General Specification
|
|
|
- Phyllis Ross
- 6 years ago
- Views:
Transcription
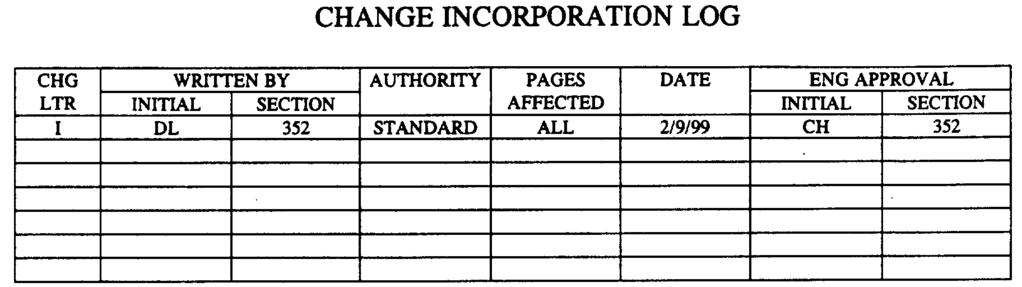
1 General Specification CODE IDENT NO SPEC NO. ES504255, REV I ISSUE DATE 2/9/99 SUPERSEDING ES H DATED 6 JANUARY 1999 TORQUE REQUIREMENTS MECHANICAL THREADED FASTENERS (SPACECRAFT STRUCTURE EQUIPMENT) GENERAL SPECIFICATION FOR * Printed copies of this document may not be current and should not be used for official purposes. The current version is in the DMIE Information System at Jet Propulsion Laboratory California Institute of Technology
2
3 TABLE OF CONTENTS Section Page 1. SCOPE Contents Purpose Nonstandard Torques APPLICABLE DOCUMENTS Listing REQUIREMENTS Conflicting Requirements Installation Holes Hole Preparation Diameters Perpendicularity Finish Circularity Cleaning Fastener Threads Unified National Thread J Form Thread Preferred Threads Bolt Stress Area Bolts, Screws and Nuts Preferred Parts Installation Quantity of Fasteners Used Wrenches Torque Application Installation Torque Standard Torque Values Self-Locking Fasteners Thread Engagement Washer Identification Self-Locking Features Replacement Criteria Thread Length Bolt and Screw Length Grip Adjustment Washers Washers with Flush Head Fasteners Design Torque Requirements Preloads Fasteners assembly Tapped Holes Preloads for Bolts/Screws Installed Into Inserts...8 i
4 Special Preloads Special Torque Values Electronic Equipment and Assembly Nylon Screws and Nuts Torque Installation Torque Torque Coefficient K Torque Wrench Personnel Overtorqued Fasteners Retorquing Multiple Installations Lubrication Torque Tables Self-Locking Fasteners QUALITY ASSURANCE Torque Inspection Thread Length Inspection Tooling Torque Wrenches Tool Accuracy Tool Selection Calibration Sealing and Marketing Recalibration Adapters PREPARATION FOR DELIVERY NOTES Intended Use Formulas Used Definitions Maximum Locking Torque Breakaway Torque...12 ii
5 TABLE OF CONTENTS (cont'd) Table Page I. Rivnuts...13 II. Inserts, Bolts/Screws, and Nuts at 80 ksi...13 III. Blind Nuts and Anchor Nuts at 125 ksi...14 IV. Bolts/Screws, at 160 ksi, Into Inserts Assembled in 6061-T6 Aluminum...15 V. Bolts/Screws, at 190 ksi, Installed Into Inserts Assembled in 6061-T6 Aluminum Alloy VI. Bolts/Screws, at 160 ksi, Into Invar and Higher Shear Strength Aluminum Alloy...17 VII. Bolts/Screws, at 190 ksi, Into Invar and Higher Shear Strength Aluminum Alloy...18 VIII. Bolts/Screws, at 160 ksi, assembled in Tapped Material...19 IX. Bolts/Screws, at 190 ksi, assembled in Tapped Material...20 X. Maximum Prevailing and Minimum Breakaway Torque...21 XI. Nylon Fasteners Assembly Torque...21 XII. Thread Engagement and Protrusion...21 iii
6 1. SCOPE 1.1 Contents. This engineering specification defines the standard torque to be applied to threaded fasteners during spacecraft assembly. 1.2 Purpose. The amount of torque applied establishes the preload in the fastener and the joint clamp-up. Incorrect preload may result in: a. Static failure of the fastener. b. Static failure of a joint member. c. Fatigue failure of the fastener. d. Joint Separation. e. Joint Slip. 1.3 Nonstandard Torques. Nonstandard torque values not covered in this specification shall be called out on the controlling drawing, with any applicable procedures to be applied, as a drawing note. 2. APPLICABLE DOCUMENTS 2.1 Listing. The following documents, of the issue as specified in the contractual instrument (or as specified for use within JPL), form a part of this specification to the extent specified herein: SPECIFICATIONS JPL ES Torque Requirements, Threaded Fasteners, Electronic Packaging Equipment, General Specification for Federal GGG-W-686 Wrench, Torque Military MIL-S-7742 MIL-S-8879 MIL-DTL MIL-DTL Screw Threads, National and Unified National, Preferred Sizes Screw Threads, Controlled Radius Root with Increased Minor Diameter, General Specification for Fastener Element, Self-Locking, Threaded Fastener, 250? F Max. Nut, Self-Locking, 250 Deg F, 450 Deg F, and 800 Deg F NASC NAS618 Fastener-Recommended Shank, Hole and Head-to-Shank Fillet Radius for 3
7 STANDARDS JPL DS83 Screw, Internal Wrenching, 160 ksi and 190 ksi DS132 Screw, Pan Head, Hi-Torque Recess, Full Thread, 160 ksi CRES DS134 Screw, Countersunk Head, Hi-Torque Recess, Full Thread, 160 ksi and 190 ksi, CRES DS136 QAI ST10051 ST10060 ST10072 ST10073 ST10224 ST10225 ST11326 ST11294 Bolt, Close Tolerance 12-Point External Wrench, 160 ksi and 190 ksi, CRES Calibration Torque Devices Screw, Cap, Socket Head Hexagon, 80 ksi, CRES Nut, Hexagon, Self-Locking, CRES Screw, Pan Head, Cross Recess, 80 ksi, CRES Screw, Pan Head, Hi-Torque Recess, 160 ksi, CRES Rivnut, Blind, Flat Head, Closed End, Keyed, Aluminum Alloy Rivnut, Blind, Countersunk Head, Closed End, Keyed, Aluminum Alloy Insert, Non-Locking, Threaded, Miniature, Open End Rivnut, Blind, Flat Head, Open End, Keyed, Aluminum Alloy Washer, Countersunk, CRES Federal FED-STD-H28 Screw Thread Standards for Federal Services Military MS21076 MS24693 MS35649 MS35650 MS35691 Nut, Self-Locking, Plate, Two Lug Floating, UNC and UNF2A CRES Screw, Machine, Flat Countersunk Head, Gross Recess Nut, Plain, Hexagon, Machine, UNC-2B, CRES Nut, Plain, Hexagon, Machine, UNF-2B, CRES Nut, Plain, Hexagon, UNF-2B, CRES 4
8 MS51957 MS51958 Screw, Machine, Panhead, Cross Recess, UNC-2A, CRES Screw, Machine, Panhead, Cross Recess, UNF-2A, CRES NASC NAS1216 NAS1351 NAS1352 NAS1348 NAS1394 NAS1395 NAS1580C Screw, Pan Head Slotted Dovetail Recess, Full Threaded Self-Locking Optional Screw, Cap, Socket Head Undrilled and Drilled, Plain and Self-Locking Alloy Steel, Corrosion-Resistant Steel and Heat-Resistant Steel, UNRF-3A Screw, Cap, Socket Head Undrilled and Drilled, Plain and Self-Locking Alloy Steel, Corrosion-Resistant Steel and Heat-Resistant Steel, UNRC-3A and UNRC-2A Fasteners - Recommended Tensile Stress Areas for External Threaded Insert, Threaded, Metal, Lightweight, CRES Insert, Threaded, Metal, Heavy Duty, CRES Bolt, Countersunk Head, CRES Commercial Hi-Shear Corp. (CAGE 73197) BB414 BB415 Blind Nut Assembly, Blind Expander Blind Nut Assembly, Expander Rexnord, Inc. (CAGE 29372) KNB( )J KNCB( )J KNC( )J KNHB( )J Insert, Non-Locking, Lightweight, Blind Insert, Non-Locking, Miniature, Blind Insert, Non-Locking, Miniature Insert, Non-Locking, Heavy Duty, Blind Shur-Lok Corp. (CAGE 97393) SL6061C SL6096C Insert, Blind, Threaded Molded-in, CRES Insert, Threaded, Molded-in, CRES 5
9 (Copies of specifications, standards, procedures, drawings, and publications required by suppliers in connection with specific procurement functions should be obtained from the procuring activity or as directed by such activity.) 3. REQUIREMENTS 3.1 Conflicting Requirements. Conflicts arising between the requirements of this specification and the requirements of any document referenced herein shall be referred to the procurement activity, if any, or if not, to the cognizant engineer of the Mechanical Engineering Section (352) for resolution. 3.2 Installation Holes Hole Preparation Diameters. Where possible, hole diameters and tolerances shall conform to NAS Perpendicularity. Holes shall be drilled perpendicular to the surface within ±0.5 degree Finish. Holes shall be smooth and free from any drill chatter or scoring marks Circularity (Roundness). Holes shall be round within the best shop practice. Holes may be reamed for shear and critical applications Cleaning. After the holes are machined, they shall be cleaned to remove all contaminants before the bolts are installed. 3.3 Fastener Threads. There will be two different fastener thread series referenced in this document Unified National Thread. The Unified National inch thread conforms to FED-STD-H28 and MIL-S J Form Thread. The J form thread has the MIL-S-8879 thread form Preferred Threads. The J form threads are preferred. The J form external thread shall not be used with internal Unified National form, MIL-S-7742, without the specific approval of the cognizant engineer Bolt Stress Area. Bolt root areas are used to calculate the preloads listed herein. (See 6.2a) Bolts, Screws and Nuts. The bolt, screw or nut shall not be reworked in any manner; this includes drilling, filing, cutting, using a tap or die, or any other mutilation, unless approved by the cognizant engineer, reidentified and inspected by QA Preferred Parts. The listing of a part in the Torque Tables does not imply the part is approved for general use. See Section 352 Fastener Specialist for approvals. 3.4 Installation Quantity of Fasteners Used. Only as many fasteners as are anticipated to be installed and 6
