introduction :- BURNISHING It is a cold working process by which improvement in surface finish, dimensional accuracy and work hardening is done without removing the metal It is the non-cutting operation and uses no abrasives. It is a finishing operation and is normally done on parts which are turned, bored, milled, shaped, reamed or ground. It involves the physical displacement of surface irregularities rather than cutting or grinding. This process is used for flat, cylindrical and conical surfaces. Principle/Set-up/Working :-

39 . All the machined surfaces consist of a series of peaks and valleys (surface irregularities) of irregular height and spacing. The plastic deformation created by burnishing is a displacement of the material from the peaks which cold flows under pressure into the valleys. This is done by using burnishing tool which consist of tapered rollers mounted on tool holder in a retaining cage. The movement of rollers under pressure in contact with the surface with rotary motion and vertical movement to cover entire length of the surface.

40 It consist of (i) tool holder (ii) drill press (iii) work piece table The drill press vertical spindle is used to mount the tool holder and work piece is clamped on machine table with suitable clamping method. The tool is selected slightly larger than the work piece and allow to pass through it. While passing on the workpiece, slight pressure gets created that exceeds the yield point of softer part surface. This results in a small plastic deformation of the surface structure of the work piece. It produces accurately sized part with a mirror like finish and a tough, work hardened, wear and corrosion resistant surface.
41 Advantages of Burnishing :- 1. Any ductile or malleable material with hardness less than 40 HRC can be successfully burnished 2. Free from metal chips 3. Produce mirror finish in one pass with accurate sizing and close tolerances 4. Applicable to both external and internal surfaces 5. Can be done on drill press, lathe and multi spindle machines easily Disadvantages :- 1. Tooling cost is more 2. Skilled operator is required 3. Polishing is to be done before burnishing 4. Require to wear eye protection when burnishing Applications :- 1. Boring of hydraulic cylinder 2. Valve seats, steering knuckles
Finishing Process. By Prof.A.Chandrashekhar
 Finishing Process By Prof.A.Chandrashekhar Introduction Finishing process are different from other manufacturing processes. The distinction between the finishing processes and other manufacturing processes
Finishing Process By Prof.A.Chandrashekhar Introduction Finishing process are different from other manufacturing processes. The distinction between the finishing processes and other manufacturing processes
MILLING and GRINDING MACHINES Machine Tools
 ELEMENTS OF MECHANICAL ENGINEERING PART B UNIT VI MILLING and GRINDING MACHINES Machine Tools 1 Objectives: 1.1 To understand the Principle of working of Milling, Horizontal & Vertical Milling. 1.2 Classification/Types
ELEMENTS OF MECHANICAL ENGINEERING PART B UNIT VI MILLING and GRINDING MACHINES Machine Tools 1 Objectives: 1.1 To understand the Principle of working of Milling, Horizontal & Vertical Milling. 1.2 Classification/Types
Chapter 26 Abrasive Machining Processes. Materials Processing ABRASIVE MACHINING 10/11/2014. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
INTRODUCTION TO GRINDING PROCESS
 GRINDING PART 2 Grinding Grinding is a material removal process accomplished by abrasive particles that are contained in a bonded grinding wheel rotating at very high surface speeds. The rotating grinding
GRINDING PART 2 Grinding Grinding is a material removal process accomplished by abrasive particles that are contained in a bonded grinding wheel rotating at very high surface speeds. The rotating grinding
ABRASIVE PROCESSES AND BROACHING
 UNIT 4 www.studentsfocus.com ABRASIVE PROCESSES AND BROACHING 1. What are the types of surfaces that could de produced using plain cylindrical grinders? Plain cylindrical parts, cylindrical parts, cylinders,
UNIT 4 www.studentsfocus.com ABRASIVE PROCESSES AND BROACHING 1. What are the types of surfaces that could de produced using plain cylindrical grinders? Plain cylindrical parts, cylindrical parts, cylinders,
Grinding. Vipin K Sharma
 Grinding Grinding It is a material cutting process which engages an abrasive tool(in the form of a wheel) whose cutting elements are grains of abrasive material known as grit. These grits are characterized
Grinding Grinding It is a material cutting process which engages an abrasive tool(in the form of a wheel) whose cutting elements are grains of abrasive material known as grit. These grits are characterized
Roughing vs. finishing
 Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
MACHINE TOOLS GRINDING MACHINE TOOLS
 MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
A range of cutting & grinding solutions to meet your diverse needs
