Research on hardened steel turning with superhard tool material
|
|
|
- Gervase Baker
- 6 years ago
- Views:
Transcription
1 Research on hardened steel turning with superhard tool material M.Sc. Eng. Jakub Siwiec Supervisor: D.S. Eng. Wojciech Zebala Abstract The paper presents results of research on hardened steel turning with tool made of cubic boron nitride - superhard tool material. Arcitle present comparison of grinding and hard cutting, which is an alternative technology for machining hardened materials. During experiments workpiece made of hardened cold work tool steel was machined in accordance to investigation plan with cubic boron nitride inserts by means of specialised equipment, such as high speed camera, surface and roughness 2D and 3D profilometers, thermal camera, dynamometer, roundness tester and hardness tester. Research is connected with real industrial component application. Mathematical equations of influence cutting parameteres, such as cutting speed, feed rate, depth of cut and hardness on surface roughness and cutting force components are presented. Keywords hard cutting, hard turning, hardened steel turning, cbn. 1. Introduction Hard cutting is a machining process of metal components, made of materials harder than 45 HRC, with geometrically defined cutting edge. Hard cutting, which is known also as hard machining or hard part machining, includes hard drilling, hard turning and hard milling. Usually, hard turning is a finishing or semi-finishing cutting process and it is an alternative for grinding of axisymmetric parts. In some applications grinding and hard turning are combined in order to exploit advantages of both technologies. Nowadays, the hard turned work piece is made of: bearing steel, cold- or hot work tool steel, high speed steel, super alloy or hardened cast iron. Hard cutting requires special tool materials, with high wear-resistant and high hardness at elevated temperatures. The most commonly used as tool materials are: silicon nitrides, sintered carbides, cermets, polycrystalline diamonds, oxide and mixed ceramic and cubic boron nitrides. The last one is characterized by extraordinary hardness at elevated temperatures and compressive strength with good fracture toughness [1-8]. 2. Comparison of hard turning and grinding In the Table 1 there are compared some aspects of both processes of machining hardened materials, grinding and hard turning. Hard turning is characterized by several times lower energy consumption in comparison with grinding and it is easy to adapt multiple machining in just one setup. Because of the limitations of the technology grinding has much lower possibility to machining of complex shape and interrupted cutting. Costs of machine tool and tools depend on the application. Properties of surface layer can be comparable, but there will be differences in tensions of the surface layer, depth of heat influence inside the surface layer, profile and structure. Hard cutting provides good tribological properties of workpiece surface, so wear of a surface layer can be twice lower in comparison with grinded surfaces. Abrasive

2 methods of machining allow to obtain a lower roughness of surface. Ecology of hard cutting is better than grinding because coolants and lubricants are not required or cold air can be applied instead. In case of hard cutting chips can be easily recycled. Some damages of the grinding wheels are more dangerous for the operator than the damages caused by the cutting tools. Table 1. Comparison of hard turning and grinding aspects. Worse: (-), Better: (+), Applicationdependent: (+/-). Aspect Hard Grinding turning Lower energy consumption + - Multiple machining in one setup + - Machining of complex shape + - Interrupted cutting + - Investments in machine tool, equipment +/- +/- and tools Surface layer properties after machining +/- +/- Ecology + - Operator s safety + - Market and marketing Research on hard turning process 3.1 Machined material and tool. The machined workpiece was made of hardened cold work tool steel (X165CrV12, hardness: shaft no. 1: 62HRC, shaft no. 2: 56,5HRC). Shaft has diameter 60mm, each of cylindrical segment has a width of 10mm. Segments of the workpiece were machined in accordance to the investigation plan. The inpus parameters taken: v c (80-160) m/min; f ( ) mm/rev; a p ( ) mm. Chemical composition of X165CrV12 steel in presented in Table 2. Fig. 1. Machined workpiece made of X165CrV12 mounted in the chuck of machine tool. Table 2. Chemical composition of cold work tool steel X165CrV12 Chemical composition in % C Cr Mn Si Ni, Cu Mo, W V P, S <0.35 <0.2 <0.15 <0.03

3 The removable cutting inserts CNGA were made of CBN tool material. Tool geometry was described by three angles: χ r =95, λ s = -6, γ= -6 and tool nose radius r ε =0.8mm. 3.2 Equipment and research stand. Fig. 2. Research stand. During the investigation following equipment was used: lathe Knuth Masterturn 400/1500 with 7.5 kw, hardness tester Rockwell HR150A, dynamometer Kistler with amplifier 5070A and the DynoWare software, profilometer Surftest SJ-201P Mitutoyo, profilometer Intra Taylor-Hobson,with software, roundness tester Talyrond 365 Taylor-Hobson with ULTRA software, high-speed camera Phantom with software and Dedocool cold light system, microscope BRESSER with MikroCamLab software, photo camera Sony SLT-A37 with objectiv 18-55mm, FLIR thermal camera. Experiments were carried out on Knuth Masterturn lathe. Hardness tester Rockwell was used to measure the hardness of machined shafts. Dynamometer Kistler was applied to measure cutting force components during during hard turning process, which are schematicaly presented in Fig. 3, feed force (F f ), passive force (F p ) and main force (F c ). Profilometers were used to prepare 2D and 3D profiles of surface layer and to measure surface roughness. Roundness total measurements we carried out on roundness tester Talyrond. High-speed camera and thermal camera were used to observe and record hard turning process. Microscope and photo camera were applied to prepare photographies of metal chips formed during the machining process.
