International Journal of Engineering Research ISSN: & Management Technology May-2016 Volume 3, Issue-3 THE ABRASIVE FLOW MACHINING MODELLING
|
|
|
- Joshua Fletcher
- 5 years ago
- Views:
Transcription

1 International Journal of Engineering Research ISSN: & Management Technology May-2016 Volume 3, Issue THE ABRASIVE FLOW MACHINING MODELLING Mr. S.C GULATI H.O.D Mechanical Engineering Noida International University Gautam Budh Nagar Mr. MD SIKANDAR MALLICK M.Tech Student Noida International University Gautam Budh Nagar ABSTRACT: The report deals the abrasive flow machining process modeling and done the simulation of the problem with CFD. More surface finishing is achieved by abrasive flow machining process. In this report, 2D ANSYS design is made to verify the radial stress and axial stress during machining process. Metal removal formulation has been modified as per given assumptions and conditions to derive new formula. Finally analyzed model in ANSYS to compare with previous done work and verified result that current work is going right direction. The surface removal and metal removal rate were calculated for titanium work piece with aluminum oxide as abrasive with grade abrasive media. KEYWORDS: MRR (metal removal rate), AFM (abrasive flow machining), aluminum oxide, polymer, titanium work piece INTRODUCTION Abrasive finishing technique (methods) are created to minimize problem like cost of work and obtained high surface finish. Abrasive finish technique passed on broad number of bleed edges, Abrasive finishing process are regularly used due to capacity of finishing distinctive geometries ( i.e round et cetera, level) with desired surface finishing and dimensional correctness. Abrasive finishing techniques also remove the human effort and provided the high quality surface finish. ADVACED ABRASIVE FINISHING METHOD Micro and nano level finishing need expensive equipment and method because traditional finishing process cannot handle the complicates and meet the finishing level and Also it is more time consuming methods. Abrasive flow machining is one of the new abrasive process, It have extensive usage; MRR, MFP, MAF are also some process which need not be discussed. LITERATURE REVIEW Abrasive flow machining process mechanism Williams and Rajurker [1]: There are performed additional experiments to know pressure of extrusion on metal removal rate and surface finishing and the effort viscosity of medium. Przyklenk [2]: There are performed experimental investigation, suggests hat, metal removing rate capacity of a abrasive medium with 300 times more viscosity than lower one. The factor affecting metal removing rate and velocity of medium- size, abrasive loading and medium viscosity ABRASIVE FLOW MACHINING PROCESS Abrasive flow machining (AFM) Process is used for edge contouring, surface finishing and debarring. Abrasive flow machining is capable of surface finishing areas. Which is not easy to reach by Copyright@ijermt.org Page 105



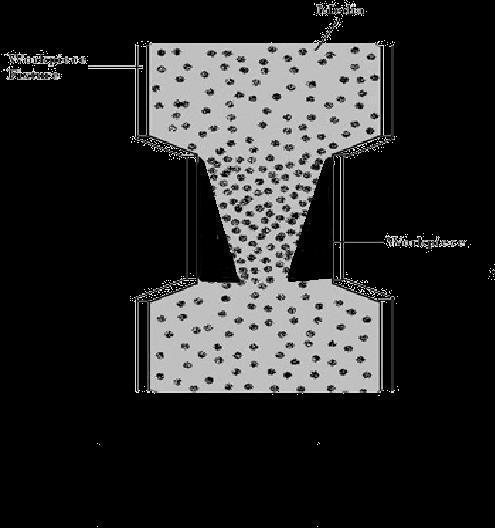
2 traditional methods by mixing the abrasive particle with polymer abrasive flow machining produces repeatable, predictable results and uniform on many finishing operation? The medium in abrasive flow machining process play an important role. It should have visco -elastic properties and non sticky. Aluminum oxide, boron carbide, carbine, silicon and diamond are generally used as abrasive gains in this process. ABRASIVE FLOW MACHINING SYSTEM Abrasive flow machining system consists of three different elements i.e Medium, Tool and Machine Medium: polymer based very high viscous medium to hold abrasive particle Tool: Holding and locating device Machine: The design and size of abrasive flow machine Figure No. 1: Abrasive Flow machining parts FEATURE Polishing and debarring any complex areas is done by the media. Very high level of accuracy is achieved APPLICATION OF AFM Figure No. 3: AFM of some complex holes Page 106


3 Figure No. 4: Tooling for AFM METHODOLOGY A polymer based material is mixed with additives and abrasive particle, which is pushed into the work piece and it depending upon the setup. It may be pushed in one or multi pass. The medium finish the work piece which medium travelling on the work piece. The fixture and tooling should be designed carefully. EXPERIMENTAL SETUP The all experiment took place in the mechanical engineering workshop department at I.T.S.ENGINEERING COLLEGE, BHIWANI, HARYANA, over a period of 7 months. The experiment work involved test conducted with abrasive flow machine. In abrasive flow machining modeling, the metal removing rate on the work piece is high and also surface finishing is very high. OBERVATION AND CALCULATION In the present study we have taken this work piece and try to obtain a method to get MRR theoretically. We know from eq. 4 the depth of indentation is t = Da/2 (Da 2 /4 F n /πh w ) Copyright@ijermt.org Page 107
4 Radius of Indentation For Da=40µm; Hw = 98; Fn= x From eq. 4 we get. Fn= πhwr 2. Radius of indentation Ri = 1.92 x 10-6 m Depth of Indentation With the above values we can get the depth of indentation from eq. 4. t = x Calculation of MRR The MRR of a single grain taking into account that the length of the work piece is the length of the grain traversal is same as that in eq. 9. But when it comes to overall MRR a bit of changes are there. Let the volume fraction of abrasive be x. then x% of the media is covered with abrasives. And volume of unit thickness of media on work piece walls is = h 2 + ( ) 2 π(r+r). R= 0.03 m r= 0.015m Da= 40µm h= 0.12m t= x 10-8 So MRR is calculated as = x RESULTS AND DISCUSSION The CFD analysis gave a valve of 0.15 pa for radical stress. The crucial factor of the problem was calculated of proper indentation force or radial sress. The errors within the tolerance limits. The result is verified with previously done work on a cylindrical work piece. LIMITATION Assume the medium is perfectly homogenous. The active particles assuming a unit thickness of medium on the inner wall. Copyright@ijermt.org Page 108



5 Chart 1.phase velocity vs position Chart 2.pressure vs position Fig. Work piece with fixture Page 109
