Design Guidelines. Pressure Forming
|
|
|
- Daisy Harris
- 6 years ago
- Views:
Transcription

1 Design Guidelines For Pressure Forming Plastics Design & Manufacturing Centennial, Colorado
2 Pressure Forming 101 This checklist is a guideline for the design and development of pressure formed parts in order to facilitate manufacturability, quality assurance and cost containment. There are several aspects in designing pressure formed parts which should be considered in product development. Attention to these aspects in the design and development of a pressure formed part will help provide a part which can be manufactured to the highest quality in a cost effective manner. Materials Part Size and Draw Ratios Surface Radii Draft Angles and Part Shape Undercuts and Ribbing Textures and Finishes Toleranceing Part Dimensioning Material Selection In looking at materials, consideration should be given to the environment the part is exposed to including U/V, temperature and chemical exposures as well as structural requirements. In addition, toleranceing requirements should be taken into consideration since some materials are not as stable and tight tolerance will be difficult to achieve. Cosmetic requirements should also be reviewed when selecting raw materials in order to accommodate necessary esthetics such as color, textures as well as paint, shielding or part marking. Different raw materials will have varying positive or negative effects on the final product with respect to cosmetics and finish. Common materials include: ABS, Flame Retardant ABS, ABS/PVC, Acrylic/PVC, Polycarbonate, PETG, Polypropylene, Polyethylene, and HMWPE. Part Size and Draw Ratio While both large and small parts can be produced with the process, Pressure forming tends to be most competitive in medium to large parts, due to the competitive nature of small injection molded parts produced in very large quantities. One factor in determining cost is the draw ratio of the part being designed. This is the relationship between the sizes of the opening at the top of the tool and the surfaces the material must cover inside the tool cavity. For example: a female tooled part 12 L x 12 W x 6 D has a 12 x12 (144 sq.in.) opening at the top of the tool and the
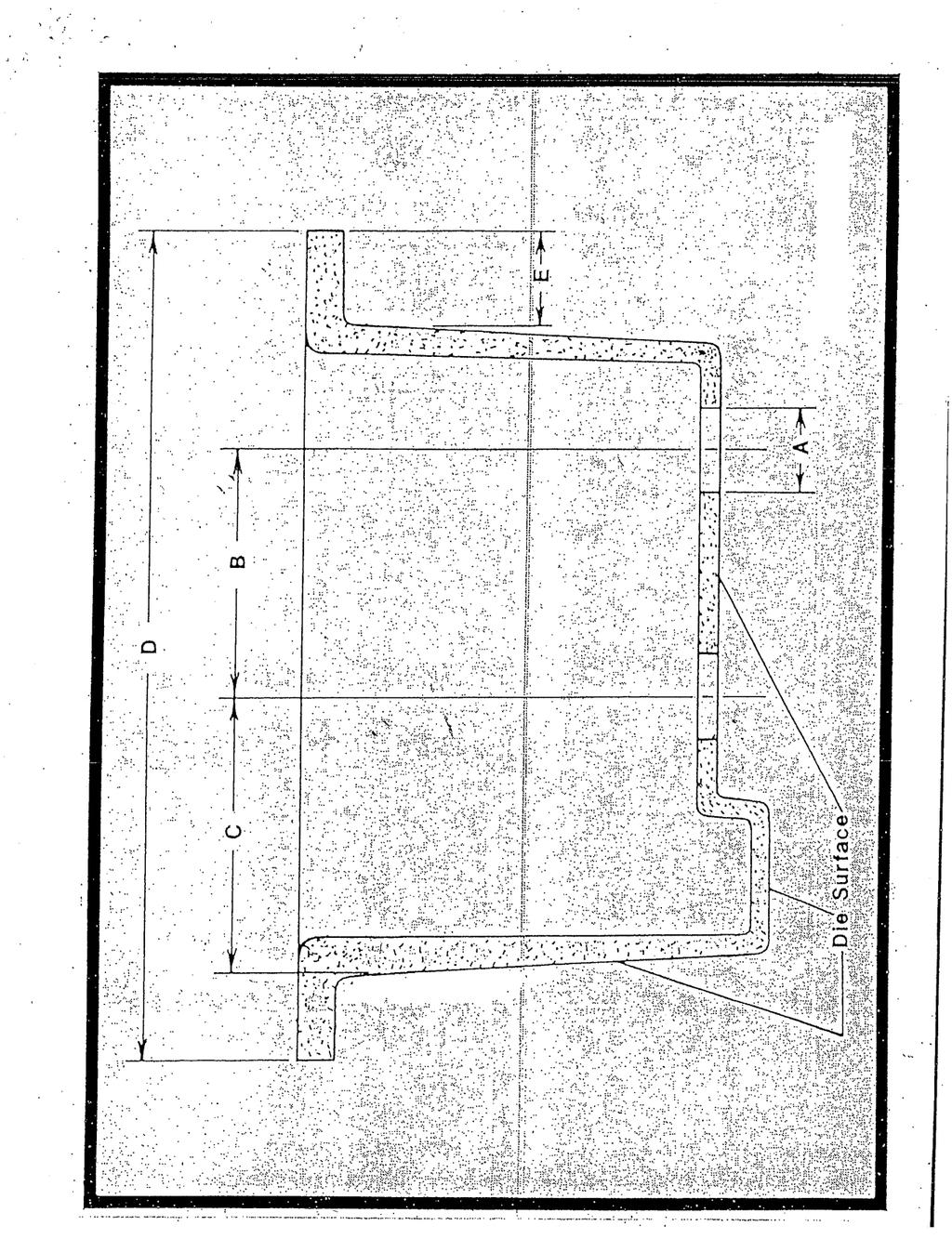
3 sheet material must be stretched down all 4 sidewalls 6 (4x (6 x12 )= 288sq.in.) and across the bottom 12 (1x (12 x12 )=144sq.in.). This area of = 432 sq.in. must be covered by the 12 x 12 (144 sq.in.) of material at top opening of tool. This represents a draw ratio of 3.0 (432sq.in. / 144sq.in.). If a nominal wall thickness of.100 was desired on the finished part the starting gauge of material need to form the part would be approximately 3.0 times the nominal wall thickness or.300 thick. Although a 3 /1 ratio is an industry maximum for manufacturability, parts with greater draw ratios can be achieved through alternative process techniques and engineering adjustments. This information is also used to determine the estimated material cost requirements which can be economized by taking these factors into account in the design process. Surface Radii As draw ratios increase so does the need to manage formed-in corner radii in order to: lessen the thinning affects of deep drawn parts, reduce stress and increase strength of sharp corners, as well as reduce costs associated with material starting gauges required to form into deep cavities with sharp corners. As a general rule the greater the draw ratio the greater the radii that are required on the part. Parts that are 12 deep or more should have radii of.50 or more depending on details. Conversely, sharp radii in shallow parts (less than 3 ) can achieve as tight as.015. Designing sufficient radius in the part will not only increase the strength and esthetic quality but reduce overall cost associated with material thickness reductions in the require material starting gauge. Draft Angles and Part Shape Draft angles and part shape are an important factor in releasing parts from the tool as well as promoting consistent forming characteristics. Pressure formed parts are generally formed into female cavities which require less draft than forming over males tools. This is because in a female cavity the part shrinks away from the tool surface and parts formed over male tools shrink to the tool. The general rule it is suggested that 1-3 degrees of draft be use on female cavities, depending on texture (if applicable) and 3-5 degrees on a male tool. When designing a pressure form part consideration should be taken for the relationship between part shape and formability. Draft angles, draw ratios and radii all work together to increase the formability and manage material costs. Angles less than 90 degrees can create costs due to added material thickness requirements, additional backfilling and fabrication requirements and quality issues due to material thinning and esthetics. Managing draft angle also allows for the nesting or stacking of parts to accommodate shipping constraints or functional use in conveying or warehousing applications.