 TM A range of cutting & grinding solutions to meet your diverse needs Orient Orient Introduction Meeting SME industry requirements Traditionally, Orient Abrasives had a strong lineup of Vitrified and Organic
TM A range of cutting & grinding solutions to meet your diverse needs Orient Orient Introduction Meeting SME industry requirements Traditionally, Orient Abrasives had a strong lineup of Vitrified and Organic
Materials Removal Processes (Machining)
") Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5
 Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5 Assistant Professor, Dept. of Mechanical Engineering, Jay Shriram Group of
Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5 Assistant Professor, Dept. of Mechanical Engineering, Jay Shriram Group of
Abrasive Machining and Finishing Operations
 Abrasive Machining and Finishing Operations Bonded Abrasives Used in Abrasive-Machining Processes Figure 25.1 A variety of bonded abrasives used in abrasivemachining processes. Source: Courtesy of Norton
Abrasive Machining and Finishing Operations Bonded Abrasives Used in Abrasive-Machining Processes Figure 25.1 A variety of bonded abrasives used in abrasivemachining processes. Source: Courtesy of Norton
Lathes. CADD SPHERE Place for innovation Introduction
 Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
TURNING BORING TURNING:
 TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
Abrasive Machining Processes. N. Sinha, Mechanical Engineering Department, IIT Kanpur
 Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Grinding Processes, A Review
 Grinding Processes, A Review Pushpendra kumar 1 Research Scholar,Mechanical Department BHSBIET lehragaga (Punjab) Sunatya kumar 2 Assistant professor & Head Mechanical Department BHSBIET lehragaga (Punjab)
Grinding Processes, A Review Pushpendra kumar 1 Research Scholar,Mechanical Department BHSBIET lehragaga (Punjab) Sunatya kumar 2 Assistant professor & Head Mechanical Department BHSBIET lehragaga (Punjab)
Agricultural Mechanics and Technology Power Tool Safety Rules
 Agricultural Mechanics and Technology Power Tool Safety Rules Name: BAND SAW Use: Cutting curves, circles and irregular shapes. 1. Use clean SHARP blades. 2. The teeth should always point DOWN. 3. Adjust
Agricultural Mechanics and Technology Power Tool Safety Rules Name: BAND SAW Use: Cutting curves, circles and irregular shapes. 1. Use clean SHARP blades. 2. The teeth should always point DOWN. 3. Adjust
A H M 531 The Civil Engineering Center
 Title Page Introduction 2 Objectives 2 Theory 2 Fitting 3 Turning 5 Shaping and Grinding 7 Milling 8 Conclusion 11 Reference 11 1 Introduction Machining Machining is a manufacturing process in which a
Title Page Introduction 2 Objectives 2 Theory 2 Fitting 3 Turning 5 Shaping and Grinding 7 Milling 8 Conclusion 11 Reference 11 1 Introduction Machining Machining is a manufacturing process in which a
PLANING MACHINE. Crossrail. Tool head. Table. Table. reciprocating movement Roller. Bed. Open Side Planer Sketch S-8.1-A. Feed screws.
 8 PLANING MACHINE A8.1 : Planing Machine Tool head Table reciprocating movement Roller Table Cross-rail Bed Column Open Side Planer Sketch S-8.1-A Introduction This is also a reciprocating type of machine
8 PLANING MACHINE A8.1 : Planing Machine Tool head Table reciprocating movement Roller Table Cross-rail Bed Column Open Side Planer Sketch S-8.1-A Introduction This is also a reciprocating type of machine
STEEL RULE. Stock TRY SQUARE
 FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
Trade of Metal Fabrication. Module 1: Basic Fabrication Unit 12: Abrasive Grinding and Cutting Phase 2
 Trade of Metal Fabrication Module 1: Basic Fabrication Unit 12: Abrasive Grinding and Cutting Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module 1
Trade of Metal Fabrication Module 1: Basic Fabrication Unit 12: Abrasive Grinding and Cutting Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module 1
 DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT I PART A 1. List the various metal removal processes? 2. How chip formation occurs in metal cutting? 3. What is
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS
 Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Sheet Metal Tools. by:prem Mahendranathan
 Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
LANDMARK UNIVERSITY, OMU-ARAN
 LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
BEARING AND TYPES OF BEARING
 BEARING AND TYPES OF BEARING In this article, you will learn about bearing and types of bearing. Generally, all types of machinery are provided with supports for rotating shafts, the supporting device
BEARING AND TYPES OF BEARING In this article, you will learn about bearing and types of bearing. Generally, all types of machinery are provided with supports for rotating shafts, the supporting device
YAMATO. ROBUTO Roller Burnishing Tools. Mirror Like Surface Finishes In One Pass...