4 Fig. 3. Kinematic scheme of turning and cutting force components. 3.3 Results of research Each of machined surface profiles were measured by Mitutoyo Surftest SJ-201P and Intra Taylor-Hobson profilometers. The measurements were repeated three times and at three reference lines equally positioned at 120 o. The results of measured and modeled values of Ra and Rz DIN are presented in Table 3. Table 3. Comparative analysis of the measured and modelled values of Ra and Rz DIN. Test no. v c [m/min] f [mm/rev] a p [mm] Ra [μm] Ra_ model [μm] Rz DIN [μm] Rz DIN _ model [μm] Designated mathematical models of surface roughness, shaft 62HRC: (1) (2)

5 Fig. 4. Influence of workpiece hardness on surface roughness Ra after hard turning. Hardness influences on workpiece surface roughness after hard turning. If hardness of machined workpiece is higher then lower surface roughness will be received. In the traditional turning cutting force components increase gradually in the following order: F c > F p > F f (3) whereas for hard turning, the highest component is F p, which means [9]: F p > F c > F f (4) The results of measured and modelled values of the cutting force components are presented in Table 4. Table 4. Comparative analysis of the measured and modelled values of F p, F c and F f. Test v c f a p F p F p _ model F c F c _ model F f F f _ model no. [m/min] [mm/rev] [mm] [N] [N] [N] [N] [N] [N] Designated mathematical models of cutting forces, shaft 62HRC: (5)

![steel [2].](/docs-images/77/76135866/images/6-1.jpg "During shape deviation measurements radial method was applicable, in three equally spaced")



6 f=0.153 mm/rev (6) (7) Fig. 5. Comparison of measured cutting force components during machining of 62HRC cold work tool steel [2]. During shape deviation measurements radial method was applicable, in three equally spaced planes, by means of Talyrond 365 that is dedicated to measurements of cylindrical surfaces roundness, waviness and roughness. The device measures with the point collection pin system, with an error less than ±0.02 μm in R axis. The results of measurements were analyzed using Ultra Roundness Software V4.1 PL. RONt, RONv and RONp parameters were determined based on the average LSCI element. During analyze of roundness deviations Gaussian filter was chosen, undulations were limited to 50 upr. Results of measurements are presented in Table 5. Table 5. Graphical comparison of feed rate influence on surface during hard turning steel X165CrV12, 62 HRC. Chip formation 2D roughness profile RONt 3D surface profile








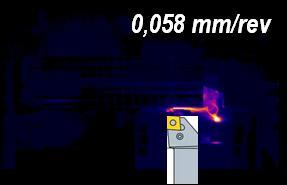

7 f=0.058 mm/rev f=0.105 mm/rev f=0.153 mm/rev f=0.058 mm/rev f=0.105 mm/rev Table 6. Graphical comparison of feed rate influence on chips and heat fluxes during hard turning steel X165CrV12, 62 HRC. Chip formation Thermogram Microphotography of chip Macrophotography of chip
8 4. Conclusion Hard cutting technology is very promising and without any doubt, it will be widely used in many applications where grinding has been the only choice or possibility. Hard cutting has many advantages in comparison with grinding, but still need to investigate the process. Cutting parameters and properties of workpiece material, such as cutting speed, feed rate, depth of cut and hardness, have important influence on the surface layer properties and quality of machined component. These parameters influence on cutting forces, surface roughness, tensions, roundness total, accuracy, etc. Designated mathematical equations help to calculate e.g. approx. values of surface roughness and cutting forces, with good accuracy R 2 ( ). The effective surface layer created in the cutting process is characterized by a set of deviations from the nominal contour, formed as a result of simultaneous impac t of cutting parameters, geometry of cutting tool and workpiece material properties. Presented research will be carried out on many levels to better understand the process, to model and to describe the process - by means of mathematical equations in order to help in optimization of the process in real industrial conditions. Symbols a p depth of cut (mm) f feed rate (mm/rev) LSCI least squares reference circle - R² coefficient of determination - Ra arithmetic mean roughness (μm) Rz DIN mean value of the single roughness depth Zi (μm) r ε tool nose radius (mm) RONt roundness total; peak to valley roundness deviation (μm) upr undulations per revolution - v c cutting speed (m/min) γ rake angle ( o ) λ s inclination angle ( o ) χ r major cutting edge angle ( o ) References [1] J. Siwiec, Obróbka materiałów w stanie utwardzonym, Czasopismo techniczne Mechanika vol. 108, no. 15, (2011), [2] J. Siwiec, W. Zębala, Investigation of hardened tool steel turning with CBN inserts, Develompment in Machining Technology, vol. 2, (2012), [3] J. Siwiec, Economical aspects and applications of hard turning, CEEPUS Conference: Advances in Machining Technology, Cracow, (2011), [4] J. Siwiec, Innowacyjne technologie. Obróbka materiałów w stanie utwardzonym, Obróbka metalu, 4(2011), [5] J. Siwiec, Hard machining obróbka materiałów w stanie utwardzonym, Świat Obrabiarek, 7-9/2010, [6] J. Siwiec, W. Zębala, Hard turning of cold work tool steel with cbn tools, Advances in Manufacturing Science and Technology, vol. 36, no. 4, (2012) [7] J. Kundrak, A.G. Mamalis, A. Markopoulos, Finishing of hardened boreholes: Grinding or hard cutting?, Materials and Manufacturing Processes vol. 19 no. 6, (2004), [8] C. Felho, J. Kundrak, Method for determination of the expected roughness of cut surfaces, Hungarian Journal of Industrial Chemistry Veszprem vol. 39 no. 2 (2011),
9 [9] P. G. Benardos, G.-C. Vosniakos, Predicting surface roughness in machining: a review, International Journal of Machine Tools and Manufacture vol. 43, (2003), [10] I. Maňková, Monitoring of cutting forces and tool wear when hard turning, Journal of production processes and systems vol. 1, (2002).
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting. By Prof.A.Chandrashekhar
 Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
DEVELOPMENT IN MACHINING TECHNOLOGY
 Editors: Project of cover: Text arrangement: Wojciech Zębala, Ildikó Maňková Łukasz Ślusarczyk, Grzegorz Struzikiewicz Grzegorz Struzikiewicz All papers published in Scientific Research Reports issue had
Editors: Project of cover: Text arrangement: Wojciech Zębala, Ildikó Maňková Łukasz Ślusarczyk, Grzegorz Struzikiewicz Grzegorz Struzikiewicz All papers published in Scientific Research Reports issue had
Metal Cutting (Machining)
") Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
Metal Cutting (Machining) Metal cutting, commonly called machining, is the removal of unwanted portions from a block of material in the form of chips so as to obtain a finished product of desired size,
An experimental investigation into the machinability of GGG-70 grade spheroidal graphite cast iron
 Indian Journal of Engineering & Materials Sciences Vol. 16, April 2009, pp. 116-122 An experimental investigation into the machinability of GGG-70 grade spheroidal graphite cast iron Ihsan Korkut a *,
Indian Journal of Engineering & Materials Sciences Vol. 16, April 2009, pp. 116-122 An experimental investigation into the machinability of GGG-70 grade spheroidal graphite cast iron Ihsan Korkut a *,
ANALYSIS OF SURFACE ROUGHNESS WITH VARIATION IN SHEAR AND RAKE ANGLE
 ANALYSIS OF SURFACE ROUGHNESS WITH VARIATION IN SHEAR AND RAKE ANGLE Sirajuddin Elyas Khany 1, Mohammed Hissam Uddin 2, Shoaib Ahmed 3, Mohammed Wahee uddin 4 Mohammed Ibrahim 5 1 Associate Professor,
ANALYSIS OF SURFACE ROUGHNESS WITH VARIATION IN SHEAR AND RAKE ANGLE Sirajuddin Elyas Khany 1, Mohammed Hissam Uddin 2, Shoaib Ahmed 3, Mohammed Wahee uddin 4 Mohammed Ibrahim 5 1 Associate Professor,
CoroMill. All solutions at a glance
 CoroMill All solutions at a glance CoroMill Product overview Milling grades according to groups Shoulder milling CoroMill 316 CoroMill 490 CoroMill 790 Long edge cutter Insert size Max. cutting depth a
CoroMill All solutions at a glance CoroMill Product overview Milling grades according to groups Shoulder milling CoroMill 316 CoroMill 490 CoroMill 790 Long edge cutter Insert size Max. cutting depth a
Using cermet inserts in HSC technology when machining hard-to-machine tool steel
 Surface and Contact Mechanics including Tribology XII 81 Using cermet inserts in HSC technology when machining hard-to-machine tool steel I. Zetková & M. Zetek Regional Technological Institute, University
Surface and Contact Mechanics including Tribology XII 81 Using cermet inserts in HSC technology when machining hard-to-machine tool steel I. Zetková & M. Zetek Regional Technological Institute, University
Experimental investigation of the influence of burnishing tool passes on surface roughness and hardness of brass specimens
 1113 Experimental investigation of the influence of burnishing tool passes on surface roughness and hardness of brass specimens J.N. Malleswara Rao 1*, A. Chenna Kesava Reddy 2 and P. V. Rama Rao 3 1 Department
1113 Experimental investigation of the influence of burnishing tool passes on surface roughness and hardness of brass specimens J.N. Malleswara Rao 1*, A. Chenna Kesava Reddy 2 and P. V. Rama Rao 3 1 Department
Hard turning of interrupted surfaces using CBN tools
 journal of materials processing technology 195 (2008) 275 281 journal homepage: www.elsevier.com/locate/jmatprotec Hard turning of interrupted surfaces using CBN tools Anselmo Eduardo Diniz, Adilson José
journal of materials processing technology 195 (2008) 275 281 journal homepage: www.elsevier.com/locate/jmatprotec Hard turning of interrupted surfaces using CBN tools Anselmo Eduardo Diniz, Adilson José
Tool and Die Maker Level 2
 Level 2 B2 Read and Interpret Drawings II Duration: 32 hours 32 hours 0 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary to read and interpret
Level 2 B2 Read and Interpret Drawings II Duration: 32 hours 32 hours 0 hours This unit of instruction introduces the Tool and Die Maker Apprentice with the knowledge and skills necessary to read and interpret
EXPERIMENTAL STUDY ON TURNING WITH SELF-PROPELLED ROTARY CUTTING TOOL
 Journal of Thermal Engineering, Vol. 3, No. 6, Special Issue 6, pp. 1553-156, Yildiz Technical University Press, Istanbul, Turkey EXPERIMENTAL STUDY ON TURNING WITH SELF-PROPELLED ROTARY CUTTING TOOL U.
