基礎から分かるシリーズハンドタップ 超硬タップ編
|
|
|
- Vincent Curtis
- 6 years ago
- Views:
Transcription
1 Understanding the basics of Hand taps Understanding the Basics of Hand Taps and Carbide Taps July 2017 基礎から分かるシリーズハンドタップ 超硬タップ編


2 Understanding the basics of Hand taps Understanding the Basics of Hand Taps and Carbide Taps What is a Hand taps? Hand taps and Serial hand taps Cutting torque of taps What is a carbide tap? The relationship between an internal thread, a tap and a gauge. Yamawa s offering of Hand taps. Yamawa s offering of carbide taps. Taps for cast irons. Carbide Taps for high hardness steels Selecting hand taps/carbide taps based on workpiece materials being cut. Introduction of RE-HT Introduction of UH-CT/EH-CT 2











3 Understanding the basics of Hand taps What is a Hand taps? A hand tap is used for general tapping work. The same diameter is offered in three types of cutting chamfer lengths for manual tapping. The first is a taper chamfer, the second is a plug chamfer and the last is a bottoming chamfer. These are sold as a set for general tapping. In succession, these are used with the starter taper chamfer tap cutting first, depending on the work piece condition. Yamawa currently produces the plug and bottoming chamfer taps. Plug type: 5 thread chamfer <Fine chips are created with hand taps> Bottoming type : 1.5 threads chamfer The serial hand tap is explained on next page. <The classification of a tap s cutting action is based on the geometry of the taps, the chip direction and the hole shape> Chip ejec on Hand Taps Chip ejec on Spiral Fluted Taps Chip ejec on Spiral Pointed Taps The characteristic of hand taps are summarized as below. 1) High cutting edge strength. 2) Suitable for tool wear prone materials like high hardness materials and cast irons. 3) The cutting chamfer length can be selected. 3

 Serial hand taps are made to have two or more taps that remove an increasing amount of thread material.")

4 Understanding the basics of Hand taps Hand taps and Serial hand taps Hand taps(used in many other countries besides Japan) Hand taps have two or more taps with the same thread diameter and a different number of threads in the cutting chamfer section. There are three lengths of cutting chamfers offered in the same diameter tap. Yamawa sells plug and bottoming taps as standard products. Serial taps(mainly used in Europe market) Serial hand taps are made to have two or more taps that remove an increasing amount of thread material. These taps are offered as one set. After the first V starter tap is used, each additional middle M and Finishing F tap of the same diameter removes more of the read diameter. First the tapping is done with V with the lowest thread form, then M F is processed. Yamawa product catalog on Products for Europe page Product catalog HT page 4

5 Understanding the basics of Hand taps Cutting torque of taps The charts below show torque diagram comparisons of hand taps, spiral fluted taps and spiral pointed taps with their torque values. Selecting the same processing conditions and in the same material and hardness while using the same diameter and pitch tap with the same chamfer the tapping torque for each style is shown above. The tapping torque can change depending on the type of cutting fluid and chip effect. Spiral pointed taps are less affected by chips when compared with other taps. The tapping torque appears low in the charts above. Spiral fluted taps discharge the chip back toward the shank inside the flutes. The taping torque for spiral fluted taps will become slightly larger compared that tapping torque of a spiral pointed taps. While using hand taps, the chips accumulate in the flutes, so the tapping torque increases due to the influence of the chip storage. 5

6 Understanding the basics of Hand taps What is a carbide tap? In recent years, taps are being used on machines that are dedicated, like automated machines, CNC machines, machining centers, etc. Yamawa has promptly responded to these times and recommends a carbide tap that is popular for mass production and that offers greater cost reduction. If applied properly, it is more than 50 times more durable than the general HSS tap. Features: 1)Yamawa uses ultrafine particle cemented carbide that has a high resistance to breakage and it exhibits high toughness. The Yamawa carbide taps have the same hardness as that of conventional cemented carbide. 2)Because it is hard and has high toughness it offers better abrasion resistance and longer life. 3)Depending on the application, it is also possible to thread difficult to cut materials. Usage notes: 1)Machines used: Carbide taps develop chipped cutting edges if the vibration is large. Carbide taps have a low bending strength and can break if too much side stress is generated. 2)Mounting and holding tool: Misalignment prevention to the minor diameter hole is vital. Mounting tap in accurate holders is critical. (Carbide taps are easy to break due to bending stress. )When attaching the tap to the holding tool is inaccurate, the holding tool will float or move, throwing the balance of the tapping operation off and it can easily develop into chipping and breaking. 3)Threading holes: Threading where the hole is bending or misalignment will cause a bending stress and breakage. Pay attention to the depth of the hole and the length of the screw thread. Pay particular attention to chip clogging and crash into the bottom. 4)Lubrication: Use mainly tapping lubrication. (It helps prevent the development of chip welding to flute. Higher tapping torque can develop from the chip welding and cause breakage. 5)Wok material: The toughness of a carbide tap is lower than that of a HSS material so the range of the work material is limited. About work material Cemented carbide does not have the toughness of HSS taps, so cutting edge chipping and tap breaking Example of chip can easily occur. It is best to limit the work material to those where the metal chips are divided finely as shown in the picture on the right. Typical examples of these materials are cast iron and aluminum die casting. Recently, carbide taps have also been used for ultra high hardness materials exceeding 60HRC. About the main tap types For cast irons N-CT FC For light alloys N-CT LA For high hard materials (hardness: 45HRC~55HRC) EH-CT For ultra hard materials (hardness: 55HRC~63HRC) UH-CT For ultra fast tapping speed HFACT HFICT 6
7 The relationship between an internal thread, a tap and a gauge. Hand taps have larger thread class because they tend to cut closer to tap size. We recommend using oversized taps for the following conditions. 1). When the material has a tendency to shrink after tapping due to the shape of the work piece. 2). If a plating is applied to the internal screw thread after tapping. (The tap diameter needs to be approximately four times of the plating thickness.) 3). When the work piece material does not expand but the tap experiences rapid wear. 4). When tapping on machines with a rigid tapping mechanism. If there is no expansion in the axial direction of the holder, we suggested the use of a tap with a class as high as possible. 5). Choose a tap that has as large of a thread class as possible. Comparison graph of tolerance zone for Pitch Diameter of a internal thread, a gage and tap thread class for M10X1.5 Size: M10X1.5 (μmm) 200 Pitch diameter tolerance zone of JIS 2nd class internal thread Position of Plug gauge JIS 2nd Pitch diameter tolerance zone 6H internal thread Position of Plug gauge class 2 Position of Yamawa P class Cutting Taps. Position of Yamawa G class Roll Taps. Maximum figure of pitch diameter of 6H internal thread for M10X1.5 : 9.206mm NP 160 Maximum figure of pitch diameter of JIS 2nd class internal thread for M10X1.5 : 9.166mm JIS 2nd class internal thread IP 6H internal thread P4 P3 (PO, HT) P2 (SP) G8 G7 Standard thread classes of each tap for M10X1.5 and the figure of pitch diameter. (Roll tap: Recommended tap thread class) SP P2 M10X1.5 P2=+20~+40μm PO P3 M10X1.5 P3=+40~+60μm HT P3 M10X1.5 P3=+40~+60μm N-RZ G7 M10X1.5 G7=+76~+89μm Basic Pitch Diameter: 9.026mm 10 0 GP GP 7