 ROBUTO Roller Burnishing Tools Mirror Like Surface Finishes In One Pass... ROBUTO THE ART OF ROLLER BURNISHING / EFFECTS - ADVANTAGES... 5 INTERNAL ROBUTO (ID) Ø 5-3 mm... 3 Ø Ø 32-85 mm... 5 86-200 mm...
ROBUTO Roller Burnishing Tools Mirror Like Surface Finishes In One Pass... ROBUTO THE ART OF ROLLER BURNISHING / EFFECTS - ADVANTAGES... 5 INTERNAL ROBUTO (ID) Ø 5-3 mm... 3 Ø Ø 32-85 mm... 5 86-200 mm...
7 ABRASIVE AND NON-TRADITIONAL
 7 ABRASIVE AND NON-TRADITIONAL PROCESSES CHAPTER CONTENTS 7.1 Grinding Definitions Cutting conditions in grinding Wheel wear Surface finish and effects of cutting temperature Grinding wheel Grinding operations
7 ABRASIVE AND NON-TRADITIONAL PROCESSES CHAPTER CONTENTS 7.1 Grinding Definitions Cutting conditions in grinding Wheel wear Surface finish and effects of cutting temperature Grinding wheel Grinding operations
Various other types of drilling machines are available for specialized jobs. These may be portable, bench type, multiple spindle, gang, multiple
 Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
 VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
VALLIAMMAI ENGINEERING COLLEGE DEPARTMENT OF MECHANICAL ENGINEERING QUESTION BANK ME6402 MANUFACTURING TECHNOLOGY II UNIT-I PART A 1. List the various metal removal processes? (BT1) 2. Explain how chip
Product Range. Solutions for Industry.
 Product Range Solutions for Industry www.master-abrasives.co.uk Introduction Master Abrasives has a hard and long earned reputation in the UK abrasives market for providing solutions with high quality
Product Range Solutions for Industry www.master-abrasives.co.uk Introduction Master Abrasives has a hard and long earned reputation in the UK abrasives market for providing solutions with high quality
Chapter 28: Abrasive Machining Processes. DeGarmo s Materials and Processes in Manufacturing
 Chapter 28: Abrasive Machining Processes DeGarmo s Materials and Processes in Manufacturing 28.1 Introduction Abrasive machining is the process of using abrasive grit to remove material at high cutting
Chapter 28: Abrasive Machining Processes DeGarmo s Materials and Processes in Manufacturing 28.1 Introduction Abrasive machining is the process of using abrasive grit to remove material at high cutting
DESIGN FOR POLISHING AND PLATING
 DESIGN FOR POLISHING AND PLATING Polishing and plating are generally considered to be a part of finishing process. Polishing processes Conventional polishing In conventional polishing, surface irregularities
DESIGN FOR POLISHING AND PLATING Polishing and plating are generally considered to be a part of finishing process. Polishing processes Conventional polishing In conventional polishing, surface irregularities
Roller Burnishing Tools
 Roller Burnishing Tools The company DREX -TOOLS has since 1980 a great experience in the fields of the burnishing. The company, with the support of technical assistance with big experience has created
Roller Burnishing Tools The company DREX -TOOLS has since 1980 a great experience in the fields of the burnishing. The company, with the support of technical assistance with big experience has created
O N T H E C U T T I N G E D G E O F T E C H N O L O G Y
 A B R A S I V E P R O D U C T S C A T A L O G U E O N T H E C U T T I N G E D G E O F T E C H N O L O G Y Founded in 1981, Grinding Techniques (Pty) Ltd. is the largest privately owned abrasive manufacturer
A B R A S I V E P R O D U C T S C A T A L O G U E O N T H E C U T T I N G E D G E O F T E C H N O L O G Y Founded in 1981, Grinding Techniques (Pty) Ltd. is the largest privately owned abrasive manufacturer
MLR Institute of Technology
 MLR Institute of Technology Dundigal, Quthbullapur (M), Hyderabad 500 043 MECHANICAL ENGINEERING MACHINE TOOLS OBJECTIVE QUESTIONS UNIT - I 1. A built up-edge is formed while machining [ B ] (Sep-2011,
MLR Institute of Technology Dundigal, Quthbullapur (M), Hyderabad 500 043 MECHANICAL ENGINEERING MACHINE TOOLS OBJECTIVE QUESTIONS UNIT - I 1. A built up-edge is formed while machining [ B ] (Sep-2011,
Machining. Module 6: Lathe Setup and Operations. (Part 2) Curriculum Development Unit PREPARED BY. August 2013
