Allied Maxcut Engineering Co. Limited. Making a difference. Reamers.
|
|
|
- Alyson Lambert
- 6 years ago
- Views:
Transcription

1 EN Allied Maxcut Engineering Co. Limited Making a difference Reamers


2 Allied Maxcut (AMEC ) is the European Headquarters of Allied Machine & Engineering Corporation USA, a global leader in innovative high performance metal cutting technologies and solutions. Our focus on tool innovation, performance improvement and productivity gains for our customers, enables us to deliver outstanding results in a diverse range of manufacturing, production and process engineering industries. As a result, AMEC high performance tooling is helping countless businesses across the world to produce better products with greater accuracy, increased speed and higher quality. Precision, performance and productivity are core features of AMEC tooling and our commitment to innovation in all aspects of hole making technology means we continually set new industry standards in production efficiency, tool life and manufacturing cost improvements. This product catalogue provides detailed information on every product in our ALVAN range in a comprehensive, easy to use and informative single source reference guide. However, we recognise that every company s needs are unique, which is why our customer services and technical support team are always available to provide help and advice, should you need it. Whatever your need, AMEC delivers high performance tooling at the cutting edge.



3 Contents Products Overview...Page Page 7-15 Technical... Page Page 19-7 Technical... Page 8...Page 9-49 Technical... Page 50 Cerit Modular System... Page 51 IN 69871/1 B+A Shank... Page 52-5 JMTBA MAS-40 BT B+BT Shank... Page HSK-A IN 6989/1 Shank... Page ERC IN 6499-B Shank...Page Page 59 Integral Fixed & Adjustable Reamers... Page Adjustable Cutting Rings... Page Page 66 Guidelines for Troubleshooting...Page 67



4 Reamers Our comprehensive reamer range not only meets requirements of dimensional accuracy and surface finish, but also delivers high productivity. Including fixed, expandable and modular mandrel reamers, the range covers hole diameters from mm and incorporates integral coolant ports in three configurations for optimum coolant flow. All reamers use brazed carbide or Cermet cutting edges, incorporating various coatings to maintain optimum performance, accuracy and finish. Features and Benefits Reaming range mm 4 variations of tool type Integral reamers, straight or helical cutting edges Cutting rings available from diameter 17.6 mm Interchangeable expanding or fixed-head system, straight or helical, cutting edges TSA system, solid carbide or Cermet interchangeable head Available in carbide or Cermet with a choice of coating such as TiN, TiAlN, TiNAlox, etc High feed reaming due to multiple cutting edges 2





184 400 900 - option 4 Training AMEC hold regular technical education seminar (TES) programmes at")

5 AMEC Services and support AMEC s success, is not just about the quality of our products and the high performance results they deliver; but also the level of technical support and expertise we provide on a constant basis to all our customers through a range of dedicated services. Technical Our technical department is staffed by AMEC engineers who have years of experience in helping customers meet demanding applications challenges with high performance AMEC tooling. They are also able to provide technical support on a wide range of industry sectors via our technical helpline, which can help customers save time and money when a solution is needed quickly. We also have an excellent and unique reference library of technical case studies and cutting data, which is compiled from information and experience gained from our global applications base. The chances are that if you have an application issue or problem we ve probably already solved it, somewhere in the world. Our technical department can be contacted on: Tel: +44 (0) option 4 Fax: +44 (0) engineering@alliedmaxcut.com External Support In addition, our field based sales and applications engineers provide a constant on-the-ground support network, helping solve manufacturing problems on site and provide the most effective solutions. The constant drive to improve productivity, reduce manufacturing costs and seek new higher performance systems means that our engineers are always conversant with the latest manufacturing technology to help customers achieve their objectives. To arrange a visit by one of our engineers, contact our customer service department on: Tel: +44 (0) option 4 Training AMEC hold regular technical education seminar (TES) programmes at our dedicated training and education facility in the UK, enabling customers to experience advanced AMEC hole making solutions and gain more detailed knowledge on their applications. The seminars cover technical data, cutting technology and tool application and benefits of all AMEC products as well as extensive and detailed on-machine training to demonstrate the tools in action. etails on all our technical education seminar programmes can be obtained from or by calling our technical department. Online Services AMEC s website hosts a number of key features one being our online ordering service which simplifies and speeds up the ordering process and can also be used for checking inventory and prices. Alongside this service, our fast response Insta-Quote provides quotations and drawings for special purpose tooling online in a matter of minutes. All our case studies, product brochures, industry sector information and a wealth of other data is also available through our website which is constantly updated with the latest details to ensure up to date information is always available for download. Customer Service The most important parts of our business are our customers. This is why our customer care processes and support operations are vital and integral parts of our commitment to customers. Sometimes, all that s needed is a helpful voice at the end of a telephone to check an order, answer a query or just point you in the right direction and our fully trained team are all available to help. No matter what your requirement, we ll have someone who can deal with your question quickly and efficiently. Our dedicated customer service department can be contacted on: Tel: +44 (0) option Fax: +44 (0) enquiries@alliedmaxcut.com
6 Summary iameters mm Short series Long series Central though tool coolant Without through tool coolant Radial through tool coolant Central & Radial through tool coolant Series Page Integral Expanding Reamers W 14 Integral Expanding & Fixed Reamers for High Feeds W Indicates the reamers without through tool coolant. Indicates the reamers with central through tool coolant. Indicates the reamers with radial through tool coolant. Indicates the reamers with both through tool coolant. istinguishes the common sizes pertinent to the series on the same page. 4
7 Integral Expanding & Fixed Heads Summary iameters mm Short series Long series Central though tool coolant Radial through tool coolant Central & Radial through tool coolant Series Page Expanding Reamers with Cutting Ring A A A Expanding Reamers with cutting Ring Composit Modular System 4555A iameters mm Series Page Expanding Reamers with Cutting Ring 7000-MC ML MM












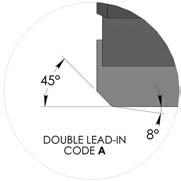
8 Expanding Reamers Cutting Geometry Straight Flutes Single Lead-In Code G Single Lead-In Code V Lead-in 45 for standard speed Lead-in 45 for high speed Frontal Lead-In Code L Frontal Lead-In Code F Negative Lead-In Code N L lead-in to reduce the feed of 40% compared with the values on pages F lead-in to reduce the feed of 40% compared with the values on pages N lead-in ideal for through hole. It is possible to increase the feed up to 100% of the values on pages Titanium Lead-In Code T ouble Lead-In Code A Expanding Reamers Cutting Geometry Helical Flutes Single Lead-In Code P 6

9 Integral Expanding & Fixed Reamers Contents Page How to order information 8 Series to 2.10 mm 9 Series to 2.10 mm 10 Series to 2.10 mm 10 Series to 2.10 mm 11 Series to 2.10 mm 12 Series to 2.10 mm 12 Series to 2.10 mm 1 Series to 2.10 mm 1 Series 161W 9.60 to 2.10 mm 14 Series 162W 9.60 to 2.10 mm 14 Series to 2.10 mm 15 Features & Benefits iameter range mm Available with central or radial through coolant Can be used for through or blind holes Cylindrical or Weldon shanks for improved concentricity High speed reamers for improved productivity Series to 2.10 mm 15 Technical Section
10 How to order information A B C AL G A = Series W W 241 B C = Cutting material and coating Code AL TN TC TA TP KL KN KC KA KP AV VN VC VA VP SV SN SC SA SP PK = Lead-in (see page 6) = iameter and tolerance escription Hard metal cutting edges K10 Hard metal cutting edges K10 TiN coated Hard metal cutting edges K10 TiCN coated Hard metal cutting edges K10 TiAlN coated Hard metal cutting edges K10 TiNAlox coated Hard metal cutting edges K05 Hard metal cutting edges K05 TiN coated Hard metal cutting edges K05 TiCN coated Hard metal cutting edges K05 TiAlN coated Hard metal cutting edges K05 TiNAlox coated Cermet cutting edges P20 Cermet cutting edges P20 TiN coated Cermet cutting edges P20 TiCN coated Cermet cutting edges P20 TiAlN coated Cermet cutting edges P20 TiNAlox coated Cermet cutting edges P10 Cermet cutting edges P10 TiN coated Cermet cutting edges P10 TiCN coated Cermet cutting edges P10 TiAlN coated Cermet cutting edges P10 TiNAlox coated PC/PK 8
11 Series 620 iameter range from 5.80 to 2.10 mm L1 1 S L Series Cylindrical Shank - Short Series - Radial Through Coolant for Through Holes L1 L 1 Number of teeth S


12 Series 2440 & 2441 iameter range from 5.80 to 2.10 mm Series 2440 L1 1 S L Series 2441 L1 L 1 S Series Cylindrical Shank - Short Series - No Coolant for Through & Blind Holes Series Cylindrical Shank - Short Series - Central Through Coolant for Blind Holes L1 L 1 Number of Teeth S

13 Series 610 iameter range from 5.80 to 2.10 mm L1 L 1 S Cylindrical Shank - Long Series - Radial Through Coolant for Through Holes L1 L 1 Number of Teeth S


14 Series 240 & 241 iameter range from 5.80 to 2.10 mm Series 240 L1 L 1 S Series 241 L1 L 1 S Series Cylindrical Shank - Long Series - No Coolant for Through & Blind Holes Series Cylindrical Shank - Long Series - Central Through Coolant for Blind Holes L1 L 1 Number of Teeth S


15 Series 1610 & 1620 iameter range from 9.60 to 2.10 mm Series 1610 L1 L 1 S Series 1620 L1 L 1 S Series Cylindrical Shank - Long Series - Radial Through Coolant Series Cylindrical Shank - Short Series - Radial Through Coolant Series 1610 Series 1620 L1 L L1 L For holes with minimum tolerance ISO IT7 1


16 Series 161W & 162W iameter range from 9.60 to 2.10 mm Series 161W L1 L 1 S Series 162W L1 L 1 S Series 161W - Weldon Shank - Long Series - Radial Through Coolant Series 162W - Weldon Shank - Short Series - Radial Through Coolant Series 161W Series 162W L1 L L1 L For holes with minimum tolerance ISO IT7 14


17 Series 617 & 627 iameter range from 5.80 to 2.10 mm Series 617 L1 L 1 S Series 627 L1 L 1 S Series Cylindrical Shank - Long Series - Radial Through Coolant - Left Hand Helical Flutes Series Cylindrical Shank - Short Series - Radial Through Coolant - Left Hand Helical Flutes Series 617 Series 627 L1 L L1 L 1 Number of Teeth S 15
18 Technical Information Standard Speed Reaming Material Mild Steel Low Carbon Steel Structural Steels Hardness BHN kg N/mm 2 Up to 175 Up to 62 Up to 600 Greater than 175 Greater than 62 Greater than 600 Alloy Steel High-Strength Steel Titanium and Alloys Stainless Steel Grey Cast Iron Spheroidal Cast Iron (pearlitic) Malleable Cast Iron Spheroidal cast iron (ferritic) Copper and Alloys Brass Bronze Bronze Phosphorus Aluminium and light alloys Synthetic Materials Up to 288HB Greater than 200HB Up to 14 Up to 50 Up to 500 Up to 175 Up to 62 Up to 600 Up to 14 Up to 50 Up to 500 Reamer ø mm Stock Allowance ø mm Surface Speed m/min Feed mm/rev Up to Up to Up to Up to Up to Up to Up to < 200 HB >200 HB Up to Up to Up to Up to Up to Lubricant Emulsible Oil Cutting Oil Emulsible Oil Cutting Oil Emulsible Oil Cutting Oil Emulsible Oil Cutting Oil Emulsible Oil Cutting Oil Emulsible Oil Cutting Oil Oil Emulsible Oil Cutting Oil Emulsible Oil Cutting Oil Emulsible Oil Emulsible Oil Cutting Oil Oil Emulsible Oil Cutting Oil Compressed Air ry Emulsible Oil 16