6 ACKNOWLEDGEMENT I express my deep sense of gratitude and indebtedness to my thesis supervisor MR. S.C. GULATI, HOD of mechanical engineering department, Noida international university for his valuable and deep guidance, proper advice, constant encouragement during thesis work and words of inspirations Without whom. I would not be able to precede my thesis and consistency in work. CONCLUSION The following conclusion summarized for the work presented in this thesis. 1. The radial stress and axial stress at the work piece were found through CFD analysis 2. The material removal rate is calculated from this simulation. 3. The material removal rates were formulated from this simulation. 4. The result came with very little error due to taken assumptions during their calculations. 5. Future study into the modification and model can be done to the current model. REFRENCE 1. Jha. S, Jain V.K, Design and development of the magneto rheological abrasive flow finishing process, International Journal of Machine Tools & Manufacture 44 (2004) Jha S, Jain V.K, Modeling and simulation of surface roughness in magneto rheological abrasive flow finishing (MRAFF) process, Wear 261 (2006) Das M, Jain V. K and Ghoshdastidar P.S Computational fluid dynamics simulation and experimental investigations into the magnetic-field-assisted nano-finishing process (2012). 4. Jayswal S.C, Jain V.K, Dixit P.M. Modeling and simulation of magnetic abrasive finishing process, International Journal of Advanced Manufacturing Technology 26 (2005) Singh, S., Shan, H.S., Kumar, P., 2002, Wear behavior of materials in magnetically assisted abrasive flow machining, Journal of Materials Processing Technology, Vol. 128, pp Rhoades L.J, Abrasive flow machining, Manufacturing Engineering (1988) [12] Rhoades L.J, Abrasive flow machining with not-so-silly putty, Metal Finishing July (1987) Rhoades L.J, Abrasive flow machining: a case study, Journal of Material Processing Technology 28 (1991) Gorana, V.K., Jain, V.K., Lal, G.K., 2004, Experimental investigation into cutting forces and active grain density during abrasive flow machining, International Journal of Machine Tool & Manufacture, Vol. 44, pp Gorana V. K, Jain V. K. and Lal G. K. Prediction of surface roughness during abrasive flow machining, The International Journal of Advanced Manufacturing Technology, 2006,(31): Jain R.K, Jain V.K, Simulation of surface generated in abrasive flow machining, Robotics and Computer Integrated Manufacturing 15 (1999) Lal G.K., Forces in vertical surface grinding, International Journal of Machine Tool Design Research 8 (1968) Jain R.K, Jain V.K, Dixit P.M. Modeling of material removal and surface rough-ness in abrasive flow machining process, International Journal of Machine Tools & Manufacture 39 (1999) Copyright@ijermt.org Page 110
Development of Magnetorheological Finishing (MRF) Process for Freeform Surfaces
 Process for Freeform Surfaces") International Journal of Advanced Mechanical Engineering. ISSN 2250-3234 Volume 4, Number 6 (2014), pp. 611-618 Research India Publications http://www.ripublication.com Development of Magnetorheological
International Journal of Advanced Mechanical Engineering. ISSN 2250-3234 Volume 4, Number 6 (2014), pp. 611-618 Research India Publications http://www.ripublication.com Development of Magnetorheological
Abrasive Flow Machining ( AFM ) Semih Sancar Selçuk Ünal Yunus Kocabozdoğan
 Semih Sancar Selçuk Ünal Yunus Kocabozdoğan") Abrasive Flow Machining ( AFM ) Semih Sancar 20622852 Selçuk Ünal 20622976 Yunus Kocabozdoğan 20519809 Goals Getting basic knowledge about AFM Clasification of AFM One-way AFM Two-way AFM Orbital AFM Application
Abrasive Flow Machining ( AFM ) Semih Sancar 20622852 Selçuk Ünal 20622976 Yunus Kocabozdoğan 20519809 Goals Getting basic knowledge about AFM Clasification of AFM One-way AFM Two-way AFM Orbital AFM Application
Now this current status of the related finishing technologies you can see here this is the spiral polishing which is developed by Yan et al.
 Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 04 Lecture - 09 Magnetorheological Abrasive Flow Finishing (Part 1) Welcome
Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 04 Lecture - 09 Magnetorheological Abrasive Flow Finishing (Part 1) Welcome
Review of Various Machining Processes
 Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
This super finishing processes is required in nowadays because nowadays this surface finish requirement is in the range of nanometer.
 Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 03 Lecture - 07 Abrasive Flow Finishing Welcome to the course on advance
Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 03 Lecture - 07 Abrasive Flow Finishing Welcome to the course on advance
So in MAF process use of controllable magnetic field to direct the brush to adapt the contour of the workpiece surface to be finished and nature of
 Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 02 Lecture - 06 Magnetic Abrasive Finishing Welcome to the course on advance
Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 02 Lecture - 06 Magnetic Abrasive Finishing Welcome to the course on advance
ABRASIVE FLOW FINISHING PROCESS - A CASE STUDY
 ABRASIVE FLOW FINISHING PROCESS - A CASE STUDY T. S. Kavithaa 1, N. Balashanmugam 2, P. V. Shashi Kumar 3 Central Manufacturing Technology Institute, Bangalore 560 022 kavithaats@cmti-india.net balashanmugam@cmti-india.net
ABRASIVE FLOW FINISHING PROCESS - A CASE STUDY T. S. Kavithaa 1, N. Balashanmugam 2, P. V. Shashi Kumar 3 Central Manufacturing Technology Institute, Bangalore 560 022 kavithaats@cmti-india.net balashanmugam@cmti-india.net
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
A NOVEL APPROACH FOR FINISHING INTERNAL COMPLEX FEATURES USING DEVELOPED ABRASIVE FLOW FINISHING MACHINE
 A NOVEL APPROACH FOR FINISHING INTERNAL COMPLEX FEATURES USING DEVELOPED ABRASIVE FLOW FINISHING MACHINE Somashekhar S. Hiremath 1 Vidyadhar H. M. 2 and Makaram Singaperumal 3 1,3 Department of Mechanical
A NOVEL APPROACH FOR FINISHING INTERNAL COMPLEX FEATURES USING DEVELOPED ABRASIVE FLOW FINISHING MACHINE Somashekhar S. Hiremath 1 Vidyadhar H. M. 2 and Makaram Singaperumal 3 1,3 Department of Mechanical
Model 920 Monitoring and Measuring Plate Flatness During Lapping. Applications Laboratory Report 65. Lapping and Polishing. 1.
 Model 92 Monitoring and Measuring Plate Flatness During Lapping Applications Laboratory Report 65 Lapping and Polishing 1.: Purpose Lapping and polishing processes are typically performed on a hard, metal
Model 92 Monitoring and Measuring Plate Flatness During Lapping Applications Laboratory Report 65 Lapping and Polishing 1.: Purpose Lapping and polishing processes are typically performed on a hard, metal
SEMI MAGNETIC ABRASIVE MACHINING
 4 th International Conference on Mechanical Engineering, December 26-28, 21, Dhaka, Bangladesh/pp. V 81-85 SEMI MAGNETIC ABRASIVE MACHINING P. Jayakumar Priyadarshini Engineering College, Vaniyambadi 635751.
4 th International Conference on Mechanical Engineering, December 26-28, 21, Dhaka, Bangladesh/pp. V 81-85 SEMI MAGNETIC ABRASIVE MACHINING P. Jayakumar Priyadarshini Engineering College, Vaniyambadi 635751.