 Curriculum Development Unit PREPARED BY. August 2013") Machining Module 6: Lathe Setup and Operations (Part 2) PREPARED BY Curriculum Development Unit August 2013 Applied Technology High Schools, 2013 Module 6: Lathe Setup and Operations (Part 2) Module Objectives
Machining Module 6: Lathe Setup and Operations (Part 2) PREPARED BY Curriculum Development Unit August 2013 Applied Technology High Schools, 2013 Module 6: Lathe Setup and Operations (Part 2) Module Objectives
Chapter 25. Other Machining Processes. Materials Processing. MET Manufacturing Processes. Shaping Planing Broaching Sawing Filing
 MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
TRAINING MANUAL. Part INTRODUCTION TO TWIST DRILLS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
CHAPTER 1 INTRODUCTION. The functional performance of a machined component depends on
 1 CHAPTER 1 INTRODUCTION The functional performance of a machined component depends on static strength (load bearing capacity), fatigue strength, friction and wear resistance etc., which are principally
1 CHAPTER 1 INTRODUCTION The functional performance of a machined component depends on static strength (load bearing capacity), fatigue strength, friction and wear resistance etc., which are principally
THREAD CUTTING & FORMING
 THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
UNIT 4: (iii) Illustrate the general kinematic system of drilling machine and explain its working principle
 Illustrate the general kinematic system of drilling machine and explain its working principle") UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering
 Department of Mechanical and Production Engineering") Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering LABORATORY MANUAL For the students of Department of Mechanical and Production Engineering 1 st
Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering LABORATORY MANUAL For the students of Department of Mechanical and Production Engineering 1 st
ABRASIVE CATALOGS. Application: Weld dressing Cutting off smoothing of Casting Can be applied on various kind of Steel and non-ferrous materials
 ABRASIVE CATALOGS Reinforced Depressed Centre Grinding Discs are excellently fabricated depressed centre grinding discs that are exclusively available in varying diameters of 4-9 in different thickness.
ABRASIVE CATALOGS Reinforced Depressed Centre Grinding Discs are excellently fabricated depressed centre grinding discs that are exclusively available in varying diameters of 4-9 in different thickness.
Link Diamond Tools was established in 1997 and has experienced dramatic growth since.
 Link Diamond Tools was established in 1997 and has experienced dramatic growth since. We can manufacture diamond/cbn grinding wheels ranging from 6mm up to 900mm outside diameter and grinding wheels from
Link Diamond Tools was established in 1997 and has experienced dramatic growth since. We can manufacture diamond/cbn grinding wheels ranging from 6mm up to 900mm outside diameter and grinding wheels from
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Lecture 18. Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing
 Planing") Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Lecture 18 Chapter 24 Milling, Sawing, and Filing; Gear Manufacturing (cont.) Planing For production of: Flat surfaces Grooves Notches Performed on long (on average 10 m) workpieces Workpiece moves / Tool
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Rotary Engraving Fact Sheet
 Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
CNC Cooltool - Milling Machine
 CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
CNC Cooltool - Milling Machine Module 1: Introduction to CNC Machining 1 Prepared By: Tareq Al Sawafta Module Objectives: 1. Define machining. 2. Know the milling machine parts 3. Understand safety rules
DEPARTMENT OF MECHANICAL ENGINEERING
 SCSVMV UNIVERSITY DEPARTMENT OF MECHANICAL ENGINEERING SUBJECT NAME : SUBJECT CODE : MANUFACTURING TECHNOLOGY-II EBM4DT055 QUESTION BANK UNIT-1 1. What is Grinding? 2. Briefly classify the Grinding Process.
SCSVMV UNIVERSITY DEPARTMENT OF MECHANICAL ENGINEERING SUBJECT NAME : SUBJECT CODE : MANUFACTURING TECHNOLOGY-II EBM4DT055 QUESTION BANK UNIT-1 1. What is Grinding? 2. Briefly classify the Grinding Process.