19 Technical Information High Speed & Feed Reaming Material Mild Steel Low Carbon Steel Structural Steel Hardness Reamer Stock Surface Speed m /min ø mm Allowance BHN kg N/mm 2 ø mm H.M. Coated Cerment Up to 175 Up to 62 Up to 600 Greater than 175 Greater than 62 Greater than 600 Alloy Steel High Strength Steel Titanium and Alloys Stainless Steel Grey Cast Iron Spheroidal Cast Iron (pearlitic) Malleable Cast Iron Spheroidal cast iron (ferritic) Copper and Alloys Brass Bronze Bronze Phosphorus Aluminium and light alloys Up to 288HB Greater than 200HB Up to 14 Up to 50 Up to 500 Up to 175 Up to 62 Up to 600 Up to 14 Up to 50 Up to 500 Lead-In A,G Feed mm/rev Lead-In E, N, M Up to Over Up to Over Up to Over Up to Over Up to Over Up to Over Up to Over Up to Over Up to Over Up to Over Up to Over HIGH SPEE FOR ALUMINIUM REAMING Aluminium with silicon greater than 10% - brazed carbide with PK PK Hard Metal - Surface speed up to 1500 m/min - When using PK reamers a machine tool with high rigidity and absolute precision is a minimum requirement - Each application must be assessed by our technical department 17
20 Technical Approach Angles Hardness Material Approach Angle* BHN KG N/mm² Iron and mild steel (C<0,2%) G - A - E Mild steel (C 0,2 < 0,%) N - A - E Mild steel (C 0, < 0,4%) N - A - E Mild steel (C 0,4 < 0,5%) N - A - E Alloy Steel < 222 < 80 < 784 G - N - A - E Alloy Steel G - N - E Alloy Steel G - N - M Alloy Steel >278 > 100 > 980 G - N - M Stainless Steel G - N - M Grey, Spheroidal and Malleable Cast Iron V - N - E Titanium and Titanium Alloy Pure Copper Electrolytic Copper T - E G - N - E G - N - E Brass / Bronze Aluminum Alloy < 10% Si Aluminum Alloy > 11% Si Magnesium Alloy Thermoplastic Material G - N - E V - A - E V - E G - A - E V - E Thermosetting Resins Stiffened Synthetic Material * o not use negative lead-in on blind holes Negative lead-in N can be used on a large range of materials - Please contact our technical department. V - E V - E 18
21 Expanding Cutting Rings Contents Page How to order information 20 Cutting Rings to mm 21 Series to mm 22 Series to mm 2 Series 4550A to mm 24 Features & Benefits iameter range mm Asymmetric cutting edges to ensure best roundness of hole Holes with restricted tolerances of ISO 5 and ISO 6 are achievable Cycindrical shanks with or without flats and modular composit shanks available for improved concentricity Can be used for through or blind holes Radial through coolant and radial and central through coolant combination available Series 4555A to mm 25 Series to mm 26 Series to mm 27 Series 4500A to mm 28 Series 4505A to mm 29 Series to mm 0 Series to mm 1 Series to mm 2 Series to mm Series to mm 4 Series to mm 5 Series to mm 6 Series to mm 7 Technical Section 8 19
22 How to order information A B C 2000-CT X A B C = Cutting material and coating Code 2000-CT 2TIN-CT 2TIC-CT 2TIA-CT 2TLP-CT 2000-KT 2TIN-KT 2TIC-KT 2TIA-KT 2TLP-KT 2AVC-CT 2ANC-CT 2ACC-CT 2AAC-CT 2APC-CT 2AVC-ST 2ANC-ST 2ACC-ST 2AAC-ST 2APC-ST 2PK-CT = Lead-in (See Page 6) = iameter and tolerance escription Hard metal cutting edges K10 Hard metal cutting edges K10 TiN coated Hard metal cutting edges K10 TiCN coated Hard metal cutting edges K10 TiAlN coated Hard metal cutting edges K10 TiNAlox coated Hard metal cutting edges K05 Hard metal cutting edges K05 TiN coated Hard metal cutting edges K05 TiCN coated Hard metal cutting edges K05 TiAlN coated Hard metal cutting edges K05 TiNAlox coated Cermet cutting edges P20 Cermet cutting edges P20 TiN coated Cermet cutting edges P20 TiCN coated Cermet cutting edges P20 TiAlN coated Cermet cutting edges P20 TiNAlox coated Cermet cutting edges P10 Cermet cutting edges P10 TiN coated Cermet cutting edges P10 TiCN coated Cermet cutting edges P10 TiAlN coated Cermet cutting edges P10 TiNAlox coated Multicrystal diamond cutting edges 20

.")
23 Cutting Rings iameter range from to mm L L Straight flutes Helical flutes L L Number of Teeth The ALVAN cutting rings are modular and compatible with all the reamers on pages 22 to 7. A regrinding and re-brazing service is available for damaged and worn cutting edges (please contact our technical department). The asymmetric design of the cutting edges ensures the best roundness of the hole (see page 60). Holes with restricted tolerances (ISO 5 and 6) can be achieved and expansion allows the reaming diameter to be maintained. The ALVAN cutting rings are manufactured to the middle limits of the hole tolerance so they must be assembled and adjusted to the required diameter. This is important for maximum performance and tool life. Left hand helical flutes cutting rings from diameter 2.60 to mm are available on request. 21
24 Series 4550 iameter range from to mm 1 2 L L4 L1 Series Cylindrical Shank with Flat - Short Series - Radial Through Coolant for Through Holes 1 2 L1 L L4 L L5 Number of Teeth Complete Mandrel without Cutting Ring Conical Ring 1 Ring Nut 5 rive Pin Number of rive Pins MC AC A CO MC AC A CO MC AC A CO MC AC A CO MC AC A CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO = Cutting Ring 22


25 1 L4 2 Series 4555 iameter range from to mm L L1 Series Cylindrical Shank with Flat - Short Series - Radial Through Coolant for Blind Holes 1 2 L1 L L4 L L5 Number of Teeth Complete Mandrel without Cutting Ring Key 6 Conical Ring 1 Conical Ring Second Expansion Conical Ring Third Expansion rive Pin 2 = Cutting Ring MC CH AC AC CO MC CH AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO Number of rive Pins 2

26 Series 4550A iameter range from to mm 1 2 L L4 L1 L5 Series 4550A - Cylindrical Shank - Short Series - Radial Through Coolant for Through Holes 1 2 L1 L L4 L5 Number of Teeth Complete Mandrel without Cutting Ring Conical Ring 1 Ring Nut 5 rive Pin Number of rive Pins A-MC AC A CO A-MC AC A CO A-MC AC A CO A-MC AC A CO A-MC AC A CO A-MC AC GH CO A-MC AC GH CO A-MC AC GH CO A-MC AC GH CO A-MC AC GH CO A-MC AC GH CO = Cutting Ring 24
27 Series 4555A iameter range from to mm 1 L4 2 L L1 L5 Series 4555A - Cylindrical Shank - Short Series - Radial Through Coolant for Blind Holes 1 2 L1 L L4 L5 Number of Teeth Complete Mandrel without Cutting Ring Key 6 Conical Ring 1 Conical Ring Second Expansion Conical Ring Third Expansion rive Pin 2 = Cutting Ring A-MC CH AC AC CO A-MC CH AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO Number of rive Pins 25


28 Series 4500 iameter range from to mm 1 L4 2 L L1 Series Cylindrical Shank with Flat - Long Series - Radial Through Coolant for Through Holes 1 2 L1 L L4 L L5 Number of Teeth Complete Mandrel without Cutting Ring Conical Ring 1 Ring Nut 5 rive Pin Number of rive Pins MC AC A CO MC AC A CO MC AC A CO MC AC A CO MC AC A CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO = Cutting Ring 26

29 Series 4505 iameter range from to mm 1 L4 2 L L1 Series Cylindrical Shank with Flat - Long Series - Radial Through Coolant for Blind Holes 1 2 L1 L L4 L L5 Number of Teeth Complete Mandrel without Cutting Ring Key 6 Conical Ring 1 Conical Ring Second Expansion Conical Ring Third Expansion rive Pin 2 = Cutting Ring MC CH AC AC CO MC CH AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO Number of rive Pins 27


30 Series 4500A iameter range from to mm 1 L L4 2 L1 L5 Series 4500A - Cylindrical Shank - Long Series - Radial Through Coolant for Through Holes 1 2 L1 L L4 L5 Number of Teeth Complete Mandrel without Cutting Ring Conical Ring 1 Ring Nut 5 rive Pin Number of rive Pins A-MC AC A CO A-MC AC A CO A-MC AC A CO A-MC AC A CO A-MC AC A CO A-MC AC GH CO A-MC AC GH CO A-MC AC GH CO A-MC AC GH CO A-MC AC GH CO A-MC AC GH CO = Cutting Ring 28


31 Series 4505A iameter range from to mm 1 L4 2 L L1 L5 Series 4505A - Cylindrical Shank - Long Series - Radial Through Coolant for Blind Holes 1 2 L1 L L4 L5 Number of Teeth Complete Mandrel without Cutting Ring Key 6 Conical Ring 1 Conical Ring Second Expansion Conical Ring Third Expansion rive Pin 2 = Cutting Ring A-MC CH AC AC CO A-MC CH AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO A-MC CH AC AC AC CO Number of rive Pins 29


32 Series 40 iameter range from to mm 1 L L1 Series 40 - Modular Composit Shank - Short Series - Radial Through Coolant for Through Holes 1 L1 L L L4 Number of Teeth Complete Mandrel without Cutting Ring Conical Ring 1 Ring Nut 5 rive Pin Number of rive Pins MC AC A CO MC AC A CO MC AC A CO MC AC A CO MC AC A CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO = Cutting Ring 0


33 Series 45 iameter range from to mm 1 L L1 Series 45 - Modular Composit Shank - Short Series - Radial Through Coolant for Blind Holes 1 L1 L L L4 Number of Teeth Complete Mandrel without Cutting Ring Key 6 Conical Ring 1 Conical Ring Second Expansion Conical Ring Third Expansion rive Pin 2 = Cutting Ring MC CH AC AC CO MC CH AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO Number of rive Pins 1


34 Series 450 iameter range from to mm 1 L L1 5 Series Modular Composit Shank - Standard Series - Radial Through Coolant for Through Holes 1 L1 L Number of Teeth Complete Mandrel without Cutting Ring Conical Ring 1 Ring Nut 5 rive Pin Number of rive Pins MC AC A CO MC AC A CO MC AC A CO MC AC A CO MC AC A CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO = Cutting Ring 2


35 Series 455 iameter range from to mm 1 L L1 5 Series Modular Composit Shank - Standard Series - Radial Through Coolant for Blind Holes 1 L1 L Number of Teeth Complete Mandrel without Cutting Ring Key 6 Conical Ring 1 Conical Ring Second Expansion Conical Ring Third Expansion rive Pin 2 = Cutting Ring MC CH AC AC CO MC CH AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO Number of rive Pins

36 Series 450 iameter range from to mm 1 L Series Modular Composit Shank - Standard Series - Radial Through Coolant for Through Holes 1 L1 L L1 Number of Teeth Complete Mandrel without Cutting Ring Conical Ring 1 Nut 4 Flange 5 Mandrel 6 rive Pin 2 = Cutting Ring MC BU GH FL MA CO MC BU GH FL MA CO MC BU GH FL MA CO MC BU GH FL MA CO MC BU GH FL MA CO MC BU GH FL MA CO MC BU GH FL MA CO MC BU GH FL MA CO MC BU GH FL MA CO MC BU GH FL MA CO MC BU GH FL MA CO MC BU GH FL MA CO MC BU GH FL MA CO Number of rive Pins 4

37 Series 455 iameter range from to mm 1 L Series Modular Composit Shank - Long Series - Radial & Central Through Coolant for Blind Holes 1 L1 L Number of Teeth L1 7 (optional) Complete Mandrel without Cutting Ring Conical Ring 1 Nut 4 Flange 5 Mandrel 6 Key (optional) 7 rive Pin 2 = Cutting Ring MC AC GH FL MA CH CO MC AC GH FL MA CH CO MC AC GH FL MA CH CO MC AC GH FL MA CH CO MC AC GH FL MA CH CO MC AC GH FL MA CH CO MC AC GH FL MA CH CO MC AC GH FL MA CH CO MC AC GH FL MA CH CO MC AC GH FL MA CH CO MC AC GH FL MA CH CO MC AC GH FL MA CH CO MC AC GH FL MA CH CO Number of rive Pins 5

38 Series 400 iameter range from to mm 1 L L1 Series Modular Composit Shank - Long Series - Radial Through Coolant for Through Holes 1 L1 L Number of Teeth Complete Mandrel without Cutting Ring Conical Ring 1 Ring nut or nut 5 rive Pin MC AC A CO MC AC A CO MC AC A CO MC AC A CO MC AC A CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO MC AC GH CO = Cutting Ring Number of rive Pins 6


