COMPUTER INTEGRATED MANUFACTURING LABORATORY (14AME31)
|
|
|
- Brianna Johnston
- 5 years ago
- Views:
Transcription


1 COMPUTER INTEGRATED MANUFACTURING LABORATORY (14AME31) (For III B.Tech - II SEM- Mechanical Engineering) DEPARTMENT OF MECHANICAL ENGINEERING SRI VENKATESWARA COLLEGE OF ENGINEERING & TECHNOLOGY R.V.S NAGAR, CHITTOOR
2 CONTENTS S. No. TITLE PAGE NO. 1 SYLLABUS 3 2 GENERAL INSTRUCTIONS 4 3 LIST OF EXPERIMENTS 5 CNC LATHE 6 CNC MILLING 23 ROBOT PROGRAMMING 37 4 APPENDIX 40 2
3 SYLLABUS 3
4 GENERAL INSTRUCTIONS 1. Students should wear the uniform and closed foot wear. Students inappropriately dressed for lab, at the instructor s discretion, are denied access. 2. Eating, drinking and smoking are prohibited in the laboratory at all times. 3. Never work in the laboratory without proper supervision by an instructor. 4. Never carry out unauthorized experiments. Come to the laboratory prepared. If you are unsure about what to do, please ask the instructor. 5. Except the scientific calculator, any other electronic devices are not permitted to use inside the Laboratory. 6. Any damage to any of the equipment/instrument/machine caused due to carelessness, the cost will be fully recovered from the individual (or) group of students. 4
5 LIST OF EXPERIMENTS S. No. NAME OF THE EXPERIMENT PAGE No. DATE OF Exp. FACULTY SIGNATURE CNC LATHE OPERATIONS 1 FACING CYCLE 2 TURNING CYCLE 3 STEP TURNING 4 TAPER TURNING 5 TURNING - CIRCULAR INTERPOLATION 6 THREADING 7 GROOVING CNC MILLING OPERATIONS LINEAR AND CIRCULAR INTERPOLATION ENGRAVING MIRRORING ROTATION CIRCULAR POCKETING RECTANGULAR POCKETING ROBOT PROGRAMING 1 ROBOT PROGRAMING 2 ROBOT PROGRAMING
6 6
7 FACING CYCLE Experiment No: Date: AIM : To write a program to obtain the facing cycle in the CNC lathe. EQUIPMENT REQUIRED: CNC Lathe PROGRAM : [BILLET X25 Z70] (Size of the Specimen) G21 G98; G28 U0W0; M06 T1;(Facing Tool) M03 S1200; G00 X26 Z0; G94 X0 Z-0.5 F50; Z-1.0 Z-1.5 Z-2.0 Z-2.5 Z-3.0 Z-3.5 Z-4.0 Z-4.5 Z-5.0 Z-5.5 Z-6.0 Z-6.5 Z-7.0 Z-7.5 7


8 Z-8.0 Z-8.5 Z-9.0 Z-9.5 Z-10.0 G28 U0W0; M05; M30; SKETCH : RESULT: 8
9 TURNING CYCLE Experiment No: Date: AIM: To write a program to obtain the turning cycle in the CNC lathe. SOFTWARE REQUIRED: CNC Lathe Software with FANUC Language. PROGRAM: [BILLET X28 Z70] (Size of the Specimen) G21 G98; G28 U0W0; M06 T1; (Facing Tool) M03 S1000; G00 X25 Z1; G90 X24 Z-45 F50; X23; X22; X21; X20; G28 U0W0; M05; M30; 9

10 SKETCH : RESULT: 10
11 STEP TURNING Experiment No: Date: AIM: To write a program to obtain the step turning cycle in the CNC lathe. SOFTWARE REQUIRED: CNC Lathe Software with FANUC Language. PROGRAM: [BILLET X28 Z70] (Size of the Specimen) G21 G98; G28 U0W0; M06 T1; (Facing Tool) M03 S1000; G00 X25 Z1; G90 X24 Z-45 F50; X23; X22; X21; X20; X19 Z-40; X18; X17; X16; X15; X14 Z-20; X13; X12; X11; X10; 11


12 G28 U0W0; M05; M30; SKETCH: RESULT: 12
13 TAPER TURNING Experiment No: Date: AIM: To write a program to obtain the taper turning cycle in the CNC lathe. SOFTWARE REQUIRED: CNC Lathe Software with FANUC Language. PROGRAM: [BILLET X28 Z70] (Size of the Specimen) G21 G98; G28 U0W0; M06 T1; ( Turning Tool) M03 S1000; G00 X25 Z1; G90 X24 Z-45 F50; X20 Z-45 F50; G28 U0W0; M05; M30; 13


14 SKETCH: TAPER TURNING CYCLE RESULT: 14
15 TURNING - CIRCULAR INTERPOLATION Experiment No: Date: AIM: To write a program to obtain the Circular Interpolation in the CNC lathe. SOFTWARE REQUIRED: CNC Lathe Software with FANUC Language. PROGRAM: [BILLET X62 Z70] (Size of the Specimen) G21 G98; G28 U0W0; M06 T1;(Facing Tool) G00 X13 Z1; G94 X0 Z-0.5 F50; Z-1.0; G71 U0.5 R1; G71 P10 Q20 U0.1 W0.1 F50; N10 G01 X05; G01 Z-1.0; G01 X15 Z-2; G01 X15 Z-12; G03 X20 Z-17 R5; G01 X20 Z-22; N20 G02 X25 Z-27 R5; G28 U0W0; M05; 15

16 M30; SKETCH: 16
17 RESULT: DRILLING CYCLE Experiment No: Date: AIM: To write a program to obtain the Drilling Cycle in the CNC lathe. SOFTWARE REQUIRED: CNC Lathe Software with FANUC Language. PROGRAM: [BILLET X25 Z70] (Size of the Specimen) G21 G98; G28 U0W0; M06 T2;(Center Drill Dia. 3 mm) M03 S1000; G00 X0 Z1; G74 R1; G74 X0 Z-25 Q500 F30; G28 U0 W0; M06 T4; (Drill Dia. 10 mm) G00 X0 Z1; G74 R1; G74 X0 Z-20 Q500 F30; G28 U0 W0; M06 T6; (Drill Dia. 12 mm) G00 X0 Z1; G74 R1; 17


18 G74 X0 Z-10 Q500 F30; G28 U0W0; M05; M30; SKETCH: 18
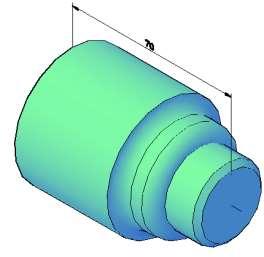
19 RESULT: THREADING CYCLE Experiment No: Date: AIM: To write a program to obtain the Threading Cycle in the CNC lathe. SOFTWARE REQUIRED: CNC Lathe Software with FANUC Language. PROGRAM: [BILLET X25 Z70] (Size of the Specimen) G21 G98; G28 U0W0; M06 T1; (Threading Tool) M03 S600; G00 X26 Z0; G76 P Q50 R0.1; G76 X Z-25 P613 Q100 F1; G28 U0W0; M05; M30; 19

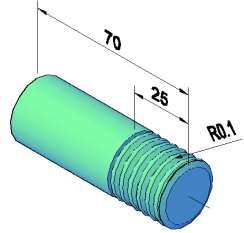
20 SKETCH: 20
21 RESULT: GROOVING CYCLE Experiment No: Date: AIM: To write a program to obtain the Grooving Cycle in the CNC lathe. SOFTWARE REQUIRED: CNC Lathe Software with FANUC Language. PROGRAM: [BILLET X25 Z70] (Size of the Specimen) G21 G98; G28 U0W0; M06 T1;( Facing Cycle) M03 S1000; G00 X26 Z0; G94 X0 Z-0.5 F50; Z-1.0; Z-1.5; G28 U0W0; G00 X26Z0; G90 X26Z0; G90 X25 Z-36.5 F30; X24; X23; 21
 G00 X24 Z-13.")

