DESIGN OF CNC MILLING FIXTURE FOR AN ALUMINUM AEROSPACE COMPONENT
|
|
|
- Kellie Small
- 5 years ago
- Views:
Transcription
1 DESIGN OF CNC MILLING FIXTURE FOR AN ALUMINUM AEROSPACE COMPONENT * Dr. Ramachandra C G, Rohini M ** Rishi J P, *** Dr. Srinivas T R, **** Virupaxappa B * Department of Mechanical Engineering Srinivas Institute of Technology, Mangaluru, India ** Department of Mechanical Engineering Vidyavardhak College of Engineering, Mysuru, India *** Department of Industrial and Production Engineering Sri Jayachamarajendra College of Engineering, Mysuru, India **** Department of Mechanical Engineering Dr M.V. Shetty Institute of Technology, Moodbidri, India. ABSTRACT Over the past century, manufacturing has made considerable progress new machine tools, highperformance cutting tools and modern manufacturing processes enable today s industries to make parts faster and better than ever before. Although work holding methods have also advanced considerably, the basic principles of clamping and locating are still the same. In traditional machining fields or modern flexible manufacturing systems, the work piece holding is the first issue of the machining operation to be confronted. Fixtures are the special production tools which make the standard machine tool, more versatile to work as specialized machine tools. Fixture design is a critical manufacturing activity in the production cycle and has great effect on product quality, lead time, and cost targets, and labour skill requirements in product manufacturing. This paper gives detailed description on designing a Milling fixture so that milling operation is performed properly to obtain required dimension for an aluminum component used in an aerospace application. It also includes the detailed result of analysis done for the assembled fixture, to know the behavior of the component against the operating load.the proposed fixture is designed to adopt cost effective manufacturing process so that it can be machined easily with a lesser time and in turn it saves the machining time and manufacturing cost. Keywords: Design; Fixture; ; Aluminum; Aerospace Conponent: INTRODUCTION Over the past century, manufacturing [01] has made considerable progress new machine tools, high-performance cutting tools and modern manufacturing processes enable today s industries to make parts faster and better than ever before. Although work holding methods have also advanced considerably, the basic principles of clamping and locating are still the same. In traditional machining fields or modern flexible manufacturing systems, the work piece holding is the first issue of the machining operation to be confronted. To ensure the machining accuracy of specific dimensions, it is necessary to correctly determine the position 57
2 of the work piece related to the cutting tool and immobilize this correct position during entire machining operation. Fixtures are the production tool used locate and hold a work piece in position during manufacturing process. Fixtures are used to manufacture duplicate parts accurately. Fixtures vary in design from relatively simple tools to expensive, complicated devices. Fixtures also help to simplify metalworking operations performed on special equipments.fixtures play an important role on reducing production cycle time and ensuring production quality. Therefore to reduce production cost, fixture design, fabrication and its testing is critical. Milling machine may be defined [02] as the type of machine in which the metal is removed by causing the job to be fed against a revolving cutting tool called the milling cutter. The horizontal milling machine spindle machine is very strong and powerful kind of machine. Multiple varieties of cutter are attached to the equipment to side, form, and face, to shape and remove materials. This equipment is commonly used to remove several materials using different cutter forms. It is used if vertical spindle machine is not appropriate to a specific job. Normally axis of rotation of feed given to the workpiece. Milling operation is distinguished from other machining operations on the basis of orientation between the tool axis and the feed direction, however, in other operations like drilling, turning, etc. the tool is fed in the direction parallel to axis of rotation. The cutting tool used in milling operation is called milling cutter, which consists of multiple edges called teeth. The machine tool that performs the milling operations by producing required relative motion between workpiece and tool is called milling machine. It provides the required relative motion under very controlled conditions. J.C Trappey and C.R Liu [03] have established Fixturing techniques and methodology including the supporting and locating principles and clamping principles. Haiyan Deng and Shreyes N. Melkote [05 have described that the systematic approach for analyzing the dynamic stability of a fixtured workpiece during machining. In machining, fixturing stability refers to the ability of a fixture to fully restrain a workpiece that is subjected to dynamic cutting forces. Djordje Vukelic, Branko Tadiac and Peter Krizan [04] have presented and verified system for computer-aided fixture design is presented and verified. This system comprises methods and techniques for fixture design. The structure of this system is based on modular principle, and uses data base and knowledge base. Zhang fa-ping, Lu ji-ping, Yan yan Sun, hou-fang and Shahid [06] have mentioned that a framework to curb the machining errors based on the deformation of workpiece-fixture system is provided. FIXTURE Work holding in manufacturing is the immobilization of a part (workpiece) for the purpose of allowing a fabrication or an assembly process to be carried out on it. The term fixture is also commonly used to describe work holding. Design of work holding devices normally falls within the domain of expertise of tool designers, who decide what fabrication or assembly tools to use as well as what fixtures to employ. The overall objective is to increase productivity through increased rates of manufacturing: utilize tools with appropriate lengths of life and fixtures with optimum accuracies. A fixture [07] is a device for locating, holding and supporting a work piece during a manufacturing operation. Fixtures are essential 58
3 elements of production processes as they are required in most of the automated manufacturing, inspection, and assembly operations. Fixtures must correctly locate a work piece in a given orientation with respect to a cutting tool or measuring device, or with respect to another component, as for instance in assembly or welding. Such location must be invariant in the sense that the devices must clamp and secure the work piece in that location for the particular processing operation. There are many standard work holding devices such as jaw chucks, machine vices, drill chucks, collets, etc. which are widely used in workshops and are usually kept in stock for general applications. A. Classifications of Fixtures Fixtures are classified into two general classes: Manufacturing tooling Assembly tooling Manufacturing tooling consists of those devices, which are used, in producing individual parts, e.g., when the ends of the connecting rod are to be faced by straddle milling. This type of fixture is used for holding the connecting rod during the milling process. Assembly tooling consists of those devices, which are used to hold the work and guide the tools for the parts being assembled. The centre section of the wings of airplane is assembled in a special jig in which parts are held in placed, drilled together and riveted. The assembly jig is so built that the components could fit together when located and so that no measurement is ever made and no blue print is ever referred by the workers assembling the wings. These types of fixtures are designed by a group of highly skilled workers and may be used less skilled labors. B. Elements of Fixtures Generally, all fixtures consist of: Locating elements: These position the work piece accurately with respect to the tool guiding or setting elements in the fixture. Clamping element: These hold the work piece securely in the located position during the operation. Tool guiding and setting elements: These aids are used in guiding or setting of the tools in correct position with respect to the work piece, e.g., drill bush guide the drills accurately on to the work piece. Milling fixtures uses setting blocks for correct positing of milling cutters with respect to work piece. C. Fixtures in Manufacturing Fixtures provides a means of manufacturing any desired number of parts to desired tolerances because they set the relationship between the work and the machine tool to do so they are equipped with means for. Locating the work Clamping the work Supporting the work 59
4 Holding all the elements together in a rigid frame work Guiding the tool(in case of jigs) Fastening and positioning the unit on the machine tool(in case of fixtures) because of these characteristics jigs and fixtures posses several distinct advantages in manufacturing, in that they Ensure the interchangeability and accuracy of parts manufactured. Minimize the possibility of human errors. Permit the use of unskilled labors. Reduces manufacturing time. Allow production of repeat orders without retooling. FIXTURE DESIGN Fixtures are the production tool [08] used locate and hold a work piece in position during manufacturing process. The Purpose of this is the correct relationship and alignment between the cutter, or other tool and the work piece must be maintained. To do this, a fixture is designed and built to hold, support and locate work piece to ensure that each work piece is machined within the specified limits. A fixture should be securely fastened to the table of the machine upon which the work is done. Fixture planning is to conceptualize a basic fixture configuration through analyzing all the available information regarding the material and geometry of the workpiece, operations required, processing equipment for the operations and the operator. It plays an important role on reducing production cycle time and ensuring production quality. Fixture is designed using the software SolidWorks. The material for fixture is Mild Steel ST42. Here, component passes through 4 faces. The component is having machining activities on 4-axis horizontal milling machine. The machine used for this operation is MIKRON UMC600 having controller Hiedenhain. So 4-axis Horizontal milling machine is used to hold and locate the fixture plate and it is located on rotary table. Fixture plate contains two units: Top plate Base plate Top plate is assembled with base plate, surface grinding is done for top plate. If the surface grinding is done for top plate without assembling with the base plate, then there will be no parallelity between top plate and machine bed. It is case hardened to avoid scratches and damages during consequent location of component 60


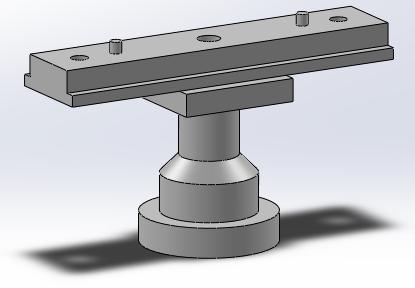
5 Figure 1. Different Views of Fixture. 61
 Boiling point 2740.15 K (2467 C, 4472.")