39 Series 405 iameter range from to mm 1 L L1 Series Modular Composit Shank - Long Series - Radial & Central Through Coolant for Blind Holes 1 L1 L Number of Teeth Complete Mandrel without Cutting Ring Key 6 Conical Ring 1 Conical Ring Second Expansion Conical Ring Third Expansion rive Pin 2 = Cutting Ring MC CH AC AC CO MC CH AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO MC CH AC AC AC CO Number of rive Pins 7
40 Technical Information Material Mild Steels Low Carbon Steel Structural Steel Uncoated Coated Hardness Reamer Reamer Vf M/min Reamer Vf Feed Reamer iameter Coolant iameter BHN kg N/mm 2 ø mm M/min mm/u ø mm ø mm ø mm H.M. Cermet Coated Up to 175 Greater than 175 Up to 62 Greater than 62 Up to 600 Greater than 600 Alloy Steel High Strength Steel Titanium and Alloys Stainless Steel Grey Cast Iron Spheroidal Cast Iron (Pearlitic) Malleable Cast Iron Spheroidal Cast Iron (Ferritic) Copper and Alloys Brass Bronze Bronze Phosphorus Aluminium and Light Alloys Synthetic Materials Up to 200HB Greater than 200HB Up to 14 Up to 175 Up to 14 Up to 50 Up to 62 Up to 50 Up to 500 Up to 600 Up to 500 Lead-In A,G Lead-In E, N, M Up to Up to Coolant Cutting Oil Over Up to Up to Coolant Cutting Oil Over Up to Up to Coolant Cutting Oil Over Up to Up to Coolant Cutting Oil Over Up to Up to Coolant Cutting Oil Over Up to Up to Coolant Cutting Oil Over Up to Up to Oil < 200 HB Coolant >200 HB Over Cutting Oil Up to Up to Coolant Cutting Oil Over Up to Up to Coolant Over Up to Up to Coolant Cutting Oil Over Up to Up to Oil Coolant Over Cutting Oil Up to Compressed Air ry Emulsible Oil 8

41 Interchangeable Heads CONTENTS Page How to order information 40 Series 7000-MC to mm 41-4 Series 7000-ML to mm Series 7000-MM to mm Technical Section 50 Features & Benefits iameter range mm Heads are either fixed or expanding for improved productivity Straight, left, or right hand helical flutes making through or blind holes achievable Cylindrical or composit shanks for improved concentricity 9
42 How to order information A B C KL G A = Series 7400 Fixed head straight flutes 7405 Expanding heads straight flutes 7600 Fixed heads right hand helical flutes 7605 Expanding heads right hand helical flutes 7700 Fixed heads left hand helical flutes 7705 Expanding heads left hand helical flutes B C = Cutting material and coating Code KL KN KC KA KP SV SN SC SA SP = Lead-In (See page 6) = iameter and tolerance escription Hard metal cutting edges Hard metal cutting edges, TiN coated Hard metal cutting edges, TiCN coated Hard metal cutting edges, TiAlN coated Hard metal cutting edges, TiNAlox coated Cermet Cermet, TiN coated Cermet, TiCN coated Cermet, TiAlN coated Cermet, TiNAlox coated 40
43 Series 7000-MC iameter range from to mm L1 1 Mandrel Code without Head & Screw 7000-MC MC MC MC MC MC L1 Locking Screw Fixed Heads Locking Screw Expanding Heads Through Holes Blind Holes Through Holes Blind Holes Number of Teeth VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI All mandrels are provided with radial through tool coolant. 1st note through hole reaming - order adjustment screw to suit through holes 2nd note blind hole reaming - order adjustment screw to suit blind holes. That drilled screw allows central through tool coolant. 41

44 Series 7000-MC iameter range from to mm L1 1 Series 7000-MC - Cyclindrical Shank - Short Series - Radial & Central Through Coolant Mandrel Code without Head & Screw 7000-MC MC MC L1 Locking Screw Fixed Heads Locking Screw Expanding Heads Through Holes Blind Holes Through Holes Blind Holes Number of Teeth VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI All mandrels are provided with radial through tool coolant. 1st note through hole reaming - order adjustment screw to suit through holes 2nd note blind hole reaming - order adjustment screw to suit blind holes. That drilled screw allows central through tool coolant. 42

45 Series 7000-MC iameter range from to mm L1 1 Series 7000-MC - Cyclindrical Shank - Short Series - Radial & Central Through Coolant Mandrel Code without Head & Screw 7000-MC L1 Locking Screw Fixed Heads Through Holes Blind Holes Number of Teeth VI VI All heads are provided with radial through tool coolant 4
46 Series 7000-ML iameter range from to mm L1 1 Series 7000-ML - Cyclindrical Shank - Long Series - Radial & Central Through Coolant Mandrel Code without Head & Screw 7000-ML ML ML ML ML ML L1 Locking Screw Fixed Heads Locking Screw Expanding Heads Through Holes Blind Holes Through Holes Blind Holes Number of Teeth VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI All mandrels are provided with radial through tool coolant. 1st note through hole reaming - order adjustment screw to suit through holes 2nd note blind hole reaming - order adjustment screw to suit blind holes. That drilled screw allows central through tool coolant. 44

47 Series 7000-ML iameter range from to mm L1 1 Series 7000-ML - Cyclindrical Shank - Long Series - Radial & Central Through Coolant Mandrel Code without Head & Screw 7000-ML ML ML L1 Locking Screw Fixed Heads Locking Screw Expanding Heads Through Holes Blind Holes Through Holes Blind Holes Number of Teeth VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI All mandrels are provided with radial through tool coolant. 1st note through hole reaming - order adjustment screw to suit through holes 2nd note blind hole reaming - order adjustment screw to suit blind holes. That drilled screw allows central through tool coolant. 45

48 Series 7000-ML iameter range from to mm L1 1 Series 7000-ML - Cyclindrical Shank - Long Series - Radial & Central Through Coolant Mandrel Code without Head & Screw 7000-ML L1 Locking Screw Fixed Heads Through Holes Blind Holes Number of Teeth VI VI All heads are provided with radial through tool coolant 46
49 Series 7000-MM iameter range from to mm 1 L1 5 Series 7000-MM - Modular Composit Shank - Radial & Central Through Coolant Mandrel Code without Head & Screw 7000-MM MM MM MM MM MM L1 Locking Screw Fixed Heads Locking Screw Expanding Heads Through Holes Blind Holes Through Holes Blind Holes Number of Teeth VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI All mandrels are provided with radial through tool coolant. 1st note through hole reaming - order adjustment screw to suit through holes 2nd note blind hole reaming - order adjustment screw to suit blind holes. That drilled screw allows central through tool coolant. 47

50 Series 7000-MM iameter range from to mm 1 L1 5 Series 7000-MM - Modular Composit Shank - Radial & Central Through Coolant Mandrel Code without Head & Screw 7000-MM MM MM L1 Locking Screw Fixed Heads Locking Screw Expanding Heads Through Holes Blind Holes Through Holes Blind Holes Number of Teeth VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI VI All mandrels are provided with radial through tool coolant. 1st note through hole reaming - order adjustment screw to suit through holes 2nd note blind hole reaming - order adjustment screw to suit blind holes. That drilled screw allows central through tool coolant. 48

51 Series 7000-MM iameter range from to mm 1 L1 Series 7000-MM - Modular Composit Shank - Radial & Central Through Coolant Mandrel Code without Head & Screw 7000-MM L1 Locking Screw Fixed Heads Through Holes Blind Holes Number of Teeth VI VI All heads are provided with radial through tool coolant 49
52 Technical Information Heads Material Mild Steel Low Carbon Steel Structural Steel Hardness Head Stock ø mm Allowance BHN kg N/mm 2 ø mm H.M. Up to 175 Up to 62 Up to 600 Greater than 175 Greater than 62 Greater than Surface Speed m/min H.M. Coated Cerment Lead-In A,G Feed mm/rev Lead-In E, N, M Alloy Steel High Strength Steel Titanium and Alloys Stainless Steel Grey Cast Iron Spheroidal cast iron (Pearlitic) Malleable Cast Iron Spheroidal Cast Iron (Ferritic) Copper and Alloys Brass Up to 288HB Greater than 200HB Up to 14 Up to 50 Up to < 200 HB >200 HB Bronze Bronze Phosphorus Aluminium and Light Alloys Up to 175 Up to 62 Up to 600 Up to 14 Up to 50 Up to