22 G28 U0W0; M06 T3; (Grooving Tool) G00 X24 Z-13.5; G75 R1; G75 X70 Z-31.5 P200 Q1000 F30; G28 U0W0; M05; M30; SKETCH: 22
23 RESULT: 23
24 LINEAR AND CIRCULAR INTERPOLATION Experiment No: Date: AIM: To write a program to obtain linear and circular interpolation on the given work piece. SOFTWARE REQUIRED: CNC XMILL Software with FANUC Language. PROGRAM: G21 G94 G91 G28 Z0 G28 X0 Y0 M06 T06 M03 S1300 G90 G00 X0 Y0 Z5 G90 G01 X0 Y0 X30 G03 X54 R12 G01 X82 G02 X108 R13 G01 X123 X80 Y45 24
25 X40 Y75 G03 X35 Y80 R5 G01 X20 G03 X0 Y80 R10 G01 Y0 M30 SKETCH: LINEAR AND CIRCULAR INTERPOLATION 25
26 RESULT: ENGRAVING OF LETTERS Experiment No: Date: AIM: To write a program to engrave the letters SVCET on the given work piece. SOFTWARE REQUIRED: CNC XMILL Software with FANUC Language. PROGRAM: G21 G94 G91 G28 Z0 G28 X0 Y0 M06 T06 M03 S1300 G90 G00 X0 Y0 Z5 [S] G00 X2 Y30 G01 Z-1 F60 G01 X10 Y30 G03 X15 Y35 R5 G01 X15 Y 37.5 G03 X10 Y42.5 R5 26
27 G01 X07 Y42.5 G02 X2 Y47.5 R5 G01 X2 Y50 G02 X7 Y55 R5 G01 X15 Y55 G00 Z2 [V] G00 X20 Y55 G01 Z-1 F60 G01 X27.5 Y30 G01 X33 Y55 G00 Z2 [C] G00 X51 Y55 G01 Z-1 F60 G01 X43 Y55 G03 X38 Y50 R5 G01 X38 Y35 G03 X43 Y30 R5 G01 X51 Y30 G00 Z2 [E] G00 X69 Y55 G01 Z-1F60 G01 X56 Y55 G01 X56 Y42.5 G01 X69 Y42.5 G01 X56 Y42.5 G01 X56 Y30 G01 X69 Y30 G00 Z2 [T] G00 X81.5 Y30 27
28 G01 Z-1 F60 G01 X81.5 Y55 G01 X74 Y55 G01 X87 Y55 G00 Z2 G91 G28 Z0 G28 X0Y0 M05 M30 SKETCH: ENGRAVING OF LETTERS 28
29 RESULT: MIRRORING Experiment No: Date: AIM: To write a program to perform the mirroring operation. SOFTWARE REQUIRED: CNC XMILL Software with FANUC Language. PROGRAM: G21 G94 G91 G28 Z0 G28 X0 Y0 M06 T06 M03 S1500 G90 G00 X0 Y0 Z5 M98 P4646 M70 M98 P4646 M80 M70 M71 M98 P

30 M80 M81 M71 M98 P4646 M81 G91 G28 Z0 G28 X0 Y0 M05 M30 O4646 G00 X10 Y10 G01 Z-1.5 F80 G01 X30 Y10 G03 X10 Y30 R20 G01 X10 Y10 G00 Z5 M99 SKETCH: MIRRORING 30
31 RESULT: ROTATION Experiment No: Date: AIM: To write a program to perform the Rotation operation on the given work piece. SOFTWARE REQUIRED: CNC XMILL Software with FANUC Language. PROGRAM: G21 G94 G91 G28 Z0 G28 X0 Y0 M06 T06 M03 S1300 G90 G00 X0Y0 Z5 M98 P1234 G68 X0Y0 R90 M98 P1234 G68 X0Y0 R180 M98 P1234 G68 X0Y0 R270 31
32 G69 G68 X0Y0 R360 G69 G91 G28 Z0 G28 X0Y0 M05 M30 O1234 G00 X0Y0 G01 Z-1 F60 G01 X20 Y-10 G01 X40 Y0 G01 X20 Y10 G01 X0 Y0 G00 Z5 M99 SKETCH: 32

33 ROTATION RESULT: CIRCULAR POCKETING Experiment No: Date: AIM: To write a program to perform the Circular pocketing operation on the given work piece. SOFTWARE REQUIRED: CNC XMILL Software with FANUC Language. 33
34 PROGRAM: G21 G94 G91 G28 Z0 G28 X0Y0 M06 T05 M03 S1200 G90 G00X0 Y0 Z5 G170 R0 P0 Q1 X0 Y0 Z-10 I0.5 J0.1 K20 G171 P50 S1500 R60 F60 B1800 J100 G170 R0 P1 Q1 X0 Y0 Z-10 I0 J0 K20 G171 P50 S1500 R60 F60 B1800 J100 G00 Z5 M05 G91 G28 Z0 G28 X0 Y0 M30 SKETCH: 34

35 CIRCULAR POCKETING RESULT: RECTANGULAR POCKETING Experiment No: Date: 35
36 AIM: To write a program to perform the Rectangular pocketing operation on the given work piece. SOFTWARE REQUIRED: CNC XMILL Software with FANUC Language. PROGRAM: G21 G94 G91 G28 Z0 G28 X0 Y0 M06 T04 M03 S1200 G90 G00 X0 Y0 Z5 G172 I30 J30 K0 P0 Q1 R0 X-15 Y-15 Z-10 G173 I0.1 K0.1 P50 S1500 R60 F50 B1800 J100 G172 I30 J30 K0 P1 Q1 R0 X-15 Y-15 Z-10 G173 I0 K0 P50 S1500 R60 F50 B1800 J100 G00 Z5 M05 G91 G28 Z0 G28 X0 Y0 M30 SKETCH: 36

37 RECTANGULAR POCKETING RESULT: 37
38 ROBOT PROGRAMING 1 Experiment No: Date: 38
39 AIM: To write and execute a robot program to perform a pick and place operation. SOFTWARE REQUIRED: Pick and place robot integrated with system PROGRAM: SPEED 80 GRIPPER OPEN LABEL A LET A = 0 LABEL MTAB SPEED 80 JOINT A1= A2= 90 A3= 90 A4= 95 A5= 0 JOINT A1= A2= A3= A4= 95 A5= 0 JOINT A1= A2= A3= A4= A5= 0 JOINT A1= A2= A3= A4= A5= GRIPPER CLOSE JOINT A1= A2= A3= A4= A5= JOINT A1= A2= A3= A4= A5= JOINT A1= 0 A2= 90 A3= 90 A4= 95 A5= 0 ADD A = A + 2 IF A < 3 JUMP MTAB RESULTS ROBOT PROGRAMING 2 Experiment No: Date: 39
40 AIM: To write and execute a robot program to perform a repetitive pick & place operation. SOFTWARE REQUIRED: Pick and place robot integrated with system PROGRAM: SPEED 80 GRIPPER OPEN LABEL A LET A = 0 LABEL MTAB SPEED 80 JOINT A1= A2= 90 A3= 90 A4= 95 A5= 0 JOINT A1= A2= A3= A4= 95 A5= 0 JOINT A1= A2= A3= A4= A5= 0 JOINT A1= A2= A3= A4= A5= GRIPPER CLOSE JOINT A1= A2= A3= A4= A5= JOINT A1= A2= A3= A4= A5= JOINT A1= 0 A2= 90 A3= 90 A4= 95 A5= 0 ADD A = A + 2 IF A < 3 JUMP MTAB RESULT: 1. WORD DETAILS APPENDIX Although the control will, in general, accept part programming words in any sequence, it is recommended that the following word order for each block is used. 40
41 N; G; X or U; Z or W; I; K; F; S; T; O: PROGRAM NUMBER The O followed by a 4 digit numeral value is used to assign a program number. Example: O1002 N: SEQUENCE NUMBER The N word may be omitted. When programmed, the sequence number following the N address is a four digit numerical value and is used to identify a complete block of information. Although ascending, descending, or duplicate numbering is allowed, it is best to program in ascending order in increments of 10. This allows for future editing and simplified sequence number search. G: PREPARATORY COMMAND: The two digit G command is programmed to set up the control to perform an automatic machine operation. A full list of G codes are given, one G word from each modal group and one non modal G word can be programmed on the same block. Example: Valid N 100 G00 G40 G41 G90 G95 *G40 & G41 are from the same group. A retained G word (Modal) from one group remains active until another G word from the same group is programmed. One-shot G word (Non-Modal) must be programmed in every block when required. 2. AXIS DEFINITION Z AXIS The Z axis is along a line between the spindle and the tailstock, or the center line of rotation of the spindle. Minus (-) movements of the tool are left toward the head stock; positive (+) movements are right towards the tailstock. X AXIS The X axis is 90 degrees from the Z axis (perpendicular to the Z axis). Minus (-) movements of the tool are toward the center-line of rotation, and positive (+) movements are away from the center line of rotation. X: X AXIS COMMAND The X word is programmed as a diameter which is used to command a change in position perpendicular to the spindle center-line. 41
42 U: X AXIS COMMAND The U word is an incremental distance (diameter value) which is used to command a change in position perpendicular to the spindle center-line. The movement is the programmed value. Z: Z AXIS COMMAND The Z word is an absolute dimension which is used is used to command a change in position parallel to the spindle center-line. W: Z AXIS COMMAND The W word is an incremental distance which is used to command a change of position parallel to the spindle center-line. Do not program X & U or Z & W in the same block. If an X axis command calls for no movement it may be omitted. X, U or P: DWELL The X word is used with G04 to command a dwell in seconds. The P word is used with G04 to command a dwell in milliseconds. I WORD For arc programming (G02 or G03), the K Value (with sign) is programmed to define the incremental distance parallel to the Z axis, between the start of the arc and the arc center. K WORD For arc programming (G02 or G03), the K value (with sign) is programmed to define the incremental distance parallel to the Z axis, between the start of the arc and the arc center. The maximum arc for I & K programming is limited to the quadrant. If I or K is zero, it must be omitted. F WORD a) In G99 mode the F word is used to command feed/rev. b) In G98 mode the F word is used to command feed/min. c) In G32 mode the F word specifies the lead (pitch) of the thread. P WORD a) Used in automatic cycles to define the first block of a contour. b) Used with M98 to define a subroutine number. Q WORD Q words are used in automatic cycles to define the last block of a contour. R WORD 42