CHAPTER 3- MECHANICS OF GRINDING
 CHAPTER 3- MECHANICS OF GRINDING LEARNING OBJECTIVES To derive an expression for uncut chip thickness in Surface grinding To derive an expression for uncut chip thickness in cylindrical grinding To understand
CHAPTER 3- MECHANICS OF GRINDING LEARNING OBJECTIVES To derive an expression for uncut chip thickness in Surface grinding To derive an expression for uncut chip thickness in cylindrical grinding To understand
Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5
 Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5 Assistant Professor, Dept. of Mechanical Engineering, Jay Shriram Group of
Elimination of Honing Stick Mark in Rack Tube B.Parthiban1 1, N.Arul Kumar 2, K.Gowtham Kumar 3, P.Karthic 4, R.Logesh Kumar 5 Assistant Professor, Dept. of Mechanical Engineering, Jay Shriram Group of
Online dressing of profile grinding wheels
 Int J Adv Manuf Technol (2006) 27: 883 888 DOI 10.1007/s00170-004-2271-8 ORIGINAL ARTICLE Hong-Tsu Young Der-Jen Chen Online dressing of profile grinding wheels Received: 12 January 2004 / Accepted: 28
Int J Adv Manuf Technol (2006) 27: 883 888 DOI 10.1007/s00170-004-2271-8 ORIGINAL ARTICLE Hong-Tsu Young Der-Jen Chen Online dressing of profile grinding wheels Received: 12 January 2004 / Accepted: 28
Roughing vs. finishing
 Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
Abrasive Machining and Finishing Operations
 Abrasive Machining and Finishing Operations Bonded Abrasives Used in Abrasive-Machining Processes Figure 25.1 A variety of bonded abrasives used in abrasivemachining processes. Source: Courtesy of Norton
Abrasive Machining and Finishing Operations Bonded Abrasives Used in Abrasive-Machining Processes Figure 25.1 A variety of bonded abrasives used in abrasivemachining processes. Source: Courtesy of Norton
Influence of abrasive material on abrasive waterjet cutting process
 Influence of abrasive material on abrasive waterjet cutting process I. A. Perianu, D. Ionescu, C. Ciucă National R&D Institute for Welding and Material Testing - ISIM Timişoara, Romania E-mail: aperianu@isim.ro
Influence of abrasive material on abrasive waterjet cutting process I. A. Perianu, D. Ionescu, C. Ciucă National R&D Institute for Welding and Material Testing - ISIM Timişoara, Romania E-mail: aperianu@isim.ro
PROJECT REPORT ON ASSEMBLY LINE BALANCING IN A MANUFACTURING CONCERN
 PROJECT REPORT ON ASSEMBLY LINE BALANCING IN A MANUFACTURING CONCERN A DISSERTATION SUBMITTED IN PARTIAL FULFILLMENT OF REQUIREMENT OF M.TECH. DEGREE IN INDUSTRIAL ENGINEERING Submitted by AKHILESH BARVE
PROJECT REPORT ON ASSEMBLY LINE BALANCING IN A MANUFACTURING CONCERN A DISSERTATION SUBMITTED IN PARTIAL FULFILLMENT OF REQUIREMENT OF M.TECH. DEGREE IN INDUSTRIAL ENGINEERING Submitted by AKHILESH BARVE
Ultrasonic Machining. 1 Dr.Ravinder Kumar
 Ultrasonic Machining 1 Dr.Ravinder Kumar Why Nontraditional Processes? New Materials (1940 s) Stronger Tougher Harder Applications Cut tough materials Finish complex surface geometry Surface finish requirements
Ultrasonic Machining 1 Dr.Ravinder Kumar Why Nontraditional Processes? New Materials (1940 s) Stronger Tougher Harder Applications Cut tough materials Finish complex surface geometry Surface finish requirements
LAPPING FOR MIRROR-LIKE FINISH ON CYLINDRICAL INNER AND END SURFACES USING THE LATHE WITH LINEAR MOTOR
 Journal of Machine Engineering, Vol. 1, No. 1, 1 lapping, linear motor lathe, mirror-like surface, high quality and productivity Aung Lwin MOE 1 Ikuo TANABE Tetsuro IYAMA 3 Fumiaki NASU LAPPING FOR MIRROR-LIKE
Journal of Machine Engineering, Vol. 1, No. 1, 1 lapping, linear motor lathe, mirror-like surface, high quality and productivity Aung Lwin MOE 1 Ikuo TANABE Tetsuro IYAMA 3 Fumiaki NASU LAPPING FOR MIRROR-LIKE
INTRODUCTION TO GRINDING PROCESS
 GRINDING PART 2 Grinding Grinding is a material removal process accomplished by abrasive particles that are contained in a bonded grinding wheel rotating at very high surface speeds. The rotating grinding
GRINDING PART 2 Grinding Grinding is a material removal process accomplished by abrasive particles that are contained in a bonded grinding wheel rotating at very high surface speeds. The rotating grinding
Investigations of spray painting processes using an airless spray gun
 ILASS Europe 2011, 24th European Conference on Liquid Atomization and Spray Systems, Estoril, Portugal, September 2011 Investigations of spray painting processes using an airless spray gun Q. Ye 1, B.
ILASS Europe 2011, 24th European Conference on Liquid Atomization and Spray Systems, Estoril, Portugal, September 2011 Investigations of spray painting processes using an airless spray gun Q. Ye 1, B.
A Review on Optimization of Process Parameters for Material Removal Rate and Surface Roughness for SS 202 Material During Face Milling Operation
 IJIRST International Journal for Innovative Research in Science & Technology Volume 1 Issue 11 April 2015 ISSN (online): 2349-6010 A Review on Optimization of Process Parameters for Material Removal Rate
IJIRST International Journal for Innovative Research in Science & Technology Volume 1 Issue 11 April 2015 ISSN (online): 2349-6010 A Review on Optimization of Process Parameters for Material Removal Rate
Advanced Machining Processes Professor Vijay K. Jain Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture 06
 Advanced Machining Processes Professor Vijay K. Jain Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture 06 (Refer Slide Time: 00:17) Today we are going to discuss about
Advanced Machining Processes Professor Vijay K. Jain Department of Mechanical Engineering Indian Institute of Technology, Kanpur Lecture 06 (Refer Slide Time: 00:17) Today we are going to discuss about
Wear Analysis of Multi Point Milling Cutter using FEA
 Wear Analysis of Multi Point Milling Cutter using FEA Vikas Patidar 1, Prof. Kamlesh Gangrade 2, Dr. Suman Sharma 3 1 M. E Production Engineering and Engineering Design, Sagar Institute of Research & Technology,
Wear Analysis of Multi Point Milling Cutter using FEA Vikas Patidar 1, Prof. Kamlesh Gangrade 2, Dr. Suman Sharma 3 1 M. E Production Engineering and Engineering Design, Sagar Institute of Research & Technology,