Journal of Thermal Engineering, Vol. 3, No. 6, Special Issue 6, pp. 1553-156, Yildiz Technical University Press, Istanbul, Turkey EXPERIMENTAL STUDY ON TURNING WITH SELF-PROPELLED ROTARY CUTTING TOOL U.
SURFACE LAYER PROPERTIES IN DRY TURNING OF C45 STEEL
 SURFACE LAYER PROPERTIES IN DRY TURNING OF C STEEL Tadeusz Leppert University of Technology and Life Sciences ul. Kordeckiego, - Bydgoszcz, Poland e-mail: tleppert@utp.edu.pl Abstract In machining operations
SURFACE LAYER PROPERTIES IN DRY TURNING OF C STEEL Tadeusz Leppert University of Technology and Life Sciences ul. Kordeckiego, - Bydgoszcz, Poland e-mail: tleppert@utp.edu.pl Abstract In machining operations
Review of Various Machining Processes
 Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT III THEORY OF METAL CUTTING Broad classification of Engineering Manufacturing Processes. It is extremely difficult to tell the exact number of various manufacturing processes
MANUFACTURING TECHNOLOGY UNIT III THEORY OF METAL CUTTING Broad classification of Engineering Manufacturing Processes. It is extremely difficult to tell the exact number of various manufacturing processes
External Turning. Outline Review of Turning. Cutters for Turning Centers
 Outline Review of Turning External Turning 3 External Turning Parameters Cutting Tools Inserts Toolholders Machining Operations Roughing Finishing General Recommendations Turning Calculations Machining
Outline Review of Turning External Turning 3 External Turning Parameters Cutting Tools Inserts Toolholders Machining Operations Roughing Finishing General Recommendations Turning Calculations Machining
An Investigation into the Influences of Grain Size and Grinding Parameters on Surface Roughness and Grinding Forces when Grinding
 Paper received: 24.08.2009 UDC 621.795:621.922.025 Paper accepted: 24.05.2010 An Investigation into the Influences of Grain Size and Grinding Parameters on Surface Roughness and Grinding Forces when Grinding
Paper received: 24.08.2009 UDC 621.795:621.922.025 Paper accepted: 24.05.2010 An Investigation into the Influences of Grain Size and Grinding Parameters on Surface Roughness and Grinding Forces when Grinding
Optimization of Turning Parameters Using Taguchi Technique for MRR and Surface Roughness of Hardened AISI Steel
 RESEARCH ARTICLE OPEN ACCESS Optimization of Turning Parameters Using Taguchi Technique for MRR and Surface Roughness of Hardened AISI 52100 Steel Vijaykumar H.K 1, Aboobaker Siddiq 1 and Muhammed Sinan
RESEARCH ARTICLE OPEN ACCESS Optimization of Turning Parameters Using Taguchi Technique for MRR and Surface Roughness of Hardened AISI 52100 Steel Vijaykumar H.K 1, Aboobaker Siddiq 1 and Muhammed Sinan
THEORY OF METAL CUTTING
 THEORY OF METAL CUTTING INTRODUCTION Overview of Machining Technology Mechanism of chip formation Orthogonal and Oblique cutting Single Point and Multipoint Cutting Tools Machining forces - Merchant s
THEORY OF METAL CUTTING INTRODUCTION Overview of Machining Technology Mechanism of chip formation Orthogonal and Oblique cutting Single Point and Multipoint Cutting Tools Machining forces - Merchant s
The role of inclination angle, λ on the direction of chip flow is schematically shown in figure which visualizes that,
 EXPERIMENT NO. 1 Aim: To study of Orthogonal & Oblique Cutting on a Lathe. Experimental set up.: Lathe Machine Theoretical concept: It is appears from the diagram in the following figure that while turning
EXPERIMENT NO. 1 Aim: To study of Orthogonal & Oblique Cutting on a Lathe. Experimental set up.: Lathe Machine Theoretical concept: It is appears from the diagram in the following figure that while turning
INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING AND TECHNOLOGY (IJMET)
") INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING AND TECHNOLOGY (IJMET) International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 ISSN 0976 6340 (Print) ISSN 0976 6359 (Online) Volume
INTERNATIONAL JOURNAL OF MECHANICAL ENGINEERING AND TECHNOLOGY (IJMET) International Journal of Mechanical Engineering and Technology (IJMET), ISSN 0976 ISSN 0976 6340 (Print) ISSN 0976 6359 (Online) Volume
THE INFLUENCE OF CUTTING PARAMETERS ON CUTTING FORCE AND SURFACE ROUGHNESS OBTAINED BY DRY TURNING OF AISI-52100
 International Journal of Mechanical Engineering and Technology (IJMET) Volume 9, Issue 11, November 2018, pp.2140 2150, Article ID: IJMET_09_11_226 Available online at http://www.ia aeme.com/ijmet/issues.asp?jtype=ijmet&vtype=
International Journal of Mechanical Engineering and Technology (IJMET) Volume 9, Issue 11, November 2018, pp.2140 2150, Article ID: IJMET_09_11_226 Available online at http://www.ia aeme.com/ijmet/issues.asp?jtype=ijmet&vtype=
Abrasive Machining Processes. N. Sinha, Mechanical Engineering Department, IIT Kanpur
 Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Abrasive Machining Processes N. Sinha, Mechanical Engineering Department, IIT Kanpur Introduction Abrasive machining involves material removal by the action of hard, abrasive particles. The use of abrasives
Roll No. :.. Invigilator s Signature :.. CS/B.Tech (ME)/SEM-5/ME-504/ TECHNOLOGY OF MACHINING. Time Allotted : 3 Hours Full Marks : 70