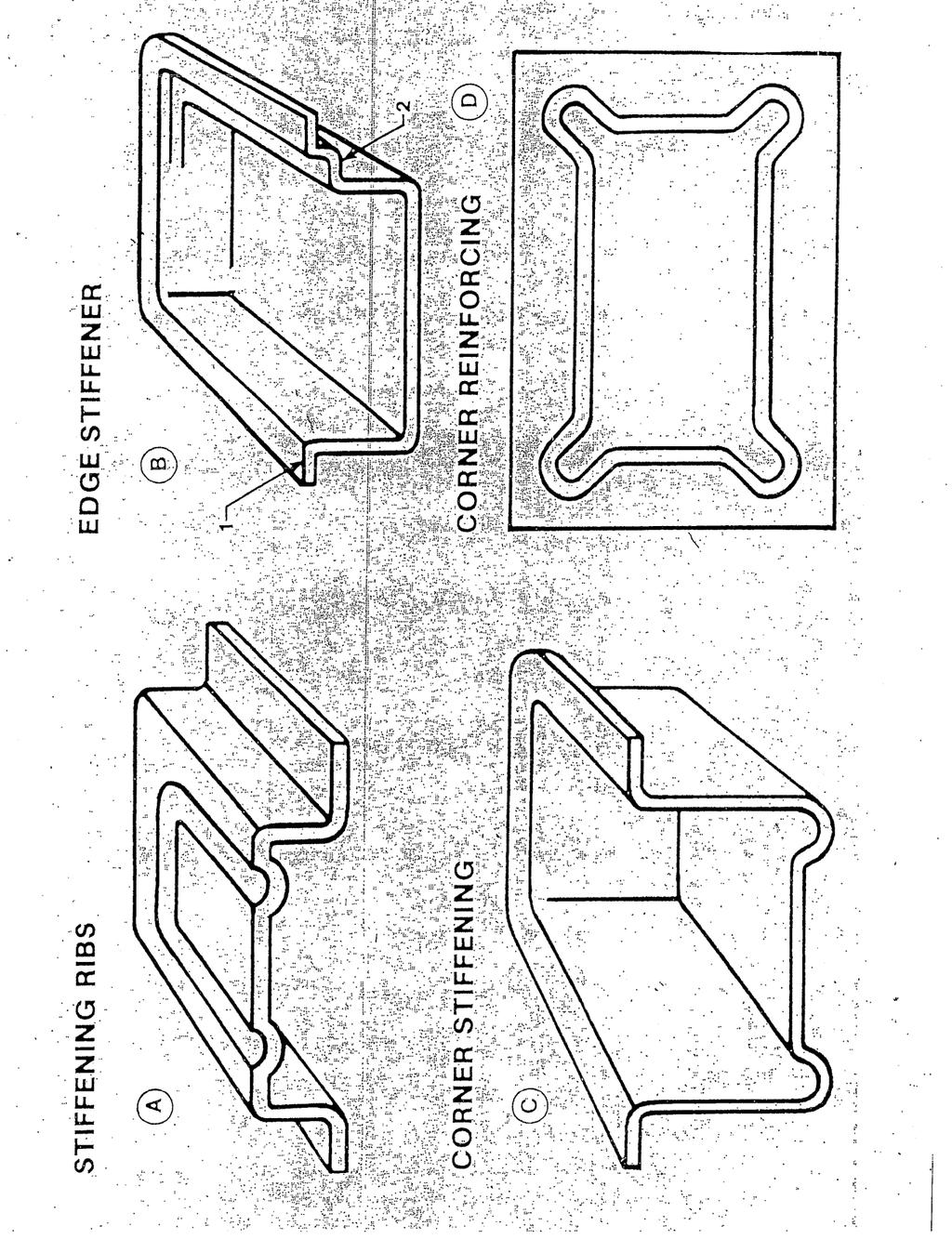
4 Undercuts and Ribbing The integration of undercuts, flanges and ribbing in pressure formed parts not only allows for detailed and controlled locating and mating of design lines and critical surfaces but also adds strength and rigidity to surfaces and corners. Typical undercuts should not exceed.375 especially where adjacent radii are less than.125, undercuts less than.125 can be formed with sharp radii. Ribbing is typically used on large parts to create rigidity across flat surfaces or corners and designing in crowned surfaces with as little as.020/in rise will also create rigidity across the crowned surface. While ribbing and crowning are very simple to incorporate into thermoform tooling, undercuts will require additional tooling development in order to be automated for large production or designed to be manually loaded for small or short run production requirements. Textures and Finishes Pressure forming allows for the forming of specific textures directly onto the part surface. While many textures are formable, fine textures.002 deep or less or not recommended as they can wash out in areas and become inconsistent. Course textures of.003 deep or more will form with better detail and consistency. While formed in texture may eliminate the need for painting, there will be fallout due to inability to repair any damage in processing which might affect the textured surface. In addition, minimum quantities of custom colored raw material could be cost prohibitive, depending and quantities and colors required. The other option is to paint the required surfaces; this option creates greater yields and also allows for refurbishing of parts in the field. Painting also gives the flexibility to produce endless colors in small quantities, and creates a finished look that can be matched to adjacent parts made from other process such as powder coated sheet metal. Other coating such as EMI / RFI shielding are typically use in electronic applications to control radio or electronic emissions. If part marking is required, very course textures well have an adverse affect on detailed printing or screening. Tolerancing In designing pressure formed parts toleranceing can play a key role in manufacturability and costing. That said over toleranceing a formed and trimmed part can make a simple part costly or even non-manufacturable. Always create dimensional datum points from tooled surfaces or machined surfaces only. There are 2 basic toleranceing positions to consider: formed in tolerances which will be larger and machined in tolerances which will be smaller.