43 For circular interpolation (G02 or G03) the R word defines the arc radius from the center of the tool nose radius (G40 active) - or the actual radius required (G41/ G42 active). S WORD a) In the constant surface speed mode (G96) the four digit S word is used to command the required surface speed in either feet or meters per minute. b) In the direct R.P.M mode (G97), the four digit S word is used to command the spindle speeds incrementally, in R.P.M between the ranges available for the machine. c) Prior to entering constant surface speed mode (G96) the S word is used to specify a speed constraint, the maximum speed you wish the spindle to run at. To set this restraint the S word is programmed in conjunction with the G50 word. T WORD The T words are used in conjunction with M06. Those are used to call up the required tool on an automatic indexing turret machine, and to activate its tool offsets. M WORD An M word is used to initiate auxiliary functions particular to the machine. One M code can be programmed with in one program block together with other part program information. 3. G-CODES LISTING FOR DENFORD FANUC LATHES G00 G01 G02 G03 G04 G10 G20 G21 G22 G23 G27 G28 G29 G30 G31 G32 G34 G36 G37 G40 G41 Positioning (Rapid Traverse) Liner Interpolation (Feed) Circular Interpolation CW Circular Interpolation CW Dwell Offset Value Setting By Program Inch Data Input Metric Data Input Stored Stroke Check On Stored Stroke Check Off Reference Point Return Check Reference Point Return Return from Reference Point Return to 2 nd Reference Point Skip Function Thread Cutting Variable Lead Thread Cutting Automatic Tool Compensation X Automatic Tool Compensation Z Tool Nose Radius Compensation cancels Tool Nose Radius Compensation Left 43
44 G42 G50 G65 G66 G67 G70 G71 G72 G73 G74 G75 G76 G90 G92 G94 G96 G97 G98 G99 Tool Nose Radius Compensation Right Work Co-ord. Change/Max. Spindle Speed setting Macro call Macro Modal Call Cancel Macro Modal Call Cancel Finishing Cycle Stock Removal in Turning Stock Removal in Turning Pattern Repeating Peck Drilling in Z Axis Grooving in X Axis Thread Cutting Cycle Cutting Cycle A Thread Cutting Cycle Cutting Cycle B Constant surface Speed Control Constant Surface Speed Control Cancel Feed per Minute Feed per Revolution Note: - Not All G Codes Apply To Each Machine. 4. M- CODE LIST FOR DENFORD FANUC LATHES All M Codes marked with an asterisk will be executed at the end of a block (i.e., after the axis movement). M00 M01 M02 M03 M04 M05 M06 M07 M08 M09 M10 M11 M13 M14 M15 M16 PROGRAM STOP OPTIONAL STOP PROGRAM RESET SPINDLE FORWARD SPINDLE REVERSE SPINDLE STOP AUTO TOOL CHANGE COOLANT "B" ON COOLANT "A" ON COOLANT OFF CHUCK OPEN CHUCK CLOSE SPINDLE FORWARD & COOLANT ON SPINDLE REVERSE & COOLANT ON PROGRAM INPUT USING."MIN P" (SPECIAL FUNCTION) SPECIALTOOL CALL (TOOL CALL IGNORES TURRET) 44
45 M19 SPINDLE ORIENTATE M20 SPINDLE INDEX A M21 SPINDLE INDEX 2A M22 SPINDLE INDEX 3A M23 SPINDLE INDEX 4A M25 QUILL EXTEND M26 QUILL RETRACT M29 SELECT "DNC" MODE M30 PROGRAM RESET & REWIND M31 INCREMENT PARTS COUNTER M37 DOOR OPEN TO STOP M38 DOOR OPEN M39 DOOR CLOSE M40 PARTS CATCHER EXTEND M41 PARTS CATCHER RETRACT M43 SWARF CONVEYOR FORWARD M44 SWARF CONVEYOR REVERSE M45 SWARF CONVEYOR STOP M48 LOCK % FEED AND % SPEED AT 100% M49 CANCEL M48 (DEFAILT) M50 WAIT FOR AXIS IN POSITION SIGNAL (CANCELS CONTINUOUS PATH) M51 CANCEL M50 (DEFAILT) M52 PULL-OUT IN THREADING = 90 DEGRESS (DEFAILT) M53 CANCEL M52 M54 DISABLE SPINDLE FLUCTUATION TESTING (DEFAILT) M56 SELECT INTERNAL CHUCKING (FROM PLC EDITION "F") M57 SELECT EXTERNAL CHUCKING (FROM PLC EDITION "F") M62 AUX.1 ON M63 AUX.2 ON M64 AUX.1 OFF M65 AUX.2 OFF M98 SUB PROGRAM CALL M99 SUB PROGRAM END 45
SHOP NOTES. GPocket Guide and Reference Charts. for CNC Machinists. Made in the U.S.A.
 SHOP NOTES GPocket Guide and Reference Charts for CNC Machinists Made in the U.S.A. WHAT S INSIDE THIS BOOKLET? Decimal Equivalent Chart / Millimeter to Inch Chart Haas Mill G-Codes / Haas Mill M-Codes
SHOP NOTES GPocket Guide and Reference Charts for CNC Machinists Made in the U.S.A. WHAT S INSIDE THIS BOOKLET? Decimal Equivalent Chart / Millimeter to Inch Chart Haas Mill G-Codes / Haas Mill M-Codes
527F CNC Control. User Manual Calmotion LLC, All rights reserved
 527F CNC Control User Manual 2006-2016 Calmotion LLC, All rights reserved Calmotion LLC 21720 Marilla St. Chatsworth, CA 91311 Phone: (818) 357-5826 www.calmotion.com NC Word Summary NC Word Summary A
527F CNC Control User Manual 2006-2016 Calmotion LLC, All rights reserved Calmotion LLC 21720 Marilla St. Chatsworth, CA 91311 Phone: (818) 357-5826 www.calmotion.com NC Word Summary NC Word Summary A
Table of Contents. Preface 9 Prerequisites 9. Key Concept 1: Know Your Machine From A Programmer s Viewpoint 13. Table of Contents
 Preface 9 Prerequisites 9 Basic machining practice experience 9 Controls covered 10 Limitations 10 Programming method 10 The need for hands -on practice 10 Instruction method 11 Scope 11 Key Concepts approach
Preface 9 Prerequisites 9 Basic machining practice experience 9 Controls covered 10 Limitations 10 Programming method 10 The need for hands -on practice 10 Instruction method 11 Scope 11 Key Concepts approach
Lathe Series Training Manual. Haas CNC Lathe Programming
 Haas Factory Outlet A Division of Productivity Inc Lathe Series Training Manual Haas CNC Lathe Programming Revised 050914; Rev3-1/29/15; Rev4-31017 This Manual is the Property of Productivity Inc The document
Haas Factory Outlet A Division of Productivity Inc Lathe Series Training Manual Haas CNC Lathe Programming Revised 050914; Rev3-1/29/15; Rev4-31017 This Manual is the Property of Productivity Inc The document
Motion Manipulation Techniques
 Motion Manipulation Techniques You ve already been exposed to some advanced techniques with basic motion types (lesson six) and you seen several special motion types (lesson seven) In this lesson, we ll
Motion Manipulation Techniques You ve already been exposed to some advanced techniques with basic motion types (lesson six) and you seen several special motion types (lesson seven) In this lesson, we ll
HAAS AUTOMATION, INC.
 PROGRAMMING WORKBOOK HAAS AUTOMATION, INC. 2800 Sturgis Rd. Oxnard, CA 93030 January 2005 JANUARY 2005 PROGRAMMING HAAS AUTOMATION INC. 2800 Sturgis Road Oxnard, California 93030 Phone: 805-278-1800 www.haascnc.com
PROGRAMMING WORKBOOK HAAS AUTOMATION, INC. 2800 Sturgis Rd. Oxnard, CA 93030 January 2005 JANUARY 2005 PROGRAMMING HAAS AUTOMATION INC. 2800 Sturgis Road Oxnard, California 93030 Phone: 805-278-1800 www.haascnc.com
Prof. Steven S. Saliterman Introductory Medical Device Prototyping
 Introductory Medical Device Prototyping Department of Biomedical Engineering, University of Minnesota http://saliterman.umn.edu/ Images courtesy of Haas You must complete safety instruction before using
Introductory Medical Device Prototyping Department of Biomedical Engineering, University of Minnesota http://saliterman.umn.edu/ Images courtesy of Haas You must complete safety instruction before using
Preview Sample. Date: September 1, 2010 Author: Matthew Manton and Duane Weidinger ISBN:
 Computer Numerical Control Workbook Generic Lathe Published by CamInstructor Incorporated 330 Chandos Crt. Kitchener, Ontario N2A 3C2 www.caminstructor.com Date: September 1, 2010 Author: Matthew Manton
Computer Numerical Control Workbook Generic Lathe Published by CamInstructor Incorporated 330 Chandos Crt. Kitchener, Ontario N2A 3C2 www.caminstructor.com Date: September 1, 2010 Author: Matthew Manton
CNC Programming Guide MILLING
 CNC Programming Guide MILLING Foreword The purpose of this guide is to help faculty teach CNC programming without tears. Most books currently available on CNC programming are not only inadequate, but also
CNC Programming Guide MILLING Foreword The purpose of this guide is to help faculty teach CNC programming without tears. Most books currently available on CNC programming are not only inadequate, but also
Mach4 CNC Controller Lathe Programming Guide Version 1.0
 Mach4 CNC Controller Lathe Programming Guide Version 1.0 1 Copyright 2014 Newfangled Solutions, Artsoft USA, All Rights Reserved The following are registered trademarks of Microsoft Corporation: Microsoft,
Mach4 CNC Controller Lathe Programming Guide Version 1.0 1 Copyright 2014 Newfangled Solutions, Artsoft USA, All Rights Reserved The following are registered trademarks of Microsoft Corporation: Microsoft,
HAAS AUTOMATION, INC.