/SEM-5/ME-504/ TECHNOLOGY OF MACHINING. Time Allotted : 3 Hours Full Marks : 70") Name : Roll No. :.. Invigilator s Signature :.. CS/B.Tech (ME)/SEM-5/ME-504/2009-10 2009 TECHNOLOGY OF MACHINING Time Allotted : 3 Hours Full Marks : 70 The figures in the margin indicate full marks. Candidates
Name : Roll No. :.. Invigilator s Signature :.. CS/B.Tech (ME)/SEM-5/ME-504/2009-10 2009 TECHNOLOGY OF MACHINING Time Allotted : 3 Hours Full Marks : 70 The figures in the margin indicate full marks. Candidates
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
INTERNATIONAL JOURNAL OF DESIGN AND MANUFACTURING TECHNOLOGY (IJDMT)
") INTERNATIONAL JOURNAL OF DESIGN AND MANUFACTURING TECHNOLOGY (IJDMT) Proceedings of the International Conference on Emerging Trends in Engineering and Management (ICETEM14) ISSN 0976 6995 (Print) ISSN
INTERNATIONAL JOURNAL OF DESIGN AND MANUFACTURING TECHNOLOGY (IJDMT) Proceedings of the International Conference on Emerging Trends in Engineering and Management (ICETEM14) ISSN 0976 6995 (Print) ISSN
Development of SUMIBORON BN1000/BN2000 for Hard Turning
 INDUSTRIAL MATERIALS Development of SUMIBORON / for Hard Turning Takashi Harada*, Nozomi TsukiHara, Minori TeraMoTo, satoru kukino and Tomohiro Fukaya With the expanding use of PCBN cutting tools in hard
INDUSTRIAL MATERIALS Development of SUMIBORON / for Hard Turning Takashi Harada*, Nozomi TsukiHara, Minori TeraMoTo, satoru kukino and Tomohiro Fukaya With the expanding use of PCBN cutting tools in hard
Reproducibility of surface roughness in reaming
 Reproducibility of surface roughness in reaming P. Müller, L. De Chiffre Technical University of Denmark, Department of Mechanical Engineering, Kgs. Lyngby, Denmark pavm@mek.dtu.dk ABSTRACT An investigation
Reproducibility of surface roughness in reaming P. Müller, L. De Chiffre Technical University of Denmark, Department of Mechanical Engineering, Kgs. Lyngby, Denmark pavm@mek.dtu.dk ABSTRACT An investigation
Tool Life, Force and Surface Roughness Prediction by Variable Cutting Parameters for Coated and Uncoated Tool
 International Journal of Advanced Mechanical Engineering. ISSN 2250-3234 Volume 8, Number 1 (2018), pp. 61-69 Research India Publications http://www.ripublication.com Tool Life, Force and Surface Roughness
International Journal of Advanced Mechanical Engineering. ISSN 2250-3234 Volume 8, Number 1 (2018), pp. 61-69 Research India Publications http://www.ripublication.com Tool Life, Force and Surface Roughness
EXPERIMENTAL INVESTIGATION OF EFFECT OF CUTTING PARAMETERS ON HSS TOOL LIFE IN TURNING OPERATION
 EXPERIMENTAL INVESTIGATION OF EFFECT OF CUTTING PARAMETERS ON HSS TOOL LIFE IN TURNING OPERATION Nitin Jain 1, Prof. Swati D. Chaugaonkar 2 1 Nitin Jain Student, M.E. (Tribology and maintenance), 2 Assistant
EXPERIMENTAL INVESTIGATION OF EFFECT OF CUTTING PARAMETERS ON HSS TOOL LIFE IN TURNING OPERATION Nitin Jain 1, Prof. Swati D. Chaugaonkar 2 1 Nitin Jain Student, M.E. (Tribology and maintenance), 2 Assistant
CHAPTER 23 Machining Processes Used to Produce Various Shapes Kalpakjian Schmid Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1
 CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
CHAPTER 23 Machining Processes Used to Produce Various Shapes Manufacturing Engineering and Technology 2001 Prentice-Hall Page 23-1 Examples of Parts Produced Using the Machining Processes in the Chapter
Effect of spindle speed and feed rate on surface roughness of Carbon Steels in CNC turning
 Available online at www.sciencedirect.com Procedia Engineering 38 (2012 ) 691 697 International Conference on Modeling, Optimization and Computing (ICMOC 2012) Effect of spindle speed and feed rate on
Available online at www.sciencedirect.com Procedia Engineering 38 (2012 ) 691 697 International Conference on Modeling, Optimization and Computing (ICMOC 2012) Effect of spindle speed and feed rate on
Reaming. MAPAL MonoReam. Systematic versatility NEW
 Reaming MAPAL MonoReam Systematic versatility NEW MAPAL MonoReam With the newly developed multi-bladed reamers in the 600, 700 and 800 series, MAPAL is offering a new, simple, highperformance, standardised
Reaming MAPAL MonoReam Systematic versatility NEW MAPAL MonoReam With the newly developed multi-bladed reamers in the 600, 700 and 800 series, MAPAL is offering a new, simple, highperformance, standardised
Effective use of Cutting Parameters in Turning Process to Enhance Tool life
 Effective use of Cutting Parameters in Turning Process to Enhance Tool life Monika Singh, Dheeraj Soni Abstract Machining is the process of removing the excess material from the work piece or unwanted
Effective use of Cutting Parameters in Turning Process to Enhance Tool life Monika Singh, Dheeraj Soni Abstract Machining is the process of removing the excess material from the work piece or unwanted
Materials Removal Processes (Machining)
") Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Competence Gun Boring. KOYEMANN Floating Tools Power Reamer
 Competence Gun Boring KOYEMANN Floating Tools Power Reamer R The KOYEMANN Floating Principle Reaming has been used for fine machining bores with excellent results from the very start of cutting technology.
Competence Gun Boring KOYEMANN Floating Tools Power Reamer R The KOYEMANN Floating Principle Reaming has been used for fine machining bores with excellent results from the very start of cutting technology.