5 Standard Formed Tolerances: +/-.030in up to 12.00in plus an additional +/-.001in for each inch thereafter Standard Machined Tolerances: Tool Surface to Machine Surface +/-.015in up to 12.00in plus an additional +/-.0008in for each inch thereafter. Machine Surface to Machine Surface +/-.010in up to 12.00in plus an additional +/-.0008in for each inch thereafter. Closer tolerance can be achieved in specific areas of a part with use of dimensionally stable raw materials as well as upgraded tooling and process control. Designing flexibility in attachment of pressure formed parts to the mating frame or base component will reduce the require tolerances for functionality and control costs and quality in the manufacturing process. Part Dimensioning In creating part drawing or cad file it is necessary to determine what the critical surface is, inside or outside. This decision will determine whether the part will be formed with male or female tooling. Once that is determined all dimensions should datum off of the tooled surface. Dimensions taken from non tooled surfaces will require extra tolerance or should be dimensioned as reference only. These are guidelines only for purpose of helping in the design and development of pressure formed parts. Specifics part details and features should be discussed with your manufacture in order to address all the requirements of the part to optimize quality, productivity and cost. Thank you, Plastics Design & Manufacturing Centennial, Colorado
6
7
8
9
10
3M Custom Formed Reflectors Design Guide Considerations
 3M Custom Formed Reflectors Design Guide Considerations 3M Custom Formed Reflectors increase the optical efficiency of a light fixture by using precise reflection optics to raise the lumen output. Each
3M Custom Formed Reflectors Design Guide Considerations 3M Custom Formed Reflectors increase the optical efficiency of a light fixture by using precise reflection optics to raise the lumen output. Each
Injection moulding. Introduction. Typical characteristics of injection moulded parts
 Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
Injection moulding Introduction Injection molding is generally used to produce thermoplastic polymers. It consists of heating of thermo plastic materials until it melts and then injecting into the steel
POP FOAM S DESIGN GUIDE 20 Things to Know About Designing with PopFoam:
 POP FOAM S DESIGN GUIDE 20 Things to Know About Designing with PopFoam: 1. Why Use PopFoam 2. The PopFoam Process 3. Guidelines for Draft 4. Parting Line 5. Part Length 6. Undercuts 7. Floating Cores 8.
POP FOAM S DESIGN GUIDE 20 Things to Know About Designing with PopFoam: 1. Why Use PopFoam 2. The PopFoam Process 3. Guidelines for Draft 4. Parting Line 5. Part Length 6. Undercuts 7. Floating Cores 8.
wall thinning) can be lower. Wall thinning is determined by part shape and depth of draw. Please contact your 3M representative for more information.
 can be lower. Wall thinning is determined by part shape and depth of draw. Please contact your 3M representative for more information.") 3M Custom Formed Reflectors increase the optical efficiency of a light fixture by using precise reflection optics to raise the lumen output. Each reflector is custom designed to your specifications for
3M Custom Formed Reflectors increase the optical efficiency of a light fixture by using precise reflection optics to raise the lumen output. Each reflector is custom designed to your specifications for
Design Guide: CNC Machining VERSION 3.4
 Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
Engineering & Design: Coordinate Dimensioning
 s e c t i o n Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies
s e c t i o n Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies
Better by Design: Guidelines for Designing the Perfect Plated Piece
 MPC Technical Library Better by Design: Guidelines for Designing the Perfect Plated Piece Suggestions, tips and design considerations for enhancing plated part appearance, improving performance and facilitating
MPC Technical Library Better by Design: Guidelines for Designing the Perfect Plated Piece Suggestions, tips and design considerations for enhancing plated part appearance, improving performance and facilitating
THERMOFORMING DESIGN GUIDELINES
 THERMOFORMING DESIGN GUIDELINES 3808 North Sullivan Road, Building 6 Spokane, Washington, 99216 1-509-924-6631 www.multifab-inc.com (Revision 6-4-2009) MULTIFAB INCORPORATED 3808 North Sullivan Road, Building
THERMOFORMING DESIGN GUIDELINES 3808 North Sullivan Road, Building 6 Spokane, Washington, 99216 1-509-924-6631 www.multifab-inc.com (Revision 6-4-2009) MULTIFAB INCORPORATED 3808 North Sullivan Road, Building
Engineering & Design: Coordinate Dimensioning
 SECTION Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies -4 5 Die
SECTION Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 1 Introduction -2 2 Section Objectives -3 3 Standard and Precision Tolerances -3 4 Production Part Technologies -4 5 Die
Steel Plate in Oil Rig Blowout Preventer Valves
 Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Design Problem Steel Plate in Oil Rig Blowout Preventer Valves Introduction Design for Performance Alloy selection Radii and stress reduction Design for Production Mould method Orientation and cores Controlling
Injection Molding Design Guide. Design considerations for rapid manufacturing of plastic parts using injection molding
 Injection Molding Design Guide Design considerations for rapid manufacturing of plastic parts using injection molding Table of contents 1 Injection mold tooling process comparison 3 2 Size considerations
Injection Molding Design Guide Design considerations for rapid manufacturing of plastic parts using injection molding Table of contents 1 Injection mold tooling process comparison 3 2 Size considerations
Investment Casting Design Parameters Guide for Buyer
 Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Investment Casting Design Parameters Guide for Buyer The following guidelines and technical information outline what an investment casting is capable of offering. It will cover dimensional and structural
Extrusion. Process. The photo below shows a typical thermoplastic extruder.
 Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
Extrusion This process can be compared to squeezing toothpaste from a tube. It is a continuous process used to produce both solid and hollow products that have a constant cross-section. E.g. window frames,
Sheet Steel Facts. Most common head design for self-drilling, self-tapping screws.
 Sheet Steel Facts Fastener Guide for Sheet Steel Building Products August, 2003 Fastener Materials Fasteners are manufactured from several materials and coatings. For the purpose of this fact sheet, the
Sheet Steel Facts Fastener Guide for Sheet Steel Building Products August, 2003 Fastener Materials Fasteners are manufactured from several materials and coatings. For the purpose of this fact sheet, the
Part Design and Tooling for Rotational Molding : How to Achieve Success in Every Project
 Blue-Reed, LLC Part Design and Tooling for Rotational Molding : How to Achieve Success in Every Project Blue-Reed, LLC 4191 Courtiff Circle Stow, Ohio 44224 www.blue-reed.com Introduction Greg Stout -
Blue-Reed, LLC Part Design and Tooling for Rotational Molding : How to Achieve Success in Every Project Blue-Reed, LLC 4191 Courtiff Circle Stow, Ohio 44224 www.blue-reed.com Introduction Greg Stout -
Harmony Castings, LLC TPi Arcade, INC
 Harmony Castings, LLC TPi Arcade, INC Using the V-PROCESS V for Production and Prototype Casting Requirements What is the V-PROCESS V and how it works V-PROCESS produces castings with a smooth surface,
Harmony Castings, LLC TPi Arcade, INC Using the V-PROCESS V for Production and Prototype Casting Requirements What is the V-PROCESS V and how it works V-PROCESS produces castings with a smooth surface,
Addressing Tooling and Casting Requirements at the Design Stage. Whitepaper. Bhaskar Sinha
 Addressing Tooling and Casting Requirements at the Design Stage Whitepaper Bhaskar Sinha Contents Abstract... 2 Introduction... 2 Casting Guidelines... 2 Wall Thickness... 2 Mold Wall thickness... 3 Ribs...
Addressing Tooling and Casting Requirements at the Design Stage Whitepaper Bhaskar Sinha Contents Abstract... 2 Introduction... 2 Casting Guidelines... 2 Wall Thickness... 2 Mold Wall thickness... 3 Ribs...
Factors to Consider in Plastic Molded Design
 9 Factors to Consider in Plastic Molded Design Table Of Contents Introduction 3 Design 4 1. Draft... 4 2. Surface Finish... 5 3. Witness Lines... 6 4. Wall Thickness... 6 5. Support/Straight Ribs Thickness...