6 COMPONENT DETAILS Figure 2. Aerospace Component. This component is used in aerospace. The component is made up of Al IS having a minimum tensile strength of 49 MPa Table I. Component Details. Name Aerospace Component Material Aluminum IS Component weight 1Kg Material size mm Melting temperature K ( C, F) Boiling point K (2467 C, F) Quantity 110 Accuracy ± 0.1 mm Density 2.70 g/cm 3. A. Component Material (Aluminum IS 54300) Aluminum is found primarily in bauxite ore. Pure aluminum is soft, silvery, ductile of the poor metal group of chemical elements, which is corrosion resistant, light weight and high electrical conductivity. It has the symbol Al and atomic number 13. The metal is used in many industries to manufacture a large variety of products and is very important to the world economy. Structural components made from aluminum and its alloys are vital to the aerospace industry and very important in other areas of transportation and building. It is widely used for foil and conductor cables, but alloying with other elements is necessary to provide the higher strengths needed for other applications. B. Material Properties Aluminum is a soft, lightweight metal with normally a dull silvery appearance caused by a thin layer of oxidation that forms quickly when the metal is exposed to air. 62
7 Aluminum oxide has a higher melting point than pure aluminum. Aluminum is nontoxic (as the metal), nonmagnetic, and nonsparking. It has a tensile strength of about 49 MPa in a pure state and 400 MPa as an alloy. Aluminum is about one-third as dense as steel or copper; it is malleable, ductile, and easily machinable and castable. It has excellent corrosion resistance and durability because of the protective oxide layer. Aluminum mirror finish has the highest reflectance of any metal in the nm (UV) and the nm (far IR) regions, while in the nm visible range it is slightly outdone by silver and in the (near IR) by silver, gold, and copper. It is the second-most malleable metal (after gold) and the sixth-most ductile. Aluminum is a good thermal and electrical conductor MANUFACTURING OF THE COMPONENT A. Manufacturing by using Vice Vice is a device that analyses all the available information regarding the material and geometry of the workpiece, operations required, processing equipment for the operations and the operator. Following are the steps to be considered in manufacturing of component with Vice. Setting 1a 1b 2a 2b 3a 3b 4a 4b 5a 5b 6a 6b 7a 7b 8a 8b Table II. Manufacutirng using Vice. Process Pre-tooling Conventional Milling (Scooping) 9 Inspection 63
8 B. Manufacturing using Fixture Fixture is used to hold the component during manufacturing. There are only 6 steps required for the completion of one component. Here, component passes through 4 faces. The component is having machining activities on 4-axis horizontal milling machine. The machine used for this operation is MIKRON UMC 600 having controller Hiedenhain. So 4-axis Horizontal milling machine is used to hold and locate the fixture plate and it is located on rotary table. Table III. Manufacutirng using Fixture. Setting 1a 1b 2a 2b 3a 3b 4a 4b 4c 4d 4e Process Pre-tooling Conventional Milling (1 st Setting) 0º (2 nd Setting) 90º (3 rd Setting) 180º (4 th Setting) 270º Unloading of Component 4f 5a 5b (Scooping) 6 Inspection C. Comparison of Vice and Fixture with parameter Time Table IV. Coparison Table. Tool Vice Fixture Difference Total Time 27 ½ Hrs 24 ½ Hrs 3 Hrs 64

9 RESULTS AND DISCUSSIONS By considering the manufacturing using vice, vice is a device that analyses all the available information regarding the material and geometry of the workpiece, operations required, processing equipment for the operations and the operator. The vice requires 9 steps to complete one component. The overall manufacturing time (including setting time) is 27 ½ Hrs for one component. Proposed Method of Manufacturing using fixture. Fixture is used to hold the component during manufacturing. There are only 6 steps required for the completion of one component. Here, component passes through 4 faces. The component is having machining activities on 4-axis horizontal milling machine. The machine used for this operation is MIKRON UMC 600 having controller Hiedenhain. So 4-axis Horizontal milling machine is used to hold and locate the fixture plate and it is located on rotary table. The overall manufacturing time (including setting time) is 24 ½ Hrs for one component. Figure 3. Pie Chart for Vice considering Time. 65
 time of the component is considerably reduced by using Fixture.")
10 Figure 4. Pie Chart for Fixture considering Time. Hence the following result is achieved using fixture. Total operating time required to machine one component is reduced to 3 Hrs. This is because the loading/unloading (i.e. handling and setup time) time of the component is considerably reduced by using Fixture. The fixture which is designed will reduce the human fatigue, lead time and hence increases the profits and the productivity. The overall quality of the machining was found to be much better than compared to the Vice. This is a batch production. In this we are producing 110 components. So, for total production the difference is 330 Hrs time. CONCLUSIONS The design of the fixture is simple, the loading and unloading of component is very easy. At a time all the operations such as milling, boring, drilling, tapping can be done in a single set up which in-turn decreases the handling and machining time. The fixture is designed with least number of components. Considering the dynamic forces over the component, analysis has been done; it shows the possible displacement, stress and deformed shape of the component. This indicates that the component will not get distorted during the milling operation. By considering all the above mentioned facts, the proposed design of the fixture will meet the necessary requirements to achieve optimum production rate. The total operating time required to machine one component is reduced to 3 Hrs. This is because the loading/unloading (i.e. handling and setup time) time of the component is considerably reduced by using Fixture. 66
11 The fixture which is designed will reduce the human fatigue, lead time and hence increase the profits and the productivity. The overall quality of the machining was found to be much better than compared to the Vice. This is a batch production. In this we are producing 110 components. So, for total production the difference is 330 Hrs time.. REFERENCES [1] Y.G. Liao, S. J. Hu, An Integrated Model of a Fixture - Workpiece System for Surface Quality Prediction, Hayward Street, International Journal of Advanced Manufacturing Technology, Ann Arbor USA, [2] Gorukle, Machining fixture locating and clamping position optimization using genetic algorithms, Uludag University, Bursa 16059, Turkey, 26 th May [3] J.C Trappey, C.R Liu, A Literature Survey of Fixture Design Automation, Purdue University, International Journal of Advanced Manufacturing Technology. West Lafayatte, U.S.A, Vol. 5, [4] DjordjeVukelic, BrankoTadiac, A rule-based System for Fixture Design, Scientific Research and Essays, 16 November [5] Haiyan Deng, Shreyes N. Melkote, Analysis of Fixturing Dynamic Stability in Machining, Monterey, California, USA, July, [6] Zhang fa-ping, Lu ji-ping, Yan yan Sun, hou-fang and Shahid, An Integrated Methodology for Workpiece-fixture System Stiffness Calculation and Error Control, Beijing , International Conference on Measuring Technology and Mechatronics Automation, P.R.China, Vol. 2, April [7] N.Kaya, F.Ozturk, Contact Analysis of Workpiece Fixture, Gorukle, Bursa Turkey. [8] Jo Lee, L.S. Haynes, Finite-Element Analysis of Flexible Fixturing System, Gaithersburg, Vol. 109, Journal of Engineering for Industry, May