Surface Roughness Modeling in the Turning of AISI 12L14 Steel by Factorial Design Experiment
 Surface Roughness Modeling in the Turning of AISI 12L14 Steel by Factorial Design Experiment KARIN KANDANANOND Faculty of Industrial Technology Rajabhat University Valaya-Alongkorn 1 Moo 20 Paholyothin
Surface Roughness Modeling in the Turning of AISI 12L14 Steel by Factorial Design Experiment KARIN KANDANANOND Faculty of Industrial Technology Rajabhat University Valaya-Alongkorn 1 Moo 20 Paholyothin
Machining vs. Grinding
 University of Connecticut Machining vs. Grinding -- Towards High Efficiency Machining Bi Zhang Mechanical Engineering zhang@engr.uconn.edu Presentation Sequence Introduction High Speed Machining High Speed
University of Connecticut Machining vs. Grinding -- Towards High Efficiency Machining Bi Zhang Mechanical Engineering zhang@engr.uconn.edu Presentation Sequence Introduction High Speed Machining High Speed
DEVELOPMENT IN MACHINING TECHNOLOGY
 1 Editors: Project of cover: Text arrangement: Wojciech Zębala, Ildikó Maňková Łukasz Ślusarczyk, Grzegorz Struzikiewicz Grzegorz Struzikiewicz All papers published in Scientific Research Reports issue
1 Editors: Project of cover: Text arrangement: Wojciech Zębala, Ildikó Maňková Łukasz Ślusarczyk, Grzegorz Struzikiewicz Grzegorz Struzikiewicz All papers published in Scientific Research Reports issue
New product for turning. PCBN&PCD inserts
 New product for turning PCBN&PCD inserts Polycrystalline Cubic Boron Nitride PCBN PCBN is a synthesis of CBN powder and special binder under ultra-high pressure and high temperature conditions. PCBN has
New product for turning PCBN&PCD inserts Polycrystalline Cubic Boron Nitride PCBN PCBN is a synthesis of CBN powder and special binder under ultra-high pressure and high temperature conditions. PCBN has
Unit-I: Theory of Metal Cutting
 Unit-I: Theory of Metal Cutting Type-I (Cutting Forces Analysis) 1. In orthogonal cutting of a 60mm diameter MS bar on lathe, the following data was obtained, Rake angle = 15 0, Cutting Speed = 100 m/min,
Unit-I: Theory of Metal Cutting Type-I (Cutting Forces Analysis) 1. In orthogonal cutting of a 60mm diameter MS bar on lathe, the following data was obtained, Rake angle = 15 0, Cutting Speed = 100 m/min,
INDEXABLE BORING BAR AND INSERTS FLAT TOP, CHIP CONTROL, CBN, AND PCD
 INDEXABLE BORING BAR AND S FLAT TOP, CHIP CONTROL,, AND 80 Diamond.156 IC R.156.040 80 DIAMOND FLAT TOP 80 DIAMOND CHIP CONTROL AT6+ 0.003 ACD5031 ACD5031E AT6+ 0.007 ACD5071 ACD5071E AT6+ 0.015 ACD5151
INDEXABLE BORING BAR AND S FLAT TOP, CHIP CONTROL,, AND 80 Diamond.156 IC R.156.040 80 DIAMOND FLAT TOP 80 DIAMOND CHIP CONTROL AT6+ 0.003 ACD5031 ACD5031E AT6+ 0.007 ACD5071 ACD5071E AT6+ 0.015 ACD5151
TOOLS NEWS B076G. Series Expansion Update
 TOOLS NEWS 2013.10 Update B076G Solid CBN Grade for Cast Iron and Sintered Alloy Good balance of wear and fracture resistance from the high-performance sintering technology. New solid CBN for improved
TOOLS NEWS 2013.10 Update B076G Solid CBN Grade for Cast Iron and Sintered Alloy Good balance of wear and fracture resistance from the high-performance sintering technology. New solid CBN for improved
New. Products2013.
 T u n g a l o y www.tungaloy.com Company Overview Providing Complete Tooling Solutions for the Metal Removal and Industrial Product Sectors TUNGALOY is one of the world s leading manufacturers of carbide
T u n g a l o y www.tungaloy.com Company Overview Providing Complete Tooling Solutions for the Metal Removal and Industrial Product Sectors TUNGALOY is one of the world s leading manufacturers of carbide
GRINDING. quakerchem.com
 OVERVIEW Metal removal fluids (MRF) are used for both machining and grinding applications. As was discussed in the basic training, both applications are similar in that there is an interface between the
OVERVIEW Metal removal fluids (MRF) are used for both machining and grinding applications. As was discussed in the basic training, both applications are similar in that there is an interface between the
CHAPTER-1 INTRODUCTION. S.No. Name of the Sub-Title Page No. 1.1 Introduction Manufacturing System Metal Cutting 4
 1 CHAPTER-1 INTRODUCTION S.No. Name of the Sub-Title Page No. 1.1 Introduction 2 1.2 Manufacturing System 3 1.3 Metal Cutting 4 1.3.1 Independent Input Variables 4 1.3.2 Dependent Variables 6 1.3.3 Relations
1 CHAPTER-1 INTRODUCTION S.No. Name of the Sub-Title Page No. 1.1 Introduction 2 1.2 Manufacturing System 3 1.3 Metal Cutting 4 1.3.1 Independent Input Variables 4 1.3.2 Dependent Variables 6 1.3.3 Relations
Precision machining and measurement of micro aspheric molds
 Precision machining and measurement of micro aspheric molds H. Suzuki 1,3, T. Moriwaki 2,. amagata 3, and T. Higuchi 4 1 Chubu University, Kasugai, Aichi, Japan 2 Setsunan University, Neyagawa, Osaka,
Precision machining and measurement of micro aspheric molds H. Suzuki 1,3, T. Moriwaki 2,. amagata 3, and T. Higuchi 4 1 Chubu University, Kasugai, Aichi, Japan 2 Setsunan University, Neyagawa, Osaka,
Modeling and Simulation of Turning Operation
 IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) ISSN: 2278-1684 Volume 3, Issue 6 (Nov-Dec. 2012), PP 19-26 Modeling and Simulation of Turning Operation M.Kumara Swamy 1 B.Padma Raju 2 B.Ravi
IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE) ISSN: 2278-1684 Volume 3, Issue 6 (Nov-Dec. 2012), PP 19-26 Modeling and Simulation of Turning Operation M.Kumara Swamy 1 B.Padma Raju 2 B.Ravi
TURNING BORING TURNING:
 TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting Action and Phenomena during Cutting
 Basics of End Mills Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting Action and Phenomena during Cutting Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting
Basics of End Mills Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting Action and Phenomena during Cutting Contents 1. Cutting and Cutting Tools 2. Processing by End Mills 3. Cutting
Paper number: 15(2017)3, 430, doi: /jaes
3, 430, doi: /jaes") Original Scientific Paper doi:10.5937/jaes15-12834 Paper number: 15(2017)3, 430, 203-207 Fine Turning of the Vehicle Formed Components Coated by the Ultra-hard Polycrystalline Tools Klimenko Sergey Anatolievich*
Original Scientific Paper doi:10.5937/jaes15-12834 Paper number: 15(2017)3, 430, 203-207 Fine Turning of the Vehicle Formed Components Coated by the Ultra-hard Polycrystalline Tools Klimenko Sergey Anatolievich*
CHAPTER 7 Alpha-Beta Brass. Alpha-Beta Brass also known as duplex brass and Muntz metal is the
 120 CHAPTER 7 Alpha-Beta Brass Alpha-Beta Brass also known as duplex brass and Muntz metal is the traditional material which represents commonly the soft engineering alloys. This alloy consists of two
120 CHAPTER 7 Alpha-Beta Brass Alpha-Beta Brass also known as duplex brass and Muntz metal is the traditional material which represents commonly the soft engineering alloys. This alloy consists of two
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
ULTRA BURNISHING. Mikko Hokkanen Tampere University of Technology
 ULTRA BURNISHING Abstract An ultra burnishing equipment developed by Elpro Oy was tested in numerically controlled lathe for different kinds of steel and aluminium. The research was carried out at the,
ULTRA BURNISHING Abstract An ultra burnishing equipment developed by Elpro Oy was tested in numerically controlled lathe for different kinds of steel and aluminium. The research was carried out at the,
Scientific Journal Impact Factor: (ISRA), Impact Factor: 2.114
, Impact Factor: 2.114") IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Effect of Cutting Parameters on Tool Wear of Coated Carbide Tool in Hard Turning of AISI 434 Aman Joshi*, Rohit Rampal UIET, Panjab
IJESRT INTERNATIONAL JOURNAL OF ENGINEERING SCIENCES & RESEARCH TECHNOLOGY Effect of Cutting Parameters on Tool Wear of Coated Carbide Tool in Hard Turning of AISI 434 Aman Joshi*, Rohit Rampal UIET, Panjab
Fig. N 1 The indexing error between two consecutive flutes: (this must be measured half way up the tooth) as indicated in figure N 2.