GRINDING. quakerchem.com
 OVERVIEW Metal removal fluids (MRF) are used for both machining and grinding applications. As was discussed in the basic training, both applications are similar in that there is an interface between the
OVERVIEW Metal removal fluids (MRF) are used for both machining and grinding applications. As was discussed in the basic training, both applications are similar in that there is an interface between the
Screws. Introduction. 1. Nuts, bolts and screws used to clamp things together. Screws are used for two purposes:
 Screws Introduction Screws are used for two purposes: 1. To clamp things together. 2. To control motion. 1. Nuts, bolts and screws used to clamp things together. Nuts, bolts and screws that are used for
Screws Introduction Screws are used for two purposes: 1. To clamp things together. 2. To control motion. 1. Nuts, bolts and screws used to clamp things together. Nuts, bolts and screws that are used for
Design for machining
 Multiple choice questions Design for machining 1) Which one of the following process is not a machining process? A) Planing B) Boring C) Turning D) Forging 2) The angle made between the rake face of a
Multiple choice questions Design for machining 1) Which one of the following process is not a machining process? A) Planing B) Boring C) Turning D) Forging 2) The angle made between the rake face of a
Turning and Related Operations
 Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Clamping devices 521
 Clamping devices 521 522 Product overview Clamping devices Adjustable straps K0001 Hook clamps K0012 Goose-neck straps with long slot K0002 Page 526 Hook Clamps with collar K0013 Page 535 Equipped clamps
Clamping devices 521 522 Product overview Clamping devices Adjustable straps K0001 Hook clamps K0012 Goose-neck straps with long slot K0002 Page 526 Hook Clamps with collar K0013 Page 535 Equipped clamps
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004
 1 COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004 I. OBJECTIVE To provide an overview and basic knowledge of the
1 COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004 I. OBJECTIVE To provide an overview and basic knowledge of the
Excerpts from Cutting Tool Engineering Magazine September 2011 Issue
 Excerpts from Cutting Tool Engineering Magazine September 2011 Issue M&S hold tolerances down to 0.00002 on ground parts. Shown is a secondary diameter of 0.010 being ground on a cardiac guide wire. A
Excerpts from Cutting Tool Engineering Magazine September 2011 Issue M&S hold tolerances down to 0.00002 on ground parts. Shown is a secondary diameter of 0.010 being ground on a cardiac guide wire. A
1 SELECT suitable material. It takes time to cut a cab. Don t waste it on rubbish.
 7 July 09 CUTTING A STANDARD CABOCHON A Standard Cabochon or CAB is an oval or round stone with one flat side and the other side having an even curved dome shape. Top of Cab It will have a narrow bevel
7 July 09 CUTTING A STANDARD CABOCHON A Standard Cabochon or CAB is an oval or round stone with one flat side and the other side having an even curved dome shape. Top of Cab It will have a narrow bevel
ACCREDITATION FACILITY AUDIT CHECKLIST
 ACCREDITATION FACILITY AUDIT CHECKLIST Institution Name: Date: Designated Trade: Machinist AC #: Contact: Location: Course Duration: of weeks: of hours total: of hours per day: Instructor(s) of Students
ACCREDITATION FACILITY AUDIT CHECKLIST Institution Name: Date: Designated Trade: Machinist AC #: Contact: Location: Course Duration: of weeks: of hours total: of hours per day: Instructor(s) of Students
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting. By Prof.A.Chandrashekhar
 Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Typical Parts Made with These Processes
 Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
A range of cutting & grinding solutions to meet your diverse needs
 TM A range of cutting & grinding solutions to meet your diverse needs Orient Orient Introduction Meeting SME industry requirements Traditionally, Orient Abrasives had a strong lineup of Vitrified and Organic
TM A range of cutting & grinding solutions to meet your diverse needs Orient Orient Introduction Meeting SME industry requirements Traditionally, Orient Abrasives had a strong lineup of Vitrified and Organic
Other Lathe Operations
 Chapter 15 Other Lathe Operations LEARNING OBJECTIVES After studying this chapter, students will be able to: Safely set up and operate a lathe using various work-holding devices. Properly set up steady
Chapter 15 Other Lathe Operations LEARNING OBJECTIVES After studying this chapter, students will be able to: Safely set up and operate a lathe using various work-holding devices. Properly set up steady
Precision made in Germany. As per DIN The heart of a system, versatile and expandable.
 1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
1 Precision made in Germany. As per DIN 8606. The heart of a system, versatile and expandable. Main switch with auto-start protection and emergency off. Precision lathe chuck as per DIN 6386 (Ø 100mm).