 PROGRAMMING WORKBOOK HAAS AUTOMATION, INC. 2800 Sturgis Rd. Oxnard, CA 93030 JANUARY 2005 . JANUARY 2005 PROGRAMMING HAAS AUTOMATION INC. 2800 Sturgis Road Oxnard, California 93030 Phone: 805-278-1800
PROGRAMMING WORKBOOK HAAS AUTOMATION, INC. 2800 Sturgis Rd. Oxnard, CA 93030 JANUARY 2005 . JANUARY 2005 PROGRAMMING HAAS AUTOMATION INC. 2800 Sturgis Road Oxnard, California 93030 Phone: 805-278-1800
CAD/CAM/CAE Computer Aided Design/Computer Aided Manufacturing/Computer Aided Manufacturing. Part-10 CNC Milling Programming
 CAD/CAM/CAE Computer Aided Design/Computer Aided Manufacturing/Computer Aided Manufacturing Part-10 CNC Milling Programming To maximize the power of modern CNC milling machines, a programmer has to master
CAD/CAM/CAE Computer Aided Design/Computer Aided Manufacturing/Computer Aided Manufacturing Part-10 CNC Milling Programming To maximize the power of modern CNC milling machines, a programmer has to master
WINMAX LATHE NC PROGRAMMING
 WINMAX LATHE NC PROGRAMMING Dual-screen and Max Consoles for Hurco Turning Centers April 2013 704-0115-309 Revision A The information in this document is subject to change without notice and does not represent
WINMAX LATHE NC PROGRAMMING Dual-screen and Max Consoles for Hurco Turning Centers April 2013 704-0115-309 Revision A The information in this document is subject to change without notice and does not represent
Cobra Series CNC Lathes
 PROGRAMMER S MANUAL TP1480B TP3264 TP2580 Cobra Series CNC Lathes Equipped with the GE Fanuc 21T Control Manual No. M-312C Litho in U.S.A. Part No. M C-0009500-0312 October, 1998 - NOTICE - Damage resulting
PROGRAMMER S MANUAL TP1480B TP3264 TP2580 Cobra Series CNC Lathes Equipped with the GE Fanuc 21T Control Manual No. M-312C Litho in U.S.A. Part No. M C-0009500-0312 October, 1998 - NOTICE - Damage resulting
CNC LATHE TURNING CENTER PL-20A
 CNC LATHE TURNING CENTER PL-20A CNC LATHE TURNING CENTER For High Precision, High Speed and High Productivity MAIN FEATURE Introducing the latest and strongest CNC Lathe PL20A that has satisfied the requirements
CNC LATHE TURNING CENTER PL-20A CNC LATHE TURNING CENTER For High Precision, High Speed and High Productivity MAIN FEATURE Introducing the latest and strongest CNC Lathe PL20A that has satisfied the requirements
Mill Series Training Manual. Haas CNC Mill Programming
 Haas Factory Outlet A Division of Productivity Inc Mill Series Training Manual Haas CNC Mill Programming Revised 021913 (Printed 02-2013) This Manual is the Property of Productivity Inc The document may
Haas Factory Outlet A Division of Productivity Inc Mill Series Training Manual Haas CNC Mill Programming Revised 021913 (Printed 02-2013) This Manual is the Property of Productivity Inc The document may
WINMAX LATHE NC PROGRAMMING
 WINMAX LATHE NC PROGRAMMING Dual-screen and Max Consoles for Hurco Turning Centers March 2012 704-0115-306 Revision A The information in this document is subject to change without notice and does not represent
WINMAX LATHE NC PROGRAMMING Dual-screen and Max Consoles for Hurco Turning Centers March 2012 704-0115-306 Revision A The information in this document is subject to change without notice and does not represent
G02 CW / G03 CCW Circular Interpolation Motion (Group 01) - Mill
 - Mill") Haas Technical Documentation G02 CW / G03 CCW Circular Interpolation Motion (Group 01) - Mill Scan code to get the latest version of this document Translation Available G02 CW / G03 CCW Circular Interpolation
Haas Technical Documentation G02 CW / G03 CCW Circular Interpolation Motion (Group 01) - Mill Scan code to get the latest version of this document Translation Available G02 CW / G03 CCW Circular Interpolation
Lathe Code. Lathe Specific Additions. 1 de 15 27/01/ :20. Contents. 1. Introduction DesktopCNC?
 1 de 15 27/01/2010 14:20 Lathe Code EmcKnowledgeBase RecentChanges PageIndex Preferences LinuxCNC.org Search: Lathe Specific Additions Contents 1. Introduction 2. Lathe G codes 2.1. DesktopCNC 2.2. Haas
1 de 15 27/01/2010 14:20 Lathe Code EmcKnowledgeBase RecentChanges PageIndex Preferences LinuxCNC.org Search: Lathe Specific Additions Contents 1. Introduction 2. Lathe G codes 2.1. DesktopCNC 2.2. Haas
Prof. Steven S. Saliterman Introductory Medical Device Prototyping
 Introductory Medical Device Prototyping Department of Biomedical Engineering, University of Minnesota http://saliterman.umn.edu/ You must complete safety instruction before using tools and equipment in
Introductory Medical Device Prototyping Department of Biomedical Engineering, University of Minnesota http://saliterman.umn.edu/ You must complete safety instruction before using tools and equipment in
PROGRAMMER S MANUAL CNC Lathes Equipped with the GE Fanuc 18T Control
 PROGRAMMER S MANUAL TP1421 CNC Lathes Equipped with the GE Fanuc 18T Control Revised: September 28, 1999 Manual No. M-320A Litho in U.S.A. Part No. M A-0009500-0320 April, 1997 - NOTICE - Damage resulting
PROGRAMMER S MANUAL TP1421 CNC Lathes Equipped with the GE Fanuc 18T Control Revised: September 28, 1999 Manual No. M-320A Litho in U.S.A. Part No. M A-0009500-0320 April, 1997 - NOTICE - Damage resulting
NZX NLX
 NZX2500 4000 6000 NLX1500 2000 2500 Table of contents: 1. Introduction...1 2. Required add-ins...1 2.1. How to load an add-in ESPRIT...1 2.2. AutoSubStock (optional) (for NLX configuration only)...3 2.3.
NZX2500 4000 6000 NLX1500 2000 2500 Table of contents: 1. Introduction...1 2. Required add-ins...1 2.1. How to load an add-in ESPRIT...1 2.2. AutoSubStock (optional) (for NLX configuration only)...3 2.3.
CNC TURNING CENTER 3. (06. 07) Head Office. Seoul Office. Head Office & Factory. HYUNDAI - KIA MACHINE AMERICA CORP. (New Jersey Office)
 Head Office. Seoul Office. Head Office & Factory. HYUNDAI - KIA MACHINE AMERICA CORP. (New Jersey Office)") CNC TURNING CENTER Head Office Head Office & Factory. (06. 07 Seoul Office HYUNDAI - KIA MACHINE AMERICA CORP. (New Jersey Office HYUNDAI - KIA MACHINE AMERICA CORP. (Chicago Office HYUNDAI - KIA MACHINE
CNC TURNING CENTER Head Office Head Office & Factory. (06. 07 Seoul Office HYUNDAI - KIA MACHINE AMERICA CORP. (New Jersey Office HYUNDAI - KIA MACHINE AMERICA CORP. (Chicago Office HYUNDAI - KIA MACHINE
1640DCL Digital Control Lathe
 1640DCL Digital Control Lathe MACHINE SPECIFICATIONS Multiple Function CNC Lathe 1. Manual Hand wheel Operation 2. CNC G-Code Operation 16.1 swing over bed, 8.6 swing over cross-slide 2.05 diameter hole
1640DCL Digital Control Lathe MACHINE SPECIFICATIONS Multiple Function CNC Lathe 1. Manual Hand wheel Operation 2. CNC G-Code Operation 16.1 swing over bed, 8.6 swing over cross-slide 2.05 diameter hole
NUMERICAL CONTROL.
 NUMERICAL CONTROL http://www.toolingu.com/definition-300200-12690-tool-offset.html NC &CNC Numeric Control (NC) and Computer Numeric Control (CNC) are means by which machine centers are used to produce
NUMERICAL CONTROL http://www.toolingu.com/definition-300200-12690-tool-offset.html NC &CNC Numeric Control (NC) and Computer Numeric Control (CNC) are means by which machine centers are used to produce
The enriched system configuration designed based on the loader head accommodates a wide range of automation needs.