 as indicated in figure N 2.") Hob resharpening The accuracy of the hobbing process to a large extent on good hob resharpening and the performance of hob is very much affected by the type of resharpening carried out. If a hob is resharpened
Hob resharpening The accuracy of the hobbing process to a large extent on good hob resharpening and the performance of hob is very much affected by the type of resharpening carried out. If a hob is resharpened
Elastic bonded abrasives
 Elastic bonded abrasives ARTIFEX Dr. Lohmann GmbH & Co. KG Feldstrasse 8 DE 24568 Kaltenkirchen, Germany Phone: +49 (0) 4191 935-0 info@artifex-abrasives.de www.artifex-abrasives.de introduction Ceramic
Elastic bonded abrasives ARTIFEX Dr. Lohmann GmbH & Co. KG Feldstrasse 8 DE 24568 Kaltenkirchen, Germany Phone: +49 (0) 4191 935-0 info@artifex-abrasives.de www.artifex-abrasives.de introduction Ceramic
TOOLS NEWS B228G. Ceramic End Mills. CERAMIC Corner Radius End Mills. Ultra high productivity for nickel based heat resistant alloys CERAMIC
 Ceramic End Mills TOOLS NEWS B228G CERAMIC Corner Radius End Mills Ultra high productivity for nickel based heat resistant alloys CERAMIC CERAMIC End Mill Series From difficult-to-cut to easy-to-cut! Generation
Ceramic End Mills TOOLS NEWS B228G CERAMIC Corner Radius End Mills Ultra high productivity for nickel based heat resistant alloys CERAMIC CERAMIC End Mill Series From difficult-to-cut to easy-to-cut! Generation
Abrasive Machining and Finishing Operations
 Abrasive Machining and Finishing Operations Bonded Abrasives Used in Abrasive-Machining Processes Figure 25.1 A variety of bonded abrasives used in abrasivemachining processes. Source: Courtesy of Norton
Abrasive Machining and Finishing Operations Bonded Abrasives Used in Abrasive-Machining Processes Figure 25.1 A variety of bonded abrasives used in abrasivemachining processes. Source: Courtesy of Norton
SANDVIK 14AP FREE-CUTTING WIRE WIRE
 SANDVIK 14AP FREE-CUTTING WIRE WIRE DATASHEET Sandvik 14AP is a hardenable free-cutting carbon steel characterized by excellent machinability and good wear resistance and hardness after hardening. CHEMICAL
SANDVIK 14AP FREE-CUTTING WIRE WIRE DATASHEET Sandvik 14AP is a hardenable free-cutting carbon steel characterized by excellent machinability and good wear resistance and hardness after hardening. CHEMICAL
RS 15. Key parameters. The universal machine for all tool types. A member of the UNITED GRINDING Group. Creating Tool Performance
 Creating Tool Performance A member of the UNITED GRINDING Group RS 15 The universal machine for all tool types Key parameters The RS 15 is a manual universal grinding machine with integrated measuring
Creating Tool Performance A member of the UNITED GRINDING Group RS 15 The universal machine for all tool types Key parameters The RS 15 is a manual universal grinding machine with integrated measuring
An Investigation on Cutting Forces and Surface Roughness during Hard Turning of AISI H13 Die Tool Steel with CBN Inserts using RSM
 ISSN: 2454-2377 Volume 1, Issue 9, January 2016 An Investigation on Cutting Forces and Surface Roughness during Hard Turning of AISI H13 Die Tool Steel with CBN Inserts using RSM Pardeep Kumar 1*, S.R.Chauhan
ISSN: 2454-2377 Volume 1, Issue 9, January 2016 An Investigation on Cutting Forces and Surface Roughness during Hard Turning of AISI H13 Die Tool Steel with CBN Inserts using RSM Pardeep Kumar 1*, S.R.Chauhan
Vertical and horizontal Turning/Grinding Centers
 Vertical and horizontal Turning/Grinding Centers INDEX Turning/Grinding Centers Turning and grinding of course with INDEX The INDEX Turning/Grinding Centers combine the advantages of turning and grinding
Vertical and horizontal Turning/Grinding Centers INDEX Turning/Grinding Centers Turning and grinding of course with INDEX The INDEX Turning/Grinding Centers combine the advantages of turning and grinding
TESTING CERAMICS INSERTS AT IRREGULAR INTERRUPTED CUT ON MATERIAL 14MoV6
 Engineering Review, Vol. 37, Issue 1, 67-73, 2017. 67 TESTING CERAMICS INSERTS AT IRREGULAR INTERRUPTED CUT ON MATERIAL 14MoV6 Robert Cep 1* Ladislav Kyncl 1 Sarka Malotova 1 Jana Petru 1 Tomas Zlamal
Engineering Review, Vol. 37, Issue 1, 67-73, 2017. 67 TESTING CERAMICS INSERTS AT IRREGULAR INTERRUPTED CUT ON MATERIAL 14MoV6 Robert Cep 1* Ladislav Kyncl 1 Sarka Malotova 1 Jana Petru 1 Tomas Zlamal
Grinding. Vipin K Sharma
 Grinding Grinding It is a material cutting process which engages an abrasive tool(in the form of a wheel) whose cutting elements are grains of abrasive material known as grit. These grits are characterized
Grinding Grinding It is a material cutting process which engages an abrasive tool(in the form of a wheel) whose cutting elements are grains of abrasive material known as grit. These grits are characterized
SAMSUNG Machine Tools
 NC Unit Specifications / FANUC Series Item Specification 0i-TD 32i-B i SAMSUNG Machine Tools PL 2000Y/SY PL 2500Y/SY SMEC Co., Ltd. 157-10, Goldenroot-ro, Juchon-myeon, Gimhae-si, Gyeongsangnam-do, Korea
NC Unit Specifications / FANUC Series Item Specification 0i-TD 32i-B i SAMSUNG Machine Tools PL 2000Y/SY PL 2500Y/SY SMEC Co., Ltd. 157-10, Goldenroot-ro, Juchon-myeon, Gimhae-si, Gyeongsangnam-do, Korea
RS 15. Key parameters. The universal machine for all tool types. A member of the UNITED GRINDING Group. Creating Tool Performance
 Creating Tool Performance A member of the UNITED GRINDING Group RS 15 The universal machine for all tool types Key parameters The RS 15 is a manual universal grinding machine with integrated measuring
Creating Tool Performance A member of the UNITED GRINDING Group RS 15 The universal machine for all tool types Key parameters The RS 15 is a manual universal grinding machine with integrated measuring
AUTOMATED MACHINE TOOLS & CUTTING TOOLS
 CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
CAD/CAM COURSE TOPIC OF DISCUSSION AUTOMATED MACHINE TOOLS & CUTTING TOOLS 1 CNC systems are used in a number of manufacturing processes including machining, forming, and fabrication Forming & fabrication
Automotive solutions for ISO K
 Automotive solutions for ISO K When machining in ISO K materials, you need tough tools that can withstand high abrasive wear and frittering, and deliver secure and precise machining again and again. This
Automotive solutions for ISO K When machining in ISO K materials, you need tough tools that can withstand high abrasive wear and frittering, and deliver secure and precise machining again and again. This
Up to 5 3 from 5 to 10 4 from 10 to 18 6 from 18 to 35 8
 Reamers They are the most used tools for the finishing holes. Can be divided into various categories, such as hand-reamers and those used in machine tools, reamers in highspeed steel, in carbide; inserted
Reamers They are the most used tools for the finishing holes. Can be divided into various categories, such as hand-reamers and those used in machine tools, reamers in highspeed steel, in carbide; inserted