IJRASET: All Rights are Reserved. UG Scholars, Department of Mechanical Engineering, SNS College of engineering, Coimbatore
 Fixture for bundle cutting of tubes and rods in saw cutting machine Mr.R.Pradeep Kumar 1, U.Rupesh Kiran 2, R. Sanjhay 3, G.Subramanian 4, R.Vijayakumar 5 1 Assistant Professor, Department of Mechanical
Fixture for bundle cutting of tubes and rods in saw cutting machine Mr.R.Pradeep Kumar 1, U.Rupesh Kiran 2, R. Sanjhay 3, G.Subramanian 4, R.Vijayakumar 5 1 Assistant Professor, Department of Mechanical
JOB QUALIFICATION STANDARD (JQS)
") Occupation: Work Process: MACHINIST (CNC) CNC Setup Practical Hours: 2000 hrs. DOL Standard: CNC Setup: Apply a working knowledge in the setup of Computer Numerical Controls (CNC) machines that execute
Occupation: Work Process: MACHINIST (CNC) CNC Setup Practical Hours: 2000 hrs. DOL Standard: CNC Setup: Apply a working knowledge in the setup of Computer Numerical Controls (CNC) machines that execute
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS
 Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Chapter 22 MACHINING OPERATIONS AND MACHINE TOOLS Turning and Related Operations Drilling and Related Operations Milling Machining Centers and Turning Centers Other Machining Operations High Speed Machining
Jig and Fixture Design. Chapter 1: Types and Functions of Jigs and Fixtures
 Jig and Fixture Design Chapter 1: Types and Functions of Jigs and Fixtures Purpose of Tool Design Objectives: Provide simple, easy-to-operate tools for maximum efficiency Reduce manufacturing expenses
Jig and Fixture Design Chapter 1: Types and Functions of Jigs and Fixtures Purpose of Tool Design Objectives: Provide simple, easy-to-operate tools for maximum efficiency Reduce manufacturing expenses
International Journal of Science and Engineering Research (IJ0SER), Vol 3 Issue 3 March , (P) X
, Vol 3 Issue 3 March , (P) X") Design And Optimization Techniques Using In Turning Fixture M Rajmohan 1, K S Sakthivel 1, S Sanjay 1, A Santhosh 1, P Satheesh 2 1 ( UG Student ) 2 (Assistant professor)mechanical Department, Jay Shriram
Design And Optimization Techniques Using In Turning Fixture M Rajmohan 1, K S Sakthivel 1, S Sanjay 1, A Santhosh 1, P Satheesh 2 1 ( UG Student ) 2 (Assistant professor)mechanical Department, Jay Shriram
The jigs and fixtures are the economical ways to produce a component in mass production system. These are special work holding and tool guiding device
 The jigs and fixtures are the economical ways to produce a component in mass production system. These are special work holding and tool guiding device Quality of the performance of a process largely influenced
The jigs and fixtures are the economical ways to produce a component in mass production system. These are special work holding and tool guiding device Quality of the performance of a process largely influenced
Trade of Toolmaking. Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 5: Jigs and Fixtures Phase 2. Published by
 Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 5: Jigs and Fixtures Phase 2 Published by SOLAS 2014 Unit 5 1 Table of Contents Document Release History... 3 Unit Objective...
Trade of Toolmaking Module 5: Press Tools, Jigs & Fixtures, Mouldmaking Unit 5: Jigs and Fixtures Phase 2 Published by SOLAS 2014 Unit 5 1 Table of Contents Document Release History... 3 Unit Objective...
Typical Parts Made with These Processes
 Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Turning Typical Parts Made with These Processes Machine Components Engine Blocks and Heads Parts with Complex Shapes Parts with Close Tolerances Externally and Internally Threaded Parts Products and Parts
Design and Manufacturing of Single sided expanding collet for Rotary VMC Fixture
 Proceedings of RK University s First International Conference on Research & Entrepreneurship (Jan. 5 th & Jan. 6 th, 2016) ISBN: 978-93-5254-061-7 (Proceedings available for download at rku.ac.in/icre)
Proceedings of RK University s First International Conference on Research & Entrepreneurship (Jan. 5 th & Jan. 6 th, 2016) ISBN: 978-93-5254-061-7 (Proceedings available for download at rku.ac.in/icre)
Materials Removal Processes (Machining)
") Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Chapter Six Materials Removal Processes (Machining) 6.1 Theory of Material Removal Processes 6.1.1 Machining Definition Machining is a manufacturing process in which a cutting tool is used to remove excess
Design and Fabrication of Gear Cutting Attachment for Lathe
 International Journal of Engineering Research And Advanced Technology (IJERAT) DOI: http://dx.doi.org/10.7324/ijerat.2017.3136 E-ISSN : 2454-6135 Vol.3 (10) Oct -2017 Design and Fabrication of Gear Cutting
International Journal of Engineering Research And Advanced Technology (IJERAT) DOI: http://dx.doi.org/10.7324/ijerat.2017.3136 E-ISSN : 2454-6135 Vol.3 (10) Oct -2017 Design and Fabrication of Gear Cutting
Design and Development of Hydraulic Fixture for Basak Cylinder Head Machining
 Design and Development of Hydraulic Fixture for Basak Cylinder Head Machining Mr. Nagaraj Anand Shet 1, Mr. Prasad U Raikar 2 Department of Studies in Product Design &Manufacturing Engineering, VTU Belagavi,
Design and Development of Hydraulic Fixture for Basak Cylinder Head Machining Mr. Nagaraj Anand Shet 1, Mr. Prasad U Raikar 2 Department of Studies in Product Design &Manufacturing Engineering, VTU Belagavi,
Design of Jig for Coordinate Measuring Machine
 Journal of Mechanical Engineering Vol SI 5(5), 97-107, 2018 Design of Jig for Coordinate Measuring Machine Norasikin Hussin, Dzullijah Ibrahim*, N. H. Mohd Yahya, Nor Izlan Zulkkhiflee Faculty of Mechanical
Journal of Mechanical Engineering Vol SI 5(5), 97-107, 2018 Design of Jig for Coordinate Measuring Machine Norasikin Hussin, Dzullijah Ibrahim*, N. H. Mohd Yahya, Nor Izlan Zulkkhiflee Faculty of Mechanical
Design and Analysis of Welding Fixture for Fuel Tank Mounting Bracket
 Design and Analysis of Welding Fixture for Fuel Tank Mounting Bracket Prof. A. A. Karad [1],Brijeshwar Wagh [2], Ajay Shukla [3], Niladhari Pyata [4],Chetan Gujar [5] [1] Associate professor, Department
Design and Analysis of Welding Fixture for Fuel Tank Mounting Bracket Prof. A. A. Karad [1],Brijeshwar Wagh [2], Ajay Shukla [3], Niladhari Pyata [4],Chetan Gujar [5] [1] Associate professor, Department
Gear Shaping Machines. P 800 S to P 3200 S and P 800 ES to P 1200/1600 ES K E E P I N G T H E W O R L D I N M O T I O N TM
 Gear Shaping Machines P 800 S to P 3200 S and P 800 ES to P 1200/1600 ES K E E P I N G T H E W O R L D I N M O T I O N TM machine concept New-generation Shaping Machines for large gears: fast, flexible,
Gear Shaping Machines P 800 S to P 3200 S and P 800 ES to P 1200/1600 ES K E E P I N G T H E W O R L D I N M O T I O N TM machine concept New-generation Shaping Machines for large gears: fast, flexible,
Design of Fixture for Cross Hole Drilling of Flange-Yoke
 OPEN ACCESS International Journal Of Modern Engineering Research (IJMER) Design of Fixture for Cross Hole Drilling of Flange-Yoke Tushar D. Patil 1, Aditya V. Kavdikar 2, Anish T. Nadar 3, Gitesh M. Shirsat