10 tightened during a work shift shall be taken from protective stores. Fasteners not used shall be returned to protective storage containers at the end of the shift Wrenches. Sockets and wrenches shall not have sharp edges or burrs that could damage the fastener plating or coating Torque Application. Torque shall be applied to the nut to the maximum extent possible when a nut is present. Whenever clearance is a problem, torque may be applied to the bolt head, to the high side of the torque range specified in the torque tables Installation Torque. The torque applied at final assembly shall include the net effect of the following: a. The torque required to overcome kinetic friction between mating bearing faces and between mating threads, plus; b. The torque required to overcome the self-locking feature (if any), plus; c. The torque required to apply the desired axial load to a fastener assembly. The installation torque shall be measured only in the tightening direction Standard Torque Values. The torque values selected from Tables I through IX are based on the maximum preload capability of the weaker member of the joint (either the internally threaded or externally threaded part) Self-Locking Fasteners. The self-locking and breakaway torque of fasteners shall be measured as specified in 6.3. The self-locking torque shall be added to the value listed in the applicable table and the fastener installed to that torque value Thread Engagement. The nut, nutplate, insert, etc., shall not engage any incomplete threads adjacent to the bolt or screw shank Washer Identification. Any identification mark on the washer used under the nut shall be placed opposite the face of the nut Self-Locking Features. Threaded fasteners should contain a self-locking feature in either the external, or internally threaded part to prevent joint loosening. Self-locking bolts and screws shall be readily identifiable by marking or discrete part number Replacement Criteria. The locking elements of self-locking screws and nuts are gradually degraded with use (an average life of 5 to 10 installations). The prevailing (or running) torque of each screw shall be measured during installation, prior to type approval (TA) and flight acceptance (FA) testing and final assembly. The minimum breakaway torque requirements for certain fastener combinations are listed in Table X. When a screw or nut fails to develop the minimum breakaway torque, replace it with a new screw or nut Thread Length. Install fastener threads to extend through nuts, or nutplates to comply with the thread minimum protrusion requirements shown in Table XII. Depth of fastener threads into tapped holes or free running inserts shall be one diameter minimum. Depth of fastener threads into locking inserts shall be as above or a minimum of 1.5 threads through the locking element, whichever is greater. 7
11 8 JPL Spec ES I Bolt and Screw Length. A bolt or screw one size longer or shorter than that specified on the engineering drawing may be substituted providing: a. They are only replaced by flight certified fasteners from flight store. b. They are stock items, controlled or special order bolts and screws readily available in next length sizes Grip Adjustment. When a longer bolt or screw is substituted, additional washers may be added to the ones specified on the engineering drawing subject to the following limitations: a. The number of washers used on a fastener shall be limited to three: one washer under the head and two under the nut, or two under the head and one under the nut. b. Countersunk washers shall be installed under bolt heads with the countersunk side facing the bolt head Washers. Washers shall be used in accordance with the engineering drawing, applicable process bulletins and design standards, to reduce or eliminate threads in bearing, or to prevent dissimilar metal contact. Normally, washers shall be placed under the part of the fastener that is to be wrenched (turned) to prevent galling of the substructure. Countersunk washers (90273 or equivalent) shall be used to provide sufficient clearance for the fillet radius under the head Washers with Flush Head Fasteners. Washers shall not be used under flush heads unless specified on the engineering drawing Design Torque Requirements. Design may specify torque values not listed in the Tables herein when the design requirements dictate Preloads. Preloads shall be as specified in Tables I through IX, as applicable Fastener Assembly. Fastener assembly preload shall be based on 50 percent of the fastener tensile strength (see 6.2b) Tapped Holes. Preloads for bolts/screws assembled into tapped holes shall be limited by the parent materials shear yield strength (F sy ) (see 6.2c) Preloads for Bolts/Screws Installed Into Inserts. Preloads for bolts/screws installed into inserts that are assembled in various materials shall be based on the applicable F sy of the parent material (see 6.2d) Special Preloads. For critical preloaded structural assembly tension and shear applications, torque values based on higher percentages of tensile yield strength shall be permitted with the approval of the cognizant engineer and the Structures and Materials Review Committee. The special torque values shall be specified on the engineering drawing Special Torque Values. Preload torque may be determined by analysis as the torque value required to ensure joint assembly integrity, considering all loading, thermal, and operational environments and applicable safety factors, where torque-tension testing is not justifiable, or where data exists with similar design configuration which support the analysis Electronic Equipment and Assembly. Torque values for electric and electronic packaging
12 equipment shall be in accordance with ES Nylon Screws and Nuts. Torque values for nylon screws and nuts shall be as specified in Table XI. 3.5 Torque Installation Torque. Installation torque shall be in inch-ounces, inch-pounds, or foot-pounds (see 6.2e) Torque Coefficient K. The torque coefficient (K) shall be determined by torque-tension tests or may be estimated as follows: No lubrication on nut or bolt Lubricated threads or lubricated head/washer only and silver plated nuts onto bare A-286 bolts when torques applied to the head Silver plated nuts with unlubricated A-286 bolts, torque applied to the nut. Bolts/screws with dry film lubricated threads and head/washer, torque applied to the head, going into unlubricated inserts and tapped holes Torque Wrench Personnel. All tightening of fasteners shall be accomplished by experienced personnel using certified equipment Overtorqued Fasteners. Bolts, screws, inserts, and nuts which are tightened to torques which exceed values specified shall be removed and replaced with new fasteners Retorquing. The effect of retorquing on a fastener torque-load relationship can be significant. All activities which install fasteners should consider the potential effects on preload that retorquing fasteners can have on installed hardware Multiple Installations. On multiple bolt, screw, or nut installations (e.g., circular bolted joints, etc.) the following procedure for torquing shall apply: a. Finger tighten all fasteners. b. Snug up diagonally opposite fasteners until all fastener heads are seated. c. Torque to within proper limits in a criss-cross pattern; do not successively tighten fasteners that are next to each other Lubrication. Fasteners shall be installed in the received condition without additional lubrication Torque Tables. Torque Tables I through VII shall be used to determine the torque for the specific combinations of inserts, nuts, bolts or screws, and washers listed therein. Torque Tables VIII and IX shall be used to determine the installation torque required for installation of bolts/screws in tapped holes Self-Locking Fasteners. When self-locking fasteners are used, the torque required to overcome the locking feature's torque (running torque) shall be added to the torque value indicated in the 9
13 Table. 4.0 QUALITY ASSURANCE 4.1 Torque Inspection. All threaded fasteners torqued to the requirements of this specification shall be 100 percent inspected for proper torque during assembly. 4.2 Thread Length Inspection. Fastener thread length shall be inspected for conformance to the requirements of Tooling Torque Wrenches. Torque shall be applied to the fasteners using torque wrenches conforming to QAI and GGG-W Tool Accuracy. Wrenches shall be capable of indicating torque within ±4 percent. New tools may require two applications before the accuracy is within the ±4 percent requirements Tool Selection. The torque wrench to be used shall be chosen such that the specified torque values for a particular fastener shall be between 20 and 80 percent of the full-scale torque Calibration. Torque wrench calibration shall be checked prior to the first use and thereafter at intervals not to exceed 30 calendar days. The interval may also be adjusted by individual gage inspection card. A dated certification of such check shall be securely attached to the wrench Sealing and Marking. Torque presetting wrenches shall be sealed after adjustment and calibration check with a suitable tamperproof material. The torque to which the wrench is set shall be clearly and conspicuously marked on the wrench Recalibration. If a torque wrench is dropped, struck or otherwise damaged, or suspected of being out of calibration, the wrench shall be checked before further use and, if found to be out of calibration, the wrench shall not be used until recalibrated Adapters. Adapters or extensions shall be used with torque wrenches only when necessary. Adapters or extensions shall be used only with wrenches designed for their use and the wrench or adapter combination shall be calibrated prior to use, or correction made for actual torque by an acceptable analytical method. 5.0 PREPARATION FOR DELIVERY Not applicable. 6.0 NOTES 6.1 Intended Use. Torque values are to be used in the assembly of spacecraft structure, subassemblies, and other areas as indicated. 6.2 Formulas Used: 10
14 a. Bolt/Screw Tensile Strength (F 0 ) F 0 = A s x F tu F 0 = Tensile Strength (lbs) A s = Root Area From FED-STD-H28 (in²) F tu = Tensile Strength (psi) b. Preload (F) Fastener Assembly F = 0.5 x F tu x A s F = Fastener preload (lbs) A s = Root Area (in²) c. Preload (F) for Fastener Assembly Into Tapped Hole F = 3 x 1 n x 7 8 x F sy x d x π F = Preload (lbs) n = Fasteners Threads per inch (in -1 ) F sy = Tapped Material Shear Yield Strength (psi) d = Thread Major Diameter (in) d. Preload (F), fastener assembled into insert that has been installed in a tapped hole. F = A se x 1 L x 3 n x F sy F = Preload (lbs) L = External Thread Length of Insert (in) n = Threads per inch, External Insert Threads (in -1 ) A se = Shear Engagement Area(*) of External Insert Threads (in 2 ) F sy = Shear Yield Strength of Parent Material (psi) (*) Supplied by manufacturer of insert. e. Torque (T) Necessary to Achieve Specified Preload. T = KFd (0.95) T = Assembly Torque (in-lbs) K = Constant:Required Loading Factor, Non-dimensional F = Preload (lbs) d = Major Diameter of External Thread (in) 0.95 = Allowance for Torque Wrench Error. 6.3 Definitions. For the purpose of clarification and interpretation, the following definitions are applicable to this specification. 11