8029 S 200th St. Kent, WA USA Ph: Fax:
 8029 S 200th St. Kent, WA 98032 USA Ph: 253-872-7050 Fax: 253-395-0230 1 GENERAL INFORMATION Rottler CBN and PCD Inserts are laser marked with our part number on one side. On single sided inserts, the
8029 S 200th St. Kent, WA 98032 USA Ph: 253-872-7050 Fax: 253-395-0230 1 GENERAL INFORMATION Rottler CBN and PCD Inserts are laser marked with our part number on one side. On single sided inserts, the
EXPERIMENTAL PLATFORM FOR IN-PROCESS METROLOGY DURING ORTHOGONAL TURNING
 EXPERIMENTAL PLATFORM FOR IN-PROCESS METROLOGY DURING ORTHOGONAL TURNING Mark A. Rubeo, Ryan Copenhaver, Saurabh Landge, and Tony L. Schmitz Mechanical Engineering and Engineering Science University of
EXPERIMENTAL PLATFORM FOR IN-PROCESS METROLOGY DURING ORTHOGONAL TURNING Mark A. Rubeo, Ryan Copenhaver, Saurabh Landge, and Tony L. Schmitz Mechanical Engineering and Engineering Science University of
ROOP LAL Unit-6 Lathe (Turning) Mechanical Engineering Department
 Mechanical Engineering Department") Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Notes: Lathe (Turning) Basic Mechanical Engineering (Part B) 1 Introduction: In previous Lecture 2, we have seen that with the help of forging and casting processes, we can manufacture machine parts of
Applied Machining Technology
 Applied Machining Technology Heinz Tschätsch Applied Machining Technology 1 C Author Prof. Dr.-Ing. Heinz Tschätsch Paul-Gerhard-Str. 25 01309 Dresden Germany Translator Dr.-Ing. Anette Reichelt Technik
Applied Machining Technology Heinz Tschätsch Applied Machining Technology 1 C Author Prof. Dr.-Ing. Heinz Tschätsch Paul-Gerhard-Str. 25 01309 Dresden Germany Translator Dr.-Ing. Anette Reichelt Technik
High-Efficiency Cutting of Super-Heat-Resistant Alloy
 12 High-Efficiency Cutting of Super-Heat-Resistant Alloy Keiichi Yamamoto *1 Motofumi Kuroda *1 Hidefumi Omokawa *1 Katsutoshi Itakura *2 Inconel 718, a super-heat-resisting alloy, is difficult to cut,
12 High-Efficiency Cutting of Super-Heat-Resistant Alloy Keiichi Yamamoto *1 Motofumi Kuroda *1 Hidefumi Omokawa *1 Katsutoshi Itakura *2 Inconel 718, a super-heat-resisting alloy, is difficult to cut,
HELITRONIC VISION 400 L
 Creating Tool Performance A member of the UNITED GRINDING Group HELITRONIC VISION 400 L Ultimate precision and dynamic performance in volume production of tools with a length of 420 mm Key parameters The
Creating Tool Performance A member of the UNITED GRINDING Group HELITRONIC VISION 400 L Ultimate precision and dynamic performance in volume production of tools with a length of 420 mm Key parameters The
COMPACT LINE. Key parameters. The versatile solution for indexable inserts. A member of the UNITED GRINDING Group. Creating Tool Performance
 Creating Tool Performance A member of the UNITED GRINDING Group The versatile solution for indexable inserts Key parameters The offers maximum grinding performance with the smallest possible footprint.
Creating Tool Performance A member of the UNITED GRINDING Group The versatile solution for indexable inserts Key parameters The offers maximum grinding performance with the smallest possible footprint.
Router Section 2018 Master Catalog
 Router Section 2018 Master Catalog For more than 95 years, M.A. Ford has been at the cutting edge of tooling design and manufacturing and has developed an enviable global reputation for performance and
Router Section 2018 Master Catalog For more than 95 years, M.A. Ford has been at the cutting edge of tooling design and manufacturing and has developed an enviable global reputation for performance and
Design for machining
 Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
Design for machining Machining processes are material removal processes which are a family of shaping operation in which excess or undesired material is removed from the work piece finally remaining with
Tungsten Carbide End Mills UNIMAX Series
 Tungsten Carbide End Mills UNIMAX Series Diamond Coated 2 Flute UDC Series NEW NEW UDCBF UDCLBF UDCB UDCLB UDCLRS High-grade Ball End Mills High-grade Long Neck Ball End Mills Ball End Mills Long Neck
Tungsten Carbide End Mills UNIMAX Series Diamond Coated 2 Flute UDC Series NEW NEW UDCBF UDCLBF UDCB UDCLB UDCLRS High-grade Ball End Mills High-grade Long Neck Ball End Mills Ball End Mills Long Neck
Metal Cutting Processes 1 - Turning
 You are here: Home > Handout > Metal Cutting Processes 1 - Turning Metal Cutting Processes 1 - Turning Contents 1. Introduction 2. Center Lathe 3. Cutting Tools 4. Basic Matel Cutting Theory 5. Tool Angles
You are here: Home > Handout > Metal Cutting Processes 1 - Turning Metal Cutting Processes 1 - Turning Contents 1. Introduction 2. Center Lathe 3. Cutting Tools 4. Basic Matel Cutting Theory 5. Tool Angles
COMPARISON OF FLATNESS AND SURFACE ROUGHNESS PARAMETERS WHEN FACE MILLING AND TURNING
 1 COMPARISON OF FLATNESS AND SURFACE ROUGHNESS PARAMETERS WHEN FACE MILLING AND TURNING Mikó B.; Farkas G. Institute of Material and Manufacturing Science, Óbuda University, Budapest Hungary Abstract The
1 COMPARISON OF FLATNESS AND SURFACE ROUGHNESS PARAMETERS WHEN FACE MILLING AND TURNING Mikó B.; Farkas G. Institute of Material and Manufacturing Science, Óbuda University, Budapest Hungary Abstract The
Mission Statement. 2005, Manchester Tool Company. All rights reserved.
 Mission Statement Manchester Tool Company shall provide tooling systems to the metal cutting and similar industries, specializing in cutoff, grooving and complimentary niche products. We are dedicated
Mission Statement Manchester Tool Company shall provide tooling systems to the metal cutting and similar industries, specializing in cutoff, grooving and complimentary niche products. We are dedicated
Tool Wear Performance of CVD-Insert during Machining of Ti-6%Al-4%V ELI at High Cutting Speed
 Key Engineering Materials Vol. 443 (2010) pp 371-375 (2010) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/kem.443.371 Tool Wear Performance of CVD-Insert during Machining of Ti-6%Al-4%V
Key Engineering Materials Vol. 443 (2010) pp 371-375 (2010) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/kem.443.371 Tool Wear Performance of CVD-Insert during Machining of Ti-6%Al-4%V
TOMAS TRCKA, ALES POLZER, JOSEF SEDLAK
 END MILLS WITH PCD INSERTS SHARPENED BY DIFFERENT ELECTRICAL TECHNOLOGIES TOMAS TRCKA, ALES POLZER, JOSEF SEDLAK Brno University of Technology, Faculty of Mechanical Engineering, Brno, Czech Republic DOI:
END MILLS WITH PCD INSERTS SHARPENED BY DIFFERENT ELECTRICAL TECHNOLOGIES TOMAS TRCKA, ALES POLZER, JOSEF SEDLAK Brno University of Technology, Faculty of Mechanical Engineering, Brno, Czech Republic DOI:
Effect of Rake Angles on Cutting Forces for A Single Point Cutting Tool
 Effect of Rake Angles on Cutting Forces for A Single Point Cutting Tool Pradeesh A. R. 1 ; Mubeer M. P 2 ; Nandakishore B 3 ; Muhammed Ansar K 4 ; Mohammed Manzoor T. K 5 ; Muhammed Raees M. U 6 1Asst.