9 Factors to Consider in Plastic Molded Design Table Of Contents Introduction 3 Design 4 1. Draft... 4 2. Surface Finish... 5 3. Witness Lines... 6 4. Wall Thickness... 6 5. Support/Straight Ribs Thickness...
3D Printing Technologies for Prototyping and Production
 3D Printing Technologies for Prototyping and Production HOW TO LEVERAGE ADDITIVE MANUFACTURING TO BUILD BETTER PRODUCTS ADDITIVE MANUFACTURING CNC MACHINING INJECTION MOLDING Architects don t build without
3D Printing Technologies for Prototyping and Production HOW TO LEVERAGE ADDITIVE MANUFACTURING TO BUILD BETTER PRODUCTS ADDITIVE MANUFACTURING CNC MACHINING INJECTION MOLDING Architects don t build without
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet Metal Introduction Sheet metal is a metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking,
MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet Metal Introduction Sheet metal is a metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking,
DRAWINGREQUIREMENTS FOR DEVICE CONNECTOR DRAWINGS
 DRAWINGREQUIREMENTS FOR DEVICE CONNECTOR DRAWINGS HOW TO USE EWCAP DRAWING/DRAFTING REQUIREMENTS This document is to be used to check newly-released drawings for use by EWCAP. Confirm compliance by confirming
DRAWINGREQUIREMENTS FOR DEVICE CONNECTOR DRAWINGS HOW TO USE EWCAP DRAWING/DRAFTING REQUIREMENTS This document is to be used to check newly-released drawings for use by EWCAP. Confirm compliance by confirming
Colors and design will come to life
 GE Plastics Colors and design will come to life Lexan* film and sheet for the graphics industry GE imagination at work GE Plastics Specialty Film and Sheet GE Plastics Specialty Film and Sheet provides
GE Plastics Colors and design will come to life Lexan* film and sheet for the graphics industry GE imagination at work GE Plastics Specialty Film and Sheet GE Plastics Specialty Film and Sheet provides
MIM DESIGN GUIDE
 www.dynacast.com MIM DESIGN GUIDE 1 WELCOME TO DYNACAST S MIM DESIGN GUIDE Metal Injection Molding (MIM) is a process merging two established technologies, plastic injection molding and powdered metallurgy.
www.dynacast.com MIM DESIGN GUIDE 1 WELCOME TO DYNACAST S MIM DESIGN GUIDE Metal Injection Molding (MIM) is a process merging two established technologies, plastic injection molding and powdered metallurgy.
Design Guidelines for Injection Molding
 Design Guidelines for Injection Molding TABLE OF CONTENTS INTRODUCTION TO INJECTION MOLDING A. Where is it used? B. Importance of prototyping C. Types of prototypes INJECTION MOLDING BASICS A. The machine
Design Guidelines for Injection Molding TABLE OF CONTENTS INTRODUCTION TO INJECTION MOLDING A. Where is it used? B. Importance of prototyping C. Types of prototypes INJECTION MOLDING BASICS A. The machine
Design for Manufacturability Guide
 Design for Manufacturability Guide WHO WE ARE Short-to-medium run metal stamping manufacturer Annual volume of 250 to 300,000 per part number We serve a very diversified mix of customers & markets Our
Design for Manufacturability Guide WHO WE ARE Short-to-medium run metal stamping manufacturer Annual volume of 250 to 300,000 per part number We serve a very diversified mix of customers & markets Our
Procedure on construction of each of the following subsystems:
 Procedure on construction of each of the following subsystems: Chest Cavity with Fittings Diaphragm with wood support Lungs Ribs + Spine Stand (including rib movement system) Section 1: Chest Cavity with
Procedure on construction of each of the following subsystems: Chest Cavity with Fittings Diaphragm with wood support Lungs Ribs + Spine Stand (including rib movement system) Section 1: Chest Cavity with
The Accuracy Myth DON T MAKE THE MISTAKE OF CONFUSING HIGH RESOLUTION WITH ACCURACY
 By Bonnie Meyer, Stratasys As additive manufacturing is called on to produce parts that do more than look good, there s a growing emphasis on dimensional accuracy and repeatability over resolution. Most
By Bonnie Meyer, Stratasys As additive manufacturing is called on to produce parts that do more than look good, there s a growing emphasis on dimensional accuracy and repeatability over resolution. Most
14 Key Design guidelines for plastic Injection molded parts.
 14 Key Design guidelines for plastic Injection molded parts. Maybe you got the comments from plastic injection molding factory to say the parts should be modified somewhere. Why? The suggestion from factory
14 Key Design guidelines for plastic Injection molded parts. Maybe you got the comments from plastic injection molding factory to say the parts should be modified somewhere. Why? The suggestion from factory
Lecture - 05 Thermoforming Processes
 Processing of Polymers and Polymer Composites Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 05 Thermoforming Processes Namaskar
Processing of Polymers and Polymer Composites Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Lecture - 05 Thermoforming Processes Namaskar
Injection Molding from 3D Printed Molds. A study of low-volume production of small LDPE parts FORMLABS WHITE PAPER:
 FORMLABS WHITE PAPER: Injection Molding from 3D Printed Molds A study of low-volume production of small LDPE parts August 25, 2016 Formlabs and Galomb Inc. formlabs.com Table of Contents Introduction........................
FORMLABS WHITE PAPER: Injection Molding from 3D Printed Molds A study of low-volume production of small LDPE parts August 25, 2016 Formlabs and Galomb Inc. formlabs.com Table of Contents Introduction........................
Stock Materials Interior Fillets... 10
 Rapid Machining Overview... 3 Capabilities... 4 Certifications & Registrations... 4 Stock Materials... 5 Design Guidelines Tolerances... 6 Wall Thickness... 7 Outside Corners... 8 Hole Depth... 9 Interior
Rapid Machining Overview... 3 Capabilities... 4 Certifications & Registrations... 4 Stock Materials... 5 Design Guidelines Tolerances... 6 Wall Thickness... 7 Outside Corners... 8 Hole Depth... 9 Interior
3D PRINTING & ADVANCED MANUFACTURING DESIGN GUIDELINES: DIRECT METAL LASER SINTERING (DMLS) STRATASYSDIRECT.COM
 STRATASYSDIRECT.COM") 3D PRINTING & ADVANCED MANUFACTURING DESIGN GUIDELINES: DIRECT METAL LASER SINTERING (DMLS) STRATASYSDIRECT.COM WHAT IS DIRECT METAL LASER SINTERING? Direct Metal Laser Sintering (DMLS) is an additive
3D PRINTING & ADVANCED MANUFACTURING DESIGN GUIDELINES: DIRECT METAL LASER SINTERING (DMLS) STRATASYSDIRECT.COM WHAT IS DIRECT METAL LASER SINTERING? Direct Metal Laser Sintering (DMLS) is an additive
3 Scotchmate TM. Polyester Reclosable Fasteners. Product Selection Guide April, M Scotchmate Polyester Reclosable Fastener.