8 Yamawa s offering of Hand taps Product Symbol Product Features Size range IHT I series Hand taps for General Purpose Application The IHT taps are for drilling machines or for hand tapping. It is suitable for small volume tapping on work piece materials like SPC and SS400. We recommend tapping speeds less than 5m/min. M3~M10 HT Hand Taps The HT are widely used for general-purpose tapping applications. We recommend tapping speeds of 5 to 10m/min. M1~M48 U W SM HT LH The HT LH hand taps are for left hand threads. M1~M30 Hand Taps for Left Hand Threads LS-HT Long Shank Hand Taps The LS-HT taps have a longer shank than conventional taps. These taps are applicable for use where the tapping length can not be reached with a standard length tap. M2~M30 LS-HT V Long Shank Hand Taps, Coated The LS-HT V is a thin film coated longer shank that is longer than a conventional tap. These taps coating improves wear resistance and welding resistance. The LS-HT V are for use where the tapping length can not be reached by a standard length tap. M3~M12 SU-HT Hand Taps for Stainless Steels The SU-HT is the hand tap suitable for sticky work hardening stainless steels, chrome steel and molybdenum steels. M2~M30 U W FC-HT Hand Taps for Cast Irons The FC-HT taps are suitable for hard and brittle materials like cast iron. The FC-HT is slightly oversize to allow for faster wear in hard materials. M3~M24 LA-HT Hand Taps for die casting The LA-HT is an oversized tap that corresponds to materials that end to contract when tapping internal threads like aluminum alloy die castings (ADC) and zinc die castings (ZDC). M1.4~M24 8
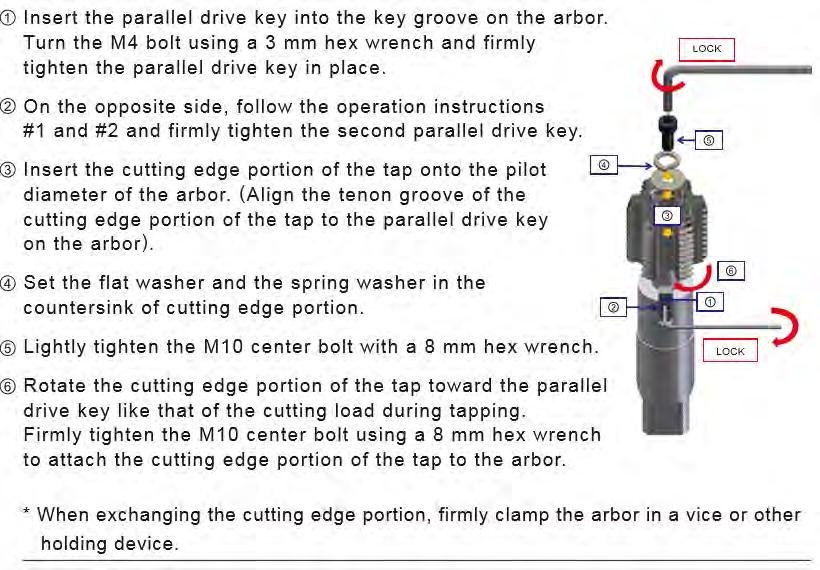
9 Product Symbol Product Features Size range AXE-HT AXE Straight Fluted Taps The AXE-HT is ideal for machining aluminum alloy castings and zinc alloy castings. Powder HSS (characterized by high wear resistance and heat resistance) with a special coating. When combined with the correct tooling, the tool life of the AXE-HT is increased five times over conventional taps designed for aluminum. With less flute damage, the dimensional change of the internal threads is improved plus there is an improvement in the surface finish. Suitable from medium speed to high speed with an optimum combination of negative rake angle and eccentric relief. M6~M12 EH-HT Hand Taps for Hard-to-Machine Materials The EH-HT is a hand tap suitable for tapping of high hardness steel range from 35 to 45HRC. It works best in high carbon steels, alloy steel forging, tempering material, mold material, etc. M3~M30 PL-1 Hand Taps for Plastics The PL1 is a tap for a thermosetting resin. This material can be difficult to create a screw thread in, especially the synthetic resin. M2~M8 MG-HT Hand Taps with Short Chamfer for Magnesium Alloy Castings The number of the cutting chamfer threads is set to 1 thread or less. The MG-HT is optimum when the requirement is a full thread at the bottom of a hole. M1.4~M3 MC-HT Hand Taps with Internal Coolant hole The MC-HT is a coolant through tap with side ports for through hole tapping applications. The internal coolant supply improves the surface finish and tool life. M6~M30 New RE-HT Joint type taps for thread repair and cleaning Main usage of RE-HT is for correcting thread flaws, and cleaning out burrs, paint, rust and residual spatters from welding. M50~M80 9
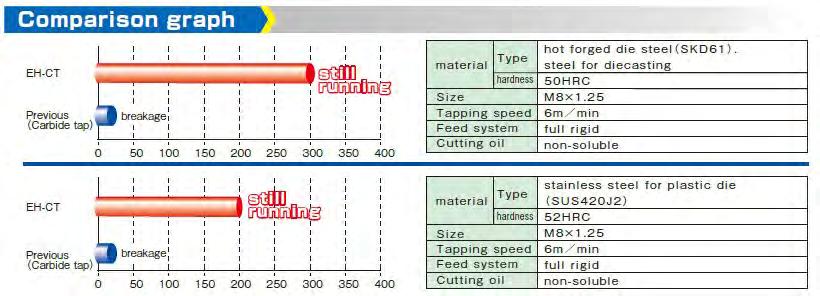
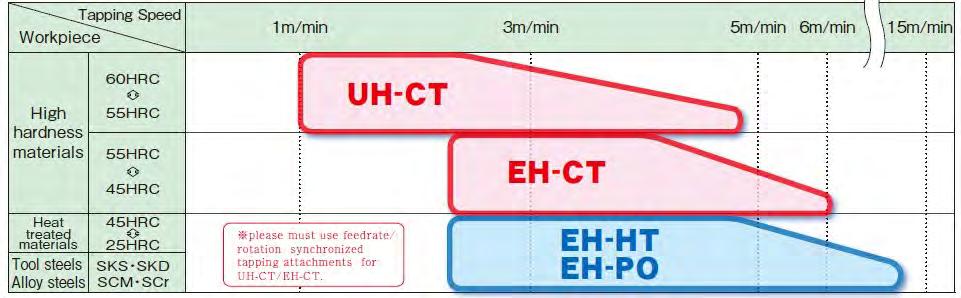
10 Yamawa s offering of carbide taps Product symbol Product name Features Size range N-CT LA Carbide hand taps for light alloy The N-CT LA is suitable for mass production of aluminum castings (AC), aluminum die casting (ADC), zinc die casting (ZDC) and other mass production products. M1.4~M20 N-CT FC Carbide hand taps for cast iron The N-CT FC is suitable for screw thread tapping of mass-produced products that are hard and brittle material like cast iron. M1.4~M24 No.4~3/4 N-CT PO Spiral Pointed Carbide Taps The N-CT PO is carbide tap for a through hole tapping of screw threads in mass production in hard and brittle materials such as cast iron. M3~M12 EH-CT Carbide hand tap for high hardness steel Ideal for high hardness steel tapping from 45 to 55HRC in steels for hot dies like SKS3, SKD11) The EH-CT is an ultrafine particle cemented carbide superior in abrasion resistance and impact resistance. Recommended for bored hole of 6H internal thread diameters should be the maximum value. M3~M12 UH-CT Carbide hand tap for Ultra Hard Materials The UH-CT is for SKD materials prehardened steels 55 to 60 HRC (Max63HRC). Ultrafine particle cemented carbide superior in abrasion resistance and impact resistance. Screw thread length is set to 1.5D or less. Taking life into consideration, the cutting chamfer is 5 threads long. For the diameter of the bored hole 6H internal thread diameters should be the maximum value recommended. M2~M20 10
11 Product symbol Product name Features Size range HFACT-P Carbide Taps for Ultra Fast Tapping, Through Hole Use, for Aluminum The HFACT-P is a carbide tap capable of ultra high speed tapping. The tap has an internal hole with side ports for lubrication or mist in through hole tapping. It is suitable for tapping aluminum casting or aluminum die casting. M6~M12 HFACT-B Carbide Taps for Ultra Fast Tapping, Blind Hole Use, for Aluminum The HFACT-B is a carbide tap for super high speed tapping. The tap has a straight internal coolant hole for lubrication or mist in blind hole tapping of aluminum casting and aluminum die casting. M6~M12 HFICT-P Carbide Taps for Ultra Fast Tapping, Through Hole Use, for Cast Irons The HFICT-P is a carbide tap capable for ultra high speed tapping. The tap has an internal coolant hole with side ports for lubrication or mist in through hole tapping in cast irons. M6~M12 HFICT-B Carbide Taps for Ultra Fast Tapping, Blind Hole Use, for Cast Irons The HFICT-B is a carbide tap for super high speed tapping. The tap has a straight internal coolant hole for lubrication or mist in blind hole tapping of cast irons. M6~M12 ACHSP Spiral Fluted taps for tapping Cored Holes in Aluminum Direct cored hole tapping result in a reduction of processing time. The shank diameter is the same as the thread diameter of the tap which improves rigidity and makes the product more resistant to deflection and the cutting side pressure caused from misalignment. (M6, M8: 0.3mm max, M10: 0.6mm max) A thin film coating offers improvements in wear resistance and a reduction of cutting edge chipping. M6, M8, M10X1.5 M10X

12 Understanding the basics of Hand taps Taps for cast irons Cast irons is a widely used material for mechanical parts. It contains up to 6.7% carbon (C) and has a hardness around HB. Since cast irons are abrasive Because the chips are very fine, there are few flute chipping problems from the metal chips wrapping around the tap. Cast irons is relatively easy to process. Yamawa recommends the FC-HT hand tap for cast irons. <Features of FC-HT> 1Recommend cutting speed:less than 10m/min. 2Machine: A wide array of machines can be used to tap cast iron from CNC machining centers to drill machines. 3Material: The FC-HT tool material is high speed tool steel (HSS). 4Surface treatment: When a nitride surface treatment is applied the surface hardness of the tap becomes 1,000 to 1,300HV and the wear resistance very high. 5Rake angle: The cutting edge shape has a rake angle with high rigidity. 6The problem of a thread gauge measuring tight is compensated for by making the FC-HT slightly oversize. The following table compares the number of the holes tapped until the thread gauge measured tight from performing tapping tests on FC250 material with a standard HT and a FC-HT. It was possible to tap about 2,700 holes with the FC-HT compared to 720 with a standard HT. The FC-HT achieved more than three times the number of holes tapped with a standard HT. <Comparison test of HT and FC-HT M8X1.25> Product HT, FC-HT P3 M8X1.25 5P Work piece material FC250 Tapping length, Hole shape 12mm (for through hole) Bored hole size φ6.8 Machine Machining center (Fully synchronous) Tapping speed 12m/min Lubrication Water soluble (*20 Dilution ratio) HT FC- HT Number of tapped holes 12
 with a cutting angle specification based on the FC-HT tap to greatly increase wear resistance.")