 CNC Lathe These are high-precision chucking machines equipped with a general-purpose in-machine loader head. The loading time is shortened substantially through coordinated operation of the loader head
CNC Lathe These are high-precision chucking machines equipped with a general-purpose in-machine loader head. The loading time is shortened substantially through coordinated operation of the loader head
MACHINIST S REFERENCE GUIDE
 MACHINIST S REFERENCE GUIDE Hurco Companies, Inc. One Technology Way / P.O. Box 68180 Indianapolis, IN 46268-0180 800.634.2416 Info@hurco.com HURCO.com Hurco Applications Hotline 317.614.1549 applications@hurco.com
MACHINIST S REFERENCE GUIDE Hurco Companies, Inc. One Technology Way / P.O. Box 68180 Indianapolis, IN 46268-0180 800.634.2416 Info@hurco.com HURCO.com Hurco Applications Hotline 317.614.1549 applications@hurco.com
PROGRAMMING January 2005
 PROGRAMMING January 2005 CANNED CYCLES FOR DRILLING TAPPING AND BORING A canned cycle is used to simplify programming of a part. Canned cycles are defined for the most common Z-axis repetitive operation
PROGRAMMING January 2005 CANNED CYCLES FOR DRILLING TAPPING AND BORING A canned cycle is used to simplify programming of a part. Canned cycles are defined for the most common Z-axis repetitive operation
SAMSUNG Machine Tools PL 1600G/1600CG GANG CNC TURNING CENTER
 SAMSUNG Machine Tools PL 1600G/1600CG GANG CNC TURNING CENTER SAMSUNG Machine Tools GANG CNC TURNING CENTER PL 1600G/1600CG Best fit on Both High Speed Machining and Automation System. Automation Ready
SAMSUNG Machine Tools PL 1600G/1600CG GANG CNC TURNING CENTER SAMSUNG Machine Tools GANG CNC TURNING CENTER PL 1600G/1600CG Best fit on Both High Speed Machining and Automation System. Automation Ready
Projects. 5 For each component, produce a drawing showing the intersection BO.O. C'BORE 18 DIA x 5 DEEP FROM SECTION ON A - A
 Projects ~ Figure Pl Project 1 If you have worked systematically through the assignments in this workbook, you should now be able to tackle the following milling and turning projects. It is suggested that
Projects ~ Figure Pl Project 1 If you have worked systematically through the assignments in this workbook, you should now be able to tackle the following milling and turning projects. It is suggested that
Trade of Toolmaking. Module 6: Introduction to CNC Unit 2: Part Programming Phase 2. Published by. Trade of Toolmaking Phase 2 Module 6 Unit 2
 Trade of Toolmaking Module 6: Introduction to CNC Unit 2: Part Programming Phase 2 Published by SOLAS 2014 Unit 2 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
Trade of Toolmaking Module 6: Introduction to CNC Unit 2: Part Programming Phase 2 Published by SOLAS 2014 Unit 2 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
T-42 T-51 T-65 Multi-Tasking CNC Lathes
 PROGRAMMER S MANUAL TP7878B T-42 T-51 T-65 Multi-Tasking CNC Lathes Equipped with a Fanuc 31i-T Control Revised: March 20, 2015 Original Instructions Manual No. M-504A Litho in U.S.A. Part No. M A-0009500-0504
PROGRAMMER S MANUAL TP7878B T-42 T-51 T-65 Multi-Tasking CNC Lathes Equipped with a Fanuc 31i-T Control Revised: March 20, 2015 Original Instructions Manual No. M-504A Litho in U.S.A. Part No. M A-0009500-0504
LAB MANUAL / OBSERVATION
 DHANALAKSHMI COLLEGE OF ENGINEERING DR. VPR NAGAR, MANIMANGALAM, CHENNAI- 601301 DEPARTMENT OF MECHANICAL ENGINEERING LAB MANUAL / OBSERVATION ME6611- CAD/CAM LABORATORY STUDENT NAME REGISTER NUMBER YEAR
DHANALAKSHMI COLLEGE OF ENGINEERING DR. VPR NAGAR, MANIMANGALAM, CHENNAI- 601301 DEPARTMENT OF MECHANICAL ENGINEERING LAB MANUAL / OBSERVATION ME6611- CAD/CAM LABORATORY STUDENT NAME REGISTER NUMBER YEAR
BHARATHIDASAN ENGINEERING COLLEGE NATTRAMPALLI DEPARTMENT OF MECHANICAL ENGINEERING LABORATORY MANUAL ME6411-MANUFACTURING TECHNOLOGY LAB- II
 BHARATHIDASAN ENGINEERING COLLEGE NATTRAMPALLI 635 854 DEPARTMENT OF MECHANICAL ENGINEERING LABORATORY MANUAL ME6411-MANUFACTURING TECHNOLOGY LAB- II YEAR / SEMESTER : II / IV DEPARTMENT : Mechanical REGULATION
BHARATHIDASAN ENGINEERING COLLEGE NATTRAMPALLI 635 854 DEPARTMENT OF MECHANICAL ENGINEERING LABORATORY MANUAL ME6411-MANUFACTURING TECHNOLOGY LAB- II YEAR / SEMESTER : II / IV DEPARTMENT : Mechanical REGULATION
Figure 1: NC Lathe menu
 Click To See: How to Use Online Documents SURFCAM Online Documents 685)&$0Ã5HIHUHQFHÃ0DQXDO 5 /$7+( 5.1 INTRODUCTION The lathe mode is used to perform operations on 2D geometry, turned on two axis lathes.
Click To See: How to Use Online Documents SURFCAM Online Documents 685)&$0Ã5HIHUHQFHÃ0DQXDO 5 /$7+( 5.1 INTRODUCTION The lathe mode is used to perform operations on 2D geometry, turned on two axis lathes.
Miyano Evolution Line
 Evolution Line CNC Turning center with 2 spindles, 2 turrets and 1 -axis slide BNJ-34/42/51 "Evolution and Innovation" is the Future What could not be done can be done. -axis movement is added to the traditional
Evolution Line CNC Turning center with 2 spindles, 2 turrets and 1 -axis slide BNJ-34/42/51 "Evolution and Innovation" is the Future What could not be done can be done. -axis movement is added to the traditional
FANUC SERIES 21i/18i/16i TA. Concise guide Edition 03.01
 FANUC SERIES 21i/18i/16i TA Concise guide Edition 03.01 0.1 GENERAL INDEX- CONCISE GUIDE FOR PROGRAMMER PAGE PAR. CONTENTS 7 1.0 FOREWORD 8 2.0 NC MAIN FUNCTIONS AND ADDRESSES 8 2.1 O Program and sub-program
FANUC SERIES 21i/18i/16i TA Concise guide Edition 03.01 0.1 GENERAL INDEX- CONCISE GUIDE FOR PROGRAMMER PAGE PAR. CONTENTS 7 1.0 FOREWORD 8 2.0 NC MAIN FUNCTIONS AND ADDRESSES 8 2.1 O Program and sub-program
Table 5.1: Drilling canned cycles. Action at the bottom of the hole. Cancels drilling canned cycle Intermittent or continuous feed.
 5.18 CANNED CYCLES FOR DRILLING On a lathe, equipped with live tooling (which allows a tool, obviously a drilling or a similar tool, to rotate at the specified RPM, as in a milling machine) and an additional
5.18 CANNED CYCLES FOR DRILLING On a lathe, equipped with live tooling (which allows a tool, obviously a drilling or a similar tool, to rotate at the specified RPM, as in a milling machine) and an additional
FNL-220Y / 220SY / 200LS Series CNC Turning-Milling Machines Linear Way
 RICH WELL 206.0 Dimensions R450 E FNL-220Y / 220SY / 200LS Series CNC Turning-Milling Machines Linear Way 20 C D Chip conveyor 092 H G B 46 575 A F Unit:mm A B C D E F G H FNL220LSY/FNL220LY 952 2946 2700
RICH WELL 206.0 Dimensions R450 E FNL-220Y / 220SY / 200LS Series CNC Turning-Milling Machines Linear Way 20 C D Chip conveyor 092 H G B 46 575 A F Unit:mm A B C D E F G H FNL220LSY/FNL220LY 952 2946 2700
CNC PROGRAMMING WORKBOOK. Sample not for. Distribution MILL & LATHE. By Matthew Manton and Duane Weidinger
 CNC PROGRAMMING WORKBOOK MILL & LATHE By Matthew Manton and Duane Weidinger CNC Programming Workbook Mill & Lathe Published by: CamInstructor Incorporated 330 Chandos Crt. Kitchener, Ontario N2A 3C2 www.caminstructor.com
CNC PROGRAMMING WORKBOOK MILL & LATHE By Matthew Manton and Duane Weidinger CNC Programming Workbook Mill & Lathe Published by: CamInstructor Incorporated 330 Chandos Crt. Kitchener, Ontario N2A 3C2 www.caminstructor.com
CNC Machinery. Module 4: CNC Programming "Turning" IAT Curriculum Unit PREPARED BY. August 2009
 CNC Machinery Module 4: CNC Programming "Turning" PREPARED BY IAT Curriculum Unit August 2009 Institute of Applied Technology, 2009 2 Module 4: CNC Programming "Turning" Module 4: CNC Programming "Turning"
CNC Machinery Module 4: CNC Programming "Turning" PREPARED BY IAT Curriculum Unit August 2009 Institute of Applied Technology, 2009 2 Module 4: CNC Programming "Turning" Module 4: CNC Programming "Turning"
Fixed Headstock Type CNC Automatic Lathe
 Fixed Headstock Type CNC Automatic Lathe GTY Configured with two spindles, one turret, 2 x Y axes, gang tools and X3 axis to back spindle, the BNA42GTY can mount up to 45 tools. 3 tool simultaneous cutting
Fixed Headstock Type CNC Automatic Lathe GTY Configured with two spindles, one turret, 2 x Y axes, gang tools and X3 axis to back spindle, the BNA42GTY can mount up to 45 tools. 3 tool simultaneous cutting
Basic NC and CNC. Dr. J. Ramkumar Professor, Department of Mechanical Engineering Micro machining Lab, I.I.T. Kanpur
 Basic NC and CNC Dr. J. Ramkumar Professor, Department of Mechanical Engineering Micro machining Lab, I.I.T. Kanpur Micro machining Lab, I.I.T. Kanpur Outline 1. Introduction to CNC machine 2. Component
Basic NC and CNC Dr. J. Ramkumar Professor, Department of Mechanical Engineering Micro machining Lab, I.I.T. Kanpur Micro machining Lab, I.I.T. Kanpur Outline 1. Introduction to CNC machine 2. Component
Computer Numeric Control
 Computer Numeric Control TA202A 2017-18(2 nd ) Semester Prof. J. Ramkumar Department of Mechanical Engineering IIT Kanpur Computer Numeric Control A system in which actions are controlled by the direct
Computer Numeric Control TA202A 2017-18(2 nd ) Semester Prof. J. Ramkumar Department of Mechanical Engineering IIT Kanpur Computer Numeric Control A system in which actions are controlled by the direct
KDL 30M HORIZONTAL TURNING CENTER
 HORIZONTAL TURNING CENTER with LIVE TOOLING KEY FEATURES 12 Chuck BOX Ways Turret Style Tooling Slant Bed Construction Live Tooling Maximum Swing 610mm (24.02 ) Maximum Cutting Diameter 420mm (16.54 )
HORIZONTAL TURNING CENTER with LIVE TOOLING KEY FEATURES 12 Chuck BOX Ways Turret Style Tooling Slant Bed Construction Live Tooling Maximum Swing 610mm (24.02 ) Maximum Cutting Diameter 420mm (16.54 )
NC Programming for PUMA Turning Centers Equipped with Live Tools, Sub Spindle, Y- Axis
 NC Programming for PUMA Turning Centers Equipped with Live Tools, Sub Spindle, Y- Axis For PUMA Turning Centers 200M, 200MS, 230M, 230MS, 240M, 240MS, 300M, 300MS 1500Y/SY, 2000Y/SY, 2500Y/SY 1 TABLE OF
NC Programming for PUMA Turning Centers Equipped with Live Tools, Sub Spindle, Y- Axis For PUMA Turning Centers 200M, 200MS, 230M, 230MS, 240M, 240MS, 300M, 300MS 1500Y/SY, 2000Y/SY, 2500Y/SY 1 TABLE OF
Techniques With Motion Types
 Techniques With Motion Types The vast majority of CNC programs require but three motion types: rapid, straight line, and circular interpolation. And these motion types are well discussed in basic courses.