 3 Product Selection Guide April, 2003 Products 3M Scotchmate Polyester Reclosable Fastener Plainbacked Products Loop Hook SJ3477 SJ3476 SJ3487FR SJ3486FR Pressure Sensitive Adhesive Products Loop Hook
3 Product Selection Guide April, 2003 Products 3M Scotchmate Polyester Reclosable Fastener Plainbacked Products Loop Hook SJ3477 SJ3476 SJ3487FR SJ3486FR Pressure Sensitive Adhesive Products Loop Hook
Wire and tube Drawing
 Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
3D Printing. Design Guidelines for 3D Printing Parts and Tooling
 Design Guidelines for Parts and Tooling Agenda Things to Consider Defining 3D Printed Parts Examples Resources Success with Design for The Key: Understand what is different Just like any manufacturing
Design Guidelines for Parts and Tooling Agenda Things to Consider Defining 3D Printed Parts Examples Resources Success with Design for The Key: Understand what is different Just like any manufacturing
Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: properties and processing Lecture - 7 Rotational
Processing of Non- Metals Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: properties and processing Lecture - 7 Rotational
SHAPED BY INNOVATION.
 SHAPED BY INNOVATION www.fishercast.com Engineering the best value At FisherCast Global, we are committed to engineering cost-effective, innovative manufacturing solutions for your small component production
SHAPED BY INNOVATION www.fishercast.com Engineering the best value At FisherCast Global, we are committed to engineering cost-effective, innovative manufacturing solutions for your small component production
Engineering & Design: Additional Specification Guidelines
 Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 s e c t i o n Introduction -2 1 Pressure Tightness G--1-15 Guideline -3 2 Fillets G--2-15 Guideline -4 3 Ribs and Corners G--3-15
Section Contents NADCA No. Format Page Frequently Asked Questions (FAQ) -2 s e c t i o n Introduction -2 1 Pressure Tightness G--1-15 Guideline -3 2 Fillets G--2-15 Guideline -4 3 Ribs and Corners G--3-15
M M Assemblies Including Over-Molded Light Pipe, Positive Locating Mechanism I We Sell Solutions
 M Assemblies Including Over-Molded Light Pipe, Positive Locating Mechanism Modern Molding Inc. 796 7 th Street South Delano, MN 55328 Phone (763) 972 6761 Fax (763) 972 6764 Contact: Sales@modernmolding.com
M Assemblies Including Over-Molded Light Pipe, Positive Locating Mechanism Modern Molding Inc. 796 7 th Street South Delano, MN 55328 Phone (763) 972 6761 Fax (763) 972 6764 Contact: Sales@modernmolding.com
ADVANCED GROUP. Pee-Series Series 12 KVDC. Introduction. Introduction
 Introduction Introduction Pee-Wee is a series of subminiature, high voltage connectors and cable assemblies for use in high voltage applications where dense electronic packaging is required. Pee-Wee uses
Introduction Introduction Pee-Wee is a series of subminiature, high voltage connectors and cable assemblies for use in high voltage applications where dense electronic packaging is required. Pee-Wee uses
Copyright Notice. HCL Technologies Ltd. All rights reserved. A DEFINITIVE GUIDE TO DESIGN FOR MANUFACTURING SUCCESS
 Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted, in any form
Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted, in any form
The Perfect Bundle Want to know more? How can I be sure my bundles are prepared securely?
 The Perfect Bundle What is a bundle? A bundle is a group of addressed mail pieces that a mailer assembles and secures together before mailing. The individual pieces in a bundle are presorted for delivery
The Perfect Bundle What is a bundle? A bundle is a group of addressed mail pieces that a mailer assembles and secures together before mailing. The individual pieces in a bundle are presorted for delivery
Molded Parts and Mold Design
 Molded Parts and Mold Design July 29, 2009 Introduction Importance of Proper Mold Design Design Considerations Overview of Design Process SolidWorks & Mold Design Overview of Mold Design Most common method
Molded Parts and Mold Design July 29, 2009 Introduction Importance of Proper Mold Design Design Considerations Overview of Design Process SolidWorks & Mold Design Overview of Mold Design Most common method
Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part.
 Make a Selection Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part. Design engineers must choose among several
Make a Selection Choosing metalcasting is just the start. This article will help you navigate the casting process palette and find the optimal one for your part. Design engineers must choose among several
Rolled formed section
 Rolled formed section Roll forming is a process in which strip or coiled sheet metal is fed continuously through a series of contoured rolls arranged in tandem. When the stock passes through the rolls,
Rolled formed section Roll forming is a process in which strip or coiled sheet metal is fed continuously through a series of contoured rolls arranged in tandem. When the stock passes through the rolls,
Think like a machinist when creating solid models
 Think like a machinist when creating solid models Article by Milton Florest President Tooling Research Inc. 81 Diamond St. Walpole, MA 02081 Website www.tooling research.com 508 668 1950 Since the introduction
Think like a machinist when creating solid models Article by Milton Florest President Tooling Research Inc. 81 Diamond St. Walpole, MA 02081 Website www.tooling research.com 508 668 1950 Since the introduction
Design consideration for design a flat and ring plastics part using Solidworks software
 IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Design consideration for design a flat and ring plastics part using Solidworks software To cite this article: M A M Amran et al
IOP Conference Series: Materials Science and Engineering PAPER OPEN ACCESS Design consideration for design a flat and ring plastics part using Solidworks software To cite this article: M A M Amran et al
Screen Making For Membrane Switches
 Screen Making For Membrane Switches By Wolfgang Pfirrmann, KIWO Inc. Printing membrane switches requires skill and control over the process. This industry has set fairly tight quality standards in regard
Screen Making For Membrane Switches By Wolfgang Pfirrmann, KIWO Inc. Printing membrane switches requires skill and control over the process. This industry has set fairly tight quality standards in regard
Adhesive. Choosing between Adhesives and Ultrasonic Welding. Join parts faster, smarter, and under budget with TiPS from leading suppliers
 Adhesive www.designworldonline.com A Supplement to Design World Choosing between Adhesives and Ultrasonic Welding Join parts faster, smarter, and under budget with TiPS from leading suppliers A d h e s
Adhesive www.designworldonline.com A Supplement to Design World Choosing between Adhesives and Ultrasonic Welding Join parts faster, smarter, and under budget with TiPS from leading suppliers A d h e s
SIAMEZE* Standard and Fine Range Terminals
 SIAMEZE* Standard and Fine Range Terminals Application Specification 25 JAN 19 Rev E NOTE All numerical values are in metric units [with U.S. customary units in brackets]. Dimensions are in millimeters
SIAMEZE* Standard and Fine Range Terminals Application Specification 25 JAN 19 Rev E NOTE All numerical values are in metric units [with U.S. customary units in brackets]. Dimensions are in millimeters
ColorCore Laminate: Fabrication
 ColorCore Laminate: Fabrication Formica ColorCore is a high quality surfacing material. Most of the conventional tools, machines and methods used in the fabrication of normal laminates apply, but some
ColorCore Laminate: Fabrication Formica ColorCore is a high quality surfacing material. Most of the conventional tools, machines and methods used in the fabrication of normal laminates apply, but some
MAG-MATE* Series 300 Terminals
 MAG-MATE* Series 300 Terminals Application Specification 114-2046 28 NOV 18 Rev AB All numerical values are in metric units [with U.S. customary units in brackets]. Dimensions are in millimeters [and inches].
MAG-MATE* Series 300 Terminals Application Specification 114-2046 28 NOV 18 Rev AB All numerical values are in metric units [with U.S. customary units in brackets]. Dimensions are in millimeters [and inches].