Finishing Process. By Prof.A.Chandrashekhar
 Finishing Process By Prof.A.Chandrashekhar Introduction Finishing process are different from other manufacturing processes. The distinction between the finishing processes and other manufacturing processes
Finishing Process By Prof.A.Chandrashekhar Introduction Finishing process are different from other manufacturing processes. The distinction between the finishing processes and other manufacturing processes
Understanding the Wire EDM Process
 5 Understanding the Wire EDM Process 81 Accuracy and Tolerances Wire EDM is extremely accurate. Many machines move in increments of 40 millionths of an inch (.00004") (.001 mm), some in 10 millionths of
5 Understanding the Wire EDM Process 81 Accuracy and Tolerances Wire EDM is extremely accurate. Many machines move in increments of 40 millionths of an inch (.00004") (.001 mm), some in 10 millionths of
Finishing first how automated systems improve the productivity and repeatability of wafer lapping and polishing
 Finishing first how automated systems improve the productivity and repeatability of wafer lapping and polishing Author: Mark Kennedy www.logitech.uk.com Overview The lapping and polishing of wafers for
Finishing first how automated systems improve the productivity and repeatability of wafer lapping and polishing Author: Mark Kennedy www.logitech.uk.com Overview The lapping and polishing of wafers for
Parameter Optimization by Taguchi Methods for Polishing LiTaO3 Substrate. Using Force-induced Rheological Polishing Method
 ISAAT2018 Parameter Optimization by Taguchi Methods for Polishing LiTaO3 Substrate Using Force-induced Rheological Polishing Method Shihao Chen 1,a, Binghai Lv 1, b*,julong Yuan 1,c, Ping Zhao 1,d, Qi
ISAAT2018 Parameter Optimization by Taguchi Methods for Polishing LiTaO3 Substrate Using Force-induced Rheological Polishing Method Shihao Chen 1,a, Binghai Lv 1, b*,julong Yuan 1,c, Ping Zhao 1,d, Qi
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM)
, ELECTRO-CHEMICAL MACHINING (ECM)") NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
NON-TRADITIONAL MACHINING PROCESSES ULTRASONIC, ELECTRO-DISCHARGE MACHINING (EDM), ELECTRO-CHEMICAL MACHINING (ECM) A machining process is called non-traditional if its material removal mechanism is basically
RESEARCH PAPERS FACULTY OF MATERIALS SCIENCE AND TECHNOLOGY IN TRNAVA, SLOVAK UNIVERSITY OF TECHNOLOGY IN BRATISLAVA, 2016 Volume 24, Number 39
 RESEARCH PAPERS FACULTY OF MATERIALS SCIENCE AND TECHNOLOGY IN TRNAVA SLOVAK UNIVERSITY OF TECHNOLOGY IN BRATISLAVA 2016 Volume 24, Number 39 APPLICATION OF NUMERICAL SIMULATION FOR THE ANALYSIS OF THE
RESEARCH PAPERS FACULTY OF MATERIALS SCIENCE AND TECHNOLOGY IN TRNAVA SLOVAK UNIVERSITY OF TECHNOLOGY IN BRATISLAVA 2016 Volume 24, Number 39 APPLICATION OF NUMERICAL SIMULATION FOR THE ANALYSIS OF THE
Numerical and experimental study of spray coating using air-assisted high pressure atomizers
 ICLASS 2012, 12 th Triennial International Conference on Liquid Atomization and Spray Systems, Heidelberg, Germany, September 2-6, 2012 Numerical and experimental study of spray coating using air-assisted
ICLASS 2012, 12 th Triennial International Conference on Liquid Atomization and Spray Systems, Heidelberg, Germany, September 2-6, 2012 Numerical and experimental study of spray coating using air-assisted
HONING OPERATIONAL INFORMATION & TROUBLE SHOOTING DATA
 3225 Ave E East, Arlington TX 76011 www.abrasivehones.com 1-800-966-7574 - Fax 817-695-1001 Sales@SSUNL.com HONING OPERATIONAL INFORMATION & TROUBLE SHOOTING DATA Page 1: Page 2: Page 3: Page 4: Page 5:
3225 Ave E East, Arlington TX 76011 www.abrasivehones.com 1-800-966-7574 - Fax 817-695-1001 Sales@SSUNL.com HONING OPERATIONAL INFORMATION & TROUBLE SHOOTING DATA Page 1: Page 2: Page 3: Page 4: Page 5:
Wear of the blade diamond tools in truing vitreous bond grinding wheels Part I. Wear measurement and results
 Wear 250 (2001) 587 592 Wear of the blade diamond tools in truing vitreous bond grinding wheels Part I. Wear measurement and results Albert J. Shih a,, Jeffrey L. Akemon b a Department of Mechanical and
Wear 250 (2001) 587 592 Wear of the blade diamond tools in truing vitreous bond grinding wheels Part I. Wear measurement and results Albert J. Shih a,, Jeffrey L. Akemon b a Department of Mechanical and
Materials & Processes in Manufacturing
 2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 21 Fundamentals of Chip Type Machining Processes 1 Materials Processing 2003 Bill Young 2 Introduction Machining is the process of
2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 21 Fundamentals of Chip Type Machining Processes 1 Materials Processing 2003 Bill Young 2 Introduction Machining is the process of
DESIGN AND FABRICATION OF GRINDING ATTACHMENT FOR LATHE MACHINE TOOL
 DESIGN AND FABRICATION OF GRINDING ATTACHMENT FOR LATHE MACHINE TOOL Pratik Chavan 1, Sanket Desale 2, Ninad Kantela 3, Priyanka Thanage 4 Prasad Bari 5 1,2,3,4 B.E. Students, Fr. C Rodrigues Institute
DESIGN AND FABRICATION OF GRINDING ATTACHMENT FOR LATHE MACHINE TOOL Pratik Chavan 1, Sanket Desale 2, Ninad Kantela 3, Priyanka Thanage 4 Prasad Bari 5 1,2,3,4 B.E. Students, Fr. C Rodrigues Institute
Modeling and Analysis of a Surface Milling Cutter Using Finite Element Analysis
 International Journal of Engineering Research and Development e-issn: 2278-067X, p-issn : 2278-800X, www.ijerd.com Volume 4, Issue 10 (November 2012), PP. 49-54 Modeling and Analysis of a Surface Milling
International Journal of Engineering Research and Development e-issn: 2278-067X, p-issn : 2278-800X, www.ijerd.com Volume 4, Issue 10 (November 2012), PP. 49-54 Modeling and Analysis of a Surface Milling
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Multi Response Optimization of CNC Turning of Aluminum alloy (AA- 1199) by using Grey Relational Analysis
 by using Grey Relational Analysis") Multi Response Optimization of CNC Turning of Aluminum alloy (AA- ) by using Grey Relational Analysis Parvinder Singh, Dr. Beant Singh Mtech Student, PCET, Lalru, Punjab Professor, PCET, Lalru, Punjab
Multi Response Optimization of CNC Turning of Aluminum alloy (AA- ) by using Grey Relational Analysis Parvinder Singh, Dr. Beant Singh Mtech Student, PCET, Lalru, Punjab Professor, PCET, Lalru, Punjab
COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC
 COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC Luca, A.; Popan, I.A.; Balas, M.; Blaga, L.; Bâlc, N.; alina.luca@tcm.utcluj.ro ioan.popan@tcm.utcluj.ro monica_balas@yahoo.com lucia.blaga@math.utcluj.ro
COMPARISON BETWEEN THE ACCURACY AND EFFICIENCY OF EDMWC AND WJC Luca, A.; Popan, I.A.; Balas, M.; Blaga, L.; Bâlc, N.; alina.luca@tcm.utcluj.ro ioan.popan@tcm.utcluj.ro monica_balas@yahoo.com lucia.blaga@math.utcluj.ro
Profiting with Wire EDM
 3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
coefficient of magnetostriction elongation is Dell l by l. So it was discovered by Joule at Manchester (Refer Slide Time: 01:35)
") Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 01 Lecture - 03 Ultrasonic Machining Part II Welcome to the course on advanced
Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 01 Lecture - 03 Ultrasonic Machining Part II Welcome to the course on advanced
118. Study on the polishing of curved pipe parts by solid liquid two phase abrasive flow
 118. Study on the polishing of curved pipe parts by solid liquid two phase abrasive flow Junye Li 1, Ningning Su 2, Zhao Weihong 3, Yanlu Yi 4, Jinglei Hu 5 College of Mechanical and Electric Engineering,
118. Study on the polishing of curved pipe parts by solid liquid two phase abrasive flow Junye Li 1, Ningning Su 2, Zhao Weihong 3, Yanlu Yi 4, Jinglei Hu 5 College of Mechanical and Electric Engineering,
Introduction to Waterjet
 Introduction to Waterjet Fastest growing machining process One of the most versatile machining processes Compliments other technologies such as milling, laser, EDM, plasma and routers True cold cutting
Introduction to Waterjet Fastest growing machining process One of the most versatile machining processes Compliments other technologies such as milling, laser, EDM, plasma and routers True cold cutting
PIV Measurements of Flow immediately above Woven Fabrics
 PIV Measurements of Flow immediately above Woven Fabrics Haiya Peng Master of Applied Science in Mechanical Engineering University of British Columbia May 4, 2011 PaperCon 2011 Page 2158 Introduction Paper
PIV Measurements of Flow immediately above Woven Fabrics Haiya Peng Master of Applied Science in Mechanical Engineering University of British Columbia May 4, 2011 PaperCon 2011 Page 2158 Introduction Paper
Experimental Studies on Perpendicularity of Drilling Operation using DOE
 Volume,Issue 3, April 24, e-issn: 2348-447, print-issn:2348-646 Experimental Studies on Perpendicularity of Drilling Operation using DOE B. P. Patel, Prof. (Dr.) P. M. George 2, Prof. (Dr.) V.J.Patel 3
Volume,Issue 3, April 24, e-issn: 2348-447, print-issn:2348-646 Experimental Studies on Perpendicularity of Drilling Operation using DOE B. P. Patel, Prof. (Dr.) P. M. George 2, Prof. (Dr.) V.J.Patel 3
A Study on the Micro Tool Fabrication using Electrolytic In-process Dressing
 A Study on the Micro Tool Fabrication using Electrolytic In-process Dressing Hyunwoo Lee 1, Jaeyoung Choi 1, Haedo Jeong 1 Seokwoo Lee 2, Honzong Choi 2 1 Department of Precision Mechanical Engineering,
A Study on the Micro Tool Fabrication using Electrolytic In-process Dressing Hyunwoo Lee 1, Jaeyoung Choi 1, Haedo Jeong 1 Seokwoo Lee 2, Honzong Choi 2 1 Department of Precision Mechanical Engineering,
PROCESS MONITORING OF ABRASIVE FLOW MACHINING USING A NEURAL NETWORK PREDICTIVE MODEL
 PROCESS MONITORING OF ABRASIVE FLOW MACHINING USING A NEURAL NETWORK PREDICTIVE MODEL Sarah S. Y. Lam and Alice E. Smith Department of Industrial Engineering 1048 Benedum Hall University of Pittsburgh
PROCESS MONITORING OF ABRASIVE FLOW MACHINING USING A NEURAL NETWORK PREDICTIVE MODEL Sarah S. Y. Lam and Alice E. Smith Department of Industrial Engineering 1048 Benedum Hall University of Pittsburgh
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Cutting Strategies for Forging Die Manufacturing on CNC Milling Machines
 Cutting Strategies for Forging Die Manufacturing on CNC Milling Machines Kore Sai Kumar M Tech (Advanced Manufacturing Systems) Department of Mechanical Engineering, Bheema Institute of Technology & Science
Cutting Strategies for Forging Die Manufacturing on CNC Milling Machines Kore Sai Kumar M Tech (Advanced Manufacturing Systems) Department of Mechanical Engineering, Bheema Institute of Technology & Science
INNOVATIONS CATALOGUE HARVI III Ball Nose
 www.kennametal.com INNOVATIONS CATALOGUE HARVI III Ball Nose HARVI III Ball Nose High-Performance Solid Carbide End Mills Primary Application HARVI III Ball Nose tooling takes high-performance profiling,
www.kennametal.com INNOVATIONS CATALOGUE HARVI III Ball Nose HARVI III Ball Nose High-Performance Solid Carbide End Mills Primary Application HARVI III Ball Nose tooling takes high-performance profiling,
MACHINE TOOLS GRINDING MACHINE TOOLS
 MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
MACHINE TOOLS GRINDING MACHINE TOOLS GRINDING MACHINE TOOLS Grinding in generally considered a finishing operation. It removes metal comparatively in smaller volume. The material is removed in the form
FORM ERROR AND HARDNESS PERFORMANCE OF ROCKWELL DIAMOND INDENTERS
 FORM ERROR AND HARDNESS PERFORMANCE OF ROCKWELL DIAMOND INDENTERS J. Song 1, S. Low 1 and L. Ma 2 1 National Institute of Standards and Technology Gaithersburg, MD 20899, USA 2 Department of Mechanical
FORM ERROR AND HARDNESS PERFORMANCE OF ROCKWELL DIAMOND INDENTERS J. Song 1, S. Low 1 and L. Ma 2 1 National Institute of Standards and Technology Gaithersburg, MD 20899, USA 2 Department of Mechanical
Makrolon Solid Polycarbonate Sheets
 1. General remarks Tools sheets can be machined using the standard tools commonly used for metal and woodworking. We recommend carbide-tipped tools. Above all, it is important to use sharp cutting tools
1. General remarks Tools sheets can be machined using the standard tools commonly used for metal and woodworking. We recommend carbide-tipped tools. Above all, it is important to use sharp cutting tools
So first one is the V. K. Jain written by V.K. Jain, Advanced Machining Processes published by Allied Publishers in Second one is the Gary F.
 Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 01 Lecture - 01 Introduction to advanced machining processes So welcome
Advanced Machining Processes Dr. Manas Das Department of Mechanical Engineering Indian Institute of Technology Guwahati Module - 01 Lecture - 01 Introduction to advanced machining processes So welcome
Improved Cooling unit with Automatic Temperature Controller for Enhancing the Life of Ice Bonded Abrasive Polishing Tool
 Improved Cooling unit with Automatic Temperature Controller for Enhancing the Life of Ice Bonded Abrasive Polishing Tool S.Rambabu 1 and N. Ramesh Babu 2 * 1 Department of Mechanical Engineering, Indian
Improved Cooling unit with Automatic Temperature Controller for Enhancing the Life of Ice Bonded Abrasive Polishing Tool S.Rambabu 1 and N. Ramesh Babu 2 * 1 Department of Mechanical Engineering, Indian
Experimental Investigation Of The Real Contact Arc Length Measurement In The Cylindrical Plunge Grinding
 Experimental Investigation Of The Real Contact Arc Length Measurement In The Cylindrical Plunge Grinding Jingzhu PANG 1, a *, Chongjun WU 1,,b, Beizhi LI 1,c, Yaqin ZHOU 1,d and Steven Y. LIANG,e 1 Donghua
Experimental Investigation Of The Real Contact Arc Length Measurement In The Cylindrical Plunge Grinding Jingzhu PANG 1, a *, Chongjun WU 1,,b, Beizhi LI 1,c, Yaqin ZHOU 1,d and Steven Y. LIANG,e 1 Donghua
APPLICATION OF ABRASIVE WATER JET MACHINING IN FABRICATING MICRO TOOLS FOR EDM FOR PRODUCING ARRAY OF SQUARE HOLES
 APPLICATION OF ABRASIVE WATER JET MACHINING IN FABRICATING MICRO TOOLS FOR EDM FOR PRODUCING ARRAY OF SQUARE HOLES Vijay Kumar Pal 1*, S.K. Choudhury 2 1* Ph.D. Scholar, Indian Institute of Technology
APPLICATION OF ABRASIVE WATER JET MACHINING IN FABRICATING MICRO TOOLS FOR EDM FOR PRODUCING ARRAY OF SQUARE HOLES Vijay Kumar Pal 1*, S.K. Choudhury 2 1* Ph.D. Scholar, Indian Institute of Technology
FINITE ELEMENT ANALYSIS OF SINGLE POINT CUTTING TOOL
 FINITE ELEMENT ANALYSIS OF SINGLE POINT CUTTING TOOL Poonam D. Kurekar, S. D. Khamankar 2 M-Tech Student, Mechanical Engineering, Rajiv Gandhi College of Engineering and Research Technology, MH, India
FINITE ELEMENT ANALYSIS OF SINGLE POINT CUTTING TOOL Poonam D. Kurekar, S. D. Khamankar 2 M-Tech Student, Mechanical Engineering, Rajiv Gandhi College of Engineering and Research Technology, MH, India
Chapter 26 Abrasive Machining Processes. Materials Processing ABRASIVE MACHINING 10/11/2014. MET Manufacturing Processes
 MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
MET 33800 Manufacturing Processes Chapter 26 Abrasive Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Materials Processing Chapters
Electrical Discharge Machining - Wire Cut. Presented and Arranged by: Khairu bin Kamarudin
 Electrical Discharge Machining - Wire Cut Presented and Arranged by: Khairu bin Kamarudin Introduction EDM Wire Cut Machining method primarily used for hard metals or those that would be impossible to
Electrical Discharge Machining - Wire Cut Presented and Arranged by: Khairu bin Kamarudin Introduction EDM Wire Cut Machining method primarily used for hard metals or those that would be impossible to
CHAPTER 2 ELECTROMAGNETIC FORCE AND DEFORMATION
 18 CHAPTER 2 ELECTROMAGNETIC FORCE AND DEFORMATION 2.1 INTRODUCTION Transformers are subjected to a variety of electrical, mechanical and thermal stresses during normal life time and they fail when these
18 CHAPTER 2 ELECTROMAGNETIC FORCE AND DEFORMATION 2.1 INTRODUCTION Transformers are subjected to a variety of electrical, mechanical and thermal stresses during normal life time and they fail when these
BASIC TECHNICAL INFORMATION FOR REAMERS FLUTE STYLES
 BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
DESIGN FOR POLISHING AND PLATING
 DESIGN FOR POLISHING AND PLATING Polishing and plating are generally considered to be a part of finishing process. Polishing processes Conventional polishing In conventional polishing, surface irregularities
DESIGN FOR POLISHING AND PLATING Polishing and plating are generally considered to be a part of finishing process. Polishing processes Conventional polishing In conventional polishing, surface irregularities
nanovea.com PROFILOMETERS 3D Non Contact Metrology
 PROFILOMETERS 3D Non Contact Metrology nanovea.com PROFILOMETER INTRO Nanovea 3D Non-Contact Profilometers are designed with leading edge optical pens using superior white light axial chromatism. Nano
PROFILOMETERS 3D Non Contact Metrology nanovea.com PROFILOMETER INTRO Nanovea 3D Non-Contact Profilometers are designed with leading edge optical pens using superior white light axial chromatism. Nano
Excerpts from Cutting Tool Engineering Magazine September 2011 Issue
 Excerpts from Cutting Tool Engineering Magazine September 2011 Issue M&S hold tolerances down to 0.00002 on ground parts. Shown is a secondary diameter of 0.010 being ground on a cardiac guide wire. A
Excerpts from Cutting Tool Engineering Magazine September 2011 Issue M&S hold tolerances down to 0.00002 on ground parts. Shown is a secondary diameter of 0.010 being ground on a cardiac guide wire. A
OPTIMIZATION OF MULTIPLE PERFORMANCE CHARACTERISTICS IN EDM PROCESS OF HPM 38 TOOL STEEL USING RESPONSE SURFACE METHODOLOGY AND NON-LINEAR PROGRAMMING
 VOL., NO., JANUARY ISSN 89-8 - Asian Research Publishing Network (ARPN). All rights reserved. OPTIMIZATION OF MULTIPLE PERFORMANCE CHARACTERISTICS IN EDM PROCESS OF HPM 38 TOOL STEEL USING RESPONSE SURFACE
VOL., NO., JANUARY ISSN 89-8 - Asian Research Publishing Network (ARPN). All rights reserved. OPTIMIZATION OF MULTIPLE PERFORMANCE CHARACTERISTICS IN EDM PROCESS OF HPM 38 TOOL STEEL USING RESPONSE SURFACE
Grinding. Vipin K Sharma
 Grinding Grinding It is a material cutting process which engages an abrasive tool(in the form of a wheel) whose cutting elements are grains of abrasive material known as grit. These grits are characterized
Grinding Grinding It is a material cutting process which engages an abrasive tool(in the form of a wheel) whose cutting elements are grains of abrasive material known as grit. These grits are characterized
CERAMICS PROCESSING. SURFACE ENGINEERING THROUGH DIAMOND EXPERTISE Grinding, Lapping and Honing
 CERAMICS PROCESSING SURFACE ENGINEERING THROUGH DIAMOND EXPERTISE Grinding, Lapping and Honing ENGIS SINGLE-PASS PROCESS SURFACE ENGINEERING THROUGH DIAMOND EXPERTISE Designed to maximize the advantages
CERAMICS PROCESSING SURFACE ENGINEERING THROUGH DIAMOND EXPERTISE Grinding, Lapping and Honing ENGIS SINGLE-PASS PROCESS SURFACE ENGINEERING THROUGH DIAMOND EXPERTISE Designed to maximize the advantages
Total Related Training Instruction (RTI) Hours: 144
 Hours: 144") Total Related Training (RTI) Hours: 144 Learning Unit Unit 1: Benchwork and Layout Layout tools Tapping Reaming Filing Engraving Stamping Unit 2: Cutting and Drilling Cutting Operations Drilling Operations
Total Related Training (RTI) Hours: 144 Learning Unit Unit 1: Benchwork and Layout Layout tools Tapping Reaming Filing Engraving Stamping Unit 2: Cutting and Drilling Cutting Operations Drilling Operations
Setting up and Using Digital Micrometer Controlled Lapping Fixtures
 Setting up and Using Digital Micrometer Controlled Lapping Fixtures Purpose polishing fixtures are commonly used in materials preparation labs around the world. Lapping fixtures provide stability, precision,
Setting up and Using Digital Micrometer Controlled Lapping Fixtures Purpose polishing fixtures are commonly used in materials preparation labs around the world. Lapping fixtures provide stability, precision,
Manufacturing Process of the Hubble Space Telescope s Primary Mirror
 Kirkwood 1 Manufacturing Process of the Hubble Space Telescope s Primary Mirror Chase Kirkwood EME 050 Winter 2017 03/11/2017 Kirkwood 2 Abstract- The primary mirror of the Hubble Space Telescope was a
Kirkwood 1 Manufacturing Process of the Hubble Space Telescope s Primary Mirror Chase Kirkwood EME 050 Winter 2017 03/11/2017 Kirkwood 2 Abstract- The primary mirror of the Hubble Space Telescope was a
Study on Grinding of Titanium Alloy with Electrostatic Spraying Coating Wheel WANG Xiaowei a, HUO Wenguo b, CAI Lanrong c
 5th International Conference on Information Engineering for Mechanics and Materials (ICIMM 2015) Study on Grinding of Titanium Alloy with Electrostatic Spraying Coating Wheel WANG Xiaowei a, HUO Wenguo
5th International Conference on Information Engineering for Mechanics and Materials (ICIMM 2015) Study on Grinding of Titanium Alloy with Electrostatic Spraying Coating Wheel WANG Xiaowei a, HUO Wenguo
EXPERIMENTAL INVESTIGATION OF EFFECT OF CUTTING PARAMETERS ON HSS TOOL LIFE IN TURNING OPERATION
 EXPERIMENTAL INVESTIGATION OF EFFECT OF CUTTING PARAMETERS ON HSS TOOL LIFE IN TURNING OPERATION Nitin Jain 1, Prof. Swati D. Chaugaonkar 2 1 Nitin Jain Student, M.E. (Tribology and maintenance), 2 Assistant
EXPERIMENTAL INVESTIGATION OF EFFECT OF CUTTING PARAMETERS ON HSS TOOL LIFE IN TURNING OPERATION Nitin Jain 1, Prof. Swati D. Chaugaonkar 2 1 Nitin Jain Student, M.E. (Tribology and maintenance), 2 Assistant
Diamond Wire Guidance.