53 CONTENTS Page IN 69871/1 B+A Shank 52-5 JMTBA MAS-40 BT B+BT Shank HSK-A IN 6989/ ERC IN 6499-B 58 Modular System courtesy of Features & Benefits Large range of shanks for different machine types Highly adjustable for improved concentricity All shanks are available with through coolant 51
54 IN 69871/1 B+A Shank [1] 20 n 2 Plugs UNI592 Ring Nut Screw L Item Number ISO Modular Reducer L Standard Equipment Screw Ring Nut Plugs Modular Screw Key Accessories Modular Ring Nut Key 02B TAB2808 TAB2809 M5X5TG Hexagon 10 ATR B TAB908 TAB279 M5X5TG Hexagon 12 ATR B TAB908 TAB279 M5X5TG Hexagon 12 ATR B TAB2808 TAB2809 M5X5TG Hexagon 10 ATR B TAB2795 TAB279 M5X5TG Hexagon 14 ATR B TAB2795 TAB279 M5X5TG Hexagon 14 ATR B TAB2795 TAB279 M5X5TG Hexagon 14 ATR B TAB2808 TAB2809 M5X5TG Hexagon 10 ATR B TAB2808 TAB2809 M5X5TG Hexagon 10 ATR B TAB2795 TAB279 M5X5TG Hexagon 14 ATR B TAB2795 TAB279 M5X5TG Hexagon 14 ATR B TAB2795 TAB279 M5X5TG Hexagon 14 ATR B TAB2795 TAB279 M5X5TG Hexagon 14 ATR8851 [1] Basic shanks can be converted into IN 69871/1A coolant by screwing the two plugs clockwise to the end of their stroke. 52
55 IN 69871/1 B+A Shank Modular with Lateral Clamping [ ² ] and Radial Adjustment [1] n 2 Plugs UNI592 n 2 Wedges+OR Clamping Screw Tang [] Item Number ISO Modular Reducer 20 L Wedges+OR Clamping Screw n 4 Adjusting owels UNI592 Autolocking Standard Equipment Adjusting owels L Plugs Tang [] Clamping Screw Key Accessories Tang Key 02B.40.50L ATR ATR M8x1x10G M5x5TG ATT1410 Hexagon 6 Fixed 18 02B.40.6L ATR ATR M8x1x14G M5x5TG ATT14104 Hexagon 6 Fixed 24 02B.45.50L ATR ATR M8x1x10G M5x5TG ATT1410 Hexagon 6 Fixed 18 02B.45.6L ATR ATR M8x1x14G M5x5TG ATT14104 Hexagon 6 Fixed 24 02B.50.50L ATR ATR M8x1x10G M5x5TG ATT1410 Hexagon 6 Fixed 18 02B.50.6L ATR ATR M8x1x14G M5x5TG ATT14104 Hexagon 6 Fixed 24 02B.50.80L ATR ATR M8x1x20G M5x5TG ATT14104 Hexagon 6 Fixed 24 [1] Basic shanks can be converted into IN 69871/1A coolant by screwing the two plugs clockwise to the end of their stroke. [2] The modular system has lateral clamping which enables efficient quick release of the tools. Light torque exerted on the clamping screw transmits high axial forces which provide stiffness and extreme accuracy to the assembly. [] All adaptors and tools with modular shanks require their respective tang fitted before assembly to the system with lateral clamping. 5
56 JMTBA MAS-40 BT B+BT Shank [1] 20 n 2 Plugs UNI592 Ring Nut Screw L Item Number BT Modular Reducer L Standard Equipment Screw Ring Nut Plugs Modular Screw Key Accessories Modular Ring Nut Key BTB TAB2808 TAB2809 M5X5TG Hexagon 10 ATR8851 BTB TAB908 TAB279 M5X5TG Hexagon 12 ATR8851 BTB TAB2808 TAB2809 M5X5TG Hexagon 10 ATR8851 BTB TAB2795 TAB279 M5X5TG Hexagon 14 ATR8851 BTB TAB2795 TAB279 M5X5TG Hexagon 14 ATR8851 [1] Basic shanks can be converted into MAS-40 BT coolant by screwing the two plugs clockwise to the end of their stroke. 54
57 JMTBA MAS-40 BT B+BT Shank Modular with Lateral Clamping [ ² ] and Radial Adjustment [1] n 2 Plugs UNI592 n 2 Wedge+OR Clamping Screw Tang [] Item Number BT Modular Reducer 20 Max radial adjustment: +/- 0,2mm am Ø L Wedges+OR Clamping Screw n 4 Adjusting owels UNI592 Autolocking Standard Equipment Adjusting owels L Plugs Tang [] Clamping Screw Key Accessories Tang Key BTB.40.50L ATR ATR M8x1x10G M5x5TG ATT1410 Hexagon 6 Fixed 18 BTB.40.6L ATR ATR M8x1x14G M5x5TG ATT14104 Hexagon 6 Fixed 24 BTB.50.50L ATR ATR M8x1x10G M5x5TG ATT1410 Hexagon 6 Fixed 18 BTB.50.6L ATR ATR M8x1x14G M5x5TG ATT14104 Hexagon 6 Fixed 24 BTB.50.80L ATR ATR M8x1x20G M5x5TG ATT14104 Hexagon 6 Fixed 24 [1] Basic shanks can be converted into IN 69871/1A coolant by screwing the two plugs clockwise to the end of their stroke. [2] The modular system has lateral clamping which enables efficient quick release of the tools. Light torque exerted on the clamping screw transmits high axial forces which provide stiffness and extreme accuracy to the assembly. [] All adaptors and tools with modular shanks require their respective tang fitted before assembly to the system with lateral clamping. 55
58 HSK-A IN 6989/1 Shank Kit Clutch for Coolant [] Ring Nut Screw Item Number HSK Modular Reducer L L Standard Equipment Screw Ring Nut Modular Screw Key Modular Ring Nut Key Accessories Key Kit Clutch for Coolant Kit Clutch for Coolant [1] HSK-A TAB2808 TAB2809 Hexagon 10 ATR8851 ATR2856 ATT2728 HSK-A TAB2795 TAB279 Hexagon 14 ATR8851 ATR2856 ATT2728 HSK-A TAB2808 TAB2809 Hexagon 10 ATR8851 ATR2856 ATT2656 HSK-A TAB2795 TAB279 Hexagon 14 ATR8851 ATR2856 ATT2656 HSK-A TAB2795 TAB279 Hexagon 14 ATR8851 ATR2856 ATT2656 [1] Coolant clutch kits are supplied separately on request Adjusting Cylindrical Shank Tang [] ø 50 Clamping Screw n 2 Wedge+OR Standard Equipment Accessories Item Number Wedge+OR Clamping Screw Adjusting owels Tang [] Tang Key Clamping Screw Key CIL ATR ATR M8x1x10G ATT1410 Hexagon 6 Fixed 18 CIL ATR ATR M8x1x10G ATT1410 Hexagon 6 Fixed 18 CIL ATR ATR M8x1x10G ATT1410 Hexagon 6 Fixed 18 56
59 HSK-A IN 6989/1 Shank Modular with Lateral Clamping [1] and Radial Adjustment n 4 Adjusting owels UNI592 Autolocking Kit Clutch for Coolant [] n 2 Wedge+OR Clamping Screw Tang [2] Item Number Max radial adjustment: +/- 0,2mm am Ø HSK Modular Reducer L Wedge+OR Standard Equipment Clamping Screw Adjusting owels L Clamping Screw Key Tang [2] Accessories Key Kit Clutch for Coolant Kit Clutch for Coolant [] HSK-A.6.50L ATR ATR M8x1x10G Hexagon 6 Fixed 18 ATT1410 ATR2856 ATT2728 HSK-A.6.6L ATR ATR M8x1x14G Hexagon 6 HSK-A L ATR ATR M8x1x10G Hexagon 6 HSK-A.100.6L ATR ATR M8x1x14G Hexagon 6 HSK-A L ATR ATR M8x1x20G Hexagon 6 Fixed 24 ATT14104 Fixed 18 ATT1410 Fixed 24 ATT14104 Fixed 24 ATT14104 ATR2856 ATR2856 ATR2856 ATR2856 ATT2728 ATT2656 ATT2656 ATT2656 [1] The modular system has lateral clamping which enables efficient quick release of the tools. Light torque exerted on the clamping screw transmits high axial forces which provide stiffness and extreme accuracy to the assembly. [2] All adaptors and tools with modular shanks require their respective tang fitted before assembly to the system with lateral clamping. [] Coolant clutch kits are supplied separately on request. 57
60 ERC IN 6499-B Collet Chuck Adaptors 0 Ring L rilled Adjusting owel Collect ERC d 1 Item Number rive Key + Screw UNI5921 Modular Shank Collect Reducer d 1 L Ring Nut Standard Equipment Ring Nut rive Key Screw C.H..M Adjusting owel CH..S 0 Ring Ring Nut Key Accessories Adjusting owel Key 0.50R ERC G25S TAB924 M4x8V M12x16GF 10 CH25S Hexagon R ERC G2S TAB924 M4x8V M16x15x18GF 10 CH2S Hexagon 8 0.6R ERC G2S TAB92.1 M6x12V M12x16GF 1400 CH2S Hexagon 6 0.6R ERC G40S TAB92.1 M6x12V M20x2x20GF 1400 CH40S Hexagon R ERC G2S TAB92.2 M6x16V M12x16GF 1400 CH2S Hexagon R ERC G40S TAB92.2 M6x16V M20x2x20GF 1400 CH40S Hexagon 10 Operating Instructions For Lateral Modular Shank Remove the tang from the lateral modular shank by loosening the clamping screw. Assemble the tang to the adaptor spigot which matches the lateral modular shank. Insert the adaptor with its tang into the reducer bore of the lateral modular shank. Lock the adaptor by tightening the clamping screw. Assembly For Radial Adjusting Note: Only adaptors with modular reducer spigot are suitable for radial adjustment. Complete the operations mentioned above then proceed as follows: Lightly tighten the clamping screw so that the tang is still able to move in a radial direction. Correct eccentricity with the 4 adjusting dowels by bringing them into contact with the tang Tighten the clamping screw to lock the tang. Re-check for eccentricity, if required use the 4 adjusting dowels to correct and restore the value. Tighten the clamping screw to lock the adaptor. n 2 Plugs UNI592 n 2 Wedge+OR Clamping Screw n 4 Adjusting owels UNI592 Autolocking L Tang [] 58

61 CONTENTS Page Guidelines for Troubleshooting 67 59


62 1) iameter Measurement The diameter of the reamers and of the cutting rings is measured with a micrometer. We recommend the use of a comparator style micrometer with a least a 2 um resolution to avoid micro chipping of the cutting edges. To allow setting of the reamer, two cutting edges are exactly 180 opposed. These are marked with a coloured dimple (see diagram below). Measurement must be taken from the front of the cutting edges only. The dimple indicates that the tool has been ground with a single lead-in angle (code G), the dimple on the body indicates a double lead-in angle (code A). imple imple iameter iameter 2) Tolerance Expandible reamer are ground to the middle of the tolerance. Fixed reamer are ground at the 2/ of the tolerance. ) Expanding Reamers Adjustment The adjustment must be made to compensate for wear to the cutting edges when the size reaches its lower tolerance. This operation can be repeated several times until the surface finish of the hole deteriorates to an unacceptable level, then the reamer must be reground. 60
63 Series from ø 5,80 to ø 2,10mm 1) Adjustment Procedure Turn the right hand threaded screw slowly clockwise, while checking the diameter setting of the reamer with a micrometer. When the required diameter is achieved, the tool is ready for use. 61
 assembled. Insert the conical ring (item 1). Screw the nut (item 5) and lock in manually: the thread is left handed.")
64 Series A A from ø 17,60 to ø 100,59mm Series from ø 17,60 to ø 100,59mm Series 400 from ø 17,60 to ø 100,59mm ) Assembly Insert the cutting ring (item 2) on the mandrel with the drive pins (item ) assembled. Insert the conical ring (item 1). Screw the nut (item 5) and lock in manually: the thread is left handed. We recommend lubricating the thread and the conical surface of contact between the cutting ring and the conical ring with antifriction Molycote grease. 2) Adjustment Procedure Turn the nut slowly, checking the diameter setting of the cutting ring with a micrometer, ensuring the drive pins are in traction in the opposite direction to the cutting action of the reamer. When the required diameter is achieved, the tool is ready for use. ) isassembly Unscrew the nut. Remove the components from the mandrel. 62

65 Series A A from ø 17,60 to ø 100,59mm Series from ø 17,60 to ø 100,59mm ) Assembly Mount the cutting ring (item 2) onto the mandrel with the drive pins (item ) assembled. Screw the conical ring nut onto the mandrel and lock it manually: the thread is left handed. Lubricate the thread and the conical surface of contact between the cutting ring and the conical ring with antifriction Molycote grease. 2) Adjustment Procedure Turn the conical ring nut slowly using a pin spanner (item 6) supplied with reamers from diameter 17,60 to 40,59 mm, checking the diameter setting of the cutting ring with a micrometer. When the required diameter is achieved unscrew the conical ring until there is a click and the drive pins are in traction in the opposite direction to the cutting action of the reamer. The reamer is ready for use. ) isassembly Unscrew the conical ring nut. Remove the components from the mandrel. 6
 so that the slot on the left side of the dimple is mounted onto the drive pins. Insert the conical ring (item1).")
66 Series 450 from ø 100,60 to ø 200,59mm ) Assembly With the drive pins (item ) assembled, mount the flange (item 5) onto the mandrel (Item 6). Assemble the cutting ring (item 2) so that the slot on the left side of the dimple is mounted onto the drive pins. Insert the conical ring (item1). Screw the ring nut (item 4) onto the mandrel and tighten manually, so that the conical ring makes contact with the cutting ring: the thread is left handed. We recommend lubricating the thread and the conical surface of contact between the cutting ring and the conical ring with antifriction Molycote grease. 2) Adjustment Procedure Turn the ring nut slowly (using a pin spanner) checking the diameter setting of the cutting ring with a micrometer, ensuring the drive pins are in traction, in the opposite direction to the cutting action of reamer. When the required diameter is achieved, the tool is ready for use. ) isassembly Unscrew the ring nut. Remove the components from the mandrel. 64
 so that the slot on the left side of the dimple is mounted onto the drive pins. Insert the conical ring (item1).")
67 Series 455 from ø 100,60 to ø 200,59mm 7 (optional) ) Assembly With the drive pins (item ) assembled, mount the flange (item 5) onto the mandrel (Item 6). Assemble the cutting ring (item 2) so that the slot on the left side of the dimple is mounted onto the drive pins. Insert the conical ring (item1). Screw the ring nut (item 4) onto the mandrel and tighten manually, so that the conical ring makes contact with the cutting ring: the thread is left handed. We recommend lubricating the thread and the conical surface of contact between the cutting ring and the conical ring with antifriction Molycote grease. 2) Adjustment Procedure Turn the ring nut slowly (using a pin spanner) checking the diameter setting of the cutting ring with a micrometer, ensuring the drive pins are in traction, in the opposite direction to the cutting action of reamer. When the required diameter is achieved, the tool is ready for use. ) isassembly Unscrew the ring nut. Remove the components from the mandrel. 65

 Tolerance Expandible reamer are ground to the middle of the tolerance. Fixed reamer are ground at the 2/ of the tolerance.")
68 imple iameter imple iameter 1) iameter Measurement The diameter of the heads is measured with a micrometer. To avoid microchipping of the cutting edges, we would recommed the use of a comparator style micrometer with at least 2 um resolution. The cutting edges are of a asymmetric design with two cutting edges exactly 180 opposed to allow setting. Measurement must be taken from the front of the cutting edges only. 2) Tolerance Expandible reamer are ground to the middle of the tolerance. Fixed reamer are ground at the 2/ of the tolerance. ) Expanding Heads Adjustment When the size reaches its lower tolerance the head can be adjusted to compensate for wear to the cutting edges. This operation can be repeated several times until the surface finish of the hole deteriorates to an unacceptable level. 66
69 Guidelines for Troubleshooting Problem Cause Solution Hole Too Large Hole Too Small a) The reamer is running eccentric to the centre line of the machine spindle b) Excessive misalignment of reamer c) Material build up on cutting edges d) The reamer diameter is too large a) Use the adjusted mandrel b) Rectify misalignment or use the adjusted mandrel c) Replace the coolant or change the cutting speed d) Use smaller reamer or regrind existing one a) The reamer diameter is too small a) Use large reamer b) The reamer diameter is worn b) Expand, regrind or replace the reamer c) The coolant is not suitable c) Replace the coolant d) Stock allowance too small d) Increase the stock allowance Tapered Hole Burr at the Entry of The Hole The Hole is Not Straight e) The cutting speed is too low e) Increase the cutting speed a) Excessive misalignment a) Excessive misalignment a) Concentricity and alignment error between the workpiece and the tool a) Correct misalignment or use the adjusted mandrel a) Correct misalignment or use the adjusted mandrel a) Correct misalignment or use the adjusted mandrel b) Asymmetrical cutting or angled surfaces b) Create a chamfer on the lead-in a) One cutting edge is chipped a) Regrind the reamer b) The lead-in is irregular b) Regrind the reamer Quality of the Work Surface Unsatisfactory The Reamer Creates Excessive Torque Loading c) Back taper on the cutting edges too great c) Regrind the reamer d) Excessive misalignment d) Correct misalignment or use the adjusted mandrel e) Cutting data not correct e) Verify cutting data f) Poor chip evacuation f) Verify coolant volume and pressure or use internal through tool coolant a) Back taper on the cutting edges too small a) Regrind the reamer b) The radially ground land is too wide b) Regrind the reamer c) The coolant is not suitable c) Replace the coolant Our technical department is available to assist in: 1) Establishing optimum cutting data 2) Verifying alignment problems ) Supply of correct regrinding data 67
70 Notes 68
71