Techniques With Motion Types The vast majority of CNC programs require but three motion types: rapid, straight line, and circular interpolation. And these motion types are well discussed in basic courses.
SAMSUNG Machine Tools PL35 CNC TURNING CENTER
 SAMSUNG Machine Tools PL35 CNC TURNING CENTER SAMSUNG'S Advanced Engineering and Machine Design Cast iron structure for superior dampening characteristics and thermal displacement Rigid 45 degree slant
SAMSUNG Machine Tools PL35 CNC TURNING CENTER SAMSUNG'S Advanced Engineering and Machine Design Cast iron structure for superior dampening characteristics and thermal displacement Rigid 45 degree slant
VMC Series II Vertical Machining Centers PROGRAMMER S MANUAL. Equipped with the Hardinge / Fanuc System II, Fanuc 0i-M, or Fanuc 18-MC Control
 PROGRAMMER S MANUAL VMC Series II Vertical Machining Centers Equipped with the Hardinge / Fanuc System II, Fanuc 0i-M, or Fanuc 18-MC Control Revised: July 26, 2004 Manual No. M-377B Litho in U.S.A. Part
PROGRAMMER S MANUAL VMC Series II Vertical Machining Centers Equipped with the Hardinge / Fanuc System II, Fanuc 0i-M, or Fanuc 18-MC Control Revised: July 26, 2004 Manual No. M-377B Litho in U.S.A. Part
Computer Aided Manufacturing
 Computer Aided Manufacturing CNC Milling used as representative example of CAM practice. CAM applies to lathes, lasers, waterjet, wire edm, stamping, braking, drilling, etc. CAM derives process information
Computer Aided Manufacturing CNC Milling used as representative example of CAM practice. CAM applies to lathes, lasers, waterjet, wire edm, stamping, braking, drilling, etc. CAM derives process information
Turning Hardinge Super-Precision Quest GT 27 Turning Center
 Turning Hardinge Super-Precision Quest GT 27 Turning Center Quotation to: ABMNameAlpha Quotation Number: SOHDocumentOrderInvoice Contact: Contact Name Address: ShipToAddressLine1 ShipToAddressLine2 ShipToAddressLine3
Turning Hardinge Super-Precision Quest GT 27 Turning Center Quotation to: ABMNameAlpha Quotation Number: SOHDocumentOrderInvoice Contact: Contact Name Address: ShipToAddressLine1 ShipToAddressLine2 ShipToAddressLine3
UNIT 5 CNC MACHINING. known as numerical control or NC.
 UNIT 5 www.studentsfocus.com CNC MACHINING 1. Define NC? Controlling a machine tool by means of a prepared program is known as numerical control or NC. 2. what are the classifications of NC machines? 1.point
UNIT 5 www.studentsfocus.com CNC MACHINING 1. Define NC? Controlling a machine tool by means of a prepared program is known as numerical control or NC. 2. what are the classifications of NC machines? 1.point
Turning Super Precision RS 51 Turning Center
 Turning Super Precision RS 51 Turning Center Quotation to: ABMNameAlpha Quotation Number: SOHDocumentOrderInvoice Contact: Contact Name Address: ShipToAddressLine1 ShipToAddressLine2 ShipToAddressLine3
Turning Super Precision RS 51 Turning Center Quotation to: ABMNameAlpha Quotation Number: SOHDocumentOrderInvoice Contact: Contact Name Address: ShipToAddressLine1 ShipToAddressLine2 ShipToAddressLine3
Turning Hardinge GS 51 Turning Center
 Turning Hardinge GS 51 Turning Center Quotation to: ABMNameAlpha Quotation Number: SOHDocumentOrderInvoice Contact: Contact Name Address: ShipToAddressLine1 ShipToAddressLine2 ShipToAddressLine3 ShipToAddressLine4
Turning Hardinge GS 51 Turning Center Quotation to: ABMNameAlpha Quotation Number: SOHDocumentOrderInvoice Contact: Contact Name Address: ShipToAddressLine1 ShipToAddressLine2 ShipToAddressLine3 ShipToAddressLine4
Fixed Headstock Type CNC Automatic Lathe
 Fixed Headstock Type CNC Automatic Lathe MSY The BNE series is renowned for its high rigidity, heavy cutting capability and outstanding precision. The new MSY model extends the ability of the BNE series
Fixed Headstock Type CNC Automatic Lathe MSY The BNE series is renowned for its high rigidity, heavy cutting capability and outstanding precision. The new MSY model extends the ability of the BNE series
MTC200 Description of NC Cycles. Application Manual SYSTEM200 DOK-MTC200-CYC*DES*V22-AW02-EN-P
 X rapid feed feed first feed * n... appr.. * appr.. * 1... end point Z gradient starting point Z end p. X start. p. X Z MTC200 Description of NC Cycles Application Manual SYSTEM200 About this Documentation
X rapid feed feed first feed * n... appr.. * appr.. * 1... end point Z gradient starting point Z end p. X start. p. X Z MTC200 Description of NC Cycles Application Manual SYSTEM200 About this Documentation
OmniTurn Training. Jeff Richlin OmniTurn Training Manual Richlin Machinery - (631)
") OmniTurn Training Jeff Richlin 631 694 9400 jrichlin@gmail.com OmniTurn Training Manual Richlin Machinery - (631) 694 9400 1 OmniTurn Training Manual Richlin Machinery - (631) 694 9400 2 Codes Honored
OmniTurn Training Jeff Richlin 631 694 9400 jrichlin@gmail.com OmniTurn Training Manual Richlin Machinery - (631) 694 9400 1 OmniTurn Training Manual Richlin Machinery - (631) 694 9400 2 Codes Honored
Controlled Machine Tools
 ME 440: Numerically Controlled Machine Tools CNCSIMULATOR Choose the correct application (Milling, Turning or Plasma Cutting) CNCSIMULATOR http://www.cncsimulator.com Teaching Asst. Ergin KILIÇ (M.S.)
ME 440: Numerically Controlled Machine Tools CNCSIMULATOR Choose the correct application (Milling, Turning or Plasma Cutting) CNCSIMULATOR http://www.cncsimulator.com Teaching Asst. Ergin KILIÇ (M.S.)
Table of Contents. Table of Contents. Preface 11 Prerequisites... 12
 Table of Contents Preface 11 Prerequisites... 12 Basic machining practice experience... 12 Controls covered... 12 Limitations... 13 The need for hands -on practice... 13 Instruction method... 13 Scope...
Table of Contents Preface 11 Prerequisites... 12 Basic machining practice experience... 12 Controls covered... 12 Limitations... 13 The need for hands -on practice... 13 Instruction method... 13 Scope...