OPEN ACCESS International Journal Of Modern Engineering Research (IJMER) Design of Fixture for Cross Hole Drilling of Flange-Yoke Tushar D. Patil 1, Aditya V. Kavdikar 2, Anish T. Nadar 3, Gitesh M. Shirsat
Processing and Quality Assurance Equipment
 Processing and Quality Assurance Equipment The machine tool, the wash station, and the coordinate measuring machine (CMM) are the principal processing equipment. These machines provide the essential capability
Processing and Quality Assurance Equipment The machine tool, the wash station, and the coordinate measuring machine (CMM) are the principal processing equipment. These machines provide the essential capability
Turning. MECH Dr Ghassan Al-Kindi - Lecture 10 1
 Turning Single point cutting tool removes material from a rotating workpiece to generate a cylinder Performed on a machine tool called a lathe Variations of turning performed on a lathe: Facing Contour
Turning Single point cutting tool removes material from a rotating workpiece to generate a cylinder Performed on a machine tool called a lathe Variations of turning performed on a lathe: Facing Contour
Precision Milling Machine Vises. (Inch) (Inch) (Inch) Toolmaker s Vises. Jaw Depth
 (Inch) (Inch) Toolmaker s Vises. Jaw Depth") Precision Milling Machine Vises Vises & Accessories A B C D E F G H I J K L M N 17.01 4.63 9.25 6 2.05 18.74 3.87 2.87 1.50 1.75 4.84 0.69 7.5 0.71 79 277064 17.20 4.63 8.75 6 2.05 18.94 3.87 2.87 1.50
Precision Milling Machine Vises Vises & Accessories A B C D E F G H I J K L M N 17.01 4.63 9.25 6 2.05 18.74 3.87 2.87 1.50 1.75 4.84 0.69 7.5 0.71 79 277064 17.20 4.63 8.75 6 2.05 18.94 3.87 2.87 1.50
National Conference on Advances in Mechanical Engineering Science (NCAMES-2016)
") Design and Development of Milling Attachment for CNC Turing Center Shashank S 1, Dr.Raghavendra H 2 1 Assistant Professor, Department of Mechanical Engineering, 2 Professor, Department of Mechanical Engineering,
Design and Development of Milling Attachment for CNC Turing Center Shashank S 1, Dr.Raghavendra H 2 1 Assistant Professor, Department of Mechanical Engineering, 2 Professor, Department of Mechanical Engineering,
CHAPTER 6 EXPERIMENTAL VALIDATION AND RESULTS AND DISCUSSIONS
 119 CHAPTER 6 EXPERIMENTAL VALIDATION AND RESULTS AND DISCUSSIONS 6.1 CNC INTRODUCTION The CNC systems were first commercially introduced around 1970, and they applied the soft-wired controller approach
119 CHAPTER 6 EXPERIMENTAL VALIDATION AND RESULTS AND DISCUSSIONS 6.1 CNC INTRODUCTION The CNC systems were first commercially introduced around 1970, and they applied the soft-wired controller approach
TURNING BORING TURNING:
 TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
TURNING BORING TURNING: FACING: Machining external cylindrical and conical surfaces. Work spins and the single cutting tool does the cutting. Done in Lathe. Single point tool, longitudinal feed. Single
Review of Various Machining Processes
 Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
Review of Various Machining Processes Digambar O. Jumale 1, Akshay V kharat 2, Akash Tekale 3, Yogesh Sapkal 4,Vinay K. Ghusalkar 5 Department of mechanical engg. 1, 2, 3, 4,5 1, 2, 3, 4,5, PLITMS Buldana
Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering
 Department of Mechanical and Production Engineering") Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering LABORATORY MANUAL For the students of Department of Mechanical and Production Engineering 1 st
Ahsanullah University of Science and Technology (AUST) Department of Mechanical and Production Engineering LABORATORY MANUAL For the students of Department of Mechanical and Production Engineering 1 st
Jigs and fixtures are devices used to facilitate production work, making interchangeable pieces of work possible at a savings in cost of production.
 INTRODUCTION Over the past century, manufacturing has made considerable progress. New machine tools, high-performance cutting tools, and modern manufacturing processes enable today's industries to make
INTRODUCTION Over the past century, manufacturing has made considerable progress. New machine tools, high-performance cutting tools, and modern manufacturing processes enable today's industries to make
InTurn TAIL STOCK II
 Specifications for the InTurn TAIL STOCK II accessory for the InTurn Indexing Turning 4 th axis The InTurn series is the only CNC mill accessory that provides both Indexing and coordinated 4 axis motion
Specifications for the InTurn TAIL STOCK II accessory for the InTurn Indexing Turning 4 th axis The InTurn series is the only CNC mill accessory that provides both Indexing and coordinated 4 axis motion
Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY
 TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
TURNING MACHINES LATHE Introduction Lathe is a machine, which removes the metal from a piece of work to the required shape & size HENRY MAUDSLAY - 1797 Types of Lathe Engine Lathe The most common form
Mill Safety Competencies
 Mill Safety Competencies The following list of competencies is presented to ensure the contents of a training program from a perspective of safety. Additional instruction in actual tool use would augment
Mill Safety Competencies The following list of competencies is presented to ensure the contents of a training program from a perspective of safety. Additional instruction in actual tool use would augment
DESIGN AND DEVELOPMENT OF TRUNNION HYDRAULIC FIXTURE FOR REDUCING COST AND MACHINING TIME OF BASE JAW
 DESIGN AND DEVELOPMENT OF TRUNNION HYDRAULIC FIXTURE FOR REDUCING COST AND MACHINING TIME OF BASE JAW Bhuvanessh R. C. and J. Senthil Kumar Department of Mechanical and Production Engineering, Sathyabama
DESIGN AND DEVELOPMENT OF TRUNNION HYDRAULIC FIXTURE FOR REDUCING COST AND MACHINING TIME OF BASE JAW Bhuvanessh R. C. and J. Senthil Kumar Department of Mechanical and Production Engineering, Sathyabama
All About Die Casting
 All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
All About Die Casting FAQ Introduction Die casting is a versatile process for producing engineered metal parts by forcing molten metal under high pressure into reusable steel molds. These molds, called
Design and Analysis of Spindle for Oil Country Lathe
 Design and Analysis of Spindle for Oil Country Lathe Maikel Raj K 1, Dr. Soma V Chetty 2 P.G. Student, Department of Mechanical Engineering, Kuppam Engineering College, Kuppam, Chittoor, India 1 Principal,
Design and Analysis of Spindle for Oil Country Lathe Maikel Raj K 1, Dr. Soma V Chetty 2 P.G. Student, Department of Mechanical Engineering, Kuppam Engineering College, Kuppam, Chittoor, India 1 Principal,
HM-50 - Turret Milling Machine (X) 600mm (Y) 200mm (Z) 340mm Includes Digital Readout, Vice & Collet Chuck System
 600mm (Y) 200mm (Z) 340mm Includes Digital Readout, Vice & Collet Chuck System") HM-50 - Turret Milling Machine (X) 600mm (Y) 200mm (Z) 340mm Includes Digital Readout, Vice & Collet Chuck System Ex GST Inc GST $5,500.00 $6,325.00 ORDER CODE: MODEL: Digital Readout: Type: Table Size
HM-50 - Turret Milling Machine (X) 600mm (Y) 200mm (Z) 340mm Includes Digital Readout, Vice & Collet Chuck System Ex GST Inc GST $5,500.00 $6,325.00 ORDER CODE: MODEL: Digital Readout: Type: Table Size
Rotary Engraving Fact Sheet
 Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
Rotary Engraving Fact Sheet Description Rotary engraving is the term used to describe engraving done with a rotating cutting tool in a motorized spindle. The tool, or cutter, cuts into the surface of the
CNC EXPANDING MANDRELS