72 Other Catalogues Available E E Allied Maxcut Engineering Co. Limited Allied Maxcut Engineering Co. Limited Making a difference Making a difference Criterion Allied Catalogue APX Catalogue Criterion Allied Catalogue Holemaking Catalogue European Headquarters: Allied Maxcut Engineering Co. Limited 9 Vantage Point, Pensnett Estate, Kingswinford, West Midlands, Y6 7FR England Tel: +44 (0) Fax: +44 (0) enquiries@alliedmaxcut.com Website: Global Headquarters: Allied Machine & Engineering Corp. 120 eeds rive - PO Box 6 over, Ohio, USA Tel: Fax: Website: *ALVen14R1*
WARNING. Whatever your need, Allied Machine & Engineering Corp. delivers high performance tooling on the cutting edge.
 Our focus on product excellence, service to the customer, respect for the individual and competitive advantage enables us to deliver outstanding results in a diverse range of manufacturing, production
Our focus on product excellence, service to the customer, respect for the individual and competitive advantage enables us to deliver outstanding results in a diverse range of manufacturing, production
Reaming. MAPAL MonoReam. Systematic versatility NEW
 Reaming MAPAL MonoReam Systematic versatility NEW MAPAL MonoReam With the newly developed multi-bladed reamers in the 600, 700 and 800 series, MAPAL is offering a new, simple, highperformance, standardised
Reaming MAPAL MonoReam Systematic versatility NEW MAPAL MonoReam With the newly developed multi-bladed reamers in the 600, 700 and 800 series, MAPAL is offering a new, simple, highperformance, standardised
and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems
-11/08 High Performance Indexable Insert Systems") and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems Allied Maxcut Engineering Co. Limited AMEC Indexable Drill Range The AMEC range of adjustable indexable carbide drills provides the
and AM-CAT-COREV(GB)-11/08 High Performance Indexable Insert Systems Allied Maxcut Engineering Co. Limited AMEC Indexable Drill Range The AMEC range of adjustable indexable carbide drills provides the
FeatuRes OF GeOMetRy. synchro tapping chuck (er type) advantages. GUIdE LINE TO ICONS
 advantages. GUIdE LINE TO ICONS") FeatuRes OF GeOMetRy synchro tapping chuck (er type) advantages GUIdE LINE TO ICONS Working Material GS s with good machinability Rm
FeatuRes OF GeOMetRy synchro tapping chuck (er type) advantages GUIdE LINE TO ICONS Working Material GS s with good machinability Rm
Tooltech Precision Reamers are designed to meet hole geometry requirements in the complex and demanding machining environment of today s manufacturing
 BLADED REAMERS Tooltech Precision Reamers are designed to meet hole geometry requirements in the complex and demanding machining environment of today s manufacturing industry. The innovative design of
BLADED REAMERS Tooltech Precision Reamers are designed to meet hole geometry requirements in the complex and demanding machining environment of today s manufacturing industry. The innovative design of
Competence Gun Boring. KOYEMANN Floating Tools Power Reamer
 Competence Gun Boring KOYEMANN Floating Tools Power Reamer R The KOYEMANN Floating Principle Reaming has been used for fine machining bores with excellent results from the very start of cutting technology.
Competence Gun Boring KOYEMANN Floating Tools Power Reamer R The KOYEMANN Floating Principle Reaming has been used for fine machining bores with excellent results from the very start of cutting technology.
Making a difference. Structural Steel.
 EN Making a difference Structural Steel www.alliedmaxcut.com Allied Maxcut (AMEC ) is the European Headquarters of Allied Machine & Engineering Corporation USA, a global leader in innovative high performance
EN Making a difference Structural Steel www.alliedmaxcut.com Allied Maxcut (AMEC ) is the European Headquarters of Allied Machine & Engineering Corporation USA, a global leader in innovative high performance
Flexible tool overhang lengths possible by combining the modular extension arbor and shank with insert run-out adjustment mechanism
 Sumi Easy insert replacement Characteristics Achieves efficiency through high speed, high feeding ability!! (v c =50 to 500m/min, f = 0.4 to 1.2mm/rev) Compatibility with a wide range of cutting conditions
Sumi Easy insert replacement Characteristics Achieves efficiency through high speed, high feeding ability!! (v c =50 to 500m/min, f = 0.4 to 1.2mm/rev) Compatibility with a wide range of cutting conditions
BASIC TECHNICAL INFORMATION FOR REAMERS FLUTE STYLES
 BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
BASIC TECHNICAL INFORMATION FOR HANNIBAL CARBIDE would like to inform you of some basic technical knowledge regarding reamers. Following these guidelines will reduce overall set-up time, while increasing
High Precision Violet Series Drills for Counter Boring VA-PDS-CB Exclusive design for counter boring.
 212.12 Update B159B New sizes included High Precision Violet Series Drills for Counter Boring Exclusive design for counter boring. y Innovative cutting edge geometry for high performance counter boring.
212.12 Update B159B New sizes included High Precision Violet Series Drills for Counter Boring Exclusive design for counter boring. y Innovative cutting edge geometry for high performance counter boring.
Lecture 15. Chapter 23 Machining Processes Used to Produce Round Shapes. Turning
 Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
Lecture 15 Chapter 23 Machining Processes Used to Produce Round Shapes Turning Turning part is rotating while it is being machined Typically performed on a lathe Turning produces straight, conical, curved,
TUBE AND SHEET DRILLS
 TUBE AND SHEET DRILLS 03 Tube and sheet drills The flutes of the RUKO high performance tube and sheet drills are BN ground from the solid hardened form. Because BN (cubical boron nitride) is a much harder
TUBE AND SHEET DRILLS 03 Tube and sheet drills The flutes of the RUKO high performance tube and sheet drills are BN ground from the solid hardened form. Because BN (cubical boron nitride) is a much harder
Special Tooling CONTENTS. Insta-Quote TM Page 293. Insta-Quote TM User Guide Page 294
 AMEC s Special Products solutions provide engineers, designers and production managers with the opportunity of creating application specific tooling that can achieve levels of efficiency and performance
AMEC s Special Products solutions provide engineers, designers and production managers with the opportunity of creating application specific tooling that can achieve levels of efficiency and performance
Thread Mills. Solid Carbide Thread Milling Cutters
 Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
Thread Mills Solid Carbide Thread Milling Cutters Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than indexable
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY
 LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
Cutting Tools. Round Tooling TMX-TOOL Fax
 Round Tooling +1-508-653-8897 844-TMX-TOOL Fax +1-508-653-5110 www.tmxtools.com 245 Quick Lookup Round Tooling DRILLS...247 ANNULAR CUTTERS...295 REAMERS...299 COUNTERBORES AND COUNTERSINKS....321 CARBIDE
Round Tooling +1-508-653-8897 844-TMX-TOOL Fax +1-508-653-5110 www.tmxtools.com 245 Quick Lookup Round Tooling DRILLS...247 ANNULAR CUTTERS...295 REAMERS...299 COUNTERBORES AND COUNTERSINKS....321 CARBIDE
QUALITy. Implant machining. Guhring Precision tools for the machining of stainless steel and titanium-alloy implants
 QUALITy that goes under the skin Implant machining Precision tools for the machining of stainless steel and titanium-alloy implants 2012 2 Implant machining ingeniously close to ature Stainless steel and
QUALITy that goes under the skin Implant machining Precision tools for the machining of stainless steel and titanium-alloy implants 2012 2 Implant machining ingeniously close to ature Stainless steel and
In hall 4, stand A42, you can experience Intelligence in Production. The following trade show highlights can be seen at EMO:
 Guhring at EMO 2013 Intelligence in Production with precision tools from Guhring In the spirit of the motto of this year s EMO, from 16th to 21th September in Hanover, Guhring is introducing trendsetting
Guhring at EMO 2013 Intelligence in Production with precision tools from Guhring In the spirit of the motto of this year s EMO, from 16th to 21th September in Hanover, Guhring is introducing trendsetting
Basic tools. Step drills / Cone drills
 Basic tools Step drills / Cone drills HAUPA Step-drills are the ideal tool for sheet-metal working. Typically used in the electrical industry, in the sanitary-/heating-industry, during mechanical engineering,
Basic tools Step drills / Cone drills HAUPA Step-drills are the ideal tool for sheet-metal working. Typically used in the electrical industry, in the sanitary-/heating-industry, during mechanical engineering,
HSS Specialists. Special design high speed steel drills for special machining tasks
 HSS Specialists Special design high speed steel drills for special machining tasks Guhring s HSS Guhring has been a specialist in drilling tools for more than a century. This not only applies to the broad
HSS Specialists Special design high speed steel drills for special machining tasks Guhring s HSS Guhring has been a specialist in drilling tools for more than a century. This not only applies to the broad
APRIL 2009 / NEW-100 / PAGE 1 OF 13
 APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
APRIL 2009 / NEW-100 / PAGE 1 OF 13 The standard UNIDEX line covers reaming applications from 5/16 to 1 1/4 diameter. The single indexable blade and high wear resistant carbide or cermet pads provide a
Drilling Tools. Common problems and solutions for drilling. Problem Cause Solution. Bend,distortion and slippage of machine and workpiece
 Drilling Tools for solid carbide drills C Common problems and solutions for drilling Problem Cause Solution Drill breakage Bend,distortion and slippage of machine and workpiece Increase the rigidity of
Drilling Tools for solid carbide drills C Common problems and solutions for drilling Problem Cause Solution Drill breakage Bend,distortion and slippage of machine and workpiece Increase the rigidity of
Machining Strenx and Hardox. Drilling, countersinking, tapping, turning and milling
 Machining and Drilling, countersinking, tapping, turning and milling and are registered trademarks. These steel grades are manufactured only by SSAB. high strength steel and wear plate are steel grades
Machining and Drilling, countersinking, tapping, turning and milling and are registered trademarks. These steel grades are manufactured only by SSAB. high strength steel and wear plate are steel grades
CARBIDE END MILLS SPECIFICATIONS
 SPECIFICATIONS COATING GUIDE Material Hardness TiN TiCN TiALN Austentic Stainless Steel < 35 HRc * X Martinistic Stainless Steel < 35 HRc * X Martinistic Stainless Steel >= 35 HRc X PH Stainless Steel
SPECIFICATIONS COATING GUIDE Material Hardness TiN TiCN TiALN Austentic Stainless Steel < 35 HRc * X Martinistic Stainless Steel < 35 HRc * X Martinistic Stainless Steel >= 35 HRc X PH Stainless Steel
-treme thread cutting. Tiny Tools. New Products. Metric
 TM -treme thread cutting Tiny Tools New Products Metric 2014-2015 Tiny Tools Broaching Tools for Hexagon Keys - HK The HK broaching system have been developed to machine internal keyways inside blind or
TM -treme thread cutting Tiny Tools New Products Metric 2014-2015 Tiny Tools Broaching Tools for Hexagon Keys - HK The HK broaching system have been developed to machine internal keyways inside blind or
Indexable Center Drill
 i-center indexable center drill (patent pending) First Indexable center drill in the world. Shortens set up time and center drilling time. Increases tool life which reduces tooling cost. Special forms