15 6.3.1 Maximum Locking Torque. The maximum torque is measured during the installation or removal cycle with no load on the base of the nut. On the first installation cycle, maximum locking torque is defined as the highest reading measured during the turn of the nut after the top of the nut is flush with the end of the bolt Breakaway Torque. After assembly, the nut shall be backed-off (counterclockwise) until the preload on the assembly is removed and then the turning shall be stopped. The breakaway torque is the torque required to start the nut turning again in a counterclockwise direction. 12
16 Table I. Rivnuts Rivnut Numbers: ST10224, ST10225 Mating Bolts/Screws: Any with 25ksi or greater tensile strength. Preferred Preload Torque Wrench Reading (Inch-Ounces) Thread Size Pounds K=0.15 K=0.21 K= Table II. Inserts, Bolts/Screws and Nuts at 80ksi Part Numbers Inserts: SL6061C, SL6096C Bolts/Screws: MS24693[1], MS51957, MS51958 ST10051, ST10072, NAS1352C, NAS1351C Nuts: MS35649, MS35650, MS35691 [2] Mating Bolt/Screw: Any with 80ksi or greater tensile strength. Preferred Preload Torque Wrench Reading(Inch-Ounces) Thread Size Pounds K=0.15 K=0.21 K= Preferred Preload Torque Wrench Reading(Inch-Pounds) Thread Size Pounds K=0.15 K=0.21 K= Notes: [1] Use 80 percent of the listed torque for MS24693 and other flush head screws. [2] MS35691 is a jam nut, use 50 percent of the listed torque. 13
17 Table III. Blind Nuts and Anchor Nuts at 125ksi. Part Numbers: Blind Nuts: BB414, BB415 Anchor Nuts: MS21076 Mating Bolts/Screws: Any with 125ksi or greater tensile Strength Preferred Preload Torque Wrench Reading(Inch-Pounds) Thread Size Pounds K=0.15 K=0.21 K=
18 Table IV. Bolts/Screws at 160ksi, into Inserts Assembled in Al 6061-T6 and Higher Strength Materials. Bolts/Screws: DS83A-()-(), DS132-()-(), DS134A-()-()[1], DS136A-()-(),NAS1580C()H[1], NAS1216E(), NAS1351N(),NAS1352N(), ST10073-(). Parent Material: Al 6061-T6 and all other materials having higher than F sy =22.5ksi Miniature Inserts Preferred Closed Insert Open Insert Preload Torque Wrench Reading(Inch-Pounds) Thread Size Number Number Pounds K=0.15 K=0.21 K= KNC0080J ST ST ST ST Lightweight Inserts Preferred Closed Insert Open Insert Preload Torque Wrench Reading(Inch-Pounds) Thread Size Number Number Pounds K=0.15 (2) K=0.21 K= KNCB0256J KNCB0440J KNCB0632J KNCB0832J KNB1032J NAS1394C KNB428J NAS1394C Heavy Duty Inserts Preferred Closed Insert Open Insert Preload Pounds Torque Wrench Reading(Inch-Pounds) Thread Size Number Number K=0.15 (2) K=0.21 K= KNHB0832J NAS1395C KNHB1032J NAS1395C KNHB428J NAS1395C Note [1]. Use 80 percent of the indicated torque values for DS134A-()-() and NAS1580C()H countersunk head parts. [2]. For fasteners and larger use the low end of the torque range. 15
19 Table V. Bolts/Screws at 190ksi, into Inserts Assembled in Al 6061-T6 and Higher Strength Materials. Bolts/Screws: DS83-()-(), DS134-()-()[1], DS136-()-() Parent Material: Al 6061-T6 and all other materials having higher than F sy =22.5ksi Miniature Inserts Preferred Closed Insert Open Insert Preload Torque Wrench Reading(Inch-Pounds) Thread Size Number Number Pounds K=0.15 K=0.21 K= KNC0080J ST ST ST ST Lightweight Inserts Preferred Closed Insert Open Insert Preload Torque Wrench Reading(Inch-Pounds) Thread Size Number Number Pounds K=0.15 (2) K=0.21 K= KNCB0256J KNCB0440J KNCB0632J KNCB0832J KNB1032J NAS1394C KNB428J NAS1394C Heavy Duty Inserts Preferred Closed Insert Open Insert Preload Pounds Torque Wrench Reading(Inch-Pounds) Thread Size Number Number K=0.15 (2) K=0.21 K= KNHB0832J NAS1395C KNHB1032J NAS1395C KNHB428J NAS1395C Note [1]. Use 80 percent of the indicated torque values for DS134-()-() countersunk head parts. [2]. For fasteners and larger use the low end of the torque range. 16
20 Table VI. Bolts/Screws at 160ksi, into Inserts Assembled in Invar and Higher Strength Aluminum Alloys. Bolts/Screws: Parent Material: DS83A-()-(), DS132-()-(), DS134A-()-()[1], DS136A-()-(),NAS1580C()H[1], NAS1216E(), NAS1351N(),NAS1352N(), ST10073-(). Invar and other materials having higher than F sy =24ksi Miniature Inserts Preferred Closed Insert Open Insert Preload Torque Wrench Reading(Inch-Pounds) Thread Size Number Number Pounds K=0.15 K=0.21 K= KNC0080J ST ST ST ST Lightweight Inserts Preferred Closed Insert Open Insert Preload Torque Wrench Reading(Inch-Pounds) Thread Size Number Number Pounds K=0.15 (2) K=0.21 K= KNCB0256J KNCB0440J KNCB0632J KNCB0832J KNB1032J NAS1394C KNB428J NAS1394C Heavy Duty Inserts Preferred Closed Insert Open Insert Preload Pounds Torque Wrench Reading(Inch-Pounds) Thread Size Number Number K=0.15 (2) K=0.21 K= KNHB0832J NAS1395C KNHB1032J NAS1395C KNHB428J NAS1395C Note [1]. Use 80 percent of the indicated torque values for DS134A-()-() and NAS1580C()H countersunk head parts. [2]. For fasteners and larger use the low end of the torque range. 17
21 Table VII. Bolts/Screws at 190ksi, into Inserts Assembled in Invar and Higher Strength Aluminum Alloys. Bolts/Screws: Parent Material: DS83-()-(), DS134-()-()[1], DS136-()-() Invar and other materials having higher than F sy =24ksi Miniature Inserts Preferred Closed Insert Open Insert Preload Torque Wrench Reading(Inch-Pounds) Thread Size Number Number Pounds K=0.15 K=0.21 K= KNC0080J ST ST ST ST Lightweight Inserts Preferred Closed Insert Open Insert Preload Torque Wrench Reading(Inch-Pounds) Thread Size Number Number Pounds K=0.15 (2) K=0.21 K= KNCB0256J KNCB0440J KNCB0632J KNCB0832J KNB1032J NAS1394C KNB428J NAS1394C Heavy Duty Inserts Preferred Closed Insert Open Insert Preload Pounds Torque Wrench Reading(Inch-Pounds) Thread Size Number Number K=0.15 (2) K=0.21 K= KNHB0832J NAS1395C KNHB1032J NAS1395C KNHB428J NAS1395C Note [1]. Use 80 percent of the indicated torque values for DS134-()-() countersunk head parts. [2]. For fasteners and larger use the low end of the torque range. 18
22 Table VIII. Bolts/Screws at 160ksi, Assembled into Tapped Material Bolts/Screws: DS83A-()-(), DS132-()-(), DS134A-()-()[1], DS136A-()-(), NAS1216E(), NAS1351N(), NAS1352N(), NAS1580C()H[1], ST10073-(). Part A. Tapped Al 6061-T6, F sy =22.5 ksi Torque Wrench Reading(Inch-Pounds) Tapped Thread Preload Pounds K=0.15 (2) K=0.21 K=0.25 Size Part B. Tapped Invar, F sy =24 ksi Tapped Thread Preload Pounds Torque Wrench Reading(Inch-Pounds) Size K=0.15 (2) K=0.21 K= Part A. Tapped Al 7075-T73 F sy =27.5 ksi Torque Wrench Reading(Inch-Pounds) Tapped Thread Preload Pounds K=0.15 (2) K=0.21 K=0.25 Size Part A. Tapped Titanium and Steel, F sy =50.5 ksi Torque Wrench Reading(Inch-Pounds) Tapped Thread Preload Pounds K=0.15 (2) K=0.21 K=0.25 Size Note [1]. Use 80 percent of the listed torque values for DS134A-()-() and NAS 1580C()H Flush fasteners. [2] Use the high end of the torque range when applying torque to a nut. Use the low end of the torque range when applying torque to the bolt head and using lubricated threads and a lubricated head/washer and using fasteners and larger. 19
23 Table IX. Bolts/Screws at 190ksi, Assembled into Tapped Material Bolts/Screws: DS83-()-(), DS134-()-()[1], DS136-()-() Part A. Tapped Al 6061-T6, F sy =22.5 ksi Tapped Thread Preload Pounds Torque Wrench Reading(Inch-Pounds) Size K=0.15 (2) K=0.21 K= Part B. Tapped Invar, F sy =24 ksi Tapped Thread Preload Pounds Torque Wrench Reading(Inch-Pounds) Size K=0.15 (2) K=0.21 K= Part A. Tapped Al 7075-T73 F sy =27.5 ksi Tapped Thread Preload Pounds Torque Wrench Reading(Inch-Pounds) Size K=0.15 (2) K=0.21 K= Part A. Tapped Titanium and Steel, F sy =50.5 ksi Tapped Thread Preload Pounds Torque Wrench Reading(Inch-Pounds) Size K=0.15 (2) K=0.21 K= Note [1]. Use 80 percent of the listed torque values for DS134A-()-() and NAS 1580C()H Flush fasteners [2] Use the high end of the torque range when applying torque to a nut. Use the low end of the torque range when applying torque to the bolt head and using lubricated threads and a lubricated head/washer and using fasteners and larger. 20
24 Table X. Maximum Prevailing and Minimum Breakaway Torque. Thread Size Prevailing Torque [1] Maximum (Inch-Pounds) Breakaway Torque Minimum (Inch-Pounds) Nuts [2] Bolts [3] Nuts [2] Bolts[3] [1] Prevailing torque on or off. [2] Nut torque values from MIL-DTL [3] Bolt torque values from MIL-DTL JPL Spec ES I Table XI. Nylon Fastener Assembly Torque Nylon Screw/ Nut Size Assembly Torque (Inch-Ounces) Table XII. Thread Engagement and Protrusion. Thread Size Thread Engagement with Insert Minimum Thread Protrusion Through Nut Minimum
SECTION 3. BOLTS. bolt is a standard AN-type or a special-purpose bolt, and sometimes include the manufacturer.
 9/8/98 AC 43.13-1B SECTION 3. BOLTS 7-34. GENERAL. Hardware is the term used to describe the various types of fasteners and small items used to assemble and repair aircraft structures and components. Only
9/8/98 AC 43.13-1B SECTION 3. BOLTS 7-34. GENERAL. Hardware is the term used to describe the various types of fasteners and small items used to assemble and repair aircraft structures and components. Only
METRIC FASTENERS 1520 METRIC FASTENERS
 1520 METRIC FASTENERS METRIC FASTENERS A number of American National Standards covering metric bolts, screws, nuts, and washers have been established in cooperation with the Department of Defense in such
1520 METRIC FASTENERS METRIC FASTENERS A number of American National Standards covering metric bolts, screws, nuts, and washers have been established in cooperation with the Department of Defense in such
AN, MS, NAS Bolts. AN3 20 bolts are identified by a multi-part code:
 AN, MS, NAS Bolts Most bolts used in aircraft structures are either (a) general-purpose, (b) internal-wrenching or (c) close-tolerance AN, NAS, or MS bolts. Design specifications are available in MIL-HDBK-5,
AN, MS, NAS Bolts Most bolts used in aircraft structures are either (a) general-purpose, (b) internal-wrenching or (c) close-tolerance AN, NAS, or MS bolts. Design specifications are available in MIL-HDBK-5,
9/8/98 AC B CAUTION THE FOLLOWING TORQUE VALUES ARE DERIVED FROM OIL FREE CADMIUM PLATED THREADS.