 CNC EXPANDING MANDRELS ID CLAMPING OFFERS FULL OD PART ACCESS PARALLEL EXPANSION FOR OPTIMUM ACCURACY AND GRIP FORCE LARGE RANGE IN STOCK FOR IMMEDIATE SHIPMENT ROYAL CNC EXPANDING MANDRELS Rigid and Accurate
CNC EXPANDING MANDRELS ID CLAMPING OFFERS FULL OD PART ACCESS PARALLEL EXPANSION FOR OPTIMUM ACCURACY AND GRIP FORCE LARGE RANGE IN STOCK FOR IMMEDIATE SHIPMENT ROYAL CNC EXPANDING MANDRELS Rigid and Accurate
DESIGN AND FABRICATION OF GRINDING ATTACHMENT FOR LATHE MACHINE TOOL
 DESIGN AND FABRICATION OF GRINDING ATTACHMENT FOR LATHE MACHINE TOOL Pratik Chavan 1, Sanket Desale 2, Ninad Kantela 3, Priyanka Thanage 4 Prasad Bari 5 1,2,3,4 B.E. Students, Fr. C Rodrigues Institute
DESIGN AND FABRICATION OF GRINDING ATTACHMENT FOR LATHE MACHINE TOOL Pratik Chavan 1, Sanket Desale 2, Ninad Kantela 3, Priyanka Thanage 4 Prasad Bari 5 1,2,3,4 B.E. Students, Fr. C Rodrigues Institute
Copyright 2009 Society of Manufacturing Engineers. FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF
 FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF SCENE 1. DF26A, FTD87, 03:20:15:00-03:20:46:00 zoom out, milling operation DF26B, CGS: Milling Fixtures Lathe Fixtures Grinding Fixtures Broaching Fixtures
FUNDAMENTALS OF TOOL DESIGN Fixture Design - DF SCENE 1. DF26A, FTD87, 03:20:15:00-03:20:46:00 zoom out, milling operation DF26B, CGS: Milling Fixtures Lathe Fixtures Grinding Fixtures Broaching Fixtures
Lathe. A Lathe. Photo by Curt Newton
 Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Lathe Photo by Curt Newton A Lathe Labeled Photograph Description Choosing a Cutting Tool Installing a Cutting Tool Positioning the Tool Feed, Speed, and Depth of Cut Turning Facing Parting Drilling Boring
Fixture evaluation based on CMM
 Fixture evaluation based on CMM Y. Wang, X. Chen, Q. Liu & N. Gindy Department of Manufacturing Engineering The University of Nottingham Nottingham, UK Abstract Fixture evaluation is an important part
Fixture evaluation based on CMM Y. Wang, X. Chen, Q. Liu & N. Gindy Department of Manufacturing Engineering The University of Nottingham Nottingham, UK Abstract Fixture evaluation is an important part
Design Guide: CNC Machining VERSION 3.4
 Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
Design Guide: CNC Machining VERSION 3.4 CNC GUIDE V3.4 Table of Contents Overview...3 Tolerances...4 General Tolerances...4 Part Tolerances...5 Size Limitations...6 Milling...6 Lathe...6 Material Selection...7
5-axis clamping system compact
 5-axis clamping system compact 395 5-axis clamping system compact Function We are setting standards with the new KIPP 5-axis clamping system compact in this field. The system was specifically designed
5-axis clamping system compact 395 5-axis clamping system compact Function We are setting standards with the new KIPP 5-axis clamping system compact in this field. The system was specifically designed
Turning and Lathe Basics
 Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
Training Objectives After watching the video and reviewing this printed material, the viewer will gain knowledge and understanding of lathe principles and be able to identify the basic tools and techniques
4. DOUBLE ECCENTRICS 5. WORM DRIVE SHAFT
 Quality Manufacturing Processes 's GD5C2 has higher accuracy, more spindle clearance and more thrust and radial load. All rotary products are manufactured in Elmira, New York to strict specifications.
Quality Manufacturing Processes 's GD5C2 has higher accuracy, more spindle clearance and more thrust and radial load. All rotary products are manufactured in Elmira, New York to strict specifications.
TRAINING MANUAL. Part INTRODUCTION TO TWIST DRILLS
 PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
PRESTO INTERNATIONAL UK LTD TRAINING MANUAL Part 2 INTRODUCTION TO TWIST DRILLS - 1 - DEFINITION:- A rotary end cutting tool having two or more cutting lips, and having two or more spiral (helical) or
A CASE STUDY ON TOOL & FIXTURE MODIFICATION TO INCREASE THE PRODUCTIVITY AND TO DECREASE THE REJECTION RATE IN A MANUFACTURING INDUSTRY
 http:// A CASE STUDY ON TOOL & FIXTURE MODIFICATION TO INCREASE THE PRODUCTIVITY AND TO DECREASE THE REJECTION RATE IN A MANUFACTURING INDUSTRY Parvesh Antil 1, Amit Budhiraja 2 1 MAE Department, NIEC
http:// A CASE STUDY ON TOOL & FIXTURE MODIFICATION TO INCREASE THE PRODUCTIVITY AND TO DECREASE THE REJECTION RATE IN A MANUFACTURING INDUSTRY Parvesh Antil 1, Amit Budhiraja 2 1 MAE Department, NIEC
Lathes. CADD SPHERE Place for innovation Introduction
 Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Lathes Introduction Lathe is one of the most versatile and widely used machine tools all over the world. It is commonly known as the mother of all other machine tool. The main function of a lathe is to
Y-axis parting in multi-task machines and turning centres
 Y-axis parting in multi-task machines and turning centres Y-axis parting offers significant productivity gains and process security improvements The design solutions of Y-axis parting rely on solid engineering
Y-axis parting in multi-task machines and turning centres Y-axis parting offers significant productivity gains and process security improvements The design solutions of Y-axis parting rely on solid engineering
Mikron VX-10. Machining on 6 sides from bar, wire or blank
 Mikron VX-10 Machining on 6 sides from bar, wire or blank 2 Mikron VX-10 Machining on 6 sides, from bar, wire or blank The Mikron VX-10 is worldwide amongst the most precise and flexible production systems
Mikron VX-10 Machining on 6 sides from bar, wire or blank 2 Mikron VX-10 Machining on 6 sides, from bar, wire or blank The Mikron VX-10 is worldwide amongst the most precise and flexible production systems
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION
 DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
DEVELOPMENT OF A NOVEL TOOL FOR SHEET METAL SPINNING OPERATION Amit Patidar 1, B.A. Modi 2 Mechanical Engineering Department, Institute of Technology, Nirma University, Ahmedabad, India Abstract-- The
HM-50 - Turret Milling Machine Package with Digital Readout & Tooling Accessories (X) 600mm (Y) 220mm (Z) 340mm
 600mm (Y) 220mm (Z) 340mm") HM-50 - Turret Milling Machine Package with Digital Readout & Tooling Accessories (X) 600mm (Y) 220mm (Z) 340mm ORDER CODE: MODEL: Digital Readout: Type: Table Size (mm): Column Type: Spindle Taper - Vertical:
HM-50 - Turret Milling Machine Package with Digital Readout & Tooling Accessories (X) 600mm (Y) 220mm (Z) 340mm ORDER CODE: MODEL: Digital Readout: Type: Table Size (mm): Column Type: Spindle Taper - Vertical:
Chapter 27 Workholding Devices for Machine Tools. Workholding Devices INTRODUCTION. MET Manufacturing Processes.
 MET 33800 Manufacturing Processes Chapter 27 Workholding Devices for Machine Tools Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Chapter 27-1 Workholding
MET 33800 Manufacturing Processes Chapter 27 Workholding Devices for Machine Tools Before you begin: Turn on the sound on your computer. There is audio to accompany this presentation. Chapter 27-1 Workholding
TIPS FOR CHOOSING A PROTOTYPING MACHINE SHOP
 CHOOSING the right prototyping machine shop for your next project is quite possibly the most important decision you will make in the entire process. This is particularly true for entrepreneurs with little
CHOOSING the right prototyping machine shop for your next project is quite possibly the most important decision you will make in the entire process. This is particularly true for entrepreneurs with little
This just may be the Rotary Transfer machine you ve been waiting for.