i-center indexable center drill (patent pending) First Indexable center drill in the world. Shortens set up time and center drilling time. Increases tool life which reduces tooling cost. Special forms
 +1-508-653-8897 800-992-4766 www.toolmex.com Dear Valued Customers, The TMX Team have broadened our line of round cutting tools and holders to ensure that you have the productivity tools that you need
+1-508-653-8897 800-992-4766 www.toolmex.com Dear Valued Customers, The TMX Team have broadened our line of round cutting tools and holders to ensure that you have the productivity tools that you need
Features. Special forms are possible
 Center Drill >> The is a trademark of Nine9, the developer of the first indexable center drill in the world.(patented) Offering an indexable insert system for the 1st time, Nine9 s design improves your
Center Drill >> The is a trademark of Nine9, the developer of the first indexable center drill in the world.(patented) Offering an indexable insert system for the 1st time, Nine9 s design improves your
T360. Holders and Inserts - T-Cap. Features T333. Holders T335. Inserts T336. Clamping units T337. Sleeves for clamping units T338.
 T358 T329 Holders and Inserts - T-Cap Features Holders Inserts Clamping units Sleeves for clamping units T-CAP Kits T333 T335 T336 T337 T338 T339 User Guide Comparison test results Surface finish Tool
T358 T329 Holders and Inserts - T-Cap Features Holders Inserts Clamping units Sleeves for clamping units T-CAP Kits T333 T335 T336 T337 T338 T339 User Guide Comparison test results Surface finish Tool
Reaming Technical Guide INCH
 Reaming Technical Guide INCH The Anatomy of a Reamer Use this diagram when describing features of a Solid Carbide Reamer. Diameter (D1) Shank Diameter (D) Tip Length (L1) Shank Length (LS) Max Reaming
Reaming Technical Guide INCH The Anatomy of a Reamer Use this diagram when describing features of a Solid Carbide Reamer. Diameter (D1) Shank Diameter (D) Tip Length (L1) Shank Length (LS) Max Reaming
TAW Drill. Indexable insert drill, yet always stable drilling. Stable drilling with indexable drill B060A. MIRACLE Coated VP15TF
 B060A Stable drilling with indexable drill Indexable insert drill, yet always stable drilling Grade for high rigidity and longer tool life MIRACLE Coated MIRACLE coating displays high welding resistance
B060A Stable drilling with indexable drill Indexable insert drill, yet always stable drilling Grade for high rigidity and longer tool life MIRACLE Coated MIRACLE coating displays high welding resistance
Special reamers. Figure N 1 Reamer with descending cutting edges in carbide (Cerin)
") Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
Special reamers There is a wide category of special reamers, ie non-standard, that are suitable to address particular problems encountered in the finishing holes, both for maintenance of individual pieces
Plus Our NEW Quick Delivery Step Drill Program
 LE ADING SOLUTIONS FOR CHAMFERED / THRE ADED HOLES Plus Our Quick Delivery Step Drill Program CHAMFERED / THREADED HOLE SOLUTIONS From standard stocked tools to our Quick Delivery Program a full range
LE ADING SOLUTIONS FOR CHAMFERED / THRE ADED HOLES Plus Our Quick Delivery Step Drill Program CHAMFERED / THREADED HOLE SOLUTIONS From standard stocked tools to our Quick Delivery Program a full range
Multi-Drill Type SMD. Sumitomo Multi-Drills with Replaceable and Regrindable Heads. Programme Expansion:
 TOOLING NEWS E-99 P M K N S H Sumitomo Multi-Drills with Replaceable and Regrindable Heads Multi-Drill Type SMD Prograe Expansion: Large Hole MTL Type - High Drilling Accuracy Drill Diameter up to Ø 4,5
TOOLING NEWS E-99 P M K N S H Sumitomo Multi-Drills with Replaceable and Regrindable Heads Multi-Drill Type SMD Prograe Expansion: Large Hole MTL Type - High Drilling Accuracy Drill Diameter up to Ø 4,5
Machining. Drilling Countersinking Tapping Turning Milling
 Machining Drilling Countersinking Tapping Turning Milling hardox and weldox are registered trademarks.these steel grades are manufactured only by SSAB Oxelösund AB. hardox wear plate and weldox extra-high
Machining Drilling Countersinking Tapping Turning Milling hardox and weldox are registered trademarks.these steel grades are manufactured only by SSAB Oxelösund AB. hardox wear plate and weldox extra-high
End Mills 4. Cutting Tools 1 (Cont d) End-mills (Cont d)
 End-mills (Cont d)") Outline Review of Milling Cutting Tools Milling Milling Operations Workpiece Materials Tool Selection Machining Tips Toolholders Fixtures Cutting Tools HSS tools Coated (TiN, Al O 3, TiAlN,...) versions
Outline Review of Milling Cutting Tools Milling Milling Operations Workpiece Materials Tool Selection Machining Tips Toolholders Fixtures Cutting Tools HSS tools Coated (TiN, Al O 3, TiAlN,...) versions
Solid Round Tools. Solid Carbide Drills Reamers End Mills Thread Mills HSS Taps. Versatile Optimized Customized
 Solid Round Tools Solid Carbide Drills Reamers End Mills Thread Mills HSS Taps V O C Versatile Optimized Customized Content Introducing Solid Round Tools Product portfolio How to find the right product
Solid Round Tools Solid Carbide Drills Reamers End Mills Thread Mills HSS Taps V O C Versatile Optimized Customized Content Introducing Solid Round Tools Product portfolio How to find the right product
Drill for Wheel Hubs. Solid Carbide Drill MHE
 . Update B3G Expanded New Grade Solid Carbide Drill Uniue design provides superior hole accuracy for shallow hole drilling. Effective drilling of hub bolt holes can be achieved. Additional new grade DP30
. Update B3G Expanded New Grade Solid Carbide Drill Uniue design provides superior hole accuracy for shallow hole drilling. Effective drilling of hub bolt holes can be achieved. Additional new grade DP30
METRIC THREAD MILLS SINGLE PROFILE (SPTM) - SOLID CARBIDE. Scientific Cutting Tools, Inc. Q A C OAL 60º THREAD MILLS METRIC
 - SOLID CARBIDE. Scientific Cutting Tools, Inc. Q A C OAL 60º THREAD MILLS METRIC") METRIC SINGLE PROFILE (SPTM) - SOLID CARBIDE METRIC Q A B 60º C S With just 19 varieties of Thread Mills, fine and coarse threads ranging from M1.2 to M30+ can be milled SPECIALTY PORT - CAVITY INDEXABLE
METRIC SINGLE PROFILE (SPTM) - SOLID CARBIDE METRIC Q A B 60º C S With just 19 varieties of Thread Mills, fine and coarse threads ranging from M1.2 to M30+ can be milled SPECIALTY PORT - CAVITY INDEXABLE
MIROKU MACHINE TOOL, INC.
 MIROKU MACHINE TOOL, INC. MIROKU GUNDRILL MIROKU STOCK GUNDRILL LIST World famous Miroku can be delivered immediately. Custom-sized Drills are available within one month after order. Sufficient tool inventory
MIROKU MACHINE TOOL, INC. MIROKU GUNDRILL MIROKU STOCK GUNDRILL LIST World famous Miroku can be delivered immediately. Custom-sized Drills are available within one month after order. Sufficient tool inventory
HYDRAULIC ZERO-REACH ARBORS. Zero-reach arbors with hydraulic chuck and matching POKOLM accessories
 HYDRAULIC ZERO-REACH ARBORS Zero-reach arbors with hydraulic chuck and matching POKOLM accessories HYDRAULIC ZERO-REACH ARBORS ARBOR AND ADAPTER SYSTEMS HYDRAULIC ARBORS AND ADAPTERS: OUTSTANDING TOOL
HYDRAULIC ZERO-REACH ARBORS Zero-reach arbors with hydraulic chuck and matching POKOLM accessories HYDRAULIC ZERO-REACH ARBORS ARBOR AND ADAPTER SYSTEMS HYDRAULIC ARBORS AND ADAPTERS: OUTSTANDING TOOL
Think efficiency, Think HSS MILLING
 Think efficiency, Think HSS MILLING SUMMARY MILLING TOOLS 2 Zoom on a milling cutter 3 Which HSS for maximum efficiency? 4 Coatings for the best performance 5 Vocabulary 6 Choose the right design 7 Select
Think efficiency, Think HSS MILLING SUMMARY MILLING TOOLS 2 Zoom on a milling cutter 3 Which HSS for maximum efficiency? 4 Coatings for the best performance 5 Vocabulary 6 Choose the right design 7 Select
3 Flute Solid Carbide Coolant Fed Drills. Specialty Tools,Inc
 Fall 2010 Super High Performance > 3 Flute Solid Carbide Coolant Fed Drills designed for Aluminum, Cast Irons & Titanium Cutting Tool Specialist Specialty Tools,Inc 3150 Colley Rd. Beloit, WI 53511 Ph:
Fall 2010 Super High Performance > 3 Flute Solid Carbide Coolant Fed Drills designed for Aluminum, Cast Irons & Titanium Cutting Tool Specialist Specialty Tools,Inc 3150 Colley Rd. Beloit, WI 53511 Ph:
BSF. Large Ratio Automatic Back Counterboring & Spotfacing Tool
 BSF Large Ratio Automatic Back Counterboring & Spotfacing Tool Counterbores up to 2.3xd Replaceable carbide coated blades for extended life Very simple to use Suitable for CNC machines with through coolant
BSF Large Ratio Automatic Back Counterboring & Spotfacing Tool Counterbores up to 2.3xd Replaceable carbide coated blades for extended life Very simple to use Suitable for CNC machines with through coolant
Internal Grooving Application Added for ISCAR s Indexable Multifunction Tools
 JANUARY Page 1 / 7 Internal Grooving Application Added for ISCAR s Indexable Multifunction Tools JANUARY Page 2 / 7 Highlights ISCAR is introducing new tools which can carry the current multifunction XCMT-MF
JANUARY Page 1 / 7 Internal Grooving Application Added for ISCAR s Indexable Multifunction Tools JANUARY Page 2 / 7 Highlights ISCAR is introducing new tools which can carry the current multifunction XCMT-MF
Solid Carbide Thread Milling Cutters
 Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
Solid Carbide Thread Milling Cutters Second Edition Thread milling cutters by Features and Benefits: Sub-micro grain carbide substrate Longer tool life with tighter tolerances More cost-effective than
Various other types of drilling machines are available for specialized jobs. These may be portable, bench type, multiple spindle, gang, multiple
 Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
Drilling The process of making holes is known as drilling and generally drilling machines are used to produce the holes. Drilling is an extensively used process by which blind or though holes are originated
NPA. Expansion of the HM390 Triangular Inserts Line with Tools Carrying 5 mm Edged Inserts. New Product Announcement. Page 1 / 9
 NPA Expansion of the HM390 Triangular Inserts Line with Tools Carrying 5 mm Edged Inserts Page 1 / 9 Page 2 / 9 Highlights Tools carrying triangular inserts with 5 mm helical cutting edges Effective and
NPA Expansion of the HM390 Triangular Inserts Line with Tools Carrying 5 mm Edged Inserts Page 1 / 9 Page 2 / 9 Highlights Tools carrying triangular inserts with 5 mm helical cutting edges Effective and
UPDATED. PCD & CBN Tangential Milling. Features:
 Diameters Metric: 5.0 mm 50 mm Inch:.0 0.0 Bodies Cylindrical Shell Type Integral on request UPDATED PCD & CBN Tangential Milling TEDIFEED is the newest line of mill with tangential inserts available with
Diameters Metric: 5.0 mm 50 mm Inch:.0 0.0 Bodies Cylindrical Shell Type Integral on request UPDATED PCD & CBN Tangential Milling TEDIFEED is the newest line of mill with tangential inserts available with
Lower Spindle Power Consumptionn
 ower Spindle Power Consumptionn > Five cutters for drilling Ø13~Ø50 mm. > One insert for all kind of materials. > The drilling is done by helical interpolation. (circular ramping milling) Nine9 NC Helix
ower Spindle Power Consumptionn > Five cutters for drilling Ø13~Ø50 mm. > One insert for all kind of materials. > The drilling is done by helical interpolation. (circular ramping milling) Nine9 NC Helix
Listed below are some of our most common drill designs used in many various aerospace applications:
 www.lomas.co.uk Tools can be manufactured in 3 material choices for use on composites: Solid Tungsten Carbide Tooling CVD Diamond Coated Solid Tungsten Carbide Polycrystalline Diamond (PCD) LOMAS design