Application Bulletin 240
 Application Bulletin 240 Design Consideration CUSTOM CAPABILITIES Standard PC board fabrication flexibility allows for various component orientations, mounting features, and interconnect schemes. The starting
Application Bulletin 240 Design Consideration CUSTOM CAPABILITIES Standard PC board fabrication flexibility allows for various component orientations, mounting features, and interconnect schemes. The starting
PSP Digital Print Range
 PSP Digital Print Range from PSP Limited Viscom Acrylic General Purpose Cast Acrylic - For Signage, Display and Construction. Used extensively in signage and display, Acrylic is lightweight (half that
PSP Digital Print Range from PSP Limited Viscom Acrylic General Purpose Cast Acrylic - For Signage, Display and Construction. Used extensively in signage and display, Acrylic is lightweight (half that
Quality Procedure QP159 General Requirements for Machined Parts
 1. PURPOSE 1.1. This procedure provides general product fabrication requirements. It also provides interpretation of certain requirements specified on product drawings, models, and electronic files. 2.
1. PURPOSE 1.1. This procedure provides general product fabrication requirements. It also provides interpretation of certain requirements specified on product drawings, models, and electronic files. 2.
Product Guide Specification
 Extrutech Plastics, Inc. September 2012 5902 West Custer Street Manitowoc, Wisconsin 54220 Toll Free 888-818-0118 Phone 920-684-9650 Fax 920-684-4344 Website www.epiplastics.com E-mail info@epiplastics.com
Extrutech Plastics, Inc. September 2012 5902 West Custer Street Manitowoc, Wisconsin 54220 Toll Free 888-818-0118 Phone 920-684-9650 Fax 920-684-4344 Website www.epiplastics.com E-mail info@epiplastics.com
Per-Fix Flaw Repair Overview
 II.:::.~ chem-pak, 1Nc. Per-Fix Flaw Repair Overview Why Choose Flaw Repair Coatings Reduce scrap, eliminate rework and improve quality with Per-Fix specialty polymer flaw repair coatings. Salvage costly
II.:::.~ chem-pak, 1Nc. Per-Fix Flaw Repair Overview Why Choose Flaw Repair Coatings Reduce scrap, eliminate rework and improve quality with Per-Fix specialty polymer flaw repair coatings. Salvage costly
TECHNICAL DESIGN II (546)
") DESCRIPTION The second in a sequence of courses that prepares individuals with an emphasis in developing technical knowledge and skills to develop working drawings in support of mechanical and industrial
DESCRIPTION The second in a sequence of courses that prepares individuals with an emphasis in developing technical knowledge and skills to develop working drawings in support of mechanical and industrial
600 Cannonball Lane O Fallon, MO Bruce Willson.
 600 Cannonball Lane O Fallon, MO 63366 Bruce Willson http://www.ofalloncasting.com/ Definition of an Engineer o Someone who knows almost everything o About almost nothing 70 95% of total Product Cost is
600 Cannonball Lane O Fallon, MO 63366 Bruce Willson http://www.ofalloncasting.com/ Definition of an Engineer o Someone who knows almost everything o About almost nothing 70 95% of total Product Cost is
Design Guidelines for FDM technology
 Design Guidelines for FDM technology This guideline is supposed to be used by people who already have knowledge in 3D design, CAD/CAM, etc. and it s goal is to show the key points when designing a model
Design Guidelines for FDM technology This guideline is supposed to be used by people who already have knowledge in 3D design, CAD/CAM, etc. and it s goal is to show the key points when designing a model
Manufacturing Workmanship Standards. KSO Rev 1
 Manufacturing Workmanship Standards KSO Rev 1 This document is a statement to the quality and workmanship by Kso Metalfab, Inc. The definitions, procedures, and responsibilities contained in this Workmanship
Manufacturing Workmanship Standards KSO Rev 1 This document is a statement to the quality and workmanship by Kso Metalfab, Inc. The definitions, procedures, and responsibilities contained in this Workmanship
FDM Matchplate Patterns for Green Sand Casting
 FDM Matchplate Patterns for Green Sand Casting Sand casting is a cost effective and efficient process for small-lot production, and yet, when using automated equipment, it is an effective manufacturing
FDM Matchplate Patterns for Green Sand Casting Sand casting is a cost effective and efficient process for small-lot production, and yet, when using automated equipment, it is an effective manufacturing
Moulding. Second Edition. Crawford. Roy J. 4CC%SMITHERS. A Smithers Group Company
 Practical Guide to Rotational Moulding Second Edition Roy J. Crawford Mark P. Kearns 4CC%SMITHERS %))J R A P R A A Smithers Group Company Shawbury, Shrewsbury, Shropshire, SY4 4NR, United Kingdom Telephone:
Practical Guide to Rotational Moulding Second Edition Roy J. Crawford Mark P. Kearns 4CC%SMITHERS %))J R A P R A A Smithers Group Company Shawbury, Shrewsbury, Shropshire, SY4 4NR, United Kingdom Telephone:
The Introductory Guide to Designing
 The Introductory Guide to Designing Rotationally Molded Plastic Parts Association of Rotational Molders Internaional A Word about the Data Being Presented The data presented in this booklet has been collected
The Introductory Guide to Designing Rotationally Molded Plastic Parts Association of Rotational Molders Internaional A Word about the Data Being Presented The data presented in this booklet has been collected
CHEMICAL MACHINING (CHM)
") CHEMICAL MACHINING (CHM) Synopsis Introduction Etchant Maskant Techniques of applying maskants Process parameters Advantages Limitations Applications Introduction Use of chemicals to remove material is
CHEMICAL MACHINING (CHM) Synopsis Introduction Etchant Maskant Techniques of applying maskants Process parameters Advantages Limitations Applications Introduction Use of chemicals to remove material is
Parts List. Description. Installation Instructions
 Page 1 of 7 Parts List Aluminum Coping Hardware Kit 1 pkg Tek screws 1 tek screw nut driver 1 Snap strip removal tool 1 can Touch up spray paint 1 11/64 drill bit 8 pieces 1/8 Gray PVC 4 long 2 boxes Aluminum