 TABLE 7-1. Recommended torque values (inch-pounds). CAUTION THE FOLLOWING TORQUE VALUES ARE DERIVED FROM OIL FREE CADMIUM PLATED THREADS. TORQUE LIMITS RECOMMENDED FOR INSTAL- LATION (BOLTS LOADED PRIMARILY
TABLE 7-1. Recommended torque values (inch-pounds). CAUTION THE FOLLOWING TORQUE VALUES ARE DERIVED FROM OIL FREE CADMIUM PLATED THREADS. TORQUE LIMITS RECOMMENDED FOR INSTAL- LATION (BOLTS LOADED PRIMARILY
AN, MS, NAS Bolts. AN3 20 bolts are identified by a multi-part code:
 AN, MS, NAS Bolts Most bolts used in aircraft structures are either (a) general-purpose, (b) internal-wrenching or (c) close-tolerance AN, NAS, or MS bolts. Design specifications are available in MIL-HDBK-5,
AN, MS, NAS Bolts Most bolts used in aircraft structures are either (a) general-purpose, (b) internal-wrenching or (c) close-tolerance AN, NAS, or MS bolts. Design specifications are available in MIL-HDBK-5,
CIRRUS AIRPLANE MAINTENANCE MANUAL
 FASTENER AND HARDWARE GENERAL REQUIREMENTS 1. DESCRIPTION This section contains general requirements for common hardware installation. Covered are selection and installation of cotter pins, installation
FASTENER AND HARDWARE GENERAL REQUIREMENTS 1. DESCRIPTION This section contains general requirements for common hardware installation. Covered are selection and installation of cotter pins, installation
Structural Bolting. Notice the Grade 5 has a much smaller head configuration and a shorter shank then the grade A325 structural bolt.
 Structural Bolting ASTM F3125/F3125M is a structural bolt specification covering inch and metric bolt grades. This specification contains 4 inch series bolting grades: A325, F1852, A490, and F2280. These
Structural Bolting ASTM F3125/F3125M is a structural bolt specification covering inch and metric bolt grades. This specification contains 4 inch series bolting grades: A325, F1852, A490, and F2280. These
AUDAS. Tel: Fax: No.259 Baichi north Rd.Haiyan.Zhejiang.
 Standard State SECTION A : SCREW THREAD Basic elements of screw thread design ANSI/ASME B1.7M Nomenclature.Definitions and letter symbols for screw thread ASME B1.1 Unified inch screw thread ( UN and UNF
Standard State SECTION A : SCREW THREAD Basic elements of screw thread design ANSI/ASME B1.7M Nomenclature.Definitions and letter symbols for screw thread ASME B1.1 Unified inch screw thread ( UN and UNF
Fasteners. Fastener. Chapter 18
 Fasteners Chapter 18 Material taken from Mott, 2003, Machine Elements in Mechanical Design Fastener A fastener is any device used to connect or join two or more components. The most common are threaded
Fasteners Chapter 18 Material taken from Mott, 2003, Machine Elements in Mechanical Design Fastener A fastener is any device used to connect or join two or more components. The most common are threaded
Fasteners. Bolts. NAPA FastTrack Counter Sales Training Fasteners Page 1. Figure 1. Typical Measurements for a Bolt or Hex Head Cap Screw
 Fasteners Many types and sizes of fasteners are used in the automotive industry. Each fastener is designed for a specific purpose and condition. One of the most commonly used type of fastener is the threaded
Fasteners Many types and sizes of fasteners are used in the automotive industry. Each fastener is designed for a specific purpose and condition. One of the most commonly used type of fastener is the threaded
Evaluation of In-Pavement Light Fixture Designs and Performance
 Evaluation of In-Pavement Light Fixture Designs and Performance Presented to: IES ALC Fall Technology Meeting By: Joseph Breen Date: Background In-Pavement Light Fixture Assemblies Utilize a Circle of
Evaluation of In-Pavement Light Fixture Designs and Performance Presented to: IES ALC Fall Technology Meeting By: Joseph Breen Date: Background In-Pavement Light Fixture Assemblies Utilize a Circle of
MILITARY SPECIFICATION SHEET SCREW, CAP, SOCKET HEAD- HEXAGON, CORROSION RESISTANT STEEL, UNC-3A
 INCH-POUND MS16995H 25 April 1997 SUPERSEDING MS16995G 27 June 1995 MILITARY SPECIFICATION SHEET SCREW, CAP, SOCKET HEAD- HEXAGON, CORROSION RESISTANT STEEL, UNC-3A This specification is approved for use
INCH-POUND MS16995H 25 April 1997 SUPERSEDING MS16995G 27 June 1995 MILITARY SPECIFICATION SHEET SCREW, CAP, SOCKET HEAD- HEXAGON, CORROSION RESISTANT STEEL, UNC-3A This specification is approved for use
AIRCRAFT HARDWARE What You Need To Know By Ron Alexander
 Page 1 of 6 AIRCRAFT CONSTRUCTION An Article Series by Ron Alexander AIRCRAFT HARDWARE What You Need To Know By Ron Alexander The quality of our workmanship in building an airplane is very important. We
Page 1 of 6 AIRCRAFT CONSTRUCTION An Article Series by Ron Alexander AIRCRAFT HARDWARE What You Need To Know By Ron Alexander The quality of our workmanship in building an airplane is very important. We
TECH SHEET PEM - REF / THREAD GALLING. SUBJECT: Root causes and guidelines to promote optimized fastener performance TECH SHEET
 PEM - REF / THREAD GALLING SUBJECT: Root causes and guidelines to promote optimized fastener performance Introduction Occasionally, users of our self-clinching fasteners encounter thread binding issues
PEM - REF / THREAD GALLING SUBJECT: Root causes and guidelines to promote optimized fastener performance Introduction Occasionally, users of our self-clinching fasteners encounter thread binding issues
Sockets. Dimensions; Mechanical & Performance Requirements. Socket Head Cap Screws Body & Grip Lengths - Socket Cap Screws...
 imensions; Mechanical & Performance Requirements Socket Head Cap Screws... 2-4 Body & Grip Lengths - Socket Cap Screws... 5-6 Low Head Socket Cap Screws... 7 Button Head Socket Cap Screws... 8 Flat Head
imensions; Mechanical & Performance Requirements Socket Head Cap Screws... 2-4 Body & Grip Lengths - Socket Cap Screws... 5-6 Low Head Socket Cap Screws... 7 Button Head Socket Cap Screws... 8 Flat Head
1/2/2016. Lecture Slides. Screws, Fasteners, and the Design of Nonpermanent Joints. Reasons for Non-permanent Fasteners
 Lecture Slides Screws, Fasteners, and the Design of Nonpermanent Joints Reasons for Non-permanent Fasteners Field assembly Disassembly Maintenance Adjustment 1 Introduction There are two distinct uses
Lecture Slides Screws, Fasteners, and the Design of Nonpermanent Joints Reasons for Non-permanent Fasteners Field assembly Disassembly Maintenance Adjustment 1 Introduction There are two distinct uses
FASTENERS FIRST LOOSEN WITHOUT TURNING!
 FASTENERS FIRST LOOSEN WITHOUT TURNING! "Settling down" is the term ESNA laboratory people use to describe a relaxation phenomenon that occurs at room temperature under static conditions. During the first
FASTENERS FIRST LOOSEN WITHOUT TURNING! "Settling down" is the term ESNA laboratory people use to describe a relaxation phenomenon that occurs at room temperature under static conditions. During the first
Eddie-Bolt 2 Fastening System PROCESS MANUAL
 Eddie-Bolt 2 Fastening System PROCESS MANUAL Page Introduction 2 Anatomy of Eddie-Bolt 2 3 Part Number System 4 Recommended Hole Diameters 12 Hole Preparation 13 Grip Gaging 15 Installation Sequence 17
Eddie-Bolt 2 Fastening System PROCESS MANUAL Page Introduction 2 Anatomy of Eddie-Bolt 2 3 Part Number System 4 Recommended Hole Diameters 12 Hole Preparation 13 Grip Gaging 15 Installation Sequence 17
MILITARY SPECIFICATION
 MIL-R-47196A(MI) 6 September 1977 SUPERSEDING MIL-R-46196(MI) 12 July 1974 MILITARY SPECIFICATION RIVETS, BUCK TYPE, PREPARATION FOR AND INSTALLATION OF This specification is approved for use by US Army
MIL-R-47196A(MI) 6 September 1977 SUPERSEDING MIL-R-46196(MI) 12 July 1974 MILITARY SPECIFICATION RIVETS, BUCK TYPE, PREPARATION FOR AND INSTALLATION OF This specification is approved for use by US Army
c. Pins, bolts, and retaining rings b. Washers, locking nuts, and rivets
 62 20 HW 8: Fasteners / Force, Pressure, Density Mechanical Systems DUE Mon, 11/21/16 Start of class Check link on website for helpful fastener information Please use a scantron. Material is based primarily
62 20 HW 8: Fasteners / Force, Pressure, Density Mechanical Systems DUE Mon, 11/21/16 Start of class Check link on website for helpful fastener information Please use a scantron. Material is based primarily
Contents. Grade 2, 5, 8 Hex Bolts 4. Heavy Hex Head Structural Bolts 6. A325 and A490 Tension Control Bolts (TC) 13. Nuts 22.