www.lomas.co.uk Tools can be manufactured in 3 material choices for use on composites: Solid Tungsten Carbide Tooling CVD Diamond Coated Solid Tungsten Carbide Polycrystalline Diamond (PCD) LOMAS design
Drilling. Boring. Reaming. Burnishing. Threading ACCUTHREAD T3. Solid Carbide Thread Mills. Specials
 Drilling Boring Reaming Burnishing Threading ACCUTHREAD T3 Solid Carbide Thread Mills Specials North America Europe Asia Allied Machine Allied Machine Allied Machine Europe Wohlhaupter India 120 Deeds
Drilling Boring Reaming Burnishing Threading ACCUTHREAD T3 Solid Carbide Thread Mills Specials North America Europe Asia Allied Machine Allied Machine Allied Machine Europe Wohlhaupter India 120 Deeds
UN THREAD MILLS SINGLE PROFILE (SPTM) - SOLID CARBIDE. Scientific Cutting Tools, Inc. OAL 60º THREAD MILLS
 - SOLID CARBIDE. Scientific Cutting Tools, Inc. OAL 60º THREAD MILLS") UN SINGLE PROFILE (SPTM) - SOLID CARBIDE UN Q A B 60º C S Fine and coarse threads ranging from #00 to 1¼ + can be milled using the 19 varieties of these single profile thread mills. SPECIALTY PORT - CAVITY
UN SINGLE PROFILE (SPTM) - SOLID CARBIDE UN Q A B 60º C S Fine and coarse threads ranging from #00 to 1¼ + can be milled using the 19 varieties of these single profile thread mills. SPECIALTY PORT - CAVITY
POWER PRICE UNI. powerful UNF METAL. UNCPower UNIVERSAL TAPS. power ful. powerful TOP GEOMETRIES UNF PERFECT CHOICE VER UNIVERSAL TAPS SAL UNIVERSAL
 MADE BY UNIVERSALtaps TOP QUALITY FROM GERMANY at a Power Price TOP GEOMETRIES FORM EUNIVERSAL UNIVERSAL TAPS powerful perfect UNF longideal flutes choice tool life PROCESS RELIABLE PERFECT Form universal
MADE BY UNIVERSALtaps TOP QUALITY FROM GERMANY at a Power Price TOP GEOMETRIES FORM EUNIVERSAL UNIVERSAL TAPS powerful perfect UNF longideal flutes choice tool life PROCESS RELIABLE PERFECT Form universal
TRAINING MANUAL. Part INTRODUCTION TO TWIST DRILLS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
2. Special tools. swiss made
 2. Special tools 13 14 2. Special tools SPECIAL 701S tools page 17 Turning tool with profiled insert page 30 Special T-slot cutters and end mills page 25 Offset whirl thread cutters page 31 Step drills
2. Special tools 13 14 2. Special tools SPECIAL 701S tools page 17 Turning tool with profiled insert page 30 Special T-slot cutters and end mills page 25 Offset whirl thread cutters page 31 Step drills
Reaming. contents. Shefcut PRECISION REAMING & BORING SOLUTIONS 2 THE SHEFCUT DESIGN CONCEPT 6 PRECISION REAMING AND BORING SOLUTIONS
 Reaming contents 2 THE SHEFCUT DESIGN CONCEPT 6 PRECISION REAMING AND BORING SOLUTIONS 8 TOOL DESIGNS AND APPLICATIONS 22 SHEFCUT WORLD REAMER SERIES 24 BLADE OPTIONS AND CUTTING LEAD GEOMETRIES 30 TOOL
Reaming contents 2 THE SHEFCUT DESIGN CONCEPT 6 PRECISION REAMING AND BORING SOLUTIONS 8 TOOL DESIGNS AND APPLICATIONS 22 SHEFCUT WORLD REAMER SERIES 24 BLADE OPTIONS AND CUTTING LEAD GEOMETRIES 30 TOOL
Technical T-A & GEN2 T-A GEN3SYS APX. Revolution & Core Drill. ASC 320 Solid Carbide. AccuPort 432. Page CONTENTS. Set-up Instructions 256
 Technical ASC 0 Solid Carbide CONTENTS Page Set-up Instructions 6 AccuPort 4 Recommended Speeds & Feeds 60 Guaranteed Application Request Form 99 +44 (0)84 400 900 +44 (0)84 400 0 enquiries@alliedmaxcut.com
Technical ASC 0 Solid Carbide CONTENTS Page Set-up Instructions 6 AccuPort 4 Recommended Speeds & Feeds 60 Guaranteed Application Request Form 99 +44 (0)84 400 900 +44 (0)84 400 0 enquiries@alliedmaxcut.com
INDEXABLE BORING BAR AND INSERTS FLAT TOP, CHIP CONTROL, CBN, AND PCD
 INDEXABLE BORING BAR AND S FLAT TOP, CHIP CONTROL,, AND 80 Diamond.156 IC R.156.040 80 DIAMOND FLAT TOP 80 DIAMOND CHIP CONTROL AT6+ 0.003 ACD5031 ACD5031E AT6+ 0.007 ACD5071 ACD5071E AT6+ 0.015 ACD5151
INDEXABLE BORING BAR AND S FLAT TOP, CHIP CONTROL,, AND 80 Diamond.156 IC R.156.040 80 DIAMOND FLAT TOP 80 DIAMOND CHIP CONTROL AT6+ 0.003 ACD5031 ACD5031E AT6+ 0.007 ACD5071 ACD5071E AT6+ 0.015 ACD5151
Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations, Boring, Reaming, Tapping)
") 1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
1 Manufacturing Processes (2), IE-352 Ahmed M El-Sherbeeny, PhD Spring 2017 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Hole Making Part A (Lathe Operations,
HSS Circular Saw Blades. mechelec
 HSS Circular Saw Blades mechelec About us MECHELEC manufactures the largest range of HSS Saws and Knives designed for long-period cutting for diverse applications in various industries. From the very beginning,
HSS Circular Saw Blades mechelec About us MECHELEC manufactures the largest range of HSS Saws and Knives designed for long-period cutting for diverse applications in various industries. From the very beginning,
New Item & New Concept Tools Aqua EX Flat Drill
 New Item & New Concept Tools Aqua EX Flat Drill Completely Flat Point Angle! (Point Angle 180 ) Multi-Function Drill Covering Wide Application Range Aqua EX Flat Drill Sharpness & Rigidity at the Same
New Item & New Concept Tools Aqua EX Flat Drill Completely Flat Point Angle! (Point Angle 180 ) Multi-Function Drill Covering Wide Application Range Aqua EX Flat Drill Sharpness & Rigidity at the Same
MELIN TOOL COUNTERSINKS
 MELIN TOOL COUNTERSINKS TABLE OF CONTENTS GENERAL PURPOSE Zero Flute, Single Edge - HSS Zero Flute, Single Edge - Cobalt HSS Single Flute - HSS Single Flute - Cobalt HSS (M42) Single Flute, TiN Coated
MELIN TOOL COUNTERSINKS TABLE OF CONTENTS GENERAL PURPOSE Zero Flute, Single Edge - HSS Zero Flute, Single Edge - Cobalt HSS Single Flute - HSS Single Flute - Cobalt HSS (M42) Single Flute, TiN Coated
RATIO. 60 % longer tool life. Ratio high-performance roughing cutter with flat knuckle-type teeth
 INNOVATIONS 2017/2018 Ratio high-performance roughing cutter with flat knuckle-type teeth 60 % longer tool life The optimised roughing geometry with asymmetrical knuckles reduces the cutting pressure in
INNOVATIONS 2017/2018 Ratio high-performance roughing cutter with flat knuckle-type teeth 60 % longer tool life The optimised roughing geometry with asymmetrical knuckles reduces the cutting pressure in
SYMBOL INDEX HSS V3. Special heat treatment. HSS-Co 8% CARBIDE. Powder Steel High performance ASP 23 BI/CV. GOLD Gold finish HARD LUBE
 526 Technical Information GENERAL ICONS DIN DIN Norm TOL Tolerance Standard quality Professional quality Extra porfessional quality Supreme quality MATERIALS High speed steel M2 quality G High speed steel
526 Technical Information GENERAL ICONS DIN DIN Norm TOL Tolerance Standard quality Professional quality Extra porfessional quality Supreme quality MATERIALS High speed steel M2 quality G High speed steel
TAP & DIE PRICE LIST INDEX
 TAP & DIE PRICE LIST INDEX ANPT Die Page 4 BA Die Page 4 BA Tap Page 17 BSF Tap Page 19 BSB Die Page 4 BSB Tap Page 17 BSCY Tap Page 17 BSF Die Page 3 BSP Die Page 4 BSP Tap Page 18 BSPT Die Page 4 BSPT
TAP & DIE PRICE LIST INDEX ANPT Die Page 4 BA Die Page 4 BA Tap Page 17 BSF Tap Page 19 BSB Die Page 4 BSB Tap Page 17 BSCY Tap Page 17 BSF Die Page 3 BSP Die Page 4 BSP Tap Page 18 BSPT Die Page 4 BSPT
Keeping the Customer First. Tungaloy Report TE1008-E5. Multi-functional endmill EVX. with centre cutting edge for plunge milling
 Keeping the Customer First Tungaloy Report TE1008-E5 Multi-functional endmill EVX with centre cutting edge for plunge milling with centre cutting edge for plunge milling Features Modern machining processes
Keeping the Customer First Tungaloy Report TE1008-E5 Multi-functional endmill EVX with centre cutting edge for plunge milling with centre cutting edge for plunge milling Features Modern machining processes
FMA 2000 / 5 FMA 63 / 5 FM 1000 / FM 25 / Copy Milling Program Tool Contents. Milling Cutters Identification System Arbor
 Copy Milling Program Tool Contents FM Style 1 Toroid Cylindrical End Milling Cutter 42/43 FM Style 2 Toroid Taper End Milling Cutter 42/43 FMA Arbor Style Milling Cutter 42/43 Insert ata 44/45 Cutting
Copy Milling Program Tool Contents FM Style 1 Toroid Cylindrical End Milling Cutter 42/43 FM Style 2 Toroid Taper End Milling Cutter 42/43 FMA Arbor Style Milling Cutter 42/43 Insert ata 44/45 Cutting
KYOCERA UNIMERCO. PCD tools. UM DANDIA TM tooling solutions for the automotive industry
 KYOCERA UNIMERCO PCD tools UM DANDIA TM tooling solutions for the automotive industry KYOCERA UNIMERCO your innovative partner KYOCERA UNIMERCO is specialised in the manufacture of high performance PCD
KYOCERA UNIMERCO PCD tools UM DANDIA TM tooling solutions for the automotive industry KYOCERA UNIMERCO your innovative partner KYOCERA UNIMERCO is specialised in the manufacture of high performance PCD
THREAD MILLING. A Quick Reference Pocket Guide. Overall Length. Length of Cut. Cutter Diameter.
 THREAD MILLING A Quick Reference Pocket Guide Overall Length Length of Cut Shank Diameter Cutter Diameter www.alliedmachine.com Whatever type of holemaking you do, Allied is here help. Whether you re a
THREAD MILLING A Quick Reference Pocket Guide Overall Length Length of Cut Shank Diameter Cutter Diameter www.alliedmachine.com Whatever type of holemaking you do, Allied is here help. Whether you re a
Optimized flute design Better chip evacuation. Carbide substrate Higher heat resistance, higher speed.
 Thread Mills Available for the first time, our solid thread mills are designed to be the highest quality thread milling solution. WIDIA-GTD Cut up to 63 HRC. Improved overall thread quality. Optimized
Thread Mills Available for the first time, our solid thread mills are designed to be the highest quality thread milling solution. WIDIA-GTD Cut up to 63 HRC. Improved overall thread quality. Optimized
Copy Milling Program Tools
 Millstar face mills are equally useful on newer high velocity machines and older slower equipment and will optimize milling performance of all your machine tools. The hardened tool bodies can be run at
Millstar face mills are equally useful on newer high velocity machines and older slower equipment and will optimize milling performance of all your machine tools. The hardened tool bodies can be run at
CrazyDrill TM Pilot. The drill for high precision centering
 CrazyDrill TM Pilot The drill for high precision centering 2 The ideal preparation for the drilling of deep holes Properties With conventional centering there is a considerable risk of breaking the cutting
CrazyDrill TM Pilot The drill for high precision centering 2 The ideal preparation for the drilling of deep holes Properties With conventional centering there is a considerable risk of breaking the cutting
4/5/6RFH 4/5/6RFH NEW. High Efficiency Roughing End Mill for Difficult-to-Cut Material
 For Difficult-to-Cut Material High Efficiency Roughing End Mill 4/5/6RFH High Efficiency Roughing End Mill for Difficult-to-Cut Material 4/5/6RFH NEW High Efficiency Machining of Difficult-to-Cut Material
For Difficult-to-Cut Material High Efficiency Roughing End Mill 4/5/6RFH High Efficiency Roughing End Mill for Difficult-to-Cut Material 4/5/6RFH NEW High Efficiency Machining of Difficult-to-Cut Material
NO NEED TO CHOOSE NINE9 DOES IT ALL!
 NO NEED TO CHOOSE NINE9 DOES IT ALL! Cat. No. 11.a NC Spot Drills Corner Rounding Cutters & Engraving Tools Various applications of NC Spot Drill We Focus: Higher efficiency Position accuracy Long tool
NO NEED TO CHOOSE NINE9 DOES IT ALL! Cat. No. 11.a NC Spot Drills Corner Rounding Cutters & Engraving Tools Various applications of NC Spot Drill We Focus: Higher efficiency Position accuracy Long tool
STUB ACME - INTERNAL AND EXTERNAL
 STUB ACME - INTERNAL AND EXTERNAL SOLID CARBIDE SINGLE PROFILE ACME Q A 29º B C S Solid carbide for maximum tool rigidity coating for increased performance Single start threads only SPECIALTY PORT - CAVITY