Page 1 of 7 Parts List Aluminum Coping Hardware Kit 1 pkg Tek screws 1 tek screw nut driver 1 Snap strip removal tool 1 can Touch up spray paint 1 11/64 drill bit 8 pieces 1/8 Gray PVC 4 long 2 boxes Aluminum
Precision Castings Division. Cost Drivers and Design Considerations for Investment Casting
 Precision Castings Division Cost Drivers and Design Considerations for Investment Casting Contents INVESTMENT CASTINGS... 3 WHY INVESTMENT CASTINGS?... 3 SPOKANE INDUSTRIES INVESTMENT CASTING PRODUCTION
Precision Castings Division Cost Drivers and Design Considerations for Investment Casting Contents INVESTMENT CASTINGS... 3 WHY INVESTMENT CASTINGS?... 3 SPOKANE INDUSTRIES INVESTMENT CASTING PRODUCTION
Dual Lock Reclosable Fasteners - Piece Parts
 Dual Lock Reclosable Fasteners - Piece Parts Technical Data Sheet April 2015 General Description 3M Dual Lock Reclosable Fasteners are positive-locking, blind fasteners designed for attaching automotive
Dual Lock Reclosable Fasteners - Piece Parts Technical Data Sheet April 2015 General Description 3M Dual Lock Reclosable Fasteners are positive-locking, blind fasteners designed for attaching automotive
Metal & Vinyl, Flush Mount and Recessed Fin Windows Recommended Installation Instructions
 PO Box 480 Ph: 417-235-7821 Monett, MO 65708 Fax: 417-737-7140 Metal & Vinyl, Flush Mount and Recessed Fin Windows Recommended Installation Instructions These installation instructions are recommendations
PO Box 480 Ph: 417-235-7821 Monett, MO 65708 Fax: 417-737-7140 Metal & Vinyl, Flush Mount and Recessed Fin Windows Recommended Installation Instructions These installation instructions are recommendations
3M Masking Tapes PRODUCT INFORMATION
 3M Masking Tapes Key Customer Markets: Auto Assembly Aerospace Truck and Bus Recreational Vehicles Marine Parts Manufacturers Printing Manufacturers Paper Manufacturers Electronics 3M offers a complete
3M Masking Tapes Key Customer Markets: Auto Assembly Aerospace Truck and Bus Recreational Vehicles Marine Parts Manufacturers Printing Manufacturers Paper Manufacturers Electronics 3M offers a complete
Requirements for Polarizing Grid
 Requirements for Polarizing Grid Document: ARO-340570-A-REQ Version A Status: DRAFT Prepared by: Names(s) and Signature(s) Robert W. Freund Date 11-Mar-2005 Approved by: Name and Signature Date Released
Requirements for Polarizing Grid Document: ARO-340570-A-REQ Version A Status: DRAFT Prepared by: Names(s) and Signature(s) Robert W. Freund Date 11-Mar-2005 Approved by: Name and Signature Date Released
Instructors Guide. Composites Fabricators Association. September, 1998
 Controlled Spraying Training Instructors Guide September, 1998 Composites Fabricators Association Composites Fabricators Association 1655 N. Ft. Myer Dr., Arlington, VA 22209 (703)-525-0511 CFA 1998 CFA
Controlled Spraying Training Instructors Guide September, 1998 Composites Fabricators Association Composites Fabricators Association 1655 N. Ft. Myer Dr., Arlington, VA 22209 (703)-525-0511 CFA 1998 CFA
Extra Wide Heavy Duty Plastic Lockers Series Locker Installation Instructions
 Locker Installation Instructions Thank you for selecting Extra Wide Heavy Duty Plastic Lockers. We are confident that the quality and construction of the lockers will prove to be a good investment. These
Locker Installation Instructions Thank you for selecting Extra Wide Heavy Duty Plastic Lockers. We are confident that the quality and construction of the lockers will prove to be a good investment. These
TCLAD: TOOLS FOR AN OPTIMAL DESIGN
 TCLAD: TOOLS FOR AN OPTIMAL DESIGN THINGS TO CONSIDER WHEN DESIGNING CIRCUITS Many factors come into play in circuit design with respect to etching, surface finishing and mechanical fabrication processes;
TCLAD: TOOLS FOR AN OPTIMAL DESIGN THINGS TO CONSIDER WHEN DESIGNING CIRCUITS Many factors come into play in circuit design with respect to etching, surface finishing and mechanical fabrication processes;
ON-DEMAND PARTS MANUFACTURING. Quickparts
 ON-DEMAND PARTS MANUFACTURING Quickparts On-demand parts manufacturing services Using our additive and traditional manufacturing technologies, bring your design to life and create real functional end-use
ON-DEMAND PARTS MANUFACTURING Quickparts On-demand parts manufacturing services Using our additive and traditional manufacturing technologies, bring your design to life and create real functional end-use
Rapid Prototyping Introduction ENGR 1182
 Rapid Prototyping Introduction ENGR 1182 Objectives What is Rapid Prototyping? How a 3D printer works 3D Printing in EED Laser Cutting in EED Design your own part option What is Rapid Prototyping? Rapid
Rapid Prototyping Introduction ENGR 1182 Objectives What is Rapid Prototyping? How a 3D printer works 3D Printing in EED Laser Cutting in EED Design your own part option What is Rapid Prototyping? Rapid
Corso di Studi di Fabbricazione
 Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Manufacturing Process:
 Manufacturing Process: This document is an operations manual describing the steps taken in order to build the 12442 Haitian stove. Included is a list of materials and tools needed to complete the construction
Manufacturing Process: This document is an operations manual describing the steps taken in order to build the 12442 Haitian stove. Included is a list of materials and tools needed to complete the construction
MEMBRANE SWITCH DESIGN OPTIONS
 MEMBRANE SWITCH DESIGN OPTIONS Membrane switch technology has become a reliable front panel solution where environmental concerns or frequent cleaning are an issue. The sealed nature of the technology
MEMBRANE SWITCH DESIGN OPTIONS Membrane switch technology has become a reliable front panel solution where environmental concerns or frequent cleaning are an issue. The sealed nature of the technology
GOST TUBING AND COUPLINGS
 GOST 633-80 TUBING AND COUPLINGS Tubing is used for oil and gas production. Tubing shall be made seamless, plain- or upset end and couplings with high-seal connections. Coupling-free connections are possible.
GOST 633-80 TUBING AND COUPLINGS Tubing is used for oil and gas production. Tubing shall be made seamless, plain- or upset end and couplings with high-seal connections. Coupling-free connections are possible.