 13. Nuts 22.") Who we are Amcan Jumax is the result of a merging between Boulons Jumax and Amcan Threaded Products, two successful companies well established, both with excellent reputations. The new entity is a bigger
Who we are Amcan Jumax is the result of a merging between Boulons Jumax and Amcan Threaded Products, two successful companies well established, both with excellent reputations. The new entity is a bigger
USER MANUAL Nord-Lock X-series washers
 USER MANUAL Nord-Lock X-series washers JOINT GUIDE 3 ASSEMBLY INSTRUCTIONS 4 TECHNICAL DATA 5 TORQUE GUIDE 5 THE EXCEPTIONAL SYSTEM THAT PREVENTS BOLT LOOSENING AND SLACKENING Nord-Lock X-series washers
USER MANUAL Nord-Lock X-series washers JOINT GUIDE 3 ASSEMBLY INSTRUCTIONS 4 TECHNICAL DATA 5 TORQUE GUIDE 5 THE EXCEPTIONAL SYSTEM THAT PREVENTS BOLT LOOSENING AND SLACKENING Nord-Lock X-series washers
TECH SHEET PEM - REF / AXIAL THREAD CLEARANCE. SUBJECT: Method for providing adequate axial thread clearance
 SUBJECT: Method for providing adequate axial thread clearance In our long history of working with customers in the application of our self-clinching nuts, PennEngineering has seen numerous instances of
SUBJECT: Method for providing adequate axial thread clearance In our long history of working with customers in the application of our self-clinching nuts, PennEngineering has seen numerous instances of
BOLTS AND NUTS Square Bolts( Table 1 ) Hex Nuts ( Table 7 ) Heavy Hex Nuts (Table 7) Heavy Hex Structural Bolts ( Table 2 )
 Hex Nuts ( Table 7 ) Heavy Hex Nuts (Table 7) Heavy Hex Structural Bolts ( Table 2 )") BOLTS AND NUTS 1493 An externally threaded fastener that must be assembled with a nut to perform its intended service is a bolt. (Example: heavy hex structural bolt.) An externally threaded fastener that
BOLTS AND NUTS 1493 An externally threaded fastener that must be assembled with a nut to perform its intended service is a bolt. (Example: heavy hex structural bolt.) An externally threaded fastener that
Instruction Manual for installing
 Instruction Manual for installing Preloaded (HSFG) Bolting with TurnaSure DIRECT TENSION INDICATORS TurnaSure LLC TABLE OF CONTENTS Introduction... 1 Theory of Preloaded Bolting Assemblies... 2 Tightening
Instruction Manual for installing Preloaded (HSFG) Bolting with TurnaSure DIRECT TENSION INDICATORS TurnaSure LLC TABLE OF CONTENTS Introduction... 1 Theory of Preloaded Bolting Assemblies... 2 Tightening
Camcar Socket Screw Technical Manual
 Camcar Socket Screw Technical Manual Camcar Socket Screws Founded on Innovation and Technical Expertise The Camcar brand began in 1943, cold forming a component others said couldn't be made. From that
Camcar Socket Screw Technical Manual Camcar Socket Screws Founded on Innovation and Technical Expertise The Camcar brand began in 1943, cold forming a component others said couldn't be made. From that
I INCH-POUND I. MIL-sTD-47187(MI) 10 August 1993 SUPERSEDING MIL-N-47187B (MI) 31 Auqust 1990 NUTS, BLIND, PRESS, AND BLIND RIVET, INSTALLATION OF
 10 August 1993 SUPERSEDING MIL-N-47187B (MI) 31 Auqust 1990 NUTS, BLIND, PRESS, AND BLIND RIVET, INSTALLATION OF") I INCH-POUND I MIL-sTD-47187(MI) 10 August 1993 SUPERSEDING MIL-N-47187B (MI) 31 Auqust 1990,. MILITARY STANDARD NUTS, BLIND, PRESS, AND BLIND RIVET, INSTALLATION OF AC4SC N/A AREA 14GP DISTRIBUTION STATEMENT
I INCH-POUND I MIL-sTD-47187(MI) 10 August 1993 SUPERSEDING MIL-N-47187B (MI) 31 Auqust 1990,. MILITARY STANDARD NUTS, BLIND, PRESS, AND BLIND RIVET, INSTALLATION OF AC4SC N/A AREA 14GP DISTRIBUTION STATEMENT
NAVSEA STANDARD ITEM
 NAVSEA STANDARD ITEM FY-19 DATE: 01 OCT 2017 CATEGORY: I 1. SCOPE: 1.1 Title: Threaded Fastener Requirements; accomplish 2. REFERENCES: 2.1 Standard Items 2.2 S9086-CJ-STM-010/075, Fasteners 3. REQUIREMENTS:
NAVSEA STANDARD ITEM FY-19 DATE: 01 OCT 2017 CATEGORY: I 1. SCOPE: 1.1 Title: Threaded Fastener Requirements; accomplish 2. REFERENCES: 2.1 Standard Items 2.2 S9086-CJ-STM-010/075, Fasteners 3. REQUIREMENTS:
MATERIAL AND EQUIPMENT STANDARD FOR METRIC TYPE FASTENERS (SCREWS, BOLTS, STUDS, NUTS AND WASHERS) ORIGINAL EDITION DEC. 1997
 ORIGINAL EDITION DEC. 1997") MATERIAL AND EQUIPMENT STANDARD FOR METRIC TYPE FASTENERS (SCREWS, BOLTS, STUDS, NUTS AND WASHERS) ORIGINAL EDITION DEC. 1997 This Standard is the property of Iranian Ministry of Petroleum. All rights
MATERIAL AND EQUIPMENT STANDARD FOR METRIC TYPE FASTENERS (SCREWS, BOLTS, STUDS, NUTS AND WASHERS) ORIGINAL EDITION DEC. 1997 This Standard is the property of Iranian Ministry of Petroleum. All rights
ISO INTERNATIONAL STANDARD. Fasteners Torque/clamp force testing. Éléments de fixation Essais couple/tension. First edition
 Provläsningsexemplar / Preview INTERNATIONAL STANDARD ISO 16047 First edition 2005-02-01 Fasteners Torque/clamp force testing Éléments de fixation Essais couple/tension Reference number ISO 16047:2005(E)
Provläsningsexemplar / Preview INTERNATIONAL STANDARD ISO 16047 First edition 2005-02-01 Fasteners Torque/clamp force testing Éléments de fixation Essais couple/tension Reference number ISO 16047:2005(E)
SPECIFICATION FOR HIGH STRENGTH STRUCTURAL BOLTS
 UDC 621.882.211 [669.14.018.291] IS : 3757-1985 (Reaffirmed 2003) Edition 3.2 (1989-07) Indian Standard SPECIFICATION FOR HIGH STRENGTH STRUCTURAL BOLTS ( Second Revision ) (Incorporating Amendment Nos.
UDC 621.882.211 [669.14.018.291] IS : 3757-1985 (Reaffirmed 2003) Edition 3.2 (1989-07) Indian Standard SPECIFICATION FOR HIGH STRENGTH STRUCTURAL BOLTS ( Second Revision ) (Incorporating Amendment Nos.
ISO INTERNATIONAL STANDARD. Fasteners Torque/clamp force testing. Éléments de fixation Essais couple/tension. First edition
 INTERNATIONAL STANDARD ISO 16047 First edition 2005-02-01 Fasteners Torque/clamp force testing Éléments de fixation Essais couple/tension Reference number ISO 16047:2005(E) ISO 2005 PDF disclaimer This
INTERNATIONAL STANDARD ISO 16047 First edition 2005-02-01 Fasteners Torque/clamp force testing Éléments de fixation Essais couple/tension Reference number ISO 16047:2005(E) ISO 2005 PDF disclaimer This
Instruction Manual for installing
 Instruction Manual for installing Preloaded (HSFG) Bolting with TurnaSure DIRECT TENSION INDICATORS CE Marked EN 14399-9 TurnaSure LLC TABLE OF CONTENTS Introduction... 1 Theory of Preloaded Bolting Assemblies...
Instruction Manual for installing Preloaded (HSFG) Bolting with TurnaSure DIRECT TENSION INDICATORS CE Marked EN 14399-9 TurnaSure LLC TABLE OF CONTENTS Introduction... 1 Theory of Preloaded Bolting Assemblies...
DETAIL SPECIFICATION SHEET INSERT, SCREW THREAD, LOCKED IN, KEY LOCKED, HEAVY DUTY
 INCH-POUND DETAIL SPECIFICATION SHEET MS51831G 14 August 2012 SUPERSEDING MS51831F 9 March 1992 INSERT, SCREW THREAD, LOCKED IN, KEY LOCKED, HEAVY DUTY This specification is approved for use by all Departments
INCH-POUND DETAIL SPECIFICATION SHEET MS51831G 14 August 2012 SUPERSEDING MS51831F 9 March 1992 INSERT, SCREW THREAD, LOCKED IN, KEY LOCKED, HEAVY DUTY This specification is approved for use by all Departments
A training course delivered at a company s facility by Matrix Engineering, an approved provider of Bolt Science Training
 A training course delivered at a company s facility by Matrix Engineering, an approved provider of Bolt Science Training Following is an outline of the material covered in the training course. Each person
A training course delivered at a company s facility by Matrix Engineering, an approved provider of Bolt Science Training Following is an outline of the material covered in the training course. Each person
ODOT ITB Group 4 Item 33 Qty. 1
 ODOT ITB 180-17 Group 4 Item 33 Qty. 1 ODOT ITB 180-17 Group 4 Item 34 Qty. 1 ODOT ITB 180-17 Group 4 Item 35 Qty. 1 ODOT ITB 180-17 Group 4 Item 36 Qty. 1 STRUCTURAL BOLTS NUCOR FASTENER TECHNICAL
ODOT ITB 180-17 Group 4 Item 33 Qty. 1 ODOT ITB 180-17 Group 4 Item 34 Qty. 1 ODOT ITB 180-17 Group 4 Item 35 Qty. 1 ODOT ITB 180-17 Group 4 Item 36 Qty. 1 STRUCTURAL BOLTS NUCOR FASTENER TECHNICAL
NX8 SERIES 6-1/4 HANDRAIL W/ VINYL HANDGRIP
 6-1/4 HANDRAIL W/ VINYL HANDGRIP TYPICAL ASSEMBLY 5 2 BUTT JOINT 12 10 9 1 8 11 6 3 7 4 BUTT JOINT COMPONENT LIST 1 LEFT RETURN 7 UPPER IMPACT ABSORBER 2 RIGHT RETURN 8 LOWER IMPACT ABSORBER 3 OUTSIDE
6-1/4 HANDRAIL W/ VINYL HANDGRIP TYPICAL ASSEMBLY 5 2 BUTT JOINT 12 10 9 1 8 11 6 3 7 4 BUTT JOINT COMPONENT LIST 1 LEFT RETURN 7 UPPER IMPACT ABSORBER 2 RIGHT RETURN 8 LOWER IMPACT ABSORBER 3 OUTSIDE
FLOOR ANCHOR SYSTEM APPLICATIONS L TRACK APPLICATIONS
 FLOOR ANCHOR SYSTEM APPLICATIONS Sure-Lok recommends the following for floor anchor system layout and installation. These recommendations are not all-inclusive and may not be applicable to every system
FLOOR ANCHOR SYSTEM APPLICATIONS Sure-Lok recommends the following for floor anchor system layout and installation. These recommendations are not all-inclusive and may not be applicable to every system
American Institute of Timber Construction 7012 South Revere Parkway Suite 140 Centennial, CO Phone: 303/ Fax: 303/
 American Institute of Timber Construction 7012 South Revere Parkway Suite 140 Centennial, CO 80112 Phone: 303/792-9559 Fax: 303/792-0669 404.1. SCOPE STANDARD FOR RADIALLY REINFORCING CURVED GLUED LAMINATED
American Institute of Timber Construction 7012 South Revere Parkway Suite 140 Centennial, CO 80112 Phone: 303/792-9559 Fax: 303/792-0669 404.1. SCOPE STANDARD FOR RADIALLY REINFORCING CURVED GLUED LAMINATED
Thomas Disc Couplings Installation and Maintenance Series 71 Sizes (Page 1 of 11) DANGER!