 Diamond Wire Guidance www.mactechoffshore.com An overview of wire types and applications There are many different types of diamond wire, each with advantages and best use applications depending on the
Diamond Wire Guidance www.mactechoffshore.com An overview of wire types and applications There are many different types of diamond wire, each with advantages and best use applications depending on the
Grinding Process Validation Approach (gpva)
") Journal of Physical Science and Application 7 (5) (217) 4-47 doi:1.17265/2159-5348/217.5.4 D DAVID PUBLISHING Grinding Process Validation Approach (gpva) C. Vogt 1, O. Faehnle 2 and R. Rascher 1 1. IPH
Journal of Physical Science and Application 7 (5) (217) 4-47 doi:1.17265/2159-5348/217.5.4 D DAVID PUBLISHING Grinding Process Validation Approach (gpva) C. Vogt 1, O. Faehnle 2 and R. Rascher 1 1. IPH
INNOVATIONS CATALOG HARVI III Ball Nose
 www.kennametal.com INNOVATIONS CATALOG HARVI III Ball Nose HARVI III Ball Nose High-Performance Solid Carbide End Mills Primary Application HARVI III Ball Nose tooling takes high-performance profiling,
www.kennametal.com INNOVATIONS CATALOG HARVI III Ball Nose HARVI III Ball Nose High-Performance Solid Carbide End Mills Primary Application HARVI III Ball Nose tooling takes high-performance profiling,
Methods of increasing the quality of thread pitches
 Agronomy Research 11 (1), 133 138, 013 Methods of increasing the quality of thread pitches V.V. Мaksarov* and A.I. Keksin National Mineral Resources University Mining University, 1 Line, house, Vasilevsky
Agronomy Research 11 (1), 133 138, 013 Methods of increasing the quality of thread pitches V.V. Мaksarov* and A.I. Keksin National Mineral Resources University Mining University, 1 Line, house, Vasilevsky
Experimental Investigation of Effect of Process Parameters on Material Removal Rate during WEDM
 International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2016 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Experimental
International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2016 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Experimental
NONTRADITIONAL MACHINING
 NONTRADITIONAL MACHINING INTRODUCTION Machining processes that involve chip formation have a number of inherent limitations which limit their application in industry. Large amounts of energy are expended
NONTRADITIONAL MACHINING INTRODUCTION Machining processes that involve chip formation have a number of inherent limitations which limit their application in industry. Large amounts of energy are expended
Abrasive Machining Processes. N. Sinha, Mechanical Engineering Department, IIT Kanpur
 Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Finite element analysis of circular cross sections subjected to combined loading
 ISSN 2395-1621 Finite element analysis of circular cross sections subjected to combined loading #1 Ajinkya Patil *, #2 DevrajSonavane *, #3 Suhasini Desai * 1 ajinkyar15@gmail.com 2 Devraj.Sonavane@akersolutions.com
ISSN 2395-1621 Finite element analysis of circular cross sections subjected to combined loading #1 Ajinkya Patil *, #2 DevrajSonavane *, #3 Suhasini Desai * 1 ajinkyar15@gmail.com 2 Devraj.Sonavane@akersolutions.com
Grinding polycrystalline diamond using a diamond grinding wheel
 University of Wollongong Research Online University of Wollongong Thesis Collection 1954-2016 University of Wollongong Thesis Collections 2006 Grinding polycrystalline diamond using a diamond grinding
University of Wollongong Research Online University of Wollongong Thesis Collection 1954-2016 University of Wollongong Thesis Collections 2006 Grinding polycrystalline diamond using a diamond grinding
PRESENTATION OF METALLURGICAL SUPPLIES A METALLOGRAPHY WORLD CORPORATION POLISHING CLOTH'S
 PRESENTATION OF METALLURGICAL SUPPLIES A METALLOGRAPHY WORLD CORPORATION POLISHING CLOTH'S PREMIUM POLISHING CLOTH SAMPLE CARD AVAILABLE Quick reference guide cross compares to Struers & Buehler Cloth
PRESENTATION OF METALLURGICAL SUPPLIES A METALLOGRAPHY WORLD CORPORATION POLISHING CLOTH'S PREMIUM POLISHING CLOTH SAMPLE CARD AVAILABLE Quick reference guide cross compares to Struers & Buehler Cloth
Investigation of Effect of Chatter Amplitude on Surface Roughness during End Milling of Medium Carbon Steel
 Proceedings of the 2010 International Conference on Industrial Engineering and Operations Management Dhaka, Bangladesh, January 9 10, 2010 Investigation of Effect of Chatter Amplitude on Surface Roughness
Proceedings of the 2010 International Conference on Industrial Engineering and Operations Management Dhaka, Bangladesh, January 9 10, 2010 Investigation of Effect of Chatter Amplitude on Surface Roughness
7 ABRASIVE AND NON-TRADITIONAL
 7 ABRASIVE AND NON-TRADITIONAL PROCESSES CHAPTER CONTENTS 7.1 Grinding Definitions Cutting conditions in grinding Wheel wear Surface finish and effects of cutting temperature Grinding wheel Grinding operations
7 ABRASIVE AND NON-TRADITIONAL PROCESSES CHAPTER CONTENTS 7.1 Grinding Definitions Cutting conditions in grinding Wheel wear Surface finish and effects of cutting temperature Grinding wheel Grinding operations
Tool and Die Maker Level 2
 Level 2 B2 Read and Interpret Drawings II Duration: 32 hours 32 hours 0 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary to read and interpret
Level 2 B2 Read and Interpret Drawings II Duration: 32 hours 32 hours 0 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary to read and interpret
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT III THEORY OF METAL CUTTING Broad classification of Engineering Manufacturing Processes. It is extremely difficult to tell the exact number of various manufacturing processes
MANUFACTURING TECHNOLOGY UNIT III THEORY OF METAL CUTTING Broad classification of Engineering Manufacturing Processes. It is extremely difficult to tell the exact number of various manufacturing processes