By C.W. Woodson From the pages of Model Craftsman magazine June, 1937
 By C.W. Woodson From the pages of Model Craftsman magazine June, 1937 As shown in Fig. 1, the tool post grinder for which plans are given here can be used to finish up delicate work to more accurate dimensions
By C.W. Woodson From the pages of Model Craftsman magazine June, 1937 As shown in Fig. 1, the tool post grinder for which plans are given here can be used to finish up delicate work to more accurate dimensions
Accessories for the Model 920 Lapping and Polishing Machine
 Accessories for the Model 920 Lapping and Machine Applications Laboratory Report Introduction polishing is a common practice in many materials preparation laboratories. Instrumentation for materials processing
Accessories for the Model 920 Lapping and Machine Applications Laboratory Report Introduction polishing is a common practice in many materials preparation laboratories. Instrumentation for materials processing
Copyright 2009 Society of Manufacturing Engineers. FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF
 FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF SCENE 1. DF26A, FTD87, 03:20:15:00-03:20:46:00 zoom out, milling operation DF26B, CGS: Milling Fixtures Lathe Fixtures Grinding Fixtures Broaching Fixtures
FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF SCENE 1. DF26A, FTD87, 03:20:15:00-03:20:46:00 zoom out, milling operation DF26B, CGS: Milling Fixtures Lathe Fixtures Grinding Fixtures Broaching Fixtures
Looking for a small band saw? The Ellis 1100 band saw might be just what you are looking for.
 1100 MITRE BAND SAW Looking for a small band saw? The Ellis 1100 band saw might be just what you are looking for. This portable band saw moves easily to the job site. Use it as horizontal or vertical saw.
1100 MITRE BAND SAW Looking for a small band saw? The Ellis 1100 band saw might be just what you are looking for. This portable band saw moves easily to the job site. Use it as horizontal or vertical saw.
DIAMETER SELECTION ABRASIVE SELECTION
 GENERAL APPLICATION AND SELECTION OF the tool DIAMETER SELECTION Tool diameter is determined by the nominal bore size in which the tool is to operate. The Flex-Hone Tool is always produced and used in
GENERAL APPLICATION AND SELECTION OF the tool DIAMETER SELECTION Tool diameter is determined by the nominal bore size in which the tool is to operate. The Flex-Hone Tool is always produced and used in
BONDED ABRASIVE PRIMER
 BONDED ABRASIVE PRIMER Basic information on the terminology and use of bonded abrasive products. Property of: KASCO ABRASIVES Coldwater, Michigan 1-800-367-729 Fax 517-279-7265 1 GENERAL BONDED ABRASIVES
BONDED ABRASIVE PRIMER Basic information on the terminology and use of bonded abrasive products. Property of: KASCO ABRASIVES Coldwater, Michigan 1-800-367-729 Fax 517-279-7265 1 GENERAL BONDED ABRASIVES
So in MAF process use of controllable magnetic field to direct the brush to adapt the contour of the workpiece surface to be finished and nature of
 Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 02 Lecture - 06 Magnetic Abrasive Finishing Welcome to the course on advance
Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 02 Lecture - 06 Magnetic Abrasive Finishing Welcome to the course on advance
Valve repair and testing technique
 High standard in precision. Valve repair and testing technique Quality Made in Germany by GmbH & Co. KG Grinding and Lapping Machines for Industrial Valves VENTA Portable grinding and lapping machines
High standard in precision. Valve repair and testing technique Quality Made in Germany by GmbH & Co. KG Grinding and Lapping Machines for Industrial Valves VENTA Portable grinding and lapping machines
Burnishing. Burnishing TOOLS & MACHINES SIZE, FINISH & WORK HARDEN FEATURING COMPLETE TOOL AND SPARE PART NUMBERS
 Burnishing Burnishing TOOLS & MACHINES SIZE, FINISH & WORK HARDEN FEATURING COMPLETE TOOL AND SPARE PART NUMBERS T H E L E A D E R I N H O L E F I N I S H I N G S O L U T I O N S FOR THE WORLDWIDE MACHINE
Burnishing Burnishing TOOLS & MACHINES SIZE, FINISH & WORK HARDEN FEATURING COMPLETE TOOL AND SPARE PART NUMBERS T H E L E A D E R I N H O L E F I N I S H I N G S O L U T I O N S FOR THE WORLDWIDE MACHINE
TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH
 TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH MICRO-MESH finishing belts provide desired surface qualities and economic benefits to many types of finishing operations, and are available in a range
TECHNICAL BULLETIN BELT FINISHING WITH MICRO-MESH MICRO-MESH finishing belts provide desired surface qualities and economic benefits to many types of finishing operations, and are available in a range
A TRADITION OF QUALITY SINCE 1966 DIAMOND AND CBN WHEELS
 A TRADITION OF QUALITY SINCE 1966 DIAMOND AND CBN WHEELS POLTAVA DIAMOND TOOLS has been manufacturing top-quality diamond tools for the machine building, glass, electronic and woodworking industries since
A TRADITION OF QUALITY SINCE 1966 DIAMOND AND CBN WHEELS POLTAVA DIAMOND TOOLS has been manufacturing top-quality diamond tools for the machine building, glass, electronic and woodworking industries since
Lathe. A Lathe. Photo by Curt Newton
 Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Building Bigger Things. Woodworking Tools and Machinery. Marking Gauge. Thumb Screw. Stop Screw. Shoe. Beam. Pin. Head. Face Plate
 Woodworking Tools and Machinery Pin Shoe Face Plate Thumb Screw Head Stop Screw Beam Marking Gauge A marking gauge is used to mark a uniform width on a board. The steel combination square discussed in
Woodworking Tools and Machinery Pin Shoe Face Plate Thumb Screw Head Stop Screw Beam Marking Gauge A marking gauge is used to mark a uniform width on a board. The steel combination square discussed in
SHARPEN END OF END MILL. By George Pruitt
 SHARPEN END OF END MILL By George Pruitt Revised 3-5-13 The following instructions are for sharpening the end of an end mill with a Monoset tool and cutter grinder. Collet clamping nut Workhead Wheelhead
SHARPEN END OF END MILL By George Pruitt Revised 3-5-13 The following instructions are for sharpening the end of an end mill with a Monoset tool and cutter grinder. Collet clamping nut Workhead Wheelhead
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES
 ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
HOME WORKSHOP HANDBOOK Rugged BENCH GRINDER. By JOEL B. LONG
 6 HOME WORKSHOP HANDBOOK Rugged BENCH GRINDER W By JOEL B. LONG ITH this bench grinder you can keep your cutting tools sharp and do general offhand grinding, and can, with the aid of various attachments,
6 HOME WORKSHOP HANDBOOK Rugged BENCH GRINDER W By JOEL B. LONG ITH this bench grinder you can keep your cutting tools sharp and do general offhand grinding, and can, with the aid of various attachments,
I FOOT. ={Li..W---- r"-l, : I t- JJl --, : I: +- y1a'_' L 1~6~'1. ' +-+-'-f' <~,~ ::-,-~,~-~--f~:,~::-~%r
 1hz" 3/Is"m.p.1. +--1---4+ ; ttf. I I, /~ 'r-- - - - - - - - - - - -1-11--- -- ---(~/-+--':.r--+~ ' +-+-'-f'
1hz" 3/Is"m.p.1. +--1---4+ ; ttf. I I, /~ 'r-- - - - - - - - - - - -1-11--- -- ---(~/-+--':.r--+~ ' +-+-'-f'
TYPES OF LATHE. Bench lathe It is mounted on bench, and has the same features like engine lathe
 TYPES OF LATHE 1. Speed Lathe a) Wood working b) Centering c) Polishing d) Spinning 2. Engine lathe a) Belt drive b) Individual motor drive c) Gear head lathe 3. Bench lathe 4. Tool room lathe 5. Capstan
TYPES OF LATHE 1. Speed Lathe a) Wood working b) Centering c) Polishing d) Spinning 2. Engine lathe a) Belt drive b) Individual motor drive c) Gear head lathe 3. Bench lathe 4. Tool room lathe 5. Capstan
MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
 XXXX B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR XXXX PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE
XXXX B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR XXXX PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE
SEMI MAGNETIC ABRASIVE MACHINING
 4 th International Conference on Mechanical Engineering, December 26-28, 21, Dhaka, Bangladesh/pp. V 81-85 SEMI MAGNETIC ABRASIVE MACHINING P. Jayakumar Priyadarshini Engineering College, Vaniyambadi 635751.
4 th International Conference on Mechanical Engineering, December 26-28, 21, Dhaka, Bangladesh/pp. V 81-85 SEMI MAGNETIC ABRASIVE MACHINING P. Jayakumar Priyadarshini Engineering College, Vaniyambadi 635751.