 DANGER!") Thomas Disc s Installation and Maintenance Series 71 s 150-1038 (Page 1 of 11) This is the Original Document in English Language Figure 1 - Thomas Series 71 1. General Information 1.1. Thomas Series 71
Thomas Disc s Installation and Maintenance Series 71 s 150-1038 (Page 1 of 11) This is the Original Document in English Language Figure 1 - Thomas Series 71 1. General Information 1.1. Thomas Series 71
ALLOY STEEL SOCKET SET SCREWS 1
 1 IFI NOTE: - is reprinted with permission from the Annual Book of ASTM Standards, copyright American Society for Testing and Materials, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959, U.S.A,
1 IFI NOTE: - is reprinted with permission from the Annual Book of ASTM Standards, copyright American Society for Testing and Materials, 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959, U.S.A,
LOCTITE WEBINAR SERIES Threadlocking & the Torque-Tension Relationship
 LOCTITE WEBINAR SERIES Threadlocking & the Torque-Tension Relationship Meet Your Presenters Doug Lescarbeau Michael Feeney Market Development Director Doug.Lescarbeau@Henkel.co m Application Engineer Michael.Feeney@Henkel.com
LOCTITE WEBINAR SERIES Threadlocking & the Torque-Tension Relationship Meet Your Presenters Doug Lescarbeau Michael Feeney Market Development Director Doug.Lescarbeau@Henkel.co m Application Engineer Michael.Feeney@Henkel.com
Procedure for Wrench Calibration and Snug Tightening
 Procedure for Wrench Calibration and Snug Tightening 1. Scope: This procedure provides the method for calibration of a manual torque wrench or an adjustable impact wrench and the snug tightening procedure
Procedure for Wrench Calibration and Snug Tightening 1. Scope: This procedure provides the method for calibration of a manual torque wrench or an adjustable impact wrench and the snug tightening procedure
SECTION 7. SAFETYING
 9/8/98 AC 43.13-1B SECTION 7. SAFETYING 7-122. GENERAL. The word safetying is a term universally used in the aircraft industry. Briefly, safetying is defined as: Securing by various means any nut, bolt,
9/8/98 AC 43.13-1B SECTION 7. SAFETYING 7-122. GENERAL. The word safetying is a term universally used in the aircraft industry. Briefly, safetying is defined as: Securing by various means any nut, bolt,
MECH-100: Fundamentals of Precision Maintenance
 MECH-100: Fundamentals of Precision Maintenance Universal Technologies, Inc. Student Guide Page 1 Torquing Topic Goals... 3 Introduction... 4 JOINT PRELOAD... 4 BOLT PRELOAD... 6 PRELOAD SEQUENCING...
MECH-100: Fundamentals of Precision Maintenance Universal Technologies, Inc. Student Guide Page 1 Torquing Topic Goals... 3 Introduction... 4 JOINT PRELOAD... 4 BOLT PRELOAD... 6 PRELOAD SEQUENCING...
TAPTITE 2000 Fasteners
 TAPTITE 2000 Fasteners Unique Design Increases Performance TAPTITE 2000 fasteners are designed to provide the benefits of previous TAPTITE fastener products with an innovative new thread design the Radius
TAPTITE 2000 Fasteners Unique Design Increases Performance TAPTITE 2000 fasteners are designed to provide the benefits of previous TAPTITE fastener products with an innovative new thread design the Radius
MX8 SERIES 6-1/4 HANDRAIL W/ VINYL HANDGRIP
 6-1/4 HANDRAIL W/ VINYL HANDGRIP TYPICAL ASSEMBLY 5 2 BUTT JOINT 12 10 9 1 8 11 6 3 7 4 BUTT JOINT COMPONENT LIST 1 LEFT RETURN 7 UPPER IMPACT ABSORBER 2 RIGHT RETURN 8 LOWER IMPACT ABSORBER 3 OUTSIDE
6-1/4 HANDRAIL W/ VINYL HANDGRIP TYPICAL ASSEMBLY 5 2 BUTT JOINT 12 10 9 1 8 11 6 3 7 4 BUTT JOINT COMPONENT LIST 1 LEFT RETURN 7 UPPER IMPACT ABSORBER 2 RIGHT RETURN 8 LOWER IMPACT ABSORBER 3 OUTSIDE
DETAIL SPECIFICATION SHEET INSERT, SCREW THREAD, LOCKED IN, KEY-LOCKED, MINIATURE AND LIGHTWEIGHT
 INCH-POUND DETAIL SPECIFICATION SHEET MS51830F 14 November 2012 SUPERSEDING MS51830F 21 June 2012 INSERT, SCREW THREAD, LOCKED IN, KEY-LOCKED, MINIATURE AND LIGHTWEIGHT This specification is approved for
INCH-POUND DETAIL SPECIFICATION SHEET MS51830F 14 November 2012 SUPERSEDING MS51830F 21 June 2012 INSERT, SCREW THREAD, LOCKED IN, KEY-LOCKED, MINIATURE AND LIGHTWEIGHT This specification is approved for
Mechanical joints. Major diameter Mean diameter Minor diameter Pitch p chamfer. Root Crest. Thread angle 2a. Dr. Salah Gasim Ahmed YIC 1
 Screw fasteners Helical threads screws are an extremely important mechanical invention. It is the basis of power screws (which change angular motion to linear motion) and threaded fasteners such as bolts,
Screw fasteners Helical threads screws are an extremely important mechanical invention. It is the basis of power screws (which change angular motion to linear motion) and threaded fasteners such as bolts,
ICC-ES Evaluation Report
 ICC-ES Evaluation Report ESR-6 Reissued April, 009 This report is subject to re-examination in two years. www.icc-es.org (800) 4-6587 (56) 699-054 A Subsidiary of the International Code Council DIVISION:
ICC-ES Evaluation Report ESR-6 Reissued April, 009 This report is subject to re-examination in two years. www.icc-es.org (800) 4-6587 (56) 699-054 A Subsidiary of the International Code Council DIVISION:
Procedure for Testing Direct Tension Indicators (DTI) Assemblies
 Assemblies") Procedure for Testing Direct Tension Indicators (DTI) Assemblies 1. Scope: This test is to ensure that the bolt will be at or above the specified minimum bolt tension after installation when the direct
Procedure for Testing Direct Tension Indicators (DTI) Assemblies 1. Scope: This test is to ensure that the bolt will be at or above the specified minimum bolt tension after installation when the direct
A training course delivered at a company s facility by Matrix Engineering, an approved provider of Bolt Science Training
 A training course delivered at a company s facility by Matrix Engineering, an approved provider of Bolt Science Training Following is an outline of the material covered in the training course. Each person
A training course delivered at a company s facility by Matrix Engineering, an approved provider of Bolt Science Training Following is an outline of the material covered in the training course. Each person
Swivel Hoist Ring RIGGING ACCESSORIES. Color coded to distinguish between UNC (Red) and Metric (Silver) thread types.
 and Metric (Silver) thread types.") RIGGING ACCESSORIES Color coded to distinguish between UNC (Red) and Metric (Silver) thread types. Available in UNC and Metric thread sizes. UNC threads available in sizes from 800 pounds to 100,000 pounds,
RIGGING ACCESSORIES Color coded to distinguish between UNC (Red) and Metric (Silver) thread types. Available in UNC and Metric thread sizes. UNC threads available in sizes from 800 pounds to 100,000 pounds,
FASTENERS, MEASUREMENTS AND CONVERSIONS
 FASTENERS, MEASUREMENTS AND CONVERSIONS Bolts, Nuts and Other Threaded Retainers Although there are a great variety of fasteners found in the modern car or truck, the most commonly used retainer is the
FASTENERS, MEASUREMENTS AND CONVERSIONS Bolts, Nuts and Other Threaded Retainers Although there are a great variety of fasteners found in the modern car or truck, the most commonly used retainer is the
Fluid Sealing Association
 Fluid Sealing Association STANDARD FSA-MG-501-02 STANDARD TEST METHOD FOR INWARD BUCKLING OF SPIRAL-WOUND GASKETS 994 Old Eagle School Road, Suite 1019 Wayne, Pennsylvania 19087-1866 Phone: (610) 971-4850
Fluid Sealing Association STANDARD FSA-MG-501-02 STANDARD TEST METHOD FOR INWARD BUCKLING OF SPIRAL-WOUND GASKETS 994 Old Eagle School Road, Suite 1019 Wayne, Pennsylvania 19087-1866 Phone: (610) 971-4850
Bolts and Set Screws Are they interchangeable?
 1903191HA Bolts and Set Screws Are they interchangeable? Prof. Saman Fernando Centre for Sustainable Infrastructure SUT Introduction: This technical note discusses the definitions, standards and variations
1903191HA Bolts and Set Screws Are they interchangeable? Prof. Saman Fernando Centre for Sustainable Infrastructure SUT Introduction: This technical note discusses the definitions, standards and variations
Swivel Hoist Ring Page 142
 Swivel Hoist Ring Page 142 Hoist Rings Color coded to distinguish between UNC (Red) and Metric (Silver) thread types HR-125 M HR-125 Available in UNC and Metric thread sizes. UNC threads available in sizes
Swivel Hoist Ring Page 142 Hoist Rings Color coded to distinguish between UNC (Red) and Metric (Silver) thread types HR-125 M HR-125 Available in UNC and Metric thread sizes. UNC threads available in sizes
Bolt Tensioning. This document is a summary of...