4. (07. 03) CNC TURNING CENTER
 CNC TURNING CENTER") 4. (07. 0) CNC TURNING CENTER World Top Class Quality HYUNDAI-KIA Machine Tool High Speed, High Accuracy, High Rigidity CNC Turning Center New Leader of Medium and Large Size CNC Turning Center More Powerful
4. (07. 0) CNC TURNING CENTER World Top Class Quality HYUNDAI-KIA Machine Tool High Speed, High Accuracy, High Rigidity CNC Turning Center New Leader of Medium and Large Size CNC Turning Center More Powerful
Manual Guide i. Lathe Training Workbook. For. Lathe Turning & Milling
 Manual Guide i Lathe Training Workbook For Lathe Turning & Milling A-816A Hardinge Inc., 2008 Part No. A A-0009500-0816 Litho in USA June 2008 2 Section Pages Section One: Basic Machine Operations Sequence
Manual Guide i Lathe Training Workbook For Lathe Turning & Milling A-816A Hardinge Inc., 2008 Part No. A A-0009500-0816 Litho in USA June 2008 2 Section Pages Section One: Basic Machine Operations Sequence
Design & Manufacturing II. The CAD/CAM Labs. Lab I Process Planning G-Code Mastercam Lathe
 2.008 Design & Manufacturing II The CAD/CAM Labs Lab I Process Planning G-Code Mastercam Lathe Lab II Mastercam Mill Check G-Code Lab III CNC Mill & Lathe Machining OBJECTIVE BACKGROUND LAB EXERCISES DELIVERABLES
2.008 Design & Manufacturing II The CAD/CAM Labs Lab I Process Planning G-Code Mastercam Lathe Lab II Mastercam Mill Check G-Code Lab III CNC Mill & Lathe Machining OBJECTIVE BACKGROUND LAB EXERCISES DELIVERABLES
Lathe Series Training Manual. Live Tool for Haas Lathe (including DS)
") Haas Factory Outlet A Division of Productivity Inc Lathe Series Training Manual Live Tool for Haas Lathe (including DS) Created 020112-Rev 121012, Rev2-091014 This Manual is the Property of Productivity
Haas Factory Outlet A Division of Productivity Inc Lathe Series Training Manual Live Tool for Haas Lathe (including DS) Created 020112-Rev 121012, Rev2-091014 This Manual is the Property of Productivity
HAAS AUTOMATION, INC. PROGRAMMING MILL SERIES WORKBOOK ANSWERS HAAS AUTOMATION, INC STURGIS ROAD OXNARD, CA
 HAAS AUTOMATION, INC. MILL SERIES PROGRAMMING WORKBOOK HAAS AUTOMATION, INC. 2800 STURGIS ROAD OXNARD, CA 93030 www.haascnc.com 800-331-6746 ANSWERS PROGRAMMING HAAS AUTOMATION INC. 2800 Sturgis Road Oxnard,
HAAS AUTOMATION, INC. MILL SERIES PROGRAMMING WORKBOOK HAAS AUTOMATION, INC. 2800 STURGIS ROAD OXNARD, CA 93030 www.haascnc.com 800-331-6746 ANSWERS PROGRAMMING HAAS AUTOMATION INC. 2800 Sturgis Road Oxnard,
Single Spindle Gang Tool Lathe
 Single Spindle Gang Tool Lathe The Prodigy GT-27 delivers the perfect blend of performance, features and affordability. Designed to efficiently machine a wide variety of materials to superb accuracies,
Single Spindle Gang Tool Lathe The Prodigy GT-27 delivers the perfect blend of performance, features and affordability. Designed to efficiently machine a wide variety of materials to superb accuracies,
Section 6: Fixed Subroutines
 Section 6: Fixed Subroutines Definition L9101 Probe Functions Fixed Subroutines are dedicated cycles, standard in the memory of the control. They are called by the use of an L word (L9101 - L9901) and
Section 6: Fixed Subroutines Definition L9101 Probe Functions Fixed Subroutines are dedicated cycles, standard in the memory of the control. They are called by the use of an L word (L9101 - L9901) and
CNC Machinery. Module 5: CNC Programming / Milling. IAT Curriculum Unit PREPARED BY. August 2009
 CNC Machinery Module 5: CNC Programming / Milling PREPARED BY IAT Curriculum Unit August 2009 Institute of Applied Technology, 2009 ATM313-CNC Module 5: CNC Programming / Milling Module Objectives: 1.
CNC Machinery Module 5: CNC Programming / Milling PREPARED BY IAT Curriculum Unit August 2009 Institute of Applied Technology, 2009 ATM313-CNC Module 5: CNC Programming / Milling Module Objectives: 1.
SINUMERIK System 800 Cycles, User Memory Submodule 4
 SINUMERIK System 800 Cycles, User Memory Submodule 4 User Documentation SINUMERIK System 800 Cycles, User Memory Submodule 4 Programming Guide User Documentation Valid for: Control Software version SINUMERIK
SINUMERIK System 800 Cycles, User Memory Submodule 4 User Documentation SINUMERIK System 800 Cycles, User Memory Submodule 4 Programming Guide User Documentation Valid for: Control Software version SINUMERIK
ENGI 7962 Mastercam Lab Mill 1
 ENGI 7962 Mastercam Lab Mill 1 Starting a Mastercam file: Once the SolidWorks models is complete (all sketches are Fully Defined), start up Mastercam and select File, Open, Files of Type, SolidWorks Files,
ENGI 7962 Mastercam Lab Mill 1 Starting a Mastercam file: Once the SolidWorks models is complete (all sketches are Fully Defined), start up Mastercam and select File, Open, Files of Type, SolidWorks Files,
STATE UNIVERSITY OF NEW YORK COLLEGE OF TECHNOLOGY CANTON, NEW YORK COURSE OUTLINE MECH 223 INTRODUCTION TO COMPUTER NUMERICAL CONTROL
 STATE UNIVERSITY OF NEW YORK COLLEGE OF TECHNOLOGY CANTON, NEW YORK COURSE OUTLINE MECH 223 INTRODUCTION TO COMPUTER NUMERICAL CONTROL Prepared by: Daniel Miller Updated by: Daniel Miller (April 2015)
STATE UNIVERSITY OF NEW YORK COLLEGE OF TECHNOLOGY CANTON, NEW YORK COURSE OUTLINE MECH 223 INTRODUCTION TO COMPUTER NUMERICAL CONTROL Prepared by: Daniel Miller Updated by: Daniel Miller (April 2015)
HAAS LATHE PANEL TUTORIAL
 HAAS LATHE PANEL TUTORIAL Safety First Never wear loose clothing or long hair while operating lathe Ensure that tools and workpiece are clamped securely Don't touch a rotating workpiece If something isn't
HAAS LATHE PANEL TUTORIAL Safety First Never wear loose clothing or long hair while operating lathe Ensure that tools and workpiece are clamped securely Don't touch a rotating workpiece If something isn't
Fixed Headstock Type CNC Automatic Lathe
 Fixed Headstock Type CNC Automatic Lathe The BNA series packs sophisticated functions and high accuracy into a space-saving compact body. The BNA series aims to set the new standard for machines for cutting
Fixed Headstock Type CNC Automatic Lathe The BNA series packs sophisticated functions and high accuracy into a space-saving compact body. The BNA series aims to set the new standard for machines for cutting
sliding head machine, furthers the quest for cost and performance featuring the ability to switch between guide bush and non-guide bush types.
 The Citizen A20, an evolving 5-Axis CNC sliding head machine, furthers the quest for cost and performance featuring the ability to switch between guide bush and non-guide bush types. Acclaimed for its
The Citizen A20, an evolving 5-Axis CNC sliding head machine, furthers the quest for cost and performance featuring the ability to switch between guide bush and non-guide bush types. Acclaimed for its
CNC Applications. Programming Machining Centers
 CNC Applications Programming Machining Centers Planning and Programming Just as with the turning center, you must follow a series of steps to create a successful program: 1. Examine the part drawing thoroughly
CNC Applications Programming Machining Centers Planning and Programming Just as with the turning center, you must follow a series of steps to create a successful program: 1. Examine the part drawing thoroughly
DUGARD EAGLE 200HT / 200MC
 DUGARD EAGLE 00HT / 00MC Slant Bed, High Precision CNC Lathes EAGLE 00HT 5 Slant Bed Heavy duty cast construction allowing optimum chip clearance Rigid, High Precision Spindle Unit Model Eagle 00HT The
DUGARD EAGLE 00HT / 00MC Slant Bed, High Precision CNC Lathes EAGLE 00HT 5 Slant Bed Heavy duty cast construction allowing optimum chip clearance Rigid, High Precision Spindle Unit Model Eagle 00HT The
H2PN-T. Lathe CNC Controller. Manual. Version: Feb, 2009
 H2PN-T Lathe CNC Controller Manual Version: Feb, 2009 HUST Automation Inc. No. 80 Industry Rd., Toufen, Miaoli, Taiwan Tel: 886 37 623242 Fax: 886 37 623241 TABLE OF CONTENTS TABLE OF CONTENTS 1 MAIN
H2PN-T Lathe CNC Controller Manual Version: Feb, 2009 HUST Automation Inc. No. 80 Industry Rd., Toufen, Miaoli, Taiwan Tel: 886 37 623242 Fax: 886 37 623241 TABLE OF CONTENTS TABLE OF CONTENTS 1 MAIN
Improved productivity for complex machining. Sliding Headstock Type CNC Automatic Lathe
 Improved productivity for complex machining Sliding Headstock Type CNC Automatic Lathe Cincom Technology, Support and Financing. Marubeni Citizen-Cincom is your single source provider of Swiss type lathes
Improved productivity for complex machining Sliding Headstock Type CNC Automatic Lathe Cincom Technology, Support and Financing. Marubeni Citizen-Cincom is your single source provider of Swiss type lathes
High Precision CNC Lathe
 High Precision CNC Lathe Designed for high-precision machining of smalldiameter workpieces, this machine has a wing type fixed spindle for low thermal influence installed on a thermally symmetrical machine
High Precision CNC Lathe Designed for high-precision machining of smalldiameter workpieces, this machine has a wing type fixed spindle for low thermal influence installed on a thermally symmetrical machine
DUGARD. DUGARD Machine. DUGARD CNC Lathes. Dugard 220LY / 220LSY CNC Turning and Milling Centres. Expertise with Imagination.
 DUGARD Expertise with Imagination DUGARD CNC Lathes Dugard 220LY / 220LSY CNC Turning and Milling Centres Multi-axis lathes with linear ways and sub-spindle option DUGARD Machine Tools www.dugard.com sales@dugard.com
DUGARD Expertise with Imagination DUGARD CNC Lathes Dugard 220LY / 220LSY CNC Turning and Milling Centres Multi-axis lathes with linear ways and sub-spindle option DUGARD Machine Tools www.dugard.com sales@dugard.com
User's Guide. Servo CNC System. for Windows Programming and Operation. SW Version 5.0 Manual Version 1.1b. Form
 User's Guide Servo CNC System for Windows Programming and Operation SW Version 5.0 Manual Version 1.1b Form 0800-80821 Copyright 2006 ServoSource. All rights reserved The software contains proprietary
User's Guide Servo CNC System for Windows Programming and Operation SW Version 5.0 Manual Version 1.1b Form 0800-80821 Copyright 2006 ServoSource. All rights reserved The software contains proprietary
PL 35/35M/40 CNC TURNING CENTER
 NC Specifications / FANUC Series Controlled axis Operation functions Interpolation functions Feed function Spindle function Tool functions Program input Setting and display Data input/output 본사및공장 Max.