Effect of Rake Angles on Cutting Forces for A Single Point Cutting Tool Pradeesh A. R. 1 ; Mubeer M. P 2 ; Nandakishore B 3 ; Muhammed Ansar K 4 ; Mohammed Manzoor T. K 5 ; Muhammed Raees M. U 6 1Asst.
Effect Of Drilling Parameters On Quality Of The Hole
 AUSTRALIAN JOURNAL OF BASIC AND APPLIED SCIENCES ISSN:1991-8178 EISSN: 2309-8414 Journal home page: www.ajbasweb.com Effect Of Drilling Parameters On Quality Of The Hole 1 Miloud RAMZI, 2 Mohamed ELAJRAMI,
AUSTRALIAN JOURNAL OF BASIC AND APPLIED SCIENCES ISSN:1991-8178 EISSN: 2309-8414 Journal home page: www.ajbasweb.com Effect Of Drilling Parameters On Quality Of The Hole 1 Miloud RAMZI, 2 Mohamed ELAJRAMI,
Review of Effect of Tool Nose Radius on Cutting Force and Surface Roughness
 Review of Effect of Tool Nose Radius on Cutting Force and Surface Roughness Vaykhinde Akash S. 1, Bhor Ulhas B. 2, Sachhe Vaibhav V. 3, Valte Samrat P. 4, Asst. Prof. S. B. Deokar 5 1BE Student, Department
Review of Effect of Tool Nose Radius on Cutting Force and Surface Roughness Vaykhinde Akash S. 1, Bhor Ulhas B. 2, Sachhe Vaibhav V. 3, Valte Samrat P. 4, Asst. Prof. S. B. Deokar 5 1BE Student, Department
HELITRONIC POWER 400 NEW. Key features. with wheel changer as standard equipment. A member of the UNITED GRINDING Group. Creating Tool Performance
 Creating Tool Performance A member of the UNITED GRINDING Group HELITRONIC POWER 400 with wheel changer as standard equipment NEW Key features The HELITRONIC POWER 400 with wheel changer is the high-performance
Creating Tool Performance A member of the UNITED GRINDING Group HELITRONIC POWER 400 with wheel changer as standard equipment NEW Key features The HELITRONIC POWER 400 with wheel changer is the high-performance
LEVEL OF SURFACE ROUGHNESS SS41 STEEL DUE TO NOSE RADIUS AND CUTTING SPEED IN CNC LATHE
 International Journal of Mechanical Engineering and Technology (IJMET) Volume 9, Issue 9, September 2018, pp. 1482 1489, Article ID: IJMET_09_09_162 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=9&itype=9
International Journal of Mechanical Engineering and Technology (IJMET) Volume 9, Issue 9, September 2018, pp. 1482 1489, Article ID: IJMET_09_09_162 Available online at http://www.iaeme.com/ijmet/issues.asp?jtype=ijmet&vtype=9&itype=9
Grade/Chip breaker. Contents. Grades. Chip breakers A02 A03 A04. Korloy grades system Grade selection system The feature of korloy grades A06 A08 A09
 Grade/Chip breaker Contents Korloy grades system Grade selection system The feature of korloy grades A02 A03 A04 For For For A06 A08 A09 >>> /Chipbreakers Korloy grades system Uncoated P For steel ST05
Grade/Chip breaker Contents Korloy grades system Grade selection system The feature of korloy grades A02 A03 A04 For For For A06 A08 A09 >>> /Chipbreakers Korloy grades system Uncoated P For steel ST05
Modeling and Optimizing of CNC End Milling Operation Utilizing RSM Method
 I Vol-0, Issue-0, January 0 Modeling and Optimizing of CNC End Milling Operation Utilizing RSM Method Prof. Dr. M. M. Elkhabeery Department of Production Engineering & Mech. design University of Menoufia
I Vol-0, Issue-0, January 0 Modeling and Optimizing of CNC End Milling Operation Utilizing RSM Method Prof. Dr. M. M. Elkhabeery Department of Production Engineering & Mech. design University of Menoufia
Metal Cutting - 5. Content. Milling Characteristics. Parts made by milling Example of Part Produced on a CNC Milling Machine 7.
 Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Optimum tool for finish machining
 Series Expansion Indexable Ball-nose End Mill for Finishing Indexable Corner Radius End Mill for Finishing 2011.2 Update B065E SRF/SRB SUF High accuracy indexable end mill Optimum tool for finish machining
Series Expansion Indexable Ball-nose End Mill for Finishing Indexable Corner Radius End Mill for Finishing 2011.2 Update B065E SRF/SRB SUF High accuracy indexable end mill Optimum tool for finish machining
OUR MISSION All the best Uwe Chieregato
 Actually, we have never really considered our customers to be customers. We see ourselves as partners who make an important contribution to your success. We gladly tackle each task, and with commitment
Actually, we have never really considered our customers to be customers. We see ourselves as partners who make an important contribution to your success. We gladly tackle each task, and with commitment
Roughing vs. finishing
 Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
Finishing methods Roughing vs. finishing Roughing removing material as fast as possible, without special demands on surface and low demand on precision high Q, high IT, high Ra Finishing making final surface
Materials & Processes in Manufacturing
 2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 21 Fundamentals of Chip Type Machining Processes 1 Materials Processing 2003 Bill Young 2 Introduction Machining is the process of
2003 Bill Young Materials & Processes in Manufacturing ME 151 Chapter 21 Fundamentals of Chip Type Machining Processes 1 Materials Processing 2003 Bill Young 2 Introduction Machining is the process of
Figure N 1- Characteristic angles of a drill
 Basic of drill In these technical descriptions for simplicity we use the term drill instead of the more complete name twist drill bits. The drill is the tool universally used to make holes in any material.
Basic of drill In these technical descriptions for simplicity we use the term drill instead of the more complete name twist drill bits. The drill is the tool universally used to make holes in any material.
Influence of Machining Parameters on the Surface Finish during Surface Grinding
 Influence of Machining Parameters on the Surface Finish during Surface Grinding Arvind V. Lal 1, Dr. P. Dinesh 2 M.Tech, Department of Mechanical Engineering, Ramaiah Institute of Technology, Bangalore,
Influence of Machining Parameters on the Surface Finish during Surface Grinding Arvind V. Lal 1, Dr. P. Dinesh 2 M.Tech, Department of Mechanical Engineering, Ramaiah Institute of Technology, Bangalore,
NPA. Expansion of the HM390 Triangular Inserts Line with Tools Carrying 5 mm Edged Inserts. New Product Announcement. Page 1 / 9
 NPA Expansion of the HM390 Triangular Inserts Line with Tools Carrying 5 mm Edged Inserts Page 1 / 9 Page 2 / 9 Highlights Tools carrying triangular inserts with 5 mm helical cutting edges Effective and
NPA Expansion of the HM390 Triangular Inserts Line with Tools Carrying 5 mm Edged Inserts Page 1 / 9 Page 2 / 9 Highlights Tools carrying triangular inserts with 5 mm helical cutting edges Effective and