13 Understanding the basics of Hand taps Next, the introduction of the N-CT FC carbide taps for cast irons. The N-CT FC is a tap made from an ultrafine carbide(hf) with a cutting angle specification based on the FC-HT tap to greatly increase wear resistance. The figures below show the comparison of the number of tapped holes and the wear width on the chamfer. The chart below shows a comparison of tap tool life using the N-CT FC to that of the same size HT M8X1.25 tap. The HT tool life was about 2,000 holes and the abrasion of the chamfer was large. It became difficult to continue tapping while holding size. The N-CT FC had a tool life of 20 times more with less abrasion on the chamfer even after tapping 50,000 holes. Comparison graph of abrasion amount at chamfer portion between N-CT FC and HT tap. <Abrasion of chamfer portion> <Number of tapped hole (pcs/hole) <Test condition> Product, Size N-CT FC P4 M8X1.25 3P HT P4 M8X1.25 3P Workpiece material FC250 Hole shape 12mm (for through hole) Bored hole size φ6.8 Machine Machining center (Fully synchronous) Tapping speed 12m/min Lubrication Water soluble (*20 Dilution ratio) To use the N-CT FC taps properly without having problems, it is important to improve the processing environment. The hardness of the N-CT FC is much harder than HSS. Carbide toughness is lower than HSS, so flute chipping and breakage problems are likely to occur if not applied properly. When using the N-CT FC, be careful of any deviation of processing axis, curvature of pilot hole and positional deviation. Tap FC-HT N-CT FC Tapping effectiveness in FC-HT and N-CT FC Product Size Chamfer length Workpiece material Hole shape Tapping length (mm) Tapping speed (m/min) Tapping condition Machine Feed mechanizm Lubrication Number of tapped hole (hole/pc) M5X P FC250 Blind MC Synchronized Water soluble 2,100 M8X P FC250 Blind 18 8 Special-purpose machine Asynchronized Water soluble 2,400 M10X P FC250 Blind Special-purpose machine Asynchronized Non water soluble 2,500 M10X P FC250 Blind Tapping machine Master screw Non water soluble 3,000 M10X1 1.5P FC250 Blind MC Synchronized Non water soluble 5,000 M12X P FC250 Through Special-purpose machine Asynchronized Non water soluble 4,300 M6X1 3P FC250 Through 15 7 Transfer machine Asynchronized Mist 30,000 M6X1 3P FC250 Through MC Synchronized Water soluble 70,000 M7X1 1.5P FC250 Blind 8 15 MC Synchronized Water soluble 50,000 M8X P FC300 Blind MC Synchronized Water soluble 64,000 M10X1.25 3P FC250 Through Tapping machine Asynchronized Dry 16,000 M10X1 1.5P FC250 Blind 8 8 Special-purpose machine Asynchronized Water soluble 40,000 13
 used for casting and resin molding and a press die (Die Molds) used for press working of metal.")

 means the hardness of the tap is about 64HRC and it is difficult to process a mold material with hardness exceeding 45HRC.")
 UH-CT: SKD material, pre-hardened steel etc. Ideal for tapping 55-60HRC.")

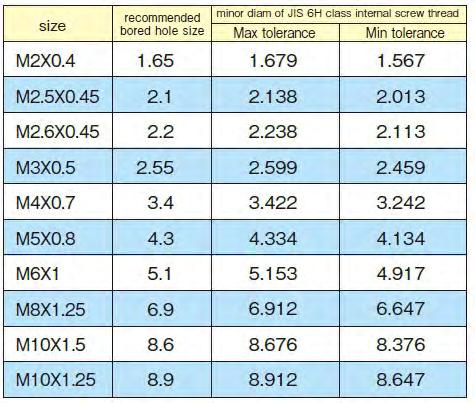
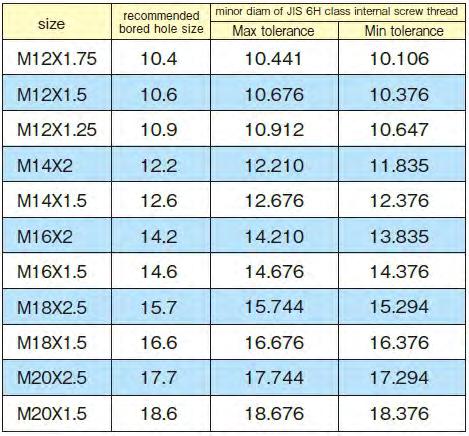
14 Carbide taps for high hardness steels There are many types of mold available in the industry depending on the application. Typically, these are divided into two categories, molds (Mold) used for casting and resin molding and a press die (Die Molds) used for press working of metal. For the die mold, a precipitation hardening system is applied which heat treats (tempering ) to hardness of about 40HRC. Steels used for plastic or resin material molds are stainless steels with excellent corrosion resistance. For press dies, it is important to have wear resistance, so there is a common use of alloy tool steels (SKD11, SKS93, etc.) that have been heat treated to harder than 50HRC. The general use of taps made from high speed tool steel (HSS) means the hardness of the tap is about 64HRC and it is difficult to process a mold material with hardness exceeding 45HRC. Therefore, YAMAWA has create a lineup of cemented carbide taps EH-CT for high hardness steel and a carbide taps UH-CT for ultrahigh hardness steel for tapping high hardness steel 45HRC or more. EH-CT:Suitable for high hardness tapping 45~55HRC such as steels for hot mold(sks3, SKD11, etc) UH-CT: SKD material, pre-hardened steel etc. Ideal for tapping 55-60HRC. Precautions on Processing 1Make the hole diameter as large as possible within an allowable range and work. If the bored hole is made larger, the processing load is reduced, so more stable tapping becomes possible. 2Make the depth of the prepared hole as deep as possible within an allowable range. If the tap cuts the chips that accumulated a the bottom of the bored holes, this will create a flute chipping problem. Since the length with chamfer is 5 threads, set the depth of bored hole and take into consideration the length with chamfer. If it is not possible to deepen the bored hole, we suggest that once you have tapped about half of the thread length, remove the tap once, remove the chip continue tapping to the bottom of the hole. 3Pay attention to vibration while tapping, tap bending, the cutting speed and process it. 14 Hole depth Threading length Hole dia.
15 Selecting hand taps/carbide taps based on work piece materials being cut. Material Low Carbon steels Middle carbon steels Features of material These materials have a high machinability rating but can often material welding on the tap when cutting internal thread. These steels are widely used in all industries and have a high machinability rating. This material is easily tapped with a general purpose tap. Red colored taps: Taps for fully synchronized feed Yellow colored taps: Carbide taps Recommendation by YAMA- WA IHT HT HT LH Purpose/Spec. For drilling/ by hand General purpose For left hand threads Surface treatment OX Recommended speed (m/min) ~5-5~10-5~10 LS-HT Long shank - 5~10 LS-HT LH Long shank tap for left hand threads - 5~10 MC-HT Tap with coolant hole - 5~10 High carbon steels Thermal refined Steels Heat treated steels Stainless steels These materials can become harder as the carbon content increased. This increased hardness results in rapid tap wear. If you have heat-treated thermal refined materials, then select a tap designed for thermal refined steels. This is a material whose hardness has increased through heat treating and tapping has becomes more difficult. Steels that are heat-treated to a hardness over 40HRC may not thread well with a general purpose tap and you may have difficulties with tool life or tap breakage. In the case of volume tapping of this type of material, special purpose taps for thermal refined steels should be selected. When tapping stainless steels, problems may occur like torn threads or material welding over the tap. Chips are rather hard and tended to be extended in length. This can cause chip ejection problems. LS-HT V Coating Coating 10~20 EH-HT EH-CT UH-CT Hard-to- Machine material Hard material (45~55HRC) Ultra hard material (55~60HRC) - ~5 Coating Coating ~5 ~5 SU-HT Stainless steels OX ~5 15
16 Material Features of material Recommendation by YAMA- WA Purpose/Spec. Surface treatment Recommended speed (m/min) Cast irons Wrought Aluminum, Aluminum diecastings The tap is prone to wear when cutting cast iron. Chip welding problems occur and the NG screw thread gauge problems tend to be an issue from tool wear. Cast iron produces powdery chips, while ductile iron has a tendency to produce longer chips. These materials have a melting point that easily causes chip welding problems on taps. They are soft and sticky materials. Unless you use the tap with high cutting performance and high geometry, you may easily create torn threads in your internal threads. Materials shrinkage problems occur easily in internal threads. FC-HT For cast irons NI N-CT FC HFICT-B HFICT-P LA-HT Carbide taps for cast irons Ultra fast tapping, blind hole use Ultra fast tapping, through hole use For Aluminum diecasting - 5~15 Coating Coating NI 20~50 20~50 5~15 AXE-HT AXE Coating 10~20 HFACT-B HFACT-P Carbide taps having coolant hole For blind hole use Carbide taps having coolant hole For through hole use Coating Coating 30~100 30~100 Coppers Brass The free machinability of this material is relatively good, but it is soft and flows freely so it is easy for internal threads to be created. Tap welding problems and internal thread shrinkage problems tend to occur easily. N-CT FC Carbide taps for cast irons - 5~15 Thermosetting Plastic It is easy to melt this material even at low temperatures because it is soft. It is necessary to use a tap with good cutting geometry. Internal threads have a high shrink ability. PL1 For thermosetting plastics NI 5~10 Magnesium Alloy Castings The material is easy to cut but fine chips can ignite. Pay attention to the heat of the chips. These materials are inferior in cold processing, so we do not recommend roll tapping. MG-HT For Magnesium - 5~15 16
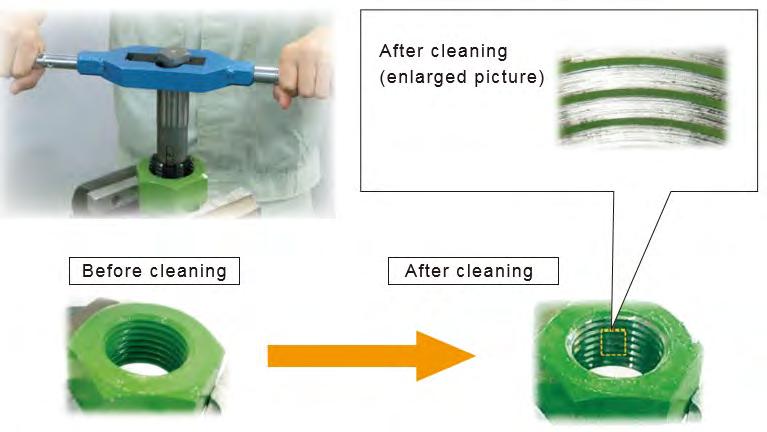
17 Introduction of RE-HT 17
18 18
19 19



20 Introduction of UH-CT/EH-CT Bag full of wisdom when you are in trouble 20




21 21
22 22



23 Understanding the basics of series Hand taps and Carbide taps How to refer YAMAWA product catalog Please confirm the details from below link. Bag full of wisdom when you are in trouble YAMAWA introduces important tips about YAMAWA products while answering frequently asked questions by many of our customers. After reading these topics, we are sure you will find how easy and understandable the technique are. Please check the link below. 23
24 24
Understanding the basics of Spiral Pointed Taps. July 2017
 Understanding the basics the of Spiral Basics Pointed Taps of Spiral Pointed Taps July 2017 Understanding the Basics of Spiral Pointed Taps What is a spiral pointed taps? Cutting torque of spiral pointed
Understanding the basics the of Spiral Basics Pointed Taps of Spiral Pointed Taps July 2017 Understanding the Basics of Spiral Pointed Taps What is a spiral pointed taps? Cutting torque of spiral pointed
Understanding the Basics of Spiral Fluted Taps. July 2017
 Understanding the Basics of Spiral Fluted Taps July 2017 Understanding the Basics of Spiral Fluted Taps What is a spiral fluted tap? Materials most suitable for spiral fluted taps and their chip configuration.
Understanding the Basics of Spiral Fluted Taps July 2017 Understanding the Basics of Spiral Fluted Taps What is a spiral fluted tap? Materials most suitable for spiral fluted taps and their chip configuration.
FeatuRes OF GeOMetRy. synchro tapping chuck (er type) advantages. GUIdE LINE TO ICONS
 advantages. GUIdE LINE TO ICONS") FeatuRes OF GeOMetRy synchro tapping chuck (er type) advantages GUIdE LINE TO ICONS Working Material GS s with good machinability Rm
FeatuRes OF GeOMetRy synchro tapping chuck (er type) advantages GUIdE LINE TO ICONS Working Material GS s with good machinability Rm
Introduction. About Yamawa. About this Quick Guide
 Quick Guide Introduction About Yamawa Founded in Japan in 1923, Yamawa has made the excellence in taps, dies and centering tools manufacturing as its core mission. Since its foundation, the organization
Quick Guide Introduction About Yamawa Founded in Japan in 1923, Yamawa has made the excellence in taps, dies and centering tools manufacturing as its core mission. Since its foundation, the organization
BASIC TECHNICAL INFORMATION FOR REAMERS FLUTE STYLES
 BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
A BALAX, INC. GUIDE TO TAPPING IN THE 21ST CENTURY
 2011 Threading Solutions for Every Industry A BALAX, INC. GUIDE TO TAPPING IN THE 21ST CENTURY At Balax, we recognize the increased demands placed on our customers for improved quality and lower production
2011 Threading Solutions for Every Industry A BALAX, INC. GUIDE TO TAPPING IN THE 21ST CENTURY At Balax, we recognize the increased demands placed on our customers for improved quality and lower production
New Item & New Concept Tools Aqua EX Flat Drill
 New Item & New Concept Tools Aqua EX Flat Drill Completely Flat Point Angle! (Point Angle 180 ) Multi-Function Drill Covering Wide Application Range Aqua EX Flat Drill Sharpness & Rigidity at the Same
New Item & New Concept Tools Aqua EX Flat Drill Completely Flat Point Angle! (Point Angle 180 ) Multi-Function Drill Covering Wide Application Range Aqua EX Flat Drill Sharpness & Rigidity at the Same
Special reamers. Figure N 1 Reamer with descending cutting edges in carbide (Cerin)
") Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
Metal Drilling
 www.irwin.com Metal Drilling Engineered for Controlled Precision and Speed Shank Diameter Shank Point Angle Drill Bit Diameter : The length from the point to the end of the drill bit Point Angle: The angle
www.irwin.com Metal Drilling Engineered for Controlled Precision and Speed Shank Diameter Shank Point Angle Drill Bit Diameter : The length from the point to the end of the drill bit Point Angle: The angle
TAP & DIE PRICE LIST INDEX
 TAP & DIE PRICE LIST INDEX ANPT Die Page 4 BA Die Page 4 BA Tap Page 17 BSF Tap Page 19 BSB Die Page 4 BSB Tap Page 17 BSCY Tap Page 17 BSF Die Page 3 BSP Die Page 4 BSP Tap Page 18 BSPT Die Page 4 BSPT
TAP & DIE PRICE LIST INDEX ANPT Die Page 4 BA Die Page 4 BA Tap Page 17 BSF Tap Page 19 BSB Die Page 4 BSB Tap Page 17 BSCY Tap Page 17 BSF Die Page 3 BSP Die Page 4 BSP Tap Page 18 BSPT Die Page 4 BSPT
SERIES BXB Bottom Chamfer Thredfloers
 SERIES BXB Bottom Chamfer s Size H2 H3 H4 H5 H6 H7 H8 H9 H10 H11 H12 H13 H14 0-80 10002 10003 10004 10005 10006 10007 1-64 10122 10123 10124 10125 10126 10127 1-72 10242 10243 10244 10245 10246 10247 2-56
SERIES BXB Bottom Chamfer s Size H2 H3 H4 H5 H6 H7 H8 H9 H10 H11 H12 H13 H14 0-80 10002 10003 10004 10005 10006 10007 1-64 10122 10123 10124 10125 10126 10127 1-72 10242 10243 10244 10245 10246 10247 2-56
The Catalogue of Nomura Tool Works Co., Ltd. Tool manufacturing since 1954 Bent Shank Taps Nib Taps Nut Taps
 The Catalogue of Nomura Tool Works Co., Ltd. Tool manufacturing since 1954 Bent Shank Taps Nib Taps Nut Taps Introduction In today's highly developed machine industry, a tap is a cutting tool that requires
The Catalogue of Nomura Tool Works Co., Ltd. Tool manufacturing since 1954 Bent Shank Taps Nib Taps Nut Taps Introduction In today's highly developed machine industry, a tap is a cutting tool that requires
TAPTITE 2000 Fasteners
 TAPTITE 2000 Fasteners Unique Design Increases Performance TAPTITE 2000 fasteners are designed to provide the benefits of previous TAPTITE fastener products with an innovative new thread design the Radius
TAPTITE 2000 Fasteners Unique Design Increases Performance TAPTITE 2000 fasteners are designed to provide the benefits of previous TAPTITE fastener products with an innovative new thread design the Radius
Thread Mills. Solid Carbide Thread Milling Cutters
 Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
Kennametal Twist Drills KHSS Drill Dictionary
 Kennametal Twist KHSS Drill Dictionary shank diameter tang tang drive axis taper shank shank length neck straight shank point angle helix angle flutes flute length body overall length drill diameter lip
Kennametal Twist KHSS Drill Dictionary shank diameter tang tang drive axis taper shank shank length neck straight shank point angle helix angle flutes flute length body overall length drill diameter lip
Tools Step Drill Bits
 Step Drill Bits ompany PLs -more & 1701 shown 1701T shown 1702 shown 1702T shown A Drives A s Split Point Step Drills The spiral flutes of RUKO high-performance step drills are BN-ground from the solid
Step Drill Bits ompany PLs -more & 1701 shown 1701T shown 1702 shown 1702T shown A Drives A s Split Point Step Drills The spiral flutes of RUKO high-performance step drills are BN-ground from the solid
High Precision Violet Series Drills for Counter Boring VA-PDS-CB Exclusive design for counter boring.
 212.12 Update B159B New sizes included High Precision Violet Series Drills for Counter Boring Exclusive design for counter boring. y Innovative cutting edge geometry for high performance counter boring.
212.12 Update B159B New sizes included High Precision Violet Series Drills for Counter Boring Exclusive design for counter boring. y Innovative cutting edge geometry for high performance counter boring.
Y A M A W A. We thank you for your continued support.
 Y A M A W A Mr. Jokichi Watanabe, founder of Yamawa Manufacturing, located his company in Shibuya-Ku, Tokyo during 1923. Since then, Yamawa continues a strong effort to evolve it's manufacturing technology
Y A M A W A Mr. Jokichi Watanabe, founder of Yamawa Manufacturing, located his company in Shibuya-Ku, Tokyo during 1923. Since then, Yamawa continues a strong effort to evolve it's manufacturing technology
Reamer Basics. Fixed Reamers The reamer size is fixed and any size reduction due to wear or sharpening cannot be reclaimed
 1 Reamer Basics Reamers are available in a variety of types, materials, flute styles and sizes The typical reamer is a rotary cutting tools designed to machine a previously formed hole to an exact diameter
1 Reamer Basics Reamers are available in a variety of types, materials, flute styles and sizes The typical reamer is a rotary cutting tools designed to machine a previously formed hole to an exact diameter
Tungsten Carbide End Mills UNIMAX Series
 Tungsten Carbide End Mills UNIMAX Series Diamond Coated 2 Flute UDC Series NEW NEW UDCBF UDCLBF UDCB UDCLB UDCLRS High-grade Ball End Mills High-grade Long Neck Ball End Mills Ball End Mills Long Neck
Tungsten Carbide End Mills UNIMAX Series Diamond Coated 2 Flute UDC Series NEW NEW UDCBF UDCLBF UDCB UDCLB UDCLRS High-grade Ball End Mills High-grade Long Neck Ball End Mills Ball End Mills Long Neck
GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON
 GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON Electromagnetic Iron can be readily machined when proper tool angles are used. Tools should be ground to more acute cutting edge angles than are
GENERAL MACHINING PRACTICE FOR CMI ELECTROMAGNETIC IRON Electromagnetic Iron can be readily machined when proper tool angles are used. Tools should be ground to more acute cutting edge angles than are
STUB ACME - INTERNAL AND EXTERNAL
 STUB ACME - INTERNAL AND EXTERNAL SOLID CARBIDE SINGLE PROFILE ACME Q A 29º B C S Solid carbide for maximum tool rigidity coating for increased performance Single start threads only SPECIALTY PORT - CAVITY
STUB ACME - INTERNAL AND EXTERNAL SOLID CARBIDE SINGLE PROFILE ACME Q A 29º B C S Solid carbide for maximum tool rigidity coating for increased performance Single start threads only SPECIALTY PORT - CAVITY
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting. By Prof.A.Chandrashekhar
 Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
DRA DRA. MagicDrill. High Efficiency Modular Drill. Excellent hole accuracy with a low cutting force design. High Efficiency Modular Drill
 High Efficiency Modular Drill High Efficiency Modular Drill MagicDrill DRA Excellent hole accuracy with a low cutting force design Optimal web thickness limits deflection Fine chip breaking and smooth
High Efficiency Modular Drill High Efficiency Modular Drill MagicDrill DRA Excellent hole accuracy with a low cutting force design Optimal web thickness limits deflection Fine chip breaking and smooth
METRIC THREAD MILLS SINGLE PROFILE (SPTM) - SOLID CARBIDE. Scientific Cutting Tools, Inc. Q A C OAL 60º THREAD MILLS METRIC
 - SOLID CARBIDE. Scientific Cutting Tools, Inc. Q A C OAL 60º THREAD MILLS METRIC") METRIC SINGLE PROFILE (SPTM) - SOLID CARBIDE METRIC Q A B 60º C S With just 19 varieties of Thread Mills, fine and coarse threads ranging from M1.2 to M30+ can be milled SPECIALTY PORT - CAVITY INDEXABLE
METRIC SINGLE PROFILE (SPTM) - SOLID CARBIDE METRIC Q A B 60º C S With just 19 varieties of Thread Mills, fine and coarse threads ranging from M1.2 to M30+ can be milled SPECIALTY PORT - CAVITY INDEXABLE
Solid Carbide Thread Milling Cutters
 Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
TOTEM High Speed Steel Taps
 TOTEM High Speed Steel Taps "TOTEM" high precision HSS Taps & Dies are manufactured from high quality imported High Speed Steels. Strict quality control at all stages, rigid inspection with sophisticated
TOTEM High Speed Steel Taps "TOTEM" high precision HSS Taps & Dies are manufactured from high quality imported High Speed Steels. Strict quality control at all stages, rigid inspection with sophisticated
MIROKU MACHINE TOOL, INC.
 MIROKU MACHINE TOOL, INC. MIROKU GUNDRILL MIROKU STOCK GUNDRILL LIST World famous Miroku can be delivered immediately. Custom-sized Drills are available within one month after order. Sufficient tool inventory
MIROKU MACHINE TOOL, INC. MIROKU GUNDRILL MIROKU STOCK GUNDRILL LIST World famous Miroku can be delivered immediately. Custom-sized Drills are available within one month after order. Sufficient tool inventory
AQUA DRILL EX FLAT. Simple Process Less Burr
 Simple Process Less Burr 1 Drilling innovation with great performance New drilling technology Slope, counter boring, thin plate, blind tap hole, hole correction in one drill. Pre hole of Slope Counter
Simple Process Less Burr 1 Drilling innovation with great performance New drilling technology Slope, counter boring, thin plate, blind tap hole, hole correction in one drill. Pre hole of Slope Counter
POWER PRICE UNI. powerful UNF METAL. UNCPower UNIVERSAL TAPS. power ful. powerful TOP GEOMETRIES UNF PERFECT CHOICE VER UNIVERSAL TAPS SAL UNIVERSAL
 MADE BY UNIVERSALtaps TOP QUALITY FROM GERMANY at a Power Price TOP GEOMETRIES FORM EUNIVERSAL UNIVERSAL TAPS powerful perfect UNF longideal flutes choice tool life PROCESS RELIABLE PERFECT Form universal
MADE BY UNIVERSALtaps TOP QUALITY FROM GERMANY at a Power Price TOP GEOMETRIES FORM EUNIVERSAL UNIVERSAL TAPS powerful perfect UNF longideal flutes choice tool life PROCESS RELIABLE PERFECT Form universal
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY
 LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
Taps. Taps - Technical Info. Torque Cut High Performance HSSE Ring Colored Taps Technical Information. - Technical Information
 Torque Cut High Performance HSSE Ring Colored Taps Technical Information RedLine Torque Cut High Performance Taps give you greater performance when tapping Steel Alloys, Stainless Steels, Titanium and
Torque Cut High Performance HSSE Ring Colored Taps Technical Information RedLine Torque Cut High Performance Taps give you greater performance when tapping Steel Alloys, Stainless Steels, Titanium and
DIE & MOLD MACHINING TOOL SOLUTIONS FOR INDUSTRIES DM18 HEAD OFFICE
 DM18 DIE & MOLD MACHINING TOOL SOLUTIONS FOR INDUSTRIES HEAD OFFICE 211, Sewolcheon-ro, Bupyeong-gu, Incheon, South Korea Phone : +82-32-526-0909 E-mail : yg1@yg1.kr www.yg1.kr Note The new address above
DM18 DIE & MOLD MACHINING TOOL SOLUTIONS FOR INDUSTRIES HEAD OFFICE 211, Sewolcheon-ro, Bupyeong-gu, Incheon, South Korea Phone : +82-32-526-0909 E-mail : yg1@yg1.kr www.yg1.kr Note The new address above
UN THREAD MILLS SINGLE PROFILE (SPTM) - SOLID CARBIDE. Scientific Cutting Tools, Inc. OAL 60º THREAD MILLS
 - SOLID CARBIDE. Scientific Cutting Tools, Inc. OAL 60º THREAD MILLS") UN SINGLE PROFILE (SPTM) - SOLID CARBIDE UN Q A B 60º C S Fine and coarse threads ranging from #00 to 1¼ + can be milled using the 19 varieties of these single profile thread mills. SPECIALTY PORT - CAVITY
UN SINGLE PROFILE (SPTM) - SOLID CARBIDE UN Q A B 60º C S Fine and coarse threads ranging from #00 to 1¼ + can be milled using the 19 varieties of these single profile thread mills. SPECIALTY PORT - CAVITY
Carbide Drill for Hardened Steel EHSE-TH. Epoch TH Hard Drill. New Product News No.405E
 Carbide Drill for Hardened Steel Epoch TH Hard Drill New Product News No.0E- 17-7 TH coating and guides with double margins make it last even longer. EDM, which is generally used for drilling hardend steel,
Carbide Drill for Hardened Steel Epoch TH Hard Drill New Product News No.0E- 17-7 TH coating and guides with double margins make it last even longer. EDM, which is generally used for drilling hardend steel,
APRIL 2009 / NEW-100 / PAGE 1 OF 13
 APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
DRILL BITS & THREAD REPAIR DRILL BITS
 DRILL BITS DRILL BITS Designed for drilling soft metal mild steel wood plastic and PVC Manufactured from industrial high speed steel surface treated for high performance and long life 29 piece set includes
DRILL BITS DRILL BITS Designed for drilling soft metal mild steel wood plastic and PVC Manufactured from industrial high speed steel surface treated for high performance and long life 29 piece set includes
TUBE AND SHEET DRILLS
 TUBE AND SHEET DRILLS 03 Tube and sheet drills The flutes of the RUKO high performance tube and sheet drills are BN ground from the solid hardened form. Because BN (cubical boron nitride) is a much harder
TUBE AND SHEET DRILLS 03 Tube and sheet drills The flutes of the RUKO high performance tube and sheet drills are BN ground from the solid hardened form. Because BN (cubical boron nitride) is a much harder
45PC. TAP AND DIE SET
 Model # 7560 7561 45PC. TAP AND DIE SET OPERATOR S MANUAL STORE THIS MANUAL IN A SAFE PLACE FOR FUTURE REFERENCE Wear eye protection Use proper lubrication WARNING: FOR HAND CUTTING APPLICATIONS ONLY.
Model # 7560 7561 45PC. TAP AND DIE SET OPERATOR S MANUAL STORE THIS MANUAL IN A SAFE PLACE FOR FUTURE REFERENCE Wear eye protection Use proper lubrication WARNING: FOR HAND CUTTING APPLICATIONS ONLY.
Indexable ball end mill for finishing. ABPFN type. Ball Precision F ABPFN type. New Product News No.1606E
 Indexable ball end mill for finishing ABPFN type Ball Precision F ABPFN type New Product News No.1606E-1 2017-6 High cutting performance by S-shaped cutting edge! High helix edge shape provides a beautiful
Indexable ball end mill for finishing ABPFN type Ball Precision F ABPFN type New Product News No.1606E-1 2017-6 High cutting performance by S-shaped cutting edge! High helix edge shape provides a beautiful
Punches. SYNEO, the leading edge in medical automation solutions, is. pleased to announce the ISO 9001:2008 certification of its Texas
 Punches SYNEO MANUFACTURERS VERY PRECISE, SUPER SHARP, DURABLE, HOLE-MAKING CUTTERS FOR PLACING HOLES IN CATHETER-BASED MEDICAL DEVICES. SYNEO CUTTERS ARE MANUFACTURED TO VERY TIGHT TOLERANCES TO ENSURE
Punches SYNEO MANUFACTURERS VERY PRECISE, SUPER SHARP, DURABLE, HOLE-MAKING CUTTERS FOR PLACING HOLES IN CATHETER-BASED MEDICAL DEVICES. SYNEO CUTTERS ARE MANUFACTURED TO VERY TIGHT TOLERANCES TO ENSURE
Manufacturing Sun Cartridge Cavities
 Manufacturing Sun Cartridge Cavities The following Technical Tip discusses a variety of points that should be considered when manufacturing a Sun cavity. Many of the items discussed could be classified
Manufacturing Sun Cartridge Cavities The following Technical Tip discusses a variety of points that should be considered when manufacturing a Sun cavity. Many of the items discussed could be classified
Product Overview. for perfect connections
 Product Overview for perfect connections TOOL HOLDERS FOR DRILLING, TAPPING & REAMING Smart solutions for high quality clamping systems in tapping applications Tapping solution range from M1 M200 Quick
Product Overview for perfect connections TOOL HOLDERS FOR DRILLING, TAPPING & REAMING Smart solutions for high quality clamping systems in tapping applications Tapping solution range from M1 M200 Quick
Quick Change Carbide & Steel Boring Bar Instructions Manual
 Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly NARRATION (VO): NARRATION (VO): NARRATION (VO): INCLUDING: METALS,
: NARRATION (VO): NARRATION (VO): INCLUDING: METALS,") Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
Copyright 2002 Society of Manufacturing Engineers --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Plastics Machining & Assembly SCENE 1. CG: Plastics Machining white text centered on black SCENE 2. tape
Metal Cutting - 5. Content. Milling Characteristics. Parts made by milling Example of Part Produced on a CNC Milling Machine 7.
 Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Features. Excellent Repeatability >> Applications >>
 Chamfer Mill 45 >> Nine9 chamfer mill is designed for chamfering and countersinking with an indexable insert. The insert is a specifically designed for use in high speed machining ; the multiple flutes
Chamfer Mill 45 >> Nine9 chamfer mill is designed for chamfering and countersinking with an indexable insert. The insert is a specifically designed for use in high speed machining ; the multiple flutes
drill MITSUBISHI CARBIDE New Products LJ293A Large diameter sizes added. Solid carbide drill
 MITSUBISHI CARBIDE LJ293A New Products Solid carbide drill Large diameter sizes added. MZ drill Internal and external coolant, multi purpose high performance drill. MZ drill, characteristics and application
MITSUBISHI CARBIDE LJ293A New Products Solid carbide drill Large diameter sizes added. MZ drill Internal and external coolant, multi purpose high performance drill. MZ drill, characteristics and application
TRAINING MANUAL. Part INTRODUCTION TO TWIST DRILLS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
Flame. Tree Pointed. Product Barcode Price Ø Length Shank Code
 Workshop Range 28 Carbide Burs 29 HSS Countersinks 29 HSS Deburring 30 HSS Step Drills 30 Thread Gauges 31 Warragul Dies 32 Screw Extractors 33 Grabit Screw Extractors 34 Black Books Are you passionate
Workshop Range 28 Carbide Burs 29 HSS Countersinks 29 HSS Deburring 30 HSS Step Drills 30 Thread Gauges 31 Warragul Dies 32 Screw Extractors 33 Grabit Screw Extractors 34 Black Books Are you passionate
-treme thread cutting. Tiny Tools. New Products. Metric
 TM -treme thread cutting Tiny Tools New Products Metric 2014-2015 Tiny Tools Broaching Tools for Hexagon Keys - HK The HK broaching system have been developed to machine internal keyways inside blind or
TM -treme thread cutting Tiny Tools New Products Metric 2014-2015 Tiny Tools Broaching Tools for Hexagon Keys - HK The HK broaching system have been developed to machine internal keyways inside blind or
Drill for Wheel Hubs. Solid Carbide Drill MHE
 . Update B3G Expanded New Grade Solid Carbide Drill Uniue design provides superior hole accuracy for shallow hole drilling. Effective drilling of hub bolt holes can be achieved. Additional new grade DP30
. Update B3G Expanded New Grade Solid Carbide Drill Uniue design provides superior hole accuracy for shallow hole drilling. Effective drilling of hub bolt holes can be achieved. Additional new grade DP30
THREAD CUTTING & FORMING
 THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
Drill Bits & Hole Saws
 F o r P Drill Bits & Hole Saws r o f e s s i o n a l s. Klein drill bits provide accuracy and consistency for professionals. Made of top-of-the-line materials for longer-lasting performance, Klein drill
F o r P Drill Bits & Hole Saws r o f e s s i o n a l s. Klein drill bits provide accuracy and consistency for professionals. Made of top-of-the-line materials for longer-lasting performance, Klein drill
Jet-Stream Modular Carbide & Steel Boring Bar Instructions Manual
 Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Workpiece Rigidity 1 Work holding Use the proper chuck and jaws to hold the work-piece, to assure that the part is held with maximum rigidity and stability under cutting force. 2 Steady Rest Support When
Designing for machining round holes
 Designing for machining round holes Introduction There are various machining processes available for making of round holes. The common processes are: drilling, reaming and boring. Drilling is a machining
Designing for machining round holes Introduction There are various machining processes available for making of round holes. The common processes are: drilling, reaming and boring. Drilling is a machining
Wire and pipe drawing
 Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
YAMAWA High Performance Taps for Aerospace Industry
 YAMAWA High Performance Taps for Aerospace Industry The demand for tapping into heat resistant alloys and stainless steels is increasing rapidly in the Aerospace Industry. The most common heat resistant
YAMAWA High Performance Taps for Aerospace Industry The demand for tapping into heat resistant alloys and stainless steels is increasing rapidly in the Aerospace Industry. The most common heat resistant
Features. High Positive Rake Angle. Multi-Side Grinding. High Speed, High Feed Rate. Economical
 Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
AMERICAN MADE GLOBALLY RENOWNED NEW PREMIUM TOOL LINE! HIGH PERFORMANCE END MILLS FOR TIGHT TOLERANCE FINISHING OF FERROUS MATERIALS
 NEW PREMIUM TOOL LINE! AMERICAN MADE GLOBALLY RENOWNED HIGH PERFORMANCE END MILLS FOR TIGHT TOLERANCE FINISHING OF FERROUS MATERIALS www.conicalendmills.com www.globalcuttingtools.com TIGHT TOLERANCE FINISHING
NEW PREMIUM TOOL LINE! AMERICAN MADE GLOBALLY RENOWNED HIGH PERFORMANCE END MILLS FOR TIGHT TOLERANCE FINISHING OF FERROUS MATERIALS www.conicalendmills.com www.globalcuttingtools.com TIGHT TOLERANCE FINISHING
DRV Magic Drill. High Efficiency Indexable Drill. Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation
 DRV Magic Drill High Efficiency Indexable Drill Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation xd to 6xD drilling lineup with 4 chipbreakers for various machining applications High
DRV Magic Drill High Efficiency Indexable Drill Economical Inserts with 4 Cutting Edges and Excellent Chip Evacuation xd to 6xD drilling lineup with 4 chipbreakers for various machining applications High
Features. High Positive Rake Angle. Multi-Side Grinding. High Speed, High Feed Rate. Economical
 Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
PRODUCT CATALOG. Chisholm, MN USA
 PRODUCT CATALOG Chisholm, MN USA 800-942-1501 TABLE OF CONTENTS Series Description Page # 800...General Purpose, 118 Point, Jobber Length, Wire, Black Oxide, HSS...4 801...General Purpose, 118 Point, Jobber
PRODUCT CATALOG Chisholm, MN USA 800-942-1501 TABLE OF CONTENTS Series Description Page # 800...General Purpose, 118 Point, Jobber Length, Wire, Black Oxide, HSS...4 801...General Purpose, 118 Point, Jobber
 +1-508-653-8897 800-992-4766 www.toolmex.com Dear Valued Customers, The TMX Team have broadened our line of round cutting tools and holders to ensure that you have the productivity tools that you need
+1-508-653-8897 800-992-4766 www.toolmex.com Dear Valued Customers, The TMX Team have broadened our line of round cutting tools and holders to ensure that you have the productivity tools that you need
T360. Holders and Inserts - T-Cap. Features T333. Holders T335. Inserts T336. Clamping units T337. Sleeves for clamping units T338.
 T358 T329 Holders and Inserts - T-Cap Features Holders Inserts Clamping units Sleeves for clamping units T-CAP Kits T333 T335 T336 T337 T338 T339 User Guide Comparison test results Surface finish Tool
T358 T329 Holders and Inserts - T-Cap Features Holders Inserts Clamping units Sleeves for clamping units T-CAP Kits T333 T335 T336 T337 T338 T339 User Guide Comparison test results Surface finish Tool
Metal Drilling.
 101 ENGINEERED FOR CONTROLLED PRECISION AND SPEED The IRWIN line of metal drill bits offers of solution for every professional application. Each metal drill bit is made of high speed steel with high precision-cut
101 ENGINEERED FOR CONTROLLED PRECISION AND SPEED The IRWIN line of metal drill bits offers of solution for every professional application. Each metal drill bit is made of high speed steel with high precision-cut
High Performance HSSE Color Ring Tap Speeds
 Torque Cut High Performance HSSE Color Ring Taps RedLine Torque Cut High Performance Taps give you greater performance when tapping Steel Alloys, Stainless Steels, Titanium and a variety of other Steels
Torque Cut High Performance HSSE Color Ring Taps RedLine Torque Cut High Performance Taps give you greater performance when tapping Steel Alloys, Stainless Steels, Titanium and a variety of other Steels
AUTOMOTIVE TAPPING ENGINEERED SOLUTIONS
 AUTOMOTIVE TAPPING ENGINEERED SOLUTIONS Material: AlMgSi Alloys MINIMAL LUBRICATION FOR MAXIMUM RESULTS CARBIDE FORMING TAPS AL-IK Specially developed thread forming geometry and coating with the aid of
AUTOMOTIVE TAPPING ENGINEERED SOLUTIONS Material: AlMgSi Alloys MINIMAL LUBRICATION FOR MAXIMUM RESULTS CARBIDE FORMING TAPS AL-IK Specially developed thread forming geometry and coating with the aid of
DRC type. MagicDrill. High efficiency drill module. New lineup. Machining diameters: Ø7.94-Ø20.99 Machining depths: 3D,5D,8D. High efficiency.
 MagicDrill DRC type High efficiency drill module Larger cutting diameters now available High efficiency High reliability High feed rate High quality lineup SS-DRC (Straight Shank) Machining diameters:
MagicDrill DRC type High efficiency drill module Larger cutting diameters now available High efficiency High reliability High feed rate High quality lineup SS-DRC (Straight Shank) Machining diameters:
Emuge Chip-Breaking Tapping Technology. Only one Tool, for Horizontal and Vertical Apps! NEW Sizes + Coolant-Fed Taps!
 TM Emuge Chip-Breaking Tapping Technology. Only one Tool, for Horizontal and Vertical Apps! NEW Sizes + Coolant-Fed Taps! Emuge Chip-Breaking Technology TM Emuge s new Rekord DZBF Series Taps featuring
TM Emuge Chip-Breaking Tapping Technology. Only one Tool, for Horizontal and Vertical Apps! NEW Sizes + Coolant-Fed Taps! Emuge Chip-Breaking Technology TM Emuge s new Rekord DZBF Series Taps featuring
Metal Cutting (Machining)
") Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Optimized flute design Better chip evacuation. Carbide substrate Higher heat resistance, higher speed.
 Thread Mills Available for the first time, our solid thread mills are designed to be the highest quality thread milling solution. WIDIA-GTD Cut up to 63 HRC. Improved overall thread quality. Optimized
Thread Mills Available for the first time, our solid thread mills are designed to be the highest quality thread milling solution. WIDIA-GTD Cut up to 63 HRC. Improved overall thread quality. Optimized
Rotary Engraving Fact Sheet
 Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Competence Gun Boring. KOYEMANN Floating Tools Power Reamer
 Competence Gun Boring KOYEMANN Floating Tools Power Reamer R The KOYEMANN Floating Principle Reaming has been used for fine machining bores with excellent results from the very start of cutting technology.
Competence Gun Boring KOYEMANN Floating Tools Power Reamer R The KOYEMANN Floating Principle Reaming has been used for fine machining bores with excellent results from the very start of cutting technology.
TAW Drill. Indexable insert drill, yet always stable drilling. Stable drilling with indexable drill B060A. MIRACLE Coated VP15TF
 B060A Stable drilling with indexable drill Indexable insert drill, yet always stable drilling Grade for high rigidity and longer tool life MIRACLE Coated MIRACLE coating displays high welding resistance
B060A Stable drilling with indexable drill Indexable insert drill, yet always stable drilling Grade for high rigidity and longer tool life MIRACLE Coated MIRACLE coating displays high welding resistance
CoroChuck 970 SynchroFlex Benefits
 Benefits Better surface quality on the flanks of the cut threads Longer tool life due to less friction Greater process security Due to the reduced risk of breaking the tap especially with small dimensions
Benefits Better surface quality on the flanks of the cut threads Longer tool life due to less friction Greater process security Due to the reduced risk of breaking the tap especially with small dimensions
MASONRY DRILL and CHISEL
 MASONRY DRILL and CHISEL STRAIGHT SHANK MASONRY DRILL 8 Available in common size Made from carbide alloy Drill tip is welded with YG-carbide alloy steel Content of KW00537: Size: 4, 5, 6, 8, 0mm Content
MASONRY DRILL and CHISEL STRAIGHT SHANK MASONRY DRILL 8 Available in common size Made from carbide alloy Drill tip is welded with YG-carbide alloy steel Content of KW00537: Size: 4, 5, 6, 8, 0mm Content
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Holemaking Products & Accessories
 Holemaking Products & Holemaking Products & Made of top-of-the-line materials for longer lasting performance, Klein's diverse line of drill bits and holemaking products and accessories provide accuracy
Holemaking Products & Holemaking Products & Made of top-of-the-line materials for longer lasting performance, Klein's diverse line of drill bits and holemaking products and accessories provide accuracy
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
CARBIDE END MILLS SPECIFICATIONS
 SPECIFICATIONS COATING GUIDE Material Hardness TiN TiCN TiALN Austentic Stainless Steel < 35 HRc * X Martinistic Stainless Steel < 35 HRc * X Martinistic Stainless Steel >= 35 HRc X PH Stainless Steel
SPECIFICATIONS COATING GUIDE Material Hardness TiN TiCN TiALN Austentic Stainless Steel < 35 HRc * X Martinistic Stainless Steel < 35 HRc * X Martinistic Stainless Steel >= 35 HRc X PH Stainless Steel
AUTOMATED MACHINE TOOLS & CUTTING TOOLS
 CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
The shape of the cone of the twist drills
 The shape of the cone of the twist drills With reference to figure N 1 we can give the following definitions: Fig. N 1- Some characteristic angles of twist drill ε : Helix angle; it is formed by the tangent
The shape of the cone of the twist drills With reference to figure N 1 we can give the following definitions: Fig. N 1- Some characteristic angles of twist drill ε : Helix angle; it is formed by the tangent
Thread Repair & Thread Protection
 Thread Repair & Thread Protection Screw Thread Inserts, Kits & Components for Industrial Maintenance, Repair and Overhaul Bulletin 998 C E R T I F I E D ISO 9001 AS 9100 TS 16949 ISO 14001 The HELI-COIL
Thread Repair & Thread Protection Screw Thread Inserts, Kits & Components for Industrial Maintenance, Repair and Overhaul Bulletin 998 C E R T I F I E D ISO 9001 AS 9100 TS 16949 ISO 14001 The HELI-COIL
JCutting Tools aerospace
 JCutting Tools aerospace AppLIcations A286 Fasteners The new and improved Jarhook is the best available tap for A286 fasteners. During extensive testing the Jarhook surpassed all of the competition in
JCutting Tools aerospace AppLIcations A286 Fasteners The new and improved Jarhook is the best available tap for A286 fasteners. During extensive testing the Jarhook surpassed all of the competition in
Spiralock Self-Locking Threaded Solutions
 Spiralock Self-Locking Threaded Solutions Fasteners & Threading Tools Table of Contents On the following pages you will find information on Spiralock product selection. If for any reason your required
Spiralock Self-Locking Threaded Solutions Fasteners & Threading Tools Table of Contents On the following pages you will find information on Spiralock product selection. If for any reason your required
All About Die Casting
 All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
INDEXABLE BORING BAR AND INSERTS FLAT TOP, CHIP CONTROL, CBN, AND PCD
 INDEXABLE BORING BAR AND S FLAT TOP, CHIP CONTROL,, AND 80 Diamond.156 IC R.156.040 80 DIAMOND FLAT TOP 80 DIAMOND CHIP CONTROL AT6+ 0.003 ACD5031 ACD5031E AT6+ 0.007 ACD5071 ACD5071E AT6+ 0.015 ACD5151
INDEXABLE BORING BAR AND S FLAT TOP, CHIP CONTROL,, AND 80 Diamond.156 IC R.156.040 80 DIAMOND FLAT TOP 80 DIAMOND CHIP CONTROL AT6+ 0.003 ACD5031 ACD5031E AT6+ 0.007 ACD5071 ACD5071E AT6+ 0.015 ACD5151
TAPTITE Fasteners. High Performance Thread Rolling Screws for Metals
 TAPTITE 2000 Fasteners High Performance Thread Rolling Screws for Metals TAPTITE 2000 thread forming technology joins two unique concepts and advances fastener performance to new levels. TAPTITE 2000 fasteners
TAPTITE 2000 Fasteners High Performance Thread Rolling Screws for Metals TAPTITE 2000 thread forming technology joins two unique concepts and advances fastener performance to new levels. TAPTITE 2000 fasteners
Chapter 24 Machining Processes Used to Produce Various Shapes.
 Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
Chapter 24 Machining Processes Used to Produce Various Shapes. 24.1 Introduction In addition to parts with various external or internal round profiles, machining operations can produce many other parts
CUTTING TOOLS SECTION Q DEALER PRODUCTS, INC TH ST. GRAND PRAIRIE, TX
 CUTTING TOOLS SECTION Q DEALER PRODUCTS, INC 1185 108TH ST. GRAND PRAIRIE, TX 75050 800-999-8828 Section Q INDEX DEALER PRODUCTS, INC 1185 108TH ST. GRAND PRAIRIE, TX 75050 800-999-8828 Q SECTION INDEX
CUTTING TOOLS SECTION Q DEALER PRODUCTS, INC 1185 108TH ST. GRAND PRAIRIE, TX 75050 800-999-8828 Section Q INDEX DEALER PRODUCTS, INC 1185 108TH ST. GRAND PRAIRIE, TX 75050 800-999-8828 Q SECTION INDEX
Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations, Boring, Reaming, Tapping)
") 1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
Double-Side 45 Face Milling
 5 Double-Side 45 Face Milling 23 of 26 Double-Side 45 Face Milling SNEU+MFB145&MFB245 Introduction Double-side general 45 face milling; Thicker negative insert design, with high strength, to assure stability.
5 Double-Side 45 Face Milling 23 of 26 Double-Side 45 Face Milling SNEU+MFB145&MFB245 Introduction Double-side general 45 face milling; Thicker negative insert design, with high strength, to assure stability.
Cutting Tools. Round Tooling TMX-TOOL Fax
 Round Tooling +1-508-653-8897 844-TMX-TOOL Fax +1-508-653-5110 www.tmxtools.com 245 Quick Lookup Round Tooling DRILLS...247 ANNULAR CUTTERS...295 REAMERS...299 COUNTERBORES AND COUNTERSINKS....321 CARBIDE
Round Tooling +1-508-653-8897 844-TMX-TOOL Fax +1-508-653-5110 www.tmxtools.com 245 Quick Lookup Round Tooling DRILLS...247 ANNULAR CUTTERS...295 REAMERS...299 COUNTERBORES AND COUNTERSINKS....321 CARBIDE
New type of broaching system
 New type of broaching system The construction of mechanical parts, even simple ones, sometimes involves difficult problems that require, for their resolution, lengthy times or the use of special machines.
New type of broaching system The construction of mechanical parts, even simple ones, sometimes involves difficult problems that require, for their resolution, lengthy times or the use of special machines.
PRODUCT INFORMATION CBN-SXR CBN-LN-SXR CBN-SXB CBN-LN-SXB. CBN End Mill Series
 PRODUCT INFORMATION CBN-LN-SXR CBN-LN-SXB CBN End Mill Series The helical flutes are changing the CBN end mills! Highly Appealing OSG CBN End Mill Series Are you bothered by these issues? The work material
PRODUCT INFORMATION CBN-LN-SXR CBN-LN-SXB CBN End Mill Series The helical flutes are changing the CBN end mills! Highly Appealing OSG CBN End Mill Series Are you bothered by these issues? The work material
Cutting with broach. You can find here some notices about broaching operation. Fig.N 1
 Cutting with broach You can find here some notices about broaching operation. Fig.N 1 Amount of cut per tooth This parameter depends on many characteristic of broaching operation like: Material of the
Cutting with broach You can find here some notices about broaching operation. Fig.N 1 Amount of cut per tooth This parameter depends on many characteristic of broaching operation like: Material of the
Various other types of drilling machines are available for specialized jobs. These may be portable, bench type, multiple spindle, gang, multiple
 Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
CONTENTS MILLING TOOLS DRILLING TOOLS THREADING TOOLS OTHER TOOLS
 June 2011 CONTENTS MILLING TOOLS DRILLING TOOLS THREADING TOOLS OTHER TOOLS 2 MILLING TOOLS 1) CBN End Mills(Performance Testing #1 & #2) 2) i-xmill Carbide Insert End Mills( Performance Testing, Ball
June 2011 CONTENTS MILLING TOOLS DRILLING TOOLS THREADING TOOLS OTHER TOOLS 2 MILLING TOOLS 1) CBN End Mills(Performance Testing #1 & #2) 2) i-xmill Carbide Insert End Mills( Performance Testing, Ball