STUB ACME - INTERNAL AND EXTERNAL SOLID CARBIDE SINGLE PROFILE ACME Q A 29º B C S Solid carbide for maximum tool rigidity coating for increased performance Single start threads only SPECIALTY PORT - CAVITY
Emuge Chip-Breaking Tapping Technology. Only one Tool, for Horizontal and Vertical Apps! NEW Sizes + Coolant-Fed Taps!
 TM Emuge Chip-Breaking Tapping Technology. Only one Tool, for Horizontal and Vertical Apps! NEW Sizes + Coolant-Fed Taps! Emuge Chip-Breaking Technology TM Emuge s new Rekord DZBF Series Taps featuring
TM Emuge Chip-Breaking Tapping Technology. Only one Tool, for Horizontal and Vertical Apps! NEW Sizes + Coolant-Fed Taps! Emuge Chip-Breaking Technology TM Emuge s new Rekord DZBF Series Taps featuring
FMA 2000 / 5 FMA 63 / 5 FM 1000 / FM 25 / Copy Milling Program Tool Contents. Milling Cutters Identification System Arbor
 Copy Milling Program Tool Contents FM Style 1 Toroid Cylindrical End Milling Cutter 38/39 FM Style 2 Toroid Taper End Milling Cutter 38/39 FMA Arbor Style Milling Cutter 38/39 Insert ata 40/41 Cutting
Copy Milling Program Tool Contents FM Style 1 Toroid Cylindrical End Milling Cutter 38/39 FM Style 2 Toroid Taper End Milling Cutter 38/39 FMA Arbor Style Milling Cutter 38/39 Insert ata 40/41 Cutting
New Leader of Carbide & Diamond Tools
 New Leader of Carbide & Diamond Tools www.jdtools.co.kr Special tools are strength! Dear Customers, We have been very much grateful of our all customers who love JD TOOLS. We, JD TOOLS is the leading supplier
New Leader of Carbide & Diamond Tools www.jdtools.co.kr Special tools are strength! Dear Customers, We have been very much grateful of our all customers who love JD TOOLS. We, JD TOOLS is the leading supplier
SANDVIK 14AP FREE-CUTTING WIRE WIRE
 SANDVIK 14AP FREE-CUTTING WIRE WIRE DATASHEET Sandvik 14AP is a hardenable free-cutting carbon steel characterized by excellent machinability and good wear resistance and hardness after hardening. CHEMICAL
SANDVIK 14AP FREE-CUTTING WIRE WIRE DATASHEET Sandvik 14AP is a hardenable free-cutting carbon steel characterized by excellent machinability and good wear resistance and hardness after hardening. CHEMICAL
Deep Drilling Tools OUTILTEC Single Flute Gundrill
 ENGISH GUNRI - Outiltec 17/12/02 2:00 PM Page 1 eep rilling Tools OUTITEC Single Flute Gundrill Outilec Gundrill Outiltec's gundrill consists of a single piece carbide head, a streamlined shank and a driver
ENGISH GUNRI - Outiltec 17/12/02 2:00 PM Page 1 eep rilling Tools OUTITEC Single Flute Gundrill Outilec Gundrill Outiltec's gundrill consists of a single piece carbide head, a streamlined shank and a driver
Features. High Positive Rake Angle. Multi-Side Grinding. High Speed, High Feed Rate. Economical
 Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Engraving This is a revolutionary new concept of engraving tools with indexable carbide inserts. They offer you the ability to produce HIGH QUAITY ENGRAVING in most materials. The latest coated carbide
Allied Maxcut. Engineering Co. Limited. Making a difference. Criterion Allied Catalogue.
 EN Allied Maxcut Engineering Co. Limited Making a difference Criterion Allied Catalogue www.alliedmaxcut.com Allied Maxcut (AMEC ) is the European Headquarters of Allied Machine & Engineering Corporation
EN Allied Maxcut Engineering Co. Limited Making a difference Criterion Allied Catalogue www.alliedmaxcut.com Allied Maxcut (AMEC ) is the European Headquarters of Allied Machine & Engineering Corporation
High Performance HSSE Color Ring Tap Speeds
 Torque Cut High Performance HSSE Color Ring Taps RedLine Torque Cut High Performance Taps give you greater performance when tapping Steel Alloys, Stainless Steels, Titanium and a variety of other Steels
Torque Cut High Performance HSSE Color Ring Taps RedLine Torque Cut High Performance Taps give you greater performance when tapping Steel Alloys, Stainless Steels, Titanium and a variety of other Steels
The new generation end mill series. Ideal for efficient and economical machining of general milling applications.
 New vibration control solid carbide end mill series SHV, MHV TAR vibration control end mill series The new generation end mill series. Ideal for efficient and economical machining of general milling applications.
New vibration control solid carbide end mill series SHV, MHV TAR vibration control end mill series The new generation end mill series. Ideal for efficient and economical machining of general milling applications.
High Performance Variable Helix Fractional and Metric
 High Performance Variable Helix Fractional and Metric ctured in the U. ufa S. an Di st be A. M rib uted A ro u n d t h e ISO 9001:2015 CERTIFIED Gl o Chatter Free Parts Faster Feed Rates Longer Tool Life
High Performance Variable Helix Fractional and Metric ctured in the U. ufa S. an Di st be A. M rib uted A ro u n d t h e ISO 9001:2015 CERTIFIED Gl o Chatter Free Parts Faster Feed Rates Longer Tool Life
DRA DRA. MagicDrill. High Efficiency Modular Drill. Excellent hole accuracy with a low cutting force design. High Efficiency Modular Drill
 High Efficiency Modular Drill High Efficiency Modular Drill MagicDrill DRA Excellent hole accuracy with a low cutting force design Optimal web thickness limits deflection Fine chip breaking and smooth
High Efficiency Modular Drill High Efficiency Modular Drill MagicDrill DRA Excellent hole accuracy with a low cutting force design Optimal web thickness limits deflection Fine chip breaking and smooth
Application and Technical Information Thread Milling System (TMS) Minimum Bore Diameters for Thread Milling
 Minimum Bore Diameters for Thread Milling") Inserts Application and Technical Information Minimum Bore iameters for Thread Milling UN-ISO-BSW tpi 48 3 4 0 16 1 10 8 7 6 5 4.5 4 Technical ata Accessories Vintage Cutters Widia Cutters Thread Milling
Inserts Application and Technical Information Minimum Bore iameters for Thread Milling UN-ISO-BSW tpi 48 3 4 0 16 1 10 8 7 6 5 4.5 4 Technical ata Accessories Vintage Cutters Widia Cutters Thread Milling
Reaming. Tool Systems
 Milling Thread Milling Trapezoid thread ACME thread Knuckle thread TC 50 / TC 80 18-79 1 Face Finish Milling 80-85 2 Notch Impact Test 86-91 3 Gear Milling 92-95 4 Slot Milling 96-123 5 Contour and Radius
Milling Thread Milling Trapezoid thread ACME thread Knuckle thread TC 50 / TC 80 18-79 1 Face Finish Milling 80-85 2 Notch Impact Test 86-91 3 Gear Milling 92-95 4 Slot Milling 96-123 5 Contour and Radius
HSS Specialists. Special design high speed steel drills for special machining tasks
 HSS Specialists Special design high speed steel drills for special machining tasks Guhring s HSS Guhring has been a specialist in drilling tools for more than a century. This not only applies to the broad
HSS Specialists Special design high speed steel drills for special machining tasks Guhring s HSS Guhring has been a specialist in drilling tools for more than a century. This not only applies to the broad
NC Spot Drill with Patented indexable carbide insert.
 with Patented indexable carbide insert. High Efficiency! Low Cost! CNC Lathes, CNC Turning Centers and Machining Centers. One tool will perform multiple applications. Long tool life. Each insert has four
with Patented indexable carbide insert. High Efficiency! Low Cost! CNC Lathes, CNC Turning Centers and Machining Centers. One tool will perform multiple applications. Long tool life. Each insert has four
HIGH PERFORMANCE CARBIDE THREAD MILLS
 HIGH PERFORMANCE CARBIDE THREAD MILLS TM Series HIGH PERFORMANCE CARBIDE THREAD MILLS table of contents Introduction... page 1 Understanding Milling... page 2 Niagara Mill Advantages... page 3 High Performance
HIGH PERFORMANCE CARBIDE THREAD MILLS TM Series HIGH PERFORMANCE CARBIDE THREAD MILLS table of contents Introduction... page 1 Understanding Milling... page 2 Niagara Mill Advantages... page 3 High Performance
Up to 5 3 from 5 to 10 4 from 10 to 18 6 from 18 to 35 8
 Reamers They are the most used tools for the finishing holes. Can be divided into various categories, such as hand-reamers and those used in machine tools, reamers in highspeed steel, in carbide; inserted
Reamers They are the most used tools for the finishing holes. Can be divided into various categories, such as hand-reamers and those used in machine tools, reamers in highspeed steel, in carbide; inserted
Productivity, Creativity & Infinity
 Productivity, Creativity & Infinity Nine9 company began in 1994 and with the development of special tools, boring heads and accessories. The Nine9 logo was commissioned in 1999. It comes from the Chinese
Productivity, Creativity & Infinity Nine9 company began in 1994 and with the development of special tools, boring heads and accessories. The Nine9 logo was commissioned in 1999. It comes from the Chinese
APOLLO. Variable Helix Corner Radius End Mills. Excellent for Alloy Steel, Nickel Inconel Alloys, Stainless and Carbon Steel
 Variable Helix Corner Radius End Mills Excellent for Alloy Steel, Nickel Inconel Alloys, Stainless and Carbon Steel Unequal Flute Design for Chatter Resistance Great for Roughing or Finishing High Performance
Variable Helix Corner Radius End Mills Excellent for Alloy Steel, Nickel Inconel Alloys, Stainless and Carbon Steel Unequal Flute Design for Chatter Resistance Great for Roughing or Finishing High Performance
CONTENTS MILLING TOOLS DRILLING TOOLS THREADING TOOLS OTHER TOOLS
 June 2011 CONTENTS MILLING TOOLS DRILLING TOOLS THREADING TOOLS OTHER TOOLS 2 MILLING TOOLS 1) CBN End Mills(Performance Testing #1 & #2) 2) i-xmill Carbide Insert End Mills( Performance Testing, Ball
June 2011 CONTENTS MILLING TOOLS DRILLING TOOLS THREADING TOOLS OTHER TOOLS 2 MILLING TOOLS 1) CBN End Mills(Performance Testing #1 & #2) 2) i-xmill Carbide Insert End Mills( Performance Testing, Ball
Introduction. About Yamawa. About this Quick Guide
 Quick Guide Introduction About Yamawa Founded in Japan in 1923, Yamawa has made the excellence in taps, dies and centering tools manufacturing as its core mission. Since its foundation, the organization
Quick Guide Introduction About Yamawa Founded in Japan in 1923, Yamawa has made the excellence in taps, dies and centering tools manufacturing as its core mission. Since its foundation, the organization
Optimum tool for finish machining
 Series Expansion Indexable Ball-nose End Mill for Finishing Indexable Corner Radius End Mill for Finishing 2011.2 Update B065E SRF/SRB SUF High accuracy indexable end mill Optimum tool for finish machining
Series Expansion Indexable Ball-nose End Mill for Finishing Indexable Corner Radius End Mill for Finishing 2011.2 Update B065E SRF/SRB SUF High accuracy indexable end mill Optimum tool for finish machining
Cat.3a Super Power Drill Super Drill
 www.jic-tools.com.tw Cat.3a Super Power Drill Super Drill WE HAVE INVESTED RESOURCES IN THE DESIGN & MANUFACTURE OF INSERTED CUTTERS Cost Saving Our innovative tooling design upgrades productivity and
www.jic-tools.com.tw Cat.3a Super Power Drill Super Drill WE HAVE INVESTED RESOURCES IN THE DESIGN & MANUFACTURE OF INSERTED CUTTERS Cost Saving Our innovative tooling design upgrades productivity and
Improved Efficiency for Slot Milling with Deep Depths of Cut
 TOOLS NEWS B230G Corner Radius End Mill for High Efficiency Titanium Alloy Machining New Product Improved Efficiency for Slot Milling with Deep Depths of Cut Corner Radius End Mill for High Efficiency
TOOLS NEWS B230G Corner Radius End Mill for High Efficiency Titanium Alloy Machining New Product Improved Efficiency for Slot Milling with Deep Depths of Cut Corner Radius End Mill for High Efficiency