 This just may be the Rotary Transfer machine you ve been waiting for. A Machine Like No Other T he new Eclipse 12-100 is a ground-up redesign of the famous Hydromat concept with all new components. It
This just may be the Rotary Transfer machine you ve been waiting for. A Machine Like No Other T he new Eclipse 12-100 is a ground-up redesign of the famous Hydromat concept with all new components. It
DESIGN AND MANUFACTURING OF JIGS FOR DRILLING MACHINE
 DESIGN AND MANUFACTURING OF JIGS FOR DRILLING MACHINE Smit Patel 1, Sahil Vasoya 2, Ankur Joshi 3 1Department of Mechanical Engineering, Vadodara Institute of Engineering, Kotambi, Gujarat, India 2Department
DESIGN AND MANUFACTURING OF JIGS FOR DRILLING MACHINE Smit Patel 1, Sahil Vasoya 2, Ankur Joshi 3 1Department of Mechanical Engineering, Vadodara Institute of Engineering, Kotambi, Gujarat, India 2Department
HM-54GV - Turret Milling Machine Inverter Variable Speed, Geared Head Horizontal & Vertical
 HM-54GV - Turret Milling Machine Inverter Variable Speed, Geared Head Horizontal & Vertical Ex GST Inc GST (X) 600mm (Y) 200mm (Z) 340mm Includes Digital Readout, Vice & Collet Chuck System $7,250.00 ORDER
HM-54GV - Turret Milling Machine Inverter Variable Speed, Geared Head Horizontal & Vertical Ex GST Inc GST (X) 600mm (Y) 200mm (Z) 340mm Includes Digital Readout, Vice & Collet Chuck System $7,250.00 ORDER
Chapter 23: Machining Processes: Turning and Hole Making
 Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Manufacturing Engineering Technology in SI Units, 6 th Edition Chapter 23: Machining Processes: Turning and Hole Making Chapter Outline 1. Introduction 2. The Turning Process 3. Lathes and Lathe Operations
Total Related Training Instruction (RTI) Hours: 144
 Hours: 144") Total Related Training (RTI) Hours: 144 Learning Unit Unit 1: Specialized CNC Controls Fanuc Haas Mazak Unit : CNC Programming Creating a CNC Program Calculation for Programming Canned Cycles Unit : CNC
Total Related Training (RTI) Hours: 144 Learning Unit Unit 1: Specialized CNC Controls Fanuc Haas Mazak Unit : CNC Programming Creating a CNC Program Calculation for Programming Canned Cycles Unit : CNC
Universal Machining Chucks. 4-Jaw Vertical
 Universal Machining Chucks 4-Jaw Vertical Parts are gripped firmly by the formed jaws, ensuring high precision (deviation within 0.03mm) Large workpieces can be held tight with the low profile vise body
Universal Machining Chucks 4-Jaw Vertical Parts are gripped firmly by the formed jaws, ensuring high precision (deviation within 0.03mm) Large workpieces can be held tight with the low profile vise body
UNIT 5: Indexing: Simple, compound, differential and angular indexing calculations. Simple problems on simple and compound indexing.
 UNIT 5: Milling machines: Classification, constructional features, milling cutters nomenclature, milling operations, up milling and down milling concepts. Indexing: Simple, compound, differential and angular
UNIT 5: Milling machines: Classification, constructional features, milling cutters nomenclature, milling operations, up milling and down milling concepts. Indexing: Simple, compound, differential and angular
SALE SALE SALE palmgren.com chhanson.com SWIVEL BASES SPEED HANDLES
 FRIENDS OF PALMGREN SPECIAL OFFERS WORKHOLDING S EVENT DUAL FORCE PRECISION MACHINE VISES Palmgren s Dual Force line of machine vises are all designed for precision part clamping and are ideal for use
FRIENDS OF PALMGREN SPECIAL OFFERS WORKHOLDING S EVENT DUAL FORCE PRECISION MACHINE VISES Palmgren s Dual Force line of machine vises are all designed for precision part clamping and are ideal for use
Ramesh H. Aralaguppi 1, T. Subramanian 2
 Study of Spindle Rotational Accuracies versus Bore Accuracies on Machined Test Pieces on a CNC Machining Center Ramesh H. Aralaguppi 1, T. Subramanian 2 Abstract Metal Cutting Machine tools are built to
Study of Spindle Rotational Accuracies versus Bore Accuracies on Machined Test Pieces on a CNC Machining Center Ramesh H. Aralaguppi 1, T. Subramanian 2 Abstract Metal Cutting Machine tools are built to
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY
 LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
LEADING SOLUTIONS IN THREAD MILLING TECHNOLOGY Thread with Maximum Confidence, Depth, Versatility and Economy. Emuge Shur-Thread TM, Threads-All TM, Vario-Z and NPT Solid Carbide Thread Mills; and Gigant-ic
Salient Features: Bhn. 3 - Jaws 4 - Jaws. 6 - Jaws
 SELF CENTERING CHUCK 1 Salient Features: Body: KIC Self Centering Chucks are supplied in semi steel bodies. Semi-steel alloyed body is casted with the addition of alloys like chromium, nickel, copper manganese
SELF CENTERING CHUCK 1 Salient Features: Body: KIC Self Centering Chucks are supplied in semi steel bodies. Semi-steel alloyed body is casted with the addition of alloys like chromium, nickel, copper manganese
Credit Value 7 QCF Level 2 GLH 50. Learner pack
 QETI/018 Turning and milling machining techniques and technology Credit Value 7 QCF Level 2 GLH 50 Unit purpose/aims Learner pack This unit enables you to acquire the essential knowledge and practice to
QETI/018 Turning and milling machining techniques and technology Credit Value 7 QCF Level 2 GLH 50 Unit purpose/aims Learner pack This unit enables you to acquire the essential knowledge and practice to
MANUFACTURING TECHNOLOGY
 MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
MANUFACTURING TECHNOLOGY UNIT IV SURFACE FINISHING PROCESS Grinding Grinding is the most common form of abrasive machining. It is a material cutting process which engages an abrasive tool whose cutting
Synchronous Optimization Design of Fixture Layout and Clamping Force Based on UG. Jin Fengfeng, Wang Guodong
 3rd International Conference on Materials Engineering, Manufacturing Technology and Control (ICMEMTC 2016) Synchronous Optimization Design of Fixture Layout and Clamping Force Based on UG Jin Fengfeng,
3rd International Conference on Materials Engineering, Manufacturing Technology and Control (ICMEMTC 2016) Synchronous Optimization Design of Fixture Layout and Clamping Force Based on UG Jin Fengfeng,
Design of Jig for Multihead Drilling Machine
 Design of Jig for Multihead Drilling Machine K.Saravanakumar 1,P.Dineshkumar 2,V.R.Dinesh kumar 3,T.Mahalingam 4,G.Maheswaran 5. B.E, Dept. of Mechanical Engineering, Jay Shriram Group of Institutions.
Design of Jig for Multihead Drilling Machine K.Saravanakumar 1,P.Dineshkumar 2,V.R.Dinesh kumar 3,T.Mahalingam 4,G.Maheswaran 5. B.E, Dept. of Mechanical Engineering, Jay Shriram Group of Institutions.
COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004
 1 COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004 I. OBJECTIVE To provide an overview and basic knowledge of the
1 COLLEGE OF ENGINEERING MACHINE SHOP FACILITIES AND PRACTICES Prepared by Mike Allen July 31, 2003 Edited by Scott Morton February 18, 2004 I. OBJECTIVE To provide an overview and basic knowledge of the
STEVENS SUBPLATES. STEVENS ENGINEERING, INC. TOLL-FREE WEB FAX
 STEVENS SUBPLATES Spacing of hole patterns on Stevens accessories is identical to the pattern on Stevens Subplates. Insertion of the pull dowels thru bushed holes in the accessory into corresponding bushed
STEVENS SUBPLATES Spacing of hole patterns on Stevens accessories is identical to the pattern on Stevens Subplates. Insertion of the pull dowels thru bushed holes in the accessory into corresponding bushed
TU-3008G-16M - Opti-Turn Lathe & Mill Drill Combination Package Deal 300 x 700mm Included BF-16AV Mill Head
 TU-3008G-16M - Opti-Turn Lathe & Mill Drill Combination Package Deal 300 x 700mm Included BF-16AV Mill Head Package Deal Ex GST Inc GST $3,980.00 $4,577.00 Package Contents - SAVE $402.50 (Inc) 1 x L691
TU-3008G-16M - Opti-Turn Lathe & Mill Drill Combination Package Deal 300 x 700mm Included BF-16AV Mill Head Package Deal Ex GST Inc GST $3,980.00 $4,577.00 Package Contents - SAVE $402.50 (Inc) 1 x L691
DIRECT METAL LASER SINTERING DESIGN GUIDE
 DIRECT METAL LASER SINTERING DESIGN GUIDE www.nextlinemfg.com TABLE OF CONTENTS Introduction... 2 What is DMLS?... 2 What is Additive Manufacturing?... 2 Typical Component of a DMLS Machine... 2 Typical
DIRECT METAL LASER SINTERING DESIGN GUIDE www.nextlinemfg.com TABLE OF CONTENTS Introduction... 2 What is DMLS?... 2 What is Additive Manufacturing?... 2 Typical Component of a DMLS Machine... 2 Typical
MANUFACTURING PROCESSES
 1 MANUFACTURING PROCESSES - AMEM 201 Lecture 5: Milling Processes DR. SOTIRIS L. OMIROU Milling Machining - Definition Milling machining is one of the very common manufacturing processes used in machinery
1 MANUFACTURING PROCESSES - AMEM 201 Lecture 5: Milling Processes DR. SOTIRIS L. OMIROU Milling Machining - Definition Milling machining is one of the very common manufacturing processes used in machinery
Setting vertical boring machines for production
 Unit 318 Setting vertical boring machines for production UAN: Level: 3 Credit value: 91 GLH: 210 Relationship to NOS: Assessment requirements specified by a sector or regulatory body: Aim: F/600/5423 This
Unit 318 Setting vertical boring machines for production UAN: Level: 3 Credit value: 91 GLH: 210 Relationship to NOS: Assessment requirements specified by a sector or regulatory body: Aim: F/600/5423 This
SURFACE FINISHING GRINDING MACHINES
 SURFACE FINISHING GRINDING MACHINES Introduction :- Grinding is a metal cutting operation which is performed by means of a rotating abrasive wheel acts as a cutting tool. Material removal is in the form
SURFACE FINISHING GRINDING MACHINES Introduction :- Grinding is a metal cutting operation which is performed by means of a rotating abrasive wheel acts as a cutting tool. Material removal is in the form
Syslog Technologies Innovative Thoughts
 MINI MILLING MACHINE SYNOPSIS A milling machine is a machine tool used for the complex shaping of metal and other solid materials. Its basic form is that of a rotating cutter or end mill which rotates
MINI MILLING MACHINE SYNOPSIS A milling machine is a machine tool used for the complex shaping of metal and other solid materials. Its basic form is that of a rotating cutter or end mill which rotates
Clamping. Clamping surfaces. Manufacturing Tooling 4. Work Holding Principles. Nageswara Rao Posinasetti
 Manufacturing Tooling 4. Work Holding Principles Nageswara Rao Posinasetti Clamping February 7, 2008 Nageswara Rao Posinasetti 2 Clamping surfaces Generally the clamping surface should be opposite to that
Manufacturing Tooling 4. Work Holding Principles Nageswara Rao Posinasetti Clamping February 7, 2008 Nageswara Rao Posinasetti 2 Clamping surfaces Generally the clamping surface should be opposite to that
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES
 Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Design of Jigs, Fixtures, Press Tools and Moulds UNIT - 1 LOCATING AND CLAMPING PRINCIPLES 1. Define the term Tool design. Tool design is the process of designing and developing the tools, methods, and
Designing and Fabrication of Fixtures for Masking in Electrocoating S.Rajesh Kumar 1, M.Akhil 2, P.Karthik 2,G.Micheal Viyahappa Antony 2,S.
 Designing and Fabrication of Fixtures for Masking in Electrocoating S.Rajesh Kumar 1, M.Akhil 2, P.Karthik 2,G.Micheal Viyahappa Antony 2,S.Midhun 2 1 Assistant Professor, Dept. of Mechanical Engineering,
Designing and Fabrication of Fixtures for Masking in Electrocoating S.Rajesh Kumar 1, M.Akhil 2, P.Karthik 2,G.Micheal Viyahappa Antony 2,S.Midhun 2 1 Assistant Professor, Dept. of Mechanical Engineering,
Design and Analysis of Fixture for component Body in HMC-800
 Design and Analysis of Fixture for component Body in HMC-800 Sanket 1, Ambadas 2, Babu Reddy 3 1M.Tech Student, Dept. of Machine Design VTU PG centre kalaburagi -585105, Karnataka, India 2Assistant Professor
Design and Analysis of Fixture for component Body in HMC-800 Sanket 1, Ambadas 2, Babu Reddy 3 1M.Tech Student, Dept. of Machine Design VTU PG centre kalaburagi -585105, Karnataka, India 2Assistant Professor
Cnc turning milling and drilling machine FLCX
 Cnc turning milling and drilling machine FLCX5000-1000 Shanyi Cnc Machines FLCX5000-1000 Cnc turning milling and drilling machine has been developed by Shanyicnc co., ltd. We are the cnc machine manufacturer
Cnc turning milling and drilling machine FLCX5000-1000 Shanyi Cnc Machines FLCX5000-1000 Cnc turning milling and drilling machine has been developed by Shanyicnc co., ltd. We are the cnc machine manufacturer
6th International Conference on Virtual Machining Process Technology (VMPT), Montréal, May 29th June 2nd, 2017
, Montréal, May 29th June 2nd, 2017") 6th International Conference on Virtual Machining Process Technology (VMPT), Montréal, May 29th June 2nd, 2017 An alternative methodology for Machine Tool Error determination through workpiece measurement.
6th International Conference on Virtual Machining Process Technology (VMPT), Montréal, May 29th June 2nd, 2017 An alternative methodology for Machine Tool Error determination through workpiece measurement.
Trade of Toolmaking. Module 3: Milling Unit 9: Precision Vee Block Assembly Phase 2. Published by. Trade of Toolmaking Phase 2 Module 3 Unit 9
 Trade of Toolmaking Module 3: Milling Unit 9: Precision Vee Block Assembly Phase 2 Published by SOLAS 2014 Unit 9 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
Trade of Toolmaking Module 3: Milling Unit 9: Precision Vee Block Assembly Phase 2 Published by SOLAS 2014 Unit 9 1 Table of Contents Document Release History... 3 Unit Objective... 4 Introduction... 4
TruLaser Tube: Optimal tube. and. profile cutting. Machine Tools / Power Tools Laser Technology / Electronics Medical Technology
 TruLaser Tube: Optimal tube and profile cutting Machine Tools / Power Tools Laser Technology / Electronics Medical Technology Giving you the edge in laser tube processing. The TRUMPF Group ranks among
TruLaser Tube: Optimal tube and profile cutting Machine Tools / Power Tools Laser Technology / Electronics Medical Technology Giving you the edge in laser tube processing. The TRUMPF Group ranks among
Ch 2: Manufacturing Operations
 Ch 2: Manufacturing Operations Learning Objectives: By the end of the lecture the student should be able to: Explain the difference between technological and economical definition of manufacturing. Properly
Ch 2: Manufacturing Operations Learning Objectives: By the end of the lecture the student should be able to: Explain the difference between technological and economical definition of manufacturing. Properly
LANDMARK UNIVERSITY, OMU-ARAN
 LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
LANDMARK UNIVERSITY, OMU-ARAN LECTURE NOTE: DRILLING. COLLEGE: COLLEGE OF SCIENCE AND ENGINEERING DEPARTMENT: MECHANICAL ENGINEERING PROGRAMME: MECHANICAL ENGINEERING ENGR. ALIYU, S.J Course code: MCE
Tel / (USA & CANADA) /
 /") Tel.58.847 / 8.388.459 (USA & CANADA) / Email sales@msdiscounttool.com MULTIPURPOSE CLAMPS - USA SERIES 7: Lightweight and 4% stronger than C clamps. Floating jaws that always stay parallel. Designed to
Tel.58.847 / 8.388.459 (USA & CANADA) / Email sales@msdiscounttool.com MULTIPURPOSE CLAMPS - USA SERIES 7: Lightweight and 4% stronger than C clamps. Floating jaws that always stay parallel. Designed to
Turning and Related Operations
 Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
Turning and Related Operations Turning is widely used for machining external cylindrical and conical surfaces. The workpiece rotates and a longitudinally fed single point cutting tool does the cutting.