 If you want to learn more about best practice machinery maintenance, or world class mechanical equipment maintenance and installation practices, follow the link to our Online Store and see the Training
If you want to learn more about best practice machinery maintenance, or world class mechanical equipment maintenance and installation practices, follow the link to our Online Store and see the Training
ERECTION & CONSTRUCTION
 ERECTION & CONSTRUCTION High Strength Structural Bolting Author: Clark Hyland Affiliation: Steel Construction New Zealand Inc. Date: 24 th August 2007 Ref.: Key Words High Strength Bolts; Property Class
ERECTION & CONSTRUCTION High Strength Structural Bolting Author: Clark Hyland Affiliation: Steel Construction New Zealand Inc. Date: 24 th August 2007 Ref.: Key Words High Strength Bolts; Property Class
RIVNUT. The Original Blind Rivet Nut. Tel Fax
 The Original Blind Rivet Nut DISTRIBUTED BY: AIM Industries, Inc. 6216 Transit Road Depew, NY 14043 Tel. 716-681-6196 Fax. 716-681-1610 aimrivnut@aol.com www.aimfasteners.com PLUSNUT A commitment to quality
The Original Blind Rivet Nut DISTRIBUTED BY: AIM Industries, Inc. 6216 Transit Road Depew, NY 14043 Tel. 716-681-6196 Fax. 716-681-1610 aimrivnut@aol.com www.aimfasteners.com PLUSNUT A commitment to quality
Limited Warranty And Exclusive Remedy
 Limited Warranty And Exclusive Remedy THE WORLD LEADER Deepak Fasteners Ltd., through its Unbrako Division and associated companies, warrants that these products conform to industry standards specified
Limited Warranty And Exclusive Remedy THE WORLD LEADER Deepak Fasteners Ltd., through its Unbrako Division and associated companies, warrants that these products conform to industry standards specified
MECHANICAL ASSEMBLY John Wiley & Sons, Inc. M. P. Groover, Fundamentals of Modern Manufacturing 2/e
 MECHANICAL ASSEMBLY Threaded Fasteners Rivets and Eyelets Assembly Methods Based on Interference Fits Other Mechanical Fastening Methods Molding Inserts and Integral Fasteners Design for Assembly Mechanical
MECHANICAL ASSEMBLY Threaded Fasteners Rivets and Eyelets Assembly Methods Based on Interference Fits Other Mechanical Fastening Methods Molding Inserts and Integral Fasteners Design for Assembly Mechanical
TECHNICAL CORRECTION October Process Industry Practices Structural. PIP STF05121 Fabrication and Installation of Anchor Bolts
 TECHNICAL CORRECTION October 2006 Process Industry Practices Structural PIP STF05121 Fabrication and Installation of Anchor Bolts PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize
TECHNICAL CORRECTION October 2006 Process Industry Practices Structural PIP STF05121 Fabrication and Installation of Anchor Bolts PURPOSE AND USE OF PROCESS INDUSTRY PRACTICES In an effort to minimize
TAPTITE Fasteners. High Performance Thread Rolling Screws for Metals
 TAPTITE 2000 Fasteners High Performance Thread Rolling Screws for Metals TAPTITE 2000 thread forming technology joins two unique concepts and advances fastener performance to new levels. TAPTITE 2000 fasteners
TAPTITE 2000 Fasteners High Performance Thread Rolling Screws for Metals TAPTITE 2000 thread forming technology joins two unique concepts and advances fastener performance to new levels. TAPTITE 2000 fasteners
Tex-452-A, Rotational Capacity Testing of Fasteners Using a Tension Measuring Device
 Using a Tension Measuring Device Contents: Section 1 Overview...2 Section 2 Definitions...3 Section 3 Apparatus...4 Section 4 Part I, Rotational Capacity Testing...5 Section 5 Part II, Values for Fasteners
Using a Tension Measuring Device Contents: Section 1 Overview...2 Section 2 Definitions...3 Section 3 Apparatus...4 Section 4 Part I, Rotational Capacity Testing...5 Section 5 Part II, Values for Fasteners
Thomas Disc Couplings Installation and Maintenance Series 71-8 Sizes (Page 1 of 10) DANGER!
 DANGER!") Thomas Disc s Installation and Maintenance Series 71-8 s 225-750 (Page 1 of 10) This is the Original Document in English Language Figure 1-1. General Information Thomas Series 71-8 1.1. Thomas Series 71-8
Thomas Disc s Installation and Maintenance Series 71-8 s 225-750 (Page 1 of 10) This is the Original Document in English Language Figure 1-1. General Information Thomas Series 71-8 1.1. Thomas Series 71-8
service bulletin WING SPAR INSPECTION AND FATIGUE LIFE EXTENSION
 service bulletin Service Bulletin Number : SB-AG-39 September 17, 1996 WING SPAR INSPECTION AND FATIGUE LIFE EXTENSION MODELS AFFECTED: All S2R models and serial numbers manufactured and listed here, including
service bulletin Service Bulletin Number : SB-AG-39 September 17, 1996 WING SPAR INSPECTION AND FATIGUE LIFE EXTENSION MODELS AFFECTED: All S2R models and serial numbers manufactured and listed here, including
In normal joints, the clamping force should equal the working load. In gasketed joints, it should be sufficient to create a seal.
 Fastener Quality Act Information Unbrako offers this link to the National Institute of Standards homepage on the Fastener Quality Act as an aide to individuals who need detailed and complete information
Fastener Quality Act Information Unbrako offers this link to the National Institute of Standards homepage on the Fastener Quality Act as an aide to individuals who need detailed and complete information
UNIT 9b: SCREW FASTENERS Introduction Functions Screw Features Elements Terms of a Thread Profile
 UNIT 9b: SCREW FASTENERS Introduction A mechanical screw is a cylinder or cone that has a helical ridge called a thread. A helix has one or more turns, so a screw can have several turns. If the helix is
UNIT 9b: SCREW FASTENERS Introduction A mechanical screw is a cylinder or cone that has a helical ridge called a thread. A helix has one or more turns, so a screw can have several turns. If the helix is
Chapter 7. Fasteners
 Chapter 7 Fasteners LEARNING OBJECTIVES After studying this chapter, students will be able to: Identify several types of fasteners. Explain why inch-based fasteners are not interchangeable with metric-based
Chapter 7 Fasteners LEARNING OBJECTIVES After studying this chapter, students will be able to: Identify several types of fasteners. Explain why inch-based fasteners are not interchangeable with metric-based
Air Cooled Engine Technology. Roth 9 th Ch 3 Fasteners & Sealing Pages 45 65
 Roth 9 th Ch 3 Fasteners & Sealing Pages 45 65 1. Engine & equipment can be common or can be designed to perform specific functions. Fasteners Options Features 2. The of a fastener is actually an inclined
Roth 9 th Ch 3 Fasteners & Sealing Pages 45 65 1. Engine & equipment can be common or can be designed to perform specific functions. Fasteners Options Features 2. The of a fastener is actually an inclined
CH # 8. Two rectangular metal pieces, the aim is to join them
 CH # 8 Screws, Fasteners, and the Design of Non-permanent Joints Department of Mechanical Engineering King Saud University Two rectangular metal pieces, the aim is to join them How this can be done? Function
CH # 8 Screws, Fasteners, and the Design of Non-permanent Joints Department of Mechanical Engineering King Saud University Two rectangular metal pieces, the aim is to join them How this can be done? Function
C-Clamps and Lifting Eyes (Eye Bolts)
") 0-C-Clamps & Lifting Eyes-R 2/21/08 9:42 PM Page 1 C-Clamps A B C Armstrong C-Clamps When your requirements call for clamps, specify Armstrong the most accepted name in the business. When you see Armstrong
0-C-Clamps & Lifting Eyes-R 2/21/08 9:42 PM Page 1 C-Clamps A B C Armstrong C-Clamps When your requirements call for clamps, specify Armstrong the most accepted name in the business. When you see Armstrong
Type XTSR71 Sizes
 (Page 1 of 13) s 494-5258 Type XTSR71 s 494-5258 Figure 1 Thomas XTSR71 Coupling 1. General Information 1.1 Thomas Couplings are designed to provide a mechanical connection between the rotating shafts
(Page 1 of 13) s 494-5258 Type XTSR71 s 494-5258 Figure 1 Thomas XTSR71 Coupling 1. General Information 1.1 Thomas Couplings are designed to provide a mechanical connection between the rotating shafts
MTS-ZB. RENOGY Photovoltaic Module Z-Bracket Mounting System E Philadelphia St, Ontario, CA Version: 1.
 MTS-ZB RENOGY Photovoltaic Module Z-Bracket Mounting System 2775 E Philadelphia St, Ontario, CA 91761 1-800-330-8678 1 Version: 1.0 Important Safety Instructions Please save these instructions. This manual
MTS-ZB RENOGY Photovoltaic Module Z-Bracket Mounting System 2775 E Philadelphia St, Ontario, CA 91761 1-800-330-8678 1 Version: 1.0 Important Safety Instructions Please save these instructions. This manual
INSTALLATION MANUAL IOWA MOLD TOOLING CO., INC. BOX 189, GARNER, IA MANUAL PART NUMBER:
 PARTS-1 Model 24562/28562 Crane INSTALLATION MANUAL IOWA MOLD TOOLING CO., INC. BOX 189, GARNER, IA 50438-0189 641-923-3711 MANUAL PART NUMBER: 99903701 Iowa Mold Tooling Co., Inc. is an Oshkosh Truck
PARTS-1 Model 24562/28562 Crane INSTALLATION MANUAL IOWA MOLD TOOLING CO., INC. BOX 189, GARNER, IA 50438-0189 641-923-3711 MANUAL PART NUMBER: 99903701 Iowa Mold Tooling Co., Inc. is an Oshkosh Truck
Machine Screws, Tapping Screws, and Metallic Drive Screws (Inch Series)
") ASME B18.6.3-2013 (Revision of ASME B18.6.3-2010) Machine Screws, Tapping Screws, and Metallic Drive Screws (Inch Series) AN AMERICAN NATIONAL STANDARD ASME B18.6.3-2013 (Revision of ASME B18.6.3-2010)
ASME B18.6.3-2013 (Revision of ASME B18.6.3-2010) Machine Screws, Tapping Screws, and Metallic Drive Screws (Inch Series) AN AMERICAN NATIONAL STANDARD ASME B18.6.3-2013 (Revision of ASME B18.6.3-2010)
MIL-STD-1580B REQUIREMENT 11 DETAILED REQUIREMENTS FOR CONNECTORS
 DETAILED REQUIREMENTS FOR CONNECTORS 11. General. This section describes detailed requirements for a DPA of commonly used connectors. These requirements supplement the general requirements in section 4.
DETAILED REQUIREMENTS FOR CONNECTORS 11. General. This section describes detailed requirements for a DPA of commonly used connectors. These requirements supplement the general requirements in section 4.
HEICO FASTENING SYSTEMS. Simple Fast Reliable HEICO-TEC TENSION NUT
 HEICO FASTENING SYSTEMS Simple Fast Reliable HEICO-TEC TENSION NUT WWW.HEICO-TEC.COM HEICO-TEC TENSION NUT SIMPLE FAST RELIABLE For a secure joint with a HEICO-TEC tension nut, no electric, hydraulic,
HEICO FASTENING SYSTEMS Simple Fast Reliable HEICO-TEC TENSION NUT WWW.HEICO-TEC.COM HEICO-TEC TENSION NUT SIMPLE FAST RELIABLE For a secure joint with a HEICO-TEC tension nut, no electric, hydraulic,
2016 AASHTO BRIDGE COMMITTEE AGENDA ITEM: 24 (REVISION 1) SUBJECT: LRFD Bridge Design Specifications: Section 6, Various Articles (2)
 SUBJECT: LRFD Bridge Design Specifications: Section 6, Various Articles (2)") 2016 AASHTO BRIDGE COMMITTEE AGENDA ITEM: 24 (REVISION 1) SUBJECT: LRFD Bridge Design Specifications: Section 6, Various Articles (2) TECHNICAL COMMITTEE: T-14 Steel REVISION ADDITION NEW DOCUMENT DESIGN
2016 AASHTO BRIDGE COMMITTEE AGENDA ITEM: 24 (REVISION 1) SUBJECT: LRFD Bridge Design Specifications: Section 6, Various Articles (2) TECHNICAL COMMITTEE: T-14 Steel REVISION ADDITION NEW DOCUMENT DESIGN
Disclaimer. Socket Products Socket depth limits maximum torque. Torque figures are based on 80% of maximum torque for a given key size.