The Investigation of EDM Parameters on Electrode Wear Ratio
 Research Journal of Applied Sciences, Engineering and Technology 4(10): 1295-1299, 2012 ISSN: 2040-7467 Maxwell Scientific Organization, 2012 Submitted: December 09, 2011 Accepted: January 04, 2012 Published:
Research Journal of Applied Sciences, Engineering and Technology 4(10): 1295-1299, 2012 ISSN: 2040-7467 Maxwell Scientific Organization, 2012 Submitted: December 09, 2011 Accepted: January 04, 2012 Published:
NON CONTACT VIBRATION MEASUREMENTS ON PARABOLIC SURFACE ANTENNA. Dorin Simoiu 1, Liviu Bereteu 1
 Analele Universităţii de Vest din Timişoara Vol. LVII, 2013 Seria Fizică NON CONTACT VIBRATION MEASUREMENTS ON PARABOLIC SURFACE ANTENNA Dorin Simoiu 1, Liviu Bereteu 1 1 Mechanical and Vibration Department,
Analele Universităţii de Vest din Timişoara Vol. LVII, 2013 Seria Fizică NON CONTACT VIBRATION MEASUREMENTS ON PARABOLIC SURFACE ANTENNA Dorin Simoiu 1, Liviu Bereteu 1 1 Mechanical and Vibration Department,
CHAPTER 4 GRINDING FORCE MEASUREMENT
 74 CHAPTER 4 GRINDING FORCE MEASUREMENT 4.1 INTRODUCTION It is practically difficult to adequately represent the grinding process by a system of equations based on physical reasoning. The random shapes
74 CHAPTER 4 GRINDING FORCE MEASUREMENT 4.1 INTRODUCTION It is practically difficult to adequately represent the grinding process by a system of equations based on physical reasoning. The random shapes
An Alternative Formulation for Determining Stiffness of Members with Bolted Connections
 An Alternative Formulation for Determining Stiffness of Members with Bolted Connections Mr. B. Routh Post Graduate Student Department of Civil Engineering National Institute of Technology Agartala Agartala,
An Alternative Formulation for Determining Stiffness of Members with Bolted Connections Mr. B. Routh Post Graduate Student Department of Civil Engineering National Institute of Technology Agartala Agartala,
CoroMill. All solutions at a glance
 CoroMill All solutions at a glance CoroMill Product overview Milling grades according to groups Shoulder milling CoroMill 316 CoroMill 490 CoroMill 790 Long edge cutter Insert size Max. cutting depth a
CoroMill All solutions at a glance CoroMill Product overview Milling grades according to groups Shoulder milling CoroMill 316 CoroMill 490 CoroMill 790 Long edge cutter Insert size Max. cutting depth a
Effect of Rake Angles on Cutting Forces for A Single Point Cutting Tool
 Effect of Rake Angles on Cutting Forces for A Single Point Cutting Tool Pradeesh A. R. 1 ; Mubeer M. P 2 ; Nandakishore B 3 ; Muhammed Ansar K 4 ; Mohammed Manzoor T. K 5 ; Muhammed Raees M. U 6 1Asst.
Effect of Rake Angles on Cutting Forces for A Single Point Cutting Tool Pradeesh A. R. 1 ; Mubeer M. P 2 ; Nandakishore B 3 ; Muhammed Ansar K 4 ; Mohammed Manzoor T. K 5 ; Muhammed Raees M. U 6 1Asst.
Optimization of Process Parameters to Achieve Nano Level Surface Quality on Polycarbonate
 Optimization of Process Parameters to Achieve Nano Level Surface Quality on Polycarbonate Neha Khatri CSIR-Central Scientific Instruments Organisation Chandigarh India, 160030 Vinod Mishra CSIR-Central
Optimization of Process Parameters to Achieve Nano Level Surface Quality on Polycarbonate Neha Khatri CSIR-Central Scientific Instruments Organisation Chandigarh India, 160030 Vinod Mishra CSIR-Central
Engis Corporation. Superabrasive Finishing Systems for Hydraulic Valves & Systems Machines Fixtures Tools
 Engis Corporation Superabrasive Finishing Systems for Hydraulic Valves & Systems Machines Fixtures Tools Engis Single-Pass Process Do you Manufacture Hydraulic Components for Aerospace, Construction or
Engis Corporation Superabrasive Finishing Systems for Hydraulic Valves & Systems Machines Fixtures Tools Engis Single-Pass Process Do you Manufacture Hydraulic Components for Aerospace, Construction or
High-speed rotary bell atomization of Newtonian and non-newtonian fluids
 ICLASS 2012, 12 th Triennial International Conference on Liquid Atomization and Spray Systems, Heidelberg, Germany, September 2-6, 2012 High-speed rotary bell atomization of Newtonian and non-newtonian
ICLASS 2012, 12 th Triennial International Conference on Liquid Atomization and Spray Systems, Heidelberg, Germany, September 2-6, 2012 High-speed rotary bell atomization of Newtonian and non-newtonian
Numerical Simulation and Analysis of Friction Drilling Process for Alumina Alloy using Ansys
 Numerical Simulation and Analysis of Friction Drilling Process for Alumina Alloy using Ansys 1Dr. A. Gopichand, Professor & HOD, Department of Mechanical Engineering, Swarnandhra college of Engineering
Numerical Simulation and Analysis of Friction Drilling Process for Alumina Alloy using Ansys 1Dr. A. Gopichand, Professor & HOD, Department of Mechanical Engineering, Swarnandhra college of Engineering
Finite Element Analysis of Multi-Fastened Bolted Joint Connecting Composite Components in Aircraft Structures
 Finite Element Analysis of Multi-Fastened Bolted Joint Connecting Composite Components in Aircraft Structures Dr. M Satyanarayana Gupta Professor & HoD, Dept. of Aeronautical Engineering MLRIT, Hyderabad.
Finite Element Analysis of Multi-Fastened Bolted Joint Connecting Composite Components in Aircraft Structures Dr. M Satyanarayana Gupta Professor & HoD, Dept. of Aeronautical Engineering MLRIT, Hyderabad.
Simulation of Laser Structuring by Three Dimensional Heat Transfer Model
 Simulation of Laser Structuring by Three Dimensional Heat Transfer Model Bassim Bachy, Joerg Franke Abstract In this study, a three dimensional numerical heat transfer model has been used to simulate the
Simulation of Laser Structuring by Three Dimensional Heat Transfer Model Bassim Bachy, Joerg Franke Abstract In this study, a three dimensional numerical heat transfer model has been used to simulate the