MECHANIC VISES VERSATILE, RUGGED AND BUILT WITH YOU IN MIND A B
 wiltontool.com Wilton is committed to being a supplier you can depend on for the epitome of quality, innovation and service. This isn t just a statement to make us sound good it s a reality that has been
wiltontool.com Wilton is committed to being a supplier you can depend on for the epitome of quality, innovation and service. This isn t just a statement to make us sound good it s a reality that has been
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting. By Prof.A.Chandrashekhar
 Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
Workshop Practice TA 102 Lec 6 & 7 :Theory of Metal Cutting By Prof.A.Chandrashekhar Theory of Metal cutting INTRODUCTION: The process of manufacturing a component by removing the unwanted material using
5-AXIS MACHINING SCS QUINTUS WWW. WORKHOLDINGSOLUTIONSGROUP. COM
 WORKHOLDING SOLUTIONS FOR -AXIS MACHINING SCS MC QUINTUS ONE system / MANY solutions WWW. WORKHOLDINGSOLUTIONSGROUP. COM MCCLAMPING S YSTEM for -axis machining MC + Quintus... MC Clamping System Free access
WORKHOLDING SOLUTIONS FOR -AXIS MACHINING SCS MC QUINTUS ONE system / MANY solutions WWW. WORKHOLDINGSOLUTIONSGROUP. COM MCCLAMPING S YSTEM for -axis machining MC + Quintus... MC Clamping System Free access
A H M 531 The Civil Engineering Center
 Title Page Introduction 2 Objectives 2 Theory 2 Fitting 3 Turning 5 Shaping and Grinding 7 Milling 8 Conclusion 11 Reference 11 1 Introduction Machining Machining is a manufacturing process in which a
Title Page Introduction 2 Objectives 2 Theory 2 Fitting 3 Turning 5 Shaping and Grinding 7 Milling 8 Conclusion 11 Reference 11 1 Introduction Machining Machining is a manufacturing process in which a
UNIT 4: (iii) Illustrate the general kinematic system of drilling machine and explain its working principle
 Illustrate the general kinematic system of drilling machine and explain its working principle") UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
UNIT 4: Drilling machines: Classification, constructional features, drilling & related operations, types of drill & drill bit nomenclature, drill materials. Instructional Objectives At the end of this
Metal Cutting - 5. Content. Milling Characteristics. Parts made by milling Example of Part Produced on a CNC Milling Machine 7.
 Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
Content Metal Cutting - 5 Assoc Prof Zainal Abidin Ahmad Dept. of Manufacturing & Industrial Engineering Faculty of Mechanical Engineering Universiti Teknologi Malaysia 7. MILLING Introduction Horizontal
DESIGN AND MANUFACTURING OF MODIFIED ANGLE JIG TOOL
 DESIGN AND MANUFACTURING OF MODIFIED ANGLE JIG TOOL ABHIJIT TAGADE 1, NILESH NIRWAN 2, MANISH MISHRA 3 1. M.Tech student, Wainganga college of engineering, Nagpur (India) 2. Facutly, Wainganga college
DESIGN AND MANUFACTURING OF MODIFIED ANGLE JIG TOOL ABHIJIT TAGADE 1, NILESH NIRWAN 2, MANISH MISHRA 3 1. M.Tech student, Wainganga college of engineering, Nagpur (India) 2. Facutly, Wainganga college
World leader in live tools, angle heads, and multi-spindle drill heads
 World leader in live tools, angle heads, and multi-spindle drill heads heimatec GmbH headquarters-germany The Way to Success Heimatec is an international manufacturing company headquartered in Renchen,
World leader in live tools, angle heads, and multi-spindle drill heads heimatec GmbH headquarters-germany The Way to Success Heimatec is an international manufacturing company headquartered in Renchen,
STAR TOOL SUPPLY / GRAND TOOL SUPPLY
 MULTIPURPOSE CLAMPS - USA SERIES 7: Lightweight and 4% stronger than C clamps. Floating jaws that always stay parallel. Designed to eliminate distorting or twisting action. Cantilever action provides 4:
MULTIPURPOSE CLAMPS - USA SERIES 7: Lightweight and 4% stronger than C clamps. Floating jaws that always stay parallel. Designed to eliminate distorting or twisting action. Cantilever action provides 4:
Name: Machine Tool Technology ( )
") Name: Machine Tool Technology (58.0501) Directions: Evaluate the student by checking the appropriate number to indicate the degree of competency. Rating Scale (0-6): 0 No Exposure no experience/knowledge
Name: Machine Tool Technology (58.0501) Directions: Evaluate the student by checking the appropriate number to indicate the degree of competency. Rating Scale (0-6): 0 No Exposure no experience/knowledge
(1) Brass, an alloy of copper and zinc, consists of 70% by volume of copper and 30% by volume of zinc.
 Brass, an alloy of copper and zinc, consists of 70% by volume of copper and 30% by volume of zinc.") PhysicsAndMathsTutor.com 1 Q1. (a) Define the density of a material....... (1) Brass, an alloy of copper and zinc, consists of 70% by volume of copper and 30% by volume of zinc. density of copper = 8.9
PhysicsAndMathsTutor.com 1 Q1. (a) Define the density of a material....... (1) Brass, an alloy of copper and zinc, consists of 70% by volume of copper and 30% by volume of zinc. density of copper = 8.9
DuraTurn Series. CNC Lathe. для получения подробной информации, пожалуйста, напишите нам на почту
 DuraTurn 2030 DuraTurn 2050 DuraTurn 2550 CNC Lathe DuraTurn Series Durable Universal Reliable Affordable Accurate CNC Lathe with Excellent Operability and Machining Capability The DuraTurn series, which
DuraTurn 2030 DuraTurn 2050 DuraTurn 2550 CNC Lathe DuraTurn Series Durable Universal Reliable Affordable Accurate CNC Lathe with Excellent Operability and Machining Capability The DuraTurn series, which
Fixtures Design Using Computer for Cylindrical Workpieces in Drilling Operations
 Jazan Univerity College of Engineering Mechanical Engineering Department Fixtures Design Using Computer for Cylindrical Workpieces in Drilling Operations By Team Members: Supervisor (s): Ahmed Mohammd
Jazan Univerity College of Engineering Mechanical Engineering Department Fixtures Design Using Computer for Cylindrical Workpieces in Drilling Operations By Team Members: Supervisor (s): Ahmed Mohammd
Alternate method ( Fabrication to Casting )
") RESEARCH ARTICLE Alternate method ( Fabrication to Casting ) OPEN ACCESS S. Kishore, UG Scholar S. Manimaran, UG Scholar D. Sanathosh, Assistant professor St Joseph s Institute of Technology St Joseph
RESEARCH ARTICLE Alternate method ( Fabrication to Casting ) OPEN ACCESS S. Kishore, UG Scholar S. Manimaran, UG Scholar D. Sanathosh, Assistant professor St Joseph s Institute of Technology St Joseph