NC Specifications / FANUC Series Controlled axis Operation functions Interpolation functions Feed function Spindle function Tool functions Program input Setting and display Data input/output 본사및공장 Max.
CNC Turning. Module 3: CNC Turning Machine. Academic Services PREPARED BY. January 2013
 CNC Turning Module 3: CNC Turning Machine PREPARED BY Academic Services January 2013 Applied Technology High Schools, 2013 Module 3: CNC Turning Machine Module Objectives Upon the successful completion
CNC Turning Module 3: CNC Turning Machine PREPARED BY Academic Services January 2013 Applied Technology High Schools, 2013 Module 3: CNC Turning Machine Module Objectives Upon the successful completion
Performance. CNC Turning & Milling Machine. Conversational CAM 3.11 Instruction Manual
 Performance CNC Turning & Milling Machine Conversational CAM 3.11 Instruction Manual Legacy Woodworking Machinery 435 W. 1000 N. Springville, UT 84663 Performance Axis CNC Machine 2 Content Warranty and
Performance CNC Turning & Milling Machine Conversational CAM 3.11 Instruction Manual Legacy Woodworking Machinery 435 W. 1000 N. Springville, UT 84663 Performance Axis CNC Machine 2 Content Warranty and
12. CNC Machine Tools and Control systems
 CAD/CAM Principles and Applications 12 CNC Machine Tools and Control systems 12-1/12-39 12. CNC Machine Tools and Control systems 12.1 CNC Machining centres Vertical axis machining centre, and Horizontal
CAD/CAM Principles and Applications 12 CNC Machine Tools and Control systems 12-1/12-39 12. CNC Machine Tools and Control systems 12.1 CNC Machining centres Vertical axis machining centre, and Horizontal
Maier ML20D - Technical Details. for illustration purposes only. Maier CNC Swiss Type Lathe ML20D ProLine
 Maier ML20D - Technical Details for illustration purposes only Maier CNC Swiss Type Lathe ML20D ProLine Machine concept & construction The machine base of all the Maier ProLine CNC Sliding Headstock Machines
Maier ML20D - Technical Details for illustration purposes only Maier CNC Swiss Type Lathe ML20D ProLine Machine concept & construction The machine base of all the Maier ProLine CNC Sliding Headstock Machines
COMPUTER NUMERICAL CONTROL PROGRAMMING BASICS
 COMPUTER NUMERICAL CONTROL PROGRAMMING BASICS A Primer for the SkillsUSA/VICA Championships Steve Krar Arthur Gill Distributed to educational administrators, instructors, students, and apprentices with
COMPUTER NUMERICAL CONTROL PROGRAMMING BASICS A Primer for the SkillsUSA/VICA Championships Steve Krar Arthur Gill Distributed to educational administrators, instructors, students, and apprentices with
SL 3500Y series Y-AXIS HORIZONTAL TURNING CENTER
 NC Specifications / FANUC Series Controlled axes Item 3-axis(X,Y,Z) Description Controlled axes Max. simultaneously controlled axes Least input increment Positioning(G00) / Linear Interpolation(G01) Circular
NC Specifications / FANUC Series Controlled axes Item 3-axis(X,Y,Z) Description Controlled axes Max. simultaneously controlled axes Least input increment Positioning(G00) / Linear Interpolation(G01) Circular
FBL-250Y/320Y/SY Series. CNC Turning-Milling Machines Linear/Box Way
 FNLY/2Y/SY Series FBLY/2Y/SY Series CNC TurningMilling Machines Linear/Box Way Multifunctional Turning and Milling Excellence FNLY/2Y/SY Linear Way Series FBLY/2Y/SY Box Way Series CNC TurningMilling Machines
FNLY/2Y/SY Series FBLY/2Y/SY Series CNC TurningMilling Machines Linear/Box Way Multifunctional Turning and Milling Excellence FNLY/2Y/SY Linear Way Series FBLY/2Y/SY Box Way Series CNC TurningMilling Machines
LinuxCNC Help for the Sherline Machine CNC System
 WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING LinuxCNC Help for the Sherline Machine CNC System LinuxCNC Help for Programming and Running 1. Here is a link
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING LinuxCNC Help for the Sherline Machine CNC System LinuxCNC Help for Programming and Running 1. Here is a link
Cincom Evolution Line
 Evolution and Innovation is the Future Sliding Headstock Type Automatic CNC Lathe Cincom Evolution Line Exceptional productivity and cost performance in a 5-axis ø20 mm machine Non-guide bushing spindle
Evolution and Innovation is the Future Sliding Headstock Type Automatic CNC Lathe Cincom Evolution Line Exceptional productivity and cost performance in a 5-axis ø20 mm machine Non-guide bushing spindle
INDEX A FAGOR. 1. MC Training Manual. 2. Additional Simple Cycles. 3. USB Interface. 4. Installation. 5. Electrical Drawings
 KNEE MILL PACKAGE INDEX 1. MC Training Manual 2. Additional Simple Cycles 3. USB Interface 4. Installation 5. Electrical Drawings 1 800 4A FAGOR * This information package also includes 8055 CNC Training
KNEE MILL PACKAGE INDEX 1. MC Training Manual 2. Additional Simple Cycles 3. USB Interface 4. Installation 5. Electrical Drawings 1 800 4A FAGOR * This information package also includes 8055 CNC Training
Tool Room Training Centre
 Tool Room Training Centre SL NO. NAME OF THE MACHINE SUPPLIER SECTION QUANTITY 1 Lathe machine PRACTION (BANKA Conventional 2 40) 2 Lathe machine PRACTION (PIONEER) Conventional 2 3 Vertical knee & column
Tool Room Training Centre SL NO. NAME OF THE MACHINE SUPPLIER SECTION QUANTITY 1 Lathe machine PRACTION (BANKA Conventional 2 40) 2 Lathe machine PRACTION (PIONEER) Conventional 2 3 Vertical knee & column
Codes Honored by the OmniTurn control (Sort by Code)
") Codes Honored by the OmniTurn control (Sort by Code) Code Usage Description Pages G00 G00 Rapid move...11,12 G01 G01Fn Feed move...12,13 G02 G02XnZnInKnFn Arc -Clockwise... 6,15,17-24 G02 G02XnZnRn Arc
Codes Honored by the OmniTurn control (Sort by Code) Code Usage Description Pages G00 G00 Rapid move...11,12 G01 G01Fn Feed move...12,13 G02 G02XnZnInKnFn Arc -Clockwise... 6,15,17-24 G02 G02XnZnRn Arc
HNK VERTICAL TURNING CENTERS R Series
 www.hnkkorea.com HNK VERTICAL TURNING CENTERS R Series CNC VERTICAL TURNING CENTER - Compact Design - Rigid Construction - Accuracy and Reliability Ram Head 240 x 240mm Square Ram - Hardened and ground
www.hnkkorea.com HNK VERTICAL TURNING CENTERS R Series CNC VERTICAL TURNING CENTER - Compact Design - Rigid Construction - Accuracy and Reliability Ram Head 240 x 240mm Square Ram - Hardened and ground
CNC Applications. Tool Nose Radius Compensation on Turning Centers
 CNC Applications Tool Nose Radius Compensation on Turning Centers Facing and Straight Turning When facing or straight turning, the tool nose radius has no effect on the part other than leaving a radius
CNC Applications Tool Nose Radius Compensation on Turning Centers Facing and Straight Turning When facing or straight turning, the tool nose radius has no effect on the part other than leaving a radius
Safety Hazards Material Processing Laboratory Room 232
 Safety Hazards Material Processing Laboratory Room 232 HAZARD: Rotating Equipment / Machine Tools Be aware of pinch points and possible entanglement Personal Protective Equipment: Safety Goggles; Standing
Safety Hazards Material Processing Laboratory Room 232 HAZARD: Rotating Equipment / Machine Tools Be aware of pinch points and possible entanglement Personal Protective Equipment: Safety Goggles; Standing
DUGARD. DUGARD Machine. Dugard 300 Slant Bed High Precision CNC Lathe. Machine Tools That Create Solutions Since Tools
 DUGARD Machine Tools That Create Solutions Since 1939 Dugard 300 Slant Bed High Precision CNC Lathe DUGARD Machine Tools www.dugard.com sales@dugard.com 01273 732286 Outstanding features that guarantee
DUGARD Machine Tools That Create Solutions Since 1939 Dugard 300 Slant Bed High Precision CNC Lathe DUGARD Machine Tools www.dugard.com sales@dugard.com 01273 732286 Outstanding features that guarantee
SUMMARY. Valves, pipes and manifold-type parts are ideal candidates for Turn-Cut.
 SUMMARY Turn-Cut is a programming option available on Okuma horizontal machining centers that allows the machine to create bores and diameters that include circular and/or angular features. It allows users
SUMMARY Turn-Cut is a programming option available on Okuma horizontal machining centers that allows the machine to create bores and diameters that include circular and/or angular features. It allows users
CNC TURNING CENTRES B1200-M-Y
 CNC TURNING CENTRES B1200-M-Y Great versatility and superb chip removal. B1200 2-3 The family of BIGLIA B1200 lathes universally appreciated for their rigidity, accuracy and durability, has been designed
CNC TURNING CENTRES B1200-M-Y Great versatility and superb chip removal. B1200 2-3 The family of BIGLIA B1200 lathes universally appreciated for their rigidity, accuracy and durability, has been designed
SAMSUNG Machine Tools
 NC Unit Specifications / FANUC Series Controlled axis Operation functions Interpolation functions Feed function Spindle function Tool functions Program input Setting and display Data input/output Max.
NC Unit Specifications / FANUC Series Controlled axis Operation functions Interpolation functions Feed function Spindle function Tool functions Program input Setting and display Data input/output Max.