Low Volume Injection Molding for Specialty Equipment ISO 9001:2008 CERTIFIED DESIGN GUIDE FOR REACTION INJECTION MOLDED PLASTIC PARTS
 7TH EDITION DESIGN GUIDE FOR REACTION INJECTION MOLDED PLASTIC PARTS P remold Corp. has advanced Reaction Injection Molding to a state-ofthe-art process and we provide exceptional customer service. These
7TH EDITION DESIGN GUIDE FOR REACTION INJECTION MOLDED PLASTIC PARTS P remold Corp. has advanced Reaction Injection Molding to a state-ofthe-art process and we provide exceptional customer service. These
4. Metal roof jacks at penetrations and attachments
 - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - SECTION 07 61 00 METAL SHINGLE ROOFING - - - - - - - - - - -
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - SECTION 07 61 00 METAL SHINGLE ROOFING - - - - - - - - - - -
Tool School - Rotary Draw Bending Tooling. An Engineer s Guide to Bending Tubes
 Tool School - Rotary Draw Bending Tooling An Engineer s Guide to Bending Tubes Tube Form Solutions Tool School Rotary Draw Bending Tooling Tool School Agenda: Introduction To Rotary Draw Bending Engineering
Tool School - Rotary Draw Bending Tooling An Engineer s Guide to Bending Tubes Tube Form Solutions Tool School Rotary Draw Bending Tooling Tool School Agenda: Introduction To Rotary Draw Bending Engineering
Light Enhancement Film
 Product Bulletin 3635-100 Release C-EU, Effective February 2001 Light Enhancement Film 3635-100 Description How 3M Light Enhancement Film 3635-100 increases sign luminance! A light box or channel letter
Product Bulletin 3635-100 Release C-EU, Effective February 2001 Light Enhancement Film 3635-100 Description How 3M Light Enhancement Film 3635-100 increases sign luminance! A light box or channel letter
Manufacturing Workmanship Standards Implemented November 2011
 Manufacturing Implemented November 2011 ~ 1 ~ This document is a statement to the quality and workmanship by York Haven Fabricators, Inc., henceforth referred to as YHF. The definitions, procedures, and
Manufacturing Implemented November 2011 ~ 1 ~ This document is a statement to the quality and workmanship by York Haven Fabricators, Inc., henceforth referred to as YHF. The definitions, procedures, and
DESIGNING THERMOFORMING MOLDS FOR HIGH DENSITY POLYETHYLENE
 PE TIB-82 DESIGNING THERMOFORMING MOLDS FOR HIGH DENSITY POLYETHYLENE INTRODUCTION Advancements in thermoforming high density polyethylene (HDPE) have been significant in recent years, including important
PE TIB-82 DESIGNING THERMOFORMING MOLDS FOR HIGH DENSITY POLYETHYLENE INTRODUCTION Advancements in thermoforming high density polyethylene (HDPE) have been significant in recent years, including important
Kerkau Manufacturing. B16.5 Flange Book
 Kerkau Manufacturing B16.5 Flange Book TABLE OF CONTENTS Revision 1 Title Page Table of Contents Tolerance Page Permissible Imperfections Dimensions of Flange Facings (all pressure rating classes) Dimensions
Kerkau Manufacturing B16.5 Flange Book TABLE OF CONTENTS Revision 1 Title Page Table of Contents Tolerance Page Permissible Imperfections Dimensions of Flange Facings (all pressure rating classes) Dimensions
Tech Tip 8 Controlling Photopolymer Plate Gauge
 Tech Tip 8 Controlling Photopolymer Plate Gauge MacDermid photopolymer plates are manufactured to the highest quality standards to assure the best image reproduction and the longest press life. One important
Tech Tip 8 Controlling Photopolymer Plate Gauge MacDermid photopolymer plates are manufactured to the highest quality standards to assure the best image reproduction and the longest press life. One important
Discover T-Leg tables are available in a range of shapes and sizes, two top options and fixed or nesting leg options.
 Discover T-Leg tables are available in a range of shapes and sizes, two top options and fixed or nesting leg options. 1-1/8 Particleboard Core with Flat Edge (F) Work surface is constructed of a 1-1/8
Discover T-Leg tables are available in a range of shapes and sizes, two top options and fixed or nesting leg options. 1-1/8 Particleboard Core with Flat Edge (F) Work surface is constructed of a 1-1/8
Precision Folding Technology
 Precision Folding Technology Industrial Origami, Inc. Summary Nearly every manufacturing process has experienced dramatic improvements in accuracy and productivity as well as declining cost over the last
Precision Folding Technology Industrial Origami, Inc. Summary Nearly every manufacturing process has experienced dramatic improvements in accuracy and productivity as well as declining cost over the last
Chapter 1 Sand Casting Processes
 Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Chapter 1 Sand Casting Processes Sand casting is a mold based net shape manufacturing process in which metal parts are molded by pouring molten metal into a cavity. The mold cavity is created by withdrawing
Solidification Process(1) - Metal Casting Chapter 9,10
 - Metal Casting Chapter 9,10") Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Solidification Process(1) - Metal Casting Chapter 9,10 Seok-min Kim smkim@cau.ac.kr -1- Classification of solidification processes -2- Casting Process in which molten metal flows by gravity or other force
Double Coated Tapes with Adhesive 300MP B 9690F LE
 3 Double Coated Tapes with Adhesive 300MP Technical Data October, 2002 Product Description These 3M Double Coated Tapes feature a thin polyester film for dimensional stability and improved handling with
3 Double Coated Tapes with Adhesive 300MP Technical Data October, 2002 Product Description These 3M Double Coated Tapes feature a thin polyester film for dimensional stability and improved handling with
Metal Shaping Taught by a World Renowned Master: Fay Butler
 Metal Shaping Taught by a World Renowned Master: Fay Butler By David E. Tyminski Fay and David at the power hammer I had the privilege to attend and participate in a metal shaping seminar taught by Fay
Metal Shaping Taught by a World Renowned Master: Fay Butler By David E. Tyminski Fay and David at the power hammer I had the privilege to attend and participate in a metal shaping seminar taught by Fay
DESIGN GUIDE >> CNC MACHINING. Quotes in Hours. Parts in Days. rapidmanufacturing.com
 Quotes in Hours. Parts in Days. rapidmanufacturing.com Contents 03 Overview 03 Capabilities 03 Certifications & Registrations 04 Stock Materials DESIGN GUIDELINES 04 Tolerances FINISHING 12 Threads 13
Quotes in Hours. Parts in Days. rapidmanufacturing.com Contents 03 Overview 03 Capabilities 03 Certifications & Registrations 04 Stock Materials DESIGN GUIDELINES 04 Tolerances FINISHING 12 Threads 13
(12) United States Patent (10) Patent No.: US 6,548,005 B2. Hansen et al. (45) Date of Patent: Apr. 15, 2003
 United States Patent (10) Patent No.: US 6,548,005 B2. Hansen et al. (45) Date of Patent: Apr. 15, 2003") USOO6548005B2 (12) United States Patent (10) Patent No.: US 6,548,005 B2 Hansen et al. (45) Date of Patent: Apr. 15, 2003 (54) MULTIPLE APPLIQUE PROCESS FOR 4,810,452. A * 3/1989 Taillefert et al... 264/247
USOO6548005B2 (12) United States Patent (10) Patent No.: US 6,548,005 B2 Hansen et al. (45) Date of Patent: Apr. 15, 2003 (54) MULTIPLE APPLIQUE PROCESS FOR 4,810,452. A * 3/1989 Taillefert et al... 264/247
Designer s NOTEBOOK CORNERS AND RETURNS
 Designer s NOTEBOOK CORNERS AND RETURNS PCI s Architectural Precast Concrete Services Committee explains that designing corner details requires special attention to optimize appearance, jointing and economy
Designer s NOTEBOOK CORNERS AND RETURNS PCI s Architectural Precast Concrete Services Committee explains that designing corner details requires special attention to optimize appearance, jointing and economy
Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee
 Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture - 5
Processing of Non-Metals Prof. Dr. Inderdeep Singh Department of Mechanical and Industrial Engineering Indian Institute of Technology, Roorkee Module - 4 Plastics: Properties and Processing Lecture - 5
Taking MIM Tooling To the Next Level. Originally published in The American Mold Builder Magazine, February 2014
 Taking MIM Tooling To the Next Level Originally published in The American Mold Builder Magazine, February 2014 1 Metal injection molding (MIM) merges two established technologies, plastic injection molding
Taking MIM Tooling To the Next Level Originally published in The American Mold Builder Magazine, February 2014 1 Metal injection molding (MIM) merges two established technologies, plastic injection molding
CWM OEM Die Casting Design On-Site Seminar
 CWM OEM Die Casting Design On-Site Seminar This custom tailored design seminar can help product designers, engineers, purchasing and QC managers capitalize on today s advanced die casting capabilities
CWM OEM Die Casting Design On-Site Seminar This custom tailored design seminar can help product designers, engineers, purchasing and QC managers capitalize on today s advanced die casting capabilities