 E546 V3 (1/17) Disclaimer Torque values listed in this book are based on mathematical calculations and experimental data. The values are valid only when the matched strength system listed is used. The
E546 V3 (1/17) Disclaimer Torque values listed in this book are based on mathematical calculations and experimental data. The values are valid only when the matched strength system listed is used. The
Wire Inserts. Wire Inserts
 Insert Systems Wire Inserts Wire Inserts Heli-Coil precision formed wire inserts are readily recognized and highly regarded products in the industry. Since its inception in 1938, Heli-Coil has been identified
Insert Systems Wire Inserts Wire Inserts Heli-Coil precision formed wire inserts are readily recognized and highly regarded products in the industry. Since its inception in 1938, Heli-Coil has been identified
Standard Specification for Carbon and Alloy Steel Nuts [Metric] 1
![Standard Specification for Carbon and Alloy Steel Nuts [Metric] 1](/thumbs/78/77316211.jpg "Standard Specification for Carbon and Alloy Steel Nuts [Metric] 1") Designation: A 563M 04 METRIC Standard Specification for Carbon and Alloy Steel Nuts [Metric] 1 This standard is issued under the fixed designation A 563M; the number immediately following the designation
Designation: A 563M 04 METRIC Standard Specification for Carbon and Alloy Steel Nuts [Metric] 1 This standard is issued under the fixed designation A 563M; the number immediately following the designation
Trusted ICC ES. Issued 06/2018 HILTI, INC. Evaluation. report, or as to any. ICC-ES Evaluation
 0 Most Widely Accepted and Trusted ICC ES Evaluation Report ICC ES 000 (800) 423 6587 (562) 699 0543 www.icc es.orgg ESR 4185 Issued 06/2018 This report is subject to renewal 06/2019. SECTION: 05 05 23
0 Most Widely Accepted and Trusted ICC ES Evaluation Report ICC ES 000 (800) 423 6587 (562) 699 0543 www.icc es.orgg ESR 4185 Issued 06/2018 This report is subject to renewal 06/2019. SECTION: 05 05 23
ONE-LOK Series SLC/SLCE Pipe Restraint for AWWA C909 PVC Pipe
 ONE-LOK Series SLC/SLCE Restraint for AWWA Use the SIGMA ONE-LOK Series SLC/SLCE restraint for AWWA pipe at mechanical or push-on joint ductile iron fittings. The ONE-LOK Restraint Systems can successfully
ONE-LOK Series SLC/SLCE Restraint for AWWA Use the SIGMA ONE-LOK Series SLC/SLCE restraint for AWWA pipe at mechanical or push-on joint ductile iron fittings. The ONE-LOK Restraint Systems can successfully
Engineering Guide Inch & Metric
 Engineering Guide Inch & Metric A comprehensive catalog of UNBRAKO socket screws and related products In this catalog you will find complete information about UNBRAKO socket screws and such related products
Engineering Guide Inch & Metric A comprehensive catalog of UNBRAKO socket screws and related products In this catalog you will find complete information about UNBRAKO socket screws and such related products
MTS-ACB. RENOGY Photovoltaic Module Adjustable Curved Bracket E Philadelphia St, Ontario, CA Version: 1.
 MTS-ACB RENOGY Photovoltaic Module Adjustable Curved Bracket 2775 E Philadelphia St, Ontario, CA 91761 1-800-330-8678 1 Version: 1.0 Important Safety Instructions Please save these instructions. This manual
MTS-ACB RENOGY Photovoltaic Module Adjustable Curved Bracket 2775 E Philadelphia St, Ontario, CA 91761 1-800-330-8678 1 Version: 1.0 Important Safety Instructions Please save these instructions. This manual
Fasteners Table of Contents
 EML2322L Design & Manufacturing Laboratory Fasteners Table of Contents I. Copyright Notice II. Why Care? 1. Definitions 2. Common Fastener Types 3. Fastener Nomenclature 4. Fastener Thread Types 5. Rolled
EML2322L Design & Manufacturing Laboratory Fasteners Table of Contents I. Copyright Notice II. Why Care? 1. Definitions 2. Common Fastener Types 3. Fastener Nomenclature 4. Fastener Thread Types 5. Rolled
Designation: F
 Designation: F 852 05 Standard Specification for Twist Off Type Tension Control Structural Bolt/Nut/Washer Assemblies, Steel, Heat Treated, 20/05 ksi Minimum Tensile Strength This standard is issued under
Designation: F 852 05 Standard Specification for Twist Off Type Tension Control Structural Bolt/Nut/Washer Assemblies, Steel, Heat Treated, 20/05 ksi Minimum Tensile Strength This standard is issued under
DIVISION: WOOD, PLASTICS AND COMPOSITES SECTION: WOOD, PLASTIC, AND COMPOSITE FASTENINGS REPORT HOLDER:
 0 Most Widely Accepted and Trusted ICC ES Evaluation Report ICC ES 000 (800) 423 6587 (562) 699 0543 www.icc es.org ESR 2761 Reissued 10/2017 This report is subject to renewal 10/2019. DIVISION: 06 00
0 Most Widely Accepted and Trusted ICC ES Evaluation Report ICC ES 000 (800) 423 6587 (562) 699 0543 www.icc es.org ESR 2761 Reissued 10/2017 This report is subject to renewal 10/2019. DIVISION: 06 00
SECTION METAL FABRICATIONS
 SECTION 05100 PART 1 - GENERAL 1.01 DESCRIPTION A. Section includes specifications for metal fabrications, including minimum requirements for fabricator, and galvanizing. 1.02 REFERENCE STANDARDS A. ASTM
SECTION 05100 PART 1 - GENERAL 1.01 DESCRIPTION A. Section includes specifications for metal fabrications, including minimum requirements for fabricator, and galvanizing. 1.02 REFERENCE STANDARDS A. ASTM
A training course delivered to Engineers and Designers, at a company s premises, on the technical aspects of bolting.
 A training course delivered to Engineers and Designers, at a company s premises, on the technical aspects of bolting. Consulting Analysis Services Software Training An outline is presented below of the
A training course delivered to Engineers and Designers, at a company s premises, on the technical aspects of bolting. Consulting Analysis Services Software Training An outline is presented below of the
BOLTCALC Program. problems. User Guide. Software for the Analysis of Bolted Joints
 User Guide BOLTCALC Program Software for the Analysis of Bolted Joints problems BOLTCALC is produced by Bolt Science Limited Bolt Science provides analytical solutions to bolting problems www.boltscience.com
User Guide BOLTCALC Program Software for the Analysis of Bolted Joints problems BOLTCALC is produced by Bolt Science Limited Bolt Science provides analytical solutions to bolting problems www.boltscience.com
Screw-Thread Standards for Federal Services, Inspection Methods for Acceptability of UN, UNR, UNJ, M and MJ Screw Threads
 Procedures and Guidelines (PG) DIRECTIVE NO. 541-PG-8072.1.2B APPROVED BY Signature: Original signed by: NAME: Michael Viens TITLE: Branch Head COMPLIANCE IS MANDATORY Responsible Office: 541 / Materials
Procedures and Guidelines (PG) DIRECTIVE NO. 541-PG-8072.1.2B APPROVED BY Signature: Original signed by: NAME: Michael Viens TITLE: Branch Head COMPLIANCE IS MANDATORY Responsible Office: 541 / Materials
Mark IV TM Structural Panel Fasteners
 Mark IV TM Structural Panel Fasteners Design and Features The Flat Beam Lock design provides excellent resistance to vibration-induced loosening, and has a cycle life of up to 1,500 seated cycles. The
Mark IV TM Structural Panel Fasteners Design and Features The Flat Beam Lock design provides excellent resistance to vibration-induced loosening, and has a cycle life of up to 1,500 seated cycles. The
Threaded Fasteners 2. Shigley s Mechanical Engineering Design
 Threaded Fasteners 2 Bolted Joint Stiffnesses During bolt preload bolt is stretched members in grip are compressed When external load P is applied Bolt stretches further Members in grip uncompress some
Threaded Fasteners 2 Bolted Joint Stiffnesses During bolt preload bolt is stretched members in grip are compressed When external load P is applied Bolt stretches further Members in grip uncompress some
DETAIL SPECIFICATION SHEET FITTING, INSTALLATION, FLARED TUBE AND HOSE, SWIVEL
 INCH-POUND MS33786B 12 February 2013 SUPERSEDING MS33786A 1 February 1985 DETAIL SPECIFICATION SHEET FITTING, INSTALLATION, FLARED TUBE AND HOSE, SWIVEL This specification is approved for use by all Departments
INCH-POUND MS33786B 12 February 2013 SUPERSEDING MS33786A 1 February 1985 DETAIL SPECIFICATION SHEET FITTING, INSTALLATION, FLARED TUBE AND HOSE, SWIVEL This specification is approved for use by all Departments
Use of Anaerobic Adhesive for Prevailing Torque Locking Feature on Threaded Product
 University of South Florida Scholar Commons Graduate Theses and Dissertations Graduate School January 2015 Use of Anaerobic Adhesive for Prevailing Torque Locking Feature on Threaded Product Alan Hernandez
University of South Florida Scholar Commons Graduate Theses and Dissertations Graduate School January 2015 Use of Anaerobic Adhesive for Prevailing Torque Locking Feature on Threaded Product Alan Hernandez
Standard Specification for Carbons and Alloy Steel Nuts 1
 Designation: A 563 07 Standard Specification for Carbons and Alloy Steel Nuts 1 This standard is issued under the fixed designation A 563; the number immediately following the designation indicates the
Designation: A 563 07 Standard Specification for Carbons and Alloy Steel Nuts 1 This standard is issued under the fixed designation A 563; the number immediately following the designation indicates the
CHERRYLOCK 'A' BLIND RIVET
 CHERRYLOCK 'A' BLIND RIVET SPS Fastener Division, a PCC Company CONTENTS CHERRYLOCK 'A' RIVET NAS1/1(A) CODE CR2172/7 ALUMINUM CR2572/7 MONEL CR2672/7 A-26 Features... 1 Installation... 1 Physical Properties...
CHERRYLOCK 'A' BLIND RIVET SPS Fastener Division, a PCC Company CONTENTS CHERRYLOCK 'A' RIVET NAS1/1(A) CODE CR2172/7 ALUMINUM CR2572/7 MONEL CR2672/7 A-26 Features... 1 Installation... 1 Physical Properties...