LU6X-130 Instructions and Parts List (including LU6X Basic) Operating Instructions
 Operating Instructions") LORTONE LU6X-130 Item # 061-092 LU6X Basic Item # 061-090 LU6X-130 Instructions and Parts List (including LU6X Basic) Operating Instructions Introduction The LU6X is one the most versatile pieces of equipment
LORTONE LU6X-130 Item # 061-092 LU6X Basic Item # 061-090 LU6X-130 Instructions and Parts List (including LU6X Basic) Operating Instructions Introduction The LU6X is one the most versatile pieces of equipment
Design for machining
 Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
Lathe Accessories. Work-holding, -supporting, and driving devices
 46-1 Lathe Accessories Divided into two categories Work-holding, -supporting, and driving devices Lathe centers, chucks, faceplates Mandrels, steady and follower rests Lathe dogs, drive plates Cutting-tool-holding
46-1 Lathe Accessories Divided into two categories Work-holding, -supporting, and driving devices Lathe centers, chucks, faceplates Mandrels, steady and follower rests Lathe dogs, drive plates Cutting-tool-holding
Build a Drill Press Vise
 Youth Explore Trades Skills Introduction This activity plan will develop the student s machining and metalworking skills as they fabricate a multi-piece steel vise. The project will encompass basic lathe
Youth Explore Trades Skills Introduction This activity plan will develop the student s machining and metalworking skills as they fabricate a multi-piece steel vise. The project will encompass basic lathe
061 MECHANICAL ENGINEERING CRAFT PRACTICE
 061 MECHANICAL ENGINEERING CRAFT PRACTICE EXAMINATION STRUCTURE The examination for this syllabus wills cover the underlisted two major areas of groupings and 193 Building/Engineering Drawing as the related
061 MECHANICAL ENGINEERING CRAFT PRACTICE EXAMINATION STRUCTURE The examination for this syllabus wills cover the underlisted two major areas of groupings and 193 Building/Engineering Drawing as the related
The new generation with system accessories. Made in Germany!
 1 The new generation with system accessories. Made in Germany! For face, longitudinal and taper turning, thread-cutting. For machining steel, brass, aluminium and plastic. Mounting flange for fastening
1 The new generation with system accessories. Made in Germany! For face, longitudinal and taper turning, thread-cutting. For machining steel, brass, aluminium and plastic. Mounting flange for fastening
Specifications for Lathe L- 45/5000(for items from Sr. No.01 to Sr. No.22 in Indent)
") Specifications for Lathe L- 45/5000(for items from Sr. 01 to Sr. 22 in Indent) Annexure-1 Sr. Specification of Parameter Parameter Value 1.0 Capacity 1.1 Height of centers (nominal) (mm) 450 1.2 Type of
Specifications for Lathe L- 45/5000(for items from Sr. 01 to Sr. 22 in Indent) Annexure-1 Sr. Specification of Parameter Parameter Value 1.0 Capacity 1.1 Height of centers (nominal) (mm) 450 1.2 Type of
Drawing. Fig. 1 Drawing
 Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Hornsby Woodworking Men s Shed. Guide to the Shed s Woodworking Machines
 Guide to the Shed s Woodworking Machines SP00 Purpose The primary purpose of this document is to assist the induction of new members of the Hornsby Woodworking Men s Shed in the identification and understanding
Guide to the Shed s Woodworking Machines SP00 Purpose The primary purpose of this document is to assist the induction of new members of the Hornsby Woodworking Men s Shed in the identification and understanding
1. The Lathe. 1.1 Introduction. 1.2 Main parts of a lathe
 1. The Lathe 1.1 Introduction Lathe is considered as one of the oldest machine tools and is widely used in industries. It is called as mother of machine tools. It is said that the first screw cutting lathe
1. The Lathe 1.1 Introduction Lathe is considered as one of the oldest machine tools and is widely used in industries. It is called as mother of machine tools. It is said that the first screw cutting lathe
PRECISION CUTTING MICRACUT 202
 PRECISION CUTTING MICRACUT 202 MICRACUT 202 MICRACUT 202 precision cutters are used for precise and deformation-free cutting of Metals, Ceramics, Electronic Components, Crystals, Composites, Biomaterials,
PRECISION CUTTING MICRACUT 202 MICRACUT 202 MICRACUT 202 precision cutters are used for precise and deformation-free cutting of Metals, Ceramics, Electronic Components, Crystals, Composites, Biomaterials,