Sheet-Forming Processes
|
|
|
- Brenda Parks
- 6 years ago
- Views:
Transcription
1 Sheet-Forming Processes Chapter 17
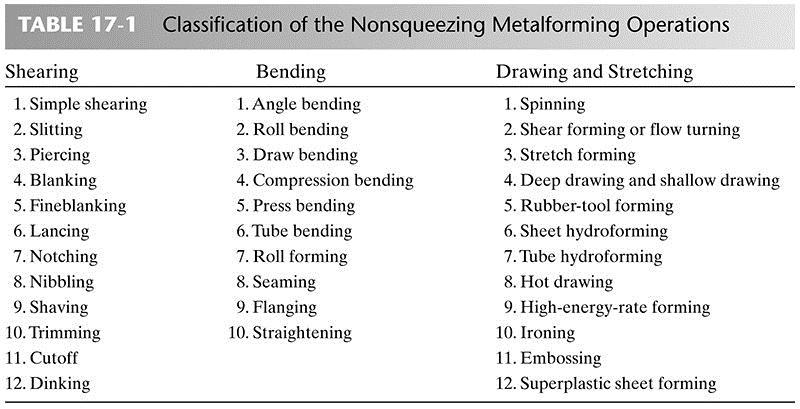
2 17.1 Introduction Sheet metal processes involve plane stress loadings and lower forces than bulk forming Almost all sheet metal forming is considered to be secondary processing The main categories of sheet metal forming are: Shearing Bending Drawing
3 17.2 Shearing Operations Shearing- mechanical cutting of material without the formation of chips or the use of burning or melting Both cutting blades are straight Curved blades may be used to produce different shapes Blanking Piercing Notching Trimming
4 Metalforming
5 Shearing Operations Fracture and tearing begin at the weakest point and proceed progressively or intermittently to the next-weakest location Results in a rough and ragged edge Punch and die must have proper alignment and clearance Sheared edges can be produced that require no further finishing
 (Top) Conventionally sheared surface showing the")

6 Figure 17-1 (Left) Simple blanking with a punch and die. Figure 17-2 (Right) (Top) Conventionally sheared surface showing the distinct regions of deformation and fracture and (bottom) magnified view of the sheared edge. (Courtesy of Feintool Equipment Corp., Cincinnati, OH.)


7 Figure 17-3 (Right) Method of obtaining a smooth edge in shearing by using a shaped pressure plate to put the metal into localized compression and a punch and opposing punch descending in unison. Figure 17-4 Fineblanked surface of the same component as shown in Figure (Courtesy of Feintool Equipment Corp., Cincinnati, OH.)

 power shear for 6.5 mm (1/4-in.) steel.")
8 Types of Shearing Simple shearingsheets of metal are sheared along a straight line Slitting- lengthwise shearing process that is used to cut coils of sheet metal into several rolls of narrower width Figure 17-5 Method of smooth shearing a rod by putting it into compression during shearing. Figure 17-6 A 3-m (10ft) power shear for 6.5 mm (1/4-in.) steel. (Courtesy of Cincinnati Incorporated, Cincinnati, OH.)

 (Left to Right) Piercing, lancing, and blanking precede the forming of the final ashtray.")
9 Piercing and Blanking Piercing and blanking are shearing operations where a part is removed from sheet material by forcing a shaped punch through the sheet and into a shaped die Blanking- the piece being punched out becomes the workpiece Piercing- the punchout is the scrap and the remaining strip is the workpiece Figure 17-7 Schematic showing the difference between piercing and blanking. Figure 17-8 (Above) (Left to Right) Piercing, lancing, and blanking precede the forming of the final ashtray. The small round holes assist positioning and alignment.
10 Types of Piercing and Blanking Lancing- piercing operation that forms either a line cut or hole Perforating- piercing a large number of closely spaced holes Notching- removes segments from along the edge of an existing product Nibbling- a contour is progressively cut by producing a series of overlapping slits or notches
11 Types of Piercing and Blanking Shaving- finishing operation in which a small amount of metal is sheared away from the edge of an already blanked part Cutoff- a punch and a die are used to separate a stamping or other product from a strip of stock Dinking- used to blank shapes from low-strength materials such as rubber, fiber, or cloth Figure The dinking process.
12 Tools and Dies for Piercing and Blanking Basic components of a piercing and blanking die set are: punch, die, and stripper plate Punches and dies should be properly aligned so that a uniform clearance is maintained around the entire border Punches are normally made from low-distortion or air-hardenable tool steel Figure The basic components of piercing and blanking dies.
13 Blanking Operations Figure Blanking with a square-faced punch (left) and one containing angular shear (right). Note the difference in maximum force and contact stroke. The total work (the are under the curve) is the same for both processes.


14 Blanking Operations Figure (Below) Typical die set having two alignment guideposts. (Courtesy of Danly IEM, Cleveland, OH.) Figure (Above) A piercing and blanking setup using self-contained subpress tool units. (Courtesy of Strippit Division, Houdaille Industries, Inc., Akron, NY.)
15 Progressive Die Sets Progressive die sets- two or more sets of punches and dies mounted in tandem Transfer dies move individual parts from operation to operation within a single press Compound dies combine processes sequentially during a single stroke of the ram Figure Progressive piercing and blanking die for making a square washer. Note that the punches are of different length.
 and subsequently pierced (b) in the same stroke.")
16 Design Example Figure Method for making a simple washer in a compound piercing and blanking die. Part is blanked (a) and subsequently pierced (b) in the same stroke. The blanking punch contains the die for piercing.
17 Design for Piercing and Blanking Design rules Diameters of pierced holes should not be less than the thickness of the metal Minimum distance between holes or the edge of the stock should be at least equal to the metal thickness The width of any projection or slot should be at least 1times the metal thickness Keep tolerances as large as possible Arrange the pattern of parts on the strip to minimize scrap
18 17.3 Bending Bending is the plastic deformation of metals about a linear axis with little or no change in the surface area Forming- multiple bends are made with a single die Drawing and stretchingaxes of deformation are not linear or are not independent Springback is the unbending that occurs after a metal has been deformed Figure (Top) Nature of a bend in sheet metal showing tension on the outside and compression on the inside. (Bottom) The upper portion of the bend region, viewed from the side, shows how the center portion will thin more than the edges.
19 Angle Bending (Bar Folder and Press Brake) Bar folders make angle bends up to 150 degrees in sheet metal Press brakes make bends in heavier sheets or more complex bends in thin material Figure Press brake dies can form a variety of angles and contours. (Courtesy of Cincinnati Incorporated, Cincinnati, OH.)

20 Bar Folder Figure Phantom section of a bar folder, showing position and operation of internal components. (Courtesy of Niagara Machine and Tool Works, Buffalo, N.Y.)
 (Right) Close-up view of press brake dies forming corrugations.")
21 Press Brake Figure (Left) Press brake with CNC gauging system. (Courtesy of DiAcro Division, Acrotech Inc., Lake City, MN.) (Right) Close-up view of press brake dies forming corrugations. (Courtesy of Cincinnati Incorporated, Cincinnati, OH.)
22 Design for Bending Several factors are important in specifying a bending operation Determine the smallest bend radius that can be formed without cracking the metal Metal ductility Thickness of material Figure Relationship between the minimum bend radius (relative to thickness) and the ductility of the metal being bent (as measured by the reduction in area in a uniaxial tensile test).
23 Considerations for Bending If the punch radius is large and the bend angle is shallow, large amounts of springback are often encountered The sharper the bend, the more likely the surfaces will be stressed beyond the yield point Figure Bends should be made with the bend axis perpendicular to the rolling direction. When intersecting bends are made, both should be at an angle to the rolling direction, as shown.
24 Design Considerations Determine the dimensions of a flat blank that will produce a bent part of the desired precision Metal tends to thin when it is bent Figure One method of determining the starting blank size (L) for several bending operations. Due to thinning, the product will lengthen during forming. l 1, l 2, and l 3 are the desired product dimensions. See table to determine D based on size of radius R where t is the stock thickness.
 and bottoming (right)")
25 Air-Bend, Bottoming, and Coining Dies Bottoming dies contact and compress the full area within the tooling Angle of the bend is set by the geometry of the tooling Air bend dies produce the desired geometry by simple three-point bending If bottoming dies go beyond the full-contact position, the operation is similar to coining Figure Comparison of air-bend (left) and bottoming (right) press brake dies. With the airbend die, the amount of bend is controlled by the bottoming position of the upper die.
 the roll bending of an I-beam section. Note how the material is continuously subjected to threepoint bending.")
26 Roll Bending Roll bending is a continuous form of three-point bending Plates, sheets, beams, pipes Figure (Left) Schematic of the rollbending process; (right) the roll bending of an I-beam section. Note how the material is continuously subjected to threepoint bending. (Courtesy of Buffalo Forge Company, Buffalo, NY.)
 press bending, where the press ram moves the")
27 Draw Bending, Compression Bending, and Press Bending Figure (a) Draw bending, in which the form block rotates; (b) compression bending, in which a moving tool compresses the workpiece against a stationary form; (c) press bending, where the press ram moves the bending form.
28 Tube Bending Key parameters: outer diameter of the tube, wall thickness, and radius of the bend Figure (a) Schematic representation of the cold rollforming process being used to convert sheet or plate into tube. (b) Some typical shapes produced by roll forming.
29 Roll Forming Roll forming is a process by which a metal strip is progressively bent as it passes through a series of forming rolls Only bending takes place during this process, and all bends are parallel to one another A wide variety of shapes can be produced, but changeover, setup, and adjustment may take several hours Figure Eight-roll sequence for the roll forming of a box channel. (Courtesy of the Aluminum Association, Washington, DC.)
30 Seaming and Flanging Seaming is a bending operation that can be used to join the ends of sheet metal in some form of mechanical interlock Common products include cans, pails, drums, and containers Flanges can be rolled on sheet metal in a similar manner as seams Figure Various types of seams used on sheet metal.
 Stretcher leveling- material is mechanically gripped and stretch until it reaches the desired flatness Figure 17-33 Method of straightening rod or sheet by passing it")
31 Straightening Straightening or flattening is the opposite of bending Done before subsequent forming to ensure the use of flat or straight material Various methods to straighten material Roll straightening (Roller levering) Stretcher leveling- material is mechanically gripped and stretch until it reaches the desired flatness Figure Method of straightening rod or sheet by passing it through a set of straightening rolls. For rods, another set of rolls is used to provide straightening in the transverse direction.
32 17.4 Drawing and Stretching Processes Drawing refers to the family of operations where plastic flow occurs over a curved axis and the flat sheet is formed into a threedimensional part Spinning is a cold forming operation Sheet metal is rotated and shaped over a male form, or mandrel Produces rotationally symmetrical shapes Spheres, hemispheres, cylinders, bells, and parabolas

33 Spinning Figure (Below) Two stages in the spinning of a metal reflector. (Courtesy of Spincraft, Inc. New Berlin, WI.) Figure (Above) Progressive stages in the spinning of a sheet metal product.
34 Shear Forming and Stretch Forming Shear forming is a version of spinning In sheet forming a sheet of metal is gripped and a form block shapes the parts Figure Schematic of a stretch-forming operation. Figure Schematic representation of the basic shear-forming process.
35 Deep Drawing and Shallow Drawing Deep drawing is typically used to form solid-bottom cylindrical or rectangular containers from sheet metal Key variables: Blank and punch diameter Punch and die radius Clearance Thickness of the blank Lubrication Hold-down pressure Figure Schematic of the deep-drawing process.
36 Limitations of Deep Drawing Wrinkling and tearing are typical limits to drawing operations Different techniques can be used to overcome these limitations Draw beads Vertical projections and matching grooves in the die and blankholder Trimming may be used to reach final dimensions
37 Forming with Rubber Tooling or Fluid Pressure Blanking and drawing operations usually require mating male and female die sets Processes have been developed that seek to Reduce tooling cost Decrease setup time and expense Extend the amount of deformation for a single set of tools


38 Alternative Forming Operations Several forming operations replace one of the dies with rubber or fluid pressure Guerin process Other forming operations use fluid or rubber to transmit the pressure required to expand a metal blank Bulging Figure Method of blanking sheet metal using the Guerin process. Figure Method of bulging tubes with rubber tooling.
 One form of sheet hydroforming.")
39 Sheet Hydroforming Sheet hydroforming is a family of processes in which a rubber bladder backed by fluid pressure replaces either the solid punch or female die set Advantages Reduced cost of tooling Deeper parts can be formed without fracture Excellent surface finish Accurate part dimensions Figure (Above) One form of sheet hydroforming. Figure Two-sheet hydroforming, or pillow forming.

40 Tube Hydroforming Process for manufacturing strong, lightweight, tubular components Frequently used process for automotive industry Advantages Lightweight, high-strength materials Designs with varying thickness or varying cross section can be made Welded assemblies can be replaced by one-piece components Disadvantages Long cycle time Relatively high tooling cost and process setup Figure Tube hydroforming. (a) Process schematic.
41 Additional Drawing Operations Hot-drawing Sheet metal has a large surface area and small thickness, so it cools rapidly Most sheet forming is done at mildly elevated temperatures High-Energy Rate Forming Large amounts of energy in a very short time Underwater explosions, underwater spark discharge, pneumatic-mechanical means, internal combustion of gaseous mixtures, rapidly formed magnetic fields Ironing Process that thins the walls of a drawn cylinder by passing it between a punch and a die
42 Additional Drawing Operations Embossing Pressworking process in which raised lettering or other designs are impressed in sheet material Superplastic sheet forming Materials that can elongate in the range of 2000 to 3000% can be used to form large, complexshaped parts Superplastic forming techniques are similar to that of thermoplastics
43 Properties of Sheet Material Tensile strength of the material is important in determining which forming operations are appropriate Sheet metal is often anisotropic- properties vary with direction or orientation Majority of failures during forming occur due to thinning or fracture Strain analysis can be used to determine the best orientation for forming
44 17.5 Alternative Methods of Producing Sheet-Type Products Electroforming Directly deposits metal onto preshaped forms or mandrels Nickel, iron, copper, or silver can used A wide variety of sizes and shapes can be made by electroforming Spray forming Spray deposition Uses powdered material in a plasma torch Molten metal may also be sprayed
45 17.6 Pipe Welding Skelp is long strips of steel used in welding Butt-welded pipe Steel skelp is heated to a specified hot-working temperature The skelp rolls back on each other through rollers and produces a welded seam Lap-welded pipe Skelp has beveled edges and the rolls form the weld by forcing the lapped edges down

46 17.7 Presses Figure Schematic representation of the various types of press drive mechanisms.



47 Types of Press Frame Figure (Left) Inclinable gap-frame press with sliding bolster to accommodate two die sets for rapid change of tooling. (Courtesy of Niagara Machine & Tool Works, Buffalo, NY.) Figure (Right) A 200-ton (1800-kN) straight-sided press. (Courtesy of Rousselle Corporation, West Chicago, IL.)
48 Special Types of Presses Presses have been designed to perform specific types of operations Transfer presses have a long moving slide that enables multiple operations to be performed simultaneously in a single machine Four-slide or multislide machines are used to produce small, intricately shaped parts from continuously fed wire or coil strip
 Figure 17-63 Various operations can be performed during the production of stamped and drawn parts on a transfer press. (Courtesy of U.S.")
49 Figure Schematic showing the arrangement of dies and the transfer mechanism used in transfer presses. (Courtesy of Verson Allsteel Press Company, Chicago, IL.) Figure Various operations can be performed during the production of stamped and drawn parts on a transfer press. (Courtesy of U.S. Baird Corporation, Stratford, CT.)
50 Figure Schematic of the operating mechanism of a multislide machine. The material enters on the right and progresses toward the left as operations are performed. (Courtesy of U.S. Baird Corporation, Stratford, CT.)
51 Summary Sheet forming processes can be grouped in several broad categories Shearing Bending Drawing Forming Basic sheet forming operations involve a press, punch, or ram and a set of dies Material properties, geometry of the starting material, and the geometry of the desired final product play important roles in determining the best process
Metal Working Processes
 Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
Metal Working Processes Bachelor of Industrial Technology Management with Honours Semester I Session 2013/2014 CLASSIFICATION OF MANUFACTURING PROCESSES TOPIC OUTLINE What is Sheet Metal? Sheet Metalworking
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond
MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet metal Process in detail Cutting (Shearing) Operations Manufacturing Technology In this operation, the work piece is stressed beyond
Sheet Metal Forming. Part 1
 Sheet Metal Forming Part 1 Sheet Metal Forming For products with versatile shapes and lightweight Dates to 5000 B.C. Products include metal desks, file cabinets, appliances, car bodies, beverage cans Common
Sheet Metal Forming Part 1 Sheet Metal Forming For products with versatile shapes and lightweight Dates to 5000 B.C. Products include metal desks, file cabinets, appliances, car bodies, beverage cans Common
Corso di Studi di Fabbricazione
 Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
Corso di Studi di Fabbricazione 3a Richiami dei processi tecnologici di trasformazione FUNDAMENTAL OF METAL FORMING 1 METAL FORMING Large group of manufacturing processes in which plastic deformation is
FUNDAMENTAL MANUFACTURING PROCESSES. Sheet Metal Stamping Dies & Processes-SD
 FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. SD20A, CGS: Dies & Die Functions white text, centered on background FMP BKG, motion background SCENE 2. SD20A, SME4311,
Hail University College of Engineering Department of Mechanical Engineering. Sheet-Metal Forming Processes and Equipment. Ch 16
 Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include
Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include
Unit IV Drawing of rods, wires and tubes
 Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Introduction Unit IV Drawing of rods, wires and tubes Drawing is a process in which the material is pulled through a die by means of a tensile force. Usually the constant cross section is circular (bar,
Module 3 Selection of Manufacturing Processes
 Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
Module 3 Selection of Manufacturing Processes Lecture 4 Design for Sheet Metal Forming Processes Instructional objectives By the end of this lecture, the student will learn the principles of several sheet
Manufacturing Processes (1)
") Manufacturing Processes (1) Chapter Twenty: Sheet Metalworking Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Sheet Metalworking includes cutting and forming operations performed
Manufacturing Processes (1) Chapter Twenty: Sheet Metalworking Dr. Eng. Yazan Al-Zain Department of Industrial Engineering 1 Introduction Sheet Metalworking includes cutting and forming operations performed
Wire and tube Drawing
 Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Wire and tube Drawing Drawing is an operation in which the cross-section of solid rod, wire or tubing is reduced or changed in shape by pulling it through a die. The principle of this procedure consist
Metal Stamping Glossary
 Metal Stamping Glossary Alloy - A substance that has metallic properties and is composed of two or more chemical elements of which at least one is an elemental metal. Annealing - A process involving the
Metal Stamping Glossary Alloy - A substance that has metallic properties and is composed of two or more chemical elements of which at least one is an elemental metal. Annealing - A process involving the
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet Metal Introduction Sheet metal is a metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking,
MANUFACTURING TECHNOLOGY UNIT II SHEET METAL FORMING PROCESSES Sheet Metal Introduction Sheet metal is a metal formed into thin and flat pieces. It is one of the fundamental forms used in metalworking,
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 9: Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - Application field- Sheet metal processing is an important
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 9: Sheet Metal Cutting & Forming Processes DR. SOTIRIS L. OMIROU Sheet Metal Cutting & Forming Processes - Application field- Sheet metal processing is an important
Bending. the bend radius is measured to the inner surface of the bent part
 Bending the bend radius is measured to the inner surface of the bent part there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral
Bending the bend radius is measured to the inner surface of the bent part there is a plane which separates the tension and compression zones. This plane is called neutral axis. The position of neutral
4. PRESS AND PRESS WORK
 4. PRESS AND PRESS WORK Q. Which are the materials used for press work? GALVANISED IRON Zinc-coated iron is known as "galvanised iron"'. This soft steel sheet is popularly known as Gl sheet. Applications:
4. PRESS AND PRESS WORK Q. Which are the materials used for press work? GALVANISED IRON Zinc-coated iron is known as "galvanised iron"'. This soft steel sheet is popularly known as Gl sheet. Applications:
Design and Analysis of Press Tool Assembly
 Design and Analysis of Press Tool Assembly Raveendra M.Tech Student ABSTRACT Press working may be defined as a chip less manufacturing process by which various components are made from sheet metal. This
Design and Analysis of Press Tool Assembly Raveendra M.Tech Student ABSTRACT Press working may be defined as a chip less manufacturing process by which various components are made from sheet metal. This
Drawing. Fig. 1 Drawing
 Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Drawing Drawing is a metalworking process which uses tensile forces to stretch metal. It is broken up into two types: sheet metal drawing and wire, bar, and tube drawing. The specific definition for sheet
Copyright Notice. HCL Technologies Ltd. All rights reserved. A DEFINITIVE GUIDE TO DESIGN FOR MANUFACTURING SUCCESS
 Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted, in any form
Copyright Notice HCL Technologies Ltd. All rights reserved. No part of this document (whether in hardcopy or electronic form) may be reproduced, stored in a retrieval system, or transmitted, in any form
Forming - Blanking. Manufacturing Technology II Lecture 6. Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke
 Forming - Blanking Manufacturing Technology II Lecture 6 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke Seite 1 Content
Forming - Blanking Manufacturing Technology II Lecture 6 Laboratory for Machine Tools and Production Engineering Chair of Manufacturing Technology Prof. Dr.-Ing. Dr.-Ing. E.h. F. Klocke Seite 1 Content
Roll Forming General overview By Dako Kolev P.Eng.
 Roll Forming General overview By Dako Kolev P.Eng. Design in the world of Engineering is a mental process of creativity when we layout our vision of functionality and arrangement of elements or details
Roll Forming General overview By Dako Kolev P.Eng. Design in the world of Engineering is a mental process of creativity when we layout our vision of functionality and arrangement of elements or details
IRONWORKERS MSIW50S MSIW66S MSIW60D MSIW71D MSIW93D
 IRONWORKERS MSIW50S MSIW66S MSIW60D MSIW71D MSIW93D MSIW126D MSIW126DX MSIW192DX MSIW126D R SINGLE AND DUAL CYLINDER MACHINES 50-192 TON CAPACITY 5 STATIONS HEAVY DUTY CONSTRUCTION COMPLETELY INTEGRATED
IRONWORKERS MSIW50S MSIW66S MSIW60D MSIW71D MSIW93D MSIW126D MSIW126DX MSIW192DX MSIW126D R SINGLE AND DUAL CYLINDER MACHINES 50-192 TON CAPACITY 5 STATIONS HEAVY DUTY CONSTRUCTION COMPLETELY INTEGRATED
PRESS & PRESS WORK
 Topic and Contents Hours Marks 2.1 Introduction 08 Marks Materials used in press work for automobile applications. Classifications of presses and terminology used in presses Major parts of Fly press 2.2
Topic and Contents Hours Marks 2.1 Introduction 08 Marks Materials used in press work for automobile applications. Classifications of presses and terminology used in presses Major parts of Fly press 2.2
The Fine-Art of Sheet Metal Bending
 The Fine-Art of Sheet Metal Bending Introduction...... 1 Bend allowances........2 Reverse engineering the k-factor........ 4 Principle types of bending........ 5 Tips and tricks....... 7 Other common types
The Fine-Art of Sheet Metal Bending Introduction...... 1 Bend allowances........2 Reverse engineering the k-factor........ 4 Principle types of bending........ 5 Tips and tricks....... 7 Other common types
Manufacturing Processes (continued)
") Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
Manufacturing (continued) Machining Some other processes Material compatibilities Process (shape) capabilities Manufacturing costs Correct pg 142, question 34i should read Fig 6.18 question 34j should
INTRODUCTION TO PRESS BRAKES. A Vital Piece of Shop Equipment
 INTRODUCTION TO PRESS BRAKES A Vital Piece of Shop Equipment Introduction to Press Brakes Press Brakes are utilized in the forming lengths of sheet metal components. A press brake is a vital necessity
INTRODUCTION TO PRESS BRAKES A Vital Piece of Shop Equipment Introduction to Press Brakes Press Brakes are utilized in the forming lengths of sheet metal components. A press brake is a vital necessity
Wire Drawing 7.1 Introduction: stock size
 Wire Drawing 7.1 Introduction: In drawing, the cross section of a long rod or wire is reduced or changed by pulling (hence the term drawing) it through a die called a draw die (Fig. 7.1). Thus, the difference
Wire Drawing 7.1 Introduction: In drawing, the cross section of a long rod or wire is reduced or changed by pulling (hence the term drawing) it through a die called a draw die (Fig. 7.1). Thus, the difference
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES
 ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
ME 333 MANUFACTURING PROCESSES-II SPECIAL PURPOSE METAL FORMING PROCESSES Shape Rolling Steps in the shape rolling of an I-beam part. Various other structural sections, such as channels and rails, also
Press Operations & Types of Dies
 Press Operations & Types of Dies Press Working Use of mechanical and hydraulic presses for forging and extrusion has been mentioned earlier. Knuckle type mechanical presses are used widely for sheet metal
Press Operations & Types of Dies Press Working Use of mechanical and hydraulic presses for forging and extrusion has been mentioned earlier. Knuckle type mechanical presses are used widely for sheet metal
HIGH ENERGY RATE FORMING PROCESSES
 HIGH ENERGY RATE FORMING PROCESSES In these forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of
HIGH ENERGY RATE FORMING PROCESSES In these forming processes large amount of energy is applied for a very short interval of time. Many metals tend to deform more readily under extra fast application of
Brazing Braze Welding
 1 2 3 4 Brazing Filler metals typically melt above 450 o C (840 o F); Below MP of host metals. Term brazing derived from brass, to harden Process originated 3000-2000 B.C. Typically, a filler (braze) metal
1 2 3 4 Brazing Filler metals typically melt above 450 o C (840 o F); Below MP of host metals. Term brazing derived from brass, to harden Process originated 3000-2000 B.C. Typically, a filler (braze) metal
Introduction to Manufacturing Processes
 Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
Introduction to Manufacturing Processes Products and Manufacturing Product Creation Cycle Design Material Selection Process Selection Manufacture Inspection Feedback Typical product cost breakdown Manufacturing
1/4/ FUNDAMENTAL MANUFACTURING PROCESSES. Sheet Metal Stamping Dies & Processes-SD
 1/4/2013 --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. FMP01A, CGS: FBI warning text centered on black to transparent gradient FMP BKG, motion background
1/4/2013 --- 1 --- FUNDAMENTAL MANUFACTURING PROCESSES Sheet Metal Stamping Dies & Processes-SD SCENE 1. FMP01A, CGS: FBI warning text centered on black to transparent gradient FMP BKG, motion background
Copyright 1997 Society of Manufacturing Engineers FUNDAMENTAL MANUFACTURING PROCESSES SHEET METAL SHEARING AND BENDING
 FUNDAMENTAL MANUFACTURING PROCESSES SHEET METAL SHEARING AND BENDING SCENE 1. CG: FBI warning SCENE 2. CG: disclaimer Always read the operating manual and safety information provided by the manufacturer
FUNDAMENTAL MANUFACTURING PROCESSES SHEET METAL SHEARING AND BENDING SCENE 1. CG: FBI warning SCENE 2. CG: disclaimer Always read the operating manual and safety information provided by the manufacturer
Standard Test Methods for Bend Testing of Material for Ductility 1
 Designation: E290 14 Standard Test Methods for Bend Testing of Material for Ductility 1 This standard is issued under the fixed designation E290; the number immediately following the designation indicates
Designation: E290 14 Standard Test Methods for Bend Testing of Material for Ductility 1 This standard is issued under the fixed designation E290; the number immediately following the designation indicates
Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee
 Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Lecture - 06 Swaging & Wire Drawing Very good morning
Manufacturing Processes - 1 Prof. Inderdeep Singh Department of Mechanical & Industrial Engineering Indian Institute of Technology, Roorkee Module - 01 Lecture - 06 Swaging & Wire Drawing Very good morning
1/2/2016. Lecture Slides. Screws, Fasteners, and the Design of Nonpermanent Joints. Reasons for Non-permanent Fasteners
 Lecture Slides Screws, Fasteners, and the Design of Nonpermanent Joints Reasons for Non-permanent Fasteners Field assembly Disassembly Maintenance Adjustment 1 Introduction There are two distinct uses
Lecture Slides Screws, Fasteners, and the Design of Nonpermanent Joints Reasons for Non-permanent Fasteners Field assembly Disassembly Maintenance Adjustment 1 Introduction There are two distinct uses
Cold Forming Basics for Industrial Fasteners
 Cold Forming Basics for Industrial Fasteners Station 1 Cut-off Coiled wire is fed into cold-former. Slug is cut off to specified length. Station 2 Squaring Ends of cut-off are squared. Station 3 Impact
Cold Forming Basics for Industrial Fasteners Station 1 Cut-off Coiled wire is fed into cold-former. Slug is cut off to specified length. Station 2 Squaring Ends of cut-off are squared. Station 3 Impact
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION
 DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES
 Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
This PDF document is a sample chapter from the book Item Code BK90PUB4
 This PDF document is a sample chapter from the book Item Code BK90PUB4 click here to order on line www.sme.org or complete and print out the order form ocument. Then mail, fax, or phone in your order.
This PDF document is a sample chapter from the book Item Code BK90PUB4 click here to order on line www.sme.org or complete and print out the order form ocument. Then mail, fax, or phone in your order.
MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
 XXXX B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR XXXX PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE
XXXX B23 MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR XXXX PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE
# in 1 Metal Worker Auxiliary Operating Instructions
 340 Snyder Avenue, Berkeley Heights, NJ 07922 www.micromark.com MMTechService@micromark.com Tech Support: 908-464-1094, weekdays, 1pm to 5 pm ET #86556 3 in 1 Metal Worker Auxiliary Operating Instructions
340 Snyder Avenue, Berkeley Heights, NJ 07922 www.micromark.com MMTechService@micromark.com Tech Support: 908-464-1094, weekdays, 1pm to 5 pm ET #86556 3 in 1 Metal Worker Auxiliary Operating Instructions
Design Guide: Sheet Metal Fabrication VERSION 2.1
 Design Guide: Sheet Metal Fabrication VERSION 2.1 SHEET METAL GUIDE V2.1 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Wall Thickness...5 Bends...5 Curls...6 Countersinks...6 Hems...7
Design Guide: Sheet Metal Fabrication VERSION 2.1 SHEET METAL GUIDE V2.1 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Wall Thickness...5 Bends...5 Curls...6 Countersinks...6 Hems...7
Chapter 25. Other Machining Processes. Materials Processing. MET Manufacturing Processes. Shaping Planing Broaching Sawing Filing
 MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
MET 33800 Manufacturing Processes Chapter 25 Other Machining Processes Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Other Machining Processes Shaping
Technical Tips. Using Bundle Breaker (rotary corrugated applications) In General, bundle breaker rule is determined based on the following criteria:
 In General, bundle breaker rule is determined based on the following criteria:") Technical Tips 080215_BBarticle Using Bundle Breaker (rotary corrugated applications) Bundle Breaker: a mechanical device designed specifically to separate ganged, multiout sheets after they have been
Technical Tips 080215_BBarticle Using Bundle Breaker (rotary corrugated applications) Bundle Breaker: a mechanical device designed specifically to separate ganged, multiout sheets after they have been
Joining Metals with Stamping Dies
 733563 Joining Metals with Stamping Dies A Die Builder s Guide to BTM Corporation s sheet metal clinch joining systems. A supplement for BTM Corporation s Tog-L-Loc and Lance-N-Loc Tooling Catalogs to
733563 Joining Metals with Stamping Dies A Die Builder s Guide to BTM Corporation s sheet metal clinch joining systems. A supplement for BTM Corporation s Tog-L-Loc and Lance-N-Loc Tooling Catalogs to
Tool School - Rotary Draw Bending Tooling. An Engineer s Guide to Bending Tubes
 Tool School - Rotary Draw Bending Tooling An Engineer s Guide to Bending Tubes Tube Form Solutions Tool School Rotary Draw Bending Tooling Tool School Agenda: Introduction To Rotary Draw Bending Engineering
Tool School - Rotary Draw Bending Tooling An Engineer s Guide to Bending Tubes Tube Form Solutions Tool School Rotary Draw Bending Tooling Tool School Agenda: Introduction To Rotary Draw Bending Engineering
It further covers the following parts and devices related to those apparatus:
 CPC - B21D - 2017.08 B21D WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL (working or processing of wire B21F) Processes and
CPC - B21D - 2017.08 B21D WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL (working or processing of wire B21F) Processes and
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
BUYER S GUIDE TO CONTROLLED TOLERANCE STAMPINGS
 36 WAYS TO MAKE YOUR SHORT RUN STAMPING MORE ECONOMICAL BUYER S GUIDE TO CONTROLLED TOLERANCE STAMPINGS 7 TH EDITION Wrico Controlled Tolerance Stampings There Is A Difference! Wrico Does It Better A privately
36 WAYS TO MAKE YOUR SHORT RUN STAMPING MORE ECONOMICAL BUYER S GUIDE TO CONTROLLED TOLERANCE STAMPINGS 7 TH EDITION Wrico Controlled Tolerance Stampings There Is A Difference! Wrico Does It Better A privately
LocoGear. Technical Bulletin - 14 November 28, 2003 Copyright 2003 by LocoGear LIVE STEAM CASTINGS. Tech Bulletin - 14
 LIVE STEAM CASTINGS LocoGear Tech Bulletin - 14 John D.L. Johnson 3879 Woods Walk Blvd Lake Worth, FL 33467-2359 jjohnson@locogear.com www.locogear.com Technical Bulletin - 14 November 28, 2003 Copyright
LIVE STEAM CASTINGS LocoGear Tech Bulletin - 14 John D.L. Johnson 3879 Woods Walk Blvd Lake Worth, FL 33467-2359 jjohnson@locogear.com www.locogear.com Technical Bulletin - 14 November 28, 2003 Copyright
Trade of Metal Fabrication. Module 3: Plate Fabrication Unit 1: Plate Forming Brake Press Phase 2
 Trade of Metal Fabrication Module 3: Plate Fabrication Unit 1: Plate Forming Brake Press Phase 2 Table of Contents Table of Contents... 3 List of Figures... 5 List of Tables... 6 Document Release History...
Trade of Metal Fabrication Module 3: Plate Fabrication Unit 1: Plate Forming Brake Press Phase 2 Table of Contents Table of Contents... 3 List of Figures... 5 List of Tables... 6 Document Release History...
Design of Slot Piercing Tool for Diaphragm Spring in a Single Plate Clutch Assembly
 Design of Slot Piercing Tool for Diaphragm Spring in a Single Plate Clutch Assembly Chetan B. Kawale 1, Ankush R. Daware 2, Aniket V. Thakare 3, Gokul B. Ajmire 4, Prof. Chaitanya G. Deshmukh 5 1, 2, 3,
Design of Slot Piercing Tool for Diaphragm Spring in a Single Plate Clutch Assembly Chetan B. Kawale 1, Ankush R. Daware 2, Aniket V. Thakare 3, Gokul B. Ajmire 4, Prof. Chaitanya G. Deshmukh 5 1, 2, 3,
MECHANICAL ASSEMBLY John Wiley & Sons, Inc. M. P. Groover, Fundamentals of Modern Manufacturing 2/e
 MECHANICAL ASSEMBLY Threaded Fasteners Rivets and Eyelets Assembly Methods Based on Interference Fits Other Mechanical Fastening Methods Molding Inserts and Integral Fasteners Design for Assembly Mechanical
MECHANICAL ASSEMBLY Threaded Fasteners Rivets and Eyelets Assembly Methods Based on Interference Fits Other Mechanical Fastening Methods Molding Inserts and Integral Fasteners Design for Assembly Mechanical
ScienceDirect. Formability of pure titanium sheet in square cup deep drawing
 Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 881 886 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 (2014 ) 881 886 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress
Design and Analysis of Progressive Die for Chain Link Plate
 Design and Analysis of Progressive Die for Chain Link Plate Md Inaithul Rehaman #1, P Satish Reddy #2, Matta Manoj #3, N.Guru Murthy #4 ME Department, Prasiddha College of Engg and Technology, Anathavaram
Design and Analysis of Progressive Die for Chain Link Plate Md Inaithul Rehaman #1, P Satish Reddy #2, Matta Manoj #3, N.Guru Murthy #4 ME Department, Prasiddha College of Engg and Technology, Anathavaram
Joining Metals with Stamping Dies
 733563AA Joining Metals with Stamping Dies A Die Builder s Guide to BTM s sheet metal clinch joining systems. A supplement for BTM s Tog-L-Loc and Lance-N-Loc Tooling Catalogs to assist in the proper application
733563AA Joining Metals with Stamping Dies A Die Builder s Guide to BTM s sheet metal clinch joining systems. A supplement for BTM s Tog-L-Loc and Lance-N-Loc Tooling Catalogs to assist in the proper application
Design of Punch and Die for Trimming Operation of Differential Bearing Cap
 International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2017 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Design
International Journal of Current Engineering and Technology E-ISSN 2277 4106, P-ISSN 2347 5161 2017 INPRESSCO, All Rights Reserved Available at http://inpressco.com/category/ijcet Research Article Design
MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS (essentially from sheet metal B21D)
") B21H MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS (essentially from sheet metal B21D) Methods and devices for forming metal objects by rolling operations which
B21H MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS (essentially from sheet metal B21D) Methods and devices for forming metal objects by rolling operations which
STEEL RULE. Stock TRY SQUARE
 FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
FITTING INTRODUCTION Fitting consists of a handwork involved in fitting together components usually performed at a bench equipped with a vice and hand tools. The matting components have a close relation
Tu r n y o u r p r e s s b r a k e o r p u n c h p r e s s i n t o a h o l e p u n c h i n g p r o f i t c e n t e r.
 Tu r n y o u r p r e s s b r a k e o r p u n c h p r e s s i n t o a h o l e p u n c h i n g p r o f i t c e n t e r. U n i P u n c h M o d u l a r To o l i n g Works with existing presses Multiple holes
Tu r n y o u r p r e s s b r a k e o r p u n c h p r e s s i n t o a h o l e p u n c h i n g p r o f i t c e n t e r. U n i P u n c h M o d u l a r To o l i n g Works with existing presses Multiple holes
THREAD CUTTING & FORMING
 THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
THREAD CUTTING & FORMING Threading, Thread Cutting and Thread Rolling: Machining Threads on External Diameters (shafts) Tapping: Machining Threads on Internal Diameters (holes) Size: Watch to 10 shafts
Chapter 33: Other Welding Processes, Brazing and Soldering
 Chapter 33: Other Welding Processes, Brazing and Soldering 33.1 Introduction 33.2 Other Welding and Cutting Processes Electroslag Welding FIGURE 33-1 (a) Arrangement of equipment and workpieces for making
Chapter 33: Other Welding Processes, Brazing and Soldering 33.1 Introduction 33.2 Other Welding and Cutting Processes Electroslag Welding FIGURE 33-1 (a) Arrangement of equipment and workpieces for making
Influence of Lubrication and Draw Bead in Hemispherical Cup Forming
 INSTITUTE OF TECHNOLOGY, NIRMA UNIVERSITY, AHMEDABAD 382 481, 08-10 DECEMBER, 2011 1 Influence of Lubrication and Draw Bead in Hemispherical Cup Forming G. M. Bramhakshatriya *12, S. K. Sharma #1, B. C.
INSTITUTE OF TECHNOLOGY, NIRMA UNIVERSITY, AHMEDABAD 382 481, 08-10 DECEMBER, 2011 1 Influence of Lubrication and Draw Bead in Hemispherical Cup Forming G. M. Bramhakshatriya *12, S. K. Sharma #1, B. C.
Wire and pipe drawing
 Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
Wire and pipe drawing Overview Wire drawing application deformations, drawing speeds and forces equipmentm dies and die materials Tube drawing tube drawing processes Strain and drawing force Drawing tools
Section 10s PRESS BRAKE TOOLING. Product of USA SOURCE CATALOG FOR AMERICAN STYLE
 www.ceooling.com Section 0s PRESS BRAKE OOLING SOURCE CAALOG FOR AMERICAN SYLE Product of USA 90 Forming Punches and Dies 90 Forming Punches and Dies hese punches and dies are the most widely used to form
www.ceooling.com Section 0s PRESS BRAKE OOLING SOURCE CAALOG FOR AMERICAN SYLE Product of USA 90 Forming Punches and Dies 90 Forming Punches and Dies hese punches and dies are the most widely used to form
INCREMENTAL SHEET FORMING METHOD
 INCREMENTAL SHEET FORMING METHOD Bachelor s thesis Riihimäki Mechanical Engineering & Production Technology Spring, 2018 Binamra Poudel ABSTRACT HAMK UAS, Riihimäki Degree Program in Mechanical Engineering
INCREMENTAL SHEET FORMING METHOD Bachelor s thesis Riihimäki Mechanical Engineering & Production Technology Spring, 2018 Binamra Poudel ABSTRACT HAMK UAS, Riihimäki Degree Program in Mechanical Engineering
Item #28187 EASTWOOD BEAD ROLLER INSTRUCTIONS
 Item #28187 EASTWOOD BEAD ROLLER INSTRUCTIONS The Eastwood Bead Roller is a professional metal fabrication tool for producing strengthening ribs in panels used in creating replacement fl oor pans, fi rewalls,
Item #28187 EASTWOOD BEAD ROLLER INSTRUCTIONS The Eastwood Bead Roller is a professional metal fabrication tool for producing strengthening ribs in panels used in creating replacement fl oor pans, fi rewalls,
Trade of Sheet Metalwork. Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2
 Trade of Sheet Metalwork Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module
Trade of Sheet Metalwork Module 7: Introduction to CNC Sheet Metal Manufacturing Unit 2: CNC Machines Phase 2 Table of Contents List of Figures... 4 List of Tables... 5 Document Release History... 6 Module
Surface Developments. Sacramento City College Engineering Design Technology. Surface Developments 1
 Surface Developments Sacramento City College Engineering Design Technology Surface Developments 1 Surface Developments A surface development is a full-size layout of an object made on a single flat plane.
Surface Developments Sacramento City College Engineering Design Technology Surface Developments 1 Surface Developments A surface development is a full-size layout of an object made on a single flat plane.
ASSIGNMENT 4. Textbook Assignment: The point, edge, face, heel, and tang are the five parts of which of the following tools?
 ASSIGNMENT 4 Textbook Assignment: "Files," "Grinders and Sharpening Stones," "Scrapers," "Awls," "Bolt and Cable Cutters," "Glass Cutters," "Knives,' 'Pipe Cutting and Threading Tools," "Tube Cutting and
ASSIGNMENT 4 Textbook Assignment: "Files," "Grinders and Sharpening Stones," "Scrapers," "Awls," "Bolt and Cable Cutters," "Glass Cutters," "Knives,' 'Pipe Cutting and Threading Tools," "Tube Cutting and
Precision Folding Technology
 Precision Folding Technology Industrial Origami, Inc. Summary Nearly every manufacturing process has experienced dramatic improvements in accuracy and productivity as well as declining cost over the last
Precision Folding Technology Industrial Origami, Inc. Summary Nearly every manufacturing process has experienced dramatic improvements in accuracy and productivity as well as declining cost over the last
Computer Simulated and Experimental Verification of Tooling for Progressive Deep Drawing.
 8 th International LS-DYNA Users Conference Metal Forming (1) Computer Simulated and Experimental Verification of Tooling for Progressive Deep Drawing. Peter Kostka, Peter Cekan Slovak University of Technology
8 th International LS-DYNA Users Conference Metal Forming (1) Computer Simulated and Experimental Verification of Tooling for Progressive Deep Drawing. Peter Kostka, Peter Cekan Slovak University of Technology
Permanent Mold Casting Processes. Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng.
 Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
Assoc Prof Zainal Abidin Ahmad Department of Manufacturing & Ind. Eng. Universiti Teknologi Malaysia Permanent Mold Casting Processes Gravity die casting Pressure die casting Low pressure High pressure
SINUMERIK live: turning technologies longitudinal turning and plunge-turning. Differences and use with SINUMERIK Operate
 SINUMERIK live: turning technologies longitudinal turning and plunge-turning Differences and use with SINUMERIK Operate siemens.com/cnc4you SINUMERIK live - Application technology explained in an easily
SINUMERIK live: turning technologies longitudinal turning and plunge-turning Differences and use with SINUMERIK Operate siemens.com/cnc4you SINUMERIK live - Application technology explained in an easily
TOOL DESIGN - MANUFACTURING DESIGN SPECIFICATIONS FOR TOOLING AND EQUIPMENT SECTION H - DIE DESIGN TABLE OF CONTENTS. H.1 General...
 TABLE OF CONTENTS H.1 General...Page 2 H.2 General Die Layout...Page 2 H.3 General Die Features...Page 2 H.4 Specific Die Type Features...Page 5 H.5 Special Punches and Die Bushings...Page 6 H.6 Wire E.D.M...Page
TABLE OF CONTENTS H.1 General...Page 2 H.2 General Die Layout...Page 2 H.3 General Die Features...Page 2 H.4 Specific Die Type Features...Page 5 H.5 Special Punches and Die Bushings...Page 6 H.6 Wire E.D.M...Page
Sheet Metal Tools. by:prem Mahendranathan
 Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
Sheet Metal Tools by: SHEET METAL TOOL KIT SHEET METAL TOOLS Rivet Gun 3/32, 1/8, 5/32, 3/16",Cupped Set Mini Bucking Bar Footed Heel-Toe Bucking Bar Air Tool Oil Mechanics Tool Bag High-Speed Air Drill
# Reducing Springback using post-stretching with stake beads By Tanmay Gupta, Ali Fallahiarezoodar, and Dr. Taylan Altan
 Reducing Springback using post-stretching with stake beads By Tanmay Gupta, Ali Fallahiarezoodar, and Dr. Taylan Altan #688-4 Reducing springback, especially in forming of Advanced High Strength Steels
Reducing Springback using post-stretching with stake beads By Tanmay Gupta, Ali Fallahiarezoodar, and Dr. Taylan Altan #688-4 Reducing springback, especially in forming of Advanced High Strength Steels
TALAT Lecture Deep Drawing. 15 pages, 16 figures. Advanced Level
 TALAT Lecture 3704 Deep Drawing 15 pages, 16 figures Advanced Level prepared by K. Siegert and S. Wagner, Institut für Umformtechnik, Universität Stuttgart Objectives: Definition and explanation of terms
TALAT Lecture 3704 Deep Drawing 15 pages, 16 figures Advanced Level prepared by K. Siegert and S. Wagner, Institut für Umformtechnik, Universität Stuttgart Objectives: Definition and explanation of terms
THE GATE COACHAll Rights Reserved 28, Jia Sarai N.Delhi ,-9998
 1 P a g e 1 DESIGN AGAINST STATIC AND FLUCTUATING LOADS 2 SHAFT, KEYS AND COUPLINGS CONTENTS Introduction 6 Factor of safety 6 Stress concentration 7 Stress concentration factors 8 Reduction of stress
1 P a g e 1 DESIGN AGAINST STATIC AND FLUCTUATING LOADS 2 SHAFT, KEYS AND COUPLINGS CONTENTS Introduction 6 Factor of safety 6 Stress concentration 7 Stress concentration factors 8 Reduction of stress
Principles of Major Manufacturing Processes. Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes
 Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
Principles of Major Manufacturing Processes Prepared by: Behzad Heidarshenas Ph.D in Manufacturing Processes 1 Overview of Casting Technology Casting is usually performed in a foundry Foundry = factory
STANDARD STANDARD PRODUCT CATALOG SHEET METAL MACHINERY SHEET METAL MACHINERY
 STANDARD STANDARD SHEET METAL MACHINERY SHEET METAL MACHINERY PRODUCT CATALOG Standard Sheet Metal Machinery, Inc., is incorporated in Lisbon, Iowa USA. The company speciaizes in sales and service of machinery
STANDARD STANDARD SHEET METAL MACHINERY SHEET METAL MACHINERY PRODUCT CATALOG Standard Sheet Metal Machinery, Inc., is incorporated in Lisbon, Iowa USA. The company speciaizes in sales and service of machinery
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT III THEORY OF METAL CUTTING Broad classification of Engineering Manufacturing Processes. It is extremely difficult to tell the exact number of various manufacturing processes
MANUFACTURING TECHNOLOGY UNIT III THEORY OF METAL CUTTING Broad classification of Engineering Manufacturing Processes. It is extremely difficult to tell the exact number of various manufacturing processes
Tool and Die Maker Level 3
 Level 3 B3 Basic Tool Design Duration: 10 hours 3 hours 7 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary for basic tool design and apply
Level 3 B3 Basic Tool Design Duration: 10 hours 3 hours 7 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary for basic tool design and apply
Wrapped Rose. Materials are: 18" piece of 1/4" mild steel rod 1.25" disk of 3/32" thick steel plate. Tools for this project include:
 Wrapped Rose In a wrapped rose, the petals and stem are all made from a single round rod. The calyx and leaves are formed separately. Gordon Williams showed me how to make a wrapped rose, and introduced
Wrapped Rose In a wrapped rose, the petals and stem are all made from a single round rod. The calyx and leaves are formed separately. Gordon Williams showed me how to make a wrapped rose, and introduced
Manufacturing Process:
 Manufacturing Process: This document is an operations manual describing the steps taken in order to build the 12442 Haitian stove. Included is a list of materials and tools needed to complete the construction
Manufacturing Process: This document is an operations manual describing the steps taken in order to build the 12442 Haitian stove. Included is a list of materials and tools needed to complete the construction
FORWARD FUSELAGE SIDES & REAR TOP SKINS
 FORWARD FUSELAGE SIDES & REAR TOP SKINS WORK REPORT Step No. Check Parts / Tools Qty Preparations. 1 [ ] 6F5-3 Upper Front Longerons 2 2 [ ] 6F5-5 Heel Support 1 3 [ ] 6F5-2 Front Floor Skin 1 3 [ ] Firewall
FORWARD FUSELAGE SIDES & REAR TOP SKINS WORK REPORT Step No. Check Parts / Tools Qty Preparations. 1 [ ] 6F5-3 Upper Front Longerons 2 2 [ ] 6F5-5 Heel Support 1 3 [ ] 6F5-2 Front Floor Skin 1 3 [ ] Firewall
EVALUATION OF DRAW BEADS INFLUENCE ON INTRICATE SHAPE STAMPING DRAWING PROCESS
 TECHNOLOGICAL ENGINEERING volume XI, number 1/2014 DOI: 10.2478/teen-2014-0001 EVALUATION OF DRAW BEADS INFLUENCE ON INTRICATE SHAPE STAMPING DRAWING PROCESS Article history: Received 10 september 2014
TECHNOLOGICAL ENGINEERING volume XI, number 1/2014 DOI: 10.2478/teen-2014-0001 EVALUATION OF DRAW BEADS INFLUENCE ON INTRICATE SHAPE STAMPING DRAWING PROCESS Article history: Received 10 september 2014
HINGE TOOL SET-UP, ADJUSTMENT AND TROUBLESHOOTING GUIDE
 HINGE TOOL SET-UP, ADJUSTMENT AND TROUBLESHOOTING GUIDE HINGE TOOL FORMING SET-UP High Level Process (For detailed information, reference Detailed Instructions): 1. Inspect and assemble tool (if required).
HINGE TOOL SET-UP, ADJUSTMENT AND TROUBLESHOOTING GUIDE HINGE TOOL FORMING SET-UP High Level Process (For detailed information, reference Detailed Instructions): 1. Inspect and assemble tool (if required).
PIPE & TUBE FABRICATION SERVICES CUSTOM BENDING LASER CUTTING END FORMING UNRIVALED EXPERTISE.
 PIPE & TUBE FABRICATION SERVICES CUSTOM BENDING LASER CUTTING END FORMING UNRIVALED EXPERTISE www.sharpeproducts.com INDUSTRIES SERVED AUTOMOTIVE MEDICAL FURNITURE & FIXTURES FOOD & BEVERAGE AEROSPACE
PIPE & TUBE FABRICATION SERVICES CUSTOM BENDING LASER CUTTING END FORMING UNRIVALED EXPERTISE www.sharpeproducts.com INDUSTRIES SERVED AUTOMOTIVE MEDICAL FURNITURE & FIXTURES FOOD & BEVERAGE AEROSPACE
Airframes Instructor Training Manual. Chapter 3 MANUFACTURING TECHNOLOGY
 Learning Objectives Airframes Instructor Training Manual Chapter 3 MANUFACTURING TECHNOLOGY 1. The purpose of this chapter is to discuss in more detail, the tools and processes technology that is utilised
Learning Objectives Airframes Instructor Training Manual Chapter 3 MANUFACTURING TECHNOLOGY 1. The purpose of this chapter is to discuss in more detail, the tools and processes technology that is utilised
Profiting with Wire EDM
 3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
3 Profiting with Wire EDM Users of Wire EDM 55 Parts made with the wire EDM process are used for machining conductive materials for medicine, chemical, electronics, oil and gas, die and mold, fabrication,
Product Information Report Maximizing Drill Bit Performance
 Overview Drills perform three functions when making a hole: Forming the chip The drill point digs into the material and pushes up a piece of it. Cutting the chip The cutting lips take the formed chip away
Overview Drills perform three functions when making a hole: Forming the chip The drill point digs into the material and pushes up a piece of it. Cutting the chip The cutting lips take the formed chip away
Axial Forming. From Expanding...
 Axial Forming.. 1 From Expanding... Axial Forming Hydraulic forming is an axial forming method for tubes and bars. The forming process is executed by means of a die. When forming a tube, a mandrel can
Axial Forming.. 1 From Expanding... Axial Forming Hydraulic forming is an axial forming method for tubes and bars. The forming process is executed by means of a die. When forming a tube, a mandrel can
Providing Tools To Form Your Success
 If it's important to you, it's important to us. Find out how our attention to details forms the basis for your success. Providing ools o able of Contents For more than 30 years, leading sheet metal fabricators
If it's important to you, it's important to us. Find out how our attention to details forms the basis for your success. Providing ools o able of Contents For more than 30 years, leading sheet metal fabricators
Principles of Rotary Bending Technology & Use of Rotary Bending Technology for Processing of Advanced, High-Strength Steels (AHSS)
") Principles of Rotary Bending Technology & Use of Rotary Bending Technology for Processing of Advanced, High-Strength Steels (AHSS) L. Ray Osborne rosborne@anchordanly.com Mechanical Engineer / Business
Principles of Rotary Bending Technology & Use of Rotary Bending Technology for Processing of Advanced, High-Strength Steels (AHSS) L. Ray Osborne rosborne@anchordanly.com Mechanical Engineer / Business
Design for Manufacturability Guide
 Design for Manufacturability Guide WHO WE ARE Short-to-medium run metal stamping manufacturer Annual volume of 250 to 300,000 per part number We serve a very diversified mix of customers & markets Our
Design for Manufacturability Guide WHO WE ARE Short-to-medium run metal stamping manufacturer Annual volume of 250 to 300,000 per part number We serve a very diversified mix of customers & markets Our
III III MI1,
 THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS 345 E. 47th St., Now York, N.Y. 10017 The Society shall not be responsible for statements or opinions advanced in papers or discussion at meetings of the Society
THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS 345 E. 47th St., Now York, N.Y. 10017 The Society shall not be responsible for statements or opinions advanced in papers or discussion at meetings of the Society
Materials Removal Processes (Machining)
") Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
TENSILKUT ENGINEERING
 TENSILKUT ENGINEERING For Accurate Test Specimens Manufacturer of equipment for the accurate preparation of physical test specimens since 1955 SIEBURG INTERNATIONAL, INC. 1901 Clydesdale Street, Maryville,
TENSILKUT ENGINEERING For Accurate Test Specimens Manufacturer of equipment for the accurate preparation of physical test specimens since 1955 SIEBURG INTERNATIONAL, INC. 1901 Clydesdale